JP2008122014A - 温調マット及びその製造方法 - Google Patents
温調マット及びその製造方法 Download PDFInfo
- Publication number
- JP2008122014A JP2008122014A JP2006308073A JP2006308073A JP2008122014A JP 2008122014 A JP2008122014 A JP 2008122014A JP 2006308073 A JP2006308073 A JP 2006308073A JP 2006308073 A JP2006308073 A JP 2006308073A JP 2008122014 A JP2008122014 A JP 2008122014A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- groove
- soaking
- substrate
- temperature control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B30/00—Energy efficient heating, ventilation or air conditioning [HVAC]
Landscapes
- Floor Finish (AREA)
- Steam Or Hot-Water Central Heating Systems (AREA)
Abstract
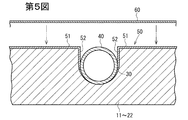
【解決手段】床暖房マット10は、上面に配管収容用の溝30が設けられた長方形状の基板11〜22と、該溝に収容された温水配管40と、該温水配管と接するように溝内面から基板上面にかけて配材された均熱板50と、各基板の上面に跨がって配置された均熱シート材60とを有する。基板11〜22を配列した後、一枚のシート状の均熱板素板50Aを基板11〜22に跨がって貼る。次いで、温水配管40を溝30に押し込み、縦板部52を溝30の内面に沿わせる。その後、均熱シート材60を貼る。
【選択図】図2
Description
上記各部材の材質の一例として次のものが挙げられるが、これらに限定されるものではない。
5a U字部
5b フランジ部
10 床暖房マット
11〜22 基板
30 溝
40 温水配管
41 ヘッダー
50 均熱板
51 主板部
52 縦板部
50A 均熱板素板
60 均熱シート材
Claims (5)
- 上面に配管収容用の溝が設けられた長方形状の基板が複数枚、集合状に配列された基板群と、
該溝に収容され、隣接する基板に連続して引き回されている温調用配管と、
該温調用配管と接するように溝内面から基板上面にかけて配材された均熱板と、
各基板の上面に跨がって配置された均熱シート材と
を有し、
該均熱板は、基板上面の主板部と、該主板部に連なり、前記溝の入口部内面に沿う縦板部とを有する温調マットであって、
前記均熱板の主板部は、各基板の上面に跨がって配材され、各基板の上面に付着されており、
前記均熱シート材は、該均熱板の主板部と前記溝とを覆い、該主板部に付着されていることを特徴とする温調マット。 - 請求項1において、前記均熱板は、平板状の均熱板の素板を基板上に付着させた後、上方から該配管を該均熱板の素板を破断させて溝内に挿入することにより前記縦板部を形成したものであることを特徴とする温調マット。
- 請求項1又は2において、前記均熱板及び均熱シート材は金属箔よりなることを特徴とする温調マット。
- 請求項1ないし3のいずれか1項に記載の温調マットを製造する方法であって、
各基板を配列させる工程と、
平板状の均熱板の素板を各基板の上面に跨がって付着させる工程と、
溝の上方から該均熱板の素板を押し破って配管を溝に配置させると共に、該溝の入口部内面に沿う前記縦板部を形成する工程と、
該均熱板の主板部及び溝を覆うように均熱シート材を該主板部に付着させる工程と
を有することを特徴とする温調マットの製造方法。 - 請求項4において、前記均熱板の素板は全体として無孔の板材であることを特徴とする温調マットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006308073A JP2008122014A (ja) | 2006-11-14 | 2006-11-14 | 温調マット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006308073A JP2008122014A (ja) | 2006-11-14 | 2006-11-14 | 温調マット及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008122014A true JP2008122014A (ja) | 2008-05-29 |
Family
ID=39506953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006308073A Pending JP2008122014A (ja) | 2006-11-14 | 2006-11-14 | 温調マット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008122014A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101307225B1 (ko) * | 2013-05-15 | 2013-09-11 | 엔피에프(주) | 냉온수매트 제조금형 및 그 제조금형을 이용한 냉온수매트 제조방법 |
| EP3168542A1 (de) * | 2015-11-12 | 2017-05-17 | Uponor Innovation AB | Flächentemperiersystem, wärmetauscheranordnung, verfahren sowie montageverfahren |
| WO2018029461A1 (en) * | 2016-08-10 | 2018-02-15 | Timoleon Limited | Heat transfer panel |
| DE102017118977A1 (de) * | 2017-08-18 | 2019-02-21 | Ullrich Buff | Wärmetauscherelement und Verfahren zu dessen Herstellung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08270969A (ja) * | 1995-03-31 | 1996-10-18 | Tokyo Gas Co Ltd | 床暖房用温水マット及びこの製法 |
| JPH11270862A (ja) * | 1998-03-24 | 1999-10-05 | Daikin Ind Ltd | 床暖房パネル用基材及びそれを用いた床暖房パネル並びに床暖房パネルの設置方法 |
-
2006
- 2006-11-14 JP JP2006308073A patent/JP2008122014A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08270969A (ja) * | 1995-03-31 | 1996-10-18 | Tokyo Gas Co Ltd | 床暖房用温水マット及びこの製法 |
| JPH11270862A (ja) * | 1998-03-24 | 1999-10-05 | Daikin Ind Ltd | 床暖房パネル用基材及びそれを用いた床暖房パネル並びに床暖房パネルの設置方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101307225B1 (ko) * | 2013-05-15 | 2013-09-11 | 엔피에프(주) | 냉온수매트 제조금형 및 그 제조금형을 이용한 냉온수매트 제조방법 |
| EP3168542A1 (de) * | 2015-11-12 | 2017-05-17 | Uponor Innovation AB | Flächentemperiersystem, wärmetauscheranordnung, verfahren sowie montageverfahren |
| WO2018029461A1 (en) * | 2016-08-10 | 2018-02-15 | Timoleon Limited | Heat transfer panel |
| DE102017118977A1 (de) * | 2017-08-18 | 2019-02-21 | Ullrich Buff | Wärmetauscherelement und Verfahren zu dessen Herstellung |
| US11549698B2 (en) | 2017-08-18 | 2023-01-10 | Ullrich Buff | Heat exchanger element and method for its manufacture; building panel and method for dehumidifying air |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009002575A (ja) | ハニカムパネル及びその製造方法 | |
| JP2008122014A (ja) | 温調マット及びその製造方法 | |
| JP5157159B2 (ja) | 温調マット及び均熱板 | |
| JP5320777B2 (ja) | 温調床 | |
| JP5609746B2 (ja) | 温調マット及び温調構造 | |
| JP5827816B2 (ja) | たて長折り畳み式床暖房用温水マット | |
| JP2008196827A (ja) | 温調マット及びその折り畳み方法 | |
| JP2008280829A (ja) | 温調床構造 | |
| JP5327528B2 (ja) | 床暖房用温水マット | |
| JP5141409B2 (ja) | 温調マット | |
| JP2005282944A (ja) | 床下配置用放熱器、および暖房可能な床の施工方法 | |
| JP5338161B2 (ja) | 温調マット | |
| JP2002156125A (ja) | 温水床暖房装置 | |
| JP2008032284A (ja) | 床暖房システムにおける放熱パイプ敷設用のパネル | |
| JP5200706B2 (ja) | 温調マット及びその製造方法 | |
| JP2009127984A (ja) | 床暖房パネル及び該床暖房パネルの製造方法 | |
| JPH08319712A (ja) | 床暖房構造 | |
| JP3114586U (ja) | 建築用面状構造体 | |
| JP2005061638A (ja) | 床暖房装置 | |
| JP2023002271A (ja) | 温調マット用パネル及びその施工方法 | |
| JP3834439B2 (ja) | 暖房マット | |
| JP2005241017A (ja) | 床暖房パネルおよびその敷設方法 | |
| JP3769130B2 (ja) | 床暖房マット及びその梱包方法 | |
| JP2010101602A (ja) | コールドドラフト防止装置及び居室 | |
| JP5206305B2 (ja) | 温調床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20080423 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110329 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110719 |