JP2007266352A - ウエーハの加工方法 - Google Patents
ウエーハの加工方法 Download PDFInfo
- Publication number
- JP2007266352A JP2007266352A JP2006090097A JP2006090097A JP2007266352A JP 2007266352 A JP2007266352 A JP 2007266352A JP 2006090097 A JP2006090097 A JP 2006090097A JP 2006090097 A JP2006090097 A JP 2006090097A JP 2007266352 A JP2007266352 A JP 2007266352A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- cutting
- convex portion
- reinforcing portion
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003672 processing method Methods 0.000 title claims description 8
- 238000005520 cutting process Methods 0.000 claims abstract description 124
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 53
- 238000012545 processing Methods 0.000 claims abstract description 25
- 230000002093 peripheral effect Effects 0.000 claims description 55
- 238000000034 method Methods 0.000 claims description 30
- 239000002184 metal Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 235000012431 wafers Nutrition 0.000 description 178
- 230000007246 mechanism Effects 0.000 description 66
- 239000004065 semiconductor Substances 0.000 description 46
- 238000003825 pressing Methods 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 230000002787 reinforcement Effects 0.000 description 7
- 238000004140 cleaning Methods 0.000 description 6
- 238000004544 sputter deposition Methods 0.000 description 5
- 238000007740 vapor deposition Methods 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000005468 ion implantation Methods 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67132—Apparatus for placing on an insulating substrate, e.g. tape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/687—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches
- H01L21/68707—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a robot blade, or gripped by a gripper for conveyance
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Robotics (AREA)
- Dicing (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】チャックテーブル201に保持したウエーハ1を回転させながら、保持面201aと平行な回転軸を有する切削ブレード222を、回転軸方向に沿って往復移動させながら、外周補強部5aの環状凸部6を削り取り、外周補強部5aをデバイス領域4と同等以下の厚さに加工する。
【選択図】図7
Description
[1]半導体ウエーハ
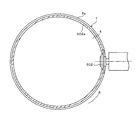
図1の符号1は、一実施形態によって加工される円盤状の半導体ウエーハ(以下ウエーハと略称)を示している。このウエーハ1はシリコンウエーハ等であって、図1(a)に示すように、その表面には格子状の分割予定ライン2によって複数の矩形状の半導体チップ(デバイス)3が区画されている。これら半導体チップ3の表面には、ICやLSI等の図示せぬ電子回路が形成されている。複数の半導体チップ3は、ウエーハ1と同心の概ね円形状のデバイス領域4に形成されており、このデバイス領域4の周囲は、半導体チップ3が形成されない環状の外周余剰領域5となっている。
次に、図2〜図8を参照して、本発明の方法を好適に実施し得るウエーハ加工装置を説明する。図2はその加工装置10の斜視図、図3は平面図である。加工装置10は基台11を有し、この基台11上には、図3においてX方向右側から左側にわたって、ウエーハ供給部100、ウエーハ切削部200、ダイシングテープ貼着部300、ダイシングテープ搬送部400がこの順に配設されている。以下、これらを説明していく。
ウエーハ供給部100は、基台11上のY方向一端(図3で下端)側に設置されたウエーハキャリア101と、このウエーハキャリア101からY方向他端側に向かって延びる一対の搬送ベルト102と、搬送ベルト102の間における搬送ベルト102の中間部と下流端部(図3で上端部)に設けられた第1ストッパ111および第2ストッパ112と、ウエーハ1をピックアップしてウエーハ切削部200に搬送するウエーハハンド120と、このウエーハハンド120をX・Y・Z方向に移動させるウエーハハンド駆動機構140とを備えている。
ウエーハ切削部200は、上記各ストッパ111,112で停止させられたウエーハ1のそれぞれ隣りに配設された第1チャックテーブル201および第2チャックテーブル202と、これらチャックテーブル201,202上をY方向に横断するように移動する切削ユニット220とを備えている。チャックテーブル201,202は、いずれも周知の真空チャック式であり、水平な上面がウエーハ1を吸着、保持する保持面201a,202aとされ、中心を回転軸として図示せぬ回転駆動機構により回転駆動される。これらチャックテーブル201,202は、X方向に往復移動するように駆動されるテーブルベース211,212にそれぞれ回転自在に支持されている。各テーブルベース211,212の移動方向の両端部には、自身の移動路を塞いで切削屑等が侵入することを防ぐための蛇腹状のカバー215が伸縮自在に設けられている。
上記テーブルベース211,212のX方向の移動範囲は、自身のX方向の長さ(幅)の2〜3倍程度であり、その移動範囲の中間点よりもウエーハ供給部100側がウエーハ切削部200の領域とされ、ダイシングテープ搬送部400側がダイシングテープ貼着部300の領域となっている。ウエーハ切削部200とダイシングテープ貼着部300との境界部分には、チャックテーブル201上のウエーハ1に洗浄水を噴射する洗浄水シャワーノズル230と、洗浄水を被ったウエーハ1に高圧エアーを噴射して水分を除去するエアーノズル240とが、並んで配設されている。これらノズル230,240は、Y方向に延びる長尺な管状ノズルで、下向きの噴射口が長手方向に多数点在する構成であり、ウエーハ切削部200側に洗浄水シャワーノズル230、ダイシングテープ貼着部300側にエアーノズル240が配され、基台11に立設された支柱250を介して2つのテーブルベース211,212の移動路上を横断するように設けられている。
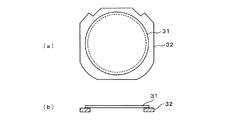
ダイシングテープ搬送部400は、図6に示すダイシングテープ31を上記ダイシングテープ貼着部300に搬送する機能を有する。ダイシングテープ31は、例えば、厚さ100μm程度のポリ塩化ビニルを基材とし、その片面に厚さ5μm程度でアクリル樹脂系の粘着剤が塗布されたものが用いられる。ダイシングテープ31の粘着面には、ウエーハ1の直径よりも大きな内径を有する環状のダイシングフレーム32が貼り付けられる。ダイシングフレーム32は剛性を有する金属板等からなるもので、ウエーハ1はダイシングテープ31に貼着され、ダイシングフレーム32を保持することによって運搬等の取扱いがなされる。
次に、上記構成のウエーハ加工装置10の動作例を説明する。
ウエーハ供給部100のウエーハキャリア101から搬送ベルト102によって1枚のウエーハ1が引き出され、そのウエーハ1は搬送ベルト102で第1ストッパ111まで搬送され、搬送ベルト102が停止する。ウエーハ1は凹部4a側、すなわち裏面側が上に向いた状態で第1ストッパ111に当たって停止し、次いで、このウエーハ1がウエーハハンド120でピックアップされる。
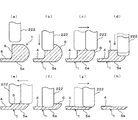
まず、(a)〜(b):切削ブレード222を外周補強部5aの環状凸部6の内周側に上から切り込ませてから、(c):切削ブレード222の回転軸と平行に外周側に移動させて1段階高さを減じ、続いて、(d):切削ブレード222を下降させて外周側に切り込ませ、(e):内周側に移動させてもう1段階高さを減じる。続いて、(f):切削ブレード222を下降させてデバイス領域4よりも若干深く外周補強部5aの内周側を切削し、次いで、(g):外周側に移動させてもう1段階高さを減じ、切削ブレード222を退避させ、(h):外周補強部5aをデバイス領域4よりも薄く下降したウエーハ1を得る。切削ブレード222の水平方向の往復移動は全て切削ブレード222の回転軸に沿った方向であり、切り込み方向は鉛直方向である。なお、ウエーハ1を切削するにあたっては、切削水ノズル224,225からウエーハ1の加工点に向けて切削水を適量供給しながら行う。
3…半導体チップ(デバイス)
4…デバイス領域
5a…外周補強部
6…環状凸部
10…ウエーハ加工装置
201,202…チャックテーブル(保持テーブル)
201a,202a…保持面
222…切削ブレード(切削工具)
Claims (6)
- 複数のデバイスが表面に形成されたデバイス領域の周囲に、裏面側に突出する凸部を有する外周補強部が一体に形成されたウエーハの、前記外周補強部を加工する方法であって、
回転可能な保持テーブルの保持面に、前記ウエーハを、裏面側が露出し、かつ表面側が密着する状態に保持し、
次いで、前記保持テーブルごと前記ウエーハを回転させながら、
前記保持面と平行な回転軸を有する切削工具を用いて、少なくとも前記凸部を切削、除去して前記外周補強部を前記デバイス領域と同等以下の厚さに加工することを特徴とするウエーハの加工方法。 - 前記切削工具は前記凸部の幅と同等以上の幅を有し、該切削工具を、凸部の先端面から前記ウエーハの厚さ方向に切り込ませることにより、少なくとも前記凸部を切削、除去することを特徴とする請求項1に記載のウエーハの加工方法。
- 前記切削工具の、前記ウエーハに対する厚さ方向の送り込み量を、刃先が前記デバイス領域の裏面のレベルに一致する状態に設定して、該切削工具を前記凸部に向けて前記保持面と平行な方向に移動させて切り込ませることにより、少なくとも前記凸部を切削、除去することを特徴とする請求項1に記載のウエーハの加工方法。
- 前記切削工具を、前記ウエーハに対して前記保持面と平行な方向に沿って相対移動させながら、該切削工具によって少なくとも前記凸部を切削、除去することを特徴とする請求項1に記載のウエーハの加工方法。
- 前記切削工具の移動方向が、前記回転軸の軸方向に沿った方向であることを特徴とする請求項4に記載のウエーハの加工方法。
- 前記ウエーハの裏面の前記デバイス領域に対応する領域に金属膜が設けられていることを特徴とする請求項1〜5のいずれかに記載のウエーハの加工方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090097A JP2007266352A (ja) | 2006-03-29 | 2006-03-29 | ウエーハの加工方法 |
| US11/728,931 US7718511B2 (en) | 2006-03-29 | 2007-03-27 | Processing method for wafer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090097A JP2007266352A (ja) | 2006-03-29 | 2006-03-29 | ウエーハの加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007266352A true JP2007266352A (ja) | 2007-10-11 |
Family
ID=38559634
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006090097A Pending JP2007266352A (ja) | 2006-03-29 | 2006-03-29 | ウエーハの加工方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7718511B2 (ja) |
| JP (1) | JP2007266352A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009099739A (ja) * | 2007-10-16 | 2009-05-07 | Disco Abrasive Syst Ltd | ウェーハの加工方法 |
| JP2009099870A (ja) * | 2007-10-18 | 2009-05-07 | Disco Abrasive Syst Ltd | ウェーハの加工方法 |
| JP2010016188A (ja) * | 2008-07-03 | 2010-01-21 | Sanyo Electric Co Ltd | 半導体装置の製造方法および半導体装置 |
| JP2013012595A (ja) * | 2011-06-29 | 2013-01-17 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2017069489A (ja) * | 2015-10-01 | 2017-04-06 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2017228732A (ja) * | 2016-06-24 | 2017-12-28 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2019021884A (ja) * | 2017-07-21 | 2019-02-07 | 株式会社ディスコ | ウェーハの加工方法 |
| WO2020241407A1 (ja) | 2019-05-24 | 2020-12-03 | リンテック株式会社 | 支持シート付フィルム状焼成材料、ロール体、積層体及び装置の製造方法 |
| JP2021048278A (ja) * | 2019-09-19 | 2021-03-25 | 株式会社ディスコ | 加工装置、及び、ウェーハの加工方法 |
| KR20210052225A (ko) | 2019-10-30 | 2021-05-10 | 가부시기가이샤 디스코 | 웨이퍼의 가공 방법 |
| JP7430108B2 (ja) | 2020-04-27 | 2024-02-09 | 株式会社ディスコ | 加工方法及び保持テーブル |
| JP7538001B2 (ja) | 2020-11-11 | 2024-08-21 | 株式会社ディスコ | 加工装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4741332B2 (ja) * | 2005-09-30 | 2011-08-03 | 株式会社ディスコ | ウエーハの加工方法 |
| JP4895594B2 (ja) * | 2005-12-08 | 2012-03-14 | 株式会社ディスコ | 基板の切削加工方法 |
| JP2009096698A (ja) * | 2007-10-19 | 2009-05-07 | Toshiba Corp | ウェーハ及びその製造方法 |
| JP6108415B2 (ja) * | 2012-12-12 | 2017-04-05 | 富士機械製造株式会社 | ダイ供給装置 |
| ES2864962T3 (es) * | 2014-04-30 | 2021-10-14 | 1366 Tech Inc | Procedimientos y aparatos para fabricar obleas semiconductoras delgadas con regiones controladas localmente que son relativamente más gruesas que otras regiones |
| JP6282194B2 (ja) * | 2014-07-30 | 2018-02-21 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2016147342A (ja) * | 2015-02-12 | 2016-08-18 | 株式会社ディスコ | 加工装置のチャックテーブル |
| US9748106B2 (en) * | 2016-01-21 | 2017-08-29 | Micron Technology, Inc. | Method for fabricating semiconductor package |
| JP7089136B2 (ja) * | 2018-03-22 | 2022-06-22 | 株式会社デンソー | ウエーハの研削方法 |
| JP7464472B2 (ja) * | 2020-07-17 | 2024-04-09 | 株式会社ディスコ | 加工装置 |
| JP7517936B2 (ja) * | 2020-10-01 | 2024-07-17 | 株式会社ディスコ | 加工装置 |
| JP2023025560A (ja) * | 2021-08-10 | 2023-02-22 | 株式会社ディスコ | 加工装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263425A (ja) * | 1991-02-18 | 1992-09-18 | Toshiba Corp | 半導体基板の研削装置及び研削方法 |
| JP2002144199A (ja) * | 2000-11-01 | 2002-05-21 | Koyo Mach Ind Co Ltd | 薄板円板状ワークの平面研削方法および平面研削盤 |
| JP2003332271A (ja) * | 2002-05-15 | 2003-11-21 | Renesas Technology Corp | 半導体ウエハおよび半導体装置の製造方法 |
| JP2005038978A (ja) * | 2003-07-18 | 2005-02-10 | Speedfam Co Ltd | 半導体ウェハの平坦面外周部研磨装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100733112B1 (ko) * | 1999-10-14 | 2007-06-27 | 신에쯔 한도타이 가부시키가이샤 | 접합웨이퍼의 제조방법 |
| JP2003203940A (ja) * | 2001-10-25 | 2003-07-18 | Seiko Epson Corp | 半導体チップ及び配線基板並びにこれらの製造方法、半導体ウエハ、半導体装置、回路基板並びに電子機器 |
| JP2004281551A (ja) | 2003-03-13 | 2004-10-07 | Toshiba Corp | 半導体基板及びその製造方法、半導体装置及びその製造方法、半導体パッケージ |
| JP2005123425A (ja) | 2003-10-17 | 2005-05-12 | Toshiba Corp | 半導体基板の製造方法、半導体基板及び半導体装置の製造方法 |
| JP4647228B2 (ja) * | 2004-04-01 | 2011-03-09 | 株式会社ディスコ | ウェーハの加工方法 |
-
2006
- 2006-03-29 JP JP2006090097A patent/JP2007266352A/ja active Pending
-
2007
- 2007-03-27 US US11/728,931 patent/US7718511B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263425A (ja) * | 1991-02-18 | 1992-09-18 | Toshiba Corp | 半導体基板の研削装置及び研削方法 |
| JP2002144199A (ja) * | 2000-11-01 | 2002-05-21 | Koyo Mach Ind Co Ltd | 薄板円板状ワークの平面研削方法および平面研削盤 |
| JP2003332271A (ja) * | 2002-05-15 | 2003-11-21 | Renesas Technology Corp | 半導体ウエハおよび半導体装置の製造方法 |
| JP2005038978A (ja) * | 2003-07-18 | 2005-02-10 | Speedfam Co Ltd | 半導体ウェハの平坦面外周部研磨装置 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009099739A (ja) * | 2007-10-16 | 2009-05-07 | Disco Abrasive Syst Ltd | ウェーハの加工方法 |
| JP2009099870A (ja) * | 2007-10-18 | 2009-05-07 | Disco Abrasive Syst Ltd | ウェーハの加工方法 |
| JP2010016188A (ja) * | 2008-07-03 | 2010-01-21 | Sanyo Electric Co Ltd | 半導体装置の製造方法および半導体装置 |
| JP2013012595A (ja) * | 2011-06-29 | 2013-01-17 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2017069489A (ja) * | 2015-10-01 | 2017-04-06 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2017228732A (ja) * | 2016-06-24 | 2017-12-28 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2019021884A (ja) * | 2017-07-21 | 2019-02-07 | 株式会社ディスコ | ウェーハの加工方法 |
| WO2020241407A1 (ja) | 2019-05-24 | 2020-12-03 | リンテック株式会社 | 支持シート付フィルム状焼成材料、ロール体、積層体及び装置の製造方法 |
| KR20220011627A (ko) | 2019-05-24 | 2022-01-28 | 린텍 가부시키가이샤 | 지지 시트 부착 필름상 소성 재료, 롤체, 적층체 및 장치의 제조 방법 |
| JP2021048278A (ja) * | 2019-09-19 | 2021-03-25 | 株式会社ディスコ | 加工装置、及び、ウェーハの加工方法 |
| JP7358145B2 (ja) | 2019-09-19 | 2023-10-10 | 株式会社ディスコ | 加工装置、及び、ウェーハの加工方法 |
| KR20210052225A (ko) | 2019-10-30 | 2021-05-10 | 가부시기가이샤 디스코 | 웨이퍼의 가공 방법 |
| US11276588B2 (en) | 2019-10-30 | 2022-03-15 | Disco Corporation | Method of processing wafer |
| JP7430108B2 (ja) | 2020-04-27 | 2024-02-09 | 株式会社ディスコ | 加工方法及び保持テーブル |
| JP7538001B2 (ja) | 2020-11-11 | 2024-08-21 | 株式会社ディスコ | 加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7718511B2 (en) | 2010-05-18 |
| US20070231929A1 (en) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007266352A (ja) | ウエーハの加工方法 | |
| JP4806282B2 (ja) | ウエーハの処理装置 | |
| JP5613793B2 (ja) | ウェーハの加工方法 | |
| JP5390740B2 (ja) | ウェーハの加工方法 | |
| KR101212365B1 (ko) | 지지판 분리 장치 및 이를 이용한 지지판 분리 방법 | |
| KR100901934B1 (ko) | 보호테이프 절단방법 및 이를 이용한 보호테이프 접착장치 | |
| JP4874602B2 (ja) | ウエーハの加工方法およびウエーハの加工方法に用いる粘着テープ | |
| US7384859B2 (en) | Cutting method for substrate and cutting apparatus therefor | |
| US7560362B2 (en) | Cutting method for substrate | |
| US7745311B2 (en) | Working method for an optical device wafer | |
| JP5773660B2 (ja) | 樹脂剥がし装置および研削加工装置 | |
| JP2004207606A (ja) | ウェーハサポートプレート | |
| US20040140039A1 (en) | Adhesive tape applying method and apparatus | |
| JP4968819B2 (ja) | ウェーハの加工方法 | |
| JP4908085B2 (ja) | ウエーハの処理装置 | |
| JP7483069B2 (ja) | 基板搬送システム | |
| KR20170066250A (ko) | 웨이퍼의 가공 방법 | |
| JP2014054713A (ja) | ウェーハの加工方法 | |
| JP2012038840A (ja) | 半導体製造装置および半導体装置の製造方法 | |
| JP6208587B2 (ja) | 切削装置 | |
| JP2013093383A (ja) | 板状物の保持方法及び板状物の加工方法 | |
| JP2008016485A (ja) | ウェーハ搬送方法及びウェーハ搬送ユニット | |
| JP2013135137A (ja) | 板状物の保持方法及び板状物の加工方法 | |
| US20200086450A1 (en) | Substrate grinding device and substrate grinding method | |
| JP5264525B2 (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120613 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121015 |