JP2004235250A - 切削装置 - Google Patents
切削装置 Download PDFInfo
- Publication number
- JP2004235250A JP2004235250A JP2003019350A JP2003019350A JP2004235250A JP 2004235250 A JP2004235250 A JP 2004235250A JP 2003019350 A JP2003019350 A JP 2003019350A JP 2003019350 A JP2003019350 A JP 2003019350A JP 2004235250 A JP2004235250 A JP 2004235250A
- Authority
- JP
- Japan
- Prior art keywords
- spindle
- blade
- locking member
- flange
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 74
- 238000003825 pressing Methods 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/022—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by cutting with discs or wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B5/00—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor
- B27B5/29—Details; Component parts; Accessories
- B27B5/30—Details; Component parts; Accessories for mounting or securing saw blades or saw spindles
- B27B5/32—Devices for securing circular saw blades to the saw spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B5/00—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor
- B27B5/29—Details; Component parts; Accessories
- B27B5/38—Devices for braking the circular saw blade or the saw spindle; Devices for damping vibrations of the circular saw blade, e.g. silencing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9372—Rotatable type
Abstract
【解決手段】被加工物を切削するブレード22と;一端に装着されたブレードを高速回転させるスピンドル24と;スピンドル24を回転可能に支持するスピンドルハウジング26と;スピンドルハウジング26に設けられ,ブレード22をスピンドル24から脱着する際にスピンドル24の回転をロックするロック装置50と;を備えることを特徴とする,切削装置が提供される。かかる構成により,ブレード22をスピンドル24から脱着する際には,ロック装置50が動作して,スピンドル24が回転しないように固定できる。
【選択図】 図4
Description
【発明の属する技術分野】
本発明は,被加工物を切削加工する切削装置に関する。
【0002】
【従来の技術】
ダイシング装置等の切削装置は,一般的に,半導体ウェハ等の被加工物を保持するチャックテーブルと,切削用のブレードが装着された切削ユニットとを備えており,高速回転させたブレードを被加工物に切り込ませながら双方を相対移動させることによって,被加工物を切削加工することができる。この切削ユニットは,高速回転可能なスピンドルの一端に,ブレードをフランジ等により挟持固定して装着する構成である。かかる切削ユニットは,ブレードの装着手法の違いにより,図9(a)に示すような,スピンドル124に形成された雄ネジ部124dに螺合するナット140を用いて,ブレード122を挟持するフランジ121をスピンドル124に固定するナットタイプと,図9(b)に示すような,スピンドル124に形成された雌ネジ部124aに螺合するボルト127を用いて,ブレード122を挟持するフランジ121をスピンドル124に固定するボルトタイプと,に分類できる。
【0003】
ところで,上記のようなブレードは,その消耗または破損により,あるいは被加工物の種類や切削加工の内容等に応じて,適宜交換する必要がある。また,かかるブレード交換に伴ってフランジをも交換する場合もある。従来では,かかるブレードおよびフランジの交換作業は,次のようになされていた。
【0004】
例えば,ナットタイプの切削ユニットの場合には,図9(a)に示すように,まず,ナット固定治具70によってナット140を回転不能に固定した上で,スピンドル124の先端にある六角穴124eに差し込んだトルクドライバー72を,ナット140が螺脱する方向に回転させていた。これにより,固定されたナット140に対してスピンドル124が回転するため,スピンドル124の雄ネジ部124dとナット140との締結が緩み,その結果,ナット140が螺脱される。次いで,ブレード122およびフランジ121を交換した上で,上記と同様な手法で,スピンドル124の雄ネジ部124dにナット140を螺入して締結し,ブレード122およびフランジ121を固定していた(例えば,特許文献1参照)。
【0005】
一方,ボルトタイプの切削ユニットの場合には,図9(b)に示すように,まず,スパナ78等を用いてスピンドル124を回転不能に固定した上で,ボルト127の先端にある六角穴127aに差し込んだトルクレンチ74を,ボルト127が螺脱する方向に回転させていた。これにより,固定されたスピンドル124に対してボルト127が回転するため,スピンドル124の雌ネジ部124aとボルト127との締結が緩み,その結果,ボルト127が螺脱される。次いで,ブレード122およびフランジ121を交換した上で,上記と同様な手法で,スピンドル124の雌ネジ部124aにボルト127を螺入して締結し,ブレード122およびフランジ121を固定していた。
【0006】
【特許文献1】
特開2002−154054号公報
【発明が解決しようとする課題】
しかしながら,上記従来の切削装置では,ブレード及び/又はフランジの交換作業を行うオペレータは,片手でナット固定治具やスパナ等を支持する必要があるため,もう片方の手の力だけでナットやボルトを締結しなければならなかった。このため,両手を使って当該締結作業を行えないので,締め付けトルクに限界があり,締結が不十分となるという問題があった。特に,女性などが作業する場合には,推奨トルクでの締め付けが困難であった。また,かかる交換作業には複数の専用工具が必要となるため,交換作業が不便かつ困難であり,時間もかかるという問題もあった。
【0007】
本発明は,上記問題点に鑑みてなされたものであり,本発明の目的は,ブレード及び/又はフランジの交換作業を容易,確実かつ迅速に行うことが可能な,新規かつ改良された切削装置を提供することである。
【0008】
【課題を解決するための手段】
上記課題を解決するため,本発明の第1の観点によれば,被加工物を切削するブレードと;一端に装着されたブレードを高速回転させるスピンドルと;スピンドルを回転可能に支持するスピンドルハウジングと;スピンドルハウジングに設けられ,スピンドルの回転をロックするロック装置と;を備えることを特徴とする,切削装置が提供される。さらに,上記ロック装置は,ブレードをスピンドルから脱着する際にスピンドルをロックするように構成してもよい。なお,この「ブレードをスピンドルから脱着する際」とは,「ブレードをスピンドルに装着するための各種治具(フランジ等)をスピンドルから脱着する際」も含むものとする。
【0009】
かかる構成により,ブレードの交換作業等を行うためブレード及び/又はフランジ等をスピンドルから脱着する際には,ロック装置が動作して,スピンドルが回転しないように固定できる。このため,オペレータは,補助工具(ナット固定治具またはスパナ等)を用いてスピンドルを固定する必要がないので,ブレードをスピンドルから脱着するための主工具(トルクドライバーまたはトルクレンチ等)を両手で使用できる。
【0010】
また,上記ロック装置は,スピンドルに設けられた少なくとも1の係合孔と係合することにより,スピンドルを係止する係止部材を備える,ように構成してもよい。かかる構成により,係止部材は,その一端が挿入された係合孔と係合するとともに,その他端がロック装置に支持されることで,スピンドルを係止できる。これにより,ロック装置は,スピンドルを,スピンドルハウジングに対して回転不能に固定して,好適にロックできる。
【0011】
また,上記ロック装置は,スピンドルに設けられた少なくとも1の係合孔に対して,係止部材を挿脱することにより,スピンドルのロック開閉を行う,ように構成してもよい。かかる構成により,ロック装置は,係止部材を係合孔に挿入することにより,スピンドルをロックでき,一方,挿入された係止部材を係合孔から抜脱することにより,スピンドルのロックを解除できる。これにより,ロック装置はブレード交換時など必要に応じて,スピンドルのロック/ロック解除を制御できる。
【0012】
また,上記ロック装置は,加圧媒体によって前記係止部材を前記係合孔に挿入する方向に押圧する押圧手段を備える,ように構成してもよい。かかる構成により,押圧手段は,エアなどの加圧媒体によって係止部材を一側から押圧して移動させることにより,係合孔に挿入して係合させることができる。このため,押圧手段に加圧媒体を供給することにより,ロック装置は,スピンドルを好適にロックすることができる。
【0013】
また,上記ロック装置は,前記係止部材に対して前記係合孔から抜脱する方向に弾性力を加える弾性部材を備える,ように構成してもよい。かかる構成により,係止部材に対して,弾性部材の弾性力より大きい別途の力が係合孔に挿入させる方向に作用していない場合(例えば,上記加圧媒体による押圧がなされていない場合)には,この弾性部材の弾性力により,係止部材は係合孔から遠ざかる方向に移動して,係合孔から抜脱することができる。この結果,ロック装置は,スピンドルのロックを好適に解除できる。
【0014】
【発明の実施の形態】
以下に添付図面を参照しながら,本発明の好適な実施の形態について詳細に説明する。なお,本明細書及び図面において,実質的に同一の機能構成を有する構成要素については,同一の符号を付することにより重複説明を省略する。
【0015】
(第1の実施の形態)
以下に,本発明の第1の実施形態にかかる切削装置について説明する。
【0016】
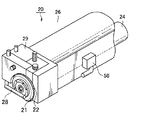
まず,図1に基づいて,本実施形態にかかる切削装置の一例として構成されたダイシング装置10の全体構成について説明する。なお,図1は,本実施形態にかかるダイシング装置10を示す全体斜視図である。
【0017】
図1に示すように,ダイシング装置10は,半導体ウェハなどの被加工物12を切削加工する切削ユニット20と,被加工物12を保持するチャックテーブル30とを主に備える。切削ユニット20は,切削用のブレード(詳細は後述する。)を備えており,かかるブレードを高速回転させながら被加工物12に切り込ませることで,被加工物12を切削加工することができる。また,チャックテーブル20は,例えば,ウェハテープ13によりフレーム14に支持された状態の被加工物12を,例えば真空吸着して保持することができる。かかる構成のダイシング装置10は,高速回転するブレードを被加工物12に切り込ませながら,切削ユニット20とチャックテーブル30とを相対移動させることにより,被加工物12をダイシング加工することができる。
【0018】
次に,図2に基づいて,本実施形態にかかる切削ユニット20の全体構成について説明する。なお,図2は,本実施形態にかかる切削ユニット20を示す斜視図である。
【0019】
図2に示すように,切削ユニット20は,例えば,フランジ21と,ブレード22と,スピンドル24と,スピンドルハウジング26と,切削水供給ノズル28と,ホイルカバー29と,ロック機構50と,を主に備える。
【0020】
ブレード22は,例えば,リング形状を有する極数の切削砥石である。かかるブレード22は,例えば,フランジ21により両側より挟持された状態で,スピンドル24に軸設される。また,スピンドル24は,例えば,モータ(図示せず。)などの回転駆動力をブレード22に伝達するための回転軸であり,装着されたブレード22を例えば30000rpmで高速回転させることができる。また,スピンドルハウジング26は,このスピンドル24を覆うようにして設けられ,内部に備えたベアリング機構などにより当該スピンドル24を高速回転可能に支持することができる。また,切削水供給ノズル28は,例えばブレード22の側方に脱着可能に設けられ,加工点付近に切削水を供給して冷却することができる。また,ホイルカバー29は,ブレード22の外周を覆うにして設けられ,切削水や切り屑などの飛散を防止することができる。
【0021】
かかる構成の切削ユニット20は,スピンドル24の回転駆動力によりブレード22を高速回転させ,かかるブレード22を被加工物12に切り込ませながら相対移動させることができる。これにより,例えば,被加工物12の加工面を切削加工して,ストリートに沿って極薄の切溝(カーフ)を形成することができる。
【0022】
また,このような切削ユニット20においては,図2に示すように,例えば,スピンドルハウジング26の一側面にロック機構50が設けられている。かかるロック機構50は,スピンドル24の回転をロックできるという本実施形態の特徴的部分であるが,詳細については後述する。
【0023】
次に,図3に基づいて,本実施形態にかかる切削ユニット20においてブレード22をスピンドル24に装着する態様について説明する。なお,図3は,本実施形態における切削ユニット20を分解して示した分解組立斜視図である。
【0024】
図3に示すように,スピンドル24は,例えば,先端部24bが略テーパ形状を有しており,かかる先端部24bにフランジ21等が軸設される。また,スピンドル24の先端部24bには,ボルト27と螺合する雌ねじ部24aが形成されている。
【0025】
また,フランジ21は,例えば,フランジアセンブリとして第1フランジ21aおよび第2フランジ21bからなり,双方を組み合わせることによってブレード22を両側より挟持することができる。第1フランジ21aには,フランジナット25と螺合するフランジ雄ねじ部21cが形成されている。また,第1フランジ21aには,スピンドル24の先端部24bを途中まで挿通させるための所定径を有する中心孔21dが形成されている。なお,フランジアセンブリとしては,多様な形態が考えられ,図3に示すような第1フランジ21aと第2フランジ21bの形態に限定されるものではない。
【0026】
以下に,かかるフランジ21を用いて,ブレード22をスピンドル24に装着する手順例について説明する。
【0027】
まず,ブレード22を第1フランジ21aに嵌め,次いで,第2フランジ21bを第1フランジ21aに嵌合させて,双方の間にブレード22を挟み込む。さらに,フランジナット25を第1フランジ21aのフランジ雄ねじ部21cに螺合して締め付けることにより,ブレード22は第1フランジ21aと第2フランジ21bによって挟持・固定される。
【0028】
次いで,ブレード22を挟持しているフランジ21(即ち,第1フランジ21a及び第2フランジ21b)の中心孔21dに,スピンドル24の先端部24bを挿通する。その後,ボルト27をスピンドル24の雌ねじ部24aに螺合して締め付ける。これにより,略テーパ形状の先端部24bがフランジ21の中心孔21dに十部に押入されて,双方が密接するので,フランジ21がスピンドル24に安定的に固定される。以上のようにして,フランジ21に挟持されたブレード22が,スピンドル24に軸着される。
【0029】
ここで,上記ボルト27の締め付け作業は,例えば,ボルト27の頭に形成された六角穴27aにトルクレンチ(図示せず。)などを挿入し,このトルクレンチをボルト27が螺入する方向に回転させることによって行われる。しかし,このとき,スピンドル24が自由に回転したのでは,ボルト27とスピンドル24を好適に締結できない。従って,スピンドル24を固定して回転不能とする必要がある。従来では,かかる作業時にスパナなどの別途工具を用いてスピンドル24を固定していたが,この手法では上述したような問題があった。そこで,本実施形態では,切削ユニット20に,スピンドル24の回転を必要に応じてロックするロック装置50を設けることにより,上記のようなブレード22およびフランジ21の装着時におけるボルト27の締結作業や,これらの取り外し時におけるボルト27の弛緩作業などを,確実,迅速かつ容易に行えるようにした。
【0030】
ここで,図4に基づいて,本実施形態の特徴であるロック装置50の構成およびスピンドルハウジング26の内部構成について説明する。なお,図4は,本実施形態にかかるロック装置50の構成およびスピンドルハウジング26の内部構成を示す部分切り欠き側面図である。この図4では,説明の便宜上,スピンドルハウジング26およびシリンダ部54の一部を,スピンドル24の中心軸を含む水平面で切断した断面で表してある。
【0031】
図4に示すように,スピンドルハウジング26は,その内周面に,例えば2つのラジアルエアベアリング262a,262bと,例えば1つのスラストエアベアリング262c(以下では,これらをベアリング262と総称する場合もある。)を備える。かかるベアリング262は,例えば,エアを噴出することによって,非接触の状態でスピンドル24をラジアル方向及びスラスト方向に支持することができる。このため,スピンドルハウジング26は,回転するスピンドル24を安定して支持することができる。
【0032】
また,スピンドル24は,例えば,モータを構成するロータ42に連結されており,ロータ42の回転に伴って高速回転することができる。また,このスピンドル24の外周面には,例えば,スラスト方向の中央付近に,例えば3つの係合孔58(1つはスピンドルの裏側にあるため図示されていない。)が,例えば円周方向に等間隔で設けられている。この係合孔58は,例えば略円形状の凹部であり,後述するロック装置50の係止部材52と嵌合可能な形状に成形されている。また,かかる係合孔58のスラスト方向の位置は,当該係止部材52に対応した位置となるように調整されている。
【0033】
また,ロック装置50は,例えば,スピンドルハウジング26の中央部付近の一側などに設置されている。このロック装置50は,例えば,係止部材52と,シリンダ部54と,バネ部材56と,を備える。
【0034】
係止部材52は,例えば,金属材料などで形成された棒状部材であり,例えばピンなどで構成できる。この係止部材52は,例えば,比較的大径で短い頭部52aと,比較的小径で長い胴部52bとからなる。この頭部52aの径は,例えば,シリンダ部54の内径と略同一となるように調整されているので,頭部52aの外周面がシリンダ部54内周面と密接する。このため,頭部52aは,その一側と他側との間を気密状態に保ちながら,シリンダ部54内をスピンドル24に近づく或いは遠ざかる方向に円滑に往復移動できる。これにより,係止部材52は,シリンダ部54内でピストンとして機能できる。
【0035】
かかる構成の係止部材52は,胴部52bの先端が上記スピンドル24の係合孔58と係合するとともに,頭部52aがシリンダ部54によって支持されることにより,スピンドル24を係止することができる。
【0036】
シリンダ部52は,例えば,各種の金属類などで形成されたシリンダユニットであり,略円柱形状の内部空間に収容した上記係止部材52をピストンとして機能せしめるシリンダとして構成されている。また,シリンダ部54の内部空間に突出形成された突起部54bは,係止部材52の頭部52aと当接して,係止部材52がスピンドル24から離れる方向に過度に移動することを制限できる。
【0037】
また,このシリンダ部52には,例えば,その一端にエア供給用ノズル60が装着されるとともに,このエア供給用ノズル60と係止部材52を収容している内部空間とを連通する連通孔54aが内部に形成されている。かかる構成により,シリンダ部54は,例えば,外部に設けられたエア供給用ポンプ(図示せず。)などから供給されたエアを,エア供給用ノズル60および連通孔54aを介して,係止部材52の頭部52a側の内部空間に供給することができる。かかるエアの供給により,当該頭部52a側の内部空間内の気圧を高めて,係止部材52を頭部52a側から加圧することができる。即ち,例えば高圧のエアが加圧媒体として機能して,係止部材52を頭部52a側から押圧することができる。これにより,係止部材52は,シリンダ部54の内周面に沿ってスピンドル24方向に押し出されるので,係合孔58と係合することができる。なお,かかるエアによる係止部材52に対する押圧力(加圧されたエアが係止部材52を押圧する力)が,例えば,後述するバネ部材56の弾性力よりも大きくなるように,エアの供給量が調整されている。これにより,当該エアによる押圧力が当該弾性力に打ち勝って,係止部材52を係合孔58に押入させることができる。
【0038】
このように,本実施形態では,かかるシリンダ部52,エア供給用ノズル60およびエア供給用ポンプなどは,加圧媒体(エア)を用いて係止部材52を押圧して,係合孔58に挿入する押圧手段として構成されている。
【0039】
バネ部材56は,例えば,スプリングなどであり,本実施形態にかかる弾性部材として構成されている。このバネ部材56の径は,係止部材52の胴部52bの外径より大きく,シリンダ部54の内径より小さくなるように調整されている。かかるバネ部材56は,例えば,その内部に係止部材52の胴部52bが挿入された状態で,シリンダ部54の内部空間に設置される。これにより,バネ部材56は,係止部材52の頭部52aとシリンダ部54の張出部54cとの間に挟まれて収縮した状態となるので,双方を引き離す方向の弾性力を継続的に作用させることができる。
【0040】
かかるバネ部材56は,上記のようにエア圧力により係止部材52がスピンドル24方向に移動してきた場合には,係止部材52の頭部52aとシリンダ部54の張出部54cとの間に挟まれて,さらに収縮する。このように収縮したバネ部材56は,係止部材52に対して,スピンドル56から離隔する方向にさらに大きい弾性力を作用させる。このため,例えば,上記エアの供給が停止した場合には,バネ部材56は,当該弾性力により,係止部材52をスピンドル24から離隔する方向に移動させて,係合孔58から抜脱させることができる。
【0041】
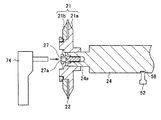
次に,図5に基づいて,このようなロック装置50の動作についてより詳細に説明する。なお,図5は,本実施形態にかかるロック装置50が装着されている部分の切削ユニット20を,スピンドル24に対して垂直な平面で切断した垂直断面図である。
【0042】
通常時(切削加工時などスピンドル24をロックする必要がないとき)には,図5(a)に示すように,ロック装置50のロック機能が働いていない。即ち,シリンダ部54にエアが供給されていないので,係止部材52に対しては,バネ部材56からの弾性力のみが作用する。このため,係止部材52は,シリンダ部54の突起部54bに当接する位置に配され,シリンダ部54内に完全に収容されている。従って,通常時には,係止部材52がスピンドル24と接触しないので,スピンドル24は自由に回転することができる。
【0043】
次いで,ブレード22を交換するために,ブレード22およびフランジ21を脱着するときには,スピンドル24の駆動を完全に停止させた上で,ロック装置50のシリンダ部54にエアを供給する。すると,シリンダ部54内のエアの押圧力によって係止部材52が押圧されて,スピンドル24側に移動する。このとき,スピンドル24のいずれか1つの係合孔58が,係止部材52の胴部と対向する位置にある場合(即ち,係止部材52と係合孔58の位置が合っている場合)には,図5(c)に示すように,係止部材52は係合孔58に挿入されて,双方が係合する。
【0044】
また,スピンドル24の回転角度によっては,係止部材52と係合孔58の位置が合っていない場合もある。この場合には,スピンドル24方向に移動してきた係止部材52は,図5(b)に示すように,係合孔58からずれた位置でスピンドル24外周面と接触して停止する。かかる場合には,例えば,スピンドル24を手動で所定角度だけ回転させることによって,係合孔58のいずれか一つを係止部材52と対向する位置に移動させればよい。この結果,係止部材52は,さらに係合孔58の深さだけスピンドル24方向に移動して,図5(c)に示すように,当該係合孔58に係合することができる。このようにエアを供給しながらスピンドル24を回転させると,係止部材52が係合孔58の位置にあったときにエアの圧力によって係合孔58に入り込むので,オペレータは特に位置合わせ行う必要がない。
【0045】
このようにして,係止部材52と係合孔58が係合すると,スピンドル24がロックされて回転不能となる。このとき,エアの供給が継続されており,係止部材52は,絶えずスピンドル24方向に押圧されているので,係合孔58から容易には外れない。さらに,上記図4で示したように,係止部材52は,例えば,2つのラジアルエアベアリング262a,262bの略中央付近で,略均等にスピンドル24を係止することができる。このため,ロック装置50はスピンドル24を安定的にロックできる。
【0046】
かかるロックが完了した時点で,オペレータは,ブレード22等の交換作業を実行する。即ち,図6に示すように,まず,ボルト27の先端にある六角穴27aにトルクレンチ74などを差し込んで,ボルト27を螺脱する方向に回転させることで,ボルト27を弛緩させて取り外す。次いで,ブレード22およびフランジ21などを交換した上で,再び当該ボルト27を取り付けて,トルクレンチ74などで螺入する方向に回転させることで,ボルト27を十分に締結する。なお,このような交換作業中には,スピンドル24は,係合孔58と係合している係止部材52により係止されているので,回転しない。
【0047】
このようにして交換作業が終了した後,ロック装置50に対するエアの供給を停止すると,係止部材52は,バネ部材56の弾性力によりスピンドル24から離隔する方向に移動し,頭部52aがシリンダ部54の突起部54bと当接する位置(図5(a)の位置)にまで押し戻される。この結果,係止部材52が係合孔58から抜脱して,スピンドル24のロックが解除される。
【0048】
以上のように,本実施形態にかかるロック装置50は,例えば,供給されたエアの押圧力を利用して,スピンドル24の係合孔58に対して係止部材52を挿入することにより,スピンドル24が回転しないようにロックすることができる。また,エアの供給が停止された場合には,バネ部材56の弾性力を利用して,係止部材52を係合孔58から抜脱することにより,スピンドル24のロックを解除することができる。即ち,ロック装置50は,エアの供給をON/OFFするだけで,係止部材52を係合孔58に対して挿抜して,スピンドル24のロック開閉を自動的に行うことができる。
【0049】
(第2の実施の形態)
次に,本発明の第2の実施形態にかかる切削装置10について説明する。なお,第2の実施形態にかかる切削装置10は,上記第1の実施形態にかかる切削装置10と比して,ロック装置50の構成が異なる点で相違するのみであり,その他の機能構成は上記第1の実施形態の場合と略同一であるので,その説明は省略する。
【0050】
まず,図7に基づいて,本実施形態の特徴であるロック装置50の構成について説明する。なお,図7(a)は,本実施形態にかかるロック装置50が装着されている部分の切削ユニット20を,スピンドル24に対して垂直な平面で切断した垂直断面図である。また,図7(b)は,本実施形態にかかるロック装置50における係止部材52の先端部52eの形状,および係合孔58の形状の例を示す説明図である。
【0051】
図7(a)に示すように,本実施形態にかかるロック装置50は,例えば,係止部材52を手動で係合孔58に挿脱可能な構成となっている。詳細には,シリンダ部54は,例えば,係止部材52の頭部52a側の内部空間が,外部に対して開放された構成となっている。また,係止部材52は,上述したような頭部52aおよび胴部52bに加えて,上記シリンダ54の開放部分に延長形成された操作部52cを備えている。この操作部52cは,例えば,一端で頭部52aに連結され,他端には例えば断面略T字形のつまみ部52dを備えている。
【0052】
かかる構成により,オペレータは,かかる操作部52cを操作して,係止部材52をシリンダ部54内で自由に移動させることができる。このため,当該係止部材52を,スピンドル24の係合孔58に対して手動で挿入または抜脱させることができる。また,係止部材52の抜脱時には,例えば,上記バネ部材56が機能して,係止部材52をスピンドル24から離隔する方向に自動的に移動させることもできる。
【0053】
さらに,例えば,図7(b)に示すように,係止部材52の先端に,例えば,胴部52bの回転軸を中心に両側に突出したような形状の先端部52eを設けるとともに,スピンドル24の係合孔58をこの先端部52eに応じた形状に成形してもよい。これにより,係止部材52を係合孔58に挿入した後に,係止部材52を例えば90度回転させることで,先端部52eを係合孔58に掛止することができる。この結果,オペレータが操作部52cから手を離したとしても,係止部材52がバネ部材56によって押し戻されることがないため,係止部材52はスピンドル24を好適に係止できる。また,ロックを解除したい場合には,再び,係止部材52を逆方向に例えば90度回転させて,掛止されていた先端部52eを係合孔58から外せばよい。これにより,係止部材52がバネ部材56によって押し戻されて,係合孔58から抜脱するので,スピンドル24のロックを解除することができる。
【0054】
以上のように,本実施形態にかかるロック装置50は,例えば手動で係止部材52を操作することにより,スピンドル24をロック/ロック解除することができる。このため,上述したようなエア供給手段などを設ける必要がないので,ロック装置50の構成が比較的簡便となり,製造コストおよびランニングコストを低減することができる。
【0055】
以上,第1及び第2の実施形態にかかるロック装置50およびこれを備えた切削装置10について説明した。かかるロック装置50を備えた切削装置10において,ブレード22及び/又はフランジ21などを交換する場合には,以下のような利点がある。
【0056】
まず,かかる交換作業では,従来のようにスピンドル24を手動で固定する必要がないので,スパナ等の補助ツールが不要となる。このため,オペレータは,トルクレンチ74またはトルクドライバー等を両手で取り扱うことができるので,例えば,これまでの半分以下の力でボルト27等の締結・弛緩作業を行える。従って,かかる締結作業等には強い力が不要となり,女性などでも容易かつ確実に当該作業を行うことができる。
【0057】
また,例えばトルクレンチ74等の力を入れやすく簡便な工具を1つだけ使用すれば済むので,当該交換作業を容易かつ迅速に行うことができる。
【0058】
また,当該交換作業時に,スピンドル24に対して,図9(b)に示したようなスパナ掛けなどをしなくて済むので,当該部分に対してスパナ等を挿入可能とするスペースを確保しなくてもよい。このため,切削ユニット20のホイルカバー29などの設計が,比較的自由になる。
【0059】
以上,添付図面を参照しながら本発明の好適な実施形態について説明したが,本発明はかかる例に限定されない。当業者であれば,特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり,それらについても当然に本発明の技術的範囲に属するものと了解される。
【0060】
例えば,上記実施形態では,切削装置としてダイシング装置10の例を挙げて説明したが,本発明は,かかる例に限定されない。例えば,スピンドルにより高速回転するブレードを用いて被加工物を切削加工する装置であれば,例えば,ダイシング加工以外の切削加工を行う各種の切削装置であってもよい。
【0061】
また,上記実施形態では,ブレード22としてリング状の切刃部のみからなるいわゆるワッシャーブレードを用いたが,本発明は,かかる例に限定されない。例えば,図8に示すように,基台となるハブ(HUB)22b’と切刃部22a’を一体形成したハブブレード22’を用いてもよい。
【0062】
さらに,上記実施形態では,ブレード22をスピンドル24に装着する手段としてフランジ21を用いたが,本発明は,かかる例に限定されない。例えば,図8に示すように,フランジ21を用いることなく,ハブブレード22’を直接スピンドル24に装着してもよい。
【0063】
また,上記実施形態では,ボルトタイプの切削ユニット20(ボルト27を用いてフランジ21等をスピンドル24に装着するタイプ)に対して,ロック装置50を適用した例について説明したが,本発明はかかる例に限定されない。上記ロック装置50は,例えば,ナットタイプの切削ユニット20(ナットを用いてブレード22及び/又はフランジ21をスピンドル24に装着するタイプ)に対して,適用されてもよい。かかるナットタイプの切削ユニット20は,例えば,図8に示すように,ナット40をスピンドル24の雄ねじ部24dに締結することにより,例えば,スピンドル24に略円盤状に張り出すように形成されたマウンタ部24cと,ナット40との間で,ハブブレード22’を挟持・固定するように構成してもよい。
【0064】
このようなナットタイプの切削ユニット20においてブレード22等の交換作業を行う際には,まず,ロック装置50によりスピンドル24をロックした上で,ナット40を弛緩させる。次いで,ブレード22及び/又はフランジ21を交換した上で,再びナット40を締結する。このようなナットの弛緩および締結作業時には,ロック装置50によりスピンドル24がロックされているので,オペレータは,ナット40を締結・弛緩するための主工具(スパナなど)を1つだけ用いればよく,加えて,この主工具を両手で取り扱うことができる。従って,かかるナットタイプの切削ユニット20にロック装置50を適用した場合にも,ブレード22等の交換作業を,確実,容易かつ迅速に行うことができる。
【0065】
また,上記第1の実施形態では,係止部材52を係合孔58に押入するために加圧媒体としてエアを供給したが,本発明はかかる例に限定されない。例えば,ロック装置50の押圧手段は,加圧媒体として水や油などの流体を利用して,係止部材52を押入するように構成してもよい。また,上記のように加圧媒体を利用するのではなく,各種の駆動装置を用いて機械的に直接,係止部材52を押圧して,係合孔58に挿入するように構成してもよい。
【0066】
また,上記実施形態では,弾性部材としてバネ部材56を用いたが,かかる例に限定されず,弾性部材は,ゴム,その他の各種弾性体を用いて構成されてもよい。
【0067】
また,上記実施形態では,弾性部材であるバネ部材56は,係止部材52の頭部52aとシリンダ部54の張出部54cとの間に挟み込まれるようにして装着されたが,本発明はかかる例に限定されない。例えば,弾性部材は,自然長より伸張した状態で,その両端がそれぞれ,係止部材52の頭部52aと,シリンダ部54の突起部54b周辺に対して固定されるように設置されてもよい。かかる構成によっても,当該弾性部材は,収縮しようとする方向の弾性力により,係止部材52に対してスピンドル24から離隔する方向の力を作用させることができる。
【0068】
【発明の効果】
以上説明したように,本発明にかかる切削装置では,ロック装置を用いてスピンドルをロックできるので,ブレード及び/又はフランジ等の交換作業を容易,確実かつ迅速に行うことができる。
【図面の簡単な説明】
【図1】図1は,第1の実施形態にかかるダイシング装置を示す全体斜視図である。
【図2】図2は,第1の実施形態にかかる切削ユニットを示す斜視図である。
【図3】図3は,第1の実施形態における切削ユニットを分解して示した分解組立斜視図である。
【図4】図4は,第1の実施形態にかかるロック装置の構成およびスピンドルハウジングの内部構成を示す部分切り欠き側面図である。
【図5】図5は,第1の実施形態にかかるロック装置が装着されている部分の切削ユニットを示す垂直断面図である。
【図6】図6は,第1の実施形態にかかるブレード等の交換作業時における切削ユニットの態様を示す断面図である。
【図7】図7(a)は,第2の実施形態にかかるロック装置が装着されている部分の切削ユニットを示す垂直断面図である。図7(b)は,第2の実施形態にかかるロック装置における係止部材の先端部の形状,および係合孔の形状の例を示す説明図である。
【図8】図8は,変更例にかかる切削ユニットを分解して示した分解組立斜視図である。
【図9】図9(a)は,従来のナットタイプの切削ユニットを示す断面図である。図9(b)は,従来のボルトタイプの切削ユニットを示す断面図である。
【符号の説明】
10 : ダイシング装置
12 : 被加工物
20 : 切削ユニット
21 : フランジ
22 : ブレード
24 : スピンドル
24a : 雌ねじ部
26 : スピンドルハウジング
27 : ボルト
30 : チャックテーブル
50 : ロック装置
52 : 係止部材
52a : 頭部
52b : 胴部
54 : シリンダ部
56 : バネ部材
58 : 係合孔
Claims (4)
- 被加工物を切削するブレードと;
一端に装着された前記ブレードを高速回転させるスピンドルと;
前記スピンドルを回転可能に支持するスピンドルハウジングと;
前記スピンドルハウジングに設けられ,前記スピンドルの回転をロックするロック装置と;
を備えることを特徴とする,切削装置。 - 前記ロック装置は,
前記スピンドルに設けられた少なくとも1の係合孔と係合することにより,前記スピンドルを係止する係止部材;
を備えることを特徴とする,請求項1に記載の切削装置。 - 前記ロック装置は,
加圧媒体によって前記係止部材を前記係合孔に挿入する方向に押圧する押圧手段;
を備えることを特徴とする,請求項2に記載の切削装置。 - 前記ロック装置は,
前記係止部材に対して前記係合孔から抜脱する方向に弾性力を加える弾性部材;
を備えることを特徴とする,請求項2または3のいずれかに記載の切削装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003019350A JP2004235250A (ja) | 2003-01-28 | 2003-01-28 | 切削装置 |
| SG200401173A SG121868A1 (en) | 2003-01-28 | 2004-01-20 | Machining apparatus equipped with rotary tool |
| DE200410003858 DE102004003858A1 (de) | 2003-01-28 | 2004-01-26 | Bearbeitungsvorrichtung, die mit einem drehbaren bzw. Drehwerkzeug ausgerüstet ist |
| US10/763,280 US6949015B2 (en) | 2003-01-28 | 2004-01-26 | Machining apparatus equipped with rotary tool |
| TW93101762A TWI294330B (en) | 2003-01-28 | 2004-01-27 | Machining apparatus equipped with rotary tool |
| CNB2004100282023A CN100353503C (zh) | 2003-01-28 | 2004-01-28 | 配备有旋转刀具的加工设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003019350A JP2004235250A (ja) | 2003-01-28 | 2003-01-28 | 切削装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004235250A true JP2004235250A (ja) | 2004-08-19 |
Family
ID=32767522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003019350A Pending JP2004235250A (ja) | 2003-01-28 | 2003-01-28 | 切削装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6949015B2 (ja) |
| JP (1) | JP2004235250A (ja) |
| CN (1) | CN100353503C (ja) |
| DE (1) | DE102004003858A1 (ja) |
| SG (1) | SG121868A1 (ja) |
| TW (1) | TWI294330B (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008129007A (ja) * | 2006-11-17 | 2008-06-05 | Leica Mikrosysteme Gmbh | 試料処理装置 |
| JP2009226569A (ja) * | 2008-03-25 | 2009-10-08 | Disco Abrasive Syst Ltd | ブレード交換方法 |
| JP2009255220A (ja) * | 2008-04-16 | 2009-11-05 | Disco Abrasive Syst Ltd | 回転工具を装着するスピンドルユニット機構 |
| JP2009262266A (ja) * | 2008-04-24 | 2009-11-12 | Disco Abrasive Syst Ltd | マウントフランジ取り外し治具及びマウントフランジの取り外し方法 |
| JP2009279662A (ja) * | 2008-05-19 | 2009-12-03 | Disco Abrasive Syst Ltd | スピンドルユニット及び切削装置 |
| JP2012206211A (ja) * | 2011-03-30 | 2012-10-25 | Hitachi Koki Co Ltd | 集塵アダプターおよび集塵アダプターを備えた動力工具 |
| JP2013052472A (ja) * | 2011-09-02 | 2013-03-21 | Towa Corp | エアースピンドルユニットにおけるスピンドルのロック装置 |
| JP2013052465A (ja) * | 2011-09-02 | 2013-03-21 | Towa Corp | エアースピンドルユニットにおけるスピンドルのロック装置 |
| KR101256358B1 (ko) | 2011-10-13 | 2013-04-25 | 주식회사 알피에스 | 스토퍼가 장착된 웨이퍼 다이싱용 에어베어링 스핀들 |
| CN103448151A (zh) * | 2012-05-30 | 2013-12-18 | 富士施乐株式会社 | 晶片切割装置以及半导体元件的制造方法 |
| JP2016013598A (ja) * | 2014-07-02 | 2016-01-28 | 株式会社ディスコ | スピンドルユニット |
| JP2016043469A (ja) * | 2014-08-26 | 2016-04-04 | 株式会社ディスコ | フランジ機構及び切削装置 |
| JP2019007510A (ja) * | 2017-06-21 | 2019-01-17 | Ntn株式会社 | スピンドル装置 |
| JP2019007509A (ja) * | 2017-06-21 | 2019-01-17 | Ntn株式会社 | スピンドル装置 |
| JP2021058977A (ja) * | 2019-10-08 | 2021-04-15 | 株式会社ディスコ | 切削ブレード及び加工装置 |
| CN114434508A (zh) * | 2020-11-06 | 2022-05-06 | 苏州东屹半导体科技有限公司 | 半导体封装用贴片机切割装置 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI239887B (en) * | 2004-07-07 | 2005-09-21 | Asia Optical Co Inc | Automatic cutting machine having receiving device for lens |
| CN100527384C (zh) * | 2004-08-31 | 2009-08-12 | 韩美半导体株式会社 | 用于半导体封装制造过程的切割装置与控制方法 |
| JP2006156481A (ja) * | 2004-11-25 | 2006-06-15 | Disco Abrasive Syst Ltd | 超音波振動切削装置 |
| JP2007073670A (ja) * | 2005-09-06 | 2007-03-22 | Disco Abrasive Syst Ltd | 水溶性樹脂被覆方法 |
| DE102006054609B4 (de) * | 2006-11-17 | 2015-05-07 | Leica Mikrosysteme Gmbh | Vorrichtung zum Bearbeiten von Proben |
| US7849847B2 (en) * | 2007-09-11 | 2010-12-14 | Asm Assembly Automation Ltd | Drainage apparatus for a singulation system |
| US7547168B1 (en) * | 2008-04-17 | 2009-06-16 | Kosmowski Wojciech B | High speed spindle system and centrifugal chuck |
| DE102008048780B4 (de) * | 2008-09-24 | 2016-02-18 | Franz Kessler Gmbh | Werkzeugmaschinenmotoreinheit |
| US20130217310A1 (en) * | 2012-02-21 | 2013-08-22 | Chih-hao Chen | Wafer Processing Equipment |
| JP6441737B2 (ja) * | 2015-04-28 | 2018-12-19 | 株式会社ディスコ | 切削装置 |
| JP6571379B2 (ja) * | 2015-04-28 | 2019-09-04 | 株式会社ディスコ | 切削装置 |
| JP6736404B2 (ja) * | 2016-07-26 | 2020-08-05 | 株式会社ディスコ | 研削装置 |
| CN106863632A (zh) * | 2017-01-20 | 2017-06-20 | 广州市昊志机电股份有限公司 | 一种便于更换刀片的机床主轴 |
| JP2018130812A (ja) * | 2017-02-17 | 2018-08-23 | 株式会社ディスコ | 切削ブレード及び切削装置 |
| JP7157674B2 (ja) * | 2019-01-30 | 2022-10-20 | 株式会社ディスコ | ブレード交換ユニット |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4813122A (en) | 1984-01-20 | 1989-03-21 | Brother Kogyo Kabushiki Kaisha | Machine tool |
| JPS60155338A (ja) | 1984-01-20 | 1985-08-15 | Brother Ind Ltd | 工作機械 |
| GB2214845B (en) * | 1984-01-20 | 1990-01-17 | Brother Ind Ltd | Machine tool with indexable tool magazine |
| DE3741484C1 (de) * | 1987-12-08 | 1989-08-24 | Fein C & E | Handwerkzeugmaschine mit automatischer Arretierung der Arbeitsspindel |
| DE69033489T2 (de) | 1989-07-04 | 2000-08-03 | Mitsubishi Materials Corp | Rotierendes Schneidwerkzeug |
| DE4100412A1 (de) * | 1991-01-09 | 1992-07-16 | Bosch Gmbh Robert | Elektrische handdrehwerkzeugmaschine, insbesondere handkreissaege |
| JP2000094290A (ja) * | 1998-09-24 | 2000-04-04 | Disco Abrasive Syst Ltd | 表面加工方法 |
| US6485360B1 (en) * | 1999-07-20 | 2002-11-26 | Hutchins Mfg, Co. | Orbital sanding tool |
| JP2001129743A (ja) * | 1999-08-20 | 2001-05-15 | Disco Abrasive Syst Ltd | 切削装置の回転バランス調整機構 |
| TW459277B (en) * | 1999-08-20 | 2001-10-11 | Disco Abrasive System Ltd | Mechanism for adjusting rotational balance of cutting machine |
| DE19957217B4 (de) * | 1999-11-27 | 2005-07-28 | Actech Gmbh Advanced Casting Technologies Giessereitechnologie | Anordnung zum automatischen Wechsel von Werkzeugen an einer Antriebsspindel von Bearbeitungsmaschinen |
| JP2001259961A (ja) * | 2000-03-15 | 2001-09-25 | Disco Abrasive Syst Ltd | 加工装置 |
| JP2003203885A (ja) | 2002-01-08 | 2003-07-18 | Disco Abrasive Syst Ltd | 加工機 |
-
2003
- 2003-01-28 JP JP2003019350A patent/JP2004235250A/ja active Pending
-
2004
- 2004-01-20 SG SG200401173A patent/SG121868A1/en unknown
- 2004-01-26 DE DE200410003858 patent/DE102004003858A1/de not_active Ceased
- 2004-01-26 US US10/763,280 patent/US6949015B2/en not_active Expired - Lifetime
- 2004-01-27 TW TW93101762A patent/TWI294330B/zh not_active IP Right Cessation
- 2004-01-28 CN CNB2004100282023A patent/CN100353503C/zh not_active Expired - Lifetime
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008129007A (ja) * | 2006-11-17 | 2008-06-05 | Leica Mikrosysteme Gmbh | 試料処理装置 |
| JP2009226569A (ja) * | 2008-03-25 | 2009-10-08 | Disco Abrasive Syst Ltd | ブレード交換方法 |
| JP2009255220A (ja) * | 2008-04-16 | 2009-11-05 | Disco Abrasive Syst Ltd | 回転工具を装着するスピンドルユニット機構 |
| JP2009262266A (ja) * | 2008-04-24 | 2009-11-12 | Disco Abrasive Syst Ltd | マウントフランジ取り外し治具及びマウントフランジの取り外し方法 |
| JP2009279662A (ja) * | 2008-05-19 | 2009-12-03 | Disco Abrasive Syst Ltd | スピンドルユニット及び切削装置 |
| JP2012206211A (ja) * | 2011-03-30 | 2012-10-25 | Hitachi Koki Co Ltd | 集塵アダプターおよび集塵アダプターを備えた動力工具 |
| JP2013052472A (ja) * | 2011-09-02 | 2013-03-21 | Towa Corp | エアースピンドルユニットにおけるスピンドルのロック装置 |
| JP2013052465A (ja) * | 2011-09-02 | 2013-03-21 | Towa Corp | エアースピンドルユニットにおけるスピンドルのロック装置 |
| KR101256358B1 (ko) | 2011-10-13 | 2013-04-25 | 주식회사 알피에스 | 스토퍼가 장착된 웨이퍼 다이싱용 에어베어링 스핀들 |
| CN103448151A (zh) * | 2012-05-30 | 2013-12-18 | 富士施乐株式会社 | 晶片切割装置以及半导体元件的制造方法 |
| JP2016013598A (ja) * | 2014-07-02 | 2016-01-28 | 株式会社ディスコ | スピンドルユニット |
| JP2016043469A (ja) * | 2014-08-26 | 2016-04-04 | 株式会社ディスコ | フランジ機構及び切削装置 |
| JP2019007510A (ja) * | 2017-06-21 | 2019-01-17 | Ntn株式会社 | スピンドル装置 |
| JP2019007509A (ja) * | 2017-06-21 | 2019-01-17 | Ntn株式会社 | スピンドル装置 |
| JP2021058977A (ja) * | 2019-10-08 | 2021-04-15 | 株式会社ディスコ | 切削ブレード及び加工装置 |
| JP7397615B2 (ja) | 2019-10-08 | 2023-12-13 | 株式会社ディスコ | 切削ブレード及び加工装置 |
| CN114434508A (zh) * | 2020-11-06 | 2022-05-06 | 苏州东屹半导体科技有限公司 | 半导体封装用贴片机切割装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100353503C (zh) | 2007-12-05 |
| CN1531030A (zh) | 2004-09-22 |
| US6949015B2 (en) | 2005-09-27 |
| TWI294330B (en) | 2008-03-11 |
| SG121868A1 (en) | 2006-05-26 |
| TW200414968A (en) | 2004-08-16 |
| DE102004003858A1 (de) | 2004-09-16 |
| US20040149110A1 (en) | 2004-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004235250A (ja) | 切削装置 | |
| USRE40304E1 (en) | Angle attachment for power tool | |
| CN102233537B (zh) | 具有工作元件快速夹紧装置的手持动力工具 | |
| JP4485751B2 (ja) | ブレード着脱補助装置 | |
| KR101285962B1 (ko) | 블레이드 착탈 장치 | |
| JP2007521146A (ja) | ホールカッタのための心軸及び関連する使用方法 | |
| JPH04343662A (ja) | 回転工具における回転刃具の固止装置 | |
| JP5265961B2 (ja) | ブレード脱着補助装置 | |
| JP4694122B2 (ja) | ブレード着脱補助装置 | |
| US7001119B2 (en) | Arbor apparatus for rotary tools | |
| JP5275675B2 (ja) | ブレード脱着補助装置 | |
| JP7045178B2 (ja) | 切削装置 | |
| JP2013086189A (ja) | ブレード着脱補助治具 | |
| JP2013056395A (ja) | ブレード着脱補助治具 | |
| WO2013065615A1 (ja) | 作業工具 | |
| US20200384622A1 (en) | Shaft Driving Tool | |
| JP2005022048A (ja) | ワーク取付治具 | |
| JPH0727048Y2 (ja) | 面取り機 | |
| KR102532662B1 (ko) | 핸드그라인더의 연마디스크 교체시스템 | |
| CN215319734U (zh) | 陶瓷切割打磨装置 | |
| US20200300292A1 (en) | Bearing Unit for an Accessory Tool | |
| JP2002103154A (ja) | 工具ホルダ | |
| JP4700436B2 (ja) | 刃物着脱用工具 | |
| JP3201164B2 (ja) | 工具保持機構 | |
| JP4165972B2 (ja) | 空気動工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081113 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090707 |