EP2980285A2 - Spinnstelle einer luftspinnmaschine sowie betrieb einer solchen - Google Patents
Spinnstelle einer luftspinnmaschine sowie betrieb einer solchen Download PDFInfo
- Publication number
- EP2980285A2 EP2980285A2 EP15175942.0A EP15175942A EP2980285A2 EP 2980285 A2 EP2980285 A2 EP 2980285A2 EP 15175942 A EP15175942 A EP 15175942A EP 2980285 A2 EP2980285 A2 EP 2980285A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- additive
- spinneret
- yarn
- fiber
- during
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/02—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques imparting twist by a fluid, e.g. air vortex
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/11—Spinning by false-twisting
- D01H1/115—Spinning by false-twisting using pneumatic means
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/30—Moistening, sizing, oiling, waxing, colouring, or drying yarns or the like as incidental measures during spinning or twisting
- D01H13/306—Moistening, sizing, oiling, waxing, colouring, or drying yarns or the like as incidental measures during spinning or twisting by applying fluids, e.g. steam or oiling liquids
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H2700/00—Spinning or twisting machines; Drafting devices
- D01H2700/21—Piecing or cleaning in spinning mules
Definitions
- the present invention relates to a method for operating an air spinning machine, wherein the air spinning machine has at least one spinning station with a spinneret for producing a yarn, wherein the spinneret during normal operation of the spinning station, a fiber strand is fed via an inlet and in a predetermined transport direction, wherein the fiber strand Within a vortex chamber of the spinneret with the aid of a vortex air flow receives a rotation, so that from the fiber strand a yarn is formed, which finally leaves the spinneret via an outlet and is wound by means of a winding device on a sleeve, wherein after an interruption of the yarn production, a piecing process is carried out, in which a coil-side yarn end moves opposite to the transport direction through the spinneret, superimposed after passing through the spinneret with one end of the fiber strand and together with this via the inlet into the spinneret is brought, and after completion of said steps of the piecing process, the production of the yarn is continued by recording the
- an air-spinning machine which has at least one spinning station with a spinneret for producing a yarn from a fiber strand fed to the spinneret, wherein the spinneret has an inlet for the fiber structure, an internal swirl chamber, a yarn forming element projecting into the swirl chamber and an outlet for the Having yarn produced in the interior of the vortex chamber by means of a vortex air flow.
- Generic air-jet spinning machines are used to produce a yarn from an elongated fiber structure by means of a vortex air flow generated by corresponding air nozzles within the vortex chamber.
- the outer fibers of the fiber composite are in this case in the region of the inlet mouth of the generally spindle-shaped Garn avoirselements wound around the inner fibers (core), so that the result is a stable yarn, which can finally be discharged via the discharge channel from the vortex chamber and wound with the aid of said winding device on a sleeve.
- the yarn end and with it the end of the fiber strand is moved by switching on the air nozzles and by starting the winding device into the interior of the vortex chamber and exposed there to the vortex air flow (which at this time already the fiber strand supplying device, preferably through one of the spinneret in Transport Direction upstream drafting is formed, was taken into operation or to promote the fiber structure in the direction of the inlet of the spinneret).
- the connecting or overlapping area between the yarn end and the end of the fiber strand finally passes the inlet mouth of the spindle.
- the spinning process is now continued as usual, ie the spinning unit is operated again in normal operation and produces a yarn.
- the object of the present invention is therefore to improve the piecing process compared with the prior art and to propose an air spinning machine for carrying out such a piecing process.
- the method is characterized in that during the piecing process at least temporarily additive is applied to the end of the fiber composite (which is overlapped with the yarn end or has already been brought into contact with this) is applied.
- the end of the fiber composite which is overlapped during the piecing process with said yarn end and is jointly introduced or sucked into the spinneret, wetted with an additive.
- the additive may be water or an aqueous solution which may contain one or more additional substances.
- surfactants ascids and bases as well as bleaching agents
- protic or aprotic solvents are conceivable.
- solid additives or corresponding suspensions may be used in addition to liquid additives.
- the addition of the additive during the piecing operation causes stabilization of the yarn Overlap area between the yarn end and the end of the fiber composite, so that a particularly stable connection area between the said sections is formed. A loosening of the connection area during the piecing process or the subsequent normal operation or the subsequent further processing of the yarn is thereby almost impossible.
- the structure of the connection region is positively influenced by the application of the additive, so that the connection region in the finished yarn is virtually no longer recognizable.
- the additive may be sprayed onto the end of the fiber composite.
- the additive storage may be designed depending on the choice of additive and may be formed for example by a tank, a distribution system or the spinning station associated supply cartridges.
- one or more additive supply lines are provided, via which the additive reservoir is in contact with an additive delivery, the latter being able to be formed for example by a hollow needle, a spray head or an additive outlet opening of a channel section.
- an additive delivery the latter being able to be formed for example by a hollow needle, a spray head or an additive outlet opening of a channel section.
- the additive brings advantages when the additive is applied to the end of the fiber strand after being overlaid with the yarn end.
- the additive addition is started, as soon as or shortly after the fiber structure, for example by means of said drafting device, is supplied in the direction of the inlet of the spinneret.
- the connection area between the yarn end and the end of the fiber composite is thereby strengthened before it reaches the area of the vortex air flow within the vortex chamber.
- the additive is applied in the region of the inlet or, viewed in the transport direction, before the inlet of the spinneret onto the end of the fiber composite.
- the additive takes place in the region between the inlet of the spinneret and a device which delivers the fiber structure, for example a drafting device located upstream of the spinneret.
- the additive-provided end of the fiber dressing does not come in contact with the fiber dressing delivery device, thus avoiding potential complications associated therewith.
- the additive should therefore be applied in the immediate area before the inlet of the spinneret on the end of the fiber dressing.
- the fiber guide element can have an additive outlet opening arranged in the interior thereof, which opens into a passageway through which the said connection region and the subsequently delivered fiber structure pass into the swirl chamber of the spinneret.
- the volume flow of the added additive during the piecing process at least temporarily, an amount between 0.001 ml / min and 2.0 ml / min, preferably between 0.01 ml / min and 1.0 ml / min and / or when the mass flow of the added additive during the piecing process, at least temporarily, an amount between 0.001 g / min and 2.0 g / min, preferably between 0.01 g / min and 1.0 g / min. While a higher volume or mass flow could cause sticking of the portions of the spinning station in contact with the connection region, said region ensures a reliable connection of the yarn end and the end of the fiber assembly.
- the volume or mass flow of the additive during the addition of additive is regulated by means of at least one valve, wherein the valve is opened and closed during operation at least once per second so that the additive supplied to the valve passes through the valve in a pulse-like manner.
- a valve is thus not continuously flowed through by additive. Rather, it is provided that the additive stream of a plurality of smallest droplets or additive units (if no liquid, but a gas or a solid is used) composed, which are generated by the rapid opening and closing and leave the valve.
- volume or mass flow of the added additive during the piecing process is at least temporarily higher than during the normal operation of the spinning station following the piecing process.
- volume or mass flow during the piecing process as described above, while in the subsequent normal operation a maximum of 1.0 ml / min (or g / min), preferably a maximum of 0.5 ml / min ( or g / min).
- the exact value can be selected depending on the properties of the fiber composite and / or its feed rate into the spinning station and / or the withdrawal speed of the yarn from the spinning station and therefore may vary depending on the application.
- the volume or mass flow of the added additive during the piecing process is at least temporarily reduced compared to an initial amount, the reduction taking place in particular at the end of the piecing process. This makes it possible to gradually reduce the amount of added additive during the piecing process to the amount desired during the subsequent normal operation of the spinning station.
- the reduction of the volume or mass flow of the added additive takes place continuously.
- the reduction may be abrupt, stepwise or even gradual (i.e., uniform), with, for example, a linear decrease in the amount of additive delivered to the end of the fiber strand being conceivable.
- the amount of added additive should, at the latest, be reduced to the amount intended for normal operation if the connecting region between the yarn end and the end of the fiber composite has passed the additive outlet opening of the additive supply, so that the following fiber structure is already provided with a smaller amount of additive the said connection area.
- the air-jet spinning machine is characterized in that the at least one spinning station of the air-spinning machine (it can of course also be present several spinning stations) is associated with an additive supply, by means of which an additive can be applied to an present after an interruption of yarn production end of the fiber assembly.
- the additive supply which should comprise at least one additive reservoir and an additive outlet opening connected thereto in the area of the spinneret, is operatively connected to a control unit which is designed to initiate a piecing process according to the above or following description after an interruption of the yarn production, during which at least temporary additive is applied to the end of the fiber dressing.
- the application of the additive may take place according to individual or all aspects described above or below, wherein the spinning station may in particular have the correspondingly described physical characteristics.
- FIG. 1 shows a section of a spinning station of an air-spinning machine according to the invention (wherein the air-spinning machine can of course have a plurality of, preferably adjacent to each other, spinning stations).
- the air-spinning machine can comprise a drafting system 13 with a plurality of drafting rollers 12, which is supplied with a fiber structure 3, for example in the form of a relined conveyor belt.
- the spinning station shown comprises a in FIG. 2 shown in more detail Spinneret 1 with an internal swirl chamber 5, in which the fiber structure 3 or at least a part of the fibers of the fiber composite 3 after passing through an inlet 4 of the spinneret 1 is provided with a rotation (the exact operation of the spinning station will be described in more detail below).
- the air-spinning machine may comprise a pair of delivery rollers downstream of the spinneret 1 and two delivery rollers 14 and a winding device 7 connected downstream of the take-off roller pair for winding up the yarn 2 leaving the spinning station onto a sleeve.
- the spinning station according to the invention need not necessarily have a drafting system 13.
- the pair of take-off rollers is not mandatory or can be replaced by an alternative take-off unit.
- the spinning station shown generally works by an air spinning process.
- the fiber structure 3 is guided into the swirl chamber 5 of the spinneret 1 in a transport direction T via a fiber guide element 15 provided with an inlet opening forming said inlet 4.
- a rotation ie at least part of the free fiber ends of the fiber composite 3 is detected by a fluidized air flow, which is generated by correspondingly arranged in a vortex chamber 5 surrounding vortex chamber wall 5 air nozzles 18, wherein the air nozzles 18 via a (eg . annular and with an air supply line 16 connected) air distribution 17 are fed with compressed air.
- a fluidized air flow which is generated by correspondingly arranged in a vortex chamber 5 surrounding vortex chamber wall 5 air nozzles 18, wherein the air nozzles 18 via a (eg . annular and with an air supply line 16 connected) air distribution 17 are fed with compressed air.
- a part of the fibers is in this case pulled out of the fiber structure 3 at least a little bit and wound around the tip of a projecting into the swirl chamber 5 Garnsentelements 10.
- the fiber structure 3 is drawn off the spinneret 1 through an inlet opening 29 of the yarn formation element 10 via a withdrawal channel 22 located within the yarn formation element 10 and finally via an outlet 6, the free fiber ends in the direction of the inlet opening 29 become finally pulled and loop themselves as so-called Umwindefasern
- the compressed air introduced via the air nozzles 18 finally leaves the spinneret 1 via the outlet channel 22 and a possibly existing air outlet 19, which may be connected to a vacuum source if required.
- the air nozzles 18 it should also be mentioned as a precautionary measure at this point that they should generally be oriented so that the exiting air jets are rectified in order to jointly produce a rectified air flow with a sense of rotation.
- the individual air nozzles 18 are arranged in this case rotationally symmetrical to one another and open tangentially into the swirl chamber 5.
- the yarn production is interrupted by the control unit 25, so that a coil-side yarn end 23 is formed.
- the yarn end 23 may be located after the interruption of the yarn production on the surface of the coil located in the winding device 7 or in the area between the winding device 7 and the spinneret 1, preferably between the outlet 6 thereof and the take-off rolls 14 (see FIG. 3 ).
- unwanted yarn breaks may occur during yarn production, which likewise result in a corresponding yarn end 23 and in the region of the correspondingly stopped drafting system 13 coming to an end 24 of the fiber composite 3.
- said yarn end 23 In order to be able to resume the yarn production, ie the normal operation of the respective spinning station, said yarn end 23 must be connected to the end 24 of the fiber structure 3. For this purpose, it is provided that the yarn end 23 is guided against the transport direction T through the spinneret 1, for which purpose the spool 7 located in the spool is driven backwards to a corresponding amount of yarn release.
- the yarn end 23 or a yarn end 23 which has been newly created by removing the yarn section having the yarn defect is conveyed at this stage by means of mechanical or pneumatic means into the region of the outlet 6 of the spinneret 1 and is sucked into the region of the outlet 6 of the spinneret 1 with the aid of a negative pressure prevailing in the discharge channel 22.
- the outlet side, the yarn end 23 fixing, drafting rollers 12, the take-off rollers 14 and the winding device 7 are now put into operation again, so that the yarn end 23 is moved in the transport direction T.
- the remaining drafting rollers 12 are set in motion again, wherein the beginning of their rotation and the corresponding speed are adjusted so that the end 24 of the fiber composite 3 comes into overlapping contact with the yarn end 23 and together with this in the spinneret 1 can be recovered.
- the spinning station has an additive supply 11, which preferably comprises one or more additive reservoirs 21 (eg in the form of corresponding pressure vessels) providing an additive 8 and one or more, preferably at least partially flexible, additive supply lines 20 via which the respective additive reservoirs 21 is in fluid communication with an arranged in the region of the spinneret 1 additive outlet opening 26 (with regard to possible additives 8 is made to the previous description).
- the additive outlet opening 26 is preferably arranged in the region of the inlet 4 of the spinneret 1 or of the fiber guide element 15 mentioned.
- the dispensing should take place at a point which is passed by the connecting region 27 "yarn end 23 - end 24 of the fiber composite 3" in order to consolidate or stabilize this region by the additive 8.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Treatment Of Fiber Materials (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Betrieb einer Luftspinnmaschine, wobei die Luftspinnmaschine wenigstens eine Spinnstelle mit einer Spinndüse zur Herstellung eines Garns aufweist, wobei der Spinndüse während eines Normalbetriebs der Spinnstelle ein Faserverband über einen Einlass und in einer vorgegebenen Transportrichtung zugeführt wird, wobei der Faserverband innerhalb einer Wirbelkammer der Spinndüse mit Hilfe einer Wirbelluftströmung eine Drehung erhält, so dass aus dem Faserverband ein Garn gebildet wird, das die Spinndüse schließlich über einen Auslass verlässt und mit Hilfe einer Spulvorrichtung auf eine Hülse aufgespult wird, wobei nach einer Unterbrechung der Garnherstellung ein Anspinnvorgang durchgeführt wird, bei dem ein spulenseitiges Garnende entgegen der Transportrichtung durch die Spinndüse bewegt, nach Passieren der Spinndüse mit einem Ende des Faserverbands überlagert und gemeinsam mit diesem über den Einlass in die Spinndüse eingebracht wird, und wobei nach Abschluss der genannten Schritte des Anspinnvorgangs die Herstellung des Garns durch Aufnahme des Normalbetriebs fortgesetzt wird.
- Darüber hinaus wird eine Luftspinnmaschine vorgeschlagen, die zumindest eine Spinnstelle mit einer Spinndüse zur Herstellung eines Garns aus einem der Spinndüse zugeführten Faserverband aufweist, wobei die Spinndüse einen Einlass für den Faserverband, eine innenliegende Wirbelkammer, ein in die Wirbelkammer ragendes Garnbildungselement sowie einen Auslass für das im Inneren der Wirbelkammer mit Hilfe einer Wirbelluftströmung erzeugte Garn aufweist.
- Gattungsgemäße Luftspinnmaschinen dienen der Herstellung eines Garns aus einem länglichen Faserverband mit Hilfe einer durch entsprechende Luftdüsen innerhalb der Wirbelkammer erzeugten Wirbelluftströmung. Die äußeren Fasern des Faserverbands werden hierbei im Bereich der Einlassmündung des in der Regel spindelförmigen Garnbildungselements um die innenliegenden Fasern (Kern) gewunden, so dass im Ergebnis ein stabiles Garn entsteht, welches schließlich über den Abzugskanal aus der Wirbelkammer abgeführt und mit Hilfe der genannten Spulvorrichtung auf eine Hülse aufgespult werden kann.
- Kommt es während des Spinnprozesses zu Spinnfehlern (Dick- oder Dünnstellen des Garns, Garnriss, unbefriedigende Zufuhr des Faserverbands, etc.) oder wird die Spinnmaschine für einen bestimmten Zeitraum abgestellt, so ist im Nachgang des jeweiligen, die Garnherstellung unterbrechenden, Ereignisses, ein Anspinnvorgang notwendig. Hierbei wird das spulenseitige Ende des bereits produzierten Garns (d. h. der Endabschnitt des vor der Unterbrechung der Garnherstellung zuletzt aufgespulten Garnabschnitts) entgegen der eigentlichen Spinnrichtung (die der oben genannten Transportrichtung entspricht) über den Abzugskanal in die Wirbelkammer und von dort bis in den Bereich des Einlasses (bzw. eines in diesem Bereich platzierten Faserführungselements) der Spinndüse rückgeführt. Im Anschluss an die Rückführung wird das Garn außerhalb der Spinndüse mit Hilfe eines Serviceroboters, einer spinnstelleneigenen Einrichtung oder manuell mit dem Ende des Faserverbands durch gegenseitige Überlappung in Kontakt gebracht.
- Schließlich wird das Garnende und mit ihm das Ende des Faserverbands durch Einschalten der Luftdüsen und durch Starten der Spulvorrichtung ins Innere der Wirbelkammer bewegt und dort der Wirbelluftströmung ausgesetzt (wobei zu diesem Zeitpunkt auch bereits die das Faserverband liefernde Einrichtung, die vorzugsweise durch ein der Spinndüse in Transportrichtung vorgelagertes Streckwerk gebildet ist, in Betrieb genommen wird bzw. wurde, um den Faserverband in Richtung des Einlasses der Spinndüse zu fördern). Der Verbindungs- bzw. Überlappungsbereich zwischen Garnende und dem Ende des Faserverbands passiert schließlich die Einlassmündung der Spindel. Der Spinnprozess wird nun wie gewohnt fortgeführt, d. h. die Spinnstelle wird wieder im Normalbetrieb betrieben und produziert ein Garn.
- Während sich der oben beschriebene Anspinnvorgang durchgesetzt hat und entsprechend befriedigende Ergebnisse liefert, ist es nicht auszuschließen, dass die Verbindung von Garnende und dem korrespondierenden Ende des Faserverbands während des Anspinnvorgangs scheitert bzw. sich vor Passieren der Spinndüse wieder löst. Der Anspinnvorgang muss in diesem Fall, eventuell nach einer entsprechenden Reinigung der Spinndüse, erneut durchgeführt werden, so dass das Verfahren hinsichtlich seiner Zuverlässigkeit verbesserungswürdig erscheint.
- Aufgabe der vorliegenden Erfindung ist es daher, den Anspinnvorgang gegenüber dem Stand der Technik zu verbessern sowie eine Luftspinnmaschine zur Durchführung eines solchen Anspinnvorgangs vorzuschlagen.
- Die Aufgabe wird gelöst durch ein Verfahren und eine Luftspinnmaschine mit den Merkmalen der unabhängigen Patentansprüche.
- Erfindungsgemäß zeichnet sich das Verfahren dadurch aus, dass während des Anspinnvorgangs zumindest zeitweise Additiv auf das Ende des Faserverbands (der mit dem Garnende überlappt wird oder bereits mit diesem in Kontakt gebracht wurde) aufgebracht wird. Im Gegensatz zum Stand der Technik wird das Ende des Faserverbands, das während des Anspinnvorgangs mit dem genannten Garnende überlappt und gemeinsam in die Spinndüse eingeführt bzw. eingesaugt wird, mit einem Additiv benetzt. Bei dem Additiv kann es sich um Wasser oder eine wässrige Lösung handeln, die eine oder mehrere zusätzliche Substanzen enthalten kann. Denkbar sind beispielsweise Tenside (Säuren und Laugen sowie Bleichmittel) oder protische oder aprotische Lösungsmittel. Ferner können neben flüssigen Additiven auch feste Additive oder entsprechende Suspensionen zum Einsatz kommen. In jedem Fall bewirkt die Zugabe des Additivs während des Anspinnvorgangs (d. h. zwischen dem Beginn der Rückführung des Garnendes und der Rückkehr in den Normalbetrieb) eine Stabilisierung bzw. Festigung des Überlappungsbereichs zwischen Garnende und Ende des Faserverbands, so dass ein besonders stabiler Verbindungsbereich zwischen den genannten Abschnitten entsteht. Ein Lösen des Verbindungsbereichs während des Anspinnvorgangs oder des nachfolgenden Normalbetriebs bzw. der anschließenden Weiterverarbeitung des Garns ist hierdurch nahezu ausgeschlossen. Ebenso wird die Struktur des Verbindungsbereichs durch das Aufbringen des Additivs positiv beeinflusst, so dass der Verbindungsbereich im fertigen Garn nahezu nicht mehr erkennbar ist. Das Additiv kann beispielsweise auf das Ende des Faserverbands aufgesprüht werden. Die Additiv-Bevorratung kann abhängig von der Wahl des Additivs gestaltet sein und kann beispielsweise durch einen Tank, ein Verteilersystem oder der Spinnstelle zugeordnete Vorratspatronen gebildet sein. Zudem sind eine oder mehrere Additivversorgungsleitungen vorgesehen, über die die Additiv-Bevorratung mit einer Additivabgabe in Verbindung steht, wobei letztere beispielsweise durch eine Hohlnadel, einen Spraykopf oder eine Additivaustrittsöffnung eines Kanalabschnitts gebildet sein kann. Schließlich sollte das Aufbringen des Additivs in einem Stadium des Anspinnvorgangs erfolgen, in dem das Ende des Faserverbands bereits in Richtung der Spinndüse bewegt wird, um den Faserverband gleichmäßig mit Additiv zu versehen.
- Insbesondere bringt es Vorteile mit sich, wenn das Additiv auf das Ende des Faserverbands aufgebracht wird, nachdem es mit dem Garnende überlagert wurde. Insbesondere ist es von Vorteil, wenn die Additivzugabe gestartet wird, sobald oder kurz nachdem der Faserverband, beispielsweise mit Hilfe des genannten Streckwerks, in Richtung des Einlasses der Spinndüse geliefert wird. Der Verbindungsbereich zwischen Garnende und dem Ende des Faserverbands wird hierdurch gestärkt, bevor dieser in den Bereich der Wirbelluftströmung innerhalb der Wirbelkammer gelangt. Alternativ wäre es schließlich auch denkbar, das Additiv auf das Ende des Faserverbands aufzubringen, bevor dieser mit dem Garnende überlagert wird.
- Besonders vorteilhaft ist es, wenn das Additiv im Bereich des Einlasses oder, in Transportrichtung gesehen, vor dem Einlass der Spinndüse auf das Ende des Faserverbands aufgebracht wird. Beispielsweise ist es von Vorteil, wenn das Additiv im Bereich zwischen dem Einlass der Spinndüse und einem den Faserverband liefernden Einrichtung, beispielsweise einem der Spinndüse vorgelagerten Streckwerk, erfolgt. Das mit Additiv versehene Ende des Faserverbands gelangt in diesem Fall nicht mit der den Faserverband liefernden Einrichtung in Kontakt, so dass damit verbundene mögliche Komplikationen vermieden werden. Insbesondere sollte das Additiv daher im unmittelbaren Bereich vor dem Einlass der Spinndüse auf das Ende des Faserverbands aufgebracht werden. Denkbar ist schließlich ebenso, das Additiv im Bereich eines den Einlass der Spinndüse bildenden Faserführungselements auf den Verbindungsbereich zwischen Garnende und dem Ende des Faserverbands aufzubringen. Das Faserführungselement kann in diesem Fall eine im Inneren desselben angeordnete Additivauslassöffnung aufweisen, die in einen Durchtrittskanal mündet, durch den der genannte Verbindungsbereich sowie der nachfolgend gelieferte Faserverband in die Wirbelkammer der Spinndüse gelangt.
- Besondere Vorteile bringt es mit sich, wenn der Volumenstrom des zugeführten Additivs während des Anspinnvorgangs zumindest zeitweise einen Betrag zwischen 0,001 ml/min und 2,0 ml/min, bevorzugt zwischen 0,01 ml/min und 1,0 ml/min, aufweist und/oder wenn der Massenstrom des zugeführten Additivs während des Anspinnvorgangs zumindest zeitweise einen Betrag zwischen 0,001 g/min und 2,0 g/min, bevorzugt zwischen 0,01 g/min und 1,0 g/min, aufweist. Während ein höherer Volumen- bzw. Massenstrom ein Verkleben der mit dem Verbindungsbereich in Kontakt kommenden Bereiche der Spinnstelle bewirken könnte, stellt der genannte Bereich eine zuverlässige Verbindung von Garnende und dem Ende des Faserverbands sicher.
- Vorteilhaft ist es, wenn der Volumen- bzw. Massenstrom des Additivs während der Additivzugabe mit Hilfe wenigstens eines Ventils reguliert wird, wobei das Ventil im Betrieb desselben wenigstens einmal pro Sekunde geöffnet und geschlossen wird, so dass das dem Ventil zugeführte Additiv das Ventil pulsartig passiert. Im Gegensatz zu herkömmlichen Ventilen wird ein derartiges Ventil also nicht kontinuierlich von Additiv durchströmt. Vielmehr ist vorgesehen, dass sich der Additivstrom aus einer Vielzahl von kleinsten Tröpfchen bzw. Additiveinheiten (falls keine Flüssigkeit, sondern ein Gas oder ein Feststoff zum Einsatz kommt) zusammensetzt, die durch das schnelle Öffnen und Schließen erzeugt werden und das Ventil verlassen. Wird das Ventil dabei ein bis mehrere Male pro Sekunde geöffnet und geschlossen, so wird ein Additivstrom erzeugt, der im Ergebnis einem kontinuierlichen Additivstrom gleichkommt, auch wenn er in Wirklichkeit aus einer Vielzahl von Einzeltröpfchen bzw. -einheiten besteht, die das Ventil dicht hintereinander verlassen. Dadurch, dass das Volumen bzw. die Masse eines Tröpfchens bzw. einer Einheit äußerst gering ist und die Schaltfrequenz des Ventils (d. h. die Anzahl der Öffnungs- und Schließvorgänge pro Sekunde) äußerst genau einstellbar ist, ist auch die Menge des auf den Faserverband aufgebrachten Additivs äußerst genau und reproduzierbar regulierbar. Ein weiterer Vorteil liegt in der Tatsache, dass das Ventil, sobald es in seiner Schließstellung verbleibt, sofort vollständig schließt. Kommt ein flüssiges Additiv zum Einsatz, ist ein Nachtropfen aufgrund des geringen Volumens der Einzeltröpfchen ausgeschlossen.
- Besondere Vorteile bringt es mit sich, wenn der Volumen- bzw. Massenstrom des zugeführten Additivs während des Anspinnvorgangs zumindest zeitweise höher ist als während des dem Anspinnvorgang nachfolgenden Normalbetriebs der Spinnstelle. So wäre es beispielsweise denkbar, den Volumen- bzw. Massenstrom während des Anspinnvorgangs gemäß obiger Beschreibung zu wählen, während dieser im nachfolgenden Normalbetrieb maximal 1,0 ml/min (bzw. g/min), bevorzugt maximal 0,5 ml/min (bzw. g/min) aufweist. Der genaue Wert kann in Abhängigkeit der Eigenschaften des Faserverbands und/oder dessen Zuführgeschwindigkeit in die Spinnstelle und/oder der Abzugsgeschwindigkeit des Garns aus der Spinnstelle gewählt werden und kann daher je nach Anwendungsfall schwanken.
- Besonders vorteilhaft ist es, wenn der Volumen- bzw. Massenstrom des zugeführten Additivs während des Anspinnvorgangs zumindest zeitweise gegenüber einem Anfangsbetrag verringert wird, wobei die Verringerung insbesondere am Ende des Anspinnvorgangs erfolgt. Hierdurch ist es möglich, die Menge des zugeführten Additivs während des Anspinnvorgangs allmählich auf die Menge zu reduzieren, die während des nachfolgenden Normalbetriebs der Spinnstelle gewünscht ist.
- Vorteilhaft ist es zudem, wenn die Verringerung des Volumen- bzw. Massenstroms des zugeführten Additivs kontinuierlich erfolgt. Die Verringerung kann hierbei abrupt, stufenweise oder auch allmählich (d. h. gleichmäßig) erfolgen, wobei beispielsweise eine lineare Abnahme der auf das Ende des Faserverbands abgegebenen Additivmenge denkbar ist. Die Menge des zugeführten Additivs sollte im Übrigen spätestens dann auf die für den Normalbetrieb vorgesehene Menge reduziert sein, wenn der Verbindungsbereich zwischen Garnende und dem Ende des Faserverbands die Additivaustrittsöffnung der Additivversorgung passiert hat, so dass der nachfolgende Faserverband bereits mit einer geringeren Additivmenge versehen wird als der genannte Verbindungsbereich.
- Die erfindungsgemäße Luftspinnmaschine zeichnet sich dadurch aus, dass der wenigstens einen Spinnstelle der Luftspinnmaschine (es können selbstverständlich auch mehrere Spinnstellen vorhanden sein) eine Additivversorgung zugeordnet ist, mit deren Hilfe ein Additiv auf ein nach einer Unterbrechung der Garnherstellung vorliegendes Ende des Faserverbands aufbringbar ist. Zudem steht die Additivversorgung, die zumindest einen Additivspeicher und eine mit diesem verbundene Additivauslassöffnung im Bereich der Spinndüse umfassen sollte, mit einer Steuereinheit in Wirkverbindung, die ausgebildet ist, nach einer Unterbrechung der Garnherstellung einen Anspinnvorgangs gemäß obiger bzw. nachfolgenden Beschreibung zu initiieren, während dessen zumindest zeitweise Additiv auf das Ende des Faserverbands aufgebracht wird. Das Aufbringen des Additivs kann gemäß einzelnen oder allen oben bzw. nachfolgend beschriebenen Aspekten erfolgen, wobei die Spinnstelle insbesondere die entsprechend beschriebenen körperlichen Merkmale aufweisen kann.
- Weitere Vorteile der Erfindung sind in den nachfolgenden Ausführungsbeispielen beschrieben. Es zeigen, jeweils schematisch:
- Figur 1
- eine schematische Ansicht einer Spinnstelle einer erfindungsgemäßen Luftspinnmaschine während des Normalbetriebs derselben,
- Figur 2
- eine Schnittdarstellung einer Spinndüse einer Spinnstelle einer erfindungsgemäßen Luftspinnmaschine,
- Figur 3
- die Spinnstelle gemäß
Figur 1 nach einer Unterbrechung der Garnherstellung, - Figur 4
- die Spinnstelle gemäß
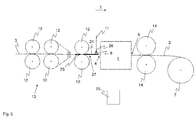
Figur 1 nach der Rückführung des Garnendes entgegen der Transportrichtung, und - Figur 5
- die Spinnstelle gemäß
Figur 1 während eines Anspinnvorgangs mit Additivaufgabe auf das Ende des Faserverbands. -
Figur 1 zeigt einen Ausschnitt einer Spinnstelle einer erfindungsgemäßen Luftspinnmaschine (wobei die Luftspinnmaschine selbstverständlich eine Vielzahl von, vorzugsweise benachbart zueinander angeordneten, Spinnstellen aufweisen kann). Die Luftspinnmaschine kann bei Bedarf ein Streckwerk 13 mit mehreren Streckwerkswalzen 12 umfassen, welches mit einem Faserverband 3, beispielsweise in Form eines doublierten Streckenbands, beliefert wird. Ferner umfasst die gezeigte Spinnstelle eine inFigur 2 näher dargestellte Spinndüse 1 mit einer innenliegenden Wirbelkammer 5, in welcher der Faserverband 3 bzw. mindestens ein Teil der Fasern des Faserverbands 3 nach Passieren eines Einlasses 4 der Spinndüse 1 mit einer Drehung versehen wird (die genaue Wirkungsweise der Spinnstelle wird im Folgenden noch näher beschrieben). - Darüber hinaus kann die Luftspinnmaschine ein der Spinndüse 1 nachgeordnetes und zwei Abzugswalzen 14 aufweisendes Abzugswalzenpaar sowie eine dem Abzugswalzenpaar nachgeschaltete Spulvorrichtung 7 zum Aufspulen des die Spinnstelle verlassenden Garns 2 auf eine Hülse umfassen. Die erfindungsgemäße Spinnstelle muss nicht zwangsweise ein Streckwerk 13 aufweisen. Auch ist das Abzugswalzenpaar nicht zwingend notwendig oder kann durch eine alternative Abzugseinheit ersetzt werden.
- Die gezeigte Spinnstelle arbeitet generell nach einem Luftspinnverfahren. Zur Bildung des Garns 2 wird der Faserverband 3 in einer Transportrichtung T über ein, mit einer den genannten Einlass 4 bildenden Eintrittsöffnung versehenes, Faserführungselement 15 in die Wirbelkammer 5 der Spinndüse 1 geführt. Dort erhält es eine Drehung, d. h. mindestens ein Teil der freien Faserenden des Faserverbands 3 wird von einer Wirbelluftströmung, die durch entsprechend in einer die Wirbelkammer 5 umgebenden Wirbelkammerwandung 5 angeordnete Luftdüsen 18 erzeugt wird, erfasst, wobei die Luftdüsen 18 über eine (z. B. ringförmige und mit einer Luftversorgungsleitung 16 verbundene) Luftverteilung 17 mit Druckluft gespeist werden. Ein Teil der Fasern wird hierbei aus dem Faserverband 3 zumindest ein Stück weit herausgezogen und um die Spitze eines in die Wirbelkammer 5 ragenden Garnbildungselements 10 gewunden. Dadurch, dass der Faserverband 3 durch eine Einlassmündung 29 des Garnbildungselements 10 über einen innerhalb des Garnbildungselements 10 angeordneten Abzugskanal 22 aus der Wirbelkammer 5 und schließlich über einen Auslass 6 aus der Spinndüse 1 abgezogen wird, werden schließlich auch die freien Faserenden in Richtung der Einlassmündung 29 gezogen und schlingen sich dabei als sogenannte Umwindefasern um die zentral verlaufenden Kernfasern - resultierend in einem die gewünschte Drehung aufweisenden Garn 2. Die über die Luftdüsen 18 eingebrachte Druckluft verlässt die Spinndüse 1 schließlich über den Abzugskanal 22 sowie einen eventuell vorhandene Luftauslass 19, der bei Bedarf mit einer Unterdruckquelle verbunden sein kann.
- Im Hinblick auf die Luftdüsen 18 sei an dieser Stelle zudem rein vorsorglich erwähnt, dass diese in der Regel so ausgerichtet sein sollten, dass die austretenden Luftstrahlen gleichgerichtet sind, um gemeinsam eine gleichgerichtete Luftströmung mit einem Drehsinn zu erzeugen. Vorzugsweise sind die einzelnen Luftdüsen 18 hierbei rotationssymmetrisch zueinander angeordnet und münden tangential in die Wirbelkammer 5.
- Während der Garnherstellung ist es nicht auszuschließen, dass es aus unterschiedlichsten Gründen zu Dick- oder Dünnstellen des Garns 2 kommt. In diesem Fall wird die Garnherstellung durch die Steuereinheit 25 unterbrochen, so dass ein spulenseitiges Garnende 23 entsteht. Das Garnende 23 kann sich nach der Unterbrechung der Garnherstellung auf der Oberfläche der sich in der Spulvorrichtung 7 befindlichen Spule oder aber im Bereich zwischen der Spulvorrichtung 7 und der Spinndüse 1, vorzugsweise zwischen dem Auslass 6 derselben und den Abzugswalzen 14, befinden (siehe
Figur 3 ). Ebenso kann es während der Garnherstellung zu ungewollten Garnbrüchen kommen, die ebenfalls ein entsprechendes Garnende 23 sowie ein sich im Bereich des entsprechend gestoppten Streckwerks 13 zum Stehen kommendes Ende 24 des Faserverbands 3 zur Folge haben. - Um nun die Garnherstellung, d. h. den Normalbetrieb der jeweiligen Spinnstelle, wieder aufnehmen zu können, muss das genannte Garnende 23 mit dem Ende 24 des Faserverbands 3 verbunden werden. Hierzu ist vorgesehen, dass das Garnende 23 entgegen der Transportrichtung T durch die Spinndüse 1 geführt wird, wobei hierfür die sich in der Spulvorrichtung 7 befindliche Spule rückwärts angetrieben wird, um eine entsprechende Garnmenge freizugeben. Das Garnende 23 bzw. ein durch Entfernen des den Garnfehler aufweisenden Garnabschnitts neu entstandenes Garnende 23 wird in diesem Stadium mit Hilfe mechanischer oder pneumatischer Mittel in den Bereich des Auslasses 6 der Spinndüse 1 gefördert und mit Hilfe eines im Abzugskanal 22 herrschenden Unterdrucks in diese eingesaugt. Mit Hilfe einer entsprechenden Luftströmung erfolgt schließlich die Weiterförderung des Garnendes 23 durch den Einlass 4 der Spinndüse 1, bis es sich im Bereich vor der Spinndüse 1 (in Transportrichtung T gesehen) befindet. Insbesondere ist es hierbei von Vorteil, wenn das Garnende 23 soweit bewegt wird, bis es sich zwischen den beiden auslaufseitigen Streckwerkswalzen 12 des Streckwerks 13 befindet (die genannten Streckwerkswalzen 12 werden hierzu vor dem Passieren des Garnendes 23 voneinander wegbewegt, um das genannte Passieren zu ermöglichen; nach Passieren des Garnendes 23 werden sie schließlich wieder in die in
Figur 4 gezeigte Stellung verbracht, in denen das Garnende 23 klemmend fixiert wird). - Im nächsten Schritt werden nun die auslaufseitigen, das Garnende 23 fixierenden, Streckwerkswalzen 12, die Abzugswalzen 14 und die Spulvorrichtung 7 wieder in Betrieb genommen, so dass das Garnende 23 in Transportrichtung T bewegt wird. Gleichzeitig oder zeitlich nachversetzt werden auch die restlichen Streckwerkswalzen 12 wieder in Gang gesetzt, wobei der Beginn deren Drehung sowie die entsprechende Drehzahl derart angepasst werden, dass das Ende 24 des Faserverbands 3 mit dem Garnende 23 in überlappenden Kontakt gelangt und mit diesem gemeinsam in die Spinndüse 1 eingezogen werden kann.
- Um nun den Verbindungsbereich 27 (d. h. den Überlappungsbereich zwischen Garnende 23 und dem Ende 24 des Faserverbands 3) zu stärken bzw. die Faserausrichtung in diesem Bereich gegenüber dem Stand der Technik zu verbessern, wird nun erfindungsgemäß vorgeschlagen, dass auf das Ende 24 des Faserverbands 3 ein Additiv 8 aufgegeben wird.
- Hierzu weist die Spinnstelle eine Additivversorgung 11 auf, die vorzugsweise ein oder mehrere ein Additiv 8 bereitstellende Additivspeicher 21 (z. B. in Form entsprechender Druckbehälter) sowie eine oder mehrerer, vorzugsweise zumindest teilweise flexible, Additivversorgungsleitungen 20 umfasst, über die der jeweilige Additivspeicher 21 mit einer im Bereich der Spinndüse 1 angeordneten Additivaustrittsöffnung 26 in Fluidverbindung steht (hinsichtlich möglicher Additive 8 wird auf die bisherige Beschreibung verwiesen). Vorzugsweise ist die Additivaustrittsöffnung 26 im Bereich des Einlasses 4 der Spinndüse 1 oder des genannten Faserführungselements 15 angeordnet. Insbesondere sollte die Abgabe an einer Stelle erfolgen, die von dem Verbindungsbereich 27 "Garnende 23 - Ende 24 des Faserverbands 3" passiert wird, um diesen Bereich durch das Additiv 8 zu festigen bzw. zu stabilisieren. Die Menge des zugegebenen Additivs 8 kann beispielsweise mit Hilfe eines z. B. in die Additivversorgungsleitung 20 integrierten Ventils 9 erfolgen (hinsichtlich möglicher Details des Ventils 9 wird auf die obige Beschreibung verwiesen).
- Die vorliegende Erfindung ist nicht auf die dargestellten und beschriebenen Ausführungsbeispiele beschränkt. Abwandlungen im Rahmen der Patentansprüche sind ebenso möglich wie eine beliebige Kombination der beschriebenen Merkmale, auch wenn sie in unterschiedlichen Teilen der Beschreibung bzw. den Ansprüchen oder in unterschiedlichen Ausführungsbeispielen dargestellt und beschrieben sind.
-
- 1
- Spinndüse
- 2
- Garn
- 3
- Faserverband
- 4
- Einlass der Spinndüse
- 5
- Wirbelkammer
- 6
- Auslass der Spinndüse
- 7
- Spulvorrichtung
- 8
- Additiv
- 9
- Ventil
- 10
- Garnbildungselement
- 11
- Additivversorgung
- 12
- Streckwerkswalze
- 13
- Streckwerk
- 14
- Abzugswalze
- 15
- Faserführungselement
- 16
- Luftversorgungsleitung
- 17
- Luftverteilung
- 18
- Luftdüse
- 19
- Luftauslass
- 20
- Additivversorgungsleitung
- 21
- Additivspeicher
- 22
- Abzugskanal
- 23
- Garnende
- 24
- Ende des Faserverbands
- 25
- Steuereinheit
- 26
- Additivaustrittsöffnung
- 27
- Verbindungsbereich zwischen Garnende und dem Ende des Faserverbands
- 28
- Einlassmündung des Garnbildungselements
- T
- Transportrichtung
Claims (10)
- Verfahren zum Betrieb einer Luftspinnmaschine,- wobei die Luftspinnmaschine wenigstens eine Spinnstelle mit einer Spinndüse (1) zur Herstellung eines Garns (2) aufweist,- wobei der Spinndüse (1) während eines Normalbetriebs der Spinnstelle ein Faserverband (3) über einen Einlass (4) und in einer vorgegebenen Transportrichtung (T) zugeführt wird,- wobei der Faserverband (3) innerhalb einer Wirbelkammer (5) der Spinndüse (1) mit Hilfe einer Wirbelluftströmung eine Drehung erhält, so dass aus dem Faserverband (3) ein Garn (2) gebildet wird, das die Spinndüse (1) schließlich über einen Auslass (6) verlässt und mit Hilfe einer Spulvorrichtung (7) auf eine Hülse aufgespult wird,- wobei nach einer Unterbrechung der Garnherstellung ein Anspinnvorgang durchgeführt wird, bei dem ein spulenseitiges Garnende (23) entgegen der Transportrichtung (T) durch die Spinndüse (1) bewegt, nach Passieren der Spinndüse (1) mit einem Ende (24) des Faserverbands (3) überlagert und gemeinsam mit diesem über den Einlass (4) in die Spinndüse (1) eingebracht wird, und- wobei nach Abschluss der genannten Schritte des Anspinnvorgangs die Herstellung des Garns (2) durch Aufnahme des Normalbetriebs fortgesetzt wird,dadurch gekennzeichnet,
dass während des Anspinnvorgangs zumindest zeitweise Additiv (8) auf das Ende (24) des Faserverbands (3) aufgebracht wird. - Verfahren gemäß dem vorangegangenen Anspruch, dadurch gekennzeichnet, dass das Additiv (8) auf das Ende (24) des Faserverbands (3) aufgebracht wird, nachdem es mit dem Garnende (23) überlagert wurde.
- Verfahren gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das Additiv (8) im Bereich des Einlasses (4) oder, in Transportrichtung (T) gesehen, vor dem Einlass (4) der Spinndüse (1) auf das Ende (24) des Faserverbands (3) aufgebracht wird.
- Verfahren gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Volumenstrom des zugeführten Additivs (8) während des Anspinnvorgangs zumindest zeitweise einen Betrag zwischen 0,001 ml/min und 2,0 ml/min, bevorzugt zwischen 0,01 ml/min und 1,0 ml/min, aufweist und/oder dass der Massenstrom des zugeführten Additivs (8) während des Anspinnvorgangs zumindest zeitweise einen Betrag zwischen 0,001 g/min und 2,0 g/min, bevorzugt zwischen 0,01 g/min und 1,0 g/min, aufweist.
- Verfahren gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Volumen- bzw. Massenstrom des Additivs (8) während der Additivzugabe mit Hilfe wenigstens eines Ventils (9) reguliert wird, wobei das Ventil (9) im Betrieb desselben wenigstens einmal pro Sekunde geöffnet und geschlossen wird, so dass das dem Ventil (9) zugeführte Additiv (8) das Ventil (9) pulsartig passiert.
- Verfahren gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Volumen- bzw. Massenstrom des zugeführten Additivs (8) während des Anspinnvorgangs zumindest zeitweise höher ist als während des dem Anspinnvorgang nachfolgenden Normalbetriebs der Spinnstelle.
- Verfahren gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Volumen- bzw. Massenstrom des zugeführten Additivs (8) während des Anspinnvorgangs zumindest zeitweise gegenüber einem Anfangsbetrag verringert wird, wobei die Verringerung insbesondere am Ende des Anspinnvorgangs erfolgt.
- Verfahren gemäß dem vorangegangenen Anspruch, dadurch gekennzeichnet, dass die Verringerung des Volumen- bzw. Massenstroms des zugeführten Additivs (8) kontinuierlich erfolgt.
- Luftspinnmaschine,- die zumindest eine Spinnstelle mit einer Spinndüse (1) zur Herstellung eines Garns (2) aus einem der Spinndüse (1) zugeführten Faserverband (3) aufweist,- wobei die Spinndüse (1) einen Einlass (4) für den Faserverband (3),- eine innenliegende Wirbelkammer (5),- ein in die Wirbelkammer (5) ragendes Garnbildungselement (10) sowie- einen Auslass (6) für das im Inneren der Wirbelkammer (5) mit Hilfe einer Wirbelluftströmung erzeugte Garn (2) aufweist,dadurch gekennzeichnet,- dass der Spinnstelle eine Additivversorgung (11) zugeordnet ist, mit deren Hilfe ein Additiv (8) auf ein nach einer Unterbrechung der Garnherstellung vorliegendes Ende (24) des Faserverbands (3) aufbringbar ist,- dass die Additivversorgung (11) mit einer Steuereinheit (25) in Wirkverbindung steht, und- dass die Steuereinheit (25) ausgebildet ist, nach einer Unterbrechung der Garnherstellung einen Anspinnvorgangs gemäß Anspruch 1 zu initiieren, während dessen zumindest zeitweise Additiv (8) auf das Ende (24) des Faserverbands (3) aufgebracht wird.
- Luftspinnmaschine gemäß dem vorangegangenen Anspruch,
dadurch gekennzeichnet, dass die Steuereinheit (25) ausgebildet ist, das Aufbringen des Additivs (8) gemäß einem der Ansprüche 1 bis 8 zu steuern.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01167/14A CH709953A1 (de) | 2014-07-30 | 2014-07-30 | Verfahren zum Betrieb einer Luftspinnmaschine. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2980285A2 true EP2980285A2 (de) | 2016-02-03 |
| EP2980285A3 EP2980285A3 (de) | 2016-06-08 |
| EP2980285B1 EP2980285B1 (de) | 2018-12-26 |
Family
ID=54196761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15175942.0A Not-in-force EP2980285B1 (de) | 2014-07-30 | 2015-07-08 | Spinnstelle einer luftspinnmaschine sowie betrieb einer solchen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9719192B2 (de) |
| EP (1) | EP2980285B1 (de) |
| JP (1) | JP6621608B2 (de) |
| CN (1) | CN105316813B (de) |
| CH (1) | CH709953A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3103903A1 (de) * | 2015-06-11 | 2016-12-14 | Murata Machinery, Ltd. | Spinnmaschine und spinnverfahren |
| CN107663683A (zh) * | 2016-07-28 | 2018-02-06 | 立达英格尔施塔特有限公司 | 线束引导单元、自由端纺纱机和用于运行纺纱站的方法 |
| CN110499555A (zh) * | 2018-05-16 | 2019-11-26 | 里特机械公司 | 气流纺纱装置和用于气流纺纱装置的旋转阀 |
| EP3575458A1 (de) * | 2018-05-30 | 2019-12-04 | Murata Machinery, Ltd. | Luftspinnmaschine |
| LU102753B1 (de) * | 2021-04-01 | 2022-10-03 | Saurer Intelligent Technology AG | Faserband-Streckwerk mit Additivzuführung |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH712663A1 (de) * | 2016-07-14 | 2018-01-15 | Rieter Ag Maschf | Verfahren zum Verarbeiten eines strangförmigen Faserverbands sowie Vorspinnmaschine. |
| US11642379B2 (en) | 2017-12-08 | 2023-05-09 | The Board Of Trustees Of The Leland Stanford Junior University | Hematopoietic stem cell engraftment |
| CN112176573A (zh) * | 2020-08-18 | 2021-01-05 | 新昌县欧赛机械有限公司 | 一种紧密纺纱线的给湿装置 |
| CN112746361B (zh) * | 2020-12-16 | 2023-06-02 | 卓郎(江苏)纺织机械有限公司 | 一种细纱机的接头操作方法及细纱机 |
Family Cites Families (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1986974A (en) * | 1933-06-17 | 1935-01-08 | Mohawk Carpet Mills Inc | Method of uniting threads |
| US3286073A (en) * | 1965-03-22 | 1966-11-15 | Acme Welding Supply Co | Welding apparatus |
| US3478398A (en) * | 1967-09-25 | 1969-11-18 | Monsanto Co | Yarn jet apparatus |
| US3643417A (en) * | 1969-10-27 | 1972-02-22 | Techniservice Corp | Splicing of textile strands |
| US3634972A (en) * | 1970-03-31 | 1972-01-18 | Burlington Industries Inc | Splice and method of forming a splice |
| FR2127629A5 (de) * | 1971-03-30 | 1972-10-13 | Schubert & Salzer Maschinen | |
| DE2720519C2 (de) * | 1977-05-06 | 1983-06-23 | Toray Industries, Inc., Tokyo | Verfahren und Vorrichtung zum Starten des Spinnvorganges beim Herstellen eines Garnes aus Stapelfasern |
| DE3373317D1 (en) * | 1982-05-04 | 1987-10-08 | Toray Industries | Apparatus for manufacturing fasciated yarn |
| JPS5971429A (ja) * | 1982-10-15 | 1984-04-23 | Toyoda Autom Loom Works Ltd | 結束紡績装置における糸継ぎ方法 |
| DE3413894A1 (de) * | 1983-04-15 | 1984-10-25 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho, Kariya, Aichi | Verfahren zum ansetzen eines garnendes |
| DE3337895A1 (de) * | 1983-10-19 | 1985-05-09 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und vorrichtung zum zufuehren eines dosierten gemisches aus spleissluft und fluessigkeit in die spleisskammer einer druckluft-fadenspleissvorrichtung |
| JPS6385123A (ja) * | 1986-09-22 | 1988-04-15 | Murata Mach Ltd | 紡績糸の製造方法及び製造装置 |
| US4958487A (en) * | 1987-10-29 | 1990-09-25 | Murata Kikai Kabushiki Kaisha | Apparatus for producing spun yarn |
| DE3828319A1 (de) * | 1988-08-20 | 1990-02-22 | Schubert & Salzer Maschinen | Fadenspleissvorrichtung zum knotenfreien verbinden von faeden und verfahren zur fadenendenvorbereitung |
| DE4105108C2 (de) * | 1990-02-20 | 1995-01-05 | Murata Machinery Ltd | Pneumatische Spinnvorrichtung |
| JPH0465535A (ja) * | 1990-07-04 | 1992-03-02 | Murata Mach Ltd | 紡績装置 |
| JPH069027Y2 (ja) * | 1990-09-18 | 1994-03-09 | 村田機械株式会社 | 紡績装置 |
| JPH0674530B2 (ja) * | 1991-07-30 | 1994-09-21 | 村田機械株式会社 | 紡績装置 |
| JP2616428B2 (ja) * | 1994-01-25 | 1997-06-04 | 村田機械株式会社 | 紡績機の糸継ぎ方法 |
| JP2658901B2 (ja) * | 1994-09-05 | 1997-09-30 | 村田機械株式会社 | 紡績装置 |
| JP2708001B2 (ja) * | 1995-02-10 | 1998-02-04 | 村田機械株式会社 | 紡績機の糸継ぎ装置 |
| JP2708000B2 (ja) * | 1995-02-10 | 1998-02-04 | 村田機械株式会社 | 紡績装置 |
| JP2930010B2 (ja) * | 1996-05-16 | 1999-08-03 | 村田機械株式会社 | 紡績機のピーシング方法及びその装置 |
| TW341605B (en) * | 1996-05-16 | 1998-10-01 | Murada Kikai Kk | Piecing method for a spinning machine |
| JP2973961B2 (ja) * | 1997-01-13 | 1999-11-08 | 村田機械株式会社 | 紡績機のピーシング方法及びその装置 |
| JPH1143829A (ja) * | 1997-07-22 | 1999-02-16 | Murata Mach Ltd | 紡績機のピーシング方法 |
| EP0990719B1 (de) * | 1998-10-02 | 2003-05-28 | W. SCHLAFHORST AG & CO. | Spinnvorrichtung |
| TW509738B (en) * | 1999-03-25 | 2002-11-11 | Barmag Barmer Maschf | Lubrication apparatus and method of applying a lubricant |
| AU2001283761A1 (en) * | 2000-09-22 | 2002-04-02 | Maschinenfabrik Rieter A.G. | Spinning device |
| JP2002155435A (ja) * | 2000-11-15 | 2002-05-31 | Murata Mach Ltd | 紡績機におけるピーシング方法及びその装置 |
| US6782685B2 (en) * | 2000-12-22 | 2004-08-31 | Maschinenfabrik Rieter Ag | Apparatus for producing a core spun yarn |
| EP1217109A3 (de) * | 2000-12-22 | 2003-04-02 | Maschinenfabrik Rieter Ag | Spinnvorrichtung |
| EP1375709B1 (de) * | 2002-06-21 | 2014-08-06 | Maschinenfabrik Rieter Ag | Ansetzverfahren oder Anspinnen für Spinnstellen von Luftspinnmaschinen |
| DE10256293B4 (de) * | 2002-12-03 | 2008-12-24 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum Betreiben einer Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
| DE10349651A1 (de) * | 2003-10-20 | 2005-05-19 | Wilhelm Stahlecker Gmbh | Luftdüsen-Spinnvorrichtung |
| DE10353317B4 (de) * | 2003-11-10 | 2013-06-27 | Wilhelm Stahlecker Gmbh | Verfahren und Vorrichtung zum Wiederherstellen eines zuvor unterbrochenen Spinnvorganges |
| DE10358484A1 (de) * | 2003-12-11 | 2005-07-07 | Wilhelm Stahlecker Gmbh | Vorrichtung zum Herstellen eines gesponnenen Fadens aus einem Stapelfaserverband |
| JP2007525606A (ja) * | 2004-02-27 | 2007-09-06 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 紡績糸、ならびにその製造のための方法および装置 |
| EP1778901B1 (de) * | 2004-08-20 | 2011-07-06 | Maschinenfabrik Rieter Ag | Spindel mit injektorkanal und verfahren zum ansetzen für eine luftspinnmaschine. |
| DE102004044345A1 (de) * | 2004-09-09 | 2006-03-16 | Wilhelm Stahlecker Gmbh | Luftdüsenspinnvorrichtung |
| DE102004050968A1 (de) * | 2004-10-15 | 2006-04-20 | Wilhelm Stahlecker Gmbh | Verfahren zum Vorbereiten eines Ansetzvorganges an einer Luftdüsenspinnvorrichtung |
| DE102008050874A1 (de) * | 2008-09-29 | 2010-04-01 | Wilhelm Stahlecker Gmbh | Luftdüsenspinnaggregat mit spindelförmigem Bauteil |
| DE102009034206A1 (de) * | 2009-07-17 | 2011-01-27 | Maschinenfabrik Rieter Ag | Bauteil für eine Luftdüsenspinnvorrichtung |
| CN102226303A (zh) * | 2011-05-30 | 2011-10-26 | 武汉纺织大学 | 一种柔洁纺纱方法 |
| CH705221A1 (de) * | 2011-07-01 | 2013-01-15 | Rieter Ag Maschf | Vorspinnmaschine zur Herstellung eines Vorgarns sowie Verfahren zum Anspinnen eines Faserverbands. |
| DE102011053812A1 (de) * | 2011-09-21 | 2013-03-21 | Rieter Ingolstadt Gmbh | Spinnmaschine und Verfahren zur Unterbrechung der Garnherstellung an einer Spinnmaschine |
| DE102012101039A1 (de) | 2012-02-09 | 2013-08-14 | Maschinenfabrik Rieter Ag | Luftspinnmaschine mit separaten Spinn- und Anspinndüsen |
| CH706923A1 (de) * | 2012-09-07 | 2014-03-14 | Rieter Ag Maschf | Spinnstelle einer Luftspinnmaschine. |
| US9290863B2 (en) * | 2013-02-13 | 2016-03-22 | Maschinenfabrik Rieter Ag | Spinning unit of an air-jet spinning machine |
| AU2014274824B2 (en) * | 2013-06-05 | 2018-02-15 | Markforged, Inc. | Methods for fiber reinforced additive manufacturing |
| CH709466A1 (de) * | 2014-04-03 | 2015-10-15 | Rieter Ag Maschf | Spinnstelle einer Luftspinnmaschine sowie Verfahren zum Betrieb einer Luftspinnmaschine. |
| CH709465A1 (de) * | 2014-04-03 | 2015-10-15 | Rieter Ag Maschf | Luftspinnmaschine sowie Verfahren zum Betrieb einer Luftspinnmaschine. |
| CH709467A1 (de) * | 2014-04-03 | 2015-10-15 | Rieter Ag Maschf | Spinnstelle einer Luftspinnmaschine sowie Aufsatz für die Fixierung an einer Spinndüse einer Luftspinnmaschine. |
| CH709615A1 (de) * | 2014-05-13 | 2015-11-13 | Rieter Ag Maschf | Spinnstelle einer Luftspinnmaschine sowie Betrieb einer solchen. |
-
2014
- 2014-07-30 CH CH01167/14A patent/CH709953A1/de not_active Application Discontinuation
-
2015
- 2015-06-29 CN CN201510369677.7A patent/CN105316813B/zh not_active Expired - Fee Related
- 2015-07-08 EP EP15175942.0A patent/EP2980285B1/de not_active Not-in-force
- 2015-07-29 JP JP2015149884A patent/JP6621608B2/ja not_active Expired - Fee Related
- 2015-07-30 US US14/813,968 patent/US9719192B2/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3103903A1 (de) * | 2015-06-11 | 2016-12-14 | Murata Machinery, Ltd. | Spinnmaschine und spinnverfahren |
| CN107663683A (zh) * | 2016-07-28 | 2018-02-06 | 立达英格尔施塔特有限公司 | 线束引导单元、自由端纺纱机和用于运行纺纱站的方法 |
| CN110499555A (zh) * | 2018-05-16 | 2019-11-26 | 里特机械公司 | 气流纺纱装置和用于气流纺纱装置的旋转阀 |
| CN110499555B (zh) * | 2018-05-16 | 2023-05-26 | 里特机械公司 | 气流纺纱装置和用于气流纺纱装置的旋转阀 |
| EP3575458A1 (de) * | 2018-05-30 | 2019-12-04 | Murata Machinery, Ltd. | Luftspinnmaschine |
| LU102753B1 (de) * | 2021-04-01 | 2022-10-03 | Saurer Intelligent Technology AG | Faserband-Streckwerk mit Additivzuführung |
| EP4067541A1 (de) * | 2021-04-01 | 2022-10-05 | Saurer Intelligent Technology AG | Faserband-streckwerk mit additivzuführung |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6621608B2 (ja) | 2019-12-18 |
| JP2016047980A (ja) | 2016-04-07 |
| CN105316813B (zh) | 2019-01-11 |
| CH709953A1 (de) | 2016-02-15 |
| US20160032498A1 (en) | 2016-02-04 |
| CN105316813A (zh) | 2016-02-10 |
| EP2980285A3 (de) | 2016-06-08 |
| EP2980285B1 (de) | 2018-12-26 |
| US9719192B2 (en) | 2017-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2980285B1 (de) | Spinnstelle einer luftspinnmaschine sowie betrieb einer solchen | |
| EP2927354B1 (de) | Luftspinnmaschine umfassend eine spinnstelle sowie verfahren zum betrieb einer luftspinnmaschine | |
| EP2927353B1 (de) | Luftspinnmaschine sowie verfahren zum betrieb einer luftspinnmaschine | |
| EP2944713B1 (de) | Spinnstelle für eine luftspinnmaschine sowie betrieb einer solchen | |
| DE19501545C2 (de) | Verfahren zum Andrehen eines Garnes in einer Spinnmaschine | |
| EP2767625B1 (de) | Spinnstelle einer spinnmaschine | |
| EP2767624B1 (de) | Spinnstelle einer Luftdüsenspinnmaschine | |
| EP2620532B1 (de) | Luftspinnmaschine mit einem Reinigungsorgan sowie Verfahren zum Reinigen der Wirbelkammer einer Luftspinnmaschine | |
| EP2955255A2 (de) | Luftspinnmaschine sowie verfahren zum betrieb einer solchen | |
| EP3652368A2 (de) | Verfahren zum betreiben einer luftspinnvorrichtung, fadenleitkanal und luftspinnmaschine umfassend einen solchen fadenleitkanal | |
| DE102016119237A1 (de) | Luftspinnmaschine | |
| EP3124413A1 (de) | Verfahren an einer textilmaschine und textilmaschine | |
| CH709693A1 (de) | Verfahren zum Betreiben einer Textilmaschine sowie Textilmaschine zur Herstellung von Vorgarn. | |
| WO2017187293A1 (de) | Luftspinnmaschine sowie verfahren zur herstellung eines garns | |
| EP3431427A1 (de) | Verfahren zum betreiben einer arbeitsstelle einer spinn- oder spulmaschine sowie fadendüse | |
| WO2008101580A1 (de) | Luftdüsenaggregat mit anspinnvorrichtung | |
| DE102015108706A1 (de) | Spinnstelle einer Luftspinnmaschine sowie Verfahren zum Betrieb derselben | |
| EP3276057B1 (de) | Fadenführungseinheit, offenend-spinnmaschine und verfahren zum betreiben einer spinnstelle | |
| DE3025067A1 (de) | Verfahren und vorrichtung fuer die behandlung von einer textilmaschine zuzufuehrenden faserbandes an einen verbraucher | |
| WO2016030136A1 (de) | Garnbildungselement für eine spinndüse einer luftspinnmaschine, luftspinnmaschine sowie verfahren zum betrieb einer solchen | |
| CH707560A1 (de) | Spinnstelle einer Luftdüsenspinnmaschine. | |
| EP2955141A1 (de) | Verfahren und vorrichtung zur steuerung des unterdruckes an einer fadenfang- oder reinigungs- düse einer arbeitsstelle einer auflaufspulen herstellenden textilmaschine | |
| LU102753B1 (de) | Faserband-Streckwerk mit Additivzuführung | |
| LU501576B1 (de) | Luftspinnvorrichtung sowie Verfahren zur Oberflächenbehandlung innerhalb einer Luftspinnvorrichtung | |
| DE102021102656A1 (de) | Verfahren zum Betreiben einer Arbeitsstelle einer Spinnmaschine und Arbeitsstelle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D01H 13/30 20060101ALI20160429BHEP Ipc: D01H 1/30 20060101AFI20160429BHEP Ipc: D01H 1/115 20060101ALI20160429BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20161123 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180709 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1081552 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015007392 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190326 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190326 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190426 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190426 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015007392 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190805 Year of fee payment: 5 Ref country code: IT Payment date: 20190731 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190708 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190708 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015007392 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210202 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150708 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1081552 Country of ref document: AT Kind code of ref document: T Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200708 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |