EP1574334A2 - Coprs rotatif pour machine d'impression avec balle - Google Patents
Coprs rotatif pour machine d'impression avec balle Download PDFInfo
- Publication number
- EP1574334A2 EP1574334A2 EP05103127A EP05103127A EP1574334A2 EP 1574334 A2 EP1574334 A2 EP 1574334A2 EP 05103127 A EP05103127 A EP 05103127A EP 05103127 A EP05103127 A EP 05103127A EP 1574334 A2 EP1574334 A2 EP 1574334A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bale
- channel
- cylinder
- rotary body
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
- B41F31/002—Heating or cooling of ink or ink rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/22—Means for cooling or heating forme or impression cylinders
Definitions
- the invention relates to a rotary body of a printing machine with a bale according to the preamble of claim 1.
- DE 41 19 824 C1 and DE 41 19 825 C1 are as a hollow body trained cylinder of a printing unit known, the cylinder of a one Outer body forming one-piece cast body and optionally in addition having an inner one-piece rotationally symmetrical cast body, both Guß Moment example, made of cast steel or gray cast iron and in the case of DE 41 19 824 C1 integrally formed by connecting webs or with each other are welded.
- a cylinder of a printing unit consisting of a Basic body of gray or plaidmetallguß known, with a preferably hollow trained cylinder core is cast as a stiffening agent in the body.
- the Cylinder core consists for. B. from a steel tube.
- Further parallel to the axis of rotation of the Cylinder running reinforcing profiles with a solid or hollow cross-section optionally with non-uniform wall thickness are in a radially outer Area of the main body distributed over the circumference of this area and arranged preferably brought as close to the lateral surface of the body.
- the Stiffener and all Arm isttechniksprofile are closed at their respective ends and completely surrounded by the casting material of the body.
- a temperature-controllable impression cylinder is known in his coat over the entire cylinder width has heating chambers, with an axial in a cylinder pin arranged inlet pipe and a coaxial to the feed line guided drain line are turned on in a hot water circuit.
- a temperature-controlled printing forme cylinder is known, the Inside is completely filled with a liquid, the liquid is a first, outside the printing plate cylinder running through the circuit, wherein a preferably coil-shaped cooling tube, the liquid over the entire Cylinder width penetrates, with a cooling pipe flowing through, to a second Circuit connected cooling medium cools the liquid and thus the cylinder.
- a temperable printing forme cylinder which in has its inside over the cylinder width extending G tellkernhuntn, the are closed at the end faces of the cylinder body by covers, wherein in each chamber is arranged over the cylinder width extending tube, wherein in a cylindrical pin in an axial bore a sealingly displaceable, with a Rotary feedthrough connected pipe unit for the supply and the discharge of a coolant is introduced, wherein each tube on the equipped with the tube unit end face of the Cylinder is connected via a radial bore with the pipe unit, being fed Coolant flows through the pipes and in the area of the opposite end face of the cylinder pours into the hollow G confusekernsch and from there via a with the Tube unit connected radial bore is derived.
- EP 0 557 245 A1 is a temperable formed almost full-walled Cylinder for a rotary printing unit known along its axis of rotation a first Line and close under its lateral surface several connected to the first line, in the circumferential direction preferably arranged equidistantly, parallel to the axis of rotation having extending second lines through which a liquid for temperature control of Jacket surface can flow.
- EP 0 652 104 B1 discloses a temperature-controllable cylinder for a rotary printing unit known, which has a cylinder jacket tube, at the end faces in each case a flange is arranged, wherein in the interior of the cylinder coaxial with its length Separating pipe and an inlet pipe, wherein a cavity between the separation pipe and the cylinder jacket tube forms a cooling chamber, that of a via the supply pipe supplied coolant is flowed through, wherein the line in the separation pipe with the Cooling chamber is connected via connecting holes in one of the flanges.
- WO 01/26902 A1 and WO 01/26903 A1 are a temperable cylinder for a Rotary printing unit known that a tubular or solid cylinder body which is surrounded by a tubular cylinder outer body, wherein on the Circumference of the cylinder body or in a gap between the cylinder body and the cylinder outer body for temperature control of the lateral surface of a Tempering medium through-flow channel is formed, wherein the channel z. B. as a open gap with an annular clear profile or as one in the axial direction of the Cylinder helical circumferential groove can be formed.
- DE 40 36 121 A1 discloses a heating and / or cooling roller with a roller body with peripheral to the roller body axial bores for a fluid heat transfer medium known, with tasks according to a uniform temperature profile over the entire roll body to be achieved.
- An embodiment for solving this problem plans to line the peripheral holes with heat-insulating materials, so that the heat transfer medium per unit length of peripheral bore to the roller delivered amount of heat despite resulting temperature differences of the Heat transfer medium as constant as possible and thus the radius expansion and the Temperature on the roll surface are as even as possible.
- This will be the Insulating material introduced into the holes such that the insulating material the Changes in diameter continuously. With the thickness of the in the Holes introduced insulation material is thus the heat transfer from Heat transfer medium to the roller body over the length of the holes despite a kept constant along the holes adjusting temperature gradient.
- DE 629 700 B is a device for moistening the non-printing Placements of planographic printing plates in printing machines, wherein a coolant in an flows through a cooling plate arranged in a plate cylinder, wherein the cooling coil in one an inner part of the plate cylinder except for the cylinder pit enclosing space is arranged in particular under the pressure surface, wherein between the inner part of the plate cylinder and the space with the cooling coil an insulating layer is arranged, wherein the cooling coil with the pressure surface facing outer wall of the room is in metallic contact.
- DE 103 05 594 A1 is a cylinder of a printing press known, wherein the cylinder is constructed multi-layered and in one embodiment a z. B. has designed as coolant line internal temperature control, wherein the tempering device between a thermal insulation and a substrate support surface, d. H. a preferably thin-walled cylinder jacket, is arranged, wherein the thermal insulation of a dimensionally stable material, for. B. from a Metal foam or ceramic or, if they z. B. is divided into segments, from a Felt or fiber material may exist.
- DE 103 05 594 A1 expressly relates not on printing forme cylinder, blanket cylinder and inking rollers.
- the invention is based on the object, a rotational body of a printing press to create a bale.
- Figs. 1 and 2 show a first embodiment of a rotary body 01 a Press.
- the rotation body 01 has a bale 02 or a bale 02 with a base body 17, wherein at least the main body 17 made of a cast material consists, wherein the bale 02 and the base body 17 has an axial length L and in his outdoor area, d. H. close to its outer surface 07 at least one cast-in, enclosed by the casting material tubular hollow body 03; 04 and wherein the hollow body 03; 04 over the entire length L of the bale 02 or whose base body 17 extends.
- the hollow body 03; 04 z. B.
- the hollow body 03; 04 with his for the Heat exchange relevant contact area A07 tight, d. H. as few as possible Millimeters, preferably less than 20 mm below the lateral surface 07 of the bale 02 to arrange. If along the circumference U of the bale 02 more hollow body 03; 04 are arranged, it is advantageous if adjacent hollow body 03; 04 in opposite directions Tempering medium to be flowed through.
- the hollow body 03; 04 in the casting-produced rotational body 01 points a small inner diameter D3; D4, wherein the inner diameter D3; D4 preferably less than 25 mm, in particular between 15 mm and 20 mm.
- One Channel with such a small inner diameter D3; D4 is by casting Inserting a casting core into a bale 02 or base body 17 to be cast difficult to produce, which is why it has been tried, such a channel in the bale 02 or its base body 17 to drill, but over the length L of the bale 02nd or its body 17 expensive and not in the technical implementation is not a problem.
- a rotational body 01 a tubular hollow body 03; 04, d. H. a formed as a tube hollow body 03; 04, preferably a steel tube, in a mold for the bale 02 or its Insert body 17 and cast around.
- the tubular hollow body 03; 04 during the casting process for the bale 02 or its base 17 due a soaking due to a temperature effect of the molten Material of the bale 02 or its base body 17 does not soften and deforms, it is necessary, the hollow body 03; 04 in relation to its inner diameter D3; D4 form relatively thick-walled, so that a wall thickness of the hollow body 03; 04 preferably at least one fifth of the inner diameter D3; D4 is.
- tubular hollow body 03; 04 preferably at least 3 mm, in particular between 5 mm and 6 mm.
- the tubular hollow body 03; 04 in the mold for the bale 02 or its body 17 are also fixed and stabilized by support elements.
- the bale 02 or its base body 17 as a hollow cylinder 02 be formed in the annular wall of the tubular hollow body 03; 04 is poured.
- the rotary body 01 can in the printing machine, in particular a Offset printing machine, as a substrate leading cylinder 01 or as a one Substrate leading roller 01 or as a roller 01 in an inking unit or Dampening unit can be used.
- the rotary body 01 is a cylinder 01 of a printing unit is formed, this cylinder 01 z. B. as a forme cylinder 01 or as a Be transfer cylinder 01 an offset printing machine designed, this Cylinder 01 in the direction of its circumference U with z.
- the elevators are mostly as plate-shaped printing plates educated.
- a transfer cylinder 01 is the elevators preferably on each applied to a support plate rubber blankets.
- a plate-shaped printing form or a support plate for a rubber blanket consists i. d. R. from a flexible, but otherwise dimensionally stable material, eg. B. from a Aluminum alloy.
- z. B. be formed as a 9-cylinder satellite printing unit, in which four pairs each consisting of a forme cylinder 01 and a transfer cylinder 01 to a common impression cylinder are arranged, wherein z. B. at least the Form cylinder 01 each have the features of the solution proposed here can.
- a Form cylinder 01 in its axial direction next to each other with up to six plate-shaped printing plates and along its circumference U either with a plate-shaped printing form or in succession with two plate-shaped printing plates is occupied.
- Such a forme cylinder 01 rolls on a transfer cylinder 01, the axially z. B.
- each rubber blanket the full circumference U of the transfer cylinder 01 spans.
- the rubber blankets thus have i. d. R. the double width and length of the plate-shaped printing plates, which for the forme cylinder 01, with the Transfer cylinder 01 cooperates, can be used.
- the form cylinder 01 and the transfer cylinder 01 preferably have the same geometric Dimensions with respect to their axial length and their circumference U.
- a as a cylinder 01 trained rotational body 01 has z.
- B. a diameter D2 of, for example 140 mm to 420 mm, preferably between 280 mm and 340 mm.
- the axial length of the Ballens 02 of the cylinder is z. In the range between 500 mm and 2400 mm, preferably between 1200 mm and 1700 mm.
- a second embodiment of the proposed Rotations stresses 01 a printing machine provide that in the bale 02 of the Rotational body 01 or at least in one of a castable material existing body 17 of the bale 02 at least one body 12 is arranged, wherein the body 12 at least in a section transverse to the axial direction of Rotational body 01 of two in the radial direction of the rotating body 01 spaced, self-contained boundary surfaces A13 '; A13 "is limited both boundary surfaces A13 '; A13 "with her side facing away from the body 12 border on the material of the bale 02 and in one of the boundary surfaces A13 '; A13 "limited interior 13 of the body 12 at least one of the material of Body 12 limited, expanding in the axial direction of the rotating body 01 Channel 14; 16 is formed.
- the body 12 z. B. as a casting produced by molding, d. H. as a be formed preformed component, wherein the molding in its interior 13 to Forming at least one channel 14; 16 has at least one cavity.
- the body 12 z. B. be a pressed or continuously cast product.
- the body 12 is made of a solid material, preferably in this body near its boundary surface 07 of the bale 02 directed boundary surface A13 'a Cavity is formed, wherein the cavity of the material of the body 12 at least is limited in the longitudinal direction.
- the body 12 is preferably homogeneous and in Direction of the circumference U of the rotating body 01 in one piece or even in several pieces educated.
- the body 12 is made of a heat-resistant material, for. B. made of a ceramic material or a solidified metal foam.
- the Heat resistance is required in that the body 12 does not deform when he for producing the rotating body 01 from the molten material of the bale 02 is poured over.
- simple implementation of the body 12 in the bale 02 of the body of revolution 01 results when at least the bale 02 or whose base body 17 made of a cast material z.
- metal, ceramic, glass or Plastic is made and the body 12 in the bale 02 or its base body 17th poured in and enclosed by the casting material.
- the bale 02 preferably filled at least the body 12 is made of cast material surround.
- the body 12 Since the channel 14; 16 in the interior 13 of the body 12 by a tempering agent can be flowed through to at least a portion of the lateral surface 07 of the bale 02 to tempering, the body 12 is advantageously in the outer area of the bale 02 arranged. If the entire lateral surface 07 of the bale 02 is to be tempered, the body 12 extends with its channel 14; 16 advantageously over the entire Length L of the bale 02. At least the portion of the lateral surface 07 of the bale 02 to temper, the the printing area on the lateral surface 07 of the bale 02 equivalent. As in the first embodiment, the rotary body 01 can turn a a printing substrate leading cylinder 01 or a substrate leading roller 01 be.
- a further advantageous embodiment of the body 12 is to make it cylindrical to train, d. H. the length of the body 12, preferably the length L of the bale 02 adapt.
- the body 12 thus preferably has the shape of a hollow cylinder, wherein the space enclosed by him from the material of the bale 02 can be filled.
- the body 12 preferably encloses the longitudinal axis 06 of the rotational body 01.
- the channel 14; 16, which extends in the axial direction of the rotating body 01, can similar to the example shown in FIGS. 1 and 2 parallel to the longitudinal axis 06 of the Rotation body 01 or in the outer region of the bale 02 or body 17 also run helically. If in the body 12 a plurality of channels 14; 16 provided are adjacent channels 14; 16 of the tempering in opposite directions be flowed through.
- a third embodiment of the proposed rotational body 01 a Printing press, Fig. 4.
- the bale 02 of this body of revolution 01 is at least from a base body 17 having a cylindrical surface 18, wherein on the surface 18 of the base body 17 at least one outer body 19 is applied and the outer body 19 preferably consists of at least one elbow, whose associated center angle ⁇ is less than 360 °, so that the Outer body 19 in particular as a form cylinder 01 or as a Transfer cylinder 01 formed rotational body 01 in its cross section so does not form a closed ring, but has at least one gap 20, the z. B. in connection with a holding device not shown in FIG. 4 for holding can be on the rotary body 01 applied lifts.
- the outer body 19 As a closed, the main body 17 enclosing and connected to the surface 18 ring be educated.
- the outer body 19 may be on the surface 18 of the main body 17 and a plurality of outer body 19 may be applied, wherein the Outer body 19 on the surface 18 of the body 17 in the direction of the circumference U of the main body 17 are arranged.
- each outer body 19 is made a bend, wherein belonging to the elbows center point angle ⁇ i (i is a counting index for the arched pieces) to a maximum of 360 °.
- two pieces of arch preferably be arranged symmetrically to each other, wherein the center angle ⁇ i (i is a Counting index for the elbows) of each elbow preferably slightly less than 180 ° is.
- bow pieces of the outer body 19 z. B. in the form of half shells or quarter shells.
- a gap 20 between individual elbows of the Outer body 19 may have a slot-shaped opening to a z. B. in the main body 17th arranged clamping channel with the aforementioned holding device, wherein the gap 20 a gap width of z. B. less than 3 mm, preferably 1 mm to 2 mm can.
- the outer body 19 in several parts preferably at least two Elbows with a center angle ⁇ i (i is a count index for the elbows) is formed of at most 180 °, results in the production of the rotating body 01st the advantage that the base body 17 is not inserted accurately into the outer body 19 must, but the elbows by a suitable releasable or preferably non-detachable connection technology, eg. B. by screws or welding, on the Surface 18 of the body 17 can be applied.
- a suitable releasable or preferably non-detachable connection technology eg. B. by screws or welding
- the rotational body 01 can also be designed in this way be that its bales 02 at least from a base body 17 with a cylindrical Surface 18 is, wherein in the base body 17 at least one of the surface 18th the body 17 open cavity 21 is provided, with a on the surface 18 of the body 17 applied outer body 19 covers the cavity 21, wherein the outer body 19 consists of a curved piece, the associated Center angle ⁇ is less than 360 °.
- Bale 02 of the rotating body 01 at least from a base body 17 with a consist cylindrical surface 18, wherein in the main body 17 more for Surface 18 of the body 17 open cavities 21 are provided, wherein on the Surface 18 of the base body 17 in the direction of the circumference U of the base body 17th a plurality of outer body 19 are arranged and on the surface 18 of the Base body 17 applied outer body 19 cover the respective cavities 21.
- each outer body 19 consists of a piece of sheet, with the zu The midpoint angle .alpha..sub.i (i is a count index for the Bend pieces) to a maximum of 360 °.
- a rotary body 01 according to the third embodiment namely one consisting of a main body 17 rotating body 01 with a on the Body 17 applied solid, in particular non-compressible trained Outer body 19 of constant radial thickness d19, the outer body 19 on the Surface 18 of the body 17 z. B. glued, welded or screwed be.
- the outer body 19 can thus permanently or detachably on the surface 18 of the Main body 17 may be attached.
- a welding process are particularly suitable Electron beam welding or laser beam welding.
- the rotation body 01 can be designed such that at least the main body 17 - optionally together with integrally formed on the end faces 11 of the bale 02 pin 22; 23 for a storage and a drive of the rotating body 01 - is forged or that at least the outer body 19 is made of a steel.
- at least the outer body 19 is made of a steel.
- through the cavity 21, in the main body 17 or in an inner side 24 of the outer body 19 z. B. can be milled, a Temperature control for the temperature control of the lateral surface 07 of the bale 02 flows.
- the Cavity 21 thus forms a channel 21 for the temperature control, wherein the Cavity 21 in the bale 02 is arranged such that for angled ends of the on Lateral surface 07 of the bale 02 lifts to be arranged access to a in conventionally in the main body 17 arranged clamping channel is not affected becomes.
- For this access is an axially to the body of rotation 01 extending Slit-shaped opening with a slot width S of less than 3 mm on the lateral surface 07 of the bale 02 sufficient.
- the main body 17 and the outer body 19 are thus assembled so that they seal the cavity 21.
- the cavity 21 can axially aligned with the bale 02 or along the length L of the bale 02nd meandering.
- the rotating body 01 can be a a printing substrate leading cylinder 01 or a substrate leading roller 01 be.
- a variant of the third embodiment (FIG. 4, but without gap 20 in FIG Outer body 19) relates to a rotary body 01 of a printing press with a bale 02, wherein the bale 02 at least one main body 17 with a cylindrical Surface 18 and the surface 18 of the body 17 completely surrounding Outer body 19, wherein the rotational body 01 is characterized in that the outer body 19 in its inner side 24 at least one to the surface 18 of the Main body 17 has open channel 21.
- the outer body 19 is located on the Surface 18 of the body 17 preferably on.
- the outer body 19 and the Main body 17 may, for. B. be brought over each other in a press fit.
- a self-contained annular outer body 19th can preferably at a location at the outer body 19 no channel 21st is formed, after application and attachment of the outer body 19 to the or the Surface 18 of the body 17 z. B. by milling as needed, a gap 20 and an associated clamping channel or even more column 20 and clamping channels in the Rotational body 01 are introduced.
- the gap 20 does not need over the extend full length L of the bale 02, but can also only one Extend portion of the length L of the bale 02, so that the outer body 19 at least at the end faces 11 of the bale 02 gap-free and coherent remains.
- the Method is characterized in that on the inside 24 of the outer body 19th or on the surface 18 of the base body 17 at least one web 26 of a is attached by heating liquefiable material that the outer body 19th and the base body 17 are then mounted in coaxial covering by preferably be pushed over each other, that then a between the Main body 17 and the outer body 19 remaining hollow space 27 - namely, where there is no web 26 - with a hardenable casting material is poured out and that finally after curing of the casting material at least the outer body 19 is heated so that the material of the web 26 liquefied and from the intermediate space 27 between the base body 17 and the Outer body 19 is discharged.
- the material of the web 26 z.
- B a Be plastic or a wax.
- the casting material for pouring the Gap 27 between the main body 17 and the outer body 19 is suitable z.
- a synthetic resin preferably a 2-component resin
- the z. B. at Room temperature or at a temperature up to 100 ° C sets and cures.
- One Melting point of the casting material, the z. B. can be at about 350 ° C, must be on each Fall higher than a melting point of the material of the web 26, the z. At 150 ° C can lie. In this way, it is provided that by the in the gap 27 between the main body 17 and the outer body 19 introduced resin of Outer body 19 is firmly connected to the base body 17.
- the synthetic resin solidifying aluminum foam come into question.
- the at least one between the base body 17 and the outer body 19th arranged web 26 has preferably been thermally discharged forms the at the former bridge 26 adjoining casting material after its solidification or hardening a guide surface 28 of a channel 29, wherein the in the gap 27th introduced casting material the channel 29 along its guide surface 28 for Body 17 and the outer body 19 seals.
- the web 26 can over the length L of the bale 02 preferably in its outer area z. B. also helical run.
- a radial extent of the web 26, d. H. its height h26, can be so big be like the distance a19 between the main body 17 and the outer body 19th ( Figure 6a).
- the height h26 of the web 26 becomes smaller than the distance a19 formed between the base body 17 and the outer body 19 (Fig. 6b), so that the casting material during the pouring of the intermediate space 27 between the base body 17th and the outer body 19 forms a bottom on the surface 18 of the base body 17.
- the height h26 of the web 26 corresponds to the height h26 of the channel 29. If the channel 29 formed with the dischargeable web 26 in the operation of the Rotational body 01 is flowed through by a temperature control, forms the Casting material, a thermal insulation layer relative to the base body 17, the is particularly effective when the channel 29 has a bottom relative to the main body 17th having. The tempering is then effective only with respect to the outer body 19.
- the main body 17 is protected from thermal influences.
- the casting material is used with it as an insulating material.
- an insulating material i. H. a synthetic resin to choose whose thermal expansion coefficient that of the material of the Main body 17 and the outer body 19 corresponds as well as possible and adapted is.
- the outer body 19 and the base body 17 at their Assembly aligned concentrically with each other.
- At least the bale 02 of the rotation body 01 a base body 17 having a cylindrical surface 18 and a surface 18 the outer body 19 surrounding the main body 17 (FIGS. 6 a and 6 b), wherein a Inner diameter D19 of the outer body 19 is larger than an outer diameter D17 of the main body 17, wherein the rotary body 01 is characterized in that in a gap 27 between the surface 18 of the base body 17 and the Inside 24 of the outer body 19 is a casting material, preferably an insulating material, In particular, a pourable insulating material is introduced and the casting material or the insulating material in the intermediate space 27 at least one channel 29 is formed.
- the inner diameter D19 of the outer body 19 between 5 mm and 30 mm, in particular 20 mm larger than the outer diameter D17 of Main body 17 and when the outer body 19 concentrically around the main body 17th is arranged.
- the channel 29 may also preferably in the outdoor area of the Bale 02 spiral helically around the body 17. Similar in the previous embodiments, the channel 29 of a Tempering medium can be flowed through.
- the outer body 19 as a steel tube executed and the main body 17 is forged.
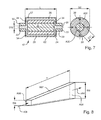
- a fifth embodiment sees, as shown in Fig. 7, a rotation body 01st a printing press with a bale 02 before, centric in the bale 02 a preferably through the bale 02 passing shaft 31 with a diameter D31 is arranged, wherein the shaft 31 has a higher resistance to a mechanical stress of the body of revolution 01, preferably a higher one Strength, in particular a higher fatigue, fracture or bending fatigue strength than the Bales 02 and wherein in the shaft 31 at least one leading into the bale 02 Channel 32 is provided.
- the shaft 31 is made of a material a higher strength than that of a material of the bale 02.
- the shaft 31 is made Therefore, in particular from a high-strength material with a corresponding Modulus of elasticity in order to have in it a channel 32 with a diameter D32 and with a in the Comparison with the cross-sectional area A31 of the shaft 31 as large a cross-sectional area Provide A32 in the interior of the bale 02, without the strength properties of the entire rotation body 01, such as. B. whose duration, fraction or Biege Playfestmaschine to affect. Since the strength properties in the Application coming material for the bale 02, z. B.
- a ferrous or aluminum-containing casting material not too high, could be found in a hub of the Ballens 02, which would consist of the same material as the rest of the bale 02, a channel 32nd with a large cross-sectional area A32 to initiate the largest possible Volume flow of a tempering agent not realize, without To impair the strength properties of the rotating body 01.
- the strength of the Material of the shaft 31 but it should allow that in her a channel 32 with a large Cross-sectional area A32 can be provided.
- an axial bore with a diameter D32 between 8 mm and 30 mm can be introduced, wherein the diameter D32 about 40% of the diameter D31 of the shaft 31.
- the cross-sectional area A32 of the channel 32 can be approx 20% or more of the cross-sectional area A31 of the shaft 31 amount.
- the geometric dimensions of the Wave 32 remain unchanged compared to conventional waves 32, in particular not be increased, but the increased strength of the shaft 32 compensated constant mechanical stress of the body of revolution 01 their Weakening by the introduced channel 32.
- the channel 32 is at least at one End face 33 of the shaft 31 is formed and extends in the bale 02 z. B. only one Part of the length L of the bale 02.
- the shaft 31 itself advantageously extends as a homogeneous with respect to their structure and their material and integrally formed Component at least over the length L of the bale 02, this length L - as already mentioned - can reach up to 2400 mm.
- the shaft 31 at their Ends pin 22; 23 for storage and for connecting a drive for the Form rotational movement of the rotating body 01.
- Through the channel 32 is a Temper michsstoff for tempering the bale 02 in the bale 02 passed by z. B. a rotary feedthrough to the shaft 31, d. H. in particular to at least one of their Pin 22; 23 is connected. For tempering at least the z. B.
- the bale 02 has at least a running under the lateral surface 07 channel 29, wherein the channel 29 of the Bale 02 by at least one substantially radially to the bale 02 extending Line, z. B. by a radial bore 34 or by a in Fig. 2 shown Ring groove 37, is connected to the channel 32 of the shaft 31.
- the bale 02 of a cast material wherein the channel 29th of the bale 02 z. B. enclosed by the casting material of the bale 02 or after one of previously described embodiments of the rotating body 01 is formed. Of the Bale 02 can thus z. B.
- the shaft 31 z. B. from a preferably alloyed or tempered steel, in particular a high-strength steel with a corresponding modulus of elasticity exists, so that the rotation body 01 of at least two components preferably different material with different strength properties and composed of different melting points.
- the shaft 31 is z. B. non-positively, cohesively or positively inserted into the bale 02 and with connected to the bale 02 such that formed in the bale 02 and in the shaft 31 Channels 29; 32 a continuous for them flowing tempering Have connection. If the stability of the shaft 31 allows it, the shaft 31 in be poured into the bale 02.
- the poured bale 02 is in the preferred Execution, however, applied in particular by shrinking onto the shaft 31.
- Other eligible joining techniques include rolling the shaft 31 in gluing the bale 02 or by molding or introducing suitable means such z. B. by wedges or a tongue and groove connection.
- a procedure for the production of the rotating body 01 in which centric in the bale 02 a shaft 31 is arranged with a channel 32 of large cross-sectional area A32 and wherein the shaft 31 is inserted into a casting-produced bale 02 after its solidification, the risk of thermal deformation of the shaft 31 or at least of avoided thermal stresses in the shaft 31, the otherwise, especially at slender bodies of revolution 01 with a relatively small diameter D2 and one for it large axial length L, as mentioned above.
- a method for tempering at least one bale 02 of a rotation body 01 a printing machine wherein at least the bale 02 at least one of a preferably liquid tempering agent with a constant volume flow flowed through the hollow body 03; 04 or channel 14; 16; 21; 29 with a feed 08 and has a flow 09 for the tempering, is given by the fact that a in the Hollow body 03; 04 or channel 14; 16; 21; 29 on a route s between the inlet 08 and the drain 09, wherein the distance s is preferably the length L of the bale 02, but at least the length of the printing area on the lateral surface 07 of the bale 02 corresponds to be exchanged between the bale 02 and the tempering Amount of heat by adjusting a flow velocity v08; v09 of the Tempering agent is kept constant.
- FIG. 8 is an embodiment of this Hollow body 03; 04 or channels 14; 16; 21; 29 removable.
- the flow velocity v08; v09 of the Temper istsstoffs be adapted by z. B. a cross-sectional area A09 the hollow body 03; 04 or channels 14; 16; 21; 29 at the end 09 opposite one Cross-sectional area A08 of the hollow body 03; 04 or channels 14; 16; 21; 29 at the inlet 08 is changed.
- the flow velocity v08; v09 of the tempering agent can be adjusted by a depth t09 of the hollow body 03; 04 or channels 14; 16; 21; 29 at the outlet 09 opposite a depth t08 of the hollow body 03; 04 or Channel 14; 16; 21; 29 is changed at the inlet 08.
- the flow velocity v08; v09 of the Keep tempering along the route s constant and the contact surface A07, which has the temperature control means to the lateral surface 07 of the bale 02 to change by the geometry of the contact surface A07 or their distance to the lateral surface 07 of the bale 02 is changed.
- the rotary body 01 of a printing machine a bale 02, wherein at least in the bale 02 at least one of a Tempering medium flowed through hollow body 03; 04 or channel 14; 16; 21; 29 with one Feed 08 and a drain 09 is located for the tempering, wherein a in the Hollow body 03; 04 or channel 14; 16; 21; 29 on a route s between the inlet 08 and the drain 09 between the bale 02 and the tempering means heat to be exchanged by adjusting a flow velocity v08; v09 of the tempering agent is constant.
- the route corresponds to s advantageously at least the printing area along the length L of the bale 02.
- the flow rate v08; v09 of the tempering be adaptable by z.
- Legs Cross-sectional area A09 of the hollow body 03; 04 or channels 14; 16; 21; 29 at the end 09 opposite a cross-sectional area A08 of the hollow body 03; 04 or channels 14; 16; 21; 29 at the inlet 08 changes.
- the flow velocity v08; v09 of the Temper michsstoffs can be adjusted by a depth t09 of the Hollow body 03; 04 or channels 14; 16; 21; 29 at the outlet 09 opposite a depth t08 the hollow body 03; 04 or channels 14; 16; 21; 29 at the inlet 08 changes.
- Rotation body 01 changes a directed to the lateral surface 07 of the bale 02 Contact surface A07 of the hollow body 03; 04 or channel 14; 16; 21; 29 flowing through Tempering agent not.
- the flow velocity v08; v09 of the tempering agent remain constant along the distance s and the contact surface A07, which has the temperature control means to the lateral surface 07 of the bale 02, between the inlet 08 and the outlet 09 in their geometry or in their distance to Outer surface 07 of the bale 02 to be changed.
- This sixth embodiment of the rotary body 01 is particularly suitable for Embodiments in which the inlet 08 and the outlet 09 of the temperature control are mounted on the same face 11 of the bale 02.
- the effect of this sixth Embodiment of the rotating body 01 may, for. B. be achieved by that in a hollow body 03; 04 or channel 14; 16; 21; 29 constant cross section a the Cross-section along the distance s introduced in a desired manner changing insert is, with this deposit z. B. may be wedge-shaped. If the deposit for the Hollow body 03; 04 or the channel 14; 16; 21; 29 is formed as a fixed wedge, z. B. as a trained in its cross section in a desired manner rod, in particular Plastic rod, this wedge can cohesively or positively, z. B.
- the insert is advantageously made of an insulating material, preferably a pourable insulating material, for. B. a synthetic resin, advantageously with interspersed glass hollow bodies, for. B. glass bubbles, the preferably in a casting or injection molding in the hollow body 03; 04 or the channel 14; 16; 21; 29 is introduced and due to its thermal Insulating effect the tempering with respect to the main body 17 of the bale 02 isolated.
- the insert dresses the hollow body 03; 04 or the channel 14; 16; 21; 29 on the inner wall, d. H. on whose the tempering facing wall at least partially.
- open to the main body 17 channel 14; 16; 21; 29 covers the z. Tie Channel 14; 16; 21; 29 inserted insert the channel 14; 16; 21; 29 opposite the Base body 17 from.
- a liner has the advantage that the hollow body 03; 04 or the channel 14; 16; 21; 29 in the bale 02 of the rotating body 01 z.
- a conventional tube in particular, a steel pipe, or can be realized by a bore or milling and an effect on the flow behavior of the tempering agent in one of the introduction of the hollow body 03; 04 or channel 14; 16; 21; 29 in the bale 02 separate manufacturing step takes place.
- an insert in the Hollow body 03; 04 or the channel 14; 16; 21; 29 in a simple way a thermal Isolation of Temperianssmittels over the main body 17 reach.
- FIGS. 9 to 11 another method for producing a Rotational body 01 with a thermally insulated base body 17 and a thereafter produced rotational body 01 explained.
- About the axial length of the rotating body 01 are preferably a plurality of sleeves 38 preferably the same width z. B.
- sleeves 38 can also z. B. be made in different widths, so that different widths sleeves to almost any axial length of the Rotation body 01 can be supplemented.
- a shaft 31 extending through the rotary body 01 is a channel-like one Inlet 08 for introducing the heat transfer medium into the rotating body 01 provided, wherein the heat transfer medium z. B. inside the shaft 31 through the Rotary body 01 through to close to the opposite end face 11 of the Rotation body 01 is passed.
- a plurality of radial bores 34 is the heat transfer medium from there the frontal openings of the grooves 21 of the axial direction of the rotating body 01 outermost sleeve 38 and fed into the as Grooves 21 trained flow channels 21 initiated, after which the Heat transfer medium, the grooves 21 in the direction of the end face 11 of the rotating body 01, at which the heat transfer medium was introduced into the rotation body 01, flows through.
- radial bores 34 can at the frontal openings of the grooves 21 emerging in the axial direction of the body of rotation 01 last sleeve 38 Heat transfer medium a channel-like drain 09 for the collected discharge of the Heat transfer medium from the body of rotation 01 are fed.
- all sleeves 38 are preferably made of a plastic z. In manufactured by injection molding and consist for. B. of a polyamide.
- the sleeves 38 are made of a thermally insulating material.
- the formed on the outer surface of the sleeve 38 grooves 21 are preferably at Injection molding of the sleeve 38 is formed. However, the grooves 21 can also at the Outer surface of the sleeve 38 are milled.
- the Sleeves 38 on the base body 17 preferably by a cohesive connection, z. B. by gluing, fixed and secured. Thereafter, a z. B. as a cylindrical Pipe formed outer body 19 on the juxtaposed sleeves 38 so applied, that the introduced into the sleeves 38 grooves 21 are covered. Between the individual grooves 21 formed webs 39 prevent leakage, in which the Flow channels 21 by flowing heat transfer medium uncontrolled by a groove 21 in an adjacent groove 21 passes.
- the preferably thin-walled outer body 19th is z. B.
- Outer body 19 is preferably made of a corrosion-resistant and wear-resistant metallic material.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Printing Methods (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Rotary Presses (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10250686A DE10250686A1 (de) | 2002-10-31 | 2002-10-31 | Verfahren zum Temperieren eines Ballens eines Rotationskörpers einer Druckmaschine und Rotationskörper einer Druckmaschine mit einem Ballen |
| DE10250686 | 2002-10-31 | ||
| EP03776815A EP1556220A1 (fr) | 2002-10-31 | 2003-10-23 | Corps rotatifs d'une presse a imprimer constitues d'un cylindre |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03776815A Division EP1556220A1 (fr) | 2002-10-31 | 2003-10-23 | Corps rotatifs d'une presse a imprimer constitues d'un cylindre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1574334A2 true EP1574334A2 (fr) | 2005-09-14 |
| EP1574334A3 EP1574334A3 (fr) | 2007-09-19 |
Family
ID=32114997
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05103128A Expired - Lifetime EP1577091B1 (fr) | 2002-10-31 | 2003-10-23 | Coprs rotatif d'une machine d'impression avec balle |
| EP03776815A Withdrawn EP1556220A1 (fr) | 2002-10-31 | 2003-10-23 | Corps rotatifs d'une presse a imprimer constitues d'un cylindre |
| EP05103127A Withdrawn EP1574334A3 (fr) | 2002-10-31 | 2003-10-23 | Coprs rotatif pour machine d'impression avec balle |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05103128A Expired - Lifetime EP1577091B1 (fr) | 2002-10-31 | 2003-10-23 | Coprs rotatif d'une machine d'impression avec balle |
| EP03776815A Withdrawn EP1556220A1 (fr) | 2002-10-31 | 2003-10-23 | Corps rotatifs d'une presse a imprimer constitues d'un cylindre |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7717039B2 (fr) |
| EP (3) | EP1577091B1 (fr) |
| JP (1) | JP4690726B2 (fr) |
| CN (1) | CN100368192C (fr) |
| AT (1) | ATE451235T1 (fr) |
| AU (1) | AU2003286105A1 (fr) |
| DE (3) | DE20221793U1 (fr) |
| ES (1) | ES2334144T3 (fr) |
| RU (1) | RU2314206C2 (fr) |
| WO (1) | WO2004039588A1 (fr) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1637327A3 (fr) * | 2004-09-16 | 2011-07-20 | Koenig & Bauer Aktiengesellschaft | Groupe d'impression offset comportant au moins un cylindre conditionné thermiquement |
| DE102005043098A1 (de) | 2005-09-10 | 2007-03-15 | Man Roland Druckmaschinen Ag | Druckmaschinenzylinder und Verfahren zur Kompensation thermisch bedingter Druckmaschinenzylinderdeformationen |
| EP1795347A3 (fr) | 2005-10-28 | 2010-10-27 | Koenig & Bauer Aktiengesellschaft | Support pour cylindre de refroidissement et méthode pour refroidir une bande de papier guidée dans ce support |
| DE102006027147B4 (de) * | 2006-06-12 | 2011-05-12 | Koenig & Bauer Aktiengesellschaft | Kühlwalzenständer zur Kühlung einer hindurchgeführten Materialbahn |
| DE102006005151A1 (de) * | 2006-02-04 | 2007-08-09 | Man Roland Druckmaschinen Ag | Vorrichtung und Verfahren zum Temperieren eines Rotationskörpers |
| DE102007004406A1 (de) | 2007-01-30 | 2008-07-31 | Koenig & Bauer Aktiengesellschaft | Verfahren und eine Vorrichtung zum Temperieren einer Walze |
| JP5093496B2 (ja) * | 2008-06-27 | 2012-12-12 | 独立行政法人 国立印刷局 | ワイピングローラ、該ワイピングローラを用いたワイピング装置 |
| DE102008038400B3 (de) * | 2008-08-19 | 2010-04-08 | Kba-Metronic Aktiengesellschaft | Leichtbau-Walze |
| US20120274914A1 (en) | 2011-04-27 | 2012-11-01 | Palo Alto Research Center Incorporated | Variable Data Lithography System for Applying Multi-Component Images and Systems Therefor |
| US20120103214A1 (en) * | 2010-10-29 | 2012-05-03 | Palo Alto Research Center Incorporated | Heated Inking Roller for a Variable Data Lithography System |
| DE102012002544A1 (de) * | 2011-03-03 | 2012-09-06 | Heidelberger Druckmaschinen Aktiengesellschaft | Farbkasten für eine Druckmaschine |
| US8991310B2 (en) | 2011-04-27 | 2015-03-31 | Palo Alto Research Center Incorporated | System for direct application of dampening fluid for a variable data lithographic apparatus |
| US8869965B2 (en) * | 2012-09-25 | 2014-10-28 | Shenzhen China Star Optoelectronics Technology Co., Ltd. | Roller and conveying device with the same |
| CN103193109B (zh) * | 2013-04-12 | 2015-06-10 | 江苏金呢工程织物股份有限公司 | 造纸成形网验网用卷网机大辊及其制作方法 |
| CN103822517A (zh) * | 2013-10-23 | 2014-05-28 | 芜湖长启炉业有限公司 | 热超导复合型多用散热辊 |
| WO2015189751A1 (fr) * | 2014-06-09 | 2015-12-17 | Gtk Timek Group Sa | Rouleau thermique et processus de production |
| AT516376B1 (de) * | 2015-01-13 | 2016-05-15 | Georg Michael Dipl Ing Dr Techn Ickinger | Trockenzylinder mit geringem spezifischem Wärmeinhalt |
| JP6529347B2 (ja) * | 2015-06-05 | 2019-06-12 | 株式会社小森コーポレーション | 印刷機 |
| CN105667070A (zh) * | 2016-03-16 | 2016-06-15 | 张国兴 | 一种自动恒温控制的胶印套筒 |
| CN105667072A (zh) * | 2016-03-16 | 2016-06-15 | 张国兴 | 一种内控温可变套筒印刷机 |
| CN107175889A (zh) * | 2017-07-10 | 2017-09-19 | 广东云印科技有限公司 | 一种印刷设备用滚筒结构 |
| CN108749283A (zh) * | 2018-07-30 | 2018-11-06 | 贵州贤俊龙彩印有限公司 | 一种水冷式印版滚筒 |
| JP7296810B2 (ja) * | 2019-07-23 | 2023-06-23 | アルテミラ製缶株式会社 | 印刷ロール |
| NL2024338B1 (en) * | 2019-11-29 | 2021-08-31 | Xeikon Mfg Nv | Printing apparatus with improved heat transfer member |
| CN111605304A (zh) * | 2020-06-08 | 2020-09-01 | 辰溪县时代巨媒广告有限公司 | 一种广告印刷用设备 |
| CN112229251B (zh) * | 2020-09-28 | 2022-03-29 | 山东诺环建工有限公司 | 一种旋转式余热回收利用装置 |
| CN114043336B (zh) * | 2022-01-12 | 2022-03-25 | 四川英创力电子科技股份有限公司 | 一种高精密打磨pcb板边披锋的在线打磨生产线及其方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE629700C (de) | 1934-01-18 | 1936-05-11 | Interprint G M B H | Vorrichtung zum Anfeuchten der nicht druckenden Stellen von Flachdruckplatten in Druckmaschinen |
| DE4036121A1 (de) | 1990-07-26 | 1992-01-30 | Schwaebische Huettenwerke Gmbh | Heiz- und/oder kuehlwalze |
| EP0557245A1 (fr) | 1992-02-20 | 1993-08-25 | Grapha-Holding Ag | Cylindre pour machines de traitement de matériau en bande |
| WO2001026902A1 (fr) | 1999-10-08 | 2001-04-19 | Koenig & Bauer Aktiengesellschaft | Cylindre de presse rotative |
| DE19957943A1 (de) | 1999-12-02 | 2001-06-07 | Koenig & Bauer Ag | Druckformzylinder |
| EP0652104B1 (fr) | 1993-11-05 | 2002-04-10 | MAN Roland Druckmaschinen AG | Unité d'impression pour impression offset sans eau de mouillage |
| DE10305594A1 (de) | 2002-03-05 | 2003-09-18 | Heidelberger Druckmasch Ag | Druckmaschine |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE226624C (fr) | ||||
| DE137401C (fr) | ||||
| FI106054B (fi) * | 1999-03-29 | 2000-11-15 | Valmet Corp | Paperi-/kartonkikoneen tai jälkikäsittelykoneen termotela ja menetelmä termotelan valmistamiseksi |
| DE929830C (de) | 1951-04-04 | 1955-07-04 | Waldhof Zellstoff Fab | Doppelmantel-Trockenzylinder, vornehmlich fuer Zellstoffentwaesserungs- und Papiermaschinen |
| DE861642C (de) | 1951-04-04 | 1953-01-05 | Waldhof Zellstoff Fab | Doppelmantel-Trockenzylinder und Trockenpartie fuer Papiermaschinen |
| US3143637A (en) * | 1960-10-12 | 1964-08-04 | Isaac Hillock | Thermal control system |
| FI46281C (fi) * | 1964-05-21 | 1973-02-12 | Skandinaviska Apparatind | Nauhamaisen materiaalin jäähdytysvalssien valmistustapa ja sen mukaan tehty valssi. |
| US3336648A (en) * | 1965-09-20 | 1967-08-22 | Ind Ovens Inc | Deflection and displacement minimizing double-shell rolls |
| DE2055584A1 (de) | 1970-11-12 | 1972-05-25 | Windmöller & Hölscher, 4540 Lengerich | Einrichtung zum Konstanthalten der Temperatur der Gegendruckzylinder von Mehrfarbendruckmaschinen |
| AR194727A1 (es) | 1971-09-13 | 1973-08-14 | Gulf & Western Syst Co | Un cilindro compuesto y un metodo para producirlo |
| DE3439090C2 (de) * | 1984-10-25 | 1987-01-08 | Albert-Frankenthal Ag, 6710 Frankenthal | Zylinder für bahnförmiges Material verarbeitende Maschinen |
| AT390975B (de) * | 1987-06-15 | 1990-07-25 | Andritz Ag Maschf | Vorrichtung mit einer mit einem waermetraegermedium beheizten arbeitsflaeche |
| GB2207636B (en) | 1987-08-04 | 1991-08-14 | Seiichi Kurosawa | Thermoregulator |
| US5074213A (en) * | 1987-08-04 | 1991-12-24 | Seiichi Kurosawa | Thermoregulator of a block cylinder used for an offset press |
| JP2686275B2 (ja) | 1988-03-31 | 1997-12-08 | 大日本印刷株式会社 | 印刷シリンダーの加温装置 |
| DE3814794A1 (de) * | 1988-05-02 | 1989-11-16 | Kleinewefers Gmbh | Beheizbare walze |
| JP2529000B2 (ja) | 1990-04-27 | 1996-08-28 | 株式会社島津製作所 | 材料試験機 |
| JP2511422Y2 (ja) * | 1990-05-17 | 1996-09-25 | 株式会社小森コーポレーション | ロ―ラ冷却構造 |
| DE4106062C1 (fr) * | 1991-02-27 | 1992-06-04 | Man Roland Druckmaschinen Ag, 6050 Offenbach, De | |
| DE4119824C1 (fr) * | 1991-06-15 | 1992-12-03 | Koenig & Bauer Ag, 8700 Wuerzburg, De | |
| DE9116366U1 (de) * | 1991-06-15 | 1992-09-24 | Koenig & Bauer AG, 8700 Würzburg | Druckmaschinenzylinder mit Schwingungsdämpfung |
| DE4212790C2 (de) | 1992-04-16 | 1996-04-04 | Roland Man Druckmasch | Zylinder für Rotationsdruckmaschinen |
| DE9306176U1 (de) | 1993-04-23 | 1993-07-01 | Schwäbische Hüttenwerke GmbH, 7080 Aalen | Heizwalze |
| HUT73837A (en) | 1994-06-06 | 1996-09-30 | Buehler Ag | Roller |
| DE19510797A1 (de) | 1995-03-24 | 1996-09-26 | Roland Man Druckmasch | Temperierbarer zylindrischer Rotationskörper |
| DE19513500C2 (de) | 1995-04-10 | 1998-05-14 | Schwaebische Huettenwerke Gmbh | Walze mit einstellbarer Form |
| DE19647067A1 (de) | 1996-11-14 | 1998-05-28 | Heidelberger Druckmasch Ag | Rotationsdruckmaschine |
| US5948448A (en) * | 1997-11-18 | 1999-09-07 | Eurotool, Inc. | Apparatus for controlling plastic melt flow in injection molding machines |
| US6105651A (en) * | 1998-08-28 | 2000-08-22 | Integrated Design Corp. | Rotary hot foil stamping apparatus |
| US6527015B2 (en) * | 1999-07-02 | 2003-03-04 | F. Glenn Lively | Insulated pipe |
| DE19957847C5 (de) * | 1999-12-01 | 2010-05-12 | Shw Casting Technologies Gmbh | Walze zur thermischen und mechanischen Behandlung eines bahnförmigen Produkts |
| JP4465070B2 (ja) * | 1999-12-01 | 2010-05-19 | 株式会社ササクラ | 回転式冷却ローラの構造 |
| DE10139821A1 (de) | 2000-08-31 | 2002-04-25 | Heidelberger Druckmasch Ag | Walze in einer Druckmaschine |
| JP2002257491A (ja) * | 2000-12-28 | 2002-09-11 | Taisei Lamick Co Ltd | フィルム冷却ロールおよびそれを用いたフィルム殺菌方法 |
| DE10118132B4 (de) * | 2001-04-11 | 2005-04-14 | Koenig & Bauer Ag | Farbwerk einer Rotationsdruckmaschine |
-
2002
- 2002-10-31 DE DE20221793U patent/DE20221793U1/de not_active Expired - Lifetime
- 2002-10-31 DE DE10250686A patent/DE10250686A1/de not_active Withdrawn
-
2003
- 2003-10-23 EP EP05103128A patent/EP1577091B1/fr not_active Expired - Lifetime
- 2003-10-23 EP EP03776815A patent/EP1556220A1/fr not_active Withdrawn
- 2003-10-23 US US10/533,437 patent/US7717039B2/en not_active Expired - Fee Related
- 2003-10-23 WO PCT/DE2003/003527 patent/WO2004039588A1/fr active Application Filing
- 2003-10-23 ES ES05103128T patent/ES2334144T3/es not_active Expired - Lifetime
- 2003-10-23 JP JP2004547413A patent/JP4690726B2/ja not_active Expired - Fee Related
- 2003-10-23 AU AU2003286105A patent/AU2003286105A1/en not_active Abandoned
- 2003-10-23 AT AT05103128T patent/ATE451235T1/de not_active IP Right Cessation
- 2003-10-23 CN CNB2003801080978A patent/CN100368192C/zh not_active Expired - Fee Related
- 2003-10-23 EP EP05103127A patent/EP1574334A3/fr not_active Withdrawn
- 2003-10-23 RU RU2005116675/12A patent/RU2314206C2/ru not_active IP Right Cessation
- 2003-10-23 DE DE50312223T patent/DE50312223D1/de not_active Expired - Lifetime
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE629700C (de) | 1934-01-18 | 1936-05-11 | Interprint G M B H | Vorrichtung zum Anfeuchten der nicht druckenden Stellen von Flachdruckplatten in Druckmaschinen |
| DE4036121A1 (de) | 1990-07-26 | 1992-01-30 | Schwaebische Huettenwerke Gmbh | Heiz- und/oder kuehlwalze |
| EP0557245A1 (fr) | 1992-02-20 | 1993-08-25 | Grapha-Holding Ag | Cylindre pour machines de traitement de matériau en bande |
| EP0652104B1 (fr) | 1993-11-05 | 2002-04-10 | MAN Roland Druckmaschinen AG | Unité d'impression pour impression offset sans eau de mouillage |
| WO2001026902A1 (fr) | 1999-10-08 | 2001-04-19 | Koenig & Bauer Aktiengesellschaft | Cylindre de presse rotative |
| WO2001026903A1 (fr) | 1999-10-08 | 2001-04-19 | Koenig & Bauer Aktiengesellschaft | Cylindre de presse rotative |
| DE19957943A1 (de) | 1999-12-02 | 2001-06-07 | Koenig & Bauer Ag | Druckformzylinder |
| DE10305594A1 (de) | 2002-03-05 | 2003-09-18 | Heidelberger Druckmasch Ag | Druckmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2314206C2 (ru) | 2008-01-10 |
| CN100368192C (zh) | 2008-02-13 |
| DE10250686A1 (de) | 2004-05-19 |
| CN1771129A (zh) | 2006-05-10 |
| US7717039B2 (en) | 2010-05-18 |
| EP1577091A3 (fr) | 2007-09-19 |
| JP4690726B2 (ja) | 2011-06-01 |
| RU2005116675A (ru) | 2006-01-20 |
| US20070214988A1 (en) | 2007-09-20 |
| JP2006504550A (ja) | 2006-02-09 |
| ES2334144T3 (es) | 2010-03-05 |
| EP1556220A1 (fr) | 2005-07-27 |
| DE20221793U1 (de) | 2007-10-31 |
| AU2003286105A1 (en) | 2004-05-25 |
| EP1574334A3 (fr) | 2007-09-19 |
| WO2004039588A1 (fr) | 2004-05-13 |
| DE50312223D1 (de) | 2010-01-21 |
| EP1577091B1 (fr) | 2009-12-09 |
| EP1577091A2 (fr) | 2005-09-21 |
| ATE451235T1 (de) | 2009-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1577091B1 (fr) | Coprs rotatif d'une machine d'impression avec balle | |
| EP1218187B1 (fr) | Cylindre de presse rotative | |
| DE3543704C2 (fr) | ||
| DE69024616T2 (de) | Zylinder für Einzel- oder Doppelrollenstranggiessvorrichtung | |
| CH695373A5 (de) | Zwischenhülse zur Bildung eines Druckwerkszylinders | |
| DE19750960A1 (de) | Filmfarbwerk für eine Rotationsdruckmaschine | |
| DE9000980U1 (de) | Walze für ein Glättwerk oder einen Kalander | |
| EP0110092A1 (fr) | Cylindre réfrigérant | |
| EP1556221B1 (fr) | Element rotatif de presse dote d'un corps creux | |
| EP0315136B1 (fr) | Procédé de fabrication de vilebrequins composés, par élargissement de douilles engagées dans des demi-tourillons | |
| DE4202033C2 (de) | Heiz- oder Kühlwalze | |
| DE10250691B4 (de) | Rotationskörper einer Druckmaschine mit einem Grundkörper | |
| EP2156951B1 (fr) | Presse pouvant être tempérée | |
| DE10250688B4 (de) | Verfahren zur Herstellung eines Rotationskörpers einer Druckmaschine mit einem Ballen sowie ein danach hergestellter Rotationskörper | |
| DE10250689B3 (de) | Verfahren zur Herstellung eines Rotationskörpers sowie ein danach hergestellter Rotationskörper | |
| EP0203279B1 (fr) | Cylindre, de préférence cylindre de contre-pression d'un cylindre gravé dont la chemise peut être courbée | |
| EP0921229B1 (fr) | Rouleau mou pour un calandre | |
| DE102017221615B3 (de) | Verfahren zum Herstellen eines Wärmetauschers sowie Wärmetauscher | |
| EP1637327A2 (fr) | Groupe d'impression offset comportant au moins un cylindre conditionné thermiquement | |
| DE10349448A1 (de) | Rotationskörper einer Druckmaschine | |
| EP1493566B1 (fr) | Machine à imprimer | |
| DE102004003520B3 (de) | Innengekühlte Stütz- und/oder Transportrolle | |
| DE102004056388B3 (de) | Druckwerk einer Offsetdruckmaschine mit mindestens einem Formzylinder, einem Übertragungszylinder und einem Gegendruckzylinder | |
| DE20103183U1 (de) | Anpresswalze | |
| DE102006011798A1 (de) | Aufzug eines Übertragungszylinders einer Rollendruckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1556220 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 31/00 20060101ALI20070813BHEP Ipc: B41F 13/22 20060101ALI20070813BHEP Ipc: B41F 13/08 20060101AFI20050727BHEP |
|
| 17P | Request for examination filed |
Effective date: 20070910 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20090310 |