EP0874076A2 - Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine - Google Patents
Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine Download PDFInfo
- Publication number
- EP0874076A2 EP0874076A2 EP98104749A EP98104749A EP0874076A2 EP 0874076 A2 EP0874076 A2 EP 0874076A2 EP 98104749 A EP98104749 A EP 98104749A EP 98104749 A EP98104749 A EP 98104749A EP 0874076 A2 EP0874076 A2 EP 0874076A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- knitted
- knitting
- piece
- knitted fabric
- stitches
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/108—Gussets, e.g. pouches or heel or toe portions
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/011—Dissimilar front and back faces
- D10B2403/0113—One surface including hollow piping or integrated straps, e.g. for inserts or mountings
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/021—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/024—Fabric incorporating additional compounds
- D10B2403/0241—Fabric incorporating additional compounds enhancing mechanical properties
- D10B2403/02412—Fabric incorporating additional compounds enhancing mechanical properties including several arrays of unbent yarn, e.g. multiaxial fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/033—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/033—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process
- D10B2403/0333—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process with tubular portions of variable diameter or distinct axial orientation
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/042—Headwear
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/028—Elastic support stockings or elastic bandages
Definitions
- the invention relates to a method for producing spatial, single or multi-layer knitted pieces on one Flat knitting machine with at least two needle beds and one Mesh transfer device.
- the invention proposes a method to remedy the problem of the type mentioned at the beginning, which is characterized by knitting rows in a number and width accordingly the spatial structure of the knitted piece to be manufactured and according to the material and machine properties, the succession of rows of knitting such is chosen that a distribution of the Knitting rows of different widths and thus the turning points the direction of knitting takes place via the knitted piece, and the mesh size chosen for each row of stitches is that the desired geometric structure of the knitted piece is optimally achieved.
- the stitch sizes in each row of knitting can be theoretical Ideal shape, for example a spherical shape of the knitted fabric can be achieved much better than when knitting with constant Mesh sizes.
- the size of the stitches within one Row of knits can also be varied to target a geometric structure of the knitted fabric as optimal as possible to reach. Those occurring at the reversal points of the knitting direction Openings can occur during the manufacturing process be closed by stitches formed separately. Further decisive advantages can be achieved in that Knit rows of stitches one or more stitches other needles of the same or a different needle bed can be reassigned, so that the desired geometric Structure of the knitted fabric is achieved even better. It is also due to the combination with this shoulder technique also the creation of pocket-like bulges of any kind Width and the like possible. The production of spatial Knitted with corners and edges is made by transferring single stitches relieved.
- Processed knitted fabric can next to at least one Area with corners and edges also one or more spherical Have areas. It is a combination of all of them possible spatial structures possible. Furthermore, can by transferring stitches during the knitting process occurring tension in the knitted fabric can be reduced so that the Danger of thread breakage is significantly reduced.
- the knitted piece can be done in any binding technique and any Pattern can be made. To increase productivity The process can have adjacent segments of the knitted piece with separate knitting systems in parallel can be knitted to each other without loss the geometric accuracy of the knitted piece occurs. This technique also enables intarsia-like transitions, which can be the same or different in color and with different thread guides and knitting systems without annoying Field boundaries are formed.
- connection between the Cord and the knitted piece can be done so that the Cord can absorb tensile forces.
- a longer length than the knitted width can also be be introduced into the knitted fabric, so that the cord then in one or more places from the knitted fabric pulled out and attached to hooks or the like can without pulling the knitted fabric together.
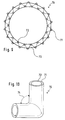
- the invention also relates to helmet inserts in the form of spherical, seamless according to a method according to the invention manufactured knitted fabrics and in particular as joint supports usable knitted fabrics in the form of two nested connected tubes, which can also be angled.
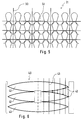
- Fig. 1 describes the production of rows 1 to 5 of knitting Production of a spherical knitted piece 10. For this becomes the spherical shape to be achieved in contiguous fabrics disassembled and this data fed into a computer 11.
- the computer 11 also receives from an input unit 12 Data on the thread size and type used, the desired mesh size and machine parameters, in particular the needle pitch. From the geometric data and the material and machine data and the mesh size are generated the computer 11 a pattern program according to which the rows of knitting 1 to 5 are formed.
- the reversal points of the knitting direction as well as the mesh points are from the computer 11 evenly distributed over the knitted fabric 10, so that there are no lines of weakness in the knitted fabric 10.
- the rows of knitting to be formed on the existing knitting systems distributed to the machine that even with complex Knitting structures give the shortest possible knitting time.
- the knitted fabric 13 shows a section of a knitted fabric 13, that has stitches 14 oriented in the knitting direction are.
- the knitted fabric 13 has a stitch 15 which is inclined to the right relative to the knitting direction, and a Stitch 16, which is larger than the direction of knitting Is inclined to the left.
- the different orientation the stitches 14, 15 and 16 can also be on knitted pieces be made that are curved in themselves or on a Run to the corner.
- Fig. 3 shows a knitted fabric 20, which consists of a spherical spatial Sector 21 and a flat spatial sector 23 is composed.
- the flat spatial sector 23 corners 24 and edges 25 are formed.
- Lines 22 and 26 denote segment boundaries at which when in use a conventional ax technique, an ax line with openings due to reversal of the knitting direction would, which is however omitted in the method according to the invention.
- the angle 27 that the flat segments of the flat can form any spatial sector 23 to each other be and is less than 90 ° in the example shown.
- Fig. 4 schematically explains the production of a knitted fabric 30 with a total knit width GB.
- the knitted fabric 30 is divided into a first half B1 and a second half B2.
- Line FG marks the so-called field boundary between the halves B1, B2 on which the intarsia-like Transition from a knitted half B1 to the second knitted half B2 runs.
- G is the length of the knitted fabric where the knitted fabric is the same across the entire width GB Has pattern, while U denotes the knitted length is in which the two halves B1 and B2 are different Have patterns.
- the first half of the knitted fabric B1 is made by two knitting systems S1 and S2 with thread guides FF1 and FF2 formed while the second half B2 from the knitting systems S3 and S4 is knitted with the thread guides FF3 and FF4.
- the knitting systems S1 and S2 work parallel to the Knitting systems S3 and S4, so that the production time of the Knitted fabric 30 versus a technique using the knitting systems worked over the entire width of the knitted fabric GB is halved.
- FIG. 5 shows a knitted fabric 31 with integrated weft threads 32 and warp threads 33.
- the threads 32 and 33 reinforce the knitted fabric 31 and this can have special properties, for example give a defined elasticity.
- FIG. 6 shows a spherical spatial knitted fabric 40, in which warp threads 41 are integrated.
- the warp thread insert is not through a continuous spiked zone with special needs. Rather, it goes through the entire knitted fabric the homogeneous distribution of connection points 42 of the individual knitting segments 43 unhindered.
- a knitted fabric 50 is shown schematically in FIG Mesh 51 fastening loops 52 that are perpendicular to the knitting direction 53, fastening loops 54 which are parallel to Knitting direction 53, and fastening loops 55, the oblique run to knitting direction 53.
- Knitted fabric 8 illustrates the creation of a loop 60 in one Knitted fabric.
- the stitches of the knitted fabric are designated, while 62 are the needles of the front needle bed.
- the needles of the rear needle bed are designated 63.
- the thread still inserted into a needle 63 of the rear needle bed. she forms a tuck handle, which is a loop 60 on the back of the knitted fabric appears.
- the size of the loop 60 is determined by the trigger depth of the needle 63 is determined.
- Knitting row in turn form the needles 62 of the front needle bed Stitches 61, and the needle 63 of the rear needle bed throws the tuck handle formed in the previous row from.
- FIG. 9 shows the cross section of the knitted fabric 70 from FIG. 10, that of a first partial knitted fabric 71 that has an outer tube forms, and a second tubular partial knitted fabric 72 is formed is arranged within the knitted piece 71 is.
- the distance-forming thread insert between the Knit pieces 71 and 72 designated.
- the two tubular knitted pieces 71 lying one inside the other and 72 are angled through an angle 74, the angle 74 can be any size.
- the knitted fabric 70 can e.g. B. be an orthopedic joint support.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
- Knitting Machines (AREA)
Abstract
Description
- Fig. 1
- eine schematische Darstellung der Erzeugung der Maschenreihen für ein kugelförmiges Gestrickstück;
- Fig. 2
- eine schematische Darstellung eines Gestrickstückes mit unterschiedlich orientierten Maschen;
- Fig. 3
- eine perspektivische Ansicht eines räumlichen Gestrickes;
- Fig. 4
- eine schematische Darstellung der Herstellung eines Gestrickstückes mit mehreren parallel arbeitenden Stricksystemen;
- Fig. 5
- eine schematische Darstellung eines Gestrickes mit eingelegten Kett- und Schußfäden;
- Fig. 6
- eine schematische Darstellung eines sphärischen Gestrickstückes mit eingelegten Kettfäden;
- Fig. 7
- eine schematische Darstellung eines Gestrickstückes mit Befestigungslaschen;
- Fig. 8
- eine schematische Darstellung der Ausbildung einer Schlinge in einem Gestrickstück;
- Fig. 9
- einen schematisierten Querschnitt durch das Gestrickstück in Fig. 10;
- Fig. 10
- eine schematische Darstellung eines Gestrickstückes in Form zweier ineinander angeordneter Röhren.
Claims (14)
- Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine mit mindestens zwei Nadelbetten und einer Maschenumhängeeinrichtung, gekennzeichnet durch das Stricken von Strickreihen in einer Anzahl und Breite entsprechend der räumlichen Struktur des zu fertigenden Gestrickstückes und entsprechend der Material- und Maschineneigenschaften, wobei die Aufeinanderfolge der Strickreihen derart gewählt wird, daß eine möglichst gleichmäßige Verteilung der Strickreihen unterschiedlicher Breite und damit der Umkehrpunkte der Strickrichtung über das Gestrickstück erfolgt, und wobei für jede Maschenreihe die Maschengröße derart gewählt wird, daß die gewünschte geometrische Struktur des Gestrickes optimal erreicht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß beim Stricken der Maschenreihen einzelne oder mehrere Maschen auf andere Nadeln des gleichen oder eines anderen Nadelbettes umgehängt werden, so daß dadurch die gewünschte geometrische Struktur des Gestrickstückes optimal erreicht wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die an den Umkehrstellen der Strickrichtung im Gestrickstück auftretenden Öffnungen mit gesondert gebildeten Maschen geschlossen werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Größe jeder Masche unabhängig von der Größe benachbarter Maschen einstellbar ist.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß das Gestrickstück in beliebiger Bindungstechnik und beliebiger Musterung herstellbar ist.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß nebeneinanderliegende Segmente des Gestrickstückes mit getrennten Stricksystemen parallel zueinander gestrickt werden.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß das Gestrickstück durch Einlegen von Schuß- und/oder Kettfäden und/oder multiaxial eingebrachter Fäden verstärkt wird.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß an das Gestrickstück während seiner Herstellung Laschen, Schlaufen, Schlingen oder dergleichen in beliebiger Ausrichtung zur Strickrichtung angestrickt werden.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß Kordeln oder andere Befestigungs- bzw. Verschlußelemente als Schuß- oder Fangfaden eingelegt und mindestens stellenweise mit dem Gestrickstück verbunden werden.
- Räumliches Gestrick (20), hergestellt nach einem Verfahren gemäß einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß es mindestens einen sphärischen Bereich (21) und/oder mindestens einen Bereich (23) mit Ecken und Kanten (25) aufweist.
- Helmeinsatz, dadurch gekennzeichnet, daß er ein nach einem Verfahren gemäß einem der Ansprüche 1 bis 9 hergestelltes nahtloses sphärisches Gestrick ist.
- Räumliches Gestrick, hergestellt nach einem Verfahren gemäß einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß es die Form zweier ineinander angeordneter, verbundener Röhren (71, 72) aufweist.
- Gestrick nach Anspruch 12, dadurch gekennzeichnet, daß die Röhren (71, 72) abgewinkelt sind.
- Gestrick nach einem der Ansprüche 10 bis 13, dadurch gekennzeichnet, daß es ein- oder angestrickte Befestigungselemente wie Schlingen, Schlaufen, Kordeln oder dergleichen in beliebiger Anordnung aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19717415A DE19717415A1 (de) | 1997-04-25 | 1997-04-25 | Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine |
| DE19717415 | 1997-04-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0874076A2 true EP0874076A2 (de) | 1998-10-28 |
| EP0874076A3 EP0874076A3 (de) | 1999-09-29 |
Family
ID=7827677
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98104749A Withdrawn EP0874076A3 (de) | 1997-04-25 | 1998-03-17 | Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6109068A (de) |
| EP (1) | EP0874076A3 (de) |
| JP (1) | JPH1112903A (de) |
| CN (1) | CN1188558C (de) |
| DE (1) | DE19717415A1 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6401262B2 (en) * | 2000-05-18 | 2002-06-11 | Benetton Group S.P.A. | Protection implement, particularly for use in sports practice |
| CN102534972A (zh) * | 2010-12-24 | 2012-07-04 | 株式会社岛精机制作所 | 多层结构的针织物的编织方法 |
| WO2014113352A3 (en) * | 2013-01-15 | 2014-09-12 | Nike International Ltd. | Spacer textile material with tensile strands having multiple entry and exit points |
| EP2952616A1 (de) | 2014-06-02 | 2015-12-09 | H. Stoll AG & Co. KG | Verfahren zur Herstellung eines flächigen oder räumlichen Gestricks |
| US9226548B2 (en) | 2013-01-15 | 2016-01-05 | Nike, Inc. | Spacer textile material with channels having multiple tensile strands |
| US9241537B2 (en) | 2013-01-15 | 2016-01-26 | Nike, Inc. | Spacer textile material with tensile strands that intersect |
| CN105420902A (zh) * | 2015-11-04 | 2016-03-23 | 南通杰克拜尼服帽有限公司 | 一种鱼鳞提花针织帽 |
| CN105442166A (zh) * | 2015-11-04 | 2016-03-30 | 南通杰克拜尼服帽有限公司 | 一种横机织造无缝圆筒针织帽 |
| US9474328B2 (en) | 2013-01-15 | 2016-10-25 | Nike, Inc. | Spacer textile material with tensile strands in non-linear arrangements |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6318131B1 (en) * | 1998-11-10 | 2001-11-20 | Shima Seiki Mfg., Ltd. | Method of knitting 3-d shape knit fabric |
| JP4529245B2 (ja) | 1999-12-03 | 2010-08-25 | 住友化学株式会社 | 化学増幅型ポジ型レジスト組成物 |
| US20020159923A1 (en) * | 2001-02-26 | 2002-10-31 | Platvoet Erwin M.J. | Gas phase reactor and process for reducing nitrogen oxide in a gas stream |
| CN1296543C (zh) * | 2001-05-25 | 2007-01-24 | 株式会社岛精机制作所 | 在终端部形成筒底面并缝合的筒状针织物及其织成方法 |
| US8192311B2 (en) * | 2008-06-27 | 2012-06-05 | Nike, Inc. | Sport ball with a textile restriction structure |
| DE102009026894B4 (de) * | 2009-06-10 | 2013-08-22 | Technische Universität Dresden | Verfahren zur Herstellung eines Gestricks, das zumindest teilweise schlauch- oder hohlkörperförmig ausgebildet ist sowie Gestrick und Verwendung dieser Gestricke |
| JP5709510B2 (ja) * | 2010-12-20 | 2015-04-30 | 株式会社島精機製作所 | 立体筒状編地とこれを用いた配管のカバー及び編成方法 |
| CN102605527B (zh) * | 2012-03-15 | 2014-05-28 | 东华大学 | 一种葡萄状立体花形的编织结构 |
| DE102012206062B4 (de) | 2012-04-13 | 2019-09-12 | Adidas Ag | Schuhoberteil |
| US11666113B2 (en) | 2013-04-19 | 2023-06-06 | Adidas Ag | Shoe with knitted outer sole |
| DE102013207155B4 (de) | 2013-04-19 | 2020-04-23 | Adidas Ag | Schuhoberteil |
| DE102013207156A1 (de) | 2013-04-19 | 2014-10-23 | Adidas Ag | Schuh, insbesondere ein Sportschuh |
| DE102013207163B4 (de) | 2013-04-19 | 2022-09-22 | Adidas Ag | Schuhoberteil |
| DE102014202432B4 (de) | 2014-02-11 | 2017-07-27 | Adidas Ag | Verbesserter Fußballschuh |
| DE102014220087B4 (de) | 2014-10-02 | 2016-05-12 | Adidas Ag | Flachgestricktes Schuhoberteil für Sportschuhe |
| EP3017850A1 (de) * | 2014-11-10 | 2016-05-11 | Long Way Enterprise Co., Ltd. | Aufblasbare Strickballkugel und Herstellungsverfahren dafür |
| DE102015208524B3 (de) * | 2015-05-07 | 2016-08-11 | Adidas Ag | Karkasse für einen Sportball |
| CN105500981B (zh) * | 2016-01-20 | 2018-05-18 | 广西博白焕发工艺品有限公司 | 一种工艺品的编织方法 |
| CN113604949B (zh) * | 2021-08-12 | 2023-06-13 | 东南大学 | 一种基于针织物的玻璃钢结构制作方法 |
| CN114032637B (zh) * | 2021-11-18 | 2024-06-07 | 宁波大千纺织品有限公司 | 一种舒适透气凉感速干抑菌针织贴身内衣面料及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2113177A5 (en) * | 1970-10-29 | 1972-06-23 | Schubert & Salzer Maschinen | Flat knitting - method of constructing a brassiere in one operation |
| DE3519677A1 (de) * | 1985-06-01 | 1986-12-04 | Otto Fankhänel & Sohn Gummistrickwaren- und Bandagenfabrik, 8600 Bamberg | Elastische kompressions-gelenkbandage |
| DE3937406A1 (de) * | 1989-11-10 | 1991-05-16 | Stoll & Co H | Verfahren zur herstellung einer dreidimensional geformten maschenware auf einer flachstrickmaschine |
| WO1991015620A1 (en) * | 1990-03-30 | 1991-10-17 | Courtaulds Plc | Reinforcement |
| US5202070A (en) * | 1991-02-01 | 1993-04-13 | Schneider Robert J | Method for making composite products having an integral knit matrix |
| EP0599266A1 (de) * | 1992-11-24 | 1994-06-01 | Wacoal Corp. | Bekleidung |
| GB2309709A (en) * | 1996-01-30 | 1997-08-06 | Tsudakoma Ind Co Ltd | Knitted garments |
| DE19616003A1 (de) * | 1996-04-18 | 1997-10-23 | Beckmann Wolfgang Dr | Spickeln/Zunehmen/Mindern |
| WO1997040221A1 (de) * | 1996-04-18 | 1997-10-30 | Recaro Gmbh & Co. | Verfahren zur herstellung eines dreidimensionalen gestrickes und textilmaterial hergestellt nach diesem verfahren |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2616275A (en) * | 1947-08-07 | 1952-11-04 | Charles H Bennington | Method of making fashioned weft knit fabric |
| DE3336368C2 (de) * | 1983-10-06 | 1986-06-05 | H. Stoll Gmbh & Co, 7410 Reutlingen | Flachstrickmaschine mit einer elektronischen Steuerung für die Nadelabzugsteilverstellung |
| JP2529640B2 (ja) * | 1993-06-23 | 1996-08-28 | 株式会社島精機製作所 | 編地の端糸処理方法 |
| US5432030A (en) * | 1993-12-02 | 1995-07-11 | Eveready Battery Company, Inc. | Li/FeS2 cell employing a solvent mixture of diox, DME and 3ME20X with a lithium-based solute |
| JP3085638B2 (ja) * | 1995-01-23 | 2000-09-11 | 株式会社島精機製作所 | 横編機における糸長制御装置 |
-
1997
- 1997-04-25 DE DE19717415A patent/DE19717415A1/de not_active Ceased
-
1998
- 1998-03-17 EP EP98104749A patent/EP0874076A3/de not_active Withdrawn
- 1998-04-22 JP JP10148214A patent/JPH1112903A/ja active Pending
- 1998-04-24 US US09/066,022 patent/US6109068A/en not_active Expired - Fee Related
- 1998-04-25 CN CNB981029493A patent/CN1188558C/zh not_active Expired - Lifetime
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2113177A5 (en) * | 1970-10-29 | 1972-06-23 | Schubert & Salzer Maschinen | Flat knitting - method of constructing a brassiere in one operation |
| DE3519677A1 (de) * | 1985-06-01 | 1986-12-04 | Otto Fankhänel & Sohn Gummistrickwaren- und Bandagenfabrik, 8600 Bamberg | Elastische kompressions-gelenkbandage |
| DE3937406A1 (de) * | 1989-11-10 | 1991-05-16 | Stoll & Co H | Verfahren zur herstellung einer dreidimensional geformten maschenware auf einer flachstrickmaschine |
| WO1991015620A1 (en) * | 1990-03-30 | 1991-10-17 | Courtaulds Plc | Reinforcement |
| US5202070A (en) * | 1991-02-01 | 1993-04-13 | Schneider Robert J | Method for making composite products having an integral knit matrix |
| EP0599266A1 (de) * | 1992-11-24 | 1994-06-01 | Wacoal Corp. | Bekleidung |
| GB2309709A (en) * | 1996-01-30 | 1997-08-06 | Tsudakoma Ind Co Ltd | Knitted garments |
| DE19616003A1 (de) * | 1996-04-18 | 1997-10-23 | Beckmann Wolfgang Dr | Spickeln/Zunehmen/Mindern |
| WO1997040221A1 (de) * | 1996-04-18 | 1997-10-30 | Recaro Gmbh & Co. | Verfahren zur herstellung eines dreidimensionalen gestrickes und textilmaterial hergestellt nach diesem verfahren |
| WO1997040220A1 (de) * | 1996-04-18 | 1997-10-30 | Recaro Gmbh & Co. | Spickeln/zunehmen/mindern |
Non-Patent Citations (1)
| Title |
|---|
| HONG H ET AL: "FLACHSTRICKMACHINEN ZUR HERSTELLUNG DREIDIMENSIONALER GESTRICKE FURTECHNISCHE ANWENDUNGEN" MELLIAND TEXTILBERICHTE, INTERNATIONAL TEXTILE REPORTS, Bd. 77, Nr. 1/02, 1. Januar 1996 (1996-01-01), Seiten 41-43, XP000554341 ISSN: 0341-0781 * |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6401262B2 (en) * | 2000-05-18 | 2002-06-11 | Benetton Group S.P.A. | Protection implement, particularly for use in sports practice |
| CN102534972B (zh) * | 2010-12-24 | 2015-05-13 | 株式会社岛精机制作所 | 多层结构的针织物的编织方法 |
| CN102534972A (zh) * | 2010-12-24 | 2012-07-04 | 株式会社岛精机制作所 | 多层结构的针织物的编织方法 |
| US9226548B2 (en) | 2013-01-15 | 2016-01-05 | Nike, Inc. | Spacer textile material with channels having multiple tensile strands |
| US9132601B2 (en) | 2013-01-15 | 2015-09-15 | Nike, Inc. | Spacer textile material with tensile strands having multiple entry and exit points |
| WO2014113352A3 (en) * | 2013-01-15 | 2014-09-12 | Nike International Ltd. | Spacer textile material with tensile strands having multiple entry and exit points |
| US9241537B2 (en) | 2013-01-15 | 2016-01-26 | Nike, Inc. | Spacer textile material with tensile strands that intersect |
| US9474328B2 (en) | 2013-01-15 | 2016-10-25 | Nike, Inc. | Spacer textile material with tensile strands in non-linear arrangements |
| US9572403B2 (en) | 2013-01-15 | 2017-02-21 | Nike, Inc. | Spacer textile material with tensile strands having multiple entry and exit points |
| US9706810B2 (en) | 2013-01-15 | 2017-07-18 | Nike, Inc. | Spacer textile material with channels having multiple tensile strands |
| US9980534B2 (en) | 2013-01-15 | 2018-05-29 | Nike, Inc. | Spacer textile material with tensile strands that intersect |
| US10165829B2 (en) | 2013-01-15 | 2019-01-01 | Nike, Inc. | Spacer textile material with tensile strands in non-linear arrangements |
| EP2952616A1 (de) | 2014-06-02 | 2015-12-09 | H. Stoll AG & Co. KG | Verfahren zur Herstellung eines flächigen oder räumlichen Gestricks |
| CN105420902A (zh) * | 2015-11-04 | 2016-03-23 | 南通杰克拜尼服帽有限公司 | 一种鱼鳞提花针织帽 |
| CN105442166A (zh) * | 2015-11-04 | 2016-03-30 | 南通杰克拜尼服帽有限公司 | 一种横机织造无缝圆筒针织帽 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0874076A3 (de) | 1999-09-29 |
| CN1188558C (zh) | 2005-02-09 |
| US6109068A (en) | 2000-08-29 |
| JPH1112903A (ja) | 1999-01-19 |
| DE19717415A1 (de) | 1998-10-29 |
| CN1199786A (zh) | 1998-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0874076A2 (de) | Verfahren zur Herstellung von räumlichen, ein- oder mehrflächigen Gestrickstücken auf einer Flachstrickmaschine | |
| EP1918438B1 (de) | Verfahren zur Herstellung eines Schlauch-Rund-Fertiggestricks in Plattiertechnik | |
| DE7715721U1 (de) | Feuchtigkeitsabsorbierendes band | |
| DE19545770A1 (de) | Durch Fadenflottungen gemusterte Plattierware und Verfahren zu deren Herstellung auf Rundstrickmaschinen | |
| DE2313651A1 (de) | Verfahren zur herstellung doppelflaechiger, ein- und/oder zweiseitig plattierter glatter oder gemusterter strickwaren, insbesondere futterwaren und rundstrickmaschine zu deren herstellung | |
| EP2431508B1 (de) | Verfahren zur Herstellung eines Schlauchgestricks und hergestelltes Schlauchgestrick | |
| EP0547332B1 (de) | Kettenwirkware sowie Kettenwirkmaschine und Verfahren zu ihrer Herstellung | |
| EP2664701B1 (de) | Verfahren zur Herstellung eines Gestricks mit mindestens einem Flottfaden sowie damit hergestelltes Gestrick | |
| EP1148161B1 (de) | Verfahren zur Herstellung von Gestricken mit mehreren Strickebenen | |
| DE3343450C2 (de) | ||
| EP0900868B1 (de) | Verfahren zur Herstellung eines Gestrickes auf einer Flachstrickmaschine | |
| DE19739239C1 (de) | Verfahren zur Herstellung eines Gestricks, insbesondere auf einer Flachstrickmaschine | |
| EP0864680B1 (de) | Verfahren zur Herstellung eines Gestrickes auf einer Flachstrickmaschine | |
| EP0974691B1 (de) | Verfahren zur Herstellung eines Gestricks | |
| DE1919268C3 (de) | Nadelplatte für Tuftingmaschinen od.dgl | |
| DE69711270T2 (de) | Gestricktes Reissverschlussband | |
| DD216489A5 (de) | Bi-elastische kettenwirkware und ihre herstellung | |
| DE2614283A1 (de) | Verfahren zum maschinellen stricken eines einstueckigen bekleidungsstueckrohlings | |
| EP1914335B1 (de) | Verfahren zur Herstellung eines Gestricks mit einem Zopfmuster | |
| DE69704444T2 (de) | Kettengewirkter textiler Stoff mit Muster von gefalteten Stoffteilen | |
| DE1238605B (de) | Doppelflaechige Strickware | |
| DE2927473C2 (de) | Kettengewirktes Tragband für Reißverschlüsse | |
| EP2551392B1 (de) | Verfahren zur Herstellung eines Gestricks mit Zierstichen | |
| DE69816910T2 (de) | Gestrickter Überzug | |
| DE2743822A1 (de) | Elastische kettenwirkware |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): ES FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000203 |
|
| AKX | Designation fees paid |
Free format text: ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20020712 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030123 |