EP0487948B1 - Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung - Google Patents
Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung Download PDFInfo
- Publication number
- EP0487948B1 EP0487948B1 EP19910118899 EP91118899A EP0487948B1 EP 0487948 B1 EP0487948 B1 EP 0487948B1 EP 19910118899 EP19910118899 EP 19910118899 EP 91118899 A EP91118899 A EP 91118899A EP 0487948 B1 EP0487948 B1 EP 0487948B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- cutting edge
- cutter
- cutting
- sections
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/06—Grooving involving removal of material from the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/086—Means for treating work or cutting member to facilitate cutting by vibrating, e.g. ultrasonically
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0304—Grooving
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Knives (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Einbringen von Oberflächenkanälen mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten oder Platten aus einem Styrol-Polymerisat, bei dem ein motorisch betriebenes Schneidwerkzeug mit oszillierendem Schneidmesser verwendet wird.
- Die Erfindung betrifft ferner eine Vorrichtung zum Einbringen von Oberflächenkanälen mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten oder Platten aus einem Styrol-Polymerisat, mit einem motorisch betriebenen Schneidwerkzeug, bei dem ein Schneidmesser um eine Achse mit einer Winkelamplitude im Bereich zwischen etwa 0,5° und 7° und einer Frequenz im Bereich von etwa 10.000 bis 25.000 min -1 oszillierend bewegt wird und das Schneidmesser zueinander angewinkelte Abschnitte aufweist, die mindestens teilweise mit einer Schneide versehen sind.
- Aus dem DE-Prospekt "FEIN Elektro-Fugenschneider" (1989) ist es bekannt, zum Aufschneiden von mit weichem Material gefüllten Fugen in Bauwerken ein Schneidwerkzeug zu verwenden, bei dem ein Schneidmesser mit einer Frequenz von etwa 20.000 min -1 um 2° Winkel hin- und herschwingt. Das Messer besitzt dabei eine in Draufsicht rechteckförmige oder dreieckförmige, spitz nach vorne zulaufende Klinge.
- In der Praxis sind derartige Elektro-Fugenschneider mitunter auch dazu verwendet worden, um Oberflächenkanäle in Plattenmaterial aus einem weichen Werkstoff, insbesondere in aluminiumkaschierte Glasfaser-Dämmatten zu schneiden. Derartige Oberflächenkanäle werden dort vorgesehen, um Raum für Leitungen, beispielsweise Wasser-, Gas- oder Elektroleitungen zu schaffen.
- Hierzu ist es bekannt, mit dem zuvor geschilderten Elektro-Fugenschneider zwei parallele Schnitte durch die Oberfläche des Plattenmaterials zu führen und anschließend das zwischen den beiden parallelen Schnitten stehengebliebene Material zu entfernen, z.B. mittels eines üblichen Taschenmessers oder eines Schraubenziehers.
- Diese bekannte Vorgehensweise ist sehr zeitaufwendig, weil insgesamt drei Arbeitsgänge erforderlich sind, nämlich zwei Schneidvorgänge und ein Vorgang des Heraustrennens von Material, wobei vor allem der letztgenannte Arbeitsgang aufwendig ist, weil das herauszutrennende Material an der Unterseite noch von dem Umgebungsmaterial gelöst werden muß, da dort - an der Sohle des auszubildenden Kanals - kein Material durchtrennt wurde. Es liegt ferner auf der Hand, daß mit einem solchen manuellen Vorgehen nur sehr ungenau gearbeitet werden kann, weil es insbesondere unter den rauhen Bedingungen an einer Baustelle kaum möglich ist, zwei exakt parallele und auch gleich tiefe Schnitte zu führen und dann noch mittels eines Schraubenziehers oder eines anderen relativ simplen Werkzeugs das dazwischen stehengebliebene Material bis zu einer exakt gleichen und konstant bleibenden Tiefe zu entfernen.
- Andererseits werden in zunehmendem Maße Umbau- und Ausbauarbeiten, insbesondere auch Modernisierungsarbeiten an Altbauten durchgeführt, bei denen Glasfaser-Dämmatten zum Füllen von Holzkonstruktionen, zum Isolieren und dgl. im großen Umfange eingesetzt werden. Bei all diesen "kleinen" Bauvorhaben im Zuge von Modernisierungen oder bei der Schaffung von neuem Wohnraum in Dachgeschossen, Untergeschossen oder dgl. stellt sich das genannte Problem, Oberflächenkanäle in Glasfaser-Dämmatten einzubringen, in immer stärkerem Maße.
- Aus der DE-A-37 19 073 ist ferner ein Schneidwerkzeug der bereits erläuterten Art bekannt, bei dem ebenfalls ein oszillierendes Schneidmesser verwendet wird. Bei diesem bekannten Schneidwerkzeug weist das Schneidmesser eine um 90° abgekröpfte Klinge auf, deren beide Schenkel jeweils mit einer Schneidkante versehen sind. Dieses bekannte Schneidmesser ist zu dem alleinigen Zweck vorgesehen, um elastische Klebewülste an Fahrzeugscheiben zu durchtrennen. Für andere Einsatzbereiche ist dieses Spezialwerkzeug weder vorgesehen noch geeignet. Insbesondere ist dieses Werkzeug ungeeignet, um Oberflächenkanäle in Plattenmaterial aus weichem Werkstoff einzubringen, weil der äußere Schenkel der Klinge sich parallel zur unteren Oberfläche des Elektrowerkzeugs erstreckt und die oszillierende Welle einen spitzen Winkel mit den Schneiden einschließt, so daß ein Hineinschneiden in Oberflächen von Plattenmaterial unmöglich ist.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art weiterzubilden, mit denen es möglich ist, in geringer Zeit und auf einfache und reproduzierbare Weise Oberflächenkanäle in Plattenmaterial aus weichem Werkstoff einzubringen.
- Gemäß dem eingangs genannten Verfahren wird diese Aufgabe zum einen dadurch gelöst, daß ein U-förmiges Schneidmesser, dessen Schneide um die das U bildenden Abschnitte umläuft, geradlinig durch das Plattenmaterial geführt wird.
- Gemäß dem eingangs genannten Verfahren wird diese Aufgabe zum anderen dadurch gelöst, daß in einem ersten Schritt ein L-förmiges Schneidmesser, dessen Schneide um die das L bildenden Abschnitte umläuft, im wesentlichen geradlinig durch das Plattenmaterial geführt wird, und daß in einem zweiten Schritt ein Schneidmesser mit einem geraden Abschnitt derart parallel zu der Führung des ersten Schrittes durch das Plattenmaterial geführt wird, daß ein durchgehender Plattenmaterial-Streifen aus dem Plattenmaterial entnehmbar ist.
- Bevorzugt werden im letztgenannten Fall zum Einbringen breiter Oberflächenkanäle der erste und der zweite Schritt mehrfach nacheinander, parallel und nebeneinander ausgeführt.
- Gemäß der eingangs genannten Vorrichtung wird die der Erfindung zugrundeliegende Aufgabe zum einen dadurch gelöst, daß die Schneide über mindestens drei Abschnitte umläuft, die miteinander ein U bilden.
- Gemäß der eingangs genannten Vorrichtung wird die der Erfindung zugrundeliegende Aufgabe zum anderen dadurch gelöst, daß mindestens ein Schneidmesser vorgesehen ist, bei dem die Schneide über mindestens zwei Abschnitte umläuft, die zueinander abgewinkelt sind, und daß mindestens ein Schneidmesser vorgesehen ist, das nicht abgewinkelt ist.
- Die der Erfindung zugrundeliegende Aufgabe wird auf diese Weise vollkommen gelöst.
- Das U-förmige Messer der einen erfindungsgemäßen Ausführungsform mit insgesamt mindestens drei Schneiden bewirkt nämlich, daß in einem einzigen Arbeitsgang ein kompletter Oberflächenkanal ausgeschnitten wird, wobei die Schnittlinie von Oberfläche zu Oberfläche führt.
- Dabei ist gewährleistet, daß der herausgeschnittene Kanal über seine ganze Länge von gleichbleibender Breite und Tiefe ist, so daß je nach Anzahl und Größe der zu verlegenden Leitungen bei Auswahl eines geeigneten Messers der gewünschte Kanal in einem einzigen Arbeitsgang hergestellt werden kann. Hierzu braucht lediglich das Werkzeug einmal angesetzt und über eine beliebige Länge entlang des gewünschten Verlaufes des Kanals geführt zu werden.
- Das abgewinkelte, vorzugsweise L-förmige Messer der anderen erfindungsgemäßen Ausführung mit insgesamt zwei Schneiden bewirkt, daß zunächst in einem ersten Arbeitsgang zwei Seiten des Oberflächenkanals ausgeschnitten werden, während die dritte Seite in einem zweiten Arbeitsgang nachfolgend ausgeschnitten wird. Dies hat den Vorteil, daß Oberflächenkanäle beliebiger Breite hergestellt werden können, indem die beiden Arbeitsgänge beliebig oft nebeneinander und parallel ausgeführt werden. Mit dem L-förmigen Messer wird dann nämlich an einer Seite des bereits ausgeschnittenen Kanals jeweils ein weiterer Materialstreifen an der Unterseite ausgeschnitten, der in einem weiteren zweiten Arbeitsgang in Längsrichtung mit einem gerade gerichteten Schneidmesser oder ggf. auch wieder mit einem abgewinkelten Schneidmesser abgeschnitten wird und herausgenommen werden kann bzw. herausfällt.
- In beiden Fällen kann dabei der herausgeschnittene Materialrest lediglich aus dem geschnittenen Kanal herausgenommen werden, braucht jedoch nicht herausgetrennt zu werden, so daß hierfür in der Praxis überhaupt kein Arbeitsgang erforderlich ist, weil das herausgeschnittene Material von selbst aus dem ausgeschnittenen Kanal herauswandert oder bei geneigter Arbeitsfläche herausfällt.
- Gegenüber dem bisherigen Vorgehen ergibt sich damit eine drastische Zeitersparnis, zum einen deswegen, weil nur noch ein bzw. zwei Arbeitsgänge erforderlich sind, zum anderen aber auch deswegen, weil der eingebrachte Kanal über seine ganze Länge ein Sollmaß hat, das ausreicht, um alle Leitungen zuverlässig aufzunehmen.
- Bei einer bevorzugten Ausgestaltung der erfindungsgemäßen Vorrichtung schließt sich an mindestens einen der die freien Enden des U bildenden Abschnitte ein weiterer, um näherungsweise 90° abgewinkelter Abschnitt an.
- Sofern sich der abgewinkelte Abschnitt nach außen hin, von der Einspannseite weg erstreckt, hat diese Maßnahme den Vorteil, daß der weitere Abschnitt als Auflage auf der Oberfläche des Plattenmaterials dienen kann, so daß beim Schneiden des Oberflächenkanals ein unkontrolliertes Einsinken des Messers in das Plattenmaterial verhindert wird.
- In besonders bevorzugter Ausführung ist der abgewinkelte Abschnitt am äußeren, freien Ende des U bildenden Abschnittes vorgesehen, erstreckt sich zur Einspannseite hin und ist an einem der Abschnitte auf der Einspannseite abgestützt. Da der äußere Teil der Schneide somit zusätzlich abgestützt ist, wird auf diese Weise die mechanische Stabilität der Schneide erheblich verbessert.
- Desweiteren wird eine möglicherweise infolge Verschleißes der Schneide im Bereich des gebogenen Abschnittes bestehende Bruchgefahr vermieden.
- Die Abstützung kann auf einfache Weise dadurch erreicht werden, daß der abgewinkelte Abschnitt mit einem der Abschnitte auf der Einspannseite verschweißt ist, was beispielsweise durch eine Punktschweißung erreicht werden kann.
- Bei weiteren bevorzugten Ausgestaltungen der erfindungsgemäßen Vorrichtung umfaßt das Schneidmesser einen Klingenhalter zum Einsetzen einer auswechselbaren Klinge.
- Diese Maßnahme hat den Vorteil, daß mit ein- und demselben Klingenhalter in enger zeitlicher Folge Oberflächenkanäle unterschiedlicher Breite, Tiefe oder sonstiger Kontur geschnitten werden können, wobei nur minimale Umrüstzeiten erforderlich sind.
- Besonders bevorzugt ist bei diesem Ausführungsbeispiel, wenn die Klinge U-förmig ausgebildet und mit ihren freien Enden in Schlitzen des Klingenhalters arretierbar ist.
- Dann können nämlich zum Einbringen von Kanälen unterschiedlicher Breite mehrere parallele Schlitze im Klingenhalter vorgesehen sein und/oder zum Einbringen von Kanälen unterschiedlicher Tiefe Rastmittel vorgesehen sein, die ein Arretieren der freien Enden in den Schlitzen in unterschiedlicher Höhe gestatten. Dies gilt insbesondere dann, wenn die Rastmittel als Zungen in den Schlitzen ausgebildet sind, die in Gegenschlitze in den freien Enden eingreifen.
- All diese Maßnahmen haben den Vorteil, daß mit wenigen Handgriffen Oberflächenkanäle unterschiedlicher Breite und/oder unterschiedlicher Tiefe geschnitten werden können. Bei den letztgenannten Ausführungsbeispielen können sogar mit ein- und derselben Klinge Oberflächenkanäle unterschiedlicher Tiefe hergestellt werden.
- Bei den Ausführungsbeispielen, bei denen ein L-förmiges Schneidmesser verwendet wird, ist besonders bevorzugt, wenn alternativ zu dem L-förmigen Schneidmesser ein nicht-abgewinkeltes Schneidmesser in das Schneidwerkzeug einsetzbar ist.
- Diese Maßnahme hat den Vorteil, daß die ein- bzw. zweiseitig bereits gelösten Materialstreifen an der jeweils zweiten bzw. dritten Seite durch ein gerades, nicht-abgewinkeltes Schneidmesser herausgeschnitten werden können.
- Bei Ausführungsformen der Erfindung ist die Schneide an ihrer Schneidkante nicht gerade, sondern vielmehr gezackt oder gewellt.
- Diese Maßnahme hat den Vorteil, daß die Erfindung mit besonderem Vorteil auch bei solchem Material aus weichem Werkstoff eingesetzt werden kann, das in der Struktur verhältnismäßig grob ist. Ein typisches Beispiel für ein derartiges Material sind die Styrol-Polymerisate, wie sie beispielsweise unter dem eingetragenen Warenzeichen STYROPOR im Handel befindlich sind. Bei derartigen Materialien kann es bei Verwendung von Schneidmessern mit gerader Schneide dazu kommen, daß die Materialkügelchen, aus denen sich die Struktur des Materials zusammensetzt, beim Schneiden unzerschnitten herausspringen. Dies hat den Nachteil, daß eine unsaubere Schnittkante entsteht, andererseits verschmutzt aber auch die Umgebung im Bereich des Schnittes mehr als erforderlich. Es hat sich nun gezeigt, daß in derartigen Fällen, insbesondere dann, wenn das Schneidmesser mit gerader Schneide schon etwas abgestumpft ist, eine wirksame Abhilfe durch den Einsatz von gezackten oder gewellten Schneiden geschaffen werden kann. Vorzugsweise ist der Abstand der einzelnen Zacken oder Wellen dabei so groß gewählt, daß er größer ist als der Durchmesser der Kügelchen bei einem Styrol-Polymerisat.
- Bei diesen Ausführungsbeispielen der Erfindung mit gezackter oder gewellter Schneide ist besonders bevorzugt, wenn das Schneidmesser auf einer Seite in einer Schneidrichtung mit einer glatten Schneide und auf der anderen Seite in entgegengesetzter Schneidrichtung mit einer gezackten oder gewellten Schneide versehen ist.
- Diese Maßnahme hat den Vorteil, daß ein- und dasselbe Werkzeug für zwei unterschiedliche Materialien eingesetzt werden kann. Wenn das Werkzeug mit dem eingespannten Schneidmesser in einem faserigen Material eingesetzt werden soll, braucht es lediglich in der einen Schneidrichtung mit der glatten Schneide durch das Material geführt zu werden, während bei einem anderen, eher groben Material das Werkzeug in entgegengesetzter Schneidrichtung mit der gezackten oder gewellten Schneide durch das Material geführt wird. Gerade beim Innenausbau ist dies von großem Vorteil, wenn parallel oder zeitlich unmittelbar nacheinander einerseits mit Mineralfasermatten und andererseits mit Styrol-Polymerisat-Platten gearbeitet wird, die bekanntlich beide zur Wärmeisolierung verwendet werden. Der Handwerker braucht dann das Schneidmesser nicht zu wechseln, sondern kann vielmehr mit unverändertem Werkzeug beide Materialien bearbeiten, wobei lediglich das Werkzeug einmal in der einen und das andere mal in der anderen Richtung durch das Material geführt werden muß.
- Bei weiteren Ausführungsformen der Erfindung verläuft die Schneide bogenförmig, vorzugsweise entlang eines konvexen Bogens. Auch diese Maßnahme hat den Vorteil, daß in zahlreichen Einsatzfällen ein besserer Schnitt entsteht, sei es mit geraden oder gezackten bzw. gewellten Schneiden entlang der Bogenform.
- Weitere Ausführungsbeispiele der Erfindung zeichnen sich durch Schneidmesser aus, bei denen mindestens einer der mit einer Schneide versehenen Abschnitt sich verjüngend ausgebildet ist.
- Auch diese Ausführungsform der Messer hat in zahlreichen Anwendungsfällen Vorteile hinsichtlich der Schnittqualität.
- Schließlich sind Ausführungsbeispiele der Erfindung bevorzugt, bei denen die Achse rechtwinkelig zu einem ersten, an einen Einspannabschnitt des Schneidmessers angrenzenden und mit der Schneide versehenen Abschnitt verläuft.
- Diese an sich bekannte Maßnahme hat den Vorteil, daß das motorisch betriebene Schneidwerkzeug mit seiner Längsachse senkrecht zur Oberfläche des Materials geführt werden kann, was in zahlreichen Einsatzfällen ergonomisch von Vorteil ist und einen guten Zugang zu dem Material gewährleistet.
- Weitere Vorteile ergeben sich aus der Beschreibung und der beigefügten Zeichnung.
- Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden in der nachfolgenden Beschreibung näher erläutert. Es zeigen:
- Fig. 1
- eine perspektivische Ansicht eines vorderen Teils eines Ausführungsbeispiels einer erfindungsgemäßen Vorrichtung;
- Fig. 2 und 3
- das beim Ausführungsbeispiel der Fig. 1 verwendete Schneidmesser, in Seitenansicht und in Draufsicht;
- Fig. 4 und 5
- Ansichten, ähnlich den Fig. 2 und 3, jedoch für ein etwas abgewandeltes Ausführungsbeispiel eines Schneidmessers;
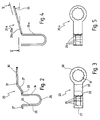
- Fig. 6
- in vergrößertem Maßstab und in perspektivischer Ansicht ein weiteres Ausführungsbeispiel eines Schneidmessers, wie es im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 7
- in ebenfalls perspektivischer Ansicht eine Prinzipskizze zur Erläuterung eines Schneidvorganges, wie er im Rahmen der vorliegenden Erfindung durchgeführt werden kann;
- Fig. 8
- eine Seitenansicht, ähnlich den Fig. 3 und 5, eines weiteren Ausführungsbeispiels eines Schneidmessers, wie es im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 9
- eine Variante des Ausführungsbeispiels der Fig. 8;
- Fig. 10
- eine Seitenansicht des in Fig. 8 dargestellten Schneidmessers, jedoch um 90° gedreht;
- Fig. 11
- eine weitere Darstellung, ähnlich den Fig. 8 und 9 eines Schneidmessers, wie es ebenfalls im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 12
- eine Seitenansicht des in Fig. 11 dargestellten Schneidmessers, jedoch um 90° gedreht;
- Fig. 13
- eine Variante des in Fig. 12 dargestellten Ausführungsbeispiels;
- Fig. 14
- eine weitere Variante des in Fig. 12 dargestellten Ausführungsbeispiels;
- Fig. 15
- eine Seitenansicht einer Variante des in Fig. 9 gezeigten Ausführungsbeispiels;
- Fig. 16
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 15, jedoch nach Drehung um 90°;
- Fig. 17
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 2;
- Fig. 18
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 17, jedoch nach Drehung um 90°;
- Fig. 19
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 15;
- Fig. 20
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 19, jedoch nach Drehung um 90°;
- Fig. 21
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 17 und
- Fig. 22
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 21, jedoch nach Drehung um 90°.
- In Fig. 1 bezeichnet 10 ein Elektrowerkzeug mit einem nur schematisch und abgebrochen angedeuteten Gehäuse 11. An das Gehäuse 11, das einen vorzugsweise elektrischen Antriebsmotor enthält, ist vorne ein Antriebsflansch 12 angeschlossen, der z.B. ein Winkelgetriebe enthalten kann. Der Antriebsflansch 12 ist weiterhin mit einem Schutzbügel 13 versehen.
- Eine Achse 14 erstreckt sich rechtwinklig zur Längsachse des Gehäuses 11 und ist zugleich die Achse einer Antriebsspindel 15 im Antriebsflansch 12. Mit einem Doppelpfeil 16 ist angedeutet, daß die Antriebsspindel 15 sich oszillierend bewegt, d.h. um einen kleinen Winkelbetrag hin- und herdreht. Der Winkelbetrag liegt dabei näherungsweise zwischen 0,5° und 7°, die Schwingfrequenz zwischen 10.000 und 25.000 min -1.
- In die Antriebsspindel 15 ist ein Schneidmesser 20 eingesetzt, dessen weitere Einzelheiten in Fig. 2 und 3 dargestellt sind. Das Schneidmesser 20 umfaßt einen ersten, ebenen Abschnitt 21, an den sich ein zweiter, geneigter Abschnitt 22 anschließt. An diesen schließt sich ein dritter, ebener Abschnitt 23 an, von dem vertikal nach unten ein vierter Abschnitt 24 abgeht.
- Der vierte Abschnitt 24 geht über einen um 180° gebogenen fünften Abschnitt 25 in einen sechsten, vertikal nach oben verlaufenden Abschnitt 26 über. Der obere freie Schenkel des sechsten Abschnitts 26 geht wieder in einen siebten Abschnitt 27 über, der eben verläuft und zum dritten Abschnitt 23 entgegen gerichtet ist.
- Eine Schneide 29 ist durchgehend im vierten, fünften und sechsten Abschnitt 24, 25, 26 angebracht, die zusammen ein U-förmiges Gebilde darstellen.
- Der erste, ebene Abschnitt 21 geht in den Fig. 2 und 3 nach rechts in einen kreisförmigen Fortsatz 30 über, der mit einem zentralen Mitnahmeprofil 31, beispielsweise einem Vieleck, versehen ist, das eine drehstarre Mitnahmeverbindung für die Antriebsspindel 15 bildet.
- In den Fig. 4 und 5 ist ein leicht modifiziertes Ausführungsbeispiel eines Schneidmessers 20a dargestellt, bei dem der erste bis dritte Abschnitt 21a bis 23a zu einem gemeinsamen schräg angestellten Abschnitt vereinigt sind, der gegenüber eine Horizontalebene um einen Winkel 35 von beispielsweise 15° verläuft.
- Das Schneidmesser 20a hat im übrigen auch eine U-förmige Gestalt, verfügt jedoch am linken freien Ende des U in der Darstellung der Fig. 4 und 5 nicht über einen ebenen Abschnitt, wie er beim Ausführungsbeispiel der Fig. 2 und 3 mit 27 vorhanden ist.
- Auch beim Ausführungsbeispiel der Fig. 4 und 5 geht eine Schneide 29a um die drei Abschnitte des U herum.
- Fig. 6 zeigt ein weiteres Ausführungsbeispiel eines Schneidmessers 40.
- Das Schneidmesser 40 weist einen Klingenhalter 41 auf, der in drehfeste Mitnahmeverbindung mit der Antriebsspindel 15 bringbar ist, beispielsweise mit Hilfe eines kreisförmigen Abschnittes, wie er mit 30, 31 in Fig. 3 zu erkennen ist. Dies ist jedoch der Übersichtlichkeit halber in Fig. 6 nicht nochmals dargestellt.
- Der Klingenhalter 41 verfügt über einen ersten, geneigten Abschnitt 42 sowie über einen zweiten, ebenen Abschnitt 43. In den ebenen Abschnitt 43 sind Schlitze 45a, 45b, 46a, 46b eingebracht, deren Gesamtzahl ein Vielfaches von 2 ist. Die Schlitze 45a, 45b, 46a, 46b sind paarweise klappsymmetrisch zueinander angeordnet.
- So erkennt man, daß die Schlitze 45a, 45b, 46a, 46b jeweils in Draufsicht U-förmige Durchbrechungen im zweiten, ebenen Abschnitt 43 darstellen, wobei die in Fig. 6 linken Schlitze 45a, 45b klappsymmetrisch zu den beiden rechten Schlitzen 46a, 46b angeordnet sind.
- So verfügt jeder der Schlitze 45a, 45b, 46a, 46b über eine durchgehende Längswand 50 bzw. 52 und, auf der gegenüberliegenden Seite über eine gegen die Längswand 50, 52 gerichtete Zunge 51 bzw. 53. Bei den in Fig. 6 linken Schlitzen 45a und 45b sind die Zungen 51a, 51b nach rechts gerichtet, über die Zungen 53a, 53b der beiden in Fig. 6 rechts gelegenen Schlitze 46a, 46b entgegengesetzt nach links gerichtet sind.
- Das Schneidmesser 40 umfaßt ferner eine separate, U-förmige Klinge 60. Die Klinge 60 weist einen ersten, vertikalen Abschnitt 61, einen zweiten, daran unten anschließenden ebenen Abschnitt 62 sowie einen dritten, wiederum daran anschließenden und vertikal verlaufenden Abschnitt 63 auf. Die genannten drei Abschnitte 61, 62, 63 sind wiederum mit einer durchgehenden Schneide 64a bzw. am gegenüberliegenden Ende 64b versehen.
- Die freien Enden der vertikalen Abschnitte 61 und 64 sind mit horizontal verlaufenden Schlitzen 70 bzw. 71 versehen. Die Breite der Schlitze 70, 71 ist gleich groß wie oder etwas größer als die Breite der Zungen 51 bzw. 53, während die Gesamtbreite der vertikalen Abschnitte 61, 63 gleich groß wie oder etwas kleiner als die Gesamtbreite der U-förmigen Schlitze 45 und 46 ist.
- Aufgrunddessen ist es möglich, die Klinge 60 mit den freien Enden der vertikalen Abschnitte 61, 63 von unten in ein zugehöriges Paar von U-förmigen Schlitzen im zweiten, ebenen Abschnitt 43 des Klingenhalters 41 einzuführen. Die Anordnung ist dabei vorzugsweise so getroffen, daß die vertikalen Abschnitte 61, 63 der Klinge 60 geringfügig mit den Fingern des Benutzers aufeinander zu bewegt, also zusammengedrückt werden, wie mit einem Doppelpfeil 75 in Fig. 6 angedeutet. In dieser Stellung können die freien Enden der vertikalen Abschnitte 61, 63 an den Zungen 51, 53 der Schlitze 45, 46 vorbeigeführt werden, bis eine gewünschte Schnittiefe T durch Einschieben der genannten freien Enden in die Schlitze 45, 46 erreicht ist. Löst man nun den auf die freien Enden ausgeübten Druck (Pfeile 75) wieder, so bewegen sich die freien Enden aufgrund der Elastizität der Klinge 60 wieder auseinander und es können die Zungen 51, 53 in den jeweiligen Schlitz 70 bzw. 71 einfallen. Die freien Enden der vertikalen Abschnitte 61, 63 der Klinge 60 legen sich dann elastisch und ggf. mit einer gewissen Vorspannung an die den Längswänden 50, 52 gegenüberliegenden Einschnitte beidseits der Zungen 51, 53 an und sind dort verrastet.
- Bei dem in Fig. 6 dargestellten Ausführungsbeispiel hat die Klinge 60 eine Breite B, so daß die Schlitze 45a, 46a zu benutzen sind, die ebenfalls um das Maß B voneinander beabstandet sind.
- Sollen Klingen größerer Breite eingesetzt werden, so sind hierfür die weiter voneinander beabstandeten Schlitze 45b, 46b vorgesehen. In entsprechender Weise kann durch Verändern des jeweils im Eingriff befindlichen Schlitzes 70, 71 die Schneidtiefe T variiert werden. Hierzu kann mit ein- und derselben Klinge 60 gearbeitet werden, während üblicherweise für unterschiedliche Breiten B unterschiedliche Klingen verwendet werden müssen.
- Unabhängig davon, welche der beschriebenen Schneidmesser 20, 20a oder 40 oder welche der genannten Klingen 60 verwendet wird, ist die Verwendungsweise dieselbe.
- Fig. 7 zeigt hierzu einen Ausschnitt aus einem äußerst schematisch angedeuteten Plattenmaterial aus weichem Werkstoff, nämlich eine Glasfaser- oder Steinwoll-Dämmatte 80. Die Matte 80 ist auf einer flachen Oberfläche mit einer Aluminiumkaschierung 81 versehen, wie sie üblicherweise bei derartigen Dämmatten als Dampfsperre eingesetzt wird.
- Fig. 7 zeigt als Beispiel den Fall, daß ein Schneidmesser 20 verwendet wird, wie es bereits in den Fig. 1 bis 3 dargestellt und erläutert wurde.
- Das Schneidmesser 20 wird an die Antriebsspindel 15 des Elektrowerkzeugs 10 angeschlossen und der Antrieb wird dann eingeschaltet. Das Schneidmesser 20 oszilliert dann mit den eingangs genannten Werten. Das Schneidmesser 20 kann nun zum Einbringen eines Kanals 82 entweder seitlich an die Matte 80 herangeführt oder auch an einen beliebigen Ort in die Oberfläche 84 der Matte 80 schräg eingetaucht werden, um einen Oberflächenkanal 82 aus dem Material der Matte 80 herauszuschneiden.
- Bei dem in Fig. 7 dargestellten Beispielsfall wird das Schneidmesser 20 dabei so geführt, daß der dritte und der siebte, jeweils ebene Abschnitt 23 bzw. 27 des Schneidmessers 20 auf der Oberfläche 84 der Matte 80 entlanggeführt wird, so daß er als Vertikalanschlag dient und ein undefiniertes Einsinken des Schneidmessers 20 in die Matte 80 verhindert. Das oszillierende Schneidmesser 20 wird nun entlang der Oberfläche 84 geradlinig geführt, wie mit einem Pfeil 83 in Fig. 7 angedeutet. Es versteht sich dabei, daß "geradlinig" dabei bedeutet, daß einem vorgegebenen Verlauf des auszubildenden Kanals gefolgt wird, der natürlich zumindest streckenweise auch gebogen verlaufen kann. Der Ausdruck "geradlinig" soll daher nur veranschaulichen, daß es sich bei dem auszubildenden Kanal 82 um ein langgestrecktes Gebilde handelt.
- In Fig. 8 bezeichnet 90 ein weiteres Ausführungsbeispiel eines Schneidmessers. Bei diesem Schneidmesser ist die Besonderheit, daß ein erster gerader Abschnitt 91, der zum Befestigen des Schneidmessers 90 an dem Elektrowerkzeug 10 der Fig. 1 dient, unmittelbar gerade in einen zweiten Abschnitt 92 des Schneidmessers übergeht, also nicht abgewinkelt oder abgekröpft ist. An den zweiten Abschnitt 92 schließt sich ein dritter, gebogener Abschnitt 93 an, der wiederum in einen vierten, geraden Abschnitt 94 übergeht, der zum zweiten Abschnitt 92 parallel verläuft. Die Seitenansicht der Fig. 10, die gegenüber der Ansicht der Fig. 8 um 90° gedreht ist, zeigt die sich daraus ergebende Form eines U.
- Der zweite, der dritte und der vierte Abschnitt 92, 93, 94 sind mit einer über alle drei Abschnitte 92, 93, 94 umlaufenden Schneide versehen. Die Schneide 95 ist gezackt.
- Die gezackte Ausführung der Schneide 95 ist besonders vorteilhaft bei grob strukturierten Materialien, z.B. Styrol-Polymerisaten, wie sie allgemein unter dem eingetragenen Warenzeichen "STYROPOR" bekannt sind. Derartige Materialien bestehen aus Materialkügelchen mit einem Durchmesser von 1 oder mehreren mm. Wenn derartige Materialien mit geraden oder bereits abgestumpften Messern geschnitten werden, werden die Materialkügelchen nicht zerschnitten sondern springen vielmehr elastisch beim Schneiden aus dem Material heraus. Dies führt zu unsauberen Schnittkanten und zu einer Verschmutzung in der Umgebung des Arbeitsplatzes. Es hat sich nun herausgestellt, daß derartige Materialien mit gezackten oder gewellten Schneiden vorteilhaft geschnitten werden können, insbesondere dann, wenn der Abstand der Zacken bzw. Wellen voneinander mindestens so groß ist wie der Durchmesser der Kügelchen.
- Aus Fig. 8 ist ferner zu erkennen, daß die Schneide 95 in Längsrichtung gebogen ist. In der durchgezogenen Darstellung ist der Bogen dabei konvex, es versteht sich jedoch, daß für bestimmte Anwendungsfälle auch ein konkaver Bogen Anwendung finden kann, wie in Fig. 8 strichpunktiert mit 95a angedeutet ist.
- Eine weitere Variante eines Schneidmessers 90', wie es in Fig. 9 dargestellt ist, ist schließlich mit einer geraden Schneide 95b versehen. Im übrigen entspricht das Schneidmesser 90' der Fig. 9 vollkommen dem Schneidmesser 90 der Fig. 8. Demzufolge ist auch die um 90° gedrehte Seitenansicht der Fig. 10 in allen Fällen gleich.
- In Fig. 9 ist ferner mit 95b' angedeutet, daß das Schneidmesser 90' auf der in Fig. 9 rechten und linken Seite mit unterschiedlichen Schneiden versehen werden kann. Während die in Fig. 9 rechte Seite mit einer geraden, jedoch gezackten Schneide 95b versehen ist, ist die in Fig. 9 linke Seite mit einer ebenfalls geraden, jedoch glatten Schneide 95b' versehen. Hierdurch soll angedeutet werden, daß die Schneidmesser, unabhängig von deren sonstiger Formgestaltung in den zwei möglichen Schneidrichtungen rechts/links mit unterschiedlichen Schneiden 95b bzw. 95b' versehen werden können, damit ein- und dasselbe Schneidmesser 90' zum Schneiden von zwei unterschiedlichen Materialien verwendet werden kann und lediglich die Schneidrichtung, d.h. die Richtung, in der das Werkzeug geführt wird, geändert werden muß.
- In Fig. 10 ist mit 96 eine Achse bezeichnet, um die die Schneidmesser 90 bzw. 90' die Oszillationsbewegung ausführen.
- Betrachtet man hierzu die Darstellung der Fig. 1, so erkennt man, daß bei dem vorzugsweise verwendeten elektromotorisch betriebenen Schneidwerkzeug 10 die oszillierende Antriebsachse 14 einen Winkel um 90° zur Längsachse des Gehäuses 11 einnimmt. Wenn daher eines der in den Fig. 8 bis 10 dargestellten Schneidmesser 90, 90' bei diesem Schneidwerkzeug 10 verwendet wird, so sind die Schneiden 95 bzw. 95b an den längsverlaufenden Abschnitten 92 und 94 in Verlängerung der Längsachse des Schneidwerkzeuges 10 ausgerichtet, während diese bei den bisher beschriebenen Ausführungsbeispielen mit der Längsachse des Schneidwerkzeuges 10 einen Winkel von 90° einschlossen.
- Es versteht sich jedoch, daß diese Differenzierung nur beispielhaft zu verstehen ist. Selbstverständlich können auch die Schneidmesser 90, 90' der Fig. 8 bis 10, ebenso wie die nachstehend noch zu beschreibenden Schneidmesser in abgewinkelter oder abgekröpfter Anordnung, ähnlich den Fig. 1 bis 7 ausgeführt sein und entsprechendes gilt umgekehrt auch für die bisher beschriebenen Ausführungsbeispiele der Fig. 1 bis 7, die ebenfalls in nicht-abgewinkelter oder nicht-abgekröpfter Ausführungsform gestaltet sein können.
- Der Einsatz der Schneidmesser 90, 90' gemäß den Fig. 8 bis 10 ist im übrigen identisch zu demjenigen der bisher beschriebenen Schneidmesser der Fig. 1 bis 7.
- Im Gegensatz dazu zeigen die Fig. 11 bis 14 weitere Ausführungsbeispiele von Schneidmessern, deren Form in Seitenansicht nicht U-, sondern L-förmig oder auch nur gerade ist.
- So zeigt Fig. 11 ein Schneidmesser 100 mit einem ersten, geraden Befestigungsabschnitt 101, an denen sich wiederum ein zweiter, ebenfalls gerader Abschnitt 102 unmittelbar anschließt. Insoweit ist die Anordnung übereinstimmend mit den Abschnitten 91, 92 des Schneidmessers 90 gemäß Fig. 8.
- Der zweite, gerade Abschnitt 102 des Schneidmessers 100 ist nun mit einer Schneide 103 versehen, die beim dargestellten Ausführungsbeispiel gewellt ausgebildet ist. Auch hier gelten die Überlegungen, die bereits weiter oben zu den Fig. 8 bis 10 hinsichtlich gewellter oder gezackter Schneider angestellt wurden und es versteht sich auch hier, daß die Ausbildung der Schneiden nur beispielhaft zu verstehen ist, weil alle im Rahmen der vorliegenden Erfindung beschriebenen Schneidmesser mit durchgehenden, gezackten oder gewellten Schneiden, sei es in gerader oder in gebogener Ausführung versehen sein können.
- Bei einer ersten Variante des in Fig. 11 dargestellten Schneidmessers 100, wie es Fig. 12 zeigt, ist ein Schneidmesser 100' lediglich mit dem zweiten geraden Abschnitt 102 versehen. Bei einer weiteren Variante gemäß Fig. 13 ist ein Schneidmesser 100'' am unteren freien Ende des zweiten geraden Abschnittes 102 mit einem um 90° abgewinkelten dritten, ebenfalls geraden Abschnitt 104 versehen. Bei einer dritten Variante gemäß Fig. 14 ist ein Schneidmesser 100''' am unteren Ende des zweiten geraden Abschnittes 102 mit einem ebenfalls abgewinkelten dritten Abschnitt 104a versehen, der jedoch unter einem stumpfen Winkel an den zweiten geraden Abschnitt 102 anschließt.
- Mit 105 ist in Fig. 12 wiederum angedeutet, daß die Schneidmesser 100 der Fig. 11 bis 14 um eine Achse oszillieren, die unter 90° zur Schneide 103 des zweiten geraden Abschnittes 102 verläuft, ähnlich wie dies bereits oben zu Fig. 10 anhand der Achse 96 beschrieben wurde.
- Die Schneidmesser 100 der Fig. 11 bis 14 werden auf unterschiedliche Art eingesetzt, verglichen mit dem, was weiter oben zu den Fig. 1 bis 10 beschrieben wurde.
- Um mit den Schneidmessern der Fig. 11 bis 14 einen Oberflächenkanal in ein Plattenmaterial zu schneiden, sind zwei Arbeitsgänge erforderlich.
- Zunächst wird mit einem abgewinkelten Schneidmesser 100'' oder 100''' ein erster Längsschnitt durch das Plattenmaterial geführt. Dadurch wird der Oberflächenkanal bereits an zwei von drei Seiten ausgeschnitten. Die dritte Seite des Oberflächenkanals wird dann in einem weiteren Arbeitsschritt ausgeschnitten und zwar entweder in dem ein abgewinkeltes Schneidmesser 100'' oder 100''' in entgegengesetzter Richtung durch das Plattenmaterial geführt wird, so daß im wesentlichen die Schneide 103 am zweiten geraden Abschnitt 102 die dritte Seite des Oberflächenkanals ausschneidet. Alternativ dazu kann aber auch für den zweiten Arbeitsgang ein gerades Schneidmesser 100' gemäß Fig. 12 eingesetzt werden, um die dritte Seite des Oberflächenkanals auszuschneiden.
- Falls dabei Oberflächenkanäle gewünscht werden, die breiter sind als die Breite des dritten, abgewinkelten Abschnitts 104, so können die beiden Arbeitsgänge anschließend noch einmal oder mehrmals wiederholt werden. Das abgewinkelte Schneidmesser 100'' wird dann durch den bereits eingebrachten Oberflächenkanal geführt, in dem der zweite, gerade Abschnitt 102 auf einer der Seitenwände des Oberflächenkanals gleitet und der dritte, abgewinkelte Abschnitt 104 seitlich einen weiteren horizontalen Schnitt führt. Der auf diese Weise bereits einseitig gelöste Materialstreifen wird dann wiederum durch einen zweiten Schnitt mittels des Schneidmessers 100'' oder 100' abgetrennt.
- In den Fig. 15 bis 22 sind weitere Ausführungsbeispiele der Erfindung dargestellt, bei denen eine zusätzliche Abstützung des freien Schenkels der U-förmigen Schneide vorgesehen ist.
- Das in den Fig. 19 und 20 insgesamt mit der Ziffer 110a bzeichnete Schneidmesser entspricht im wesentlichen dem Schneidmesser gemäß den Fig. 9 und 10, wobei jedoch eine zusätzliche Abstützung des äußeren freien Schenkels des U bildenden Abschnittes am einspannseitigen Abschnitt vorgesehen ist. Das Schneidmesser 110a weist einen ersten ebenen Abschnitt 112a auf, an dem ein kreisförmiger Fortsatz mit einem Mitnahmeprofil 120a in Form eines Vielecks vorgesehen ist. Das Mitnahmeprofil 120a dient zur Verbindung mit der Antriebsspindel 15 des Elektrowerkzeuges 10, durch das das Schneidmesser 110a um die Achse 118a oszillierend bewegbar ist. Der erste ebene Abschnitt 112a geht in die U-förmige Schneide 119a über, die aus einem Teil des ersten Abschnittes 112a, aus einem gebogenen Abschnitt 113a und einem dritten ebenen Abschnitt 114a gebildet ist, der parallel zum ersten Abschnitt 112a verläuft. Der dritte ebene Abschnitt 114a setzt sich mit einem in einem Winkel von etwa 90° abgewinkelten Abschnitt 115a in Richtung zum ersten ebenen Abschnitt 112a hin fort. An den vierten abgewinkelten Abschnitt 115a schließt sich ein weiterer in einem Winkel von etwa 90° abgewinkelter fünfter Abschnitt 116a an, der parallel zum ersten ebenen Abschnitt 112a verläuft. Der fünfte Abschnitt 116a liegt auf dem ersten ebenen Abschnitt 112a auf und ist durch eine Punktschweißung 117a mit diesem verbunden. Somit ist die U-förmige Schneide 119a über den vierten und fünften Abschnitt 115a, 116a am oberen Ende abgeschlossen und am ersten Abschnitt 112a abgestützt.
- Auf diese Weise ergibt sich eine erheblich verbesserte Stabilität der Schneide 119a und eine erheblich verminderte Bruchgefahr.
- Die Schneide 119a ist wie bei dem zuvor erwähnten Ausführungsbeispiel gemäß den Fig. 9 und 10 gezackt.
- Das in den Fig. 15 und 16 insgesamt mit der Ziff. 110 bezeichnete Ausführungsbeispiel unterscheidet sich von dem zuvor beschriebenen Ausführungsbeispiel gemäß den Fig. 19 und 20 lediglich dadurch, daß die Schneide 119 gerade ausgebildet ist und keine Zacken aufweist. Die Schneide 119 verjüngt sich zu beiden Enden des Schneidmessers 110 hin, so daß ein Schnitt in beide Richtungen möglich ist.
- In den Fig. 17 und 18 ist eine Abwandlung des Ausführungsbeispiels gemäß den Fig. 2 und 3 dargestellt.
- Das Schneidmesser 140 umfaßt einen ersten, ebenen Abschnitt 142, an den sich ein zweiter, geneigter Abschnitt 143 anschließt. An diesen schließt sich ein dritter, senkrechter Abschnitt 144 an, der in einen vierten, um 180° gebogenen Abschnitt 145 übergeht. An das Ende des gebogenen Abschnittes 145 schließt sich ein weiterer, zum ersten Abschnitt 142 senkrechter Abschnitt 146, der parallel zum dritten Abschnitt 144 verläuft, an.
- Die U-förmige Schneide 151 ist durch die beiden Schenkel des dritten Abschnittes 144 und des fünften Abschnittes 146, sowie durch den dazwischenliegenden gebogenen Abschnitt 145 gebildet. Der fünfte Abschnitt 146 geht an seinem vom gebogenen Abschnitt 145 entfernten Ende rechtwinklig in einen sechsten abgewinkelten Abschnitt 147 über, an den sich ein weiterer geneigter Abschnitt 148 anschließt. Dieser geneigte Abschnitt 148 liegt am zweiten geneigten Abschnitt 143 an und ist durch eine Punktschweißung 119 mit diesem verbunden. Auf diese Weise ist auch hierbei die U-förmige Schneide 151 über den abgewinkelten Abschnitt 147 und den geneigten Abschnitt 148 einspannseitig abgestützt, so daß eine höhere Stabilität erreicht wird und die Bruchgefahr vermindert wird. Die Schneide 151 ist beidseitig an den Abschnitten 144, 145, 146 ausgebildet, so daß das Schneidmesser 140 in beiden Schnittrichtungen verwendbar ist.
- Das in den Fig. 21 und 22 insgesamt mit der Ziffer 140a bezeichnete Ausführungsbeispiel unterscheidet sich von dem anhand der Fig. 17 und 18 beschriebenen Ausführungsbeispiel lediglich dadurch, daß die Schneide 151a gezackt ausgeführt ist. Obwohl die Schneide 151a im gezeigten Ausführungsbeispiel lediglich an einer Seite des Schneidmessers 140a ausgebildet ist, ist auch eine Ausbildung an beiden Seiten ohne weiteres denkbar, um ein beidseitiges Schneiden zu ermöglichen.
- Aus der vorstehenden Schilderung von zahlreichen möglichen Ausführungsbeispielen der Erfindung folgt, daß eine große Variationsbreite existiert, die ausgenutzt werden kann, um die Erfindung in die Praxis umzusetzen. So sind insbesondere weitere Formgebungen für die Schneidmesser oder die Schneiden denkbar, um die Erfindung an besondere Einsatzfälle, Materialien, Kanalformen und dgl. anzupassen.
Claims (22)
- Verfahren zum Einbringen von Oberflächenkanälen (82) mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten (80) oder Platten aus einem Styrol-Polymerisat, bei dem ein motorisch betriebenes Schneidwerkzeug (10) mit oszillierendem Schneidmesser (20; 40; 90; 110; 110a; 140; 140a) verwendet wird, dadurch gekennzeichnet, daß ein U-förmiges Schneidmesser (20; 20a; 40; 90; 90'; 110; 110a; 140; 140a), dessen Schneide (29; 29a; 64; 95; 119; 119a; 151; 151a) um die das U bildenden Abschnitte (24, 25, 26; 61, 62, 63; 92, 93, 94; 112, 113, 114; 112a, 113a, 114a; 144, 145, 146; 144a, 145a, 146a) umläuft, im wesentlichen geradlinig (83) durch das Plattenmaterial geführt wird.
- Verfahren zum Einbringen von Oberflächenkanälen (82) mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten (80) oder Platten aus einem Styrol-Polymerisat, bei dem ein motorisch betriebenes Schneidwerkzeug mit oszillierendem Schneidmesser (100, 100', 100'') verwendet wird, dadurch gekennzeichnet, daß in einem ersten Schritt ein L-förmiges Schneidmesser (100''), dessen Schneide (103) um die das L bildenden Abschnitte (102, 104) umläuft, im wesentlichen geradlinig durch das Plattenmaterial geführt wird, und daß in einem zweiten Schritt ein Schneidmesser (100') mit einem geraden Abschnitt (102) derart parallel zu der Führung des ersten Schrittes durch das Plattenmaterial geführt wird, daß ein durchgehender Plattenmaterial-Streifen aus dem Plattenmaterial entnehmbar ist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß zum Einbringen breiter Oberflächenkanäle der erste und der zweite Schritt mehrfach nacheinander, parallel und nebeneinander ausgeführt werden.
- Vorrichtung zum Einbringen von Oberflächenkanälen (82) mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten (80) oder Platten aus einem Styrol-Polymerisat, mit einem motorisch betriebenen Schneidwerkzeug (10), bei dem ein Schneidmesser (20; 20a; 40; 90; 90'; 110; 110a; 140; 140a) um eine Achse (14; 96; 118; 118a; 150; 150a) mit einer Winkelamplitude im Bereich zwischen 0,5° und 7° und einer Frequenz im Bereich von etwa 10.000 bis 25.000 min -1 oszillierend bewegt wird und das Schneidmesser (20; 20a; 40; 90; 90'; 110; 110a, 140, 140a) zueinander angewinkelte Abschnitte (21 - 27; 42, 43, 61 - 63; 92, 93, 94; 112-116; 112a-116a; 142-148; 142a-148a) aufweist, die mindestens teilweise mit einer Schneide (29; 29a; 64; 95; 119, 119a, 151; 151a) versehen sind, dadurch gekennzeichnet, daß die Schneide (29; 29a; 64; 95; 119; 119a; 151; 151a) über mindestens drei Abschnitte (24 - 26; 61 - 63; 92, 93, 94; 112-114; 112a-114a; 144-146; 144a-146a) umläuft, die miteinander ein U bilden.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß sich an mindestens einen der die freien Enden des U bildenden Abschnitte (24, 26; 61, 63; 114; 114a; 146; 146a) ein weiterer, um näherungsweise 90° abgewinkelter Abschnitt (23, 27; 43; 115; 115a; 147; 147a) anschließt.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß sich der abgewinkelte Abschnitt (23, 27; 43) nach außen hin, von der Einspannseite weg erstreckt.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß der abgewinkelte Abschnitt (115, 115a; 147, 147a) am äußeren, freien Ende des U bildenden Abschnittes (114, 114a, 146, 146a) vorgesehen ist, sich in Richtung zur Einspannseite hin erstreckt und an einem der Abschnitte (112, 112a, 143, 143a) auf der Einspannseite abgestützt ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß der abgewinkelte Abschnitt (115, 115a, 147, 147a) mit einem der Abschnitte (112, 112a, 143, 143a) auf der Einspannseite verschweißt ist.
- Vorrichtung nach einem der Ansprüche 4 bis 8, dadurch gekennzeichnet, daß das Schneidmesser (40) einen Klingenhalter (41) zum Einsetzen einer auswechselbaren Klinge (60) umfaßt.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß die Klinge (60) U-förmig ausgebildet und mit ihren freien Enden in Schlitzen (45, 46) des Klingenhalters (41) arretierbar ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß zum Einbringen von Kanälen (82) unterschiedlicher Breite (B) mehrere parallele Schlitze (45a, 45b, 46a, 46b) im Klingenhalter (41) vorgesehen sind.
- Vorrichtung nach Anspruch 10 oder 11, dadurch gekennzeichnet, daß zum Einbringen von Kanälen (82) unterschiedlicher Tiefe (T) Rastmittel vorgesehen sind, die ein Arretieren der freien Enden in den Schlitzen (45, 46) in unterschiedlicher Höhe gestatten.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß die Rastmittel als Zungen (51, 53) in den Schlitzen (45, 46) ausgebildet sind, die in Gegenschlitze (70, 71) in den freien Enden eingreifen.
- Vorrichtung zum Einbringen von Oberflächenkanälen (82) mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten (80) oder Platten aus einem Styrol-Polymerisat, mit einem motorisch betriebenen Schneidwerkzeug, bei dem ein Schneidmesser (100', 100'', 100''') um eine Achse (105) mit einer Winkelamplitude im Bereich zwischen 0,5° und 7° und einer Frequenz im Bereich von etwa 10.000 bis 25.000 min-1 oszillierend bewegt wird und das Schneidmesser (100', 100'', 100''') mindestens einen mit einer Schneide (103) versehenen Abschnitt aufweist, wobei mindestens ein abgewinkeltes Schneidmesser (100'', 100''') vorgesehen ist, bei dem die Schneide (103) über mindestens zwei Abschnitte (102, 104; 102, 104a) umläuft, dadurch gekennzeichnet, daß mindestens ein Schneidmesser (100') vorgesehen ist, das nicht abgewinkelt ist.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, daß das abgewinkelte Schneidmesser (100'') eine Schneide (103) aufweist, die zwei L-förmig zueinander abgewinkelte Abschnitte (102, 104) umfaßt.
- Vorrichtung nach einem oder mehreren der Ansprüche 4 bis 15, dadurch gekennzeichnet, daß die Schneide (95, 119a, 151a) gezackt ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 4 bis 15, dadurch gekennzeichnet, daß die Schneide (103) gewellt ist.
- Vorrichtung nach Anspruch 16 oder 17, dadurch gekennzeichnet, daß das Schneidmesser (90') auf einer Seite in einer Schneidrichtung mit einer glatten Schneide (95b') und auf der anderen Seite in entgegengesetzter Schneidrichtung mit einer gezackten oder gewellten Schneide (95b) versehen ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 4 bis 18, dadurch gekennzeichnet, daß die Schneide (95) bogenförmig verläuft.
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, daß die Schneide (95) entlang eines konvexen Bogens verläuft.
- Vorrichtung nach einem oder mehreren der Ansprüche 4 bis 20 dadurch gekennzeichnet, daß mindestens einer der mit einer Schneide (103a) versehenen Abschnitte (102) sich verjüngend ausgebildet ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 4 bis 21, dadurch gekennzeichnet, daß die Achse (105) rechtwinkelig zu einem ersten, an einen Einspannabschnitt (101) des Schneidmessers (100) angrenzenden und mit der Schneide (103) versehenen Abschnitt (102) verläuft.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4037790 | 1990-11-28 | ||
| DE4037790 | 1990-11-28 | ||
| DE4107989 | 1991-03-13 | ||
| DE4107989 | 1991-03-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0487948A2 EP0487948A2 (de) | 1992-06-03 |
| EP0487948A3 EP0487948A3 (en) | 1993-01-20 |
| EP0487948B1 true EP0487948B1 (de) | 1997-08-27 |
Family
ID=25898822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19910118899 Expired - Lifetime EP0487948B1 (de) | 1990-11-28 | 1991-11-06 | Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5231910A (de) |
| EP (1) | EP0487948B1 (de) |
| JP (1) | JPH05116096A (de) |
| DE (2) | DE4135573A1 (de) |
| TW (1) | TW213877B (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012059287A1 (de) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Schleif- und/oder schneidwerkzeug für eine werkzeugmaschine mit oszillationsantrieb |
| DE102011075692A1 (de) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Schleif- bzw. Schneidwerkzeug für eine Werkzeugmaschine mit Oszillationsantrieb |
| WO2013029868A1 (de) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Schleif- bzw. schneidwerkzeug für eine werkzeugmaschine mit drehantrieb |
| US10307917B2 (en) | 2014-09-22 | 2019-06-04 | Worktools, Inc. | Cutting blade for oscillating tool |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19518750C1 (de) * | 1995-05-22 | 1996-09-26 | Sprimag Spritzmaschbau Gmbh | Verfahren zur Herstellung von rotationssymmetrischen Profilwalzen mit über ihre Länge unterschiedlichen Profilen aus elastisch komprimierbaren Schaumstoffen |
| DE19613538C1 (de) * | 1996-04-03 | 1997-07-10 | Engelbert Gmeilbauer | Schneidmesser |
| DE19613537C2 (de) * | 1996-04-03 | 1998-04-09 | Engelbert Gmeilbauer | Schälmesser |
| US20010041524A1 (en) * | 1997-05-28 | 2001-11-15 | Marco Steiger | Material removing tool |
| DE29825263U1 (de) | 1997-05-28 | 2007-10-25 | Maroc Gmbh | Schneidwerkzeug |
| GB2345875B (en) * | 1999-05-25 | 2001-05-30 | Uponor Ltd | Pipe preparing tool V |
| US6418831B1 (en) * | 1999-06-11 | 2002-07-16 | Nrg Industries, Inc. | Tool holder and tab system for board cutting machine |
| DE19932248A1 (de) | 1999-07-10 | 2001-01-11 | Fein C & E | Schneidmesser zum Durchtrennen von Klebewulsten an Fensterscheiben |
| US6558390B2 (en) | 2000-02-16 | 2003-05-06 | Axiamed, Inc. | Methods and apparatus for performing therapeutic procedures in the spine |
| US7632274B2 (en) * | 2000-02-16 | 2009-12-15 | Trans1 Inc. | Thin cutter blades with retaining film for preparing intervertebral disc spaces |
| US20070260270A1 (en) * | 2000-02-16 | 2007-11-08 | Trans1 Inc. | Cutter for preparing intervertebral disc space |
| DE20003499U1 (de) * | 2000-02-25 | 2000-05-18 | Fein C & E | Schneidmesser |
| DE10022641B4 (de) * | 2000-04-28 | 2015-12-10 | Volkswagen Ag | Verfahren zur Herstellung einer Reißnaht als Sollbruchstelle |
| DE10058894A1 (de) * | 2000-11-23 | 2002-06-06 | C & E Fein Gmbh & Co Kg | Werkzeug mit einem Halter zur Befestigung an einer Antriebswelle |
| DE10164081B4 (de) * | 2001-12-19 | 2012-01-26 | C. & E. Fein Gmbh | Oszillationswerkzeug mit Ausgleichsabschnitt |
| US6640446B2 (en) * | 2001-12-21 | 2003-11-04 | Leo Martinez | Floor groover |
| US7776042B2 (en) | 2002-12-03 | 2010-08-17 | Trans1 Inc. | Methods and apparatus for provision of therapy to adjacent motion segments |
| US7740633B2 (en) | 2003-10-23 | 2010-06-22 | Trans1 Inc. | Guide pin for guiding instrumentation along a soft tissue tract to a point on the spine |
| FR2861627B1 (fr) * | 2003-11-03 | 2006-06-23 | Pierre Grehal Et Cie Ets | Dispositif de decoupe de passages techniques dans un bloc de materiau isolant |
| WO2006037723A1 (fr) * | 2004-10-08 | 2006-04-13 | Société de Technologie Michelin | Coupe de produits caoutchoutiques preassembles |
| DE102004050635A1 (de) * | 2004-10-18 | 2006-04-20 | C. & E. Fein Gmbh | Hartschaum-Trägerplatte zur Aufnahme der Heizrohre einer Fußbodenheizung sowie Werkzeug zum Einarbeiten des Verlegekanals und Verfahren zum Verlegen von Heizrohren in der Hartschaum-Trägerplatte |
| DE102005027195A1 (de) * | 2005-06-06 | 2006-12-14 | C. & E. Fein Gmbh | Verfahren und Vorrichtung zum Herstellen von Schlitzen in Werkstücken |
| US20080033466A1 (en) * | 2006-02-28 | 2008-02-07 | Trans1 Inc. | Surgical cutter with exchangeable cutter blades |
| US20110126688A1 (en) * | 2008-05-26 | 2011-06-02 | Masanobu Soyama | Scribing apparatus for thin film solar cell |
| US8650760B2 (en) * | 2009-12-30 | 2014-02-18 | Guy A. Van Alstine | Heated cutting blade, cutting head, and blade mounting structure |
| US8696672B2 (en) * | 2010-01-22 | 2014-04-15 | Baxano Surgical, Inc. | Abrading tool for preparing intervertebral disc spaces |
| US9302405B2 (en) * | 2011-10-28 | 2016-04-05 | Robert Bosch Gmbh | Planer accessory tool for an oscillating power tool |
| DE102012007489A1 (de) | 2012-03-30 | 2013-10-02 | C. & E. Fein Gmbh | Spachtel |
| US9913728B2 (en) | 2013-03-14 | 2018-03-13 | Quandary Medical, Llc | Spinal implants and implantation system |
| US9555554B2 (en) | 2013-05-06 | 2017-01-31 | Milwaukee Electric Tool Corporation | Oscillating multi-tool system |
| DE102013107867A1 (de) | 2013-07-23 | 2015-02-19 | C. & E. Fein Gmbh | Oszillationswerkzeug |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3740847A (en) * | 1971-02-04 | 1973-06-26 | W Kliever | Power driven meat trimming and cutting knife |
| US4080734A (en) * | 1976-09-24 | 1978-03-28 | Barbour Deryle R | Method and apparatus for removing a vehicle windshield |
| FI800489A (fi) * | 1980-02-19 | 1981-08-20 | Partek Ab | Saett att framstaella isolationsskaolar foer roer och anordning foer utfoerande av saettet |
| JPS58177302A (ja) * | 1982-04-10 | 1983-10-18 | 松岡 伝人 | 木材の方形孔切削形成装置 |
| DE8325025U1 (de) * | 1983-08-31 | 1983-12-22 | C. & E. Fein Gmbh & Co, 7000 Stuttgart | Schneidwerkzeug |
| US4615119A (en) * | 1984-04-26 | 1986-10-07 | Jhj Enterprises | Blade for a vibratory cutter |
| DE8423004U1 (de) * | 1984-08-02 | 1984-10-31 | C. & E. Fein Gmbh & Co, 7000 Stuttgart | Schneidmesser zum durchtrennen der klebeschicht einer angeklebten scheibe |
| US4656910A (en) * | 1986-03-03 | 1987-04-14 | The Goodyear Tire & Rubber Company | Belt skiving method and apparatus |
| DE3719073A1 (de) * | 1987-06-06 | 1988-12-15 | Fein C & E | Schneidwerkzeug |
| JPH01163052A (ja) * | 1987-12-19 | 1989-06-27 | Sumitomo Rubber Ind Ltd | グルービング装置のカッタ支持装置 |
| DE3814554A1 (de) * | 1988-04-29 | 1989-11-09 | Fein C & E | Schneidmesser |
| DE3839029A1 (de) * | 1988-11-18 | 1990-05-23 | Fein C & E | Schneidmesser mit geradem schneidteil |
| DE3929852A1 (de) * | 1989-08-15 | 1991-02-21 | Fein C & E | Schaelmesser |
-
1991
- 1991-10-29 DE DE19914135573 patent/DE4135573A1/de not_active Withdrawn
- 1991-11-06 EP EP19910118899 patent/EP0487948B1/de not_active Expired - Lifetime
- 1991-11-06 DE DE59108835T patent/DE59108835D1/de not_active Expired - Fee Related
- 1991-11-18 TW TW80109040A patent/TW213877B/zh active
- 1991-11-22 US US07/796,573 patent/US5231910A/en not_active Expired - Fee Related
- 1991-11-27 JP JP33599591A patent/JPH05116096A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012059287A1 (de) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Schleif- und/oder schneidwerkzeug für eine werkzeugmaschine mit oszillationsantrieb |
| DE102010043452A1 (de) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Schleif- bzw. Schneidwerkzeug für eine Werkzeugmaschine mit Oszillationsantrieb |
| DE102011075692A1 (de) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Schleif- bzw. Schneidwerkzeug für eine Werkzeugmaschine mit Oszillationsantrieb |
| WO2012152482A1 (de) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Schleif -, säge- bzw. schneidwerkzeug für eine werkzeugmaschine mit oszillationsantrieb |
| WO2013029868A1 (de) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Schleif- bzw. schneidwerkzeug für eine werkzeugmaschine mit drehantrieb |
| DE102011082035A1 (de) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Schleif- bzw. Schneidwerkzeug für eine Werkzeugmaschine mit Drehantrieb |
| US10307917B2 (en) | 2014-09-22 | 2019-06-04 | Worktools, Inc. | Cutting blade for oscillating tool |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59108835D1 (de) | 1997-10-02 |
| EP0487948A2 (de) | 1992-06-03 |
| TW213877B (de) | 1993-10-01 |
| EP0487948A3 (en) | 1993-01-20 |
| JPH05116096A (ja) | 1993-05-14 |
| US5231910A (en) | 1993-08-03 |
| DE4135573A1 (de) | 1992-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0487948B1 (de) | Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung | |
| DE3905788C2 (de) | Schneidwerkzeug zum Einschneiden von Rohren, um deren Biegung zu erleichtern | |
| EP1481750B9 (de) | Säge mit einer drehoszillierenden Antriebsbewegung und Sägeblatt hierfür | |
| DE2848554C2 (de) | Stanzwerkzeug | |
| DE3018985C2 (de) | Verfahren zum Verarbeiten von natürlich gewachsenen, sich konisch verjüngenden Baumstämmen | |
| EP0546392B1 (de) | Stanzmesser sowie Vorrichtung mit einem solchen Stanzmesser | |
| DE2939057B2 (de) | Schneidevorrichtung zum Einbringen von Schnitten in die Haut | |
| DE2725187C2 (de) | Einrichtung zum Durchtrennen von I-Profilen oder verwandten Profilen | |
| DE3403668C2 (de) | ||
| DE2921176A1 (de) | Schlag- oder stanzeinrichtung | |
| EP0497078B1 (de) | Werkzeug zum Schneiden von Isolationsplatten, insbesondere solche aus Fasermaterial | |
| DE19605991A1 (de) | Eckverbindungsmaschine zur Herstellung von Fenster- und/oder Türrahmen | |
| EP0538720A1 (de) | Verfahren zum Herstellen einer pendelnd aufgehängten Trennleiste für eine Häckselvorrichtung, Trennleiste und Häckselvorrichtung | |
| DE2752717A1 (de) | Stanzmesserform und deren herstellungsverfahren | |
| EP0813929A1 (de) | Verfahren zum Herstellen geschweisster Stahlblechplatinen | |
| EP2524756A1 (de) | Profilschneideinrichtung | |
| EP0266609A1 (de) | Schrank, insbesondere Badezimmerschrank | |
| DE3002321A1 (de) | Befestigungselement | |
| DE60204888T2 (de) | Rotierendes standwerkzeug zum kontinuierlischen lochen von profilen sowie verwendung desselben | |
| EP1160392A2 (de) | Stranggepresste Fassadenplatte | |
| EP0157161A1 (de) | Strickholzbalken, Fräsmaschine zum Herstellen desselben und Gebäude hergestellt mit Strickholzbalken | |
| DE2027725C3 (de) | Verfahren und Vorrichtung zum Herstellen von mit einer Klebefolie o.dgl. hinterlegten Einzelstücken gleicher oder unterschiedlicher Größe aus einer ebenen Platte | |
| EP0181431A2 (de) | Verfahren zum trennenden Sägen von Werkstücken | |
| WO1994000262A1 (de) | Gegenmesser | |
| DE19824616C2 (de) | Schnittwerkzeug für textile Beläge im Fahrzeugbau |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: B26D 3/08 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19930317 |
|
| 17Q | First examination report despatched |
Effective date: 19950522 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19970827 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970827 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59108835 Country of ref document: DE Date of ref document: 19971002 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19971010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19971127 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000914 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001013 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20001016 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081103 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 |