EP0487948B1 - Method and device for placing surface channels in panels of soft material and use of the device - Google Patents
Method and device for placing surface channels in panels of soft material and use of the device Download PDFInfo
- Publication number
- EP0487948B1 EP0487948B1 EP19910118899 EP91118899A EP0487948B1 EP 0487948 B1 EP0487948 B1 EP 0487948B1 EP 19910118899 EP19910118899 EP 19910118899 EP 91118899 A EP91118899 A EP 91118899A EP 0487948 B1 EP0487948 B1 EP 0487948B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- cutting edge
- cutter
- cutting
- sections
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/06—Grooving involving removal of material from the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/086—Means for treating work or cutting member to facilitate cutting by vibrating, e.g. ultrasonically
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0304—Grooving
Definitions
- the invention relates to a method for introducing surface channels with an at least approximately rectangular cross section into sheet material made of soft material, in particular mineral fiber insulation mats or sheets made of a styrene polymer, in which a motorized cutting tool with an oscillating cutting knife is used.
- the invention further relates to a device for introducing surface channels with an at least approximately rectangular cross section in sheet material made of soft material, in particular mineral fiber insulation mats or sheets made of a styrene polymer, with a motor-driven cutting tool, in which a cutting knife about an axis with an angular amplitude in Range between about 0.5 ° and 7 ° and a frequency in the range of about 10,000 to 25,000 min -1 is oscillated and the cutting knife has angled sections that are at least partially provided with a cutting edge.
- a cutting tool of the type already explained is also known, in which an oscillating cutting knife is also used.
- the cutting knife has a 90 ° bent blade, the two legs of which are each provided with a cutting edge.
- This known cutting knife is provided for the sole purpose of cutting through elastic adhesive beads on vehicle windows.
- This special tool is neither intended nor suitable for other areas of application. In particular, this tool is unsuitable for making surface channels in soft material plate material because the outer leg of the blade extends parallel to the lower surface of the power tool and the oscillating shaft forms an acute angle with the cutting edges, so that cutting into surfaces of plate material is impossible is.
- the invention has for its object to develop a method and a device of the type mentioned, with which it is possible to introduce surface channels in a short and simple and reproducible manner in plate material made of soft material.
- this object is achieved on the one hand in that a U-shaped cutting knife, the cutting edge of which rotates around the sections forming the U, is guided in a straight line through the plate material.
- this object is achieved in that, in a first step, an L-shaped cutting knife, the cutting edge of which rotates around the sections forming the L, is guided essentially in a straight line through the plate material, and in a second step Cutting knife with a straight section is guided parallel to the guidance of the first step through the plate material such that a continuous strip of plate material can be removed from the plate material.
- the first and second steps are preferably carried out several times in succession, in parallel and next to one another, in order to introduce wide surface channels.
- the object on which the invention is based is achieved, on the one hand, by the cutting edge rotating over at least three sections which form a U with one another.
- the object on which the invention is based is achieved in that at least one cutting knife is provided, in which the cutting edge rotates over at least two sections which are angled to one another, and that at least one cutting knife is provided which is not angled .
- the U-shaped knife of the one embodiment according to the invention with a total of at least three cutting edges namely causes a complete surface channel to be cut out in a single operation, the cutting line leading from surface to surface.
- the angled, preferably L-shaped knife of the other embodiment according to the invention with a total of two cutting edges causes two sides of the surface channel to be cut out in a first operation, while the third side is subsequently cut out in a second operation.
- This has the advantage that surface channels of any width can be produced by performing the two work steps as often as desired next to one another and in parallel.
- the L-shaped knife is then used to cut out a further strip of material on the underside on one side of the channel that has already been cut out, which is cut in the longitudinal direction in a further second operation with a straight cutting knife or, if appropriate, again with an angled cutting knife and can be removed or falls out.
- the cut-out material residue can only be removed from the cut channel, but does not need to be separated out, so that in practice no operation is required at all, because the cut-out material migrates out of the cut-out channel by itself or with an inclined work surface falls out.
- At least one of the sections forming the free ends of the U is followed by a further section which is angled by approximately 90 °.
- this measure has the advantage that the further section can serve as a support on the surface of the plate material, so that when the surface channel is cut, an uncontrolled sinking of the knife into the plate material is prevented becomes.
- the angled section is provided on the outer, free end of the U-forming section, extends towards the clamping side and is supported on one of the sections on the clamping side. Since the outer part of the cutting edge is thus additionally supported, the mechanical stability of the cutting edge is considerably improved in this way.
- the support can be achieved in a simple manner in that the angled section is welded to one of the sections on the clamping side, which can be achieved, for example, by spot welding.
- the cutting knife comprises a blade holder for inserting an exchangeable blade.
- This measure has the advantage that with one and the same blade holder, surface channels of different widths, depths or other contours can be cut in close succession, with only minimal changeover times being required.
- the blade is U-shaped and can be locked with its free ends in slots in the blade holder.
- a non-angled cutting knife can be inserted into the cutting tool.
- This measure has the advantage that the strips of material that have already been loosened on one or both sides on the second or third side can be cut out with a straight, non-angled cutting knife.
- the cutting edge is not straight at its cutting edge, but rather is serrated or wavy.
- the cutting knife is provided with a smooth cutting edge on one side in a cutting direction and with a serrated or wavy cutting edge on the other side in the opposite cutting direction.
- This measure has the advantage that one and the same tool can be used for two different materials. If the tool with the clamped cutting knife is to be used in a fibrous material, it only needs to be guided through the material in one cutting direction with the smooth cutting edge, while with another, rather coarse material, the tool in the opposite cutting direction with the serrated or wavy edge is passed through the material.
- This is a great advantage, particularly when it comes to interior fittings, if, on the one hand, mineral fiber mats and, on the other hand, styrene polymer plates are used in parallel or immediately one after the other, both of which are known to be used for thermal insulation. The tradesman then does not need to change the cutting knife, but rather can process both materials with an unchanged tool, only the tool having to be guided through the material once in one direction and the other time.
- the cutting edge runs in an arc shape, preferably along a convex arc. This measure also has the advantage that a better cut is produced in numerous applications, be it with straight or serrated or wavy cutting edges along the arc shape.
- This embodiment of the knives also has advantages in terms of cut quality in numerous applications.
- exemplary embodiments of the invention are preferred in which the axis is at right angles to a first one Clamping section of the cutting knife adjacent and provided with the cutting edge extends.
- This known measure has the advantage that the motor-driven cutting tool can be guided with its longitudinal axis perpendicular to the surface of the material, which is ergonomically advantageous in numerous applications and ensures good access to the material.
- 10 denotes an electric tool with a housing 11, which is only indicated schematically and broken off.
- a drive flange 12 is connected to the front of the housing 11, which preferably contains an electric drive motor, which flange e.g. can contain an angular gear.
- the drive flange 12 is also provided with a protective bracket 13.
- An axis 14 extends at right angles to the longitudinal axis of the housing 11 and is at the same time the axis of a drive spindle 15 in the drive flange 12.
- a double arrow 16 indicates that the drive spindle 15 moves in an oscillating manner, ie rotates back and forth by a small angular amount.
- the angular amount is approximately between 0.5 ° and 7 °, the oscillation frequency between 10,000 and 25,000 min -1 .
- a cutting knife 20 is inserted into the drive spindle 15, the further details of which are shown in FIGS. 2 and 3.
- the cutting knife 20 comprises a first, flat section 21, which is followed by a second, inclined section 22. This is followed by a third, flat section 23, from which a fourth section 24 extends vertically downward.
- the fourth section 24 merges via a fifth section 25 bent by 180 ° into a sixth section 26 which runs vertically upwards.
- the upper free leg of the sixth section 26 merges again into a seventh section 27 which runs flat and is directed towards the third section 23.
- a cutting edge 29 is continuously attached in the fourth, fifth and sixth sections 24, 25, 26, which together form a U-shaped structure.
- the first, flat section 21 merges to the right in FIGS. 2 and 3 into a circular extension 30 which is provided with a central driving profile 31, for example a polygon, which forms a torsionally rigid driving connection for the drive spindle 15.
- FIGS. 4 and 5 show a slightly modified exemplary embodiment of a cutting knife 20a, in which the first to third sections 21a to 23a are combined to form a common inclined section which runs at an angle 35 of, for example, 15 ° with respect to a horizontal plane.
- the cutting knife 20a also has a U-shaped shape, but does not have a flat section at the left free end of the U in the illustration in FIGS. 4 and 5, as is present in the embodiment of FIGS. 2 and 3 with 27 .
- a cutting edge 29a goes around the three sections of the U.
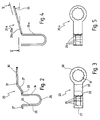
- FIG. 6 shows a further exemplary embodiment of a cutting knife 40.
- the cutting knife 40 has a blade holder 41 which can be brought into a rotationally fixed driving connection with the drive spindle 15, for example with the aid of a circular section, as can be seen at 30, 31 in FIG. 3. For the sake of clarity, however, this is not shown again in FIG. 6.
- the blade holder 41 has a first, inclined section 42 and a second, flat section 43. Slits 45a, 45b, 46a, 46b are made in the flat section 43, the total number of which is a multiple of 2. The slots 45a, 45b, 46a, 46b are arranged in pairs in a folding symmetry to one another.
- the slots 45a, 45b, 46a, 46b each represent a U-shaped opening in the second, flat section 43 in plan view, the slots 45a, 45b on the left in FIG. 6 being arranged in a folding-symmetrical manner with respect to the two right slots 46a, 46b are.
- Each of the slots 45a, 45b, 46a, 46b has a continuous longitudinal wall 50 and 52 and, on the opposite side, a tongue 51 and 53 directed against the longitudinal wall 50, 52.
- the tongues 51a, 51b are directed to the right, over the tongues 53a, 53b of the two slots 46a, 46b located on the right in FIG. 6 are directed opposite to the left.
- the cutting knife 40 further comprises a separate, U-shaped blade 60.
- the blade 60 has a first, vertical section 61, a second, flat section 62 adjoining it below, and a third, in turn adjoining and vertically running section 63.
- the three sections 61, 62, 63 mentioned are in turn provided with a continuous cutting edge 64a or at the opposite end 64b.
- the free ends of the vertical sections 61 and 64 are provided with horizontally extending slots 70 and 71, respectively.
- the width of the slots 70, 71 is equal to or slightly larger than the width of the tongues 51 and 53, while the total width of the vertical sections 61, 63 is equal to or slightly less than the total width of the U-shaped slots 45 and 46 is.
- the arrangement is preferably such that the vertical sections 61, 63 of the blade 60 are moved slightly towards one another with the fingers of the user, that is to say are pressed together, as indicated by a double arrow 75 in FIG. 6. In this position, the free ends of the vertical sections 61, 63 can be guided past the tongues 51, 53 of the slots 45, 46 until a desired depth of cut T is achieved by inserting said free ends into the slots 45, 46.
- the blade 60 has a width B, so that the slots 45a, 46a are to be used, which are also spaced apart by the dimension B.
- the slots 45b, 46b which are spaced further apart are provided for this purpose.
- the cutting depth T can be varied by changing the slot 70, 71 in engagement in each case.
- one and the same blade 60 can be used, whereas different blades usually have to be used for different widths B.
- FIG. 7 shows a section of an extremely schematically indicated plate material made of soft material, namely a glass fiber or rock wool insulation mat 80.
- the mat 80 is provided on a flat surface with an aluminum liner 81, as is usually used as a vapor barrier in such insulation mats becomes.
- FIG. 7 shows, as an example, the case in which a cutting knife 20 is used, as has already been shown and explained in FIGS. 1 to 3.
- the cutting knife 20 is connected to the drive spindle 15 of the power tool 10 and the drive is then switched on.
- the cutting knife 20 then oscillates with the values mentioned at the beginning.
- the cutting knife 20 can now either be brought laterally to the mat 80 laterally or can be dipped obliquely at any location into the surface 84 of the mat 80 in order to cut out a surface channel 82 from the material of the mat 80.
- the cutting knife 20 is guided so that the third and seventh, each flat section 23 and 27 of the cutting knife 20 is guided along the surface 84 of the mat 80 so that it serves as a vertical stop and an undefined sinking of the cutting knife 20 into the mat 80 is prevented.
- the oscillating cutting knife 20 is now guided in a straight line along the surface 84, as indicated by an arrow 83 in FIG. 7.
- straight means that a predetermined course of the channel to be formed is followed, which of course can also be curved at least in places.
- the term "rectilinear” is therefore only intended to illustrate that the channel 82 to be formed is an elongated structure.
- 90 denotes another embodiment of a cutting knife.
- the special feature of this cutting knife is that a first straight section 91, which is used to fasten the cutting knife 90 to the power tool 10 of FIG. 1, passes straight into a second section 92 of the cutting knife, that is to say it is not angled or bent.
- the second section 92 is followed by a third, curved section 93, which in turn merges into a fourth, straight section 94, which runs parallel to the second section 92.
- the side view of FIG. 10, which is rotated by 90 ° in relation to the view of FIG. 8, shows the resulting shape of a U.
- the second, the third and the fourth section 92, 93, 94 are provided with a cutting edge which runs over all three sections 92, 93, 94.
- the cutting edge 95 is serrated.
- the serrated design of the cutting edge 95 is particularly advantageous for coarsely structured materials, e.g. Styrene polymers as are generally known under the registered trademark "STYROPOR".
- Such materials consist of material balls with a diameter of 1 or more mm. If such materials are cut with straight or already blunted knives, the material balls are not cut but rather jump out of the material elastically when cutting. This leads to unclean cut edges and contamination in the area around the workplace. It has now been found that such materials can be advantageously cut with serrated or wavy cutting edges, especially when the distance between the serrations or waves is at least as large as the diameter of the beads.
- FIG. 9 Another variant of a cutting knife 90 ', as shown in FIG. 9, is finally provided with a straight cutting edge 95b. 9 corresponds completely to the cutting knife 90 of FIG. 8. Accordingly, the side view of FIG. 10 rotated by 90 ° is the same in all cases.
- FIG. 9 it is also indicated with 95b 'that the cutting knife 90' can be provided with different cutting edges on the right and left side in FIG. 9. While the right-hand side in FIG. 9 is provided with a straight but serrated cutting edge 95b, the left-hand side in FIG. 9 is provided with a likewise straight but smooth cutting edge 95b '. This is intended to indicate that the cutting knives can be provided with different cutting edges 95b and 95b ', regardless of their other shape in the two possible cutting directions right / left, so that one and the same cutting knife 90' can be used for cutting two different materials can and only the cutting direction, ie the direction in which the tool is guided must be changed.
- 96 denotes an axis about which the cutting blades 90 and 90 'execute the oscillating movement.
- the oscillating drive axis 14 is at an angle of 90 ° to the longitudinal axis of the housing 11. Therefore, if one of the cutting knives 90, 90 'shown in Figs. 8-10 is used with this cutting tool 10, the cutting edges 95 and 95b are aligned with the longitudinal sections 92 and 94 in extension of the longitudinal axis of the cutting tool 10 while they are being cut included an angle of 90 ° with the longitudinal axis of the cutting tool 10 in the previously described exemplary embodiments.
- FIGS. 8 to 10 can also be designed in an angled or cranked arrangement, similar to FIGS. 1 to 7 his and the same applies in reverse to the previously described exemplary embodiments of FIGS. 1 to 7, which can also be designed in a non-angled or non-angled embodiment.
- FIGS. 11 to 14 show further exemplary embodiments of cutting knives, the shape of which in side view is not U-shaped but L-shaped or even straight.
- FIG. 11 shows a cutting knife 100 with a first, straight fastening section 101, to which in turn a second, likewise straight section 102 is directly connected.
- the arrangement corresponds to the sections 91, 92 of the cutting knife 90 according to FIG. 8.
- the second, straight section 102 of the cutting knife 100 is now provided with a cutting edge 103 which is corrugated in the exemplary embodiment shown.
- a cutting edge 103 which is corrugated in the exemplary embodiment shown.
- the considerations apply, which have already been made above with regard to FIGS. 8 to 10 with regard to corrugated or serrated cutters, and it goes without saying that the design of the cutting edges is only to be understood as an example, because all of them are described in the context of the present invention Cutting knives with continuous, serrated or wavy cutting edges, whether straight or curved.
- a cutting knife 100 ′ is only provided with the second straight section 102.
- a cutting knife 100 '' Provide a third, also straight section 104 at the lower free end of the second straight section 102 with an angle of 90 °.
- a cutting knife 100 ′′ ′′ is provided at the lower end of the second straight section 102 with a likewise angled third section 104a, which, however, adjoins the second straight section 102 at an obtuse angle.
- FIGS. 11 to 14 are used in different ways compared to what was described above for FIGS. 1 to 10.
- an angled cutting knife 100 '' or 100 ''' is used to make a first longitudinal cut through the plate material.
- the surface channel is already cut out on two of three sides.
- the third side of the surface channel is then cut out in a further work step, either in that an angled cutting knife 100 '' or 100 '''is passed through the plate material in the opposite direction, so that essentially the cutting edge 103 on the second straight section 102 cuts out the third side of the surface channel.
- a straight cutting knife 100 ' can be used to cut out the third side of the surface channel.
- the two operations can then be repeated one or more times.
- the angled cutting knife 100 ′′ is then guided through the surface channel that has already been introduced, in which the second, straight section 102 slides on one of the side walls of the surface channel and the third, angled section 104 laterally carries out a further horizontal cut.
- the material strip which has already been loosened on one side in this way is then in turn separated by a second cut using the cutting knife 100 ′′ or 100 ′.
- 15 to 22 show further exemplary embodiments of the invention, in which additional support of the free leg of the U-shaped cutting edge is provided.
- the cutting knife generally designated by the number 110a in FIGS. 19 and 20 essentially corresponds to the cutting knife according to FIGS. 9 and 10, but an additional support of the outer free leg of the U-forming section is provided on the clamping-side section.
- the cutting knife 110a has a first flat section 112a, on which a circular extension with a driving profile 120a in the form of a polygon is provided.
- the driving profile 120a is used for connection to the drive spindle 15 of the power tool 10, by means of which the cutting knife 110a can be moved in an oscillating manner about the axis 118a.
- the first flat section 112a merges into the U-shaped cutting edge 119a, which is formed from a part of the first section 112a, from a bent section 113a and a third flat section 114a, which is parallel to the first section 112a.
- the third flat section 114a continues with a section 115a angled at an angle of approximately 90 ° in the direction of the first flat section 112a.
- the fourth angled section 115a is followed by another fifth section 116a angled at an angle of approximately 90 °, which runs parallel to the first planar section 112a.
- the fifth section 116a lies on the first flat section 112a and is connected to it by a spot weld 117a.
- the U-shaped cutting edge 119a is thus terminated at the upper end via the fourth and fifth sections 115a, 116a and is supported on the first section 112a.
- the cutting edge 119a is serrated as in the previously mentioned exemplary embodiment according to FIGS. 9 and 10.
- the embodiment designated 110 differs from the previously described embodiment according to FIGS. 19 and 20 only in that the cutting edge 119 is straight and has no serrations.
- the cutting edge 119 tapers towards both ends of the cutting knife 110, so that a cut is possible in both directions.
- 17 and 18 show a modification of the exemplary embodiment according to FIGS. 2 and 3.
- the cutting knife 140 comprises a first, flat section 142, which is followed by a second, inclined section 143. This is followed by a third, vertical section 144 which merges into a fourth section 145 which is bent by 180 °. At the end of the curved section 145 is included another section 146 perpendicular to the first section 142 and running parallel to the third section 144.
- the U-shaped cutting edge 151 is formed by the two legs of the third section 144 and the fifth section 146, as well as by the bent section 145 lying between them.
- the fifth section 146 merges at a right angle at its end remote from the bent section 145 into a sixth angled section 147, which is followed by a further inclined section 148.
- This inclined section 148 abuts the second inclined section 143 and is connected to it by a spot weld 119.
- the U-shaped cutting edge 151 is also supported on the clamping side via the angled section 147 and the inclined section 148, so that greater stability is achieved and the risk of breakage is reduced.
- the cutting edge 151 is formed on both sides on the sections 144, 145, 146, so that the cutting knife 140 can be used in both cutting directions.
- the exemplary embodiment denoted overall by the number 140a in FIGS. 21 and 22 differs from the exemplary embodiment described with reference to FIGS. 17 and 18 only in that the cutting edge 151a is designed in a serrated manner.
- the cutting edge 151a is only formed on one side of the cutting knife 140a in the exemplary embodiment shown, it is also readily conceivable to form it on both sides in order to enable cutting on both sides.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Knives (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Einbringen von Oberflächenkanälen mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten oder Platten aus einem Styrol-Polymerisat, bei dem ein motorisch betriebenes Schneidwerkzeug mit oszillierendem Schneidmesser verwendet wird.The invention relates to a method for introducing surface channels with an at least approximately rectangular cross section into sheet material made of soft material, in particular mineral fiber insulation mats or sheets made of a styrene polymer, in which a motorized cutting tool with an oscillating cutting knife is used.
Die Erfindung betrifft ferner eine Vorrichtung zum Einbringen von Oberflächenkanälen mit wenigstens näherungsweise rechteckförmigem Querschnitt in Plattenmaterial aus weichem Werkstoff, insbesondere Mineralfaser-Dämmatten oder Platten aus einem Styrol-Polymerisat, mit einem motorisch betriebenen Schneidwerkzeug, bei dem ein Schneidmesser um eine Achse mit einer Winkelamplitude im Bereich zwischen etwa 0,5° und 7° und einer Frequenz im Bereich von etwa 10.000 bis 25.000 min -1 oszillierend bewegt wird und das Schneidmesser zueinander angewinkelte Abschnitte aufweist, die mindestens teilweise mit einer Schneide versehen sind.The invention further relates to a device for introducing surface channels with an at least approximately rectangular cross section in sheet material made of soft material, in particular mineral fiber insulation mats or sheets made of a styrene polymer, with a motor-driven cutting tool, in which a cutting knife about an axis with an angular amplitude in Range between about 0.5 ° and 7 ° and a frequency in the range of about 10,000 to 25,000 min -1 is oscillated and the cutting knife has angled sections that are at least partially provided with a cutting edge.
Aus dem DE-Prospekt "FEIN Elektro-Fugenschneider" (1989) ist es bekannt, zum Aufschneiden von mit weichem Material gefüllten Fugen in Bauwerken ein Schneidwerkzeug zu verwenden, bei dem ein Schneidmesser mit einer Frequenz von etwa 20.000 min -1 um 2° Winkel hin- und herschwingt. Das Messer besitzt dabei eine in Draufsicht rechteckförmige oder dreieckförmige, spitz nach vorne zulaufende Klinge.From the DE-brochure "FINE electric joint cutter" (1989) it is known for slicing filled with soft material joints in buildings to use a cutting tool in which a cutting blade at a frequency of about 20,000 min -1 to 2 ° angle swings back and forth. The knife has a rectangular or triangular blade in plan view, tapering to the front.
In der Praxis sind derartige Elektro-Fugenschneider mitunter auch dazu verwendet worden, um Oberflächenkanäle in Plattenmaterial aus einem weichen Werkstoff, insbesondere in aluminiumkaschierte Glasfaser-Dämmatten zu schneiden. Derartige Oberflächenkanäle werden dort vorgesehen, um Raum für Leitungen, beispielsweise Wasser-, Gas- oder Elektroleitungen zu schaffen.In practice, such electric floor saws have also sometimes been used to cut surface channels in sheet material made of a soft material, in particular in aluminum-clad glass fiber insulation mats. Surface channels of this type are provided there to create space for lines, for example water, gas or electrical lines.
Hierzu ist es bekannt, mit dem zuvor geschilderten Elektro-Fugenschneider zwei parallele Schnitte durch die Oberfläche des Plattenmaterials zu führen und anschließend das zwischen den beiden parallelen Schnitten stehengebliebene Material zu entfernen, z.B. mittels eines üblichen Taschenmessers oder eines Schraubenziehers.For this purpose, it is known to make two parallel cuts through the surface of the plate material with the above-described electric floor saw and then between the Remove the material that has remained in both parallel cuts, for example using a conventional pocket knife or a screwdriver.
Diese bekannte Vorgehensweise ist sehr zeitaufwendig, weil insgesamt drei Arbeitsgänge erforderlich sind, nämlich zwei Schneidvorgänge und ein Vorgang des Heraustrennens von Material, wobei vor allem der letztgenannte Arbeitsgang aufwendig ist, weil das herauszutrennende Material an der Unterseite noch von dem Umgebungsmaterial gelöst werden muß, da dort - an der Sohle des auszubildenden Kanals - kein Material durchtrennt wurde. Es liegt ferner auf der Hand, daß mit einem solchen manuellen Vorgehen nur sehr ungenau gearbeitet werden kann, weil es insbesondere unter den rauhen Bedingungen an einer Baustelle kaum möglich ist, zwei exakt parallele und auch gleich tiefe Schnitte zu führen und dann noch mittels eines Schraubenziehers oder eines anderen relativ simplen Werkzeugs das dazwischen stehengebliebene Material bis zu einer exakt gleichen und konstant bleibenden Tiefe zu entfernen.This known procedure is very time-consuming because a total of three work steps are required, namely two cutting processes and a process of separating material, the latter process in particular being complex because the material to be removed on the underside still has to be detached from the surrounding material since there - on the sole of the canal to be trained - no material was cut. It is also obvious that such a manual procedure can only be used very inaccurately, because it is hardly possible, especially under the rough conditions at a construction site, to make two exactly parallel and equally deep cuts and then by means of a screwdriver or another relatively simple tool to remove the material that has stopped in between to an exactly the same and constant depth.
Andererseits werden in zunehmendem Maße Umbau- und Ausbauarbeiten, insbesondere auch Modernisierungsarbeiten an Altbauten durchgeführt, bei denen Glasfaser-Dämmatten zum Füllen von Holzkonstruktionen, zum Isolieren und dgl. im großen Umfange eingesetzt werden. Bei all diesen "kleinen" Bauvorhaben im Zuge von Modernisierungen oder bei der Schaffung von neuem Wohnraum in Dachgeschossen, Untergeschossen oder dgl. stellt sich das genannte Problem, Oberflächenkanäle in Glasfaser-Dämmatten einzubringen, in immer stärkerem Maße.On the other hand, renovation and expansion work, in particular also modernization work on old buildings, is increasingly being carried out, in which glass fiber insulation mats are used to fill wooden structures, for insulation and the like. With all these "small" construction projects in the course of modernization or the creation of new living space in attics, basements or the like. The problem mentioned to introduce surface channels in fiberglass insulation mats arises to an ever increasing extent.
Aus der DE-A-37 19 073 ist ferner ein Schneidwerkzeug der bereits erläuterten Art bekannt, bei dem ebenfalls ein oszillierendes Schneidmesser verwendet wird. Bei diesem bekannten Schneidwerkzeug weist das Schneidmesser eine um 90° abgekröpfte Klinge auf, deren beide Schenkel jeweils mit einer Schneidkante versehen sind. Dieses bekannte Schneidmesser ist zu dem alleinigen Zweck vorgesehen, um elastische Klebewülste an Fahrzeugscheiben zu durchtrennen. Für andere Einsatzbereiche ist dieses Spezialwerkzeug weder vorgesehen noch geeignet. Insbesondere ist dieses Werkzeug ungeeignet, um Oberflächenkanäle in Plattenmaterial aus weichem Werkstoff einzubringen, weil der äußere Schenkel der Klinge sich parallel zur unteren Oberfläche des Elektrowerkzeugs erstreckt und die oszillierende Welle einen spitzen Winkel mit den Schneiden einschließt, so daß ein Hineinschneiden in Oberflächen von Plattenmaterial unmöglich ist.From DE-A-37 19 073 a cutting tool of the type already explained is also known, in which an oscillating cutting knife is also used. In this well-known Cutting tool, the cutting knife has a 90 ° bent blade, the two legs of which are each provided with a cutting edge. This known cutting knife is provided for the sole purpose of cutting through elastic adhesive beads on vehicle windows. This special tool is neither intended nor suitable for other areas of application. In particular, this tool is unsuitable for making surface channels in soft material plate material because the outer leg of the blade extends parallel to the lower surface of the power tool and the oscillating shaft forms an acute angle with the cutting edges, so that cutting into surfaces of plate material is impossible is.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art weiterzubilden, mit denen es möglich ist, in geringer Zeit und auf einfache und reproduzierbare Weise Oberflächenkanäle in Plattenmaterial aus weichem Werkstoff einzubringen.The invention has for its object to develop a method and a device of the type mentioned, with which it is possible to introduce surface channels in a short and simple and reproducible manner in plate material made of soft material.
Gemäß dem eingangs genannten Verfahren wird diese Aufgabe zum einen dadurch gelöst, daß ein U-förmiges Schneidmesser, dessen Schneide um die das U bildenden Abschnitte umläuft, geradlinig durch das Plattenmaterial geführt wird.According to the method mentioned in the introduction, this object is achieved on the one hand in that a U-shaped cutting knife, the cutting edge of which rotates around the sections forming the U, is guided in a straight line through the plate material.
Gemäß dem eingangs genannten Verfahren wird diese Aufgabe zum anderen dadurch gelöst, daß in einem ersten Schritt ein L-förmiges Schneidmesser, dessen Schneide um die das L bildenden Abschnitte umläuft, im wesentlichen geradlinig durch das Plattenmaterial geführt wird, und daß in einem zweiten Schritt ein Schneidmesser mit einem geraden Abschnitt derart parallel zu der Führung des ersten Schrittes durch das Plattenmaterial geführt wird, daß ein durchgehender Plattenmaterial-Streifen aus dem Plattenmaterial entnehmbar ist.According to the method mentioned at the outset, this object is achieved in that, in a first step, an L-shaped cutting knife, the cutting edge of which rotates around the sections forming the L, is guided essentially in a straight line through the plate material, and in a second step Cutting knife with a straight section is guided parallel to the guidance of the first step through the plate material such that a continuous strip of plate material can be removed from the plate material.
Bevorzugt werden im letztgenannten Fall zum Einbringen breiter Oberflächenkanäle der erste und der zweite Schritt mehrfach nacheinander, parallel und nebeneinander ausgeführt.In the latter case, the first and second steps are preferably carried out several times in succession, in parallel and next to one another, in order to introduce wide surface channels.
Gemäß der eingangs genannten Vorrichtung wird die der Erfindung zugrundeliegende Aufgabe zum einen dadurch gelöst, daß die Schneide über mindestens drei Abschnitte umläuft, die miteinander ein U bilden.According to the device mentioned at the outset, the object on which the invention is based is achieved, on the one hand, by the cutting edge rotating over at least three sections which form a U with one another.
Gemäß der eingangs genannten Vorrichtung wird die der Erfindung zugrundeliegende Aufgabe zum anderen dadurch gelöst, daß mindestens ein Schneidmesser vorgesehen ist, bei dem die Schneide über mindestens zwei Abschnitte umläuft, die zueinander abgewinkelt sind, und daß mindestens ein Schneidmesser vorgesehen ist, das nicht abgewinkelt ist.According to the device mentioned at the outset, the object on which the invention is based is achieved in that at least one cutting knife is provided, in which the cutting edge rotates over at least two sections which are angled to one another, and that at least one cutting knife is provided which is not angled .
Die der Erfindung zugrundeliegende Aufgabe wird auf diese Weise vollkommen gelöst.The object underlying the invention is completely achieved in this way.
Das U-förmige Messer der einen erfindungsgemäßen Ausführungsform mit insgesamt mindestens drei Schneiden bewirkt nämlich, daß in einem einzigen Arbeitsgang ein kompletter Oberflächenkanal ausgeschnitten wird, wobei die Schnittlinie von Oberfläche zu Oberfläche führt.The U-shaped knife of the one embodiment according to the invention with a total of at least three cutting edges namely causes a complete surface channel to be cut out in a single operation, the cutting line leading from surface to surface.
Dabei ist gewährleistet, daß der herausgeschnittene Kanal über seine ganze Länge von gleichbleibender Breite und Tiefe ist, so daß je nach Anzahl und Größe der zu verlegenden Leitungen bei Auswahl eines geeigneten Messers der gewünschte Kanal in einem einzigen Arbeitsgang hergestellt werden kann. Hierzu braucht lediglich das Werkzeug einmal angesetzt und über eine beliebige Länge entlang des gewünschten Verlaufes des Kanals geführt zu werden.This ensures that the channel cut out is of constant width and depth over its entire length, so that, depending on the number and size of the lines to be laid, the desired channel can be produced in a single operation when a suitable knife is selected. This needs just attach the tool once and be guided over any length along the desired course of the channel.
Das abgewinkelte, vorzugsweise L-förmige Messer der anderen erfindungsgemäßen Ausführung mit insgesamt zwei Schneiden bewirkt, daß zunächst in einem ersten Arbeitsgang zwei Seiten des Oberflächenkanals ausgeschnitten werden, während die dritte Seite in einem zweiten Arbeitsgang nachfolgend ausgeschnitten wird. Dies hat den Vorteil, daß Oberflächenkanäle beliebiger Breite hergestellt werden können, indem die beiden Arbeitsgänge beliebig oft nebeneinander und parallel ausgeführt werden. Mit dem L-förmigen Messer wird dann nämlich an einer Seite des bereits ausgeschnittenen Kanals jeweils ein weiterer Materialstreifen an der Unterseite ausgeschnitten, der in einem weiteren zweiten Arbeitsgang in Längsrichtung mit einem gerade gerichteten Schneidmesser oder ggf. auch wieder mit einem abgewinkelten Schneidmesser abgeschnitten wird und herausgenommen werden kann bzw. herausfällt.The angled, preferably L-shaped knife of the other embodiment according to the invention with a total of two cutting edges causes two sides of the surface channel to be cut out in a first operation, while the third side is subsequently cut out in a second operation. This has the advantage that surface channels of any width can be produced by performing the two work steps as often as desired next to one another and in parallel. The L-shaped knife is then used to cut out a further strip of material on the underside on one side of the channel that has already been cut out, which is cut in the longitudinal direction in a further second operation with a straight cutting knife or, if appropriate, again with an angled cutting knife and can be removed or falls out.
In beiden Fällen kann dabei der herausgeschnittene Materialrest lediglich aus dem geschnittenen Kanal herausgenommen werden, braucht jedoch nicht herausgetrennt zu werden, so daß hierfür in der Praxis überhaupt kein Arbeitsgang erforderlich ist, weil das herausgeschnittene Material von selbst aus dem ausgeschnittenen Kanal herauswandert oder bei geneigter Arbeitsfläche herausfällt.In both cases, the cut-out material residue can only be removed from the cut channel, but does not need to be separated out, so that in practice no operation is required at all, because the cut-out material migrates out of the cut-out channel by itself or with an inclined work surface falls out.
Gegenüber dem bisherigen Vorgehen ergibt sich damit eine drastische Zeitersparnis, zum einen deswegen, weil nur noch ein bzw. zwei Arbeitsgänge erforderlich sind, zum anderen aber auch deswegen, weil der eingebrachte Kanal über seine ganze Länge ein Sollmaß hat, das ausreicht, um alle Leitungen zuverlässig aufzunehmen.Compared to the previous procedure, this results in a drastic time saving, on the one hand because only one or two work steps are required, and on the other hand because the channel introduced has a target dimension over its entire length that is sufficient for all lines record reliably.
Bei einer bevorzugten Ausgestaltung der erfindungsgemäßen Vorrichtung schließt sich an mindestens einen der die freien Enden des U bildenden Abschnitte ein weiterer, um näherungsweise 90° abgewinkelter Abschnitt an.In a preferred embodiment of the device according to the invention, at least one of the sections forming the free ends of the U is followed by a further section which is angled by approximately 90 °.
Sofern sich der abgewinkelte Abschnitt nach außen hin, von der Einspannseite weg erstreckt, hat diese Maßnahme den Vorteil, daß der weitere Abschnitt als Auflage auf der Oberfläche des Plattenmaterials dienen kann, so daß beim Schneiden des Oberflächenkanals ein unkontrolliertes Einsinken des Messers in das Plattenmaterial verhindert wird.If the angled section extends outwards, away from the clamping side, this measure has the advantage that the further section can serve as a support on the surface of the plate material, so that when the surface channel is cut, an uncontrolled sinking of the knife into the plate material is prevented becomes.
In besonders bevorzugter Ausführung ist der abgewinkelte Abschnitt am äußeren, freien Ende des U bildenden Abschnittes vorgesehen, erstreckt sich zur Einspannseite hin und ist an einem der Abschnitte auf der Einspannseite abgestützt. Da der äußere Teil der Schneide somit zusätzlich abgestützt ist, wird auf diese Weise die mechanische Stabilität der Schneide erheblich verbessert.In a particularly preferred embodiment, the angled section is provided on the outer, free end of the U-forming section, extends towards the clamping side and is supported on one of the sections on the clamping side. Since the outer part of the cutting edge is thus additionally supported, the mechanical stability of the cutting edge is considerably improved in this way.
Desweiteren wird eine möglicherweise infolge Verschleißes der Schneide im Bereich des gebogenen Abschnittes bestehende Bruchgefahr vermieden.Furthermore, a possible risk of breakage due to wear of the cutting edge in the region of the curved section is avoided.
Die Abstützung kann auf einfache Weise dadurch erreicht werden, daß der abgewinkelte Abschnitt mit einem der Abschnitte auf der Einspannseite verschweißt ist, was beispielsweise durch eine Punktschweißung erreicht werden kann.The support can be achieved in a simple manner in that the angled section is welded to one of the sections on the clamping side, which can be achieved, for example, by spot welding.
Bei weiteren bevorzugten Ausgestaltungen der erfindungsgemäßen Vorrichtung umfaßt das Schneidmesser einen Klingenhalter zum Einsetzen einer auswechselbaren Klinge.In further preferred configurations of the device according to the invention, the cutting knife comprises a blade holder for inserting an exchangeable blade.
Diese Maßnahme hat den Vorteil, daß mit ein- und demselben Klingenhalter in enger zeitlicher Folge Oberflächenkanäle unterschiedlicher Breite, Tiefe oder sonstiger Kontur geschnitten werden können, wobei nur minimale Umrüstzeiten erforderlich sind.This measure has the advantage that with one and the same blade holder, surface channels of different widths, depths or other contours can be cut in close succession, with only minimal changeover times being required.
Besonders bevorzugt ist bei diesem Ausführungsbeispiel, wenn die Klinge U-förmig ausgebildet und mit ihren freien Enden in Schlitzen des Klingenhalters arretierbar ist.It is particularly preferred in this embodiment if the blade is U-shaped and can be locked with its free ends in slots in the blade holder.
Dann können nämlich zum Einbringen von Kanälen unterschiedlicher Breite mehrere parallele Schlitze im Klingenhalter vorgesehen sein und/oder zum Einbringen von Kanälen unterschiedlicher Tiefe Rastmittel vorgesehen sein, die ein Arretieren der freien Enden in den Schlitzen in unterschiedlicher Höhe gestatten. Dies gilt insbesondere dann, wenn die Rastmittel als Zungen in den Schlitzen ausgebildet sind, die in Gegenschlitze in den freien Enden eingreifen.Then several parallel slots can be provided in the blade holder for introducing channels of different widths and / or latching means can be provided for inserting channels of different depths, which allow the free ends to be locked in the slots at different heights. This applies in particular if the latching means are designed as tongues in the slots which engage in counter-slots in the free ends.
All diese Maßnahmen haben den Vorteil, daß mit wenigen Handgriffen Oberflächenkanäle unterschiedlicher Breite und/oder unterschiedlicher Tiefe geschnitten werden können. Bei den letztgenannten Ausführungsbeispielen können sogar mit ein- und derselben Klinge Oberflächenkanäle unterschiedlicher Tiefe hergestellt werden.All of these measures have the advantage that surface channels of different widths and / or different depths can be cut in a few simple steps. In the latter exemplary embodiments, surface channels of different depths can even be produced with one and the same blade.
Bei den Ausführungsbeispielen, bei denen ein L-förmiges Schneidmesser verwendet wird, ist besonders bevorzugt, wenn alternativ zu dem L-förmigen Schneidmesser ein nicht-abgewinkeltes Schneidmesser in das Schneidwerkzeug einsetzbar ist.In the exemplary embodiments in which an L-shaped cutting knife is used, it is particularly preferred if, as an alternative to the L-shaped cutting knife, a non-angled cutting knife can be inserted into the cutting tool.
Diese Maßnahme hat den Vorteil, daß die ein- bzw. zweiseitig bereits gelösten Materialstreifen an der jeweils zweiten bzw. dritten Seite durch ein gerades, nicht-abgewinkeltes Schneidmesser herausgeschnitten werden können.This measure has the advantage that the strips of material that have already been loosened on one or both sides on the second or third side can be cut out with a straight, non-angled cutting knife.
Bei Ausführungsformen der Erfindung ist die Schneide an ihrer Schneidkante nicht gerade, sondern vielmehr gezackt oder gewellt.In embodiments of the invention, the cutting edge is not straight at its cutting edge, but rather is serrated or wavy.
Diese Maßnahme hat den Vorteil, daß die Erfindung mit besonderem Vorteil auch bei solchem Material aus weichem Werkstoff eingesetzt werden kann, das in der Struktur verhältnismäßig grob ist. Ein typisches Beispiel für ein derartiges Material sind die Styrol-Polymerisate, wie sie beispielsweise unter dem eingetragenen Warenzeichen STYROPOR im Handel befindlich sind. Bei derartigen Materialien kann es bei Verwendung von Schneidmessern mit gerader Schneide dazu kommen, daß die Materialkügelchen, aus denen sich die Struktur des Materials zusammensetzt, beim Schneiden unzerschnitten herausspringen. Dies hat den Nachteil, daß eine unsaubere Schnittkante entsteht, andererseits verschmutzt aber auch die Umgebung im Bereich des Schnittes mehr als erforderlich. Es hat sich nun gezeigt, daß in derartigen Fällen, insbesondere dann, wenn das Schneidmesser mit gerader Schneide schon etwas abgestumpft ist, eine wirksame Abhilfe durch den Einsatz von gezackten oder gewellten Schneiden geschaffen werden kann. Vorzugsweise ist der Abstand der einzelnen Zacken oder Wellen dabei so groß gewählt, daß er größer ist als der Durchmesser der Kügelchen bei einem Styrol-Polymerisat.This measure has the advantage that the invention can also be used with particular advantage in the case of such material made of soft material which is relatively coarse in structure. A typical example of such a material are the styrene polymers, as are commercially available, for example, under the registered trademark STYROPOR. In the case of such materials, when using cutting blades with a straight cutting edge, the spheres of material that make up the structure of the material can jump out uncut when cutting. This has the disadvantage that an unclean cut edge arises, but on the other hand also pollutes the surroundings in the area of the cut more than necessary. It has now been shown that in such cases, in particular when the cutting knife with a straight cutting edge has become somewhat blunt, an effective remedy can be created by using serrated or wavy cutting edges. The distance between the individual prongs or waves is preferably chosen so large that it is larger than the diameter of the beads in the case of a styrene polymer.
Bei diesen Ausführungsbeispielen der Erfindung mit gezackter oder gewellter Schneide ist besonders bevorzugt, wenn das Schneidmesser auf einer Seite in einer Schneidrichtung mit einer glatten Schneide und auf der anderen Seite in entgegengesetzter Schneidrichtung mit einer gezackten oder gewellten Schneide versehen ist.In these exemplary embodiments of the invention with a serrated or wavy cutting edge, it is particularly preferred if the cutting knife is provided with a smooth cutting edge on one side in a cutting direction and with a serrated or wavy cutting edge on the other side in the opposite cutting direction.
Diese Maßnahme hat den Vorteil, daß ein- und dasselbe Werkzeug für zwei unterschiedliche Materialien eingesetzt werden kann. Wenn das Werkzeug mit dem eingespannten Schneidmesser in einem faserigen Material eingesetzt werden soll, braucht es lediglich in der einen Schneidrichtung mit der glatten Schneide durch das Material geführt zu werden, während bei einem anderen, eher groben Material das Werkzeug in entgegengesetzter Schneidrichtung mit der gezackten oder gewellten Schneide durch das Material geführt wird. Gerade beim Innenausbau ist dies von großem Vorteil, wenn parallel oder zeitlich unmittelbar nacheinander einerseits mit Mineralfasermatten und andererseits mit Styrol-Polymerisat-Platten gearbeitet wird, die bekanntlich beide zur Wärmeisolierung verwendet werden. Der Handwerker braucht dann das Schneidmesser nicht zu wechseln, sondern kann vielmehr mit unverändertem Werkzeug beide Materialien bearbeiten, wobei lediglich das Werkzeug einmal in der einen und das andere mal in der anderen Richtung durch das Material geführt werden muß.This measure has the advantage that one and the same tool can be used for two different materials. If the tool with the clamped cutting knife is to be used in a fibrous material, it only needs to be guided through the material in one cutting direction with the smooth cutting edge, while with another, rather coarse material, the tool in the opposite cutting direction with the serrated or wavy edge is passed through the material. This is a great advantage, particularly when it comes to interior fittings, if, on the one hand, mineral fiber mats and, on the other hand, styrene polymer plates are used in parallel or immediately one after the other, both of which are known to be used for thermal insulation. The tradesman then does not need to change the cutting knife, but rather can process both materials with an unchanged tool, only the tool having to be guided through the material once in one direction and the other time.
Bei weiteren Ausführungsformen der Erfindung verläuft die Schneide bogenförmig, vorzugsweise entlang eines konvexen Bogens. Auch diese Maßnahme hat den Vorteil, daß in zahlreichen Einsatzfällen ein besserer Schnitt entsteht, sei es mit geraden oder gezackten bzw. gewellten Schneiden entlang der Bogenform.In further embodiments of the invention, the cutting edge runs in an arc shape, preferably along a convex arc. This measure also has the advantage that a better cut is produced in numerous applications, be it with straight or serrated or wavy cutting edges along the arc shape.
Weitere Ausführungsbeispiele der Erfindung zeichnen sich durch Schneidmesser aus, bei denen mindestens einer der mit einer Schneide versehenen Abschnitt sich verjüngend ausgebildet ist.Further exemplary embodiments of the invention are distinguished by cutting knives in which at least one of the sections provided with a cutting edge is tapered.
Auch diese Ausführungsform der Messer hat in zahlreichen Anwendungsfällen Vorteile hinsichtlich der Schnittqualität.This embodiment of the knives also has advantages in terms of cut quality in numerous applications.
Schließlich sind Ausführungsbeispiele der Erfindung bevorzugt, bei denen die Achse rechtwinkelig zu einem ersten, an einen Einspannabschnitt des Schneidmessers angrenzenden und mit der Schneide versehenen Abschnitt verläuft.Finally, exemplary embodiments of the invention are preferred in which the axis is at right angles to a first one Clamping section of the cutting knife adjacent and provided with the cutting edge extends.
Diese an sich bekannte Maßnahme hat den Vorteil, daß das motorisch betriebene Schneidwerkzeug mit seiner Längsachse senkrecht zur Oberfläche des Materials geführt werden kann, was in zahlreichen Einsatzfällen ergonomisch von Vorteil ist und einen guten Zugang zu dem Material gewährleistet.This known measure has the advantage that the motor-driven cutting tool can be guided with its longitudinal axis perpendicular to the surface of the material, which is ergonomically advantageous in numerous applications and ensures good access to the material.
Weitere Vorteile ergeben sich aus der Beschreibung und der beigefügten Zeichnung.Further advantages result from the description and the attached drawing.
Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden in der nachfolgenden Beschreibung näher erläutert. Es zeigen:
- Fig. 1
- eine perspektivische Ansicht eines vorderen Teils eines Ausführungsbeispiels einer erfindungsgemäßen Vorrichtung;
- Fig. 2 und 3
- das beim Ausführungsbeispiel der Fig. 1 verwendete Schneidmesser, in Seitenansicht und in Draufsicht;
- Fig. 4 und 5
- Ansichten, ähnlich den Fig. 2 und 3, jedoch für ein etwas abgewandeltes Ausführungsbeispiel eines Schneidmessers;
- Fig. 6
- in vergrößertem Maßstab und in perspektivischer Ansicht ein weiteres Ausführungsbeispiel eines Schneidmessers, wie es im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 7
- in ebenfalls perspektivischer Ansicht eine Prinzipskizze zur Erläuterung eines Schneidvorganges, wie er im Rahmen der vorliegenden Erfindung durchgeführt werden kann;
- Fig. 8
- eine Seitenansicht, ähnlich den Fig. 3 und 5, eines weiteren Ausführungsbeispiels eines Schneidmessers, wie es im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 9
- eine Variante des Ausführungsbeispiels der Fig. 8;
- Fig. 10
- eine Seitenansicht des in Fig. 8 dargestellten Schneidmessers, jedoch um 90° gedreht;
- Fig. 11
- eine weitere Darstellung, ähnlich den Fig. 8 und 9 eines Schneidmessers, wie es ebenfalls im Rahmen der vorliegenden Erfindung verwendet werden kann;
- Fig. 12
- eine Seitenansicht des in Fig. 11 dargestellten Schneidmessers, jedoch um 90° gedreht;
- Fig. 13
- eine Variante des in Fig. 12 dargestellten Ausführungsbeispiels;
- Fig. 14
- eine weitere Variante des in Fig. 12 dargestellten Ausführungsbeispiels;
- Fig. 15
- eine Seitenansicht einer Variante des in Fig. 9 gezeigten Ausführungsbeispiels;
- Fig. 16
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 15, jedoch nach Drehung um 90°;
- Fig. 17
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 2;
- Fig. 18
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 17, jedoch nach Drehung um 90°;
- Fig. 19
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 15;
- Fig. 20
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 19, jedoch nach Drehung um 90°;
- Fig. 21
- eine Seitenansicht einer weiteren Variante des Ausführungsbeispiels gemäß Fig. 17 und
- Fig. 22
- eine Seitenansicht des Ausführungsbeispiels gemäß Fig. 21, jedoch nach Drehung um 90°.
- Fig. 1
- a perspective view of a front part of an embodiment of a device according to the invention;
- 2 and 3
- the cutting knife used in the embodiment of Figure 1, in side view and in plan view.
- 4 and 5
- Views, similar to Figures 2 and 3, but for a slightly modified embodiment of a cutting knife.
- Fig. 6
- on an enlarged scale and in perspective view, another embodiment of a cutting knife, as it can be used in the context of the present invention;
- Fig. 7
- also a perspective view of a schematic diagram for explaining a cutting process as it can be carried out in the context of the present invention;
- Fig. 8
- a side view, similar to Figures 3 and 5, of another embodiment of a cutting knife, as it can be used in the context of the present invention.
- Fig. 9
- a variant of the embodiment of Fig. 8;
- Fig. 10
- a side view of the cutting knife shown in Figure 8, but rotated by 90 °.
- Fig. 11
- another representation, similar to Figures 8 and 9 of a cutting knife, as it can also be used in the context of the present invention.
- Fig. 12
- a side view of the cutting knife shown in Figure 11, but rotated by 90 °.
- Fig. 13
- a variant of the embodiment shown in Fig. 12;
- Fig. 14
- another variant of the embodiment shown in Fig. 12;
- Fig. 15
- a side view of a variant of the embodiment shown in Fig. 9;
- Fig. 16
- a side view of the embodiment of FIG 15, but after rotation by 90 °.
- Fig. 17
- a side view of another variant of the embodiment of FIG. 2;
- Fig. 18
- a side view of the embodiment of FIG 17, but after rotation by 90 °.
- Fig. 19
- a side view of a further variant of the embodiment of FIG. 15;
- Fig. 20
- a side view of the embodiment of FIG 19, but after rotation by 90 °.
- Fig. 21
- a side view of another variant of the embodiment of FIG. 17 and
- Fig. 22
- a side view of the embodiment of FIG. 21, but after rotation by 90 °.
In Fig. 1 bezeichnet 10 ein Elektrowerkzeug mit einem nur schematisch und abgebrochen angedeuteten Gehäuse 11. An das Gehäuse 11, das einen vorzugsweise elektrischen Antriebsmotor enthält, ist vorne ein Antriebsflansch 12 angeschlossen, der z.B. ein Winkelgetriebe enthalten kann. Der Antriebsflansch 12 ist weiterhin mit einem Schutzbügel 13 versehen.In FIG. 1, 10 denotes an electric tool with a
Eine Achse 14 erstreckt sich rechtwinklig zur Längsachse des Gehäuses 11 und ist zugleich die Achse einer Antriebsspindel 15 im Antriebsflansch 12. Mit einem Doppelpfeil 16 ist angedeutet, daß die Antriebsspindel 15 sich oszillierend bewegt, d.h. um einen kleinen Winkelbetrag hin- und herdreht. Der Winkelbetrag liegt dabei näherungsweise zwischen 0,5° und 7°, die Schwingfrequenz zwischen 10.000 und 25.000 min -1.An
In die Antriebsspindel 15 ist ein Schneidmesser 20 eingesetzt, dessen weitere Einzelheiten in Fig. 2 und 3 dargestellt sind. Das Schneidmesser 20 umfaßt einen ersten, ebenen Abschnitt 21, an den sich ein zweiter, geneigter Abschnitt 22 anschließt. An diesen schließt sich ein dritter, ebener Abschnitt 23 an, von dem vertikal nach unten ein vierter Abschnitt 24 abgeht.A cutting
Der vierte Abschnitt 24 geht über einen um 180° gebogenen fünften Abschnitt 25 in einen sechsten, vertikal nach oben verlaufenden Abschnitt 26 über. Der obere freie Schenkel des sechsten Abschnitts 26 geht wieder in einen siebten Abschnitt 27 über, der eben verläuft und zum dritten Abschnitt 23 entgegen gerichtet ist.The
Eine Schneide 29 ist durchgehend im vierten, fünften und sechsten Abschnitt 24, 25, 26 angebracht, die zusammen ein U-förmiges Gebilde darstellen.A
Der erste, ebene Abschnitt 21 geht in den Fig. 2 und 3 nach rechts in einen kreisförmigen Fortsatz 30 über, der mit einem zentralen Mitnahmeprofil 31, beispielsweise einem Vieleck, versehen ist, das eine drehstarre Mitnahmeverbindung für die Antriebsspindel 15 bildet.The first,
In den Fig. 4 und 5 ist ein leicht modifiziertes Ausführungsbeispiel eines Schneidmessers 20a dargestellt, bei dem der erste bis dritte Abschnitt 21a bis 23a zu einem gemeinsamen schräg angestellten Abschnitt vereinigt sind, der gegenüber eine Horizontalebene um einen Winkel 35 von beispielsweise 15° verläuft.4 and 5 show a slightly modified exemplary embodiment of a cutting knife 20a, in which the first to
Das Schneidmesser 20a hat im übrigen auch eine U-förmige Gestalt, verfügt jedoch am linken freien Ende des U in der Darstellung der Fig. 4 und 5 nicht über einen ebenen Abschnitt, wie er beim Ausführungsbeispiel der Fig. 2 und 3 mit 27 vorhanden ist.The cutting knife 20a also has a U-shaped shape, but does not have a flat section at the left free end of the U in the illustration in FIGS. 4 and 5, as is present in the embodiment of FIGS. 2 and 3 with 27 .
Auch beim Ausführungsbeispiel der Fig. 4 und 5 geht eine Schneide 29a um die drei Abschnitte des U herum.In the embodiment of FIGS. 4 and 5, a cutting edge 29a goes around the three sections of the U.
Fig. 6 zeigt ein weiteres Ausführungsbeispiel eines Schneidmessers 40.6 shows a further exemplary embodiment of a cutting
Das Schneidmesser 40 weist einen Klingenhalter 41 auf, der in drehfeste Mitnahmeverbindung mit der Antriebsspindel 15 bringbar ist, beispielsweise mit Hilfe eines kreisförmigen Abschnittes, wie er mit 30, 31 in Fig. 3 zu erkennen ist. Dies ist jedoch der Übersichtlichkeit halber in Fig. 6 nicht nochmals dargestellt.The cutting
Der Klingenhalter 41 verfügt über einen ersten, geneigten Abschnitt 42 sowie über einen zweiten, ebenen Abschnitt 43. In den ebenen Abschnitt 43 sind Schlitze 45a, 45b, 46a, 46b eingebracht, deren Gesamtzahl ein Vielfaches von 2 ist. Die Schlitze 45a, 45b, 46a, 46b sind paarweise klappsymmetrisch zueinander angeordnet.The
So erkennt man, daß die Schlitze 45a, 45b, 46a, 46b jeweils in Draufsicht U-förmige Durchbrechungen im zweiten, ebenen Abschnitt 43 darstellen, wobei die in Fig. 6 linken Schlitze 45a, 45b klappsymmetrisch zu den beiden rechten Schlitzen 46a, 46b angeordnet sind.It can thus be seen that the slots 45a, 45b, 46a, 46b each represent a U-shaped opening in the second,
So verfügt jeder der Schlitze 45a, 45b, 46a, 46b über eine durchgehende Längswand 50 bzw. 52 und, auf der gegenüberliegenden Seite über eine gegen die Längswand 50, 52 gerichtete Zunge 51 bzw. 53. Bei den in Fig. 6 linken Schlitzen 45a und 45b sind die Zungen 51a, 51b nach rechts gerichtet, über die Zungen 53a, 53b der beiden in Fig. 6 rechts gelegenen Schlitze 46a, 46b entgegengesetzt nach links gerichtet sind.Each of the slots 45a, 45b, 46a, 46b has a continuous
Das Schneidmesser 40 umfaßt ferner eine separate, U-förmige Klinge 60. Die Klinge 60 weist einen ersten, vertikalen Abschnitt 61, einen zweiten, daran unten anschließenden ebenen Abschnitt 62 sowie einen dritten, wiederum daran anschließenden und vertikal verlaufenden Abschnitt 63 auf. Die genannten drei Abschnitte 61, 62, 63 sind wiederum mit einer durchgehenden Schneide 64a bzw. am gegenüberliegenden Ende 64b versehen.The cutting
Die freien Enden der vertikalen Abschnitte 61 und 64 sind mit horizontal verlaufenden Schlitzen 70 bzw. 71 versehen. Die Breite der Schlitze 70, 71 ist gleich groß wie oder etwas größer als die Breite der Zungen 51 bzw. 53, während die Gesamtbreite der vertikalen Abschnitte 61, 63 gleich groß wie oder etwas kleiner als die Gesamtbreite der U-förmigen Schlitze 45 und 46 ist.The free ends of the
Aufgrunddessen ist es möglich, die Klinge 60 mit den freien Enden der vertikalen Abschnitte 61, 63 von unten in ein zugehöriges Paar von U-förmigen Schlitzen im zweiten, ebenen Abschnitt 43 des Klingenhalters 41 einzuführen. Die Anordnung ist dabei vorzugsweise so getroffen, daß die vertikalen Abschnitte 61, 63 der Klinge 60 geringfügig mit den Fingern des Benutzers aufeinander zu bewegt, also zusammengedrückt werden, wie mit einem Doppelpfeil 75 in Fig. 6 angedeutet. In dieser Stellung können die freien Enden der vertikalen Abschnitte 61, 63 an den Zungen 51, 53 der Schlitze 45, 46 vorbeigeführt werden, bis eine gewünschte Schnittiefe T durch Einschieben der genannten freien Enden in die Schlitze 45, 46 erreicht ist. Löst man nun den auf die freien Enden ausgeübten Druck (Pfeile 75) wieder, so bewegen sich die freien Enden aufgrund der Elastizität der Klinge 60 wieder auseinander und es können die Zungen 51, 53 in den jeweiligen Schlitz 70 bzw. 71 einfallen. Die freien Enden der vertikalen Abschnitte 61, 63 der Klinge 60 legen sich dann elastisch und ggf. mit einer gewissen Vorspannung an die den Längswänden 50, 52 gegenüberliegenden Einschnitte beidseits der Zungen 51, 53 an und sind dort verrastet.Because of this, it is possible to insert the
Bei dem in Fig. 6 dargestellten Ausführungsbeispiel hat die Klinge 60 eine Breite B, so daß die Schlitze 45a, 46a zu benutzen sind, die ebenfalls um das Maß B voneinander beabstandet sind.In the embodiment shown in Fig. 6, the
Sollen Klingen größerer Breite eingesetzt werden, so sind hierfür die weiter voneinander beabstandeten Schlitze 45b, 46b vorgesehen. In entsprechender Weise kann durch Verändern des jeweils im Eingriff befindlichen Schlitzes 70, 71 die Schneidtiefe T variiert werden. Hierzu kann mit ein- und derselben Klinge 60 gearbeitet werden, während üblicherweise für unterschiedliche Breiten B unterschiedliche Klingen verwendet werden müssen.If blades of greater width are to be used, the slots 45b, 46b which are spaced further apart are provided for this purpose. In a corresponding manner, the cutting depth T can be varied by changing the
Unabhängig davon, welche der beschriebenen Schneidmesser 20, 20a oder 40 oder welche der genannten Klingen 60 verwendet wird, ist die Verwendungsweise dieselbe.Regardless of which of the described cutting
Fig. 7 zeigt hierzu einen Ausschnitt aus einem äußerst schematisch angedeuteten Plattenmaterial aus weichem Werkstoff, nämlich eine Glasfaser- oder Steinwoll-Dämmatte 80. Die Matte 80 ist auf einer flachen Oberfläche mit einer Aluminiumkaschierung 81 versehen, wie sie üblicherweise bei derartigen Dämmatten als Dampfsperre eingesetzt wird.7 shows a section of an extremely schematically indicated plate material made of soft material, namely a glass fiber or rock
Fig. 7 zeigt als Beispiel den Fall, daß ein Schneidmesser 20 verwendet wird, wie es bereits in den Fig. 1 bis 3 dargestellt und erläutert wurde.FIG. 7 shows, as an example, the case in which a cutting
Das Schneidmesser 20 wird an die Antriebsspindel 15 des Elektrowerkzeugs 10 angeschlossen und der Antrieb wird dann eingeschaltet. Das Schneidmesser 20 oszilliert dann mit den eingangs genannten Werten. Das Schneidmesser 20 kann nun zum Einbringen eines Kanals 82 entweder seitlich an die Matte 80 herangeführt oder auch an einen beliebigen Ort in die Oberfläche 84 der Matte 80 schräg eingetaucht werden, um einen Oberflächenkanal 82 aus dem Material der Matte 80 herauszuschneiden.The cutting
Bei dem in Fig. 7 dargestellten Beispielsfall wird das Schneidmesser 20 dabei so geführt, daß der dritte und der siebte, jeweils ebene Abschnitt 23 bzw. 27 des Schneidmessers 20 auf der Oberfläche 84 der Matte 80 entlanggeführt wird, so daß er als Vertikalanschlag dient und ein undefiniertes Einsinken des Schneidmessers 20 in die Matte 80 verhindert. Das oszillierende Schneidmesser 20 wird nun entlang der Oberfläche 84 geradlinig geführt, wie mit einem Pfeil 83 in Fig. 7 angedeutet. Es versteht sich dabei, daß "geradlinig" dabei bedeutet, daß einem vorgegebenen Verlauf des auszubildenden Kanals gefolgt wird, der natürlich zumindest streckenweise auch gebogen verlaufen kann. Der Ausdruck "geradlinig" soll daher nur veranschaulichen, daß es sich bei dem auszubildenden Kanal 82 um ein langgestrecktes Gebilde handelt.In the example shown in Fig. 7, the cutting
In Fig. 8 bezeichnet 90 ein weiteres Ausführungsbeispiel eines Schneidmessers. Bei diesem Schneidmesser ist die Besonderheit, daß ein erster gerader Abschnitt 91, der zum Befestigen des Schneidmessers 90 an dem Elektrowerkzeug 10 der Fig. 1 dient, unmittelbar gerade in einen zweiten Abschnitt 92 des Schneidmessers übergeht, also nicht abgewinkelt oder abgekröpft ist. An den zweiten Abschnitt 92 schließt sich ein dritter, gebogener Abschnitt 93 an, der wiederum in einen vierten, geraden Abschnitt 94 übergeht, der zum zweiten Abschnitt 92 parallel verläuft. Die Seitenansicht der Fig. 10, die gegenüber der Ansicht der Fig. 8 um 90° gedreht ist, zeigt die sich daraus ergebende Form eines U.In Fig. 8, 90 denotes another embodiment of a cutting knife. The special feature of this cutting knife is that a first
Der zweite, der dritte und der vierte Abschnitt 92, 93, 94 sind mit einer über alle drei Abschnitte 92, 93, 94 umlaufenden Schneide versehen. Die Schneide 95 ist gezackt.The second, the third and the
Die gezackte Ausführung der Schneide 95 ist besonders vorteilhaft bei grob strukturierten Materialien, z.B. Styrol-Polymerisaten, wie sie allgemein unter dem eingetragenen Warenzeichen "STYROPOR" bekannt sind. Derartige Materialien bestehen aus Materialkügelchen mit einem Durchmesser von 1 oder mehreren mm. Wenn derartige Materialien mit geraden oder bereits abgestumpften Messern geschnitten werden, werden die Materialkügelchen nicht zerschnitten sondern springen vielmehr elastisch beim Schneiden aus dem Material heraus. Dies führt zu unsauberen Schnittkanten und zu einer Verschmutzung in der Umgebung des Arbeitsplatzes. Es hat sich nun herausgestellt, daß derartige Materialien mit gezackten oder gewellten Schneiden vorteilhaft geschnitten werden können, insbesondere dann, wenn der Abstand der Zacken bzw. Wellen voneinander mindestens so groß ist wie der Durchmesser der Kügelchen.The serrated design of the
Aus Fig. 8 ist ferner zu erkennen, daß die Schneide 95 in Längsrichtung gebogen ist. In der durchgezogenen Darstellung ist der Bogen dabei konvex, es versteht sich jedoch, daß für bestimmte Anwendungsfälle auch ein konkaver Bogen Anwendung finden kann, wie in Fig. 8 strichpunktiert mit 95a angedeutet ist.From Fig. 8 it can also be seen that the
Eine weitere Variante eines Schneidmessers 90', wie es in Fig. 9 dargestellt ist, ist schließlich mit einer geraden Schneide 95b versehen. Im übrigen entspricht das Schneidmesser 90' der Fig. 9 vollkommen dem Schneidmesser 90 der Fig. 8. Demzufolge ist auch die um 90° gedrehte Seitenansicht der Fig. 10 in allen Fällen gleich.Another variant of a cutting knife 90 ', as shown in FIG. 9, is finally provided with a straight cutting edge 95b. 9 corresponds completely to the cutting
In Fig. 9 ist ferner mit 95b' angedeutet, daß das Schneidmesser 90' auf der in Fig. 9 rechten und linken Seite mit unterschiedlichen Schneiden versehen werden kann. Während die in Fig. 9 rechte Seite mit einer geraden, jedoch gezackten Schneide 95b versehen ist, ist die in Fig. 9 linke Seite mit einer ebenfalls geraden, jedoch glatten Schneide 95b' versehen. Hierdurch soll angedeutet werden, daß die Schneidmesser, unabhängig von deren sonstiger Formgestaltung in den zwei möglichen Schneidrichtungen rechts/links mit unterschiedlichen Schneiden 95b bzw. 95b' versehen werden können, damit ein- und dasselbe Schneidmesser 90' zum Schneiden von zwei unterschiedlichen Materialien verwendet werden kann und lediglich die Schneidrichtung, d.h. die Richtung, in der das Werkzeug geführt wird, geändert werden muß.In FIG. 9 it is also indicated with 95b 'that the cutting knife 90' can be provided with different cutting edges on the right and left side in FIG. 9. While the right-hand side in FIG. 9 is provided with a straight but serrated cutting edge 95b, the left-hand side in FIG. 9 is provided with a likewise straight but smooth cutting edge 95b '. This is intended to indicate that the cutting knives can be provided with different cutting edges 95b and 95b ', regardless of their other shape in the two possible cutting directions right / left, so that one and the same cutting knife 90' can be used for cutting two different materials can and only the cutting direction, ie the direction in which the tool is guided must be changed.
In Fig. 10 ist mit 96 eine Achse bezeichnet, um die die Schneidmesser 90 bzw. 90' die Oszillationsbewegung ausführen.In Fig. 10, 96 denotes an axis about which the
Betrachtet man hierzu die Darstellung der Fig. 1, so erkennt man, daß bei dem vorzugsweise verwendeten elektromotorisch betriebenen Schneidwerkzeug 10 die oszillierende Antriebsachse 14 einen Winkel um 90° zur Längsachse des Gehäuses 11 einnimmt. Wenn daher eines der in den Fig. 8 bis 10 dargestellten Schneidmesser 90, 90' bei diesem Schneidwerkzeug 10 verwendet wird, so sind die Schneiden 95 bzw. 95b an den längsverlaufenden Abschnitten 92 und 94 in Verlängerung der Längsachse des Schneidwerkzeuges 10 ausgerichtet, während diese bei den bisher beschriebenen Ausführungsbeispielen mit der Längsachse des Schneidwerkzeuges 10 einen Winkel von 90° einschlossen.Looking at the illustration in FIG. 1, it can be seen that, in the
Es versteht sich jedoch, daß diese Differenzierung nur beispielhaft zu verstehen ist. Selbstverständlich können auch die Schneidmesser 90, 90' der Fig. 8 bis 10, ebenso wie die nachstehend noch zu beschreibenden Schneidmesser in abgewinkelter oder abgekröpfter Anordnung, ähnlich den Fig. 1 bis 7 ausgeführt sein und entsprechendes gilt umgekehrt auch für die bisher beschriebenen Ausführungsbeispiele der Fig. 1 bis 7, die ebenfalls in nicht-abgewinkelter oder nicht-abgekröpfter Ausführungsform gestaltet sein können.However, it goes without saying that this differentiation is only to be understood as an example. Of course, the cutting
Der Einsatz der Schneidmesser 90, 90' gemäß den Fig. 8 bis 10 ist im übrigen identisch zu demjenigen der bisher beschriebenen Schneidmesser der Fig. 1 bis 7.The use of the cutting
Im Gegensatz dazu zeigen die Fig. 11 bis 14 weitere Ausführungsbeispiele von Schneidmessern, deren Form in Seitenansicht nicht U-, sondern L-förmig oder auch nur gerade ist.In contrast to this, FIGS. 11 to 14 show further exemplary embodiments of cutting knives, the shape of which in side view is not U-shaped but L-shaped or even straight.
So zeigt Fig. 11 ein Schneidmesser 100 mit einem ersten, geraden Befestigungsabschnitt 101, an denen sich wiederum ein zweiter, ebenfalls gerader Abschnitt 102 unmittelbar anschließt. Insoweit ist die Anordnung übereinstimmend mit den Abschnitten 91, 92 des Schneidmessers 90 gemäß Fig. 8.11 shows a cutting
Der zweite, gerade Abschnitt 102 des Schneidmessers 100 ist nun mit einer Schneide 103 versehen, die beim dargestellten Ausführungsbeispiel gewellt ausgebildet ist. Auch hier gelten die Überlegungen, die bereits weiter oben zu den Fig. 8 bis 10 hinsichtlich gewellter oder gezackter Schneider angestellt wurden und es versteht sich auch hier, daß die Ausbildung der Schneiden nur beispielhaft zu verstehen ist, weil alle im Rahmen der vorliegenden Erfindung beschriebenen Schneidmesser mit durchgehenden, gezackten oder gewellten Schneiden, sei es in gerader oder in gebogener Ausführung versehen sein können.The second,
Bei einer ersten Variante des in Fig. 11 dargestellten Schneidmessers 100, wie es Fig. 12 zeigt, ist ein Schneidmesser 100' lediglich mit dem zweiten geraden Abschnitt 102 versehen. Bei einer weiteren Variante gemäß Fig. 13 ist ein Schneidmesser 100'' am unteren freien Ende des zweiten geraden Abschnittes 102 mit einem um 90° abgewinkelten dritten, ebenfalls geraden Abschnitt 104 versehen. Bei einer dritten Variante gemäß Fig. 14 ist ein Schneidmesser 100''' am unteren Ende des zweiten geraden Abschnittes 102 mit einem ebenfalls abgewinkelten dritten Abschnitt 104a versehen, der jedoch unter einem stumpfen Winkel an den zweiten geraden Abschnitt 102 anschließt.In a first variant of the cutting
Mit 105 ist in Fig. 12 wiederum angedeutet, daß die Schneidmesser 100 der Fig. 11 bis 14 um eine Achse oszillieren, die unter 90° zur Schneide 103 des zweiten geraden Abschnittes 102 verläuft, ähnlich wie dies bereits oben zu Fig. 10 anhand der Achse 96 beschrieben wurde.With 105 in FIG. 12 it is again indicated that the cutting
Die Schneidmesser 100 der Fig. 11 bis 14 werden auf unterschiedliche Art eingesetzt, verglichen mit dem, was weiter oben zu den Fig. 1 bis 10 beschrieben wurde.The cutting
Um mit den Schneidmessern der Fig. 11 bis 14 einen Oberflächenkanal in ein Plattenmaterial zu schneiden, sind zwei Arbeitsgänge erforderlich.In order to cut a surface channel into a plate material with the cutting knives of FIGS. 11 to 14, two operations are required.
Zunächst wird mit einem abgewinkelten Schneidmesser 100'' oder 100''' ein erster Längsschnitt durch das Plattenmaterial geführt. Dadurch wird der Oberflächenkanal bereits an zwei von drei Seiten ausgeschnitten. Die dritte Seite des Oberflächenkanals wird dann in einem weiteren Arbeitsschritt ausgeschnitten und zwar entweder in dem ein abgewinkeltes Schneidmesser 100'' oder 100''' in entgegengesetzter Richtung durch das Plattenmaterial geführt wird, so daß im wesentlichen die Schneide 103 am zweiten geraden Abschnitt 102 die dritte Seite des Oberflächenkanals ausschneidet. Alternativ dazu kann aber auch für den zweiten Arbeitsgang ein gerades Schneidmesser 100' gemäß Fig. 12 eingesetzt werden, um die dritte Seite des Oberflächenkanals auszuschneiden.First, an angled cutting knife 100 '' or 100 '''is used to make a first longitudinal cut through the plate material. As a result, the surface channel is already cut out on two of three sides. The third side of the surface channel is then cut out in a further work step, either in that an angled cutting knife 100 '' or 100 '''is passed through the plate material in the opposite direction, so that essentially the
Falls dabei Oberflächenkanäle gewünscht werden, die breiter sind als die Breite des dritten, abgewinkelten Abschnitts 104, so können die beiden Arbeitsgänge anschließend noch einmal oder mehrmals wiederholt werden. Das abgewinkelte Schneidmesser 100'' wird dann durch den bereits eingebrachten Oberflächenkanal geführt, in dem der zweite, gerade Abschnitt 102 auf einer der Seitenwände des Oberflächenkanals gleitet und der dritte, abgewinkelte Abschnitt 104 seitlich einen weiteren horizontalen Schnitt führt. Der auf diese Weise bereits einseitig gelöste Materialstreifen wird dann wiederum durch einen zweiten Schnitt mittels des Schneidmessers 100'' oder 100' abgetrennt.If surface channels that are wider than the width of the third,
In den Fig. 15 bis 22 sind weitere Ausführungsbeispiele der Erfindung dargestellt, bei denen eine zusätzliche Abstützung des freien Schenkels der U-förmigen Schneide vorgesehen ist.15 to 22 show further exemplary embodiments of the invention, in which additional support of the free leg of the U-shaped cutting edge is provided.
Das in den Fig. 19 und 20 insgesamt mit der Ziffer 110a bzeichnete Schneidmesser entspricht im wesentlichen dem Schneidmesser gemäß den Fig. 9 und 10, wobei jedoch eine zusätzliche Abstützung des äußeren freien Schenkels des U bildenden Abschnittes am einspannseitigen Abschnitt vorgesehen ist. Das Schneidmesser 110a weist einen ersten ebenen Abschnitt 112a auf, an dem ein kreisförmiger Fortsatz mit einem Mitnahmeprofil 120a in Form eines Vielecks vorgesehen ist. Das Mitnahmeprofil 120a dient zur Verbindung mit der Antriebsspindel 15 des Elektrowerkzeuges 10, durch das das Schneidmesser 110a um die Achse 118a oszillierend bewegbar ist. Der erste ebene Abschnitt 112a geht in die U-förmige Schneide 119a über, die aus einem Teil des ersten Abschnittes 112a, aus einem gebogenen Abschnitt 113a und einem dritten ebenen Abschnitt 114a gebildet ist, der parallel zum ersten Abschnitt 112a verläuft. Der dritte ebene Abschnitt 114a setzt sich mit einem in einem Winkel von etwa 90° abgewinkelten Abschnitt 115a in Richtung zum ersten ebenen Abschnitt 112a hin fort. An den vierten abgewinkelten Abschnitt 115a schließt sich ein weiterer in einem Winkel von etwa 90° abgewinkelter fünfter Abschnitt 116a an, der parallel zum ersten ebenen Abschnitt 112a verläuft. Der fünfte Abschnitt 116a liegt auf dem ersten ebenen Abschnitt 112a auf und ist durch eine Punktschweißung 117a mit diesem verbunden. Somit ist die U-förmige Schneide 119a über den vierten und fünften Abschnitt 115a, 116a am oberen Ende abgeschlossen und am ersten Abschnitt 112a abgestützt.The cutting knife generally designated by the number 110a in FIGS. 19 and 20 essentially corresponds to the cutting knife according to FIGS. 9 and 10, but an additional support of the outer free leg of the U-forming section is provided on the clamping-side section. The cutting knife 110a has a first flat section 112a, on which a circular extension with a driving profile 120a in the form of a polygon is provided. The driving profile 120a is used for connection to the
Auf diese Weise ergibt sich eine erheblich verbesserte Stabilität der Schneide 119a und eine erheblich verminderte Bruchgefahr.This results in a considerably improved stability of the cutting edge 119a and a considerably reduced risk of breakage.
Die Schneide 119a ist wie bei dem zuvor erwähnten Ausführungsbeispiel gemäß den Fig. 9 und 10 gezackt.The cutting edge 119a is serrated as in the previously mentioned exemplary embodiment according to FIGS. 9 and 10.
Das in den Fig. 15 und 16 insgesamt mit der Ziff. 110 bezeichnete Ausführungsbeispiel unterscheidet sich von dem zuvor beschriebenen Ausführungsbeispiel gemäß den Fig. 19 und 20 lediglich dadurch, daß die Schneide 119 gerade ausgebildet ist und keine Zacken aufweist. Die Schneide 119 verjüngt sich zu beiden Enden des Schneidmessers 110 hin, so daß ein Schnitt in beide Richtungen möglich ist.15 and 16 in total with Ziff. The embodiment designated 110 differs from the previously described embodiment according to FIGS. 19 and 20 only in that the
In den Fig. 17 und 18 ist eine Abwandlung des Ausführungsbeispiels gemäß den Fig. 2 und 3 dargestellt.17 and 18 show a modification of the exemplary embodiment according to FIGS. 2 and 3.
Das Schneidmesser 140 umfaßt einen ersten, ebenen Abschnitt 142, an den sich ein zweiter, geneigter Abschnitt 143 anschließt. An diesen schließt sich ein dritter, senkrechter Abschnitt 144 an, der in einen vierten, um 180° gebogenen Abschnitt 145 übergeht. An das Ende des gebogenen Abschnittes 145 schließt sich ein weiterer, zum ersten Abschnitt 142 senkrechter Abschnitt 146, der parallel zum dritten Abschnitt 144 verläuft, an.The cutting
Die U-förmige Schneide 151 ist durch die beiden Schenkel des dritten Abschnittes 144 und des fünften Abschnittes 146, sowie durch den dazwischenliegenden gebogenen Abschnitt 145 gebildet. Der fünfte Abschnitt 146 geht an seinem vom gebogenen Abschnitt 145 entfernten Ende rechtwinklig in einen sechsten abgewinkelten Abschnitt 147 über, an den sich ein weiterer geneigter Abschnitt 148 anschließt. Dieser geneigte Abschnitt 148 liegt am zweiten geneigten Abschnitt 143 an und ist durch eine Punktschweißung 119 mit diesem verbunden. Auf diese Weise ist auch hierbei die U-förmige Schneide 151 über den abgewinkelten Abschnitt 147 und den geneigten Abschnitt 148 einspannseitig abgestützt, so daß eine höhere Stabilität erreicht wird und die Bruchgefahr vermindert wird. Die Schneide 151 ist beidseitig an den Abschnitten 144, 145, 146 ausgebildet, so daß das Schneidmesser 140 in beiden Schnittrichtungen verwendbar ist.The
Das in den Fig. 21 und 22 insgesamt mit der Ziffer 140a bezeichnete Ausführungsbeispiel unterscheidet sich von dem anhand der Fig. 17 und 18 beschriebenen Ausführungsbeispiel lediglich dadurch, daß die Schneide 151a gezackt ausgeführt ist. Obwohl die Schneide 151a im gezeigten Ausführungsbeispiel lediglich an einer Seite des Schneidmessers 140a ausgebildet ist, ist auch eine Ausbildung an beiden Seiten ohne weiteres denkbar, um ein beidseitiges Schneiden zu ermöglichen.The exemplary embodiment denoted overall by the number 140a in FIGS. 21 and 22 differs from the exemplary embodiment described with reference to FIGS. 17 and 18 only in that the
Aus der vorstehenden Schilderung von zahlreichen möglichen Ausführungsbeispielen der Erfindung folgt, daß eine große Variationsbreite existiert, die ausgenutzt werden kann, um die Erfindung in die Praxis umzusetzen. So sind insbesondere weitere Formgebungen für die Schneidmesser oder die Schneiden denkbar, um die Erfindung an besondere Einsatzfälle, Materialien, Kanalformen und dgl. anzupassen.It follows from the above description of numerous possible exemplary embodiments of the invention that there is a wide range of variation which can be used to implement the invention in practice. In particular, further shapes for the cutting knives or the cutting edges are conceivable in order to adapt the invention to special applications, materials, channel shapes and the like.
Claims (22)
- Method for producing surface channels (82) of at least approximately rectangular cross-section in a sheeting consisting of a soft material, in particular mineral-fiber insulating mats (80) or sheeting consisting of a styrene polymer, using a motor-operated cutting tool (10) having an oscillating cutter (20; 40; 90; 110; 110a; 140; 140a), characterized in that a U-formed cut-ter (20; 20a; 40; 90; 90'; 110; 110a; 140; 140a), the cutting edge (29; 29a; 64; 95; 119; 119a; 151; 151a) of which forming the U-shaping sections (24, 25, 26; 61, 62, 63; 92, 93, 94; 112, 113, 114; 112a, 113a, 114a; 144, 145, 146; 144a, 145a, 146a), is guided straight (83) through said sheeting.
- Method for producing surface channels (82) of at least approximately rectangular cross-section in a sheeting consisting of a soft material, in particular in mineral-fiber insulating mats (80) or sheeting consisting of a styrene polymer, using a motor-operated cutting tool having a cutter (100, 100', 100''), characterized in that in a first cut an L-formed cutter (100''), the cutting edge (103) of which extends over the sections (102, 104) forming the L, is guided mostly straight through the sheeting, and in that in a second cut a cutter (100') having a straight section (102) is guided through said sheeting parallel to the guidance of the first cut, such that a continuous strip of sheeting can be removed from said sheeting.
- Method according to claim 2, characterized in that, for producing broad surface channels, the first and second cuts are conducted several times consecutively, in parallel and side by side.
- Device for producing surface channels (82) of at least approximately rectangular cross-section in a sheeting consisting of a soft material, in particular in mineral-fiber insulating mats (82) or sheeting consisting of a styrene polymer, using a motor-operated cutting tool (10) having a cutter (20; 20a; 40; 90; 90'; 110; 110a; 140; 140a) which is operated by a drive spindle moving oscillatingly about an axis (14; 96; 118; 118a; 150; 150a) at an angular amplitude in the range between 0.5 and 7° and a frequency in the range of about 10,000 to 25,000 min-1, wherein said cutter (20; 20a; 40; 90; 90'; 110; 110a; 140; 140a) comprises a plurality of sections (21-27; 42, 43; 61-63; 92, 93, 94; 112-116; 112a-116a; 142-148; 142a-148a) which are angled to one another and at least partially provided with a cutting edge (29; 29a; 64; 95; 119; 119a; 151; 151a), characterized in that said cutting edge (29; 29a; 64; 95; 119; 119a; 151; 151a) extends over at least three sections (24-26; 61-63; 92, 93, 94; 112-113, 114; 112a-114a; 144-146; 144a-146a) forming together a U.
- Device according to claim 4, characterized in that at least on one of the free ends of the sections (24, 26; 61, 63; 114; 114a; 146; 146a) forming the U is followed by another section (23, 27; 43; 115; 115a; 147; 147a) which is bent off by approx. 90°.
- Device according to claim 5, characterized in that said bent-off section (23, 27; 43) extends to the outside, i.e. into the opposite direction of said drive spindle.
- Device according to claim 5, characterized in that said bent-off section (115, 115a; 147, 147a) is formed on the angled section (115, 115a; 147, 147a) of the outer free end of the section (114, 114a, 146, 146a) forming the U, extends towards the fixing side, towards said drive spindle, and is fixed to one of said sections (112, 112a; 143, 143a) on the fixing side.
- Device according to claim 7, characterized in that said bent-off section (115, 115a; 147, 147a) is welded to one of said sections (112, 112a; 143, 143a).
- Device according to one of claims 4 to 8, characterized in that said cutter (40) comprises a blade holder (41) adapted to receive an exchangeable blade (60).
- Device according to claim 9, characterized in that said blade (60) is shaped in a U-form, and can be fixed in slots (45, 46) provided on the free ends of said blade holder (41).
- Device according to claim 10, characterized in that a plurality of parallel slots (45a, 45b, 46a, 46b) are provided on said blade holder (41), said slots producing channels of different width (B).
- Device according to claim 10 or 11, characterized in that said cutter includes locking means for locking said free ends in said slots (45, 46) at different heights, for producing channels (82) of different depth (T).
- Device according to claim 12, characterized in that said locking means are designed as tongues (51, 53) in said slots (45, 46) engaging counter-slots (70, 71) on said free ends.
- Device for producing surface channels (82) of at least approximately rectangular cross-section in a sheeting consisting of a soft material, in particular in mineral-fiber insulating mats (80) or sheeting consisting of a styrene polymer, using a motor-operated cutting tool having a cutter (100', 100'', 100''') which is oscillatingly driven about an axis (105) at an angular amplitude in the range between 0.5 and 7° and a frequency in the range of about 10,000 to 25,000 min-1, wherein said cutter (100', 100'', 100''') comprises at least one section being provided with a cutting edge (103), wherein at least one angled cutter (100'', 100''') is provided, wherein said cutting edge (103) extends at least across two sections (102, 104; 102, 104a), characterized in that at least one cutter (100') is provided which is not angled.
- Device according to claim 14, characterized in that said angled cutter (100'') comprises a cutting edge (103), which comprises two sections (102, 104) angled with respect to one another like an L.
- Device according to one or more of claims 4 through 15, characterized in that said cutting edge (95, 119a, 151a) is toothed.
- Device according to one or more of claims 4 through 15, characterized in that said cutting edge (103) is undulated.
- Device according to claim 16 or 17, characterized in that said cutter (90') is provided with a plain cutting edge (90b') on its one side, and is provided with a toothed or undulated cutting edge (95b) on its other side, in the opposite cutting direction.
- Device according to one or more of claims 4 through 18, characterized in that said cutting edge (95) has a curved shape.
- Device according to claim 19, characterized in that said cutting edge has a convex shape.
- Device according to one or more of claims 4 through 20, characterized in that at least one of said toothed sections (102) provided with a cutting edge (103a) exhibits a tapering design.
- Device according to one or more of claims 4 through 21, characterized in that the axis (105) extends at a right angle relative to a first section (102) adjoining the mounting section (101) of said cutter (100) and being provided with said cutting edge (103).
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4037790 | 1990-11-28 | ||
| DE4037790 | 1990-11-28 | ||
| DE4107989 | 1991-03-13 | ||
| DE4107989 | 1991-03-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0487948A2 EP0487948A2 (en) | 1992-06-03 |
| EP0487948A3 EP0487948A3 (en) | 1993-01-20 |
| EP0487948B1 true EP0487948B1 (en) | 1997-08-27 |
Family
ID=25898822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19910118899 Expired - Lifetime EP0487948B1 (en) | 1990-11-28 | 1991-11-06 | Method and device for placing surface channels in panels of soft material and use of the device |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5231910A (en) |
| EP (1) | EP0487948B1 (en) |
| JP (1) | JPH05116096A (en) |
| DE (2) | DE4135573A1 (en) |
| TW (1) | TW213877B (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010043452A1 (en) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with oscillation drive |
| WO2012152482A1 (en) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Grinding, sawing and/or cutting tool for a machine tool having an oscillation drive |
| WO2013029868A1 (en) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with a rotary drive |
| US10307917B2 (en) | 2014-09-22 | 2019-06-04 | Worktools, Inc. | Cutting blade for oscillating tool |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19518750C1 (en) * | 1995-05-22 | 1996-09-26 | Sprimag Spritzmaschbau Gmbh | Mfr. of a profiled roll of elastically compressible foam |
| DE19613537C2 (en) * | 1996-04-03 | 1998-04-09 | Engelbert Gmeilbauer | Paring knife |
| DE19613538C1 (en) * | 1996-04-03 | 1997-07-10 | Engelbert Gmeilbauer | Cutting blade, particularly for hand oscillation apparatus |
| US20010041524A1 (en) * | 1997-05-28 | 2001-11-15 | Marco Steiger | Material removing tool |
| DE29825263U1 (en) | 1997-05-28 | 2007-10-25 | Maroc Gmbh | cutting tool |
| GB2345875B (en) * | 1999-05-25 | 2001-05-30 | Uponor Ltd | Pipe preparing tool V |
| US6418831B1 (en) * | 1999-06-11 | 2002-07-16 | Nrg Industries, Inc. | Tool holder and tab system for board cutting machine |
| DE19932248A1 (en) | 1999-07-10 | 2001-01-11 | Fein C & E | Cutting knife for cutting adhesive beads on window panes |
| US20070260270A1 (en) * | 2000-02-16 | 2007-11-08 | Trans1 Inc. | Cutter for preparing intervertebral disc space |
| US7632274B2 (en) * | 2000-02-16 | 2009-12-15 | Trans1 Inc. | Thin cutter blades with retaining film for preparing intervertebral disc spaces |
| US6558390B2 (en) | 2000-02-16 | 2003-05-06 | Axiamed, Inc. | Methods and apparatus for performing therapeutic procedures in the spine |
| DE20003499U1 (en) * | 2000-02-25 | 2000-05-18 | C. & E. Fein Gmbh & Co, 70176 Stuttgart | Cutting knife |
| DE10022641B4 (en) * | 2000-04-28 | 2015-12-10 | Volkswagen Ag | Process for producing a tear seam as a predetermined breaking point |
| DE10058894A1 (en) * | 2000-11-23 | 2002-06-06 | C & E Fein Gmbh & Co Kg | Tool, e.g. a cutter for cutting through sealed joints, has an attachment mechanism for connection to a drive shaft and a safety element that serves to tension a working part against a holder |
| DE10164081B4 (en) * | 2001-12-19 | 2012-01-26 | C. & E. Fein Gmbh | Oscillating tool with compensation section |
| US6640446B2 (en) * | 2001-12-21 | 2003-11-04 | Leo Martinez | Floor groover |
| US7776042B2 (en) | 2002-12-03 | 2010-08-17 | Trans1 Inc. | Methods and apparatus for provision of therapy to adjacent motion segments |
| US8052613B2 (en) | 2003-10-23 | 2011-11-08 | Trans1 Inc. | Spinal nucleus extraction tool |
| FR2861627B1 (en) * | 2003-11-03 | 2006-06-23 | Pierre Grehal Et Cie Ets | DEVICE FOR CUTTING TECHNICAL PASSAGES IN A BLOCK OF INSULATING MATERIAL |
| CN100528498C (en) * | 2004-10-08 | 2009-08-19 | 米其林技术公司 | Cutting for preassembled rubber products |
| DE102004050635A1 (en) | 2004-10-18 | 2006-04-20 | C. & E. Fein Gmbh | Hard foam support plate for holding the heating pipes of a floor heating system and tool for incorporating the laying channel and method for laying heating pipes in the rigid foam support plate |
| DE102005027195A1 (en) * | 2005-06-06 | 2006-12-14 | C. & E. Fein Gmbh | Method and device for producing slots in workpieces |
| US20080033466A1 (en) * | 2006-02-28 | 2008-02-07 | Trans1 Inc. | Surgical cutter with exchangeable cutter blades |
| KR101193929B1 (en) * | 2008-05-26 | 2012-10-23 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | Scribe apparatus for thin film solar cell |
| US8650760B2 (en) * | 2009-12-30 | 2014-02-18 | Guy A. Van Alstine | Heated cutting blade, cutting head, and blade mounting structure |
| US8696672B2 (en) * | 2010-01-22 | 2014-04-15 | Baxano Surgical, Inc. | Abrading tool for preparing intervertebral disc spaces |
| US9302405B2 (en) * | 2011-10-28 | 2016-04-05 | Robert Bosch Gmbh | Planer accessory tool for an oscillating power tool |
| DE102012007489A1 (en) | 2012-03-30 | 2013-10-02 | C. & E. Fein Gmbh | Scraper for use with oscillation drive for removing e.g. wallpaper remains from walls, has working section limited by two side edges, which are designed as cutters with diagonal or curved running sub region and converge in middle region |
| US9913728B2 (en) | 2013-03-14 | 2018-03-13 | Quandary Medical, Llc | Spinal implants and implantation system |
| US9555554B2 (en) | 2013-05-06 | 2017-01-31 | Milwaukee Electric Tool Corporation | Oscillating multi-tool system |
| DE102013107867A1 (en) | 2013-07-23 | 2015-02-19 | C. & E. Fein Gmbh | oscillating tool |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3740847A (en) * | 1971-02-04 | 1973-06-26 | W Kliever | Power driven meat trimming and cutting knife |
| US4080734A (en) * | 1976-09-24 | 1978-03-28 | Barbour Deryle R | Method and apparatus for removing a vehicle windshield |
| FI800489A (en) * | 1980-02-19 | 1981-08-20 | Partek Ab | SAETT ATT FRAMSTAELLA ISOLATIONSSKAOLAR FOER ROER OCH ANORDNING FOER UTFOERANDE AV SAETTET |
| JPS58177302A (en) * | 1982-04-10 | 1983-10-18 | 松岡 伝人 | Cutting and forming device for rectangular hole of wood |
| DE8325025U1 (en) * | 1983-08-31 | 1983-12-22 | C. & E. Fein Gmbh & Co, 7000 Stuttgart | CUTTING TOOL |
| US4615119A (en) * | 1984-04-26 | 1986-10-07 | Jhj Enterprises | Blade for a vibratory cutter |
| DE8423004U1 (en) * | 1984-08-02 | 1984-10-31 | C. & E. Fein Gmbh & Co, 7000 Stuttgart | CUTTING KNIFE FOR SEPARATING THE ADHESIVE LAYER OF A GLUED DISC |
| US4656910A (en) * | 1986-03-03 | 1987-04-14 | The Goodyear Tire & Rubber Company | Belt skiving method and apparatus |
| DE3719073A1 (en) * | 1987-06-06 | 1988-12-15 | Fein C & E | CUTTING TOOL |
| JPH01163052A (en) * | 1987-12-19 | 1989-06-27 | Sumitomo Rubber Ind Ltd | Cutter support device of grooving apparatus |
| DE3814554A1 (en) * | 1988-04-29 | 1989-11-09 | Fein C & E | CUTTING KNIFE |
| DE3839029A1 (en) * | 1988-11-18 | 1990-05-23 | Fein C & E | CUTTING KNIFE WITH STRAIGHT CUTTING PART |
| DE3929852A1 (en) * | 1989-08-15 | 1991-02-21 | Fein C & E | SCHAELMESSER |
-
1991
- 1991-10-29 DE DE19914135573 patent/DE4135573A1/en not_active Withdrawn
- 1991-11-06 DE DE59108835T patent/DE59108835D1/en not_active Expired - Fee Related
- 1991-11-06 EP EP19910118899 patent/EP0487948B1/en not_active Expired - Lifetime
- 1991-11-18 TW TW80109040A patent/TW213877B/zh active
- 1991-11-22 US US07/796,573 patent/US5231910A/en not_active Expired - Fee Related
- 1991-11-27 JP JP33599591A patent/JPH05116096A/en active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010043452A1 (en) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with oscillation drive |
| WO2012059287A1 (en) | 2010-11-05 | 2012-05-10 | Robert Bosch Gmbh | Grinding and/or cutting tool for a machine tool with an oscillating drive |
| WO2012152482A1 (en) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Grinding, sawing and/or cutting tool for a machine tool having an oscillation drive |
| DE102011075692A1 (en) | 2011-05-12 | 2012-11-15 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with oscillation drive |
| WO2013029868A1 (en) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with a rotary drive |
| DE102011082035A1 (en) | 2011-09-02 | 2013-03-07 | Robert Bosch Gmbh | Grinding or cutting tool for a machine tool with rotary drive |
| US10307917B2 (en) | 2014-09-22 | 2019-06-04 | Worktools, Inc. | Cutting blade for oscillating tool |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0487948A3 (en) | 1993-01-20 |
| EP0487948A2 (en) | 1992-06-03 |
| US5231910A (en) | 1993-08-03 |
| DE59108835D1 (en) | 1997-10-02 |
| TW213877B (en) | 1993-10-01 |
| DE4135573A1 (en) | 1992-06-04 |
| JPH05116096A (en) | 1993-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0487948B1 (en) | Method and device for placing surface channels in panels of soft material and use of the device | |
| DE3905788C2 (en) | Cutting tool to cut pipes to make them easier to bend | |
| EP1481750B9 (en) | Saw with oscillating rotative driving motion and saw blade therefor | |
| DE3018985C2 (en) | Process for processing naturally grown, conically tapered tree trunks | |
| EP0546392B1 (en) | Cutting blade and apparatus therewith | |
| DE2725187C2 (en) | Device for cutting through I-profiles or related profiles | |
| DE3403668C2 (en) | ||
| DE2921176A1 (en) | Extruded clay strip stamping mechanism - has tools with ridges in line with parting positions in strip | |
| DE19605991A1 (en) | Corner jointing machine for the production of window and / or door frames | |
| DE20013640U1 (en) | Sink | |
| EP0497078A1 (en) | Tool for cutting insulation panels, especially those made of fibrous material | |
| EP0538720A1 (en) | Method for producing a pendulously suspended chopping strip for a chopping device, chopping strip and chopping device | |
| DE2752717A1 (en) | Stamping tool for cutting cardboard carton sheets - has right angled joint between cutting edges to avoid overhang of brittle edge | |
| EP0813929A1 (en) | Process for manufacturing welded steel plate panels | |
| EP2524756A1 (en) | Profile cutting device | |
| EP0266609A1 (en) | Cupboard, in particular a bathroom wall cabinet | |
| DE2718296A1 (en) | DEVICE FOR RAISING THE NARROW SIDE OF A STACK OF LEAVES | |
| DE60204888T2 (en) | ROTATING STAND TOOL FOR CONTINUOUS PUNCHING OF PROFILES AND USE THEREOF | |
| EP0157161A1 (en) | Logs, milling machine for producing them and construction made with logs | |
| DE2027725C3 (en) | Method and apparatus for producing with an adhesive film or the like. deposited individual pieces of the same or different sizes from a flat plate | |
| EP0181431A2 (en) | Method for cutting up work pieces by sawing | |
| DE3935626A1 (en) | Stamping and cutting machine - has L=shaped blade whose return face is wider than cross=section of blade | |
| DE19824616C2 (en) | Cutting tool for textile coverings in vehicle construction | |
| DE10345287B4 (en) | Tool for fiber-free cutting of coverings, coverings or the like | |
| EP0663174B1 (en) | Kitchen appliance for cutting fruits, vegetables or the like |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: B26D 3/08 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19930317 |
|
| 17Q | First examination report despatched |
Effective date: 19950522 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19970827 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970827 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59108835 Country of ref document: DE Date of ref document: 19971002 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19971010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19971127 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000914 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001013 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20001016 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081103 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 |