EP0320797A1 - Vorrichtung zum Verpacken von Druckerzeugnissen - Google Patents
Vorrichtung zum Verpacken von Druckerzeugnissen Download PDFInfo
- Publication number
- EP0320797A1 EP0320797A1 EP88120520A EP88120520A EP0320797A1 EP 0320797 A1 EP0320797 A1 EP 0320797A1 EP 88120520 A EP88120520 A EP 88120520A EP 88120520 A EP88120520 A EP 88120520A EP 0320797 A1 EP0320797 A1 EP 0320797A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- banding
- stacking
- stacking device
- copies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/08—Bundling paper sheets, envelopes, bags, newspapers, or other thin flat articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4223—Pressing piles
Abstract
Description
- Die Erfindung geht aus von einem Verfahren zum Verpacken von Druckerzeugnissen, bei dem Exemplare der vorzugsweise gefalzten, geleimten oder gehefteten Erzeugnisse mittels einer Beschickungsvorrichtung aus einer vorgeordneten Station übernommen werden und einer Stapelvorrichtung zugeführt werden, in der einzelne Exemplare ausgerichtet und gezählt werden, wobei die Exemplare in der Beschickungsvorrichtung aufgeschuppt werden, und die in der Stapelvorrichtung horizontal unverrückbar aufgestapelten Exemplare in eine Banderoliervorrichtung übergeführt werden und dort in gepreßtem Zustand mit einem Banderoliermittel umschlossen werden.
- Die Erfindung geht ferner aus von einer Einrichtung zum Verpacken von vorzugsweise gefalzten, geleimten oder gehefteten Exemplaren von Druckerzeugnissen, mit einer Beschickungsvorrichtung zur Übernahme der Exemplare aus einer vorgeordneten Station, mit einer der Beschickungsvorrichtung nachgeordneten Stapelvorrichtung, in der die Stapel an Exemplaren über Seitenführungen horizontal unverrückbar gehalten sind, und mit einer Banderoliervorrichtung.
- Ein derartiges Verfahren und eine derartige Vorrichtung sind aus dem DE-G 86 11 717 bekannt.
- Die bekannte Verpackungseinrichtung wird dazu verwendet, um Druckerzeugnisse nach dem Durchlaufen von Heft- oder Falzmaschinen auszurichten, aufzuschuppen, zu stapeln und zu verpacken. Mehrere Einzelvorrichtungen bilden dabei die Verpackungseinrichtung.
- Die losen Exemplare werden als Schuppenstrom auf einem Förderband der Beschickungsvorrichtung transportiert und der Stapelvorrichtung zugeführt. Die Exemplare werden einzeln vom Schuppenstrom abgezogen, ausgerichtet und gezählt und in einer Stapelvorrichtung aufgestapelt. Die vom Schuppenstrom abgezogenen Exemplare fallen aufgrund der Schwerkraft in die Stapel vorrichtung und werden dort von Seitenführungen horizontal unverrückbar gehalten. Auf dem Boden der Stapelvorrichtung liegt eine Schutzplatte, auf die das erste Exemplar aufgelegt wird. Je nach Höhe des zu bildenden Stapels, wird nach Aufstapeln einer gewissen Anzahl an Exemplaren erneut eine Schutzplatte eingelegt, auf die dann ggf. weitere Exemplare aufgestapelt werden. Auf das oberste Exemplar des Stapels wird anschließend eine weitere Schutzplatte gelegt. Die Stapelvorrichtung selbst ist auf einem Rundtisch angeordnet, der nach Vollenden des Stapels in der Stapelvorrichtung, d.h. nach Auflegen der obersten Schutzplatte, um ein bestimmtes Winkelmaß verschwenkt wird, bis die Stapelvorrichtung an einer am Umfang des Rundtisches angeordneten Banderoliervorrichtung zum Liegen kommt. Der Stapel wird beim Banderoliervorgang zunächst in vertikaler Richtung gepreßt und mit dem Banderoliermittel umreift. Nach dem Banderolieren verbleibt der fertig verschlossene Stapel weiterhin in der Stapelvorrichtung. Der Drehtisch wird erneut um ein Winkelmaß in gleicher Richtung wie zuvor verschwenkt, wonach die Stapelvorrichtung in eine Entnahme-Position gebracht ist, in der die verpackten Stapel aus der Stapelvorrichtung entnommen werden. Durch eine weitere gleichsinnige Verschwenkbewegung des Drehtisches wird die leere Stapelvorrichtung erneut in Ausrichtung mit der Beschickungsvorrichtung gebracht und ist bereit Exemplare aus dem Schuppenstrom aufzunehmen.
- Nachteilig an einer derartigen Einrichtung und an dem dabei durchgeführten Verpackungsverfahren ist, daß durch die räumliche Trennung der drei Teilvorrichtungen bzw. der damit durchgeführten Teilverfahrensschritte, nämlich Stapeln und anschließendes Überführen zur Banderoliervorrichtung, Pressen, Banderolieren und anschließendes Überführen zur Entnahmestation, Entnehmen und anschließendes Überführen wieder zur Stapelvorrichtung, die Gesamteinrichtung sehr raumgreifend bauend und das Verfahren umständlich ist.
- Aufgabe der vorliegenden Erfindung ist daher, eine Einrichtung bzw. ein Verfahren zum Verpacken von Druckerzeugnissen der eingangs genannten Art derart zu verbessern, daß das Stapeln und Banderolieren einfach und raumsparend durchgeführt werden kann.
- Erfindungsgemäß wird die Aufgabe nach dem eingangs genannten Verfahren dadurch gelöst, daß die in der Stapelvorrichtung gebildeten Stapel unmittelbar durch lotrechtes Absenken aus der Stapelvorrichtung in die Banderoliervorrichtung überführt werden und dabei gleichzeitig derart in das Banderoliermittel eingesenkt werden, daß der Stapel bodenseitig und seitlich vom Banderoliermittel umfaßt ist, und daß anschließend das Banderoliermittel deckelseitig an den Stapel angelegt und verschlossen wird.
- Erfindungsgemäß wird die Aufgabe mit der eingangs genannten Einrichtung dadurch gelöst, daß die Stapelvorrichtung einen lotrecht absenkbaren bzw. anhebbaren Boden aufweist, auf dem die Exemplare stapelbar sind, und daß der Boden eine Öffnung aufweist, die zumindest denjenigen Bodenbereich des untersten Exemplares des Stapels freigibt, an den das Banderoliermittel angelegt werden soll, und daß direkt unterhalb der Stapelvorrichtung das Banderoliermittel angeordnet ist.
- Durch das lotrechte Absenken des Bodens der Stapelvorrichtung und dabei gleichzeitigem Einsenken in das unmittelbar unterhalb des Bodens angeordneten Banderoliermittels, ist ein äußerst raumsparendes Überbringen der Stapel zur Banderoliervorrichtung geschaffen. Unmittelbar nach dem Absenken taucht der Stapel in das Banderoliermittel ein, d.h. der Überführungsvorgang ist bereits der Beginn des Banderoliervorganges, so daß keine Totzeiten durch Überführungswege in die verschiedenen Bearbeitungsstationen mehr vorhanden sind. Durch Vorsehen der Öffnung im Boden der Stapelvorrichtung, die zumindest der Breite des Banderoliermittels entspricht, muß der Stapel nicht vom Boden abgenommen oder abgehoben werden, sondern kann auf diesem verbleibend mit dem Banderoliermittel umschlossen werden. Der jeweils zu verpackende Stapel muß dabei nur soweit abgesenkt werden, daß das Banderoliermittel auf der Oberseite des obersten Exemplares des Stapels verschlossen werden kann, wobei die den Stapel umschließende Schleife des Banderoliermittels vom verbleibenden Banderoliermittel abgetrennt wird, das dann wieder in seine Ausgangslage zurückkehren kann. Der mit der Banderole versehene Stapel wird dann, ohne daß der Boden der Stapelvorrichtung erneut bewegt oder verschwenkt werden muß, von diesem abgenommen oder abgestoßen, wonach dieser wieder angehoben wird und zum Empfang neuer Exemplare bereit ist. Die Teilverfahrensabschnitte finden in lotrecht untereinander angeordneten Sektionen statt, die aneinander gereiht und fließend ineinander übergehend sind, somit einfach und gut überschaubar sind. Der absenkbare Boden der Stapelvorrichtung bildet sogleich auch ein arbeitendes Teil der Banderoliervorrichtung, denn durch seine Absenkbewegung mit den darauf aufliegenden Exemplaren wird ja das Banderoliermittel an den Boden sowie die beiden Seitenwände des Teilstapels angelegt, so daß umlaufende Elemente zum Anliegen des Banderoliermittels entfallen. Dadurch ist eine besonders einfach aufgebaute mit wenigen Bauteilen auskommende Verpackungseinrichtung geschaffen. Es ist außerdem möglich, den fertig verpackten Stapel entgegen der Richtung des auf der Beschickungsvorrichtung ankommenden Schuppenstromes auszustoßen, wobei dies direkt unterhalb der Beschickungsvorrichtung erfolgen kann, so daß eine äußerst raumsparende Vorrichtung geschaffen ist. Bei einer derartigen U-Anordnung ist es möglich, die fertig verpackten Stapel wieder in Nähe des Anfangsbereiches der Beschickungsvorrichtung zu bringen, d.h., es ist beispielsweise möglich, die einzelnen Exemplare aus einer Sendung auf die Beschickungsvorrichtung zu bringen und etwa an gleicher Stelle, nur etwas tiefer gelegen, die Exemplare wieder in verpacktem Zustand als Stapel in Empfang zu nehmen.
- Die der Erfindung zugrundeliegende Aufgabe wird damit vollkommen gelöst.
- In einer bevorzugten Ausgestaltung der Erfindung weist die Stapelvorrichtung eine um 180° horizontal verschwenkbare Grundplatte auf, in der, mit dieser verschwenkbar, der Boden aufgenommen ist.
- Dies hat den Vorteil, daß die Stapelvorrichtung als sogenannter Kreuzleger arbeiten kann, d.h., daß die Exemplare einzeln oder als Teilstapel, jeweils um 180° versetzt, aufgestapelt werden können. Dies führt insbesondere bei gefalzten Bögen, die im Bereich der Falzstelle dazu neigen, ungleich ausgebildete Stapelhöhen zu verursachen, dann zu einer ebenen Stapelbildung. Der absenkbare Boden als Teil der Grundplatte des Kreuzlegers kann mit verschwenkt werden und nach Auflegen der ausreichenden Menge an Exemplaren zur Banderoliervorrichtung abgesenkt werden.
- In einer bevorzugten Ausgestaltung der Erfindung weist der Boden zwei niveaugleiche Bodenteile auf, die über in der Grundplatte höhenverschiebbar gelagerte Trägermittel gehalten werden.
- Dies hat den Vorteil, daß durch die Wahl der Größe der beiden Bodenhälften, die bodenseitige Öffnung zwischen diesen beiden Hälften, individuell an das Verpackungsmittel angepaßt werden kann, d.h., je nachdem, ob das Verpackungsmittel durch eine Schnur, durch ein schmales oder ein breites Folienband gebildet wird.
- In einer weiteren Ausgestaltung ist der Boden über eine auf das oberste Exemplar des Stapels auflegbare Preßvorrichtung absenkbar.
- Dies hat den Vorteil, daß die Vorrichtung, die dazu vorgesehen ist, den Boden abzusenken, gleichzeitig den auf dem Boden aufliegenden Stapel preßt, diesen also in den zur Banderolierung gewünschten gepreßten Zustand bringt. D.h. auch hier führt eine Vorrichtung zwei Verfahrensschritte bzw. Teilvorgänge, nämlich Überführen bzw. Absenken und Pressen durch, wodurch im Rahmen der gestellten Aufgabe eine besonders einfache Vorrichtung bzw. ein einfaches Verfahren geschaffen ist.
- Bei einer weiteren Ausgestaltung der Erfindung wird das Banderoliermittel über zwei seitlich des Stapels angeordnete, über die Oberseite des Stapels verfahrbare Verschließstempel straff um den Stapel anliegend verschlossen. Dies hat den Vorteil, daß der lotrechte Raum unterhalb des Bodens, während des Verschiebevorgangs frei von den Verschließorganen ist, und daß diese nur zum Verschließen des Banderoliermittels auf der Oberseite des obersten Exemplares des Stapels in diesen Raum eingefahren bzw. anschließend wieder ausgefahren werden müssen.
- In einer weiteren Ausgestaltung der Erfindung sind auf dem Boden verschiebbare Winkelschienen angebracht, die Ecken des Stapelquaders bilden. Durch Vorsehen dieser an sich bekannten seitlichen Stützen, sind die auf dem Boden aufgestapelten Exemplare in horizontaler Richtung unverschiebbar gehalten. Durch die Verschiebungsmöglichkeiten, können die Winkelschienen an verschiedene Exemplargrößen angepaßt werden.
- In einer weiteren Ausgestaltung der Erfindung ist der Boden soweit absenkbar, daß eine seitlich angeordnete Preßvorrichtung im Abstand über der Deckfläche des obersten Exemplars des Stapels verfahrbar ist, und der Boden ist anschließend soweit anhebbar, daß der jeweilige Stapel zwischen eingefahrener Preßvorrichtung und Boden mit einem vorbestimmten Preßdruck gehalten ist, und daß in diesem gepreßten Zustand das Banderoliermittel verschlossen wird. Diese seitliche Anordnung der Preßvorrichtung hat den Vorteil, daß der lotrechte Raum ber dem Boden der Stapelvorrichtung während des Aufstapelns und des Absenkens frei von der Preßvorrichtung ist, und daß diese erst nach Absenken des Bodens mit dem darauf aufgebrachten Stapel eingefahren wird. Durch Anheben des Bodens wird dann der Stapel gegen die ortsfeste Preßvorrichtung gepreßt. Hierbei übernimmt also der Boden eine zusätzliche Funktion als Organ der Preßvorrichtung, wodurch eine besonders einfache Vorrichtung geschaffen ist.
- In einer weiteren Ausgestaltung der Erfindung ist der Boden über vier lotrechte, mit einem Antrieb versehene, Stangen verbunden, die Eckpunkte eines Viereckes bilden, wobei die Beschickungsvorrichtung an einer Viereckkante endet und die Exemplare von der Beschickungsvorrichtung in eine, mit dieser etwa niveugleich und überhalb der Stapelvorrichtung angeordnete, Teilstapelvorrichtung übergeführt werden, die dann die Teilstapel auf den Boden der Grundplatte eines um 180° verschwenkbaren Kreuzlegers ablegt.
- Dies hat den Vorteil, daß eine besonders konstruktiv einfache und robuste Konstruktion des Absenkens bzw. Anhebens des Bodens geschaffen ist. Durch Überbringen der Exemplare von der Beschickungsvorrichtung zunächst zu einer Teilstapelvorrichtung, kann währenddessen die lotrecht darunter angeordnete Stapelvorrichtung jeweils um 180° gedreht werden, um dann anschließend aus der Teilstapelvorrichtung einen Teilstapel aufzunehmen. Außerdem kann in dieser Teilstapelvorrichtung bereits ein erster Teilstapel vorgestapelt werden, währenddessen sich der Boden aus seiner abgesenkten Stellung nach Freigabe bzw. Entnahme eines endverpackten Stapels in seine oberste Position anhebt, so daß unmittelbar nach Erreichen der obersten Stellung des Bodens, dieser bereits wieder mit einem Teilstapel beschickt werden kann.
- Die Erfindung wird anhand einiger ausgewählter Ausführungsbeispiele im Zusammenhang mit den beiliegenden Zeichnungen näher beschrieben und erläutert. Es zeigen:
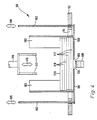
- Fig. 1 eine stark schematisierte erfindungsgemäße Verpackungseinrichtung zur Veranschaulichung des erfindungsgemäßen Verfahrens;
- Fig. 2 stark schematisiert einen vergrößerten Teil der Einrichtung von Fig. 1;
- Fig. 3a - Fig. 3f schematisch eine Abfolge an Arbeitsschritten der Einrichtung von Fig. 1;
- Fig. 4 einen Schnitt längs der Linie IV-IV in Fig. 2, wobei zusätzlich aufgestapelte Exemplare und eine Preßvorrichtung angedeutet sind; und
- Fig. 5 bis 8 schematisch eine den Fig. 3a bis 3f entsprechende Ansicht der in Fig. 4 gezeigten Variante in jeweils verschiedenen Arbeitspositionen.
- In Fig. 1 ist stark schematisiert eine erfindungsgemäße Verpackungseinrichtung 10 dargestellt, die sich in einer Baueinheit aus einer Beschickungsvorrichtung 20, einer Stapelvorrichtung 30, und einer Banderoliervorrichtung 60 zusammensetzt.
- Die Beschickungsvorrichtung 20 umfaßt ein erstes und zweites Förderband 14, 19, zwischen denen eine aus zwei Walzen 15, 16 gebildete Presse angeordnet ist. Die untere Walze 16 des Walzenpaars 15, 16 der Presse, ist über einen Riemen 17 mit einer Umlenkwalze 18 des Förderbandes 14 verbunden, die als Antrieb für eine synchrone Bewegung der Walzen 14, 15 und 18, sowie des Förderbandes 14 dient.
- Auf dem Förderband 14 liegen Exemplare 12, die in Pfeilrichtung 13 aus einer vorgeordneten Station kommend, transportiert werden. Die Exemplare 12 werden vom Förderband 14 zwischen das Walzenpaar 15, 16 gebracht, dort gepreßt und verlassen das Walzenpaar 14, 15, auf dem Förderband 19 liegend, als gepreßte Exemplare 22. Dieses Pressen wird insbesondere bei gefalzten Exemplaren durchgeführt, da diese die Tendenz aufweisen, nach dem Falzen aus einem einstückigen Bogen, sich wieder teilweise zu entfalten. Bei einem späteren Aufstapeln oder Aufschuppen derartiger, sich öffnender Falzbogen hätte dies zur Folge, daß ein sehr hoher, ungleicher Stapel gebildet würde.
- Am Ende des Förderbandes 19, das gleichsinnig wie das Förderband 14 läuft, ist ein Staustempel 24 angeordnet, der in der in Fig. 1 gezeigten Stellung in etwa bis auf die Oberfläche des Förderbandes 19 abgesenkt ist, so daß die auf dem Förderband 19 liegenden gepreßten Exemplare 22 zu einem Schuppenstrom aufgeschuppt werden.
- In Transportrichtung des Förderbands 19 gesehen, unmittelbar hinter dem Staustempel 24, ist eine Teilstapelvorrichtung 31 der Stapelvorrichtung 30 angeordnet, auf die die aufgeschuppten, gepreßten Exemplare 22 gefördert werden, falls der Staustempel 24 angehoben wird. Die Teilstapelvorrichtung 31 ist mit einem Anschlag 37 versehen, an den die vom Förderband 19 kommenden Exemplare 22 stoßen, wodurch ein Teilstapel 38 gebildet wird. In die Teilstapelvorrichtung 31 gelangen jeweils durch geeignet langes Anheben des Staustempels 24 eine gewünschte Anzahl an Exemplaren 22.
- Die Teilstapelvorrichtung 31 ist, wie dies durch einen Pfeil 36 angedeutet ist, vertikal verschiebbar und weist einen Boden auf, der aus zwei Teilen 32 bzw. 33 besteht.
- Die Teile 32, 33 sind dabei über hier nicht gezeigte Kolbenzylindereinheiten längs des Pfeiles 36 anhebbar bzw. absenkbar, und können außerdem, wie dies durch die Pfeile 34 bzw. 35 angedeutet ist, voneinander wegbewegt werden.
- Die Bodenteile 32, 33 des Bodens der Teilstapelvorrichtung 31 liegen etwa fluchtend überhalb eines Bodens 96 eines Drehkorbes 90 der Stapelvorrichtung 30, so daß, falls die Teile 32, 33 längs der Pfeile 34, 35 auseinandergezogen werden, ein auf diesen aufliegender Teilstapel 38 auf den Boden 96 des Drehkorbes 90 fällt.
- Der Drehkorb 90 ist dabei, wie durch einen Pfeil 91 angedeutet, um 180° schwenkbar, so daß er, die von der Teilstapelvorrichtung 31 kommenden Teilstapel 38, jeweils um 180° versetzt aufnehmen kann.
- Der Drehkorb 90, der in Fig. 2 vergrößert dargestellt ist, weist dabei eine Grundplatte 92 auf, die mit einer rechteckförmigen mittigen Öffnung 94 versehen ist.
- Unterhalb der Grundplatte 92 ist der Boden 96 angeordnet, der ein erstes Bodenteil 98 und ein zweites Bodenteil 100 aufweist.
- Jedes Bodenteil 98, 100 ist mit zwei Stangen 102 verbunden, die durch die Grundplatte 92 hindurchreichen und in dieser vertikal verschiebbar gelagert sind.
- Die beiden Bodenteile 98, 100 sind rechteckig und weisen eine Länge auf, die geringfugig großer ist, als die der rechteckigen Öffnung 94. Sie weisen im mittigen Bereich der rechteckigen Öffnung 94 einen Abstand voneinander auf, so daß ein freier Raum 104 geschaffen ist.
- Der Abstand der beiden einander zugewandten Stirnseiten der Bodenteile 98, 100, die den Raum 104 umgrenzen, entspricht zumindest der Breite eines Folienbandes 106, das um die zu verpackenden Stapel 120 gelegt werden soll.
- Auf der Bodenseite der Bodenteile 98, 100 sind jeweils zwei Winkelschienen 103 (siehe auch Fig. 1) angeordnet, die so ausgerichtet sind, daß sie die vier Eckkanten der zu verpackenden Exemplare umgrenzen, d.h., daß sie Eckkanten eines quaderförmigen Körpers belegen. Die Winkelschienen 103 sind dabei so angeordnet, daß sie die von der Teilstapelvorrichtung 31 herabfallenden Teilstapel 38 passend aufnehmen (siehe Fig. 1).
- Die Winkelschienen 103 sind verstellbar bzw. verschiebbar, um an verschiedene Exemplargrößen angepaßt werden zu können.
- Unterhalb des zwischen den Bodenteilen 98, 100 gebildeten freien Raums 104 (siehe Fig. 2), ist ein Banderoliermittel 106 in Form eines Folienbandes der Banderoliervorrichtung 60 angeordnet, das beidseitig der Grundplatte 92 hervorragt und auf gegenläufigen Rollen 108 aufgewickelt ist.
- Die Rollen 108 sind mit hier nicht gezeigten Spannvorrichtungen versehen, die dazu neigen, das Band in der in Fig. 2 dargestellten straffen Ausrichtung zu halten.
- In der in Fig. 1 und 2 gezeigten Stellung befindet sich der Boden 96 in seiner obersten Stellung, in der er knapp unterhalb der Grundplatte 92 des Drehkorbes 90 zum Liegen kommt.
- Zum Umwickeln des Stapels 120 mit der Banderole bzw. dem Folienband 106, ist der Boden 96 des Drehkorbes 90 absenkbar ausgebildet.
- Der nähere Verfahrensablauf, sowie der Aufbau und die Funktionsweise der Bauteile der Banderoliervorrichtung wird näher im Zusammenhang mit den Fig. 3a bis 3f beschrieben.
- Die Fig. 3a bis 3f zeigen schematisch eine ausschnittsweise Ansicht der in Fig. 1 gezeigten Verpackungseinrichtung 10 im Bereich des Drehkorbs in Richtung eines Pfeiles 72 gesehen.
- Fig. 3a entspricht dabei der in Fig. 1 mit durchgezogenen Linien gezeigten obersten Stellung des Bodens 96. Der Übersichtlichkeit halber, sind die Winkelschienen 103 in der schematischen Darstellung der Fig. 3a bis 3f weggelassen. In den Ansichten von Fig. 3a bis 3f ist vom Boden 96 das Bodenteil 100 zu erkennen. Die auf dem Boden 96 aufliegenden Exemplare (siehe Fig. 1) liegen auf beiden Bodenteilen 98 und 100 auf und überdecken teilweise den spaltartigen Raum 104 (siehe Fig. 2) zwischen den beiden Bodenteilen 98 und 100.
- Infolgedessen kommt bei Absenken des Bodens 96 alsbald die Unterseite des untersten Exemplares des aufliegenden Stapels 120 mit dem Folienband 106 in Berührung, und zieht das Folienband 106 bei einer Absenkbewegung mit sich, wobei dieses dann von den gegenläufigen Rollen 108 (siehe Fig. 2) abgespult wird.
- Das Folienband 106 läuft über zwei niveaugleiche Stützrollen 114 (siehe Fig. 3a bis 3f), die so angeordnet sind, daß das Folienband 106 in der obersten Stellung des absenkbaren Bodens 96 horizontal verläuft. Die Stützrollen 114 sind horizontal verschiebbar und werden jeweils derart in Stellung gebracht, daß gedachte Verlängerungslinien der Seiten des auf dem Boden aufliegenden Stapels 120 etwa tangential an den beiden, sich gegenüberliegenden und zugewandten inneren Umfangspunkten der Stützrollen 114 verlaufen.
- Dies hat dann zur Folge, daß, wie aus Fig. 3b zu entnehmen, sich das Folienband 106 straff um den Boden und zwei gegenüberliegende, vertikale Seitenwände 122, 124 des Stapels 120 legt.
- Unterhalb des Folienbandes 106 und seitlich des absenkbaren Bodens 96 gelegen, sind zwei Balken 64, 66 einer Preßvorrichtung 62 angeordnet, die, wie dies in Fig. 1 bzw. Fig. 3b durch die Pfeile 68 angedeutet ist, horizontal verschiebbar sind.
- Die Balken 64, 66 sind dabei über hier nicht gezeigte Gleitlager geführt und an ihrem, dem Drehkorb 90 abgewandten Ende, mit einer Kolben-Zylindereinheit verbunden.
- Der Boden (in Fig. 3a bis 3f ist jeweils der Teil 100 zu sehen) wird jeweils soweit abgesenkt, daß das oberste Exemplar des Stapels 120 im Abstand unterhalb der beiden niveaugleichen Balken 64, 66 zum Liegen kommt (siehe Fig. 3b).
- Hat der Boden eine solche Stellung erreicht, wird die Absenkbewegung angehalten, und die Balken 64, 66 über den Stapel 120 verfahren. Die Balken 64, 66 sind dabei derart angeordnet, daß der Balken 66, in Richtung der Verschieberichtung der Pfeile 68 gesehen, links vom Folienband 106 und der Balken 64 rechts vom Folienband 106 über dem Stapel 120 zum Liegen kommt (siehe Fig. 3c bzw. Fig. 1).
- Nachdem die Balken 64, 66 über den Stapel 120 verfahren sind, wird der Boden 96 mittels der Stangen 102 wieder angehoben, bis die Oberseite des obersten Exemplares des Stapels 120 an die Unterseite der beiden Balken 64 bzw. 66 stößt. Die nach oben gerichtete Bewegung des Bodens 96 wird angehalten, falls der zwischen den Balken 64, 66 und den Bodenteilen 98 bzw. 100 gehaltene Stapel 120 unter einem vorbestimmten Druck gepreßt ist. Dieser Anpreßdruck wird über hier nicht gezeigte Druckmeßmittel überwacht, die mit dem Antrieb der Stangen 102 verbunden sind, die dann bei Erreichen des vorbestimmten Druckwertes in dieser Stellung anhalten und gehalten werden, so daß der Stapel 120 andauernd gepreßt gehalten ist. Diese Stellung ist in Fig. 1 mit den durchbrochenen Linien angedeutet und entspricht der Stellung von Fig. 3d.
- Beidseitig der Seiten 122, 124 des Stapels 120, sind auf Höhe und zwischen den Balken 64, 66 gelegene Schweißstempel 118 angeordnet, die, wie dies in Fig. 1 bzw. Fig. 3 durch die Pfeile 70 angedeutet ist, horizontal verschiebbar sind.
- Durch Einschieben der beiden Schweißstempel 118 wird das Folienband 106 über die Oberseite des Stapels 120 gezogen. Die Schweißstempel 118 treffen in etwa der Mitte des Stapels 120 aufeinander, schließen und verschweißen die um den Stapel 120 gelegte Schleife 76 des Folienbandes 106. Dieser Arbeitsvorgang wird nachfolgend anhand eines weiteren Ausführungsbeispiels im Zusammenhang mit den Fig. 5 bis 8 näher beschrieben. Die aufeinandertreffende Stellung der beiden Schweißstempel 118 auf der Mitte der Oberseite des Stapels 120 ist dabei in Fig. 7 dargestellt.
- Nach Verschweißen und Trennen der Schleife 76 vom verbleibenden Folienband 106 wird dieses aufgrund des Rückholmomentes der Rollen 108 (siehe Fig. 2) wieder nach oben zurückgezogen und liegt in horizontaler Stellung auf den Stützrollen 114 auf. Diese Stellung ist in Fig. 3e dargestellt, wobei die Trennstelle mit dem Bezugszeichen 121 gekennzeichnet ist.
- Nach dem Abtrennen und Verschließen der Schleife 76 werden die Schweißstempel 118 beidseitig wieder zurückgezogen. Der Boden wird um einen geringen Betrag abgesenkt, so daß die auf der Oberseite aufliegenden Balken 64, 66 sich von dieser lösen und seitlich wieder zurückgezogen werden können.
- Der Stapel 120 ist nun vollständig verpackt, und kann auf ein, in Richtung des Pfeiles 72 (siehe Fig. 1) gesehen, hinter dem Drehkorb 90 angeordnetes Transportband 74 geschoben werden. Der Boden 96 bzw. die Teilböden 98, 100 sind dabei niveugleich mit der oberen Lauffläche des Transportbandes 74, so daß der verpackte Stapel 120 beispielsweise durch einen in Richtung des Pfeiles 72 verschiebbaren Schieber auf das Transportband 74 geschoben werden kann.
- Der mit der Schleife 76 verpackte Stapel 120 wird dann in Richtung eines Pfeiles 78 abtransportiert und kann dann seinem Bestimmungsort zugeführt werden.
- Während des Abtransportes kehrt der Boden wieder in seine oberste, knapp unterhalb der Grundplatte 92 gelegene Stellung zurück, wie dies in Fig. 3f gezeigt ist, zurück, und ist bereit aus der Teilstapelvorrichtung 31 erneut einen zwischenzeitlich gebildeten Teilstapel 38 aufzunehmen.
- Durch die U-förmige Anordnung von Beschickungsvorrichtung 20, Stapelvorrichtung 30 und Förderband 74, werden die verpackten Exemplare in etwa wieder derjenigen Stelle rückgeführt, jedoch etwas tiefer liegend, an der sie der Verpackungseinrichtung 10 zugeführt wurden. Diese U-förmige Anordnung ermöglicht eine äußerst rationelle und platzsparende Verpackung mit gleichzeitiger Anordnung der beispielsweise von Hand durchgeführten Zuführung bzw. Abnahme der Exemplare. Das bedeutet, sollen beispielsweise Bücher oder Zeitschriften in Kleinpackungen von zwanzig bis dreißig Exemplaren für Buchhandlungen oder Zeitschriftenausträger verpackt werden, können diese von einer einzigen Person aus einem Vorratscontainer zunächst auf das Förderband 14 der Beschickungsvorrichtung 20 einzeln aufgelegt werden und nach der Verpackung, in etwa an gleicher Stelle, nur etwas tiefer, wieder verpackt vom Förderband 74 abgenommen werden.
- Durch geeignete Schrägstellung der Förderbander 14 bzw. 74 kann dieser Vorgang in etwa niveaugleich an einem einzigen Arbeitsplatz durchgeführt werden.
- Ein weiteres Ausführungsbeispiel der erfindungsgemäßen Verpackungseinrichtung bzw. des erfindungsgemäßen Verfahrens ist in Fig. 4 bis 8 dargestellt.
- Die konstruktive Ausgestaltung des Drehkorbes 90, d.h. mit der Grundplatte 92 und dem darunter angeordneten Boden, bestehend aus den beiden Teilböden 98 und 100, ist dabei gleich wie zuvor in Zusammenhang mit Fig. 1 bis 3 beschrieben, so daß für gleiche Bauteile gleiche Bezugszeichen verwendet werden. Auch hier sind die Bodenteile 98, 100 über Stangen 102 gehalten, die durch die Grundplatte 92 durchreichen und in dieser über hier nicht näher dargestellte Gleitlager geführt werden.
- Der Abstand der beiden einander zugewandten Stirnseiten der Bodenteile 98, 100, die den Raum 104 umgrenzen, entspricht dabei, wie zuvor beschrieben, der Breite des Folienbandes 106, die in dem in Fig. 4 gezeigten Ausführungsbeispiel etwa 6 cm beträgt.
- Die in Fig. 5 bis 8 gezeigte schematische Seitenansicht des Drehkorbes 90 entspricht der aus Richtung des Pfeiles 72 von Fig. 1. Die Winkelschienen 103 halten die auf dem Boden 96 bzw. dem in Fig. 5 bis 8 gezeigten Teilboden 100 aufliegenden Exemplare an den vier Eckpunkten des Stapels 120 vertikal unverrückbar. Die Winkelschienen 103 sind dabei, wie zuvor beschrieben, verschiebbar um jeweils an die entsprechende Exemplargröße angepaßt zu werden bzw. um nach Verpacken ein Ausstoßen des verpackten Stapels 120 zu ermöglichen.
- Auch in der in Fig. 5 bis 8 gezeigten Ausführung ist das Folienband 106 durch die Stützrollen 114 geführt, die, wie zuvor beschrieben, horizontal verschiebbar sind.
- Im Gegensatz zu der zuvor, in Zusammenhang mit Fig. 1 bis 3 beschriebenen Ausführung, erfolgt die Absenkbewegung des Bodens 96 dadurch, daß auf die Oberseite des obersten Exemplares 110 (siehe insbesondere Fig. 4) ein Preßstempel 116 abgesenkt wird. Bei dieser Ausführung ist die Teilstapelvorrichtung 31 (siehe Fig. 1) bzw. deren Teile 32, 33 so weit längs der Pfeile 34 bzw. 35 voneinander wegbewegbar, daß der Preßstempel 116 auf den im Drehkorb 90 liegenden Stapel 120 gebracht werden kann.
- Der Preßstempel 116 weist zwei parallele, sich längs der Richtung des Folienbands 106 erstreckende, Schienen 117 (siehe Fig. 4) auf, die den Stapel 120 bei aufgesetztem Preßstempel 116 zwischen den Schienen 117 und den Bodenteilen 98, 100 pressen.
- Die Schienen 117 sind dabei so voneinander beabstandet, daß sie zumindest den Abstand aufweisen, den auch die Stirnseiten der Bodenteile 98 bzw. 100 voneinander aufweisen. Dadurch ist sichergestellt, daß sich der Stapel 120 nicht durchbiegt und außerdem, wie nachfolgend beschrieben, auch der Bereich der Oberseite des obersten Exemplares 110 zugänglich ist, der dem Bereich der Unterseite des untersten Exemplars 112 gegenüberliegt, an dem dieses letztere gegenüber zum Folienband 106 liegt. Dies bedeutet, daß auch hier wiederum der Bereich des Stapels 120 freiliegend ist, um den das Folienband 106 gelegt werden soll.
- Zum Absenken des Bodens 96 bzw. der Teilböden 98 und 100 wird der auf dem obersten Exemplar 110 aufliegende Preßstempel 116 weiter zugestellt, wodurch dann der Stapel 120 in das Folienband 106, wie zuvor beschrieben, eingesenkt wird und dieses um dessen Boden und die Seitenbereiche gelegt wird, wie dies in Fig. 6 gezeigt ist.
- Der Preßstempel 116 wird dabei soweit abgesenkt, bis er auf Höhe der beidseitig angeordneten Schweißstempel 118 (siehe Fig. 6) zum Liegen kommt. Die Stangen 102 sind dabei mit einer hier nicht gezeigten Rückholvorrichtung verbunden, die den Stangen die Tendenz verleiht, den Boden jeweils nach oben zu ziehen.
- Diese Rückholkraft ist dabei wahlweise so einstellbar, daß der Stapel 120 mit einem vorbestimmten Druck gepreßt zwischen den Schienen 117 und den Bodenteilen 98, 100 gehalten ist.
- Die beiden seitlich einfahrenden Schweißstempel 118 ziehen beidseitig das Folienband 106 über die Oberseite des Stapels 120 mit und treffen in der Mitte des Stapels aufeinander (siehe Fig 7). Dort verschweißen sie die beiden zwischen den Schweißstempeln 118 geklemmten Abschnitt des Folienbandes 106 und trennen die um den Stapel 120 straff anliegende Schleife 76 vom restlichen Folienband 106 ab. Dieses schnappt dann, wie zuvor beschrieben, in die obere horizontale Stellung zurück und die Verbindungsstelle 121 ist, wie zuvor beschrieben, zu erkennen.
- Der verpackte Stapel 120 kann dann entweder, wie in Fig. 1 gezeigt, auf ein Transportband 24 geschoben werden oder wie aus Fig. 8 zu entnehmen, auch seitlich vom Bodenteil 100 bzw. 98, wie dies durch den Pfeil 119 angedeutet ist, abgeschoben werden.
- Der Preßstempel 116 wird dazu angehoben, um den verpackten Stapel 120 freizugeben. Zu diesem Zweck sind außerdem dann die Stangen 102 bzw. deren Rückholvorrichtung blockiert. Der Boden kehrt danach anschließend wieder in die oberste Stellung knapp unterhalb der Grundplatte 92 zurück und ist bereit, einen neuen Teilstapel 38 aus der Teilstapelvorrichtung 31 aufzunehmen.
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3742787 | 1987-12-17 | ||
| DE19873742787 DE3742787A1 (de) | 1987-12-17 | 1987-12-17 | Verfahren und vorrichtung zum verpacken von druckerzeugnissen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0320797A1 true EP0320797A1 (de) | 1989-06-21 |
| EP0320797B1 EP0320797B1 (de) | 1992-08-12 |
Family
ID=6342823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88120520A Expired - Lifetime EP0320797B1 (de) | 1987-12-17 | 1988-12-08 | Vorrichtung zum Verpacken von Druckerzeugnissen |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5353576A (de) |
| EP (1) | EP0320797B1 (de) |
| DE (2) | DE3742787A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19615009A1 (de) * | 1996-04-16 | 1997-10-23 | Smb Schwede Maschinenbau Gmbh | Kreuzleger mit Umreifungsvorrichtung |
| EP0838402A2 (de) * | 1996-10-23 | 1998-04-29 | Graphic Management Associates, Inc. | Vorrichtungen und Verfahren zum Bündeln und Umreifen |
| WO2021011978A1 (de) * | 2019-07-22 | 2021-01-28 | Tgw Logistics Group Gmbh | Warenbündelungsvorrichtung, lager- und kommissioniersystem und verfahren zum stapeln von waren und sichern des warenstapels mit einem band |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4328604C2 (de) * | 1993-08-25 | 1995-12-07 | Gaemmerler Hagen | Drehbare Stapelkammer in einem Kreuzleger für Druckprodukte |
| DE29507282U1 (de) * | 1995-05-04 | 1995-06-29 | Jagenberg Diana Gmbh | Vorrichtung zum Beschicken einer Umreifungsvorrichtung |
| US5803891A (en) * | 1996-02-01 | 1998-09-08 | Moore Business Forms, Inc. | Apparatus of accumulating sheets for a booklet |
| DE19607084B4 (de) * | 1996-02-24 | 2005-10-27 | Smb Schwede Maschinenbau Gmbh | Umreifungsmaschine, insbesondere Kreuzumreifungsmaschine |
| IT1292608B1 (it) * | 1997-06-09 | 1999-02-08 | Gd Spa | Dispositivo e metodo per orientare foglietti o gruppi di foglietti, in particolare banconote. |
| US6179548B1 (en) | 1997-08-21 | 2001-01-30 | Multifold International, Inc. | Folded carton stacking and packing apparatus |
| KR100471125B1 (ko) * | 1997-11-27 | 2005-06-07 | 삼성전자주식회사 | 반도체 패키지 운반용 튜브의 자동 포장 방법 및장치 |
| US6007293A (en) * | 1998-03-20 | 1999-12-28 | Webcrafters, Inc. | Signature bundle inverter |
| EP1008521A3 (de) * | 1998-12-09 | 2003-09-03 | SIG Pack Systems AG | Vorrichtung zum Zuführen von Gruppen flachseitig aneinanderliegender, Scheibenförmiger Produkte, insbesondere Biskuits, in Verpackungsbehälter |
| US6192655B1 (en) * | 1999-08-31 | 2001-02-27 | Todd Motion Controls, Inc. | Hosiery manipulation device and method |
| IT1311117B1 (it) * | 1999-11-02 | 2002-02-28 | Gd Spa | Macchina per ordinare e alimentare mazzette di foglietti ad una unita'di formazione di gruppi di mazzette. |
| DE50100700D1 (de) * | 2000-03-29 | 2003-11-06 | Sig Pack Systems Ag Beringen | Vorrichtung zum Befüllen von rohrförmigen Behältern mit einem Stapel von scheibenförmigen Produkten, insbesondere Kartoffelchips |
| US20030041712A1 (en) * | 2000-03-31 | 2003-03-06 | Masao Tsuruta | Apparatus for and method of manufacturing sheets |
| ATE258894T1 (de) * | 2000-06-30 | 2004-02-15 | Segbert Gmbh & Co Kommanditges | Vorrichtung zum bilden und ausrichten von paketen lose gestapelter druckerzeugnisse |
| DK1309504T3 (da) * | 2000-08-18 | 2006-05-08 | Ferag Ag | Fremgangsmåde og indretning til fremstilling af krydsstabler |
| DE10045062A1 (de) * | 2000-09-12 | 2002-03-21 | Gaemmerler Ag | Stapelvorrichtung |
| JP4542717B2 (ja) * | 2001-01-12 | 2010-09-15 | 富士フイルム株式会社 | シート集積体生産システム |
| DE10113339A1 (de) * | 2001-03-20 | 2002-09-26 | Koenig & Bauer Ag | Vorrichtungen und ein Verfahren zum Bündeln eines Stapels von blattartigen Gegenständen |
| DE10317948A1 (de) * | 2003-04-17 | 2004-10-28 | Gämmerler AG | Handhabungssystem |
| US6931823B2 (en) * | 2003-08-27 | 2005-08-23 | Johns Manville International, Inc. | Packaging machine and method |
| EP1593633B1 (de) * | 2004-05-05 | 2008-10-15 | Müller Martini Holding AG | Vorrichtung zum Bilden von Stapeln aus Druckprodukten |
| US7243479B2 (en) * | 2005-06-23 | 2007-07-17 | Johns Manville | Apparatus and method for loading a packaging station of an insulation batt packager |
| US7780396B2 (en) * | 2005-10-27 | 2010-08-24 | Graphic Packaging International, Inc. | Automatic carton stacker/collator |
| US7856797B2 (en) * | 2008-04-03 | 2010-12-28 | Arm Automation, Inc. | Automated collector device and methods |
| DE102008029766B4 (de) * | 2008-06-25 | 2013-04-04 | Winkler + Dünnebier Gmbh | Vorrichtung zum Verpacken von flachen Artikeln |
| EP2368826B1 (de) * | 2010-03-25 | 2013-05-22 | Müller Martini Holding AG | Verfahren und Vorrichtung zum Bilden von Paketen in einem Paketbildner |
| DE102013206858B4 (de) * | 2013-04-16 | 2018-06-21 | Andreas Klamm | Verfahren und Vorrichtung zum Banderolieren von Kleinfalzungen |
| JP6162524B2 (ja) * | 2013-07-31 | 2017-07-12 | グローリー株式会社 | 紙葉類結束装置 |
| CN107792432A (zh) * | 2017-08-31 | 2018-03-13 | 芜湖美威包装品有限公司 | 包装泡沫叠放包装装置 |
| TWI636944B (zh) * | 2017-09-14 | 2018-10-01 | 全利機械股份有限公司 | 紙類包裝物的輸送系統及分層堆疊裝置 |
| TWI637893B (zh) * | 2018-03-14 | 2018-10-11 | 矽品精密工業股份有限公司 | 打帶設備及打帶方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1223294B (de) * | 1963-09-12 | 1966-08-18 | Printing Machinery Company | Vorrichtung zum Umbaendern von Stapeln blattfoermiger flacher Gegenstaende, wie Etiketten, Faltschachteln u. dgl. |
| WO1981003315A1 (en) * | 1980-05-13 | 1981-11-26 | C Flensburg | Apparatus for bundling sheets or fascicles |
| EP0113874A1 (de) * | 1983-01-04 | 1984-07-25 | F.H. Schule GmbH | Maschine zum Einhüllen und Umreifen eines komprimierbaren Stapels |
| DE3346168A1 (de) * | 1983-12-21 | 1985-07-04 | Heinz 2359 Henstedt-Ulzburg Walter | Vorrichtung zum bilden verpackungsfaehiger stapel von gegenstaenden |
| EP0243944A1 (de) * | 1986-04-29 | 1987-11-04 | STAHL GmbH & Co. Maschinenfabrik | Vorrichtung zur Herstellung gebündelter Stangen aus gefalzten Papierbogen |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2599290A (en) * | 1948-10-23 | 1952-06-03 | Harry D Culver | Stacking device |
| US2741885A (en) * | 1952-12-08 | 1956-04-17 | Gen Mills Inc | Banding with thermoplastic |
| US3343334A (en) * | 1963-02-28 | 1967-09-26 | Journal Company | Method and apparatus fof bundling stacked material |
| NL7314126A (nl) * | 1973-10-15 | 1975-04-17 | Hapa Holland Nv | Inrichting voor het bundelen van vlakke buigzame voorwerpen. |
| US3991542A (en) * | 1974-09-17 | 1976-11-16 | Eastman Kodak Company | Apparatus for banding a stack of articles |
| DE2827540C2 (de) * | 1978-06-23 | 1980-07-31 | Jagenberg-Werke Ag, 4000 Duesseldorf | Stapelvorrichtung für Faltschachteln |
| DE2835308A1 (de) * | 1978-08-11 | 1980-02-14 | Gao Ges Automation Org | Verfahren und vorrichtung zum banderolieren von duennem blattgut |
| US4250692A (en) * | 1978-12-22 | 1981-02-17 | Laurel Bank Machine Co., Ltd. | Apparatus for binding paper sheets |
| US4457656A (en) * | 1981-01-30 | 1984-07-03 | Nolan Systems, Inc. | Stack assembling apparatus and technique |
| CH652675A5 (de) * | 1981-10-22 | 1985-11-29 | De La Rue Giori Sa | Vorrichtung zur automatischen verarbeitung von stapeln druckfrischer wertscheinbogen, insbesondere banknotenbogen, zu buendelpaketen. |
| US4466227A (en) * | 1981-12-24 | 1984-08-21 | H. F. Hanscom & Company, Inc. | Machine for wrapping tape about an article |
| US4547112A (en) * | 1984-01-20 | 1985-10-15 | Rima Enterprises | Signature handling apparatus |
| JPS6127869A (ja) * | 1984-07-13 | 1986-02-07 | Nichiro Kogyo Kk | 折帖印刷物の小束段積み装置 |
| DE8519072U1 (de) * | 1985-07-01 | 1985-08-14 | Henssler, Heiner, Dipl.-Designer (Fh) | Altpapiersammler |
| DE3766975D1 (de) * | 1986-02-17 | 1991-02-07 | Gunze Kk | Apparat zum handhaben von heften vor dem binden. |
| US4805383A (en) * | 1988-01-11 | 1989-02-21 | Manville Corporation | Batt packaging machine and method |
-
1987
- 1987-12-17 DE DE19873742787 patent/DE3742787A1/de active Granted
-
1988
- 1988-12-08 EP EP88120520A patent/EP0320797B1/de not_active Expired - Lifetime
- 1988-12-08 DE DE8888120520T patent/DE3873707D1/de not_active Expired - Lifetime
- 1988-12-12 US US07/283,198 patent/US5353576A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1223294B (de) * | 1963-09-12 | 1966-08-18 | Printing Machinery Company | Vorrichtung zum Umbaendern von Stapeln blattfoermiger flacher Gegenstaende, wie Etiketten, Faltschachteln u. dgl. |
| WO1981003315A1 (en) * | 1980-05-13 | 1981-11-26 | C Flensburg | Apparatus for bundling sheets or fascicles |
| EP0113874A1 (de) * | 1983-01-04 | 1984-07-25 | F.H. Schule GmbH | Maschine zum Einhüllen und Umreifen eines komprimierbaren Stapels |
| DE3346168A1 (de) * | 1983-12-21 | 1985-07-04 | Heinz 2359 Henstedt-Ulzburg Walter | Vorrichtung zum bilden verpackungsfaehiger stapel von gegenstaenden |
| EP0243944A1 (de) * | 1986-04-29 | 1987-11-04 | STAHL GmbH & Co. Maschinenfabrik | Vorrichtung zur Herstellung gebündelter Stangen aus gefalzten Papierbogen |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19615009A1 (de) * | 1996-04-16 | 1997-10-23 | Smb Schwede Maschinenbau Gmbh | Kreuzleger mit Umreifungsvorrichtung |
| DE19615009B4 (de) * | 1996-04-16 | 2005-09-29 | Smb Schwede Maschinenbau Gmbh | Kreuzleger mit Umreifungsvorrichtung |
| EP0838402A2 (de) * | 1996-10-23 | 1998-04-29 | Graphic Management Associates, Inc. | Vorrichtungen und Verfahren zum Bündeln und Umreifen |
| EP0838402A3 (de) * | 1996-10-23 | 1998-09-02 | Graphic Management Associates, Inc. | Vorrichtungen und Verfahren zum Bündeln und Umreifen |
| EP1394046A1 (de) * | 1996-10-23 | 2004-03-03 | Graphic Management Associates, Inc. | Vorrichtungen und Verfahren zum Bündeln und Umreifen |
| WO2021011978A1 (de) * | 2019-07-22 | 2021-01-28 | Tgw Logistics Group Gmbh | Warenbündelungsvorrichtung, lager- und kommissioniersystem und verfahren zum stapeln von waren und sichern des warenstapels mit einem band |
| AT522858A1 (de) * | 2019-07-22 | 2021-02-15 | Tgw Logistics Group Gmbh | Warenbündelungsvorrichtung, Lager- und Kommissioniersystem und Verfahren zum Stapeln von Waren und Sichern des Warenstapels mit einem Band |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3742787C2 (de) | 1990-05-10 |
| DE3873707D1 (de) | 1992-09-17 |
| EP0320797B1 (de) | 1992-08-12 |
| US5353576A (en) | 1994-10-11 |
| DE3742787A1 (de) | 1989-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0320797B1 (de) | Vorrichtung zum Verpacken von Druckerzeugnissen | |
| DE3705169C2 (de) | ||
| DE60117911T2 (de) | Verfahren und Vorrichtung zum Verpacken von Stapeln von Papier oder dergleichen in einer Umhüllungsfolie | |
| DE2827540B1 (de) | Stapelvorrichtung fuer Faltschachteln | |
| EP0563642A2 (de) | Kartoniereinrichtung | |
| EP0243944A1 (de) | Vorrichtung zur Herstellung gebündelter Stangen aus gefalzten Papierbogen | |
| DE2356877C2 (de) | Vorrichtung zum Bilden verpackungsfähiger Gruppen von Beuteln oder Säcken | |
| EP0640529A1 (de) | Einrichtung zum Banderolieren von Exemplaren von Druckerzeugnissen | |
| DE4030643C2 (de) | ||
| DE19943800A1 (de) | Verfahren und Vorrichtung zum Stapeln von Papierprodukten | |
| DE19822998C2 (de) | Vorrichtung zum Einbringen von gestapelten Kuverts in einen Transportkasten | |
| DE2949896C2 (de) | Vorrichtung zum Stapeln von aus einer Faltschachtelklebemaschine kommenden Faltschachteln | |
| DE2541488A1 (de) | Vorrichtung zum automatischen paketieren und verpacken von papierstapeln und aehnlichem | |
| DE2356126A1 (de) | Verfahren und vorrichtung zum herstellen von stapeln aus um zwei querfalten gefalteten flachliegenden beuteln oder saecken | |
| DE2731900A1 (de) | Vorrichtung und verfahren zum verpacken von einheiten in behaeltern | |
| DE2545813C2 (de) | Vorrichtung zum Verpacken flacher Werkstücke | |
| EP0563649B1 (de) | Verfahren und Vorrichtung zur Bildung einer geschlossenen Umhüllung um einen Gegenstand | |
| DE4415605C2 (de) | Vorrichtung zum Verschließen eines flexiblen Verpackungselementes zur Verpackung von stapelbarem, insbesondere blattförmigem Gut | |
| DE2109265C3 (de) | Vorrichtung zum Umwickeln von aus flachen Gegenständen gebildeten Stapeln mit Hüllmaterial | |
| DE2646919A1 (de) | Vorrichtung zum umwickeln eines stapels von zuschnitten mit wickelmaterial | |
| DE2017251C (de) | Verfahren und Vorrichtung zum Einwickeln eines flachen Korpers | |
| WO1996034800A1 (de) | Verfahren zum stapelweisen verpacken von in einem schacht gestapelten druckerzeugnissen | |
| DE3422635C2 (de) | ||
| DE1461997A1 (de) | Vorrichtung zum Verpacken,vornehmlich von Wickeln oder Ballen in Folienpackungen | |
| DE1611884B1 (de) | Vorrichtung zum Zufuehren von Kartonzuschnitten zu einer Verpackungsvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19890606 |
|
| 17Q | First examination report despatched |
Effective date: 19910430 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920812 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19920812 |
|
| REF | Corresponds to: |
Ref document number: 3873707 Country of ref document: DE Date of ref document: 19920917 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19951116 Year of fee payment: 8 Ref country code: GB Payment date: 19951116 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19951127 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960202 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19961208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19961231 Ref country code: CH Effective date: 19961231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19961208 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970902 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |