EP0315821B1 - Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver einer Verpackungsmaschine - Google Patents
Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver einer Verpackungsmaschine Download PDFInfo
- Publication number
- EP0315821B1 EP0315821B1 EP88117720A EP88117720A EP0315821B1 EP 0315821 B1 EP0315821 B1 EP 0315821B1 EP 88117720 A EP88117720 A EP 88117720A EP 88117720 A EP88117720 A EP 88117720A EP 0315821 B1 EP0315821 B1 EP 0315821B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blanks
- blank
- folding
- pockets
- tracks
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004806 packaging method and process Methods 0.000 title description 8
- 230000005540 biological transmission Effects 0.000 claims 2
- 238000003780 insertion Methods 0.000 description 11
- 230000037431 insertion Effects 0.000 description 11
- 238000005520 cutting process Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/20—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into boxes with hinged lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/228—Preparing and feeding blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
Definitions
- the invention relates to a device for feeding blanks to a folding turret with pockets each for receiving a blank, the blanks being able to be conveyed via at least one blanking path into a position above pockets of the folding turret and being pressed into the pockets open at the top by downward movement.
- the subject of the invention is the production of packs of foldable material, in particular hinge-lid packs, which are primarily used for cigarettes.
- the device is based on a packaging machine according to DE-A-24 40 006.
- the blanks taken from a magazine are conveyed into a position above a pocket of the folding turret and then pressed down into the pocket by a stamp.
- parts of the blank are erected as a result of relative movement to stationary folding members, so that the blank is accommodated in the pocket in an L-shaped position.
- side parts are also folded into an upright position.
- the pack is then filled and finished folded in further stations of the folding revolver, which rotates in cycles.
- the invention relates to a device of the type described above or a similar version.
- the object on which the invention is based is to increase the performance of such a packaging machine or of the packaging unit.
- the device according to the invention is therefore based on a folding turret with pairs of parallel pockets, each for receiving a blank or a pack. Accordingly, two blanks must be conveyed simultaneously into a position above the plate-shaped folding turret and pressed into the open pockets from above. According to the invention, the blanks are conveyed at a greater distance from one another on parallel blank tracks to an end position and then moved transversely in the direction of one another. This sequence of movements or this angular conveyor path for the blanks allows the two blanks to be positioned very precisely in each case exactly above the assigned pockets, at high conveyor speeds in accordance with the high output of the packaging machine.
- the blanks are pressed into the pockets from above by two simultaneously actuated, in particular interconnected punches, with the folding tabs or blanks being erected.
- the aforementioned "double stamp” is operated as a unit, so that simultaneous movement is guaranteed.
- endless conveyors are arranged in the region of the transverse tracks, in particular two parallel toothed belts each, which have drivers for gripping a blank on each of the long sides.
- Fig. 1 shows a blank 10 from which such packs are made.
- the blank 10 consists of thin, foldable cardboard. Dash-dotted lines are fold lines 11, in the area of which the blank 10 is folded when the package is formed.
- the folding lines 11 define folding flaps or packing parts, specifically a front wall 12, a bottom wall 13, a rear wall 14, a lid rear wall 15, a lid top wall 16 and a lid front wall 17.
- the aforementioned wall parts are arranged in succession in the longitudinal direction of the blank 10 .
- At the free edge of the lid front wall 17 there is an inner lid flap 18 which is folded to reinforce the lid front wall 17 against the inside thereof.
- Side walls of the (finished) package are formed from side tabs, namely from outer side tabs 19 and 20, which are connected to the front wall 12, and from inner side tabs 21 and 22, which connect laterally to the rear wall 14.
- the aforementioned side tabs 19..22 lie against one another in the finished pack and are connected to one another by adhesive bonding.
- lid side walls are formed from inner lid side tabs 23, 24 of the lid rear wall 15 and from outer lid side tabs 25, 26 of the lid front wall 17, likewise by folding them over one another.
- bottom corner flaps 27, 28 are formed, namely in an extension of and in connection with the inner side tabs 21, 22.
- the bottom corner flaps 27, 28 are folded 90 ° on the finished pack Inside of the bottom wall 13.
- 16 corner flaps 29, 30 are attached in the area of the top wall of the lid.
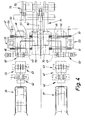
- the folding turret 31 is rotatable as a flat, plate-shaped structure about a vertical axis.
- the folding turret 31 is provided with a plurality of pockets 32, 33 along the circumference, each for receiving a blank or a pack.
- a special feature of the folding turret 31 is that two such pockets 32, 33 are arranged side by side and parallel to the simultaneous recording and processing of two blanks 10.
- the performance of the folding turret 31 is accordingly compared to the device according to DE-A-24 40 006 doubled.
- the organs assigned to the pockets 32, 33 can be designed in the same or analogous manner as in the known packaging machine mentioned above.
- the pockets 32, 33 themselves here each consist of two support legs 34 and 35 which are oriented parallel to the radial plane and which form a receptacle for the blank 10 which is open at the top and on the radially outer side.
- the blanks 10 are accommodated as a stack in two magazines 36, 37.
- a blank 10 is removed from the underside of the magazines 36, 37 at the same time, namely by means of a dispenser 38 which is known in terms of its structure and operation.
- a separate cutting path 39, 40 is assigned to each of the magazines 36, 37 and thus to each of the blanks 10 to be processed simultaneously.
- the two cutting tracks 39, 40 run parallel to one another at a distance which is considerably greater than the distance between the pockets 32 and 33 from one another. It is thereby possible to convey the blanks 10 in the area of the two blank webs 39, 40 without any mutual interference.
- the cutting webs 39, 40 are designed to run obliquely downwards from a higher position and end in the region an insertion station 41 above a pair of pockets 32, 33 to be loaded.
- the blanks 10 are conveyed in the region of the cutting path 39, 40 by pairs of transport rollers 42 and 43.
- the blanks 10 are transported with their longitudinal extension pointing in the conveying direction, specifically with the front cover 17 of the lid or the inner flap 18 facing forward.
- an end stop 45 aligned with the folding turret 31, is arranged for each blank.
- the blanks 10 each lie on a fixed platform 46 which forms the end of the blanking web 39, 40. This is - integrally with the end stop 45 - attached to one side of a machine frame 47 with a cantilever.
- the two blanks 10 Lying on the platforms 46, the two blanks 10 are now moved towards one another in the transverse direction (arrow 48), in coordinated, simultaneous movements.
- the transverse movement or transverse parallel displacement of the two blanks 10 leads to an insertion position (e.g. Fig. 5, middle).
- the two blanks 10 are arranged above the pockets 32, 33 to be loaded or above an insertion shaft formed by folding members and aligned exactly.
- the two blanks 10 are pressed simultaneously by downward movement into the associated pockets 32, 33, with the blanks being erected and folded simultaneously.
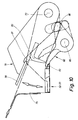
- each blanking path 39, 40 is assigned cross conveyors. At In the exemplary embodiment shown, these each consist of two endless conveyors in the form of toothed belts 49, 50. These are each guided by a drive wheel 51 arranged next to the cutting path 39, 40 and an opposite deflection wheel 52.
- Drive wheel 51 and deflection wheel 52 are attached to a support frame 53, which is arranged above the cutting tracks 39, 40, respectively.
- the support frames 53 are fixed to the side next to the cutting tracks 39, 40 and project with transverse support arms 54, 55 over the cutting tracks 39, 40 in the direction of the insertion position of the cuts 10.
- the drive wheels 51 and deflection wheels 52 are on the side of the support frame 53 or the ends of the support arms 54, 55 are mounted.
- the support frame 53 is attached to the machine frame 47 via a drive shaft 56.
- the toothed belts 49, 50 For the transport of the blanks 10 on the platforms 46 in the direction of the arrow 48, the toothed belts 49, 50 have drivers 57 on the outside.
- the arrangement of the toothed belts 49, 50 above the platforms 46 is such that the blanks 10 are conveyed through a lower run 58 which runs above the platform 46 at a short distance. This is provided in the area of the movement path of the drivers 57 with a groove 59 extending in the conveying direction, specifically in the area of each toothed belt 49, 50.
- the platforms 46 directly adjoin the lateral boundaries of the insertion shaft 60 for the blanks 10 above the folding turret 31.
- the support frame 53 for the toothed belt 49, 50 is carried exclusively by the drive shaft 56.
- the support frame 53 which is designed as a two-armed lever, is supported due to its own weight in the conveying position - resting on the platform 46.
- a counterweight 61 determines the contact pressure for the toothed belts 49, 50.
- the support frame 53 can be pivoted (by hand) (dash-dotted position in Fig. 8). The material jam can then be easily removed.
- An upper guide is assigned to the blanks 10 in the region of the insertion station 41.
- This consists of a top plate 62 arranged at a distance above the platforms 46. This is fixedly attached to a support arm 63, which in turn is connected to a holder 64 seated on the machine frame 47.
- cams 65 and guide webs 66 are attached, which are only a small distance from the blank 10 on the platform 46 and contribute to the exact position and movement of the blank 10.
- the guide cams 65 and guide webs 66 are designed and arranged in a special way, namely in such a way that glue points 67 attached to the top of the blank 10 are not introduced during the feeding of the blanks 10 into the insertion station 41 or during the transverse movement in the direction of arrow 48 through the guide cams 65 and guide webs 66 are blurred.
- the elongated guide webs 66 are assigned to the insertion shaft 60 and effect a precise storage of the blanks 10 in this area before they enter the insertion shaft 60.
- the blanks 10 are exactly aligned and at a small distance from one another above the assigned insertion shaft 60.
- the downward pressing into the pockets 32, 33 is carried out by means of stamps 68, 69 assigned to each blank 10 a stamp plate 70 which, when moving downward, captures an area of the blank 10 to be inserted into the horizontal part of the pocket 32, 33, essentially the surface of the rear wall 14, the lid rear wall 15, the lid top wall 16 and the lid front wall 17.
- the two stamp plates 70 are combined into a single organ outside the area of the blanks 10, namely to a double punch 71.
- the blanks 10 carried during the downward movement of the punches 68, 69 are folded into an upright position by fixed, lateral folding members, namely by side folders 74 and by a radially inner folding wall 75 (FIG. 10).
- the downwardly converging, wall-shaped side folders 74 direct the side tabs 21 and 22, the lid side tabs 23 and 24 and the lid corner tabs 29, 30 into an upright position when the blank 10 moves downward.
- a part of the blank 10 consisting of bottom wall 13, front wall 12 and side tabs 19, 20 is also erected by the transverse folding wall 75 during the downward movement.
- the bottom corner flap 27, 28 is not only raised, but is already brought into the end position, bearing against the inside of the bottom wall 13.
- the bottom corner flaps 27, 28 of both blanks 10 are pre-folded by a separate folding element before the downward movement, namely slightly erected.
- This folding member shown in particular in FIG. 6, consists of each bottom corner flap 27, 28 assigned outer and inner folding fingers 76, 77. All folding fingers 76, 77 for both blanks 10 are arranged on a common support bracket 78, which is mounted centrally on a swivel arm 79. The folding fingers 76, 77 are arranged transversely to the longitudinal extent of the blanks 10 and each enter the area of the bottom corner flaps 27, 28 from the free sides of the blanks 10. Are in the starting position the folding fingers 76, 77 on the underside of the blanks 10. By pivoting the support bracket 78, the folding fingers 76, 77 are moved upward and the bottom corner flaps 27, 28 are raised and folded.
- the inner lid flap 18 to be folded against the inside of the front wall 17 of the lid is also preformed during the downward movement of the blanks 10, specifically by means of a folding web 80 with an arcuate folding edge 81 (FIG. 10).
- a folding web 80 with an arcuate folding edge 81 FIG. 10
- the inner lid flap 18 slides along this and is erected.
- a flap folder 82 comes into effect. This is formed at its free end with a folding piece 83, which detects the erected inner lid flap 18 without displacement and presses it into an oblique folding position to the front wall 17 of the lid.
- the flap folder 82 is also designed as a folding member common to both blanks 10 with a fork-shaped end to which the folding pieces 83 are attached.
- a middle support arm 84 is mounted on an axis of rotation 85 and is gearingly connected to the double punch 71. This connection via a link 86 is such that the flap folder 82 is also moved downward from the initial position shown in broken lines in FIG. 10 to the folded position shown by solid lines during a movement cycle of the double stamp 71.
- the blanks 10 are transported on the blank webs 39, 40 to the end position by conveyor rollers.
- the rear parts of the blanks 10 in the transport direction are in the area of a specially designed conveyor roller 87 (FIG. 9). This is arranged with respect to the end position of the blanks 10 so that a safe Promotion of the cuts up to the end stop 45 is guaranteed.
- parts of the blank 10, in the present case the front wall 12 and the outer side tabs 19, 20, remain in the region of the conveyor roller 87.
- the conveyor roller 87 works together with a (cylindrical) counter roller 88. Conveyor roller 87 and counter roller 88 can be moved slightly apart during the cross-conveying of the blanks 10.
- the conveying roller 87 is designed with conveying ribs 89 and a supporting rib 90, of which the conveying ribs 89 lying in the conveying path during the transverse conveying of the blanks 10 have a sawtooth-shaped profile.
- the conveyor ribs 89 on the one hand and the support ribs 90 on the other hand are dimensioned differently.
- edge-side support rib 90 rests on the jacket of the counter-roller 88, while there is a small gap 91 between the conveyor ribs 89 on the one hand and the counter-roller 88 on the other hand, but this has a smaller thickness (for example 0.15 mm) than the thickness of the blank (for example 0.3 mm).
- the promotional effect is guaranteed. Nevertheless, the blank is not clamped between the conveyor ribs 89 and the counter roller 88.
- the construction shown in FIG. 9 is selected such that the conveyor roller 87 is mounted in a stationary manner, namely via a driven roller shaft 92 on the machine frame 47.
- the conveyor roller 87 or the roller shaft 92 are driven via gear wheels 93.
- the counter-roller 88 which can be displaced (slightly) in parallel with respect to the conveyor roller 87, is mounted on a support shaft 94 so that it can rotate freely. This is mounted here on one side via a resilient support bearing 95 on the machine frame 47.
- An axle section 96 receiving the counter roller 88 is eccentric, that is to say with an offset 97 on a bearing piece 98 of the support shaft 94 attached. The offset 97 results in an axially parallel displacement of the counter roller 88 when the support shaft 94 or its bearing piece 98 is rotated.
- a control body 99 is freely rotatable on the support shaft 94. This is provided with a spur gear 100 which is in engagement with a further spur gear 101 on the roller shaft 92. Furthermore, a curve piece 102 is formed on the control body 99. This runs on a circular and centrally positioned counter curve 103 of the conveyor roller 87.
- the drive for the control body 99 is fixed in such a way that the control body 99 executes a full revolution during a conveying cycle of a blank.
- the counter roller 88 is briefly removed from the conveyor roller 87 so that a slightly larger gap of e.g. 0.6 mm is formed, which enables the undisturbed removal of the blank in the axial direction, namely from right to left in relation to FIG. 9.
- the control body 99 is loaded in the transverse direction while maintaining the engagement of the spur gears 100 and 101 by the cam piece 102, as a result of which the bearing piece 98 and thus the support shaft 94 are rotated by a small angular amount as a result of the offset 97. This causes the counter roller 88 to lift off briefly.
- the supporting axis 94 is preloaded by a tension spring 104 in the direction of the starting position.
- the erected part of the blank 10 (FIG. 10) is on the radially inner side of the pockets 32, 33 held in place by folding plates 105, 106 which are arranged in continuation of the fixed folding walls 75.
- the folding plates 105, 106 extend in a fixed position approximately at the height of the pockets 32, 33. So that there is no constraint in the area of the folding plates 105, 106 during the further movement, namely rotation of the folding turret 31, at least that in the direction of rotation of the folding turret 31 folding plate 106 at the front can be moved back.
- the folding plate 106 is attached to a swivel arm 107 mounted on one side, which can be moved by an actuating rod 108 from the folded position shown in broken lines in FIG. 11 into a retracted position drawn in solid lines. In this latter position, the two pockets 32, 33 with the partially folded blanks 10 can be moved past the folding plate 106 without interference.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver mit Taschen je zur Aufnahme eines Zuschnitts, wobei die Zuschnitte über mindestens eine Zuschnittbahn in eine Position oberhalb von Taschen des Faltrevolvers förderbar und durch Abwärtsbewegung in die oben offenen Taschen eindrückbar sind.
- Thema der Erfindung ist die Herstellung von Packungen aus faltbarem Material, insbesondere von Klappschachteln - sogenannten Hinge-Lid-Packungen -, die vorrangig für Zigaretten eingesetzt werden. Die Vorrichtung geht aus von einer Verpackungsmaschine gemäß DE-A-24 40 006. Bei dieser bekannten Verpackungsmaschine werden die einem Magazin entnommenen Zuschnitte in eine Position oberhalb einer Tasche des Faltrevolvers gefördert und sodann durch einen Stempel nach unten in die Tasche eingedrückt. Während dieser Abwärtsbewegung des Zuschnitts werden infolge Relativbewegung zu ortsfesten Faltorganen Teile des Zuschnitts aufgerichtet, so daß der Zuschnitt in einer L-förmigen Position in der Tasche Aufnahme findet. Zugleich sind seitliche Teile ebenfalls in eine aufrechte Stellung gefaltet worden. In weiteren Stationen des taktweise drehenden Faltrevolvers wird sodann die Packung befüllt und fertiggefaltet.
- Die Erfindung befaßt sich mit einer Vorrichtung der vorstehend beschriebenen bzw. einer ähnlichen Ausführung. Die der Erfindung zugrundeliegende Aufgabe besteht darin, die Leistungsfähigkeit einer derartigen Verpackungsmaschine bzw. des Verpackungsaggregats zu erhöhen.
- Zur Lösung dieser Aufgabe ist die Erfindung gekennzeichnet durch folgende Merkmale:
- a) es sind zwei gesonderte Zuschnittbahnen vorgesehen, über die zugleich je ein Zuschnitt zuführbar ist,
- b) die Zuschnittbahnen weisen voneinander einen Abstand auf, der größer ist als der Abstand der gleichzeitig zu beschickenden nebeneinanderliegenden Taschen des Faltrevolvers voneinander,
- c) zur Förderung der Zuschnitte auf einen dem Abstand der Taschen voneinander entsprechenden Abstand sind an den Enden der Zuschnittbahnen und unmittelbar vor Eintritt in die Taschen zu den Zuschnittbahnen quergerichtete Förderer vorgesehen.
- Die erfindungsgemäße Vorrichtung geht demnach aus von einem Faltrevolver mit jeweils paarweise nebeneinanderliegenden, parallelen Taschen, je zur Aufnahme eines Zuschnitts bzw. einer Packung. Entsprechend müssen jeweils zwei Zuschnitte gleichzeitig in eine Position oberhalb des tellerförmigen Faltrevolvers gefördert und von oben her in die offenen Taschen eingedrückt werden. Erfindungsgemäß werden die Zuschnitte mit einem größeren Abstand voneinander auf parallelen Zuschnittbahnen bis zu einer Endposition gefördert und sodann quer in Richtung gegeneinander bewegt. Durch diesen Bewegungsablauf bzw. durch diese winkelförmige Förderbahn für die Zuschnitte ist eine sehr präzise Positionierung der beiden Zuschnitte jeweils exakt oberhalb der zugeordneten Taschen möglich, und zwar bei hohen Fördergeschwindigkeiten entsprechend der hohen Leistung der Verpackungsmaschine.
- Nach einem weiteren Merkmal der Erfindung werden die Zuschnitte durch zwei gleichzeitig betätigte, insbesondere miteinander verbundene Stempel von oben her in die Taschen eingedrückt unter Aufrichten von Faltlappen bzw. Zuschnitteilen. Der vorgenannte "Doppelstempel" wird als Einheit betätigt, so daß Gleichzeitigkeit des Bewegungsablaufs gewährleistet ist.
- Im Bereich der parallelen, im Abstand voneinander angeordneten Zuschnittbahnen werden die Zuschnitte durch Förderwalzen transportiert. Im Bereich der Querbahnen sind erfindungsgemäß Endlosförderer angeordnet, insbesondere je zwei parallele Zahnriemen, die Mitnehmer zum Erfassen jeweils eines Zuschnitts an den Längsseiten aufweisen.
- Weitere Merkmale der Erfindung betreffen die Ausgestaltung der Förderorgane und von Faltorganen, die im Zusammenhang mit dem Eindrücken der Zuschnitte in die Taschen wirksam werden.
- Ein Ausführungsbeispiel der erfindungsgemäßen Vorrichtung wird nachfolgend anhand der Zeichnungen näher erläutert.
- Es zeigt:
- Fig. 1
- einen ausgebreiteten Zuschnitt für die Herstellung von Klappschachteln,
- Fig. 2
- die Vorrichtung in ihrer Gesamtheit in schmematischer Seitenansicht,
- Fig. 3
- einen Ausschnitt der Vorrichtung in einer Darstellung entsprechend Fig. 2 bei vergrößertem Maßstab,
- Fig. 4
- die Vorrichtung gemäß Fig. 2 in vereinfachtem Grundriß,
- Fig. 5
- einen Ausschnitt der Vorrichtung gemäß Fig. 4 in vergrößertem Maßstab,
- Fig. 6
- eine Stirnansicht eines Teils der Vorrichtung,
- Fig. 7
- einen Teil einer Einschubstation im Grundriß,
- Fig. 8
- die Einzelheit gemäß Fig. 7 in Seitenansicht bzw. im Schnitt,
- Fig. 9
- ein weiteres Detail der Einschubstation, nämlich eine Förderwalze mit Gegenwalze, in Seitenansicht bzw. im Längsschnitt bei vergrößertem Maßstab,
- Fig. 10
- eine Einzelheit der Vorrichtung im Bereich einer Tasche eines Faltrevolvers in schematischer Seitenansicht,
- Fig. 11
- einen Grundriß der Einzelheit gemäß Fig. 7.
- Die gezeigte Vorrichtung ist Teil einer Verpackungsmaschine, insbesondere für die Herstellung von Klappschachteln und mit Einzelheiten gemäß DE-A-24 40 006. Fig. 1 zeigt einen Zuschnitt 10, aus dem derartige Packungen hergestellt werden. Der Zuschnitt 10 besteht aus dünnem, faltbaren Karton. Strichpunktierte Linien sind Faltlinien 11, in deren Bereich der Zuschnitt 10 bei der Bildung der Packung gefaltet wird. Durch die Faltlinien 11 werden Faltlappen bzw. Packungsteile definiert, und zwar im einzelnen eine Vorderwand 12, eine Bodenwand 13, eine Rückwand 14, eine Deckelrückwand 15, eine Deckeloberwand 16 und eine Deckelvorderwand 17. Die vorgenannten Wandungsteile sind aufeinanderfolgend in Längsrichtung des Zuschnitts 10 angeordnet. An den freien Rand der Deckelvorderwand 17 schließt ein Deckelinnenlappen 18 an, der zur Verstärkung der Deckelvorderwand 17 gegen die Innenseite desselben gefaltet wird.
- Seitenwände der (fertigen) Packung werden aus Seitenlappen gebildet, und zwar aus äußeren Seitenlappen 19 und 20, die mit der Vorderwand 12 verbunden sind, und aus inneren Seitenlappen 21 und 22, die seitlich an die Rückwand 14 anschließen. Die vorgennannten Seitenlappen 19..22 liegen bei der fertigen Packung aneinander und sind durch Klebung miteinander verbunden. Im Bereich eines Klappdeckels werden Deckelseitenwände aus inneren Deckelseitenlappen 23, 24 der Deckelrückwand 15 und aus äußeren Deckelseitenlappen 25, 26 der Deckelvorderwand 17 gebildet, ebenfalls durch Übereinanderfalten.
- Im Bereich der Bodenwand 13, nämlich benachbart zu dieser, sind Bodenecklappen 27, 28 gebildet, und zwar in Verlängerung von sowie in Verbindung mit den inneren Seitenlappen 21, 22. Die Bodenecklappen 27, 28 liegen bei der fertigen Packung um 90° gefaltet an der Innenseite der Bodenwand 13 an. Entsprechend sind im Bereich der Deckeloberwand 16 Deckelecklappen 29, 30 angebracht.
- Zur Herstellung der Klappschachteln aus einem derartigen Zuschnitt 10 dient vor allem ein Faltrevolver 31, der als flaches, tellerförmiges Gebilde um eine vertikale Achse drehbar ist. Der Faltrevolver 31 ist längs des Umfangs mit einer Mehrzahl von Taschen 32, 33, je zur Aufnahme eines Zuschnitts bzw. einer Packung versehen. Eine Besonderheit des Faltrevolvers 31 besteht darin, daß jeweils zwei derartige Taschen 32, 33 nebeneinander und parallel verlaufend angeordnet sind zur gleichzeitigen Aufnahme und Verarbeitung von zwei Zuschnitten 10. Die Leistung des Faltrevolvers 31 ist demnach gegenüber der Vorrichtung gemäß DE-A-24 40 006 verdoppelt. Die den Taschen 32, 33 zugeordneten Organe können, soweit nicht anders dargestellt oder beschrieben, in gleicher oder analoger Weise ausgeführt sein wie bei der vorgenannten bekannten Verpackungsmaschine. Die Taschen 32, 33 selbst bestehen hier jeweils aus zwei parallel zur Radialebene gerichteten Tragschenkeln 34 und 35, die eine oben und an der radial außenliegenden Seiten offene Aufnahme für den Zuschnitt 10 bilden.
- Die Zuschnitte 10 sind bei dem vorliegenden Ausführungsbeispiel in zwei Magazinen 36, 37 als Stapel untergebracht. An der Unterseite der Magazine 36, 37 wird jeweils gleichzeitig ein Zuschnitt 10 entnommen, und zwar durch einen im Aufbau und in der Arbeitsweise bekannten Abroller 38.
- Jedem der Magazine 36, 37 und damit jedem der gleichzeitig zu verarbeitenden Zuschnitte 10 ist eine gesonderte Zuschnittbahn 39, 40 zugeordnet. Die beiden Zuschnittbahnen 39, 40 verlaufen parallel zueinander mit einem Abstand, der beträchtlich größer ist als der Abstand der Taschen 32 und 33 voneinander. Es ist dadurch möglich, die Zuschnitte 10 im Bereich der beiden Zuschnittbahnen 39, 40 ohne wechselseitige Störung einwandfrei zu fördern.
- Die Zuschnittbahnen 39, 40 sind aus einer höheren Position schräg nach unten verlaufend ausgebildet und enden im Bereich einer Einschubsstation 41 oberhalb eines Paares von zu beschickenden Taschen 32, 33. Die Zuschnitte 10 werden im Bereich der Zuschnittbahn 39, 40 durch Paare von Transportwalzen 42 und 43 gefördert. Oberhalb jeder Zuschnittbahn 39, 40 befindet sich ein Leimaggregat 44, durch das in bekannter Weise Leim auf die einzelnen Bereiche der Zuschnitte 10 übertragen wird.
- Die Zuschnitte 10 werden mit ihrer Längserstreckung in Förderrichtung weisend transportiert, und zwar mit der Deckelvorderwand 17 bzw. dem Deckelinnenlappen 18 nach vorn weisend. Am Ende der Zuschnittbahnen 39, 40 ist ein auf den Faltrevolver 31 ausgerichteter Endanschlag 45 für jeden Zuschnitt angeordnet.
- In der Endposition liegen die Zuschnitte 10 jeweils auf einer das Ende der Zuschnittbahn 39, 40 bildenden, feststehenden Plattform 46. Diese ist - einstückig mit dem Endanschlag 45 - an einem Maschinengestell 47 einseitig auskragend angebracht.
- Auf den Plattformen 46 aufliegend werden die beiden Zuschnitte 10 nunmehr in Querrichtung (Pfeil 48) aufeinander zu bewegt, und zwar in abgestimmten, gleichzeitigen Bewegungsabläufen. Die Querbewegung bzw. quergerichtete Parallelverschiebung der beiden Zuschnitte 10 führt bis zu einer Einschubposition (z.B. Fig. 5, Mitte). In dieser Stellung sind die beiden Zuschnitte 10 oberhalb der zu beschickenden Taschen 32, 33 bzw. oberhalb eines durch Faltorgane gebildeten Einschubschachts angeordnet und exakt ausgerichtet. Nunmehr werden die beiden Zuschnitte 10 gleichzeitig durch Abwärtsbewegung in die zugeordneten Taschen 32, 33 eingedrückt, und zwar unter gleichzeitiger Aufrichtung und Faltung von Zuschnitteilen.
- Zur Querbewegung der Zuschnitte 10 gemäß Pfeil 48 sind jeder Zuschnittbahn 39, 40 Querförderer zugeordnet. Bei dem gezeigten Ausführungsbeispiel bestehen diese je aus zwei Endlosförderern in Gestalt von Zahnriemen 49, 50. Diese werden jeweils durch ein neben der Zuschnittbahn 39, 40 angeordnetes Antriebsrad 51 und ein gegenüberliegendes Umlenkrad 52 geführt. Antriebsrad 51 und Umlenkrad 52 sind an einem Traggestell 53 angebracht, welches jeweils oberhalb der Zuschnittbahnen 39, 40 angeordnet ist. Die Traggestelle 53 sind seitlich neben den Zuschnittbahnen 39, 40 feststehend angebracht und ragen mit quergerichteten Tragarmen 54, 55 über die Zuschnittbahnen 39, 40 hinweg in Richtung auf die Einschubposition der Zuschnitte 10. Die Antriebsräder 51 und Umlenkräder 52 sind seitlich an dem Traggestell 53 bzw. den Enden der Tragarme 54, 55 gelagert. Das Traggestell 53 ist über eine Antriebswelle 56 am Maschinengestell 47 angebracht.
- Für den Transport der Zuschnitte 10 auf den Plattformen 46 in Richtung des Pfeils 48 weisen die Zahnriemen 49, 50 an der Außenseite Mitnehmer 57 auf. Die Anordnung der Zahnriemen 49, 50 oberhalb der Plattformen 46 ist derart, daß die Zuschnitte 10 durch einer Untertrum 58 gefördert werden, der mit geringem Abstand oberhalb der Plattform 46 verläuft. Diese ist im Bereich der Bewegungsbahn der Mitnehmer 57 mit einer sich in Förderrichtung erstreckenden Nut 59 versehen, und zwar im Bereich jedes Zahnriemens 49, 50. Die Plattformen 46 schließen unmittelbar an seitliche Begrenzungen des Eindrückschachts 60 für die Zuschnitte 10 oberhalb des Faltrevolvers 31 an.
- Das Traggestell 53 für die Zahnriemen 49, 50 wird ausschließlich durch die Antriebswelle 56 getragen. Dadurch wird das als zweiarmiger Hebel ausgebildete Traggestell 53 infolge des Eigengewichts in der Förderposition - auf der Plattform 46 aufliegend - getragen. Ein Gegengewicht 61 bestimmt den Auflagedruck für die Zahnriemen 49, 50. Im Falle einer Materialstauung im Bereich der Plattformen 46 kann das Traggestell 53 (von Hand) verschwenkt werden (strichpunktierte Stellung in Fig. 8). Der Materialstau kann dann problemlos beseitigt werden.
- Den Zuschnitten 10 ist im Bereich der Einschubstation 41 eine Oberführung zugeordnet. Diese besteht aus einer mit Abstand oberhalb der Plattformen 46 angeordneten Oberplatte 62. Diese ist feststehend an einem Tragarm 63 angebracht, der wiederum mit einer am Maschinengestell 47 sitzenden Halterung 64 verbunden ist. An der Unterseite der Oberplatte 62 - dem Zuschnitt 10 zugekehrt - sind Führungsnocken 65 und Führungsstege 66 angebracht, die einen lediglich geringen Abstand von dem Zuschnitt 10 auf der Plattform 46 aufweisen und mit zur exakten Lage und Bewegung des Zuschnitts 10 beitragen. Die Führungsnocken 65 und Führungsstege 66 sind in besonderer Weise ausgebildet und angeordnet, nämlich derart, daß an der Oberseite des Zuschnitts 10 angebrachte Leimstellen 67 weder bei der Einförderung der Zuschnitte 10 in die Einschubstation 41 noch bei der Querbewegung in Richtung des Pfeils 48 durch die Führungsnocken 65 und Führungsstege 66 verwischt werden. Die langgestreckten Führungsstege 66 sind dem Eindrückschacht 60 zugeordnet und bewirken eine präzise Lagerung der Zuschnitte 10 in diesem Bereich vor Eintritt in den Eindrückschacht 60.
- In der Einschubstellung (Fig. 5, Mitte) liegen die Zuschnitte 10 exakt ausgerichtet und mit geringem Abstand voneinander über dem zugeordneten Eindrückschacht 60. Das abwärtsgerichtete Eindrücken in die Taschen 32, 33 erfolgt durch jedem Zuschnitt 10 zugeordnete Stempel 68, 69. Diese weisen jeweils eine Stempelplatte 70 auf, die bei der Abwärtsbewegung einen in den horizontalen Teil der Tasche 32, 33 einzuführenden Bereich des Zuschnitts 10 erfaßt, im wesentlichen die Fläche der Rückwand 14, der Deckelrückwand 15, der Deckeloberwand 16 und der Deckelvorderwand 17. Die beiden Stempelplatten 70 sind außerhalb des Bereichs der Zuschnitte 10 zu einem einheitlichen Organ zusammengefügt, nämlich zu einem Doppelstempel 71. Dieser ist auf einer Hauptwelle 72 gelagert, die über einen Kurbeltrieb 73 so angetrieben wird, daß eine Auf- und Abbewegung des Doppelstempels 71 mit den Stempeln 68 und 69 erfolgt, und zwar aus der in Fig. 3 erkennbaren oberen Ausgangsstellung oberhalb der zugeführten Zuschnitte 10 bis auf die Ebene der Taschen 32, 33.
- Die bei der Abwärtsbewegung der Stempel 68, 69 mitgeführten Zuschnitte 10 werden durch feststehende, seitliche Faltorgane, nämlich durch Seitenfalter 74 sowie durch eine radial innenliegende Faltwand 75 (Fig. 10) in eine aufrechte Position gefaltet. Die nach unten konvergierend ausgebildeten, wandförmigen Seitenfalter 74 richten bei der Abwärtsbewegung des Zuschnitts 10 die Seitenlappen 21 und 22, die Deckelseitenlappen 23 und 24 sowie die Deckelecklappen 29, 30 in eine aufrechte Position. Durch die quer hierzu gerichtete Faltwand 75 wird ebenfalls während der Abwärtsbewegung ein aus Bodenwand 13, Vorderwand 12 und Seitenlappen 19, 20 bestehender Teil des Zuschnitts 10 aufgerichtet.
- Bei dieser Aufrichtfaltung wird der Bodenecklappen 27, 28 nicht nur aufgerichtet, sondern bereits in die Endposition unter Anlage an der Innenseite der Bodenwand 13 gebracht. Zu diesem Zweck wrden die Bodenecklappen 27, 28 beider Zuschnitte 10 vor der Abwärtsbewegung durch ein gesondertes Faltorgan vorgefaltet, nämlich leicht aufgerichtet.
- Dieses insbesondere in Fig. 6 dargestellte Faltorgan besteht aus jedem Bodenecklappen 27, 28 zugeordneten äußeren und inneren Faltfingern 76, 77. Alle Faltfinger 76, 77 für beide Zuschnitte 10 sind an einem gemeinsamen Tragbügel 78 angeordnet, der mittig an einem Schwenkarm 79 gelagert ist. Die Faltfinger 76, 77 sind quer zu der Längserstreckung der Zuschnitte 10 angeordnet und treten jeweils von den freien Seiten der Zuschnitte 10 her in den Bereich der Bodenecklappen 27, 28 ein. In der Ausgangsstellung befinden sich die Faltfinger 76, 77 an der Unterseite der Zuschnitte 10. Durch Verschwenken des Tragbügels 78 werden die Faltfinger 76, 77 unter Anheben und Vorfalten der Bodenecklappen 27, 28 aufwärtsbewegt.
- Auch der gegen die Innenseite der Deckelvorderwand 17 umzulegende Deckelinnenlappen 18 wird bei der Abwärtsbewegung der Zuschnitte 10 vorgeformt, und zwar, durch einen Faltsteg 80 mit bogenförmiger Faltkante 81 (Fig. 10). An dieser gleitet der Deckelinnenlappen 18 bei der Abwärtsbewegung der Zuschnitte 10 entlang und wird aufgerichtet.
- In der unteren Position der Zuschnitte 10 innerhalb der Taschen 32, 33 kommt ein Lappenfalter 82 zur Wirkung. Dieser ist an seinem freien Ende mit einem Faltstück 83 ausgebildet, welches den aufgerichteten Deckelinnenlappen 18 verschiebungsfrei erfaßt und in eine schräge Vorfaltstellung zur Deckelvorderwand 17 drückt.
- Der Lappenfalter 82 ist ebenfalls als ein für beide Zuschnitte 10 gemeinsames Faltorgan ausgebildet mit einem gabelförmigen Ende, an dem die Faltstücke 83 angebracht sind. Ein mittlerer Tragarm 84 ist auf einer Drehachse 85 gelagert und getrieblich mit dem Doppelstempel 71 verbunden. Dieser Zusammenhang über einen Lenker 86 ist derart, daß der Lappenfalter 82 während eines Bewegungszyklus des Doppelstempels 71 ebenfalls aus der in Fig. 10 strichpunktiert gezeigten Ausgangsstellung abwärts bewegt wird in die mit ausgezogeneen Linien gezeigte Faltstellung.
- Wie beschrieben, werden die Zuschnitte 10 auf den Zuschnittbahnen 39, 40 durch Förderwalzen bis in die Endstellung transportiert. Bei Erreichen derselben befinden sich die in Transportrichtung rückseitigen Teile der Zuschnitte 10 im Bereich einer besonders ausgebildeten Förderwalze 87 (Fig. 9). Diese ist in bezug auf die Endstellung der Zuschnitte 10 so angeordnet, daß eine sichere Förderung der Zuschnitte bis an den Endanschlag 45 gewährleistet ist. Dadurch bleiben Teile des Zuschnitts 10, im vorliegenden Falle die Vorderwand 12 und die äußeren Seitenlappen 19, 20, im Bereich der Förderwalze 87.
- Um gleichwohl einen quergerichteten Abtransport der Zuschnitte 10 zu gewährleisten, arbeitet die Förderwalze 87 mit einer (zylindrischen) Gegenwalze 88 zusammen. Förderwalze 87 und Gegenwalze 88 sind geringfügig auseinanderbewegbar während der Querförderung der Zuschnitte 10. Darüberhinaus ist die Förderwalze 87 mit Förderrippen 89 und einer Stützrippe 90 ausgebildet, von denen die bei der Querförderung der Zuschnitte 10 in der Förderbahn liegenden Förderrippen 89 ein sägezahnförmiges Profil haben. Die Förderrippen 89 einerseits und die Stützrippen 90 andererseits sind unterschiedlich bemessen. Lediglich die randseitige Stützrippe 90 liegt am Mantel der Gegenwalze 88 an, während zwischen den Föderrippen 89 einerseits und der Gegenwalze 88 andererseits ein geringer Spalt 91 besteht, der allerdings eine geringere Stärke hat (z.B. 0,15 mm) als die Dicke des Zuschnitts (z.B. 0,3 mm). Die Förderwirkung ist dadurch gewährleistet. Gleichwohl wird der Zuschnitt nicht zwischen den Förderrippen 89 und der Gegenwalze 88 geklemmt.
- Die in Fig. 9 gezeigte Konstruktion ist so gewählt, daß die Förderwalze 87 ortsfest gelagert ist, nämlich über eine angetriebene Walzenwelle 92, am Maschinengestell 47. Der Antrieb der Förderwalze 87 bzw. der Walzenwelle 92 erfolgt über Zahnräder 93.
- Die relativ zur Förderwalze 87 (geringfügig) parallel verschiebbare Gegenwalze 88 ist frei drehbar auf einer Tragachse 94 gelagert. Diese ist hier einseitig über ein belastbares Stützlager 95 am Maschinengestell 47 gelagert. Ein die Gegenwalze 88 aufnehmender Achsabschnitt 96 ist exzentrisch, also mit einem Versatz 97 an einem Lagerstück 98 der Tragachse 94 befestigt. Durch den Versatz 97 ergibt sich eine achsparallele Verschiebung der Gegenwalze 88, wenn die Tragachse 94 bzw. deren Lagerstück 98 gedreht wird.
- Auf der zum Stützlager 95 gegenüberliegenden Seite ist auf der Tragachse 94 frei drehbar eine Steuerkörper 99 gelagert. Dieser ist mit einem Stirnrad 100 versehen, welches mit einem weiteren Stirnrad 101 auf der Walzenwelle 92 in Eingriff steht. Des weiteren ist auf dem Stuerkörper 99 ein Kurvenstück 102 gebildet. Dieses läuft auf einer kreisförmigen und zentrisch gelagerten Gegenkurve 103 der Förderwalze 87 ab.
- Der Antrieb für den Steuerkörper 99 ist so festgelegt, daß bei einem Fördertakt eines Zuschnitts der Steuerkörper 99 eine volle Umdrehung ausführt. Während dieser Umdrehung wird die Gegenwalze 88 kurzzeitig von der Förderwalze 87 entfernt, so daß ein geringfügig größerer Spalt von z.B. 0,6 mm gebildet ist, der zum ungestörten Abfördern des Zuschnitts in Axialrichtung, nämlich in bezug auf Fig. 9 von rechts nach links, ermöglicht. Dabei wird der Steuerkörper 99 unter Aufrechterhaltung des Eingriffs der Stirnräder 100 und 101 durch das Kurvenstück 102 in Querrichtung belastet, wodurch infolge des Versatzes 97 das Lagerstück 98 und damit die Tragachse 94 insgesamt um einen geringen Winkelbetrag gedreht wird. Dies bewirkt das kurzzeitige Abheben der Gegenwalze 88.
- Um eine Rückkehr der Tragachse 94 jeweils in die gezeigte Ausgangsstellung zu gewährleisten, ist die Tragachse 94 durch eine Zugfeder 104 in Richtung auf die Ausgangsstellung vorbelastet.
- Nach dem Eindrücken der Zuschnitte 10 in die beiden Taschen 32, 33 wird der aufgerichtete Teil des Zuschnitts 10 (Fig. 10) an der radial innenliegenden Seite der Taschen 32, 33 durch Faltplatten 105, 106 in Position gehalten, die in Fortsetzung der feststehenden Faltwände 75 angeordnet sind. Die Faltplatten 105, 106 erstrecken sich ortsfest etwa in Höhe der Taschen 32, 33. Damit es bei der Weiterbewegung, nämlich Drehung des Faltrevolvers 31 um einen Takt nicht zu Zwängungen im Bereich der Faltplatten 105, 106 kommt, ist wenigstens die in Drehrichtung des Faltrevolvers 31 vornliegende Faltplatte 106 zurückbewegbar. Die Faltplatte 106 ist zu diesem Zweck an einem einseitig gelagerten Schwenkarm 107 angebracht, der durch eine Betätigungsstange 108 aus der in Fig. 11 strichpunktiert gezeigten Faltstellung in eine in ausgezogenen Linien gezeichnete, zurückgezogene Stellung bewegbar ist. In dieser letztgenannten Stellung können die beiden Taschen 32, 33 mit den teilweise gefalteten Zuschnitten 10 an der Faltplatte 106 störungsfrei vorbeibewegt werden.
Claims (13)
- Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver (31) mit Taschen (32, 33) je zur Aufnahme eines Zuschnitts, wobei die Zuschnitte (10) über mindestens eine Zuschnittbahn in eine Position oberhalb von Taschen des Faltrevolvers förderbar und durch Abwärtsbewegung in die oben offenen Taschen eindrückbar sind, gekennzeichnet durch folgende Merkmale:a) es sind zwei gesonderte Zuschnittbahnen (39, 40) vorgesehen, über die zugleich je ein Zuschnitt (10) zuführbar ist,b) die Zuschnittbahnen (39, 40) weisen voneinander einen Abstand auf, der größer ist als der Abstand der gleichzeitig zu beschickenden nebeneinanderliegenden Taschen (32) des Faltrevolvers (31) voneinander,c) zur Förderung der Zuschnitte (10) auf einen dem Abstand der Taschen (32, 33) voneinander entsprechenden Abstand sind an den Enden der Zuschnittbahnen (39, 40) und unmittelbar vor Eintritt in die Taschen (32, 33) zu den Zuschnittbahnen (39, 40) quergerichtete Förderer vorgesehen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die beiden Zuschnitte (10) durch zwei gleichzeitig betätigte Stempel (68, 69) von oben her in die Taschen (32, 33) eindrückbar sind unter Aufrichten von Faltlappen bzw. Zuschnitteilen.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Zuschnitte (10) im Bereich der Förderung quer zu den Zuschnittbahnen (39, 40) durch Endlosförderer transportierbar sind, insbesondere durch Zahnriemen (49, 50) mit Mitnehmern (57) zum Erfassen jeweils eines Zuschnitts (10) an einer Längsseite desselben.
- Vorrichtung nach Anspruch 1 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß die Stellung der Zuschnitte (10) für den Transport quer zu den Zuschnittbahnen (39, 40) durch einen Endanschlag bestimmt ist, wobei dieser als Seitenführung für den Quertransport der Zuschnitte (10) ausgebildet ist.
- Vorrichtung nach Anspruch 3 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß die Zahnriemen (49, 50) jeweils mit Antriebsrad (51) und Umlenkrad (52) an einem Traggestell (53) oberhalb der Bewegungsbahn der Zuschnitte (10) angeordnet sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Antriebsräder (51) der Zahnriemen (49, 50) auf Antriebswellen (56) gelagert sind, die ihrerseits an einem Maschinengestell (47) ortfest angebracht sind, wobei das Traggestell (53) um die Antriebswelle 56 schwenkbar ist.
- Vorrichtung nach Anspruch 1 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichent, daß die Zuschnitte (10) im Bereich einer Einschubstation (41) - am Ende der Zuschnittbahnen (39, 40) - auf Plattformen (46) aufliegen und auf diesen querverschiebbar sind, wobei die Plattformen einseitig auskragend am Maschinengestell (47) angebracht sind.
- Vorrichtung nach Anspruch 1 sowie einem mehreren der weiteren Ansprüche, gekennzeichnet durch eine Oberführung für die Zuschnitte (10) im Bereich der Endposition auf den Zuschnittbahnen (39, 40), insbesondere durch eine Oberplatte (62) mit geringem Abstand oberhalb der Plattform 46.
- Vorrichtung nach Anspruch 1 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß die Zuschnitte wenigstens in der Endphase der Förderung auf den Zuschnittbahnen (39, 40) durch eine Förderwalze (87) mit Gegenwalze (88) förderbar sind, wobei zur Durchführung der Bewegung der Zuschnitte quer zu den Zuschnittbahnen (39, 40) Förderwalze (87) und Gegenwalze (88) kurzzeitig auseinanderbewegbar sind, insbesondere durch (geringfügiges) Absenken der an der Unterseite angeordneten Gegenwalze (88).
- Vorrichtung nach Anspruch 2 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß die beiden Stempel (68, 69) zu einem Doppelstempel (71) zusammengefaßt und durch ein gemeinsames Getriebe, insbesondere durch einen Kurbeltrieb (73) betätigbar sind.
- Vorrichtung nach Anspruch 1 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß oberhalb der Taschen (32, 33) jeweils ein aufrechter Faltsteg (80) mit bogenförmiger Faltkante (81) angeordnet ist zum Aufrichten eines Deckelinnenlappens (18) am äußeren Ende des Zuschnitts (10) während der Abwärtsbewegung desselben.
- Vorrichtung nach Anspruch (11) sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß der Deckelinnenlappen (18) bei Eintritt des Zuschnitts (10) in die Tasche (32, 33) durch einen Lappenfalter (82) mit an dessen Ende angeordnetem Faltstück (83) faltbar ist, wobei der Lappenfalter (82) getrieblich mit dem Doppelstempel (71) verbunden ist.
- Vorrichtung nach Anspruch 1 sowie einem oder mehreren der weiteren Ansprüche, dadurch gekennzeichnet, daß an der radial innenliegenden Seite in Höhe der Taschen (32, 33) ortsfeste Faltplatten (105, 106) jeder Tasche (32, 33) zugeordnet sind, von denen die in Drehrichtung des Faltrevolvers (31) vornliegende Faltplatte (106) aus der Bewegungsbahn der Taschen (32, 33) zurückziehbar, insbesondere in Radialrichtung nach innen schwenkbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3738102 | 1987-11-10 | ||
| DE3738102A DE3738102C2 (de) | 1987-11-10 | 1987-11-10 | Vorrichtung zum Zuführen von Zuschnitten zu einem Verpackungsaggregat |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0315821A2 EP0315821A2 (de) | 1989-05-17 |
| EP0315821A3 EP0315821A3 (en) | 1990-02-07 |
| EP0315821B1 true EP0315821B1 (de) | 1993-12-29 |
Family
ID=6340164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88117720A Expired - Lifetime EP0315821B1 (de) | 1987-11-10 | 1988-10-25 | Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver einer Verpackungsmaschine |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4918908A (de) |
| EP (1) | EP0315821B1 (de) |
| JP (1) | JPH0688577B2 (de) |
| BR (1) | BR8805859A (de) |
| CA (1) | CA1322327C (de) |
| DE (2) | DE3738102C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010050528A1 (de) * | 2010-11-10 | 2012-05-10 | Focke & Co. (Gmbh & Co. Kg) | Vorrichtung zum Handhaben von Zuschnitten in Verpackungsmaschinen |
| EP1772383B2 (de) † | 2005-10-06 | 2013-08-21 | G.D Società Per Azioni | Verfahren und Vorrichtung zum Verpacken eines Produktes in mindestens einem Bogen von Verpackungsmaterial |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3905214A1 (de) * | 1989-02-21 | 1990-08-23 | Focke & Co | Verfahren und vorrichtung zur entnahme von (packungs-)zuschnitten aus einem zuschnitt-magazin |
| US5151073A (en) * | 1989-04-05 | 1992-09-29 | Focke & Co. (Gmbh & Co.) | Apparatus for the production of cigarette packs |
| DE3910986A1 (de) * | 1989-04-05 | 1990-10-11 | Focke & Co | Verfahren und vorrichtung zum herstellen von (zigaretten -) packungen |
| DE3941844A1 (de) * | 1989-12-19 | 1991-06-20 | Focke & Co | Verfahren und vorrichtung zum herstellen von (zigaretten-)packungen |
| DE4001051A1 (de) * | 1990-01-16 | 1991-07-18 | Focke & Co | Verpackungsmaschine mit einer einrichtung zur foerderung von verpackungsmaterial in ihrem bereich |
| DE4003451A1 (de) * | 1990-02-06 | 1991-08-08 | Focke & Co | Verfahren und vorrichtung zum handhaben, insbesondere foerdern von zuschnitten |
| DE4141678A1 (de) * | 1991-12-17 | 1993-07-01 | Focke & Co | Verpackung aus karton sowie verfahren und vorrichtung zum herstellen derselben |
| DE4241176B4 (de) * | 1992-12-08 | 2005-12-22 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung zum Auftragen von Leim auf Zuschnitte für Klappschachteln |
| DE4318004A1 (de) * | 1993-05-29 | 1994-12-01 | Heiber & Schroeder Maschinenba | Verfahren und Vorrichtung zum Aufrichten und Kleben von Kartons, insbesondere von konischen Kartons, aus flachen Zuschnitten |
| DE4332810A1 (de) * | 1993-09-27 | 1995-03-30 | Focke & Co | Verpackungsmaschine für die Fertigung von Zigaretten-Packungen |
| DE4334745C5 (de) * | 1993-10-12 | 2007-09-20 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung zum Auftragen von Leim |
| DE4404287A1 (de) * | 1994-02-11 | 1995-08-17 | Focke & Co | Vorrichtung zum Herstellen von Zuschnitten für Kragen in Klappschachteln mit abgerundeten oder mehreckigen Längskanten |
| DE4404721B4 (de) * | 1994-02-15 | 2004-01-29 | Focke Gmbh & Co. Kg | Vorrichtung zum Transport von Klappschachteln |
| DE19546697A1 (de) * | 1995-12-14 | 1997-06-19 | Schmermund Maschf Alfred | Fördereinrichtung für zu beleimende Zuschnitte aus Verpackungsmaterial zu einer Zigarettenverpackungsmaschine |
| IT1285513B1 (it) * | 1996-02-02 | 1998-06-08 | Gd Spa | Metodo per l'alimentazione di sbozzati in una macchina impacchettatrice di sigarette |
| DE19607215A1 (de) * | 1996-02-26 | 1997-08-28 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von insbesondere Klappschachteln für Zigaretten |
| DE19641151A1 (de) * | 1996-10-07 | 1998-04-09 | Focke & Co | Weichbecher-Verpackung sowie Verfahren und Vorrichtung zum Herstellen derselben und anderer Verpackungen |
| DE19713231A1 (de) * | 1997-04-01 | 1998-10-08 | Focke & Co | Verpackungsmaschine für die Fertigung von Klappschachteln |
| IT1311420B1 (it) * | 1999-12-09 | 2002-03-12 | Gd Spa | Metodo e dispositivo per l'alimentazione di fogli ad una linea diincarto. |
| DE10015761C1 (de) * | 2000-03-30 | 2001-12-20 | Helmut Seidel | Vorrichtung zum Aufrichten von flachen Faltschachtelzuschnitten oder dergleichen |
| DE10020858A1 (de) * | 2000-04-28 | 2001-10-31 | Focke & Co | Vorrichtung zum Herstellen von Klappschachteln |
| DE10031098A1 (de) | 2000-06-30 | 2002-01-10 | Focke & Co | Vorrichtung zur Handhabung von Zuschnitten in Verpackungsmaschinen |
| ITBO20040434A1 (it) * | 2004-07-12 | 2004-10-12 | Gd Spa | Metodo per la formazione di un pacchetto a portafoglio a coperchio incernierato |
| US20070204567A1 (en) * | 2006-03-03 | 2007-09-06 | R.A. Jones & Co. Inc. | Top load cartoner |
| ITBO20060215A1 (it) * | 2006-03-29 | 2006-06-28 | Gd Spa | Macchina e metodo per l'impacchettamento di sigarette. |
| ITBO20060588A1 (it) * | 2006-08-03 | 2008-02-04 | Gd Spa | Metodo ed unita' per la piegatura di una pattina di rinforzo del coperchio di un pacchetto di sigarette rigido con coperchio incernierato. |
| US20140102044A1 (en) * | 2011-08-19 | 2014-04-17 | Tetra Laval Holdingss & Finance S.A. | Apparatus and method for manufacture of a secondary package |
| WO2016031010A1 (ja) * | 2014-08-28 | 2016-03-03 | 日本たばこ産業株式会社 | ブランクの供給装置及びそれを用いたブランクの供給方法 |
| CN106739172A (zh) * | 2016-12-30 | 2017-05-31 | 福建中烟工业有限责任公司 | 烟标糊口部的加工方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US788494A (en) * | 1903-12-26 | 1905-04-25 | Adolfo Moeller & Co | Cigarette-packing machine. |
| DE1030669B (de) * | 1954-09-27 | 1958-05-22 | Bahlsen Werner | Vorrichtung zum kontinuierlichen Herstellen von Faltbehaeltern |
| CH434953A (de) * | 1966-04-22 | 1967-04-30 | Sig Schweiz Industrieges | Vorrichtung zum Herstellen einer Packung |
| CH500098A (de) * | 1968-12-13 | 1970-12-15 | Sig Schweiz Industrieges | Vorrichtung zum Herstellen von Packungen mittels eines Dornrades |
| DE2463385C2 (de) * | 1974-08-21 | 1986-04-24 | Focke & Co, 2810 Verden | Vorrichtung zum Herstellen von Packungen, insbesondere Klappschachteln |
| DE2440006C2 (de) * | 1974-08-21 | 1984-06-28 | Focke & Co, 2810 Verden | Verfahren und Vorrichtung zum Herstellen von (quaderförmigen) Klappschachteln |
| DE2810586C2 (de) * | 1978-03-11 | 1987-01-08 | Focke & Pfuhl, 2810 Verden | Vorrichtung zum Einführen von insbesondere einer Zigarettengruppe mit Stannioleinschlag in eine Zigarettenverpackung |
| DE8002296U1 (de) * | 1980-01-30 | 1980-04-24 | Goerig, Rudolf, 7064 Remshalden | Vorrichtung zur herstellung von trommel- oder dosenartigen behaeltern aus einzelnen papierzuschnitten |
| GB2091162B (en) * | 1981-01-16 | 1985-02-27 | Wilkinson Sword Ltd | Method of flip-top boxes |
| DE3150447A1 (de) * | 1981-12-19 | 1983-06-30 | Focke & Co, 2810 Verden | Vorrichtung zum einfuehren von zigaretten-gruppen in zigaretten-packungen |
| DE3522614A1 (de) * | 1985-06-25 | 1987-01-15 | Focke & Co | Verfahren und vorrichtung zum herstellen von packungen mit abgeschraegten oder abgerundeten laengskanten |
| DE3536791A1 (de) * | 1985-10-16 | 1987-04-16 | Focke & Co | Vorrichtung zum herstellen von klappschachteln |
-
1987
- 1987-11-10 DE DE3738102A patent/DE3738102C2/de not_active Expired - Fee Related
-
1988
- 1988-10-25 EP EP88117720A patent/EP0315821B1/de not_active Expired - Lifetime
- 1988-10-25 DE DE88117720T patent/DE3886693D1/de not_active Expired - Fee Related
- 1988-11-07 US US07/268,304 patent/US4918908A/en not_active Expired - Fee Related
- 1988-11-09 CA CA000582608A patent/CA1322327C/en not_active Expired - Fee Related
- 1988-11-09 BR BR888805859A patent/BR8805859A/pt not_active IP Right Cessation
- 1988-11-09 JP JP63281533A patent/JPH0688577B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1772383B2 (de) † | 2005-10-06 | 2013-08-21 | G.D Società Per Azioni | Verfahren und Vorrichtung zum Verpacken eines Produktes in mindestens einem Bogen von Verpackungsmaterial |
| DE102010050528A1 (de) * | 2010-11-10 | 2012-05-10 | Focke & Co. (Gmbh & Co. Kg) | Vorrichtung zum Handhaben von Zuschnitten in Verpackungsmaschinen |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1322327C (en) | 1993-09-21 |
| JPH01153423A (ja) | 1989-06-15 |
| EP0315821A2 (de) | 1989-05-17 |
| DE3886693D1 (de) | 1994-02-10 |
| JPH0688577B2 (ja) | 1994-11-09 |
| DE3738102C2 (de) | 2001-09-06 |
| BR8805859A (pt) | 1989-08-01 |
| EP0315821A3 (en) | 1990-02-07 |
| DE3738102A1 (de) | 1989-05-18 |
| US4918908A (en) | 1990-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0315821B1 (de) | Vorrichtung zum Zuführen von Zuschnitten zu einem Faltrevolver einer Verpackungsmaschine | |
| DE3348487C2 (de) | Vorrichtung zum Herstellen von Großpackungen | |
| EP0386524B1 (de) | Vorrichtung (Verpackungsmaschine) zum Verpacken von Gegenständen unterschiedlicher Grösse | |
| EP2125573B1 (de) | Verfahren zum herstellen von zigarettenpackungen | |
| EP0873939B1 (de) | Vorrichtung zum Herstellen von Packungen | |
| DE3716897C2 (de) | Zuschnitte für Klappschachteln als fortlaufende Materialbahn | |
| EP0275481B1 (de) | Verfahren und Vorrichtung zum Verpacken von Papier-Taschentüchern | |
| EP0550406B1 (de) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen | |
| EP0113899B1 (de) | Verfahren und Vorrichtung zum Verschliessen von Kartons | |
| DE3786746T2 (de) | Apparat zum transportieren und öffnen eines getränketrägers. | |
| DE3424782C2 (de) | ||
| EP0174591B1 (de) | Vorrichtung zum Herstellen von Packungen, insbesondere Zigaretten-Stangen | |
| DE3639982C2 (de) | ||
| EP2746166B1 (de) | Verfahren und Vorrichtung zur Herstellung einer Packung für Zigaretten | |
| DE10203459A1 (de) | Verfahren und Vorrichtung zum Herstellen von Gebindepackung für Zigaretten | |
| EP2739552A1 (de) | Packung für zigaretten | |
| EP0338255B1 (de) | Verpackungsmaschine für Kartons sowie Verfahren zum Verpacken von Gegenständen in Kartons | |
| EP2030896B1 (de) | Verfahren und Vorrichtung zum Herstellen von Zigarettenpackungen des Typs Klappschachtel | |
| DE19903232A1 (de) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-) Packungen | |
| DE1951139A1 (de) | Verpackungsmaschine | |
| DE4209141C2 (de) | Vorrichtung zur Herstellung von Verpackungen, insbesondere Kartons, aus flachen Zuschnitten | |
| DE4333085A1 (de) | Verfahren und Vorrichtung zur Herstellung von Kartons mit Zigaretten | |
| CH440105A (de) | Doppelbahniger Querpacker | |
| DE3804946A1 (de) | Verfahren und vorrichtung zum vereinzeln von ebenen teilen | |
| DE2462974C2 (de) | Vorrichtung zum Herstellen von (quaderförmigen) Packungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19900801 |
|
| 17Q | First examination report despatched |
Effective date: 19920819 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 3886693 Country of ref document: DE Date of ref document: 19940210 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940114 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19981009 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20021019 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20031022 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041025 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20041025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051025 |