CN108161015B - 一种金属粉末冶金自动上料装置用粉碎装置 - Google Patents
一种金属粉末冶金自动上料装置用粉碎装置 Download PDFInfo
- Publication number
- CN108161015B CN108161015B CN201810027534.1A CN201810027534A CN108161015B CN 108161015 B CN108161015 B CN 108161015B CN 201810027534 A CN201810027534 A CN 201810027534A CN 108161015 B CN108161015 B CN 108161015B
- Authority
- CN
- China
- Prior art keywords
- metal powder
- feeding bin
- powder feeding
- weighing
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/004—Filling molds with powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/005—Loading or unloading powder metal objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C19/00—Other disintegrating devices or methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Abstract
本发明公开了一种金属粉末冶金自动上料装置用粉碎装置,属于冶金设备技术领域。其技术方案为:包括粉碎机构,粉碎机构包括顶部设置投料口的金属粉末上料仓,设置在金属粉末上料仓内的研磨机构,研磨机构包括驱动轴,设置在驱动轴上的转盘A,转盘A上均匀设置若干通孔,在过转盘A底面设置立杆A和立杆B,立杆A和立杆B上分别等间距有若干磨盘,在金属粉末上料仓内壁设置与磨盘相配合的研磨轨道,在驱动轴顶端与位于金属粉末上料仓上方的电机输出轴同轴。本发明的有益效果为:能够对初次上的金属粉末再次研磨,通过送料机构输送到称重机构等进行计量。
Description
本案为分案申请,原申请的发明名称为:一种金属粉末冶金自动上料装置,原申请的申请日为: 2016-08-25,原申请的申请号为:201610721625.6。
技术领域
本发明涉及冶金设备技术领域,特别涉及一种金属粉末冶金自动上料装置用粉碎装置。
背景技术
在粉末冶金生产中,金属粉末颗粒尺寸一般都要求在0.5-20微米,因为从理论上讲,颗粒越细,比表面积也越大,其表面效应,如表面活性、表面吸附能力、催化能力等越强。越易于成型和烧结,传统的粉末冶金工艺则一般采用大于40微米的较粗粉末,不能满足表面活性好,吸附力、崔化能力要求极高的冶金生产要求。
另外,粉末冶金给料精度的控制对粉末冶金产品质量也有着很大的影响,给料精度影响着粉末冶金产品的尺寸以及外观质量,同时对生产效率、生产成本以及生产环境有着很大的影响。
如何能够准确、快速控制粉末冶金的给料精度,又能使金属粉末颗粒尺寸达到要求是本发明所面临的课题。
发明内容
为了解决上述已有技术的不足,本发明的目的是:提供一种金属粉末冶金自动上料装置用粉碎装置。
本发明的发明思想是:针对目前粉末冶金生产中粉末冶金工艺采用大于40微米的较粗粉末,以及不能满足表面活性好,吸附力、崔化能力要求极高的冶金生产要求,粉末冶金给料精度的不能实现自动控制的问题,本发明设计了一种金属粉末冶金自动上料装置,一种金属粉末冶金自动上料装置,其中,包括机架,粉碎机构,送料机构,称重机构和限位漏料机构;将金属粉末从投料口倒入金属粉末上料仓中,依次经过研磨机构的转盘A通孔,把上料金属粉末漏到研磨轨道中受到磨盘的研磨,经过研磨后的金属粉末通过漏料管输送到送料机构的金属粉末送料仓中,在螺旋叶片的输送下将上料金属粉末输送到称重机构的称重垫板中部的下料管中,通过重传感器确定上料金属粉末的量达到金属成型的标准设定的重量时,减速电机B开启,移动齿轮沿固定圆环内侧面移动,同时带动驱动拉杆端部的限位块沿壳体向底座方向移动,当下料口与限位孔相对,下料管中的上料金属粉末漏下,下料管中的上料金属粉末全部落下,在回位弹簧的弹性力作用下,将限位块移动原始位置,等待下一次上料金属粉末的限位,准确、快速控制金属的给料精度。
一种金属粉末冶金自动上料装置用粉碎装置,其中,包括机架,粉碎机构,送料机构,称重机构和限位漏料机构;
所述粉碎机构包括顶部设置投料口的金属粉末上料仓,设置在所述金属粉末上料仓内的研磨机构,所述研磨机构包括驱动轴,设置在驱动轴两端上的转盘A,所述转盘A上均匀设置若干通孔,在所述转盘A底面设置立杆A和立杆B,所述立杆A和立杆B上分别等间距有若干磨盘,在所述金属粉末上料仓内壁设置与所述磨盘相配合的研磨轨道,在所述驱动轴顶端与位于所述金属粉末上料仓上方的电机输出轴同轴;
所述送料机构包括一端与所述金属粉末上料仓底部相连通的漏料管,所述漏料管的另一端连接金属粉末送料仓,所述金属粉末送料仓内设有外围连接有螺旋叶片的转轴,设置在所述金属粉末送料仓上料端部,与所述转轴一端连接的减速电机A,在所述金属粉末送料仓出料口处设置导料管;
所述称重机构包括中部开设有漏料口的称重垫板,位于所述称重垫板底面的垫块,固定设置在所述垫块上的称重传感器,位于所述漏料口外侧,在所述称重垫板底面设有升降气缸;
所述限位漏料机构包括顶部与所述升降气缸的缸体底部连接,上、下面设置下料口的壳体,设置在所述壳体内设有中部开设有限位孔的限位块,一端与所述限位块一端部连接的回位弹簧,一端部连接在所述限位块另一端部的驱动拉杆,连接在所述驱动拉杆另一端部的竖杆A的顶部,所述竖杆A的底部固定连接摇柄A的一端,所述摇柄A的另一端通过竖杆B连接移动齿轮的顶面,所述移动齿轮中心处的旋转轴下端固定连接摇柄B的一端,所述摇柄B的另一端连接于减速电机B的输出轴,所述减速电机B固定在底座上,在所述底座上设有固定圆环,所述固定圆环内侧面连续设有与所述移动齿轮相啮合的齿槽。
在所述底座上设置导向块,所述导向块上开设有槽口,所述槽口内容纳所述驱动拉杆。
所述减速电机B的输出轴位于所述固定圆环中心处。
在所述漏料管上设置输送金属粉末的气缸A和气缸B。
所述回位弹簧的另一端连接在所述壳体一端部内侧面。
所述限位孔与所述下料口直径相等。
所述壳体为中空状的矩形体,所述限位块为与所述壳体相配合的矩形块。
所述电机设置所述金属粉末上料仓顶部。
所述摇柄A的另一端通过竖杆B连接在移动齿轮顶面,位于所述旋转轴外侧。
所述漏料口与所述导料管连通,在所述漏料口下方连接有与所述下料口连通的下料管。
本发明使用时的工作过程为:开启电机,电机带动驱动轴快速转动,将金属粉末从投料倒入金属粉末上料仓中,依次经过研磨机构的转盘A的通孔,把上料金属粉末漏到研磨轨道中受到磨盘的研磨,经过研磨后的金属粉末通过漏料管输送到送料机构的金属粉末送料仓中,气缸A和气缸B向漏料管内输送气体,启动减速电机A,在气体压力作用下快速将漏料管中研磨后的金属粉末输送到金属粉末送料仓中,通过螺旋叶片的输送下将上料金属粉末通过导料管输送到称重机构的称重垫板中部的下料管中,通过重传感器确定上料金属粉末的重量达到金属成型的标准设定的重量时,减速电机B开启,移动齿轮沿固定圆环内侧面移动,同时带动驱动拉杆端部的限位块沿壳体向底座方向移动,当下料口与限位孔相对,下料管中的上料金属粉末漏下,下料管中的上料金属粉末全部落下,在回位弹簧的弹性力作用下,将限位块移动原始位置,等待下一次上料金属粉末的限位,准确、快速控制金属的给料精度。
本发明的有益效果是:本发明用于粉末冶金时金属粉末上料快速、全程自动化控制,研磨机构的设置,对初次上的金属粉末再次研磨,通过送料机构输送到称重机构进行计量,控制给料精度,限位漏料机构根据称重机构对金属粉末重量是否达到标准设定的重量值进行限制,避免金属粉末损失,能够高效作业,减少人工成本,达到金属粉末上料精确的使用要求;上料、称重两者为相互独立的装置,这样在上料以及送料机构产生的振动不会影响称重机构的称量精度;本发明的限位漏料机构通过移动齿轮与齿槽的啮合,确保驱动拉杆移动的稳定性高,回位弹簧实现限位块往复移动,自动化程度高,使得重量已经合格的金属粉末自动下料,使得金属粉末根据需要在达到计量、时间要求自动漏到需要成型的模具中。
附图说明
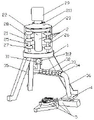
图1 为本发明实施例的结构示意图。
图2 为本发明实施例的结构示意图。
图3 为本发明实施例中研磨机构的结构示意图。
图4为本发明实施例中称重机构的结构示意图。
图5为本发明实施例中限位漏料机构的结构示意图。
图6为本发明实施例中限位漏料机构脱去壳体的结构示意图。
图7为本发明实施例中限位漏料机构中移动齿轮与驱动拉杆的位置关系结构示意图。
其中,附图标记为:1、机架;2、粉碎机构;211、投料口;21、金属粉末上料仓;22、驱动轴;23、转盘A; 25、立杆A;26、立杆B;27、磨盘;28、研磨轨道;29、电机;3、送料机构;31、漏料管;32、金属粉末送料仓;33、螺旋叶片;34、转轴;35、减速电机A;36、导料管;311、气缸A;312、气缸B;4、称重机构;41、漏料口;42、称重垫板;43、垫块;44、称重传感器;45、升降气缸;5、限位漏料机构;511、下料口;51、壳体;521、限位孔;52、限位块;53、回位弹簧;54、驱动拉杆;55、竖杆A;56、摇柄A;57、竖杆B;58、移动齿轮;59、旋转轴;60、摇柄B;61、减速电机B;62、底座;63、固定圆环;64、齿槽;65、导向块;66、槽口;67、下料管。
具体实施方式
为了能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
实施例1
参见图1,图2,图3,图4,图5,图6和图7,本发明是:一种金属粉末冶金自动上料装置用粉碎装置,其中,包括机架1,粉碎机构2,送料机构3,称重机构4和限位漏料机构5;
粉碎机构2包括顶部设置投料口211的金属粉末上料仓21,设置在金属粉末上料仓21内的研磨机构,研磨机构包括驱动轴22,设置在驱动轴22两端上的转盘A23,转盘A23上均匀设置若干通孔,在转盘A23底面设置立杆A25和立杆B26,立杆A25和立杆B26上分别等间距有若干磨盘27,在金属粉末上料仓21内壁设置与磨盘27相配合的研磨轨道28,在驱动轴22顶端与位于金属粉末上料仓21上方的电机29输出轴同轴;送料机构3包括一端与金属粉末上料仓21底部相连通的漏料管31,漏料管31的另一端连接金属粉末送料仓32,金属粉末送料仓32内设有外围连接有螺旋叶片33的转轴34,设置在金属粉末送料仓32上料端部,与转轴34一端连接的减速电机A35,在金属粉末送料仓32出料口处设置导料管36;
称重机构4包括中部开设有漏料口41的称重垫板42,位于称重垫板42底面的垫块43,固定设置在垫块43上的称重传感器44,位于漏料口41外侧,在称重垫板42底面设有升降气缸45;
限位漏料机构5包括顶部与升降气缸45的缸体底部连接,上、下面设置下料口511的壳体51,设置在壳体51内设有中部开设有限位孔521的限位块52,一端与限位块52一端部连接的回位弹簧53,一端部连接在限位块52另一端部的驱动拉杆54,连接在驱动拉杆54另一端部的竖杆A55的顶部,竖杆A55的底部固定连接摇柄A56的一端,摇柄A56的另一端通过竖杆B57连接移动齿轮58的顶面,移动齿轮58中心处的旋转轴59下端固定连接摇柄B60的一端,摇柄B60的另一端连接于减速电机B61的输出轴,减速电机B61固定在底座62上,在底座62上设有固定圆环63,固定圆环63内侧面连续设有与移动齿轮58相啮合的齿槽64。
在底座62上设置导向块65,导向块65上开设有槽口66,槽口66内容纳驱动拉杆54。
减速电机B61的输出轴位于固定圆环63中心处。
在漏料管31上设置输送金属粉末的气缸A311和气缸B312。
回位弹簧53的另一端连接在壳体51一端部内侧面。
限位孔521与下料口511直径相等。
壳体51为中空状的矩形体,限位块52为与壳体51相配合的矩形块。
电机29设置金属粉末上料仓21顶部。
摇柄A56的另一端通过竖杆B57连接在移动齿轮58顶面,位于旋转轴59外侧。
漏料口41与导料管36连通,在漏料口41下方连接有与下料口511连通的下料管67。
本发明使用时,开启电机29,电机29带动驱动轴22快速转动,将金属粉末从投料211倒入金属粉末上料仓21中,依次经过研磨机构的转盘A23的通孔,把上料金属粉末漏到研磨轨道28中受到磨盘27的研磨,经过研磨后的金属粉末通过漏料管31输送到送料机构3的金属粉末送料仓32中,气缸A311和气缸B312向漏料管31内输送气体,启动减速电机A35,在气体压力作用下快速将漏料管31中研磨后的金属粉末输送到金属粉末送料仓32中,通过螺旋叶片33的输送下将上料金属粉末通过导料管36输送到称重机构4的称重垫板42中部的下料管67中,通过重传感器44确定上料金属粉末的重量达到金属成型的标准设定的重量时,减速电机B61开启,移动齿轮58沿固定圆环63内侧面移动,同时带动驱动拉杆54端部的限位块52沿壳体51向底座62方向移动,当下料口511与限位孔521相对,下料管67中的上料金属粉末漏下,下料管67中的上料金属粉末全部落下,在回位弹簧53的弹性力作用下,将限位块52移动原始位置,等待下一次上料金属粉末的限位,准确、快速控制金属的给料精度。
本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述,当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明。
Claims (2)
1.一种金属粉末冶金自动上料装置用粉碎装置,其特征在于: 所述粉碎装置包括粉碎机构(2),所述粉碎机构(2)包括顶部设置投料口(211)的金属粉末上料仓(21),设置在所述金属粉末上料仓(21)内的研磨机构,所述研磨机构包括驱动轴(22),设置在驱动轴(22)上的转盘A(23),所述转盘A(23)上均匀设置若干通孔,在所述转盘A(23)底面设置立杆A(25)和立杆B(26),所述立杆A(25)和立杆B(26)上分别等间距有若干磨盘(27),在所述金属粉末上料仓(21)内壁设置与所述磨盘(27)相配合的研磨轨道(28),所述驱动轴(22)顶端与位于所述金属粉末上料仓(21)上方的电机(29)输出轴同轴;
所述粉碎装置还包括送料机构(3),所述送料机构(3)包括一端与所述金属粉末上料仓(21)底部相连通的漏料管(31),所述漏料管(31)的另一端连接金属粉末送料仓(32),所述金属粉末送料仓(32)内设有外围连接有螺旋叶片(33)的转轴(34),设置在所述金属粉末送料仓(32)上料端部,与所述转轴(34)一端连接的减速电机A(35),在所述金属粉末送料仓(32)出料口处设置导料管(36);
所述粉碎装置还包括称重机构(4),所述称重机构(4)包括中部开设有漏料口(41)的称重垫板(42),位于所述称重垫板(42)底面的垫块(43),固定设置在所述垫块(43)上的称重传感器(44),位于所述漏料口(41)外侧,在所述称重垫板(42)底面设有升降气缸(45);
所述粉碎装置还包括限位漏料机构(5),所述限位漏料机构(5)包括顶部与所述升降气缸(45)的缸体底部连接,上、下面设置下料口(511)的壳体(51),所述壳体(51)内设有中部开设有限位孔(521)的限位块(52),一端与所述限位块(52)一端部连接的回位弹簧(53),一端部连接在所述限位块(52)另一端部的驱动拉杆(54),连接在所述驱动拉杆(54)另一端部的竖杆A(55)的顶部,所述竖杆A(55)的底部固定连接摇柄A(56)的一端,所述摇柄A(56)的另一端通过竖杆B(57)连接移动齿轮(58)的顶面,所述移动齿轮(58)中心处的旋转轴(59)下端固定连接摇柄B(60)的一端,所述摇柄B(60)的另一端连接于减速电机B(61)的输出轴,所述减速电机B(61)固定在底座(62)上,在所述底座(62)上设有固定圆环(63),所述固定圆环(63)内侧面连续设有与所述移动齿轮(58)相啮合的齿槽(64);
在所述底座(62)上设置导向块(65),所述导向块(65)上开设有槽口(66),所述槽口(66)内容纳所述驱动拉杆(54);
所述电机(29)设置所述金属粉末上料仓(21)顶部。
2.根据权利要求1所述的金属粉末冶金自动上料装置用粉碎装置,其特征在于: 所述漏料口(41)与所述导料管(36)连通,在所述漏料口(41)下方连接有与所述下料口(511)连通的下料管(67)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810027534.1A CN108161015B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置用粉碎装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610721625.6A CN106238730B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置 |
| CN201810027534.1A CN108161015B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置用粉碎装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610721625.6A Division CN106238730B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108161015A CN108161015A (zh) | 2018-06-15 |
| CN108161015B true CN108161015B (zh) | 2020-04-10 |
Family
ID=57595382
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810027977.0A Active CN108160993B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动定量上料装置 |
| CN201810027534.1A Active CN108161015B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置用粉碎装置 |
| CN201810027978.5A Active CN108160994B (zh) | 2016-08-25 | 2016-08-25 | 一种限位漏料装置 |
| CN201610721625.6A Active CN106238730B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810027977.0A Active CN108160993B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动定量上料装置 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810027978.5A Active CN108160994B (zh) | 2016-08-25 | 2016-08-25 | 一种限位漏料装置 |
| CN201610721625.6A Active CN106238730B (zh) | 2016-08-25 | 2016-08-25 | 一种金属粉末冶金自动上料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (4) | CN108160993B (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106825560A (zh) * | 2017-02-23 | 2017-06-13 | 深圳市星特烁科技有限公司 | 一种用于粉末冶金中草酸催化脱脂炉的草酸粉末供料机 |
| CN106862575B (zh) * | 2017-03-23 | 2019-06-11 | 深圳市泛海统联精密制造有限公司 | 一种滚筒式冶金粉末混料装置 |
| CN106932062A (zh) * | 2017-04-26 | 2017-07-07 | 马斯利自动化技术(苏州)有限公司 | 一种精密余料监控装置及其监控方法 |
| CN107344240B (zh) * | 2017-09-13 | 2023-07-04 | 王利民 | 一种用于粉末冶金的金属粉末的加工装置 |
| CN107812939B (zh) * | 2017-11-02 | 2020-07-24 | 浙江兴舟纸业有限公司 | 一种便于缓冲的粉末冶金支座 |
| CN108856716A (zh) * | 2018-07-25 | 2018-11-23 | 韩智强 | 一种粉末冶金磨粉送料装置 |
| CN109141999B (zh) * | 2018-08-23 | 2021-05-04 | 山东省鲁南地质工程勘察院(山东省地勘局第二地质大队) | 一种基于地质检测用土壤筛分装置 |
| CN108837887B (zh) * | 2018-08-27 | 2020-10-27 | 厦门雅众建设集团有限公司 | 一种园林养护用土壤修复预破碎处理装置 |
| CN108906230B (zh) * | 2018-09-18 | 2020-07-14 | 深圳市绿雅生态发展有限公司 | 一种环保型园林落叶用多级粉碎装置 |
| CN110548582A (zh) * | 2019-09-07 | 2019-12-10 | 浙江美壁仪器有限公司 | 高通量组织研磨仪 |
| CN111360271A (zh) * | 2019-12-05 | 2020-07-03 | 张家港宏昌钢板有限公司 | 一种合金仓自动上料、配料系统 |
| CN111014661B (zh) * | 2019-12-05 | 2022-01-07 | 成都众信达机电设备有限公司 | 一种全自动化金属粉末加工设备 |
| CN112091223A (zh) * | 2020-09-23 | 2020-12-18 | 周满奇 | 一种金属粉末冶金自动上料系统及其使用方法 |
| CN115007802B (zh) * | 2022-06-14 | 2023-09-05 | 浙江机电职业技术学院 | 一种高效率的铸造3d打印机自动上砂装置 |
| CN114871428B (zh) * | 2022-07-07 | 2022-09-23 | 徐州威德金属制品有限公司 | 一种金属粉末加工用定量上料装置 |
| CN115090887A (zh) * | 2022-08-26 | 2022-09-23 | 江苏威斯特环保冶金工程有限公司 | 一种操作简单的金属粉末加工下料装置及方法 |
| CN115971498B (zh) * | 2022-12-16 | 2023-12-22 | 博远机电(南通)有限公司 | 一种具有多级研磨功能的磨粉机 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05240689A (ja) * | 1991-03-26 | 1993-09-17 | Sato Seiko Kk | 粉体計量供給装置 |
| DE9406144U1 (de) * | 1994-04-13 | 1995-08-10 | Peters Ag Claudius | Kugelringmühle |
| JPH08277401A (ja) * | 1995-04-06 | 1996-10-22 | Mitsubishi Materials Corp | 粉末成形用金属粉末の見掛密度自動測定装置 |
| JP2003294519A (ja) * | 2002-04-04 | 2003-10-15 | Taisei Kogyo Kk | 連続粉体供給装置における供給量計測方法 |
| CN2640234Y (zh) * | 2003-09-23 | 2004-09-15 | 高德平 | 一种抽板式自动定量投料装置 |
| JP2006136924A (ja) * | 2004-11-12 | 2006-06-01 | Mitsubishi Materials Techno Corp | 粉末成形装置 |
| CN201098626Y (zh) * | 2006-05-31 | 2008-08-13 | 深圳市金奥博科技有限公司 | 工业硝酸铵细碎机 |
| CN201073607Y (zh) * | 2007-05-12 | 2008-06-18 | 绵阳高新区巨子超微科技有限公司 | 机械式环磨粉碎分级机 |
| CN201042852Y (zh) * | 2007-05-18 | 2008-04-02 | 河南中南工业有限责任公司 | 定量装料自动压制装置 |
| CN101066626B (zh) * | 2007-06-05 | 2011-03-23 | 苏光宝 | 粉末压模机的恒量送料装置 |
| CN102489702B (zh) * | 2011-12-12 | 2013-04-03 | 上海平野磁气有限公司 | 全自动磁粉粉末成型压机的定量供料装置 |
| CN102489701B (zh) * | 2011-12-12 | 2013-04-03 | 上海平野磁气有限公司 | 全自动磁粉粉末成型压机 |
| CN202442769U (zh) * | 2012-02-21 | 2012-09-19 | 山东祺龙电子有限公司 | 一种高精度粉体称 |
| CN103128301A (zh) * | 2013-03-26 | 2013-06-05 | 湖南科技学院 | 一种金属粉碎机出料装置 |
| CN203423954U (zh) * | 2013-07-17 | 2014-02-12 | 申建华 | 果树定量施肥机 |
| CN103894604B (zh) * | 2013-11-27 | 2016-01-20 | 南通国谊锻压机床有限公司 | 一种粉末制品加料装置 |
| CN104791537A (zh) * | 2014-01-22 | 2015-07-22 | 宝钢不锈钢有限公司 | 电动油缸阀门定位控制装置 |
| CN204051790U (zh) * | 2014-08-28 | 2014-12-31 | 肖先成 | 竖辊复磨气液压磨粉机 |
| CN104437796B (zh) * | 2014-12-01 | 2016-08-17 | 东莞西典医药科技有限公司 | 一种用于医药及化工原料的粉碎装置 |
| CN104437759B (zh) * | 2014-12-18 | 2017-07-28 | 李广勋 | 组合式有序多道次内分级筛分立式球磨机 |
| CN104827030B (zh) * | 2015-05-29 | 2017-04-26 | 广东盈峰材料技术股份有限公司 | 一种粉末冶金用的自动送料装置 |
| CN204751104U (zh) * | 2015-06-17 | 2015-11-11 | 宁波市镇海恒进电子科技开发有限公司 | 一种粉状物料的间歇式出料装置 |
| CN205096534U (zh) * | 2015-10-27 | 2016-03-23 | 佛山市南海区广工大数控装备协同创新研究院 | 金属粉末材料的称重装置 |
-
2016
- 2016-08-25 CN CN201810027977.0A patent/CN108160993B/zh active Active
- 2016-08-25 CN CN201810027534.1A patent/CN108161015B/zh active Active
- 2016-08-25 CN CN201810027978.5A patent/CN108160994B/zh active Active
- 2016-08-25 CN CN201610721625.6A patent/CN106238730B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108160994A (zh) | 2018-06-15 |
| CN106238730A (zh) | 2016-12-21 |
| CN108160993B (zh) | 2019-11-29 |
| CN108161015A (zh) | 2018-06-15 |
| CN108160993A (zh) | 2018-06-15 |
| CN106238730B (zh) | 2018-03-20 |
| CN108160994B (zh) | 2019-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108161015B (zh) | 一种金属粉末冶金自动上料装置用粉碎装置 | |
| CN108145152B (zh) | 一种成型装置 | |
| CN109909021B (zh) | 一种用于煤化工产业的研磨均匀的高效型球磨机 | |
| CN113843935A (zh) | 一种耐磨材料成型设备 | |
| CN113856872B (zh) | 一种脱硫脱硝催化剂研磨系统及研磨方法 | |
| CN202668376U (zh) | 砂轮回转式多工位成型机投、搅料装置 | |
| CN208245737U (zh) | 一种树脂砂生产装置 | |
| CN110497526A (zh) | 一种混凝土制备设备 | |
| CN205888927U (zh) | 全自动回转式多工位砂轮成型机 | |
| CN201685493U (zh) | 新型宝塔纸管全自动拉毛机组 | |
| CN202028548U (zh) | 一种用于滚针、滚柱及滚子的长度分组机 | |
| CN205204060U (zh) | 一种用于石英石板材制造的物料混合输送装置 | |
| CN113289746A (zh) | 一种自动研磨导料机构 | |
| CN204711867U (zh) | 一种砂轮生产上料系统 | |
| CN209080983U (zh) | 一种定量圆盘给料机 | |
| CN207056662U (zh) | 一种双层破碎装置 | |
| CN218317444U (zh) | 一种耐火材料用定量给料装置 | |
| CN216988554U (zh) | 一种耐火材料制备用多级物料筛分输送装置 | |
| CN220143241U (zh) | 一种研磨颗粒混料装置 | |
| CN217808781U (zh) | 一种水玻璃窑炉连续输料装置 | |
| CN204711857U (zh) | 砂轮生产上料匀料装置 | |
| CN210115788U (zh) | 一种用于粉末冶金的研磨装置 | |
| CN220409155U (zh) | 一种用于干袋等静压成型机的旋转布料器及该成型机 | |
| CN214080631U (zh) | 一种不锈钢阀板双斜面去毛刺机 | |
| CN214642916U (zh) | 砂轮磨料定量称重装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20200302 Address after: 262700 no.1339, Wenmiao street, Wenjia street, Shouguang City, Weifang City, Shandong Province Applicant after: Shandong Jingyue Metallurgical Technology Co., Ltd Address before: 266011 Unit 201, No. 22, No. A, No. 4, Kaiping Road, North District, Qingdao City, Shandong Province Applicant before: Liang Yipi |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |