WO2017188174A1 - ポリイミドフィルム積層体 - Google Patents
ポリイミドフィルム積層体 Download PDFInfo
- Publication number
- WO2017188174A1 WO2017188174A1 PCT/JP2017/016155 JP2017016155W WO2017188174A1 WO 2017188174 A1 WO2017188174 A1 WO 2017188174A1 JP 2017016155 W JP2017016155 W JP 2017016155W WO 2017188174 A1 WO2017188174 A1 WO 2017188174A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyimide film
- coupling agent
- silane coupling
- film
- polyimide
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/026—Chemical pre-treatments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/45—Joining of substantially the whole surface of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/101—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/105—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/04—Insulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/14—Semiconductor wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
Definitions
- the present invention relates to a laminate obtained by bonding a plurality of polyimide films, and more particularly to a laminate of polyimide films having high heat resistance.
- Polyimide film has very little change in physical properties over a wide temperature range from -269 ° C to 300 ° C, so its application and applications in the electric and electronic fields are expanding.
- the electric field for example, it is used for coil insulation of vehicle motors, industrial motors, etc., insulation of aircraft electric wires and superconducting wires.
- the electronic field for example, it is used for a flexible printed circuit board, a base film of a film carrier for semiconductor mounting, and the like.
- the polyimide film is widely used in the electric / electronic field as a highly reliable film among various functional polymer films.
- the polyimide film is mainly manufactured by solution casting by casting, and it is difficult to produce a thick film due to its manufacturing method, or the productivity is extremely inferior.
- a polyimide board is proposed in which thermoplastic polyimide films having a relatively low glass transition point are directly heat-pressed without using an adhesive. This polyimide board did not satisfy the dimensional stability, mechanical properties (flexural modulus), and adhesion required when used as a ceramic and glass substitute. Furthermore, it has been pointed out that when the thickness is increased, the adhesiveness is further lowered and the warpage is increased. (See Patent Document 1)
- thermoplastic adhesive consisting of at least one of polyimide siloxane and epoxy resin, bismaleimide-triazine resin, bismaleimide resin, cyanate resin, or acrylate resin.
- thermocompression-bonding multilayer polyimide films surface layer: thermoplastic polyimide, base layer: non-thermoplastic polyimide
- this polyimide board did not satisfy the mechanical properties (flexural modulus) and dimensional stability.
- This invention makes it the subject to provide the polyimide film laminated body which is excellent in dimensional stability, a mechanical characteristic (bending elastic modulus), heat resistance, and also excellent in impact strength as a ceramic and glass substitute material.
- the present invention has the following configuration.
- It has a structure in which a plurality of polyimide film layers and silane coupling agent condensate layers are alternately stacked, each polyimide film layer has a thickness of 3 ⁇ m or more and 250 ⁇ m or less, and the initial adhesive strength between the polyimide film layers is It is 0.1 N / cm or more and 20 N / cm or less in the 90-degree peeling method, and the adhesive strength between polyimide film layers after heating at 400 ° C. for 15 minutes is 20% or more and 200% or less of the initial adhesive strength.
- a polyimide film laminate has a structure in which a plurality of polyimide film layers and silane coupling agent condensate layers are alternately stacked, each polyimide film layer has a thickness of 3 ⁇ m or more and 250 ⁇ m or less, and the initial adhesive strength between the polyimide film layers is It is 0.1 N / cm or more and 20 N / cm or less in the 90-degree peeling method, and the adhesive
- the polyimide film using the coupling
- the thickness of the silane coupling agent is extremely thin and hardly affects the macroscopic physical properties of the laminate.
- the absolute amount of silane coupling agent is extremely small, the amount of low molecular components generated during condensation of the silane coupling agent and decomposition products generated when exposed to high temperatures is small, so that the solid solution forms in the polyimide film layer. ⁇ Because it is absorbed, no blistering occurs.
- the new active groups that are generated as a result of the decomposition are highly reactive, so new bonds with the active part of the polyimide film layer surface in parallel with the decomposition. As a result, peeling between the polyimide film layers does not proceed even when exposed to high temperatures. Due to the above effects, the polyimide film laminate is excellent in dimensional stability, mechanical properties (flexural modulus) and heat resistance, which is impossible with conventional polyimide boards, and can be substituted for inorganic materials such as ceramics and glass. . Furthermore, since the polyimide laminate in the present invention is excellent in impact resistance, it can also be applied to sites where it has been difficult to apply inorganic materials such as ceramics and glass.
- the silane coupling agent in the present invention refers to a compound having silicon element in the molecule, physically and chemically interposing between polyimide films, and enhancing the adhesive force between the two.
- the silane coupling agent include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, N-2- ( Aminoethyl) -3-aminopropyltriethoxysilane, 3-aminopropyltrimethoxysilane, 3-aminopropyltriethoxysilane, 3-triethoxysilyl-N- (1,3-dimethyl-butylidene) propylamine, 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, 3-glycidoxypropyltrime
- silane coupling agents that can be used in the present invention include n-propyltrimethoxysilane, butyltrichlorosilane, 2-cyanoethyltriethoxysilane, cyclohexyltrichlorosilane, decyltrichlorosilane, diacetoxydimethylsilane, Ethoxydimethylsilane, dimethoxydimethylsilane, dimethoxydiphenylsilane, dimethoxymethylphenylsilane, dodecyltrichlorosilane, dodecyltrimethoxysilane, ethyltrichlorosilane, hexyltrimethoxysilane, octadecyltriethoxysilane, octadecyltrimethoxysilane, n-octyltrichlorosilane , N-octyltrie
- alkoxysilanes such as tetramethoxysilane and tetraethoxysilane may be appropriately added to the silane coupling agent.
- silane coupling agent when other alkoxylanes such as tetramethoxysilane, tetraethoxylane, etc. are added to the silane coupling agent as appropriate or not, mixing and heating operations are added to slightly react. It may be used after it has been advanced.
- the silane coupling agent preferably used in the present invention is preferably a silane coupling agent having a chemical structure having one silicon atom per molecule of the coupling agent.
- particularly preferred silane coupling agents include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, N-2 -(Aminoethyl) -3-aminopropyltriethoxysilane, 3-aminopropyltrimethoxysilane, 3-aminopropyltriethoxysilane, 3-triethoxysilyl-N- (1,3-dimethyl-butylidene) propylamine, 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, 3-glycidoxypropyltrimethoxysi
- the silane coupling agent treatment refers to a treatment for forming a thin film layer made of a silane coupling agent or a condensate of a silane coupling agent on the surface of an object.
- the silane coupling agent treatment in general, the silane coupling agent is made into a solution such as alcohol and applied to the object, or the object is applied to the silane coupling agent solution by means such as immersion, and then dried and heated to give silane. By condensing the coupling agent to the surface of the object while chemically condensing.
- a spin coating method, a spray coating method, a capillary coating method, a dip method, or the like is generally used as a method for applying the silane coupling agent.
- the silane coupling agent treatment is performed on one side or both sides of the polyimide film as necessary.
- coating process can be performed via a gaseous phase.
- Dissolving the gas phase is a method in which a polyimide film is exposed to a vaporized silane coupling agent.
- Vaporization refers to a state in which a vapor of a silane coupling agent, that is, a substantially gaseous silane coupling agent or a particulate silane coupling agent is present.
- the exposure means that the polyimide film is brought into contact with the vaporized atmosphere containing the silane coupling agent. Since the silane coupling agent has a constant vapor pressure, there is a certain amount of the silane coupling agent in a gaseous state even in a room temperature atmosphere.
- the silane coupling agent in a liquid state is heated to a temperature from 40 ° C. to the boiling point of the silane coupling agent, a vapor with a higher concentration of the silane coupling agent can be obtained.
- the vaporized silane coupling agent may be mist due to the dew point, and may exist in a fine particle state in the gas. Such a state can also be used in the present invention.
- an operation for increasing the vapor density can be added by manipulating the temperature and pressure.
- the boiling point of the silane coupling agent varies depending on the chemical structure, but is generally in the range of 100 to 250 ° C. However, heating at 200 ° C. or higher is not preferable because it may cause a side reaction on the organic group side of the silane coupling agent.
- the environment for heating the silane coupling agent may be under pressure, at about normal pressure, or under reduced pressure, but is preferably at about normal pressure or under reduced pressure in order to promote vaporization of the silane coupling agent. Since many silane coupling agents are flammable liquids, it is preferable to perform the vaporizing operation in an airtight container, preferably after replacing the inside of the container with an inert gas. However, from the viewpoint of improving production efficiency and reducing production equipment prices, it is desirable to apply a silane coupling agent in an environment that does not use vacuum.
- the silane coupling agent deposition method that does not use vacuum in the present invention is not to use a vacuum only at the time of deposition.
- a polyimide film is set in a normal atmosphere and then replaced with a carrier gas to replace the silane coupling agent. Is performed at a substantially atmospheric pressure until the time when the silane coupling agent is returned to the state without the silane coupling agent.
- the time for exposing the polyimide film to the silane coupling agent is not particularly limited, but it is within 60 minutes, preferably within 20 minutes, and more preferably within 10 minutes.
- the exposure time is a process design value determined by the relationship between the concentration of the silane coupling agent and the required amount of silane coupling agent applied.
- the lower limit of the exposure time is not particularly limited, but it is preferable to provide a time of about 10 seconds or more, preferably about 30 seconds or more, in order to reduce the unevenness of the coating amount produced industrially.
- the polyimide film temperature during exposure of the polyimide film to the silane coupling agent is controlled to an appropriate temperature between -50 ° C. and 200 ° C. depending on the type of silane coupling agent and the desired thickness of the silane coupling agent layer. It is preferable.
- the polyimide film exposed to the silane coupling agent is preferably heated to 70 ° C. to 200 ° C., more preferably 75 ° C. to 150 ° C. after exposure. By such heating, the hydroxyl group on the surface of the polyimide film reacts with the alkoxy group or silazane group of the silane coupling agent, and the silane coupling agent treatment is completed.
- the time required for heating is about 10 seconds to 10 minutes.
- the coupling agent may be deteriorated. If it is too short, the treatment effect cannot be obtained. If the substrate temperature being exposed to the silane coupling agent is already 80 ° C. or higher, the subsequent heating can be omitted.
- the silane coupling agent application surface of the polyimide film is held downward and exposed to the silane coupling agent vapor.
- the polyimide film coating surface inevitably faces upwards before and after coating, so there is a possibility that floating foreign substances and the like in the work environment will deposit on the inorganic substrate surface. I can't deny it.
- the polyimide film can be held downward. It is possible to greatly reduce the adhesion of foreign substances in the environment.
- the gas containing the vaporized silane coupling agent when the gas containing the vaporized silane coupling agent is introduced into the room where the gas is exposed to the polymer substrate, the gas is once separated into two or more, and the two or more gases collide in the room. It is also effective to generate a turbulent flow to make the silane coupling agent distribution uniform.
- a method of vaporizing the silane coupling agent there may be a method of generating bubbles by introducing a gas into the silane coupling agent liquid in addition to evaporation by heating. This is hereinafter referred to as bubbling. For bubbling, simply put the piping through which the gas passes into the silane coupling agent solution, attach a porous body to the end of the piping to generate many fine bubbles, superimpose ultrasonic waves, and vaporize Those that prompt are also effective.
- the vaporized silane coupling agent may be charged. Utilizing this effect, many silane coupling agents can be deposited in a short period of time by applying an electric field to the film during exposure, and the silane coupling agent has kinetic energy, so the deposited film becomes an island film. Can be suppressed. Further, it is known that when the carrier gas used contains moisture, the reaction between the moisture and the silane coupling agent starts. For this reason, it is effective that the dew point is low. Desirably, the dew point is 15 ° C. or less, more desirably 10 ° C. or less, and further desirably 5 ° C. or less.
- Silane coupling agent layer The number of silicon-containing foreign matters having a major axis of 10 ⁇ m or more present in the silane coupling agent layer of the laminated polyimide film is 2000 pieces / m 2 or less, preferably 1000 pieces / m 2 or less, more preferably 500 pieces / m 2 or less. Is a preferred form of the invention. In addition, the number of foreign substances containing silicon can be achieved by combining the above operations.
- the amount of the silane coupling agent applied depends on the thickness of the silane coupling agent condensate layer. If the coupling agent layer is too thick, the amount of decomposition products generated upon exposure to high temperatures increases, which may hinder adhesion between polyimide films.
- the thickness of the silane coupling agent condensate layer of the present invention is preferably 5 nm or more and 1000 nm or less, and more preferably 5 nm or more and 300 nm or less. Furthermore, the upper limit of the thickness is preferably less than 200 nm, preferably 150 nm or less, more preferably 100 nm or less, more preferably 50 nm or less, still more preferably 30 nm or less.
- the film thickness of the silane coupling agent condensate layer is obtained by polishing the cross section in the direction perpendicular to the film surface of the polyimide film laminate, making an ultrathin section with a microtome, taking a cross-sectional photograph with a transmission electron microscope, and measuring the measured value. It calculated
- the thickness of the polyimide film of the present invention is preferably 3 ⁇ m or more, and more preferably 11 ⁇ m or more.
- the upper limit of the thickness of the polyimide film is not particularly limited, but is preferably 250 ⁇ m or less, more preferably 150 ⁇ m or less, and still more preferably 90 ⁇ m or less, as required for a flexible electronic device.
- the area of the polyimide film of the present invention is preferably a large area from the viewpoint of production efficiency and cost of the laminate and flexible electronic device. It is preferably 1000 cm 2 or more, more preferably 1500 cm 2 or more, and further preferably 2000 cm 2 or more.
- aromatic polyimide alicyclic polyimide, polyamideimide, polyetherimide, or the like can be used as the polyimide film.
- a polyimide film is obtained by applying a polyamic acid (polyimide precursor) solution obtained by reacting diamines and tetracarboxylic acids in a solvent to a polyimide film support and drying it to obtain a green film (“precursor film”).
- a polyamic acid film or a “polyamic acid film”), and further, a green film is subjected to a high temperature heat treatment on a support for forming a polyimide film or in a state of being peeled from the support to cause a dehydration ring-closing reaction.
- diamine which comprises a polyamic acid there is no restriction
- combination can be used.
- aromatic diamines are preferable, and among aromatic diamines, aromatic diamines having a benzoxazole structure are more preferable.
- aromatic diamines having a benzoxazole structure are used, it is possible to develop a high elastic modulus, a low heat shrinkage, and a low linear expansion coefficient as well as a high heat resistance.
- Diamines may be used alone or in combination of two or more.
- the aromatic diamine having a benzoxazole structure is not particularly limited.
- aromatic diamine other than the aromatic diamine having the benzoxazole structure described above examples include 2,2′-dimethyl-4,4′-diaminobiphenyl, 1,4-bis [2- (4-aminophenyl). ) -2-propyl] benzene (bisaniline), 1,4-bis (4-amino-2-trifluoromethylphenoxy) benzene, 2,2′-ditrifluoromethyl-4,4′-diaminobiphenyl, 4,4 '-Bis (4-aminophenoxy) biphenyl, 4,4'-bis (3-aminophenoxy) biphenyl, bis [4- (3-aminophenoxy) phenyl] ketone, bis [4- (3-aminophenoxy) phenyl ] Sulfide, bis [4- (3-aminophenoxy) phenyl] sulfone, 2,2-bis [4- (3-aminophenoxy) phenyl] propane, 2,2-bis [
- Examples of the aliphatic diamines include 1,2-diaminoethane, 1,4-diaminobutane, 1,5-diaminopentane, 1,6-diaminohexane, 1,8-diaminooctane, and the like.
- Examples of the alicyclic diamines include 1,4-diaminocyclohexane, 4,4′-methylenebis (2,6-dimethylcyclohexylamine), and the like.
- the total amount of diamines other than aromatic diamines is preferably 20% by mass or less, more preferably 10% by mass or less, and still more preferably 5% by mass or less of the total diamines. It is.
- the aromatic diamine is preferably 80% by mass or more of the total diamines, more preferably 90% by mass or more, and still more preferably 95% by mass or more.
- the tetracarboxylic acids constituting the polyamic acid include aromatic tetracarboxylic acids (including acid anhydrides), aliphatic tetracarboxylic acids (including acid anhydrides), and alicyclic tetracarboxylic acids that are commonly used for polyimide synthesis. Acids (including acid anhydrides thereof) can be used. Among them, aromatic tetracarboxylic acid anhydrides and alicyclic tetracarboxylic acid anhydrides are preferable, aromatic tetracarboxylic acid anhydrides are more preferable from the viewpoint of heat resistance, and alicyclic from the viewpoint of light transmittance. Group tetracarboxylic acids are more preferred.
- anhydride structures in the molecule may be one or two, but those having two anhydride structures (dianhydrides) are preferred. Good. Tetracarboxylic acids may be used alone or in combination of two or more.
- alicyclic tetracarboxylic acids examples include cyclobutanetetracarboxylic acid, 1,2,4,5-cyclohexanetetracarboxylic acid, 3,3 ′, 4,4′-bicyclohexyltetracarboxylic acid and the like.
- Carboxylic acids and their acid anhydrides are mentioned.
- dianhydrides having two anhydride structures for example, cyclobutanetetracarboxylic dianhydride, 1,2,4,5-cyclohexanetetracarboxylic dianhydride, 3,3 ′, 4,4 '-Bicyclohexyltetracarboxylic dianhydride and the like) are preferred.
- alicyclic tetracarboxylic acids may be used independently and may use 2 or more types together.
- the alicyclic tetracarboxylic acids are, for example, preferably 80% by mass or more of all tetracarboxylic acids, more preferably 90% by mass or more, and further preferably 95% by mass or more.
- aromatic tetracarboxylic acids are not particularly limited, but are preferably pyromellitic acid residues (that is, those having a structure derived from pyromellitic acid), and more preferably acid anhydrides thereof.
- aromatic tetracarboxylic acids include pyromellitic dianhydride, 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride, 4,4′-oxydiphthalic dianhydride, 3 , 3 ′, 4,4′-benzophenone tetracarboxylic dianhydride, 3,3 ′, 4,4′-diphenylsulfone tetracarboxylic dianhydride, 2,2-bis [4- (3,4-di Carboxyphenoxy) phenyl] propanoic anhydride and the like.
- the aromatic tetracarboxylic acids are, for example, preferably 80% by mass or more, more preferably 90% by mass or more, and still more preferably 95% by mass or more of all tetracarboxylic acids.
- the polyimide film of the present invention preferably has a glass transition temperature of 250 ° C. or higher, preferably 300 ° C. or higher, more preferably 350 ° C. or higher, or no glass transition point observed in the region of 500 ° C. or lower.
- the glass transition temperature in the present invention is determined by differential thermal analysis (DSC).
- the linear expansion coefficient (CTE) of the polyimide film of the present invention is preferably ⁇ 5 ppm / K to +20 ppm / K, more preferably ⁇ 5 ppm / K to +15 ppm / K, and further preferably 1 ppm / K to +10 ppm. / K.
- CTE linear expansion coefficient
- the linear expansion coefficient of the polyimide film in the present invention uses an average value between 30 and 200 ° C.
- the temperature range of interest varies depending on the application, and in consideration of the process at a high temperature
- the range of 30 ° C. to 400 ° C. it may be in the range of 100 ° C. to 400 ° C.
- the operating temperature range is ⁇ 50 ° C. to 150 ° C. In some cases, the temperature range may be emphasized.
- the breaking strength of the polyimide film in the present invention is 60 MPa or more, preferably 120 MP or more, more preferably 240 MPa or more.
- the upper limit of the breaking strength is not limited, but is practically less than about 1000 MPa.
- the breaking strength of the polyimide film refers to an average value in the length direction and the width direction of the polyimide film.
- the thickness unevenness of the polyimide film in the present invention is preferably 20% or less, more preferably 12% or less, still more preferably 7% or less, and particularly preferably 4% or less. When the thickness unevenness exceeds 20%, it tends to be difficult to apply to narrow portions.
- the thickness unevenness of a film can be calculated
- pieces positions from a film to be measured at random with a contact-type film thickness meter, measuring film thickness. Film thickness spots (%) 100 x (maximum film thickness-minimum film thickness) ⁇ average film thickness
- the polyimide film in the present invention is preferably a roll-shaped polyimide wound around a winding core in the form of being wound as a long polyimide film having a width of 300 mm or more and a length of 10 m or more at the time of production.
- a film form is more preferable.
- a lubricant in the polyimide film, in order to ensure handling and productivity, it is preferable to add and contain a lubricant (particles) in the film to give fine unevenness to the polyimide film surface to ensure slipperiness.
- the lubricant (particles) are preferably fine particles made of an inorganic substance, such as metals, metal oxides, metal nitrides, metal carbonides, metal acid salts, phosphates, carbonates, talc, mica, clay, and others. Particles made of clay minerals and the like can be used.
- metal oxides such as silicon oxide, calcium phosphate, calcium hydrogen phosphate, calcium dihydrogen phosphate, calcium pyrophosphate, hydroxyapatite, calcium carbonate, glass filler, phosphates, and carbonates can be used. Only one type of lubricant may be used, or two or more types may be used.
- the volume average particle diameter of the lubricant (particles) is usually 0.001 to 10 ⁇ m, preferably 0.03 to 2.5 ⁇ m, more preferably 0.05 to 0.7 ⁇ m, still more preferably 0.05 to 0.3 ⁇ m.
- the volume average particle diameter is based on a measurement value obtained by a light scattering method. If the particle diameter is smaller than the lower limit, industrial production of the polyimide film becomes difficult. If the particle diameter exceeds the upper limit, the unevenness of the surface becomes too large and the pasting strength becomes weak, which may cause practical problems.
- the addition amount of the lubricant is 0.02 to 50% by mass, preferably 0.04 to 3% by mass, more preferably 0.08 to 1.2% as the addition amount with respect to the polymer component in the polyimide film. % By mass. If the amount of the lubricant added is too small, it is difficult to expect the effect of the lubricant addition, and there is a case that the slipperiness is not secured so much that the polyimide film production may be hindered. Even if the sliding property is ensured, the smoothness may be lowered, the polyimide film may have a breaking strength and a breaking elongation, and the CTE may be raised.
- a lubricant When a lubricant (particle) is added to and contained in a polyimide film, it may be a single-layer polyimide film in which the lubricant is uniformly dispersed.
- one surface is composed of a polyimide film containing a lubricant, Even if the other surface does not contain or contains a lubricant, it may be a lubricant concentration gradient type polyimide film composed of a polyimide film having a small amount of lubricant.
- a lubricant concentration gradient type film fine irregularities are given to the surface of one layer (film), and slipperiness can be ensured by the layer (film), and good handling properties and productivity can be obtained. It can be secured.
- a lubricant-gradient-type polyimide film is formed into a film using a polyimide film raw material that does not contain a lubricant, and is placed on the process at least on one side of the film. It can be obtained by applying a resin layer containing a lubricant.
- film formation is performed using a polyimide film raw material containing a lubricant, and during the process, or after film formation is completed, a polyimide film raw material not containing a lubricant may be applied to obtain a film. I can do it.
- a polyimide film obtained by using a solution casting method such as a polyimide film.
- a polyamic acid solution polyimide precursor solution
- a lubricant preferably an average particle diameter of 0.05 to 2.
- .About.5 ⁇ m is contained in an amount of 0.02 to 50% by mass (preferably 0.04 to 3% by mass, more preferably 0.08 to 1.2% by mass) based on the solid content of the polymer in the polyamic acid solution.
- the polyamic acid solution and no lubricant or a small amount thereof preferably less than 0.02% by mass, more preferably less than 0.01% by mass with respect to the solid content of the polymer in the polyamic acid solution). It can be produced by using two kinds of polyamic acid solutions.
- the method of making the lubricant concentration gradient type (lamination) of the lubricant concentration gradient type polyimide film is not particularly limited as long as there is no problem in the adhesion between the two layers, and it adheres without using an adhesive layer or the like. I just need it.
- a polyimide film for example, i) a method in which one polyimide film is produced and then the other polyamic acid solution is continuously applied onto the polyimide film to imidize, and ii) one polyamic acid solution is cast.
- the other polyamic acid solution is continuously applied onto the polyamic acid film and then imidized, iii) a method by co-extrusion, iv) a lubricant is not contained or the content thereof is
- An example is a method of imidizing a polyamic acid solution containing a large amount of a lubricant on a film formed with a small amount of a polyamic acid solution by spray coating, T-die coating, or the like.
- the ratio of the thickness of each layer in the gradient lubricant type polyimide film is not particularly limited, but the polymer layer containing a large amount of the lubricant (a) is a layer, does not contain the lubricant, or its content is small.
- the polymer layer is the (b) layer
- the (a) layer / (b) layer is preferably 0.05 to 0.95. If the (a) layer / (b) layer exceeds 0.95, the smoothness of the (b) layer tends to be lost. On the other hand, if it is less than 0.05, the effect of improving the surface properties is insufficient and the slipperiness is lost. May be.
- the polyimide film used in the present invention is preferably subjected to a surface activation treatment.
- a surface activation treatment By this surface activation treatment, the polyimide film surface is modified to a state in which a functional group exists (so-called activated state), and the affinity with the silane coupling agent is improved.
- the surface activation treatment in the present invention is a dry or wet surface treatment.
- As the dry treatment of the present invention treatment of irradiating active energy rays such as ultraviolet rays, electron beams, and X-rays on the surface, corona treatment, vacuum plasma treatment, atmospheric pressure plasma treatment, flame treatment, and intro treatment can be used. .
- the wet treatment examples include a treatment in which the film surface is brought into contact with an acid or alkali solution.
- the surface activation treatment preferably used in the present invention is a plasma treatment, which is a combination of a plasma treatment and a wet acid treatment.
- the plasma treatment is not particularly limited, but includes RF plasma treatment in vacuum, microwave plasma treatment, microwave ECR plasma treatment, atmospheric pressure plasma treatment, corona treatment, etc., gas treatment containing fluorine, ion Includes ion implantation using a source, treatment using PBII, flame treatment exposed to thermal plasma, and intro treatment.
- RF plasma treatment, microwave plasma treatment, and atmospheric pressure plasma treatment in vacuum are preferable.
- Appropriate conditions for the plasma treatment are oxygen plasma, plasma containing fluorine such as CF4, C2F6, etc., which are known to have a high etching effect, or physical, such as Ne, Ar, Kr, Xe, or plasma. It is desirable to use plasma with a high effect of applying physical energy to the polymer surface and physically etching it. It is also preferable to add plasma such as CO 2 , CO, H 2 , N 2 , NH 4 , and CH 4 , a mixed gas thereof, and further water vapor.
- plasma such as CO 2 , CO, H 2 , N 2 , NH 4 , and CH 4 , a mixed gas thereof, and further water vapor.
- OH, N 2 , N, CO, CO 2 , H, H 2 , O 2 NH, NH 2 , NH 3 , COOH, NO, NO 2 , He, Ne, Ar, Kr, Xe, CH 2 O, Si (OCH 3 ) 4 , Si (OC 2 H 5 ) 4 , C 3 H 7 Si (OCH 3 ) 3 , C 3 H 7 Si (OC 2 H 5 ) 3 , etc.
- plasma with high plasma energy density, high kinetic energy of ions in plasma, or plasma with high number density of active species is desirable.
- Such surface activation treatment cleans the polymer surface and produces more active functional groups.
- the generated functional group is bonded to the coupling agent layer by hydrogen bonding or chemical reaction, and the polyimide film layer and the coupling agent layer can be firmly bonded.
- an effect of etching the polyimide film surface can also be obtained.
- protrusions due to the lubricant may inhibit the adhesion between the film and the inorganic substrate.
- the polyimide film surface is thinly etched by plasma treatment to expose part of the lubricant particles and then treated with hydrofluoric acid, the lubricant particles near the film surface can be removed.
- the surface activation treatment may be performed only on one side of the polyimide film or on both sides.
- plasma treatment it is possible to perform plasma treatment only on the side of the polyimide film that is not in contact with the electrode by placing the polyimide film in contact with the electrode on one side in the plasma treatment with parallel plate electrodes. it can.
- a polyimide film is placed in a state where it is electrically floated in the space between the two electrodes, plasma treatment can be performed on both sides.
- single-sided processing becomes possible by performing plasma processing in the state which stuck the protective film on the single side
- a protective film a PET film with an adhesive or an olefin film can be used as a protective film.
- stacked alternately is obtained by bonding a polyimide film through a silane coupling agent layer.
- the lamination of the polyimide film is by overlapping and pressurizing the polyimide film so that the surface treated with the silane coupling agent is disposed between the polyimide film layers.
- a combination of pressurization and heating is effective.
- the pressurizing process may be performed, for example, by heating a press, a laminate, a roll laminate or the like in an atmospheric pressure atmosphere or in a vacuum. A method of heating under pressure in a flexible bag can also be applied. From the viewpoint of improving productivity and reducing the processing cost brought about by high productivity, press or roll lamination in an air atmosphere is preferable, and a method using rolls (roll lamination or the like) is particularly preferable.
- the pressure during the pressure treatment is preferably 1 MPa to 20 MPa, more preferably 3 MPa to 10 MPa. If the pressure is too high, the support may be damaged. If the pressure is too low, a non-adhering part may be produced, resulting in insufficient adhesion.
- the temperature during the pressure treatment is within a range not exceeding the heat resistance temperature of the polyimide film to be used. In the case of a non-thermoplastic polyimide film, treatment at 10 ° C. to 400 ° C., more preferably 150 ° C. to 350 ° C. is preferable.
- the pressure treatment can be performed in an atmospheric pressure atmosphere as described above, but is preferably performed under vacuum in order to obtain a stable adhesive strength on the entire surface.
- the degree of vacuum by a normal oil rotary pump is sufficient, and about 10 Torr or less is sufficient.
- an apparatus that can be used for pressure heat treatment for example, “11FD” manufactured by Imoto Seisakusho can be used to perform pressing in a vacuum, and a roll-type film laminator in vacuum or a vacuum is used.
- “MVLP” manufactured by Meiki Seisakusho Co., Ltd. can be used to perform vacuum laminating such as a film laminator that applies pressure to the entire glass surface at once with a thin rubber film.
- the pressure treatment can be performed separately in a pressure process and a heating process.
- the polyimide film and the inorganic substrate are pressurized (preferably about 0.2 to 50 MPa) at a relatively low temperature (eg, a temperature of less than 120 ° C., more preferably 95 ° C. or less) to ensure adhesion between the two.
- a relatively low temperature eg, a temperature of less than 120 ° C., more preferably 95 ° C. or less
- a relatively high temperature at normal pressure for example, 120 ° C. or more, more preferably 120 to 250 ° C., further preferably 150 to 230 ° C.
- the adhesive strength between the polyimide film layers of the polyimide film laminate in the present invention is 0.1 N / cm or more and 20 N / cm or less, preferably 0.1 N / cm or more and 10 N / cm in the 90-degree peeling method. More preferably, it is 0.15 N / cm or more and 6 N / cm. Moreover, the adhesive strength between the polyimide film layers after heating at 400 ° C. for 15 minutes according to the present invention is 20% or more and 200% or less of the initial adhesive strength. According to the manufacturing method shown in the present invention, a polyimide film laminate satisfying such performance can be obtained.
- the heat treatment uses a muffle furnace heated to 400 ° C as a nitrogen atmosphere by flowing nitrogen gas.
- the test material is put into the muffle furnace with the opening time of the muffle furnace within 5 seconds, and the muffle furnace door is opened after a predetermined time. After natural cooling with air, the measurement was performed in the same manner as in the initial stage at room temperature and atmospheric pressure.
- CTE Linear expansion coefficient
- MD direction flow direction
- TD direction width direction
- the intervals are 30 ° C. to 45 ° C., 45 ° C. to 60 ° C., and 15 ° C.
- the expansion / contraction ratio / temperature was measured, and this measurement was performed up to 300 ° C., and the average value of all the measured values was calculated as CTE.
- Average particle size of inorganic particles Inorganic particles to be measured are dispersed in a solvent as described below, and the particle size distribution is obtained with a laser scattering particle size distribution analyzer LB-500 manufactured by HORIBA, Ltd. The weight (volume) average particle size and CV value was calculated.
- Coupling agent condensate layer thickness The film thickness of the silane coupling agent condensate layer was determined by polishing the cross section in the direction perpendicular to the film surface of the polyimide film laminate into ultra-thin sections using a microtome, and using a transmission electron microscope. A cross-sectional photograph was taken, and the actual measurement value was calculated by back calculation from the magnification.
- Izod impact strength (no notch) The impact strength of the test piece was evaluated according to the method defined in JIS K7110. The measurement temperature was 23 ° C. The specimen size was the same as the sample for measuring the flexural modulus.
- the polyamic acid solution V1 obtained above was applied to the final film thickness (imide) on the smooth surface (non-lubricant surface) of a long polyester film (“A-4100” manufactured by Toyobo Co., Ltd.) having a width of 1050 mm using a slit die.
- the film thickness after conversion was 25 ⁇ m, dried at 105 ° C. for 20 minutes, and then peeled from the polyester film to obtain a self-supporting polyamic acid film having a width of 920 mm.
- the obtained self-supporting polyamic acid film was heated stepwise in a temperature range of 150 ° C. to 420 ° C. with a pin tenter (first stage 180 ° C.
- the polyamic acid solution V2 obtained above was used to obtain a polyamic acid film by the same method, and then the first stage 150 ° C. ⁇ 5 minutes and the second stage 220 ° C. ⁇ 5 minutes, 3rd stage 485 ° C. ⁇ 10 minutes) was subjected to heat treatment to imidize, and pin grip portions at both ends were dropped by slits to obtain a long polyimide film F2 (1000 m roll) having a width of 850 mm. Table 1 shows the characteristics of the obtained film F2.
- the obtained self-supporting polyamic acid film was subjected to heat treatment with a pin tenter and subjected to imidization by performing heat treatment at the first stage 180 ° C. ⁇ 5 minutes, the second stage 220 ° C. ⁇ 5 minutes, the third stage 495 ° C. ⁇ 10 minutes,
- the pin grip portions at both ends were dropped with a slit to obtain a long polyimide film F3 (1000 m roll) having a width of 850 mm.
- the properties of the obtained film F3 are shown in Table 1.
- F4 Kapton 100EN (Toray DuPont polyimide film, thickness 25 ⁇ m)
- F5 Upilex 50S (Ube Industries, Ltd. polyimide film, thickness 50 ⁇ m)
- F6 Apical NPI (Kaneka Corporation polyimide film, thickness 125 ⁇ m)
- F7 Pomilan N (Arakawa Chemical Co., Ltd. polyimide film, thickness 38 ⁇ m)
- F8 Bexter CTZ (Kuraray Co., Ltd. liquid crystal polymer film, thickness 75 ⁇ m)
- a vacuum plasma treatment was performed on the polyimide film.
- the vacuum plasma treatment uses an apparatus for single-wafer glass, a metal mask is placed on the surface of the glass treated with the silane coupling agent, the apparatus is set in the apparatus, the inside of the vacuum chamber is evacuated to 1 ⁇ 10 ⁇ 3 Pa or less, and vacuum is applied.
- Argon gas was introduced into the chamber, and plasma treatment of argon gas was performed on the glass plate surface for 20 seconds under the conditions of a discharge power of 100 W and a frequency of 15 kHz.
- ⁇ Silane coupling agent treatment example 1> Using the apparatus for generating the silane coupling agent vapor schematically shown in FIG. 1, the polyimide film was treated with the silane coupling agent under the following conditions.
- the polyimide film was held on a stainless steel frame having an opening of 370 mm ⁇ 470 mm, and held vertically in a chamber into which silane coupling agent vapor was introduced.
- KBM-903 manufactured by Shin-Etsu Chemical Co., Ltd .: 3-aminopropyltrimethoxysilane
- the nitrogen gas containing the generated silane coupling agent vapor was introduced into the chamber through a pipe, and both sides of the polyimide film were exposed to the gas for 20 minutes. Thereafter, the film was taken out of the chamber and heated in a clean dry oven at 110 ° C. for 1 minute to prepare a silane coupling agent treatment.
- ⁇ Silane coupling agent treatment 2> The same operation as in treatment example 1 was performed except that the exposure time to nitrogen gas containing silane coupling agent vapor was changed to 10 minutes.
- ⁇ Silane coupling agent treatment example 3> The same operation as in treatment example 1 was performed except that the exposure time to nitrogen gas containing silane coupling agent vapor was changed to 5 minutes.
- Silane coupling agent treatment example 4 Silane coupling agent (“KBM-903” manufactured by Shin-Etsu Chemical Co., Ltd .: 3-aminopropyltrimethoxysilane) 0.5 parts by mass and 99.5 parts by mass of isopropyl alcohol were stirred and mixed in a clean glass container. A coupling agent solution was obtained. A polyimide film was temporarily bonded to a 300 mm ⁇ 300 mm ⁇ 0.7 mmt Pyrex (registered trademark) glass temporary support substrate coated with a slightly adhesive silicone resin on the surface, and set on a spin coater manufactured by Japan Create Co., Ltd. 50 ml is dropped on the center of the film and washed by shaking it off at 500 rpm.
- Silane coupling agent (“KBM-903” manufactured by Shin-Etsu Chemical Co., Ltd .: 3-aminopropyltrimethoxysilane) 0.5 parts by mass and 99.5 parts by mass of isopropyl alcohol were stirred and mixed in a clean
- silane coupling agent solution prepared above is dropped on the center of the film, and at 500 ml for 10 seconds, then the rotation speed is increased to 1500 rpm. Then, the silane coupling agent solution was shaken off. Next, the film was taken out together with the temporary support substrate from the stopped spin coater, heated in a clean oven at 100 ° C. for 3 minutes, and the polyimide film was peeled off from the temporary support substrate. Thereafter, the silane coupling agent was changed, and the sub-treatment during silane coupling was similarly performed.
- the silane coupling agent used is shown below.
- SC1 KBM-903 (manufactured by Shin-Etsu Chemical Co., Ltd.) 3-aminopropyltrimethoxysilane
- SC2 KBM-403 (manufactured by Shin-Etsu Chemical Co., Ltd.) 3-glycidoxypropylmethoxysilane
- SC3 KBM-603 (Shin-Etsu Chemical) Manufactured by Kogyo Corporation)
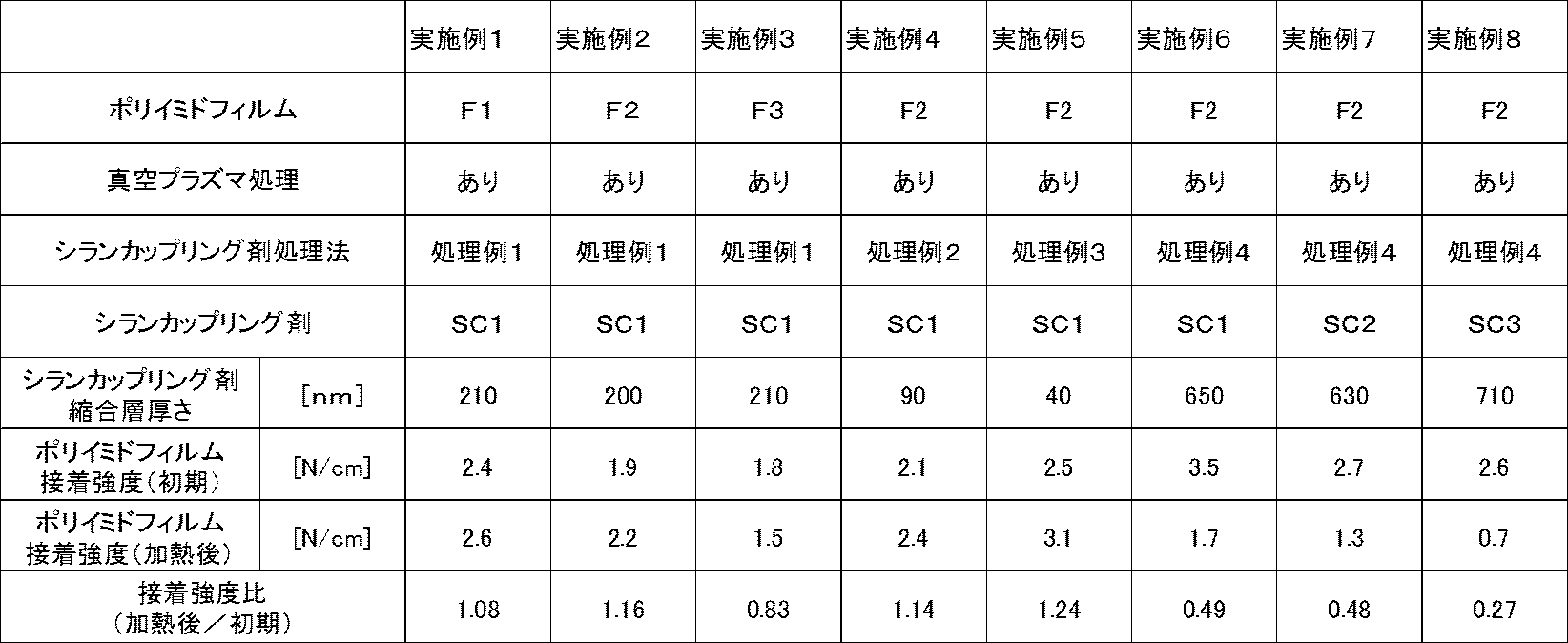
- Examples 1 to 14 and Comparative Examples 1 and 2 Five sheets of the obtained silane coupling agent-treated substrates were stacked, further sandwiched between release sheets, and a pressure of 100 Pa was applied to reduce the pressure using a vacuum press to perform temporary bonding. Subsequently, the obtained temporary adhesion laminated board was put into clean oven, and it heated at 200 degreeC under nitrogen atmosphere for 1 hour, and obtained the polyimide film laminated body of this invention. The results of evaluating the obtained laminate are shown in Table 2. Similarly, polyimide film laminates were produced in the same combinations as shown in Tables 2 and 3 and evaluated. The results are shown in Table 2. Although shown in the same table for convenience, the film used in Comparative Example 2 is not a polyimide film. Since it was melted by a heating test at 400 ° C., the adhesive strength after the heating test could not be measured.
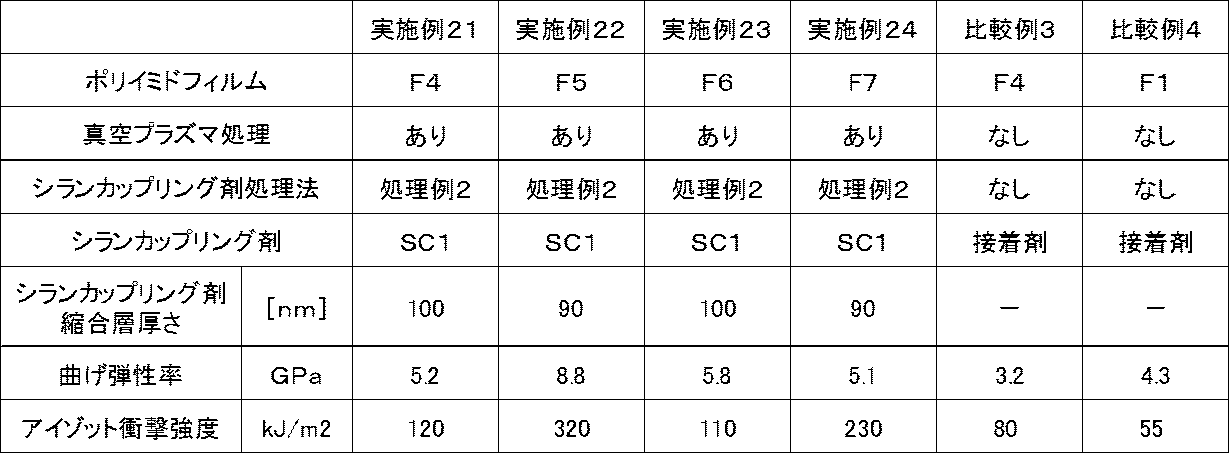
- the obtained silane coupling agent-treated substrate is 160 sheets for a 25 ⁇ m film, 100 sheets for a 38 ⁇ m film, and is further sandwiched between release sheets, and a pressure of 100 Pa is applied to reduce the pressure by a vacuum press to perform temporary bonding. Further, the temporary adhesive laminate was placed in a clean oven and heated at 200 ° C. for 1 hour in a nitrogen atmosphere to obtain a polyimide film laminate of the present invention having a thickness of 4 mm. The results of evaluating the obtained laminate are shown in Tables 4 and 5.
- the film laminate of the present invention is composed of an organic material, it has a heat resistance of 400 ° C., and therefore can be used as an alternative to inorganic materials such as glass and ceramics.
- a thick sheet to a plate-like object can be made by repeating the lamination. By machining these, engineering plastics can be used. It can also be used for applications such as lightweight spacers that have heat resistance by being finely cut.
- Vacuum chamber 101 Vacuum pump 102: Flow meter 200: Workpiece (substrate) 300: Hot plate 400: Hot bath
Landscapes
- Laminated Bodies (AREA)
- Chemical & Material Sciences (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Macromolecular Compounds Obtained By Forming Nitrogen-Containing Linkages In General (AREA)
Abstract
Description
その改善手法として、ガラス転移点が比較的低い熱可塑性ポリイミドフィルム同士を、接着剤を介さずに直接加熱圧着したポリイミドボードが提案されている。このポリイミドボードは、セラミック、およびガラス代替材として用いる際に要求される寸法安定性、力学特性(曲げ弾性率)、接着性を満足するものではなかった。さらに、厚みを大きくしようとすると、ますます接着性が低下し、しかも反りが大きくなるという問題点も指摘されている。(特許文献1参照)
[1] 複数のポリイミドフィルム層と、シランカップリング剤縮合物層が交互に積み重なった構造を有し、各ポリイミドフィルム層の厚さが3μm以上250μm以下であり、ポリイミドフィルム層間の初期接着強度が90度剥離法において0.1N/cm以上、20N/cm以下であり、400℃15分の加熱後のポリイミドフィルム層間の接着強度が初期接着強度の20%以上200%以下であることを特徴とするポリイミドフィルム積層体。
[2] 前記シランカップリング剤縮合物層の厚さが5nm以上300nm以下である事を特徴とする[1]記載のポリイミドフィルム積層体。
[3] 少なくとも
(1)ポリイミドフィルム表面にシランカップリング剤層を形成する工程
(2)シランカップリング剤層形成後の複数のポリイミドフィルムを重ね、加熱・加圧する工程
を含むポリイミドフィルム積層体の製造方法
[4] 前記(1)ポリイミドフィルム表面にシランカップリング剤層を形成する工程が、ポリイミドフィルム表面に気化させたシランカップリング剤を暴露することにより行われる事を特徴とする[3]記載のポリイミドフィルム積層体の製造方法。
以上の作用効果により、従来のポリイミドボードでは不可能であった、寸法安定性、力学特性(曲げ弾性率)、耐熱性に優れ、セラミック、ガラス等の無機物に代替可能なポリイミドフィルム積層体となる。さらに本発明におけるポリイミド積層体は耐衝撃性にも優れるため、セラミック、ガラスなどの無機素材の適用が困難であった部位にも適用可能となる。
本発明におけるシランカップリング剤とは、分子内に珪素元素を有し、ポリイミドフィルム間を物理的および化学的に介在し、両者間の接着力を高める作用を有する化合物を云う。
シランカップリング剤の好ましい具体例としては、N-2-(アミノエチル)-3-アミノプロピルメチルジメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリエトキシシラン、3-アミノプロピルトリメトキシシラン、3-アミノプロピルトリエトキシシラン、3-トリエトキシシリル-N-(1,3-ジメチル-ブチリデン)プロピルアミン、2-(3,4-エポキシシクロへキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、3-グリシドキシプロピルトリエトキシシラン、ビニルトリクロルシラン、ビニルトリメトキシシラン、ビニルトリエトキシシラン、2-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、3-グリシドキシプロピルトリエトキシシラン、p-スチリルトリメトキシシラン、3-メタクリロキシプロピルメチルジメトキシシラン、3-メタクリロキシプロピルトリメトキシシラン、3-メタクリロキシプロピルメチルジエトキシシラン、3-メタクリロキシプロピルトリエトキシシラン、3-アクリロキシプロピルトリメトキシシラン、N-フェニル-3-アミノプロピルトリメトキシシラン、N-(ビニルベンジル)-2-アミノエチル-3-アミノプロピルトリメトキシシラン塩酸塩、3-ウレイドプロピルトリエトキシシラン、3-クロロプロピルトリメトキシシラン、3-メルカプトプロピルメチルジメトキシシラン、3-メルカプトプロピルトリメトキシシラン、ビス(トリエトキシシリルプロピル)テトラスルフィド、3-イソシアネ-トプロピルトリエトキシシラン、トリス-(3-トリメトキシシリルプロピル)イソシアヌレ-ト、クロロメチルフェネチルトリメトキシシラン、クロロメチルトリメトキシシラン、アミノフェニルトリメトキシシラン、アミノフェネチルトリメトキシシラン、アミノフェニルアミノメチルフェネチルトリメトキシシラン、ヘキサメチルジシラザンなどが挙げられる。
本発明では、特に好ましいシランカップリング剤としては、N-2-(アミノエチル)-3-アミノプロピルメチルジメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリエトキシシラン、3-アミノプロピルトリメトキシシラン、3-アミノプロピルトリエトキシシラン、3-トリエトキシシリル-N-(1,3-ジメチル-ブチリデン)プロピルアミン、2-(3,4-エポキシシクロへキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、3-グリシドキシプロピルトリエトキシシラン、アミノフェニルトリメトキシシラン、アミノフェネチルトリメトキシシラン、アミノフェニルアミノメチルフェネチルトリメトキシシランなどが挙げられる。プロセスで特に高い耐熱性が要求される場合、Siとアミノ基の間を芳香族基でつないだものが望ましい。
なお本発明では必要に応じて、リン系カップリング剤、チタネ-ト系カップリング剤等を併用しても良い。
一般にシランカップリング剤処理とは、対象物表面にシランカップリング剤、ないしシランカップリング剤の縮合物からなる薄膜層を形成する処理を云う。
シランカップリング剤処理は、一般に、シランカップリング剤をアルコールなどの溶液とし、対象物に塗布ないし、対象物をシランカップリング剤溶液に浸漬等の手段により塗布し、その後、乾燥、加熱によりシランカップリング剤を縮合させると同時に対象物表面に化学反応的に結合させることによる。
シランカップリング剤の塗布方法としては、スピンコート法、スプレーコート法、キャピラリーコート法、ディップ法などが一般的である。
シランカップリング剤処理は、必要に応じてポリイミドフィルムの片面、ないし両面に行われる。
シランカップリング剤を加温する環境は、加圧下、略常圧下、減圧下のいずれでも構わないが、シランカップリング剤の気化を促進する場合には略常圧下ないし減圧下が好ましい。多くのシランカップリング剤は可燃性液体であるため、密閉容器内にて、好ましくは容器内を不活性ガスで置換した後に気化作業を行うことが好ましい。しかし、生産効率向上および生産設備価格低減の観点からは、真空を使わない環境でのシランカップリング剤塗布が望ましい。本発明における真空を使わないシランカップリング剤堆積法とは、堆積時のみに真空を使わないのではなく、通常大気雰囲気でポリイミドフィルムをセットしてから、キャリアガスに置換してシランカップリング剤を堆積してから、またシランカップリング剤の無い状態に戻す時まで、概略大気圧のままで行うことを指す。
ポリイミドフィルムをシランカップリング剤に暴露する時間は特に制限されないが、60分以内、好ましくは20分以内、さらに好ましくは10分以内である。暴露時間はシランカップリング剤の濃度と、必要なシランカップリング剤塗布量との関係によって定まる工程設計値である。暴露時間の下限は特に限定されないが、工業的に生じる塗布量の斑を低減するためには10秒以上、好ましくは30秒以上程度の時間を設けた方が良い。
シランカップリング剤に暴露されたポリイミドフィルムは、好ましくは、暴露後に、70℃~200℃、さらに好ましくは75℃~150℃に加熱される。かかる加熱によって、ポリイミドフィルム表面の水酸基などと、シランカップリング剤のアルコキシ基やシラザン基が反応し、シランカップリング剤処理が完了する。加熱に要する時間は10秒以上10分程度以内である。温度が高すぎたり、時間が長すぎる場合にはカップリング剤の劣化が生じる場合がある。また短すぎると処理効果が得られない。なお、シランカップリング剤に暴露中の基板温度が既に80℃以上である場合には、事後の加熱を省略することも出来る。
また、気化したシランカップリング剤を含む気体を高分子基板に暴露させる部屋に導入する際に、一旦2つ以上に気体を分離して導入すること、2つ以上の気体を前記部屋内で衝突させることで乱流を生じさせ、シランカップリング剤分布を均一化させる操作なども有効である。
シランカップリング剤を気化させる方式としては、加熱による蒸発気化以外に、シランカップリング剤液中に気体を導入して気泡を発生させる方式もあり得る。これを以後バブリングと呼ぶ。バブリングについては、単純に気体の通る配管をシランカップリング剤液に入れること、配管の先に多孔質体を取り付けて、微細な気泡が数多く出るようにしたもの、超音波を重畳して、気化を促すものも有効である。
シランカップリング剤層積層ポリイミドフィルムのシランカップリング剤層に存在する長径10μm以上の珪素含有異物数は2000個/m2以下、好ましくは1000個/m2以下、更には500個/m2以下とすることが、本発明の好ましい形態である。また前記操作を組み合わせる事により珪素含有異物数は達成可能である。
シランカップリング剤縮合物層の膜厚は、ポリイミドフィルム積層体のフィルム面に垂直方向の断面を研磨した後にミクロトームで超薄切片とし、透過型電子顕微鏡にて断面写真を撮影し、実測値を拡大倍率から逆算して求めた。
本発明のポリイミドフィルムの面積は、積層体やフレキシブル電子デバイスの生産効率・コストの観点より、大面積であることが好ましい。1000cm2以上であることが好まし
く、1500cm2以上であることがより好ましく、2000cm2以上であることがさらに好ましい。
前記脂環式ジアミン類としては、例えば、1,4-ジアミノシクロヘキサン、4,4’-メチレンビス(2,6-ジメチルシクロヘキシルアミン)等が挙げられる。
芳香族ジアミン類以外のジアミン(脂肪族ジアミン類および脂環式ジアミン類)の合計量は、全ジアミン類の20質量%以下が好ましく、より好ましくは10質量%以下、さらに好ましくは5質量%以下である。換言すれば、芳香族ジアミン類は全ジアミン類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
脂環式テトラカルボン酸類は、透明性を重視する場合には、例えば、全テトラカルボン酸類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
芳香族テトラカルボン酸類は、耐熱性を重視する場合には、例えば、全テトラカルボン酸類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
フィルムの厚さ斑(%)
=100×(最大フィルム厚ー最小フィルム厚)÷平均フィルム厚
ポリイミドフィルムのような溶液製膜法を用いて得られるポリイミドフィルムの場合にも同様で、例えば、ポリアミド酸溶液(ポリイミドの前駆体溶液)として、滑材(好ましくは平均粒子径0.05~2.5μm程度)をポリアミド酸溶液中のポリマー固形分に対して0.02質量%~50質量%(好ましくは0.04~3質量%、より好ましくは0.08~1。2質量%)含有したポリアミド酸溶液と、滑材を含有しないか又はその含有量が少量(好ましくはポリアミド酸溶液中のポリマー固形分に対して0.02質量%未満、より好ましくは0.01質量%未満)である2種のポリアミド酸溶液を用いて製造することができる。
ポリイミドフィルムの場合、例えば、i)一方のポリイミドフィルムを作製後、このポリイミドフィルム上に他方のポリアミド酸溶液を連続的に塗布してイミド化する方法、ii)一方のポリアミド酸溶液を流延しポリアミド酸フィルムを作製後このポリアミド酸フィルム上に他方のポリアミド酸溶液を連続的に塗布した後、イミド化する方法、iii)共押し出しによる方法、iv)滑材を含有しないか又はその含有量が少量であるポリアミド酸溶液で形成したフィルムの上に、滑材を多く含有するポリアミド酸溶液をスプレーコート、Tダイ塗工などで塗布してイミド化する方法などを例示できる。本発明では、上記i)ないし上記ii)の方法を用いることが好ましい。
本発明において用いられるポリイミドフィルムには表面活性化処理を行うことが好ましい。該表面活性化処理によって、ポリイミドフィルム表面は官能基が存在する状態(いわゆる活性化した状態)に改質され、シランカップリング剤との親和性が向上する。
本発明における表面活性化処理とは、乾式、ないし湿式の表面処理である。本発明の乾式処理としては、紫外線、電子線、X線などの活性エネルギー線を表面に照射する処理、コロナ処理、真空プラズマ処理、常圧プラズマ処理、火炎処理、イトロ処理等を用いることが出来る。湿式処理としては、フィルム表面を酸ないしアルカリ溶液に接触させる処理を例示できる。本発明に置いて好ましく用いられる表面活性化処理は、プラズマ処理であり、プラズマ処理と湿式の酸処理の組み合わせである。
また、Arガスを使ったプラズマでは純粋に物理的な衝突の影響が表面ではおこり、この場合も表面のあれが大きくなる。これら総合的に考えると、マイクロ波プラズマ処理、マイクロ波ECRプラズマ処理、高いエネルギーのイオンを打ち込みやすいイオン源によるプラズマ照射、PBII法なども望ましい。
プラズマ処理においてはポリイミドフィルム表面をエッチングする効果も得ることが出来る。特に滑剤粒子を比較的多く含むポリイミドフィルムにおいては、滑剤による突起が、フィルムと無機基板との接着を阻害する場合がある。この場合、プラズマ処理によってポリイミドフィルム表面を薄くエッチングし、滑剤粒子の一部を露出せしめた上で、フッ酸にて処理を行えば、フィルム表面近傍の滑剤粒子を除去することが可能である。
本発明では、シランカップリング剤層を介してポリイミドフィルムを貼り合わせることにより、ポリイミドフィルム層とシランカップリング剤縮合物層が交互に積層されたポリイミドフィルム積層体を得る。
ポリイミドフィルムの積層は、シランカップリング剤処理を行った面が、ポリイミドフィルム層間に配置されるように、ポリイミドフィルムを重ね、加圧することによる。加圧と加熱をの組み合わせは有効である。
加圧処理は、例えば、大気圧雰囲気下あるいは真空中で、プレス、ラミネート、ロールラミネート等を、加熱しながら行えばよい。またフレキシブルなバッグに入れた状態で加圧加熱する方法も応用できる。生産性の向上や、高い生産性によりもたらされる低加工コスト化の観点からは、大気雰囲気下でのプレスまたはロールラミネートが好ましく、特にロールを用いて行う方法(ロールラミネート等)が好ましい。
また加圧処理は、上述のように大気圧雰囲気中で行うこともできるが、全面の安定した接着強度を得る為には、真空下で行うことが好ましい。このとき真空度は、通常の油回転ポンプによる真空度で充分であり、10Torr以下程度あれば充分である。
加圧加熱処理に使用することができる装置としては、真空中でのプレスを行うには、例えば井元製作所製の「11FD」等を使用でき、真空中でのロール式のフィルムラミネーターあるいは真空にした後に薄いゴム膜によりガラス全面に一度に圧力を加えるフィルムラミネーター等の真空ラミネートを行うには、例えば名機製作所製の「MVLP」等を使用できる。
この場合、まず、比較的低温(例えば120℃未満、より好ましくは95℃以下の温度)でポリイミドフィルムと無機基板とを加圧(好ましくは0.2~50MPa程度)して両者の密着確保し、その後、低圧(好ましくは0.2MPa未満、より好ましくは0.1MPa以下)もしくは常圧にて比較的高温(例えば120℃以上、より好ましくは120~250℃、さらに好ましくは150~230℃)で加熱することにより、密着界面の化学反応が促進されてポリイミドフィルムと仮支持用無機基板とを積層できる。
また本発明の400℃15分の加熱後のポリイミドフィルム層間の接着強度は、初期接着強度の20%以上200%以下である。本発明に示した製法によれば、かかる性能を満たすポリイミドフィルム積層体を得ることができる。
ポリマー濃度が0.2g/dlとなるようにN-メチル-2-ピロリドン(又は、N,N-ジメチルアセトアミド)に溶解した溶液をウベローデ型の粘度管により30℃で測定した。(ポリアミド酸溶液の調製に使用した溶媒がN,N-ジメチルアセトアミドの場合は、N,N-ジメチルアセトアミドを使用してポリマーを溶解し、測定した。)
2.ポリイミドフィルムなどの厚さ
マイクロメーター(ファインリューフ社製、ミリトロン1245D)を用いて測定した。
測定対象のポリイミドフィルムを、流れ方向(MD方向)および幅方向(TD方向)にそれぞれ100mm×10mmの短冊状に切り出したものを試験片とした。引張試験機(島津製作所製、オートグラフ(R) 機種名AG-5000A)を用い、引張速度50mm/分、チャック間距離40mmの条件で、MD方向、TD方向それぞれについて、引張弾性率、引張破断強度及び引張破断伸度を測定した。
JISK6854ー1 の90度剥離法に従って、ポリイミドフィルム積層体のポリイミドフィルム層間の接着強度を求めた。
装置名 ; 島津製作所社製 オートグラフAG-IS
測定温度 ; 室温
剥離速度 ; 50mm/min
雰囲気 ; 大気
測定サンプル幅 ; 1cm
サンプルは一辺が100mの正方形のポリイミドフィルム積層体の表面に、最表層のポリイミドフィルム厚さの120%に相当する深さまで切り込みを入れ、積層体の端から最表層のポリイミドフィルムを剥がして測定した。
接着強度は、初期状態と、400℃15分間の加熱処理後について測定した。加熱処理は窒素ガスを流して窒素雰囲気として400℃に加熱したマッフル炉を用い、マッフル炉の扉の開放時間を5秒以内として試験資料をマッフル炉に入れ、所定時間後にマッフル炉の扉をあけて大気により自然冷却を行った後に、室温、大気圧のもとで、初期と同様の方法で測定した。
測定対象のポリイミドフィルムを、流れ方向(MD方向)および幅方向(TD方向)において、下記条件にて伸縮率を測定し、30℃~45℃、45℃~60℃、…と15℃の間隔での伸縮率/温度を測定し、この測定を300℃まで行い、全測定値の平均値をCTEとして算出した。
機器名 ; MACサイエンス社製TMA4000S
試料長さ ; 20mm
試料幅 ; 2mm
昇温開始温度 ; 25℃
昇温終了温度 ; 400℃
昇温速度 ; 5℃/min
雰囲気 ; アルゴン
初荷重 ;34.5g/mm2
測定対象の無機粒子を後述のように溶媒に分散し、堀場製作所社製のレーザー散乱式粒度分布計LBー500により粒子径分布を求め、重量(体積)平均粒子径とCV値を算出した。
シランカップリング剤縮合物層の膜厚は、ポリイミドフィルム積層体のフィルム面に垂直方向の断面を研磨した後にミクロトームで超薄切片とし、透過型電子顕微鏡にて断面写真を撮影し、実測値を拡大倍率から逆算して求めた。
JIS K7171に準拠し、試験温度は23℃にて測定した。試験片サイズは10mm×80mm×厚さ4mm幅とした。
JIS K7110に規定された方法に従い、試験片の衝撃強度を評価した。測定温度は23℃で行った。試験片サイズは曲げ弾性率測定サンプルと同じとした。
〔製造例1〕
(ポリアミド酸溶液の調製)
窒素導入管、温度計、攪拌棒を備えた反応容器内を窒素置換した後、3,3',4,4'-ビフェニルテトラカルボン酸二無水物(BPDA)398質量部と、パラフェニレンジアミン(PDA)147質量部とを、4600質量部のN、N-ジメチルアセトアミドに溶解させて加え、滑剤としてコロイダルシリカをジメチルアセトアミドに分散してなる分散体(日産化学工業製「スノーテックス(登録商標)DMAC-ST30」)をシリカ(滑剤)がポリアミド酸溶液中のポリマー固形分総量に対して0.15質量%になるように加え、25℃の反応温度で24時間攪拌して、表1に示す還元粘度を有する褐色で粘調なポリアミド酸溶液V1を得た。
上記で得られたポリアミド酸溶液V1を、スリットダイを用いて幅1050mmの長尺ポリエステルフィルム(東洋紡株式会社製「A-4100」)の平滑面(無滑剤面)上に、最終膜厚(イミド化後の膜厚)が25μmとなるように塗布し、105℃にて20分間乾燥した後、ポリエステルフィルムから剥離して、幅920mmの自己支持性のポリアミド酸フィルムを得た。
次いで、得られた自己支持性ポリアミド酸フィルムをピンテンターによって、150℃~420℃の温度領域で段階的に昇温させて(1段目180℃×5分、2段目270℃×10分、3段目420℃×5分間)熱処理を施してイミド化させ、両端のピン把持部分をスリットにて落とし、幅850mmの長尺ポリイミドフィルムF1(1000m巻き)を得た。得られたフィルムF1の特性を表1に示す。
(ポリアミド酸溶液の調製)
窒素導入管、温度計、攪拌棒を備えた反応容器内を窒素置換した後、5-アミノ-2-(p-アミノフェニル)ベンゾオキサゾール(DAMBO)223質量部と、N,N-ジメチルアセトアミド4416質量部とを加えて完全に溶解させ、次いで、ピロメリット酸二無水物(PMDA)217質量部とともに、滑剤としてコロイダルシリカをジメチルアセトアミドに分散してなる分散体(日産化学工業製「スノーテックス(登録商標)DMAC-ST30」)とをシリカ(滑剤)がポリアミド酸溶液中のポリマー固形分総量にて0.12質量%)になるように加え、25℃の反応温度で24時間攪拌して、表1に示す還元粘度を有する褐色で粘調なポリアミド酸溶液V2を得た。
ポリアミド酸溶液V1に代えて、上記で得られたポリアミド酸溶液V2を用い、同様の手法でポリアミド酸フィルムを得た後、ピンテンターによって、1段目150℃×5分、2段目220℃×5分、3段目485℃×10分間)熱処理を施してイミド化させ、両端のピン把持部分をスリットにて落とし、幅850mmの長尺ポリイミドフィルムF2(1000m巻き)を得た。得られたフィルムF2の特性を表1に示す。
(ポリアミド酸溶液の調製)
製造例2において、コロイダルシリカをジメチルアセトアミドに分散してなる分散体(日産化学工業製「スノーテックス(登録商標)DMAC-ST30」)を添加しなかった以外は同様に操作し、ポリアミド酸溶液V3を得た。
上記で得られたポリアミド酸溶液V2をコンマコーターを用いて幅1050mmの長尺ポリエステルフィルム(東洋紡株式会社製「A-4100」)の平滑面(無滑剤面)上に、最終膜厚(イミド化後の膜厚)が5μm相当となるように塗布し、次いでポリアミド酸溶液V3をスリットダイを用いて最終膜厚がV2を含めて38μmとなるように塗布し、105℃にて25分間乾燥した後、ポリエステルフィルムから剥離して、幅920mmの自己支持性のポリアミド酸フィルムを得た。
次いで、得られた自己支持性ポリアミド酸フィルムをピンテンターによって、1段目180℃×5分、2段目220℃×5分、3段目495℃×10分間)熱処理を施してイミド化させ、両端のピン把持部分をスリットにて落とし、幅850mmの長尺ポリイミドフィルムF3(1000m巻き)を得た。得られたフィルムF3の特性を表1に示す。
F4:カプトン100EN(東レ・デュポン株式会社製ポリイミドフィルム、厚さ25μm)
F5:ユーピレックス50S(宇部興産株式会社製ポリイミドフィルム、厚さ50μm)
F6:アピカルNPI(株式会社カネカ製ポリイミドフィルム、厚さ125μm)
F7:ポミランN(荒川化学株式会社製ポリイミドフィルム、厚さ38μm)
F8:ベクスターCTZ(株式会社クラレ製液晶ポリマーフィルム、厚さ75μm)

ポリイミドフィルムにシランカップリング剤処理を行う前工程として、ポリイミドフィルムに真空プラズマ処理を行った。真空プラズマ処理は枚葉ガラス用の装置を用い、ガラスのシランカップリング剤処理面にメタルマスクを重ねて装置にセットし、真空チャンバー内を1×10-3Pa以下になるまで真空排気し、真空チャンバー内にアルゴンガスを導入して、放電電力100W、周波数15kHzの条件で20秒間、ガラス板表面にアルゴンガスのプラズマ処理を行った。
図1に概略を示したシランカップリング剤蒸気を発生させる装置を用い、以下の条件にてポリイミドフィルムにシランカップリング剤処理を行った。
ポリイミドフィルムを370mm×470mmの開口部を有するステンレス枠に保持し、シランカップリング剤蒸気を導入するチャンバー内にて垂直に保持した。
シランカップリング剤(信越化学工業株式会社製「KBM-903」:3-アミノプロピルトリメトキシシラン)100gを入れた容器を、40℃に温調した後に窒素ガスを流量10L/minでバブリングの要領でで送り、発生したシランカップリング剤蒸気含んだ窒素ガスを、配管を通じて前記チャンバー内に導入し、ポリイミドフィルムの両面を前記ガスに20分間暴露した。その後フィルムをチャンバーから取り出し、110℃のクリーンドライオーブンにて1分間加熱しシランカップリング剤処理とした。
シランカップリング剤蒸気を含む窒素ガスへの暴露時間を10分間に変更した以外は処理例1と同様の作業を実施した。
シランカップリング剤蒸気を含む窒素ガスへの暴露時間を5分間に変更した以外は処理例1と同様の作業を実施した。
シランカップリング剤(信越化学工業株式会社製「KBM-903」:3-アミノプロピルトリメトキシシラン)0.5質量部、イソプロピルアルコール99.5質量部を清浄なガラス容器内にて攪拌混合しシランカップリング剤溶液とした。
ポリイミドフィルムを、表面に微粘着シリコーン樹脂コートを行った300mm×300mm×0.7mmtのパイレックス(登録商標)ガラス仮支持基板に仮接着し、をジャパンクリエイト社製スピンコーターにセットし、まずイソプロピルアルコール50mlをフィルム中央に滴下し、500rpmにて振り切ることにより洗浄を行い、次いで、先に準備したシランカップリング剤溶液約30mlをフィルム中央に滴下し、500mlにて10秒、次いで回転数を1500rpmまで上げて20秒間回転させ、シランカップリング剤溶液を振り切った。次いで停止させたスピンコーターから仮支持基板ごとフィルムを取り出し、100℃のクリーンオーブンにて3分間加熱し、仮支持基板からポリイミドフィルムを剥がした。
以下シランカップリング剤を替えて、同様にシランカップリング時亜処理を行った。用いたシランカップリング剤を以下に示す。
SC1::KBM-903(信越化学工業株式会社製)3-アミノプロピルトリメトキシシラン
SC2:KBM-403(信越化学工業株式会社製)3-グリシドキシプロピルメトキシシラン
SC3:KBM-603(信越化学工業株式会社製)
N-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン
SC4:KBE-585(信越化学工業株式会社製)3-ウレイドプロピルトリアルコキシシラン
得られたシランカップリング剤処理基板を5枚重ね、さらに離型シート挟み、真空プレスにて、減圧化に100Paの圧力を印加し、仮接着を行った。次いで得られた仮接着積層板をクリーンオーブンに入れ、窒素雰囲気下で200℃にて1時間加熱し、本発明のポリイミドフィルム積層体を得た。
得られた積層体を評価した結果を表2に示す。
以下同様に表2、表3に示す組み合わせにてポリイミドフィルム積層体を製作し、評価した。結果を表2に示す。
なお便宜上同じ表に掲載したが、比較例2で用いたフィルムはポリイミドフィルムでは無い。400℃の加熱試験により溶融したため、加熱試験後の接着強度は測定できなかった。

得られたシランカップリング剤処理基板を25μmフィルムについては160枚、38μmフィルムについては100枚重ね、さらに離型シート挟み、真空プレスにて、減圧化に100Paの圧力を印加し、仮接着を行い、さらに仮接着積層板をクリーンオーブンに入れ、窒素雰囲気下で200℃にて1時間加熱し、厚さ4mmの本発明のポリイミドフィルム積層体を得た。得られた積層体を評価した結果を表4、表5に示す。
25μm厚のフィルム4にエポキシ系接着剤を厚さ5μmとなるようにコーティングし、135枚を重ねて150℃1時間加熱硬化し、比較例3の厚さ4mmの積層板を得た。得られた積層板の評価結果を表4に示す。同様にフィルム1を用いて比較例4の積層板を得た。評価結果を表4に示す。いずれも、実施例に比較して小さな曲げ弾性率と低い衝撃強度を示した。

101:真空ポンプ
102:流量計
200:ワーク(基板)
300:ホットプレート
400:温浴
Claims (4)
- 複数のポリイミドフィルム層と、シランカップリング剤縮合物層が交互に積み重なった構造を有し、各ポリイミドフィルム層の厚さが3μm以上250μm以下であり、ポリイミドフィルム層間の初期接着強度が90度剥離法において0.1N/cm以上、20N/cm以下であり、400℃15分の加熱後のポリイミドフィルム層間の接着強度が初期接着強度の20%以上200%以下であることを特徴とするポリイミドフィルム積層体。
- 前記シランカップリング剤縮合物層の厚さが5nm以上300nm以下である事を特徴とする請求項1記載のポリイミドフィルム積層体。
- 少なくとも
(1) ポリイミドフィルム表面にシランカップリング剤層を形成する工程
(2) シランカップリング剤層形成後の複数のポリイミドフィルムを重ね、加熱・加圧する工程
を含むポリイミドフィルム積層体の製造方法 - 前記(1)ポリイミドフィルム表面にシランカップリング剤層を形成する工程が、ポリイミドフィルム表面に気化させたシランカップリング剤を暴露することにより行われる事を特徴とする請求項3記載のポリイミドフィルム積層体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/096,490 US11065853B2 (en) | 2016-04-28 | 2017-04-24 | Polyimide film layered body |
| EP17789456.5A EP3450164B1 (en) | 2016-04-28 | 2017-04-24 | Polyimide film layered body |
| JP2018514578A JP6721041B2 (ja) | 2016-04-28 | 2017-04-24 | ポリイミドフィルム積層体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090555 | 2016-04-28 | ||
| JP2016-090555 | 2016-04-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017188174A1 true WO2017188174A1 (ja) | 2017-11-02 |
Family
ID=60160477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/016155 WO2017188174A1 (ja) | 2016-04-28 | 2017-04-24 | ポリイミドフィルム積層体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11065853B2 (ja) |
| EP (1) | EP3450164B1 (ja) |
| JP (1) | JP6721041B2 (ja) |
| WO (1) | WO2017188174A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019135367A1 (ja) * | 2018-01-05 | 2019-07-11 | 東洋紡株式会社 | スティフナー |
| WO2019135366A1 (ja) * | 2018-01-04 | 2019-07-11 | 東洋紡株式会社 | フィルム積層体製造方法およびフィルム積層体製造装置 |
| JP2020037265A (ja) * | 2018-09-03 | 2020-03-12 | 東洋紡株式会社 | ポリイミドフィルム積層体および、ポリイミドフィルム積層体の製造方法 |
| JP2020163754A (ja) * | 2019-03-29 | 2020-10-08 | 東洋紡株式会社 | 耐熱高分子フィルム積層体の製造方法 |
| WO2020203983A1 (ja) * | 2019-03-29 | 2020-10-08 | 東洋紡株式会社 | 耐熱高分子フィルム積層体および耐熱高分子フィルム積層体の製造方法 |
| JP2021147439A (ja) * | 2020-03-17 | 2021-09-27 | 東洋紡株式会社 | ポリイミドフィルム積層体の製造方法 |
| US11531143B2 (en) | 2019-09-30 | 2022-12-20 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
| US11845842B2 (en) | 2019-09-30 | 2023-12-19 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
| US11970592B2 (en) | 2019-09-30 | 2024-04-30 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11697719B2 (en) * | 2020-03-02 | 2023-07-11 | The Boeing Company | Method for enhanced bonding of thermoplastic composites |
| CN113045997B (zh) * | 2021-03-05 | 2022-05-24 | 安徽格林开思茂光电科技股份有限公司 | 一种耐高温聚酰亚胺胶带 |
| TW202304706A (zh) | 2021-07-20 | 2023-02-01 | 日商東洋紡股份有限公司 | 積層體 |
| TW202319233A (zh) | 2021-07-20 | 2023-05-16 | 日商東洋紡股份有限公司 | 積層體卷 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63125532A (ja) * | 1986-11-14 | 1988-05-28 | Hitachi Chem Co Ltd | ポリイミド成形品の接着法 |
| JPS63264351A (ja) * | 1987-04-23 | 1988-11-01 | Ube Ind Ltd | インタ−リ−フ含有繊維強化ポリイミド樹脂積層成形体 |
| JPH1148423A (ja) * | 1997-08-01 | 1999-02-23 | Kanegafuchi Chem Ind Co Ltd | 接着フィルムの製造方法 |
| WO2012141248A1 (ja) * | 2011-04-15 | 2012-10-18 | 東洋紡績株式会社 | 積層体とその製造方法及びそれを用いたデバイス構造体の製造方法 |
| WO2016031746A1 (ja) * | 2014-08-25 | 2016-03-03 | 東洋紡株式会社 | シランカップリング剤層積層高分子フィルム |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4543295A (en) * | 1980-09-22 | 1985-09-24 | The United States Of America As Represented By The Director Of The National Aeronautics And Space Administration | High temperature polyimide film laminates and process for preparation thereof |
| JPS62140822A (ja) | 1985-12-17 | 1987-06-24 | Ube Ind Ltd | ポリイミド積層シ−トおよびその製造法 |
| JPS6368641A (ja) * | 1986-09-09 | 1988-03-28 | Hitachi Chem Co Ltd | ポリイミド成形品の表面処理方法 |
| US5326643A (en) * | 1991-10-07 | 1994-07-05 | International Business Machines Corporation | Adhesive layer in multi-level packaging and organic material as a metal diffusion barrier |
| JP4123665B2 (ja) | 1999-12-27 | 2008-07-23 | 宇部興産株式会社 | 耐熱性樹脂ボ−ド及びその製造法 |
| JP4168562B2 (ja) | 1999-12-27 | 2008-10-22 | 宇部興産株式会社 | ポリイミドボ−ド及びその製法 |
| JP4531996B2 (ja) | 2001-02-09 | 2010-08-25 | 株式会社エー・エム・ティー・研究所 | ポリイミドフィルム積層体 |
-
2017
- 2017-04-24 US US16/096,490 patent/US11065853B2/en active Active
- 2017-04-24 JP JP2018514578A patent/JP6721041B2/ja active Active
- 2017-04-24 EP EP17789456.5A patent/EP3450164B1/en active Active
- 2017-04-24 WO PCT/JP2017/016155 patent/WO2017188174A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63125532A (ja) * | 1986-11-14 | 1988-05-28 | Hitachi Chem Co Ltd | ポリイミド成形品の接着法 |
| JPS63264351A (ja) * | 1987-04-23 | 1988-11-01 | Ube Ind Ltd | インタ−リ−フ含有繊維強化ポリイミド樹脂積層成形体 |
| JPH1148423A (ja) * | 1997-08-01 | 1999-02-23 | Kanegafuchi Chem Ind Co Ltd | 接着フィルムの製造方法 |
| WO2012141248A1 (ja) * | 2011-04-15 | 2012-10-18 | 東洋紡績株式会社 | 積層体とその製造方法及びそれを用いたデバイス構造体の製造方法 |
| WO2016031746A1 (ja) * | 2014-08-25 | 2016-03-03 | 東洋紡株式会社 | シランカップリング剤層積層高分子フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3450164A4 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019135366A1 (ja) * | 2018-01-04 | 2019-07-11 | 東洋紡株式会社 | フィルム積層体製造方法およびフィルム積層体製造装置 |
| JPWO2019135366A1 (ja) * | 2018-01-04 | 2021-01-07 | 東洋紡株式会社 | フィルム積層体製造方法およびフィルム積層体製造装置 |
| JP7211374B2 (ja) | 2018-01-04 | 2023-01-24 | 東洋紡株式会社 | フィルム積層体製造方法およびフィルム積層体製造装置 |
| JP7192799B2 (ja) | 2018-01-05 | 2022-12-20 | 東洋紡株式会社 | スティフナー |
| WO2019135367A1 (ja) * | 2018-01-05 | 2019-07-11 | 東洋紡株式会社 | スティフナー |
| JPWO2019135367A1 (ja) * | 2018-01-05 | 2021-01-07 | 東洋紡株式会社 | スティフナー |
| JP2020037265A (ja) * | 2018-09-03 | 2020-03-12 | 東洋紡株式会社 | ポリイミドフィルム積層体および、ポリイミドフィルム積層体の製造方法 |
| JP7400273B2 (ja) | 2018-09-03 | 2023-12-19 | 東洋紡株式会社 | ポリイミドフィルム積層体および、ポリイミドフィルム積層体の製造方法 |
| WO2020203983A1 (ja) * | 2019-03-29 | 2020-10-08 | 東洋紡株式会社 | 耐熱高分子フィルム積層体および耐熱高分子フィルム積層体の製造方法 |
| EP3950273A4 (en) * | 2019-03-29 | 2022-12-28 | Toyobo Co., Ltd. | HEAT RESISTANT POLYMER FILM LAMINATE AND METHOD OF MAKING HEAT RESISTANT POLYMER FILM LAMINATE |
| JP7287061B2 (ja) | 2019-03-29 | 2023-06-06 | 東洋紡株式会社 | 耐熱高分子フィルム積層体の製造方法 |
| JP2020163754A (ja) * | 2019-03-29 | 2020-10-08 | 東洋紡株式会社 | 耐熱高分子フィルム積層体の製造方法 |
| US11531143B2 (en) | 2019-09-30 | 2022-12-20 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
| US11845842B2 (en) | 2019-09-30 | 2023-12-19 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
| US11970592B2 (en) | 2019-09-30 | 2024-04-30 | Sk Innovation Co., Ltd. | Window cover film and flexible display panel including the same |
| JP2021147439A (ja) * | 2020-03-17 | 2021-09-27 | 東洋紡株式会社 | ポリイミドフィルム積層体の製造方法 |
| JP7452135B2 (ja) | 2020-03-17 | 2024-03-19 | 東洋紡株式会社 | ポリイミドフィルム積層体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190134963A1 (en) | 2019-05-09 |
| EP3450164A4 (en) | 2019-12-25 |
| US11065853B2 (en) | 2021-07-20 |
| EP3450164A1 (en) | 2019-03-06 |
| JP6721041B2 (ja) | 2020-07-08 |
| EP3450164B1 (en) | 2021-07-14 |
| JPWO2017188174A1 (ja) | 2018-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017188174A1 (ja) | ポリイミドフィルム積層体 | |
| JP7192799B2 (ja) | スティフナー | |
| JP6733544B2 (ja) | シランカップリング剤層積層ポリイミドフィルム | |
| JPWO2016031746A6 (ja) | シランカップリング剤層積層高分子フィルム | |
| JP6688450B2 (ja) | 積層体、電子デバイス、及びフレキシブル電子デバイスの製造方法 | |
| JP6965978B2 (ja) | ポリイミドフィルムと無機基板の積層体 | |
| JP6210201B2 (ja) | フレキシブル電子デバイスの製造方法 | |
| JP6802529B2 (ja) | 積層体およびその製造方法 | |
| JP2020059169A (ja) | 積層体、及び、積層体の製造方法 | |
| JP7205687B2 (ja) | 積層体、積層体の製造方法、及び、金属含有層付き耐熱高分子フィルム | |
| JP6780272B2 (ja) | 高分子複合フィルム | |
| JP6969111B2 (ja) | ガスバリア層付きポリイミド/無機基板積層体およびその製造方法 | |
| JP7400273B2 (ja) | ポリイミドフィルム積層体および、ポリイミドフィルム積層体の製造方法 | |
| JP7211374B2 (ja) | フィルム積層体製造方法およびフィルム積層体製造装置 | |
| JP7452135B2 (ja) | ポリイミドフィルム積層体の製造方法 | |
| JP7287061B2 (ja) | 耐熱高分子フィルム積層体の製造方法 | |
| JPS6361030A (ja) | ポリイミドフイルム及びその製造法 | |
| JP2021145045A (ja) | 品位が良く、耐折り曲げ性に優れたスティフナー | |
| JP2020111066A (ja) | 高分子複合フィルム | |
| WO2022113415A1 (ja) | 積層体 | |
| TW202404807A (zh) | 積層體、及積層體之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018514578 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17789456 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017789456 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017789456 Country of ref document: EP Effective date: 20181128 |