WO2016125899A1 - 水添ブロック共重合体 - Google Patents
水添ブロック共重合体 Download PDFInfo
- Publication number
- WO2016125899A1 WO2016125899A1 PCT/JP2016/053527 JP2016053527W WO2016125899A1 WO 2016125899 A1 WO2016125899 A1 WO 2016125899A1 JP 2016053527 W JP2016053527 W JP 2016053527W WO 2016125899 A1 WO2016125899 A1 WO 2016125899A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- block copolymer
- hydrogenated block
- polymer block
- hydrogenated
- polymer
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F297/00—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer
- C08F297/02—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the anionic type
- C08F297/04—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the anionic type polymerising vinyl aromatic monomers and conjugated dienes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/06—Butadiene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/08—Isoprene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/10—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated with vinyl-aromatic monomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/22—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having three or more carbon-to-carbon double bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F297/00—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer
- C08F297/02—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the anionic type
- C08F297/04—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the anionic type polymerising vinyl aromatic monomers and conjugated dienes
- C08F297/044—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the anionic type polymerising vinyl aromatic monomers and conjugated dienes using a coupling agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/04—Reduction, e.g. hydrogenation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/08—Copolymers of styrene
- C08L25/10—Copolymers of styrene with conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
- C08L53/025—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes modified
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
- C09J153/025—Vinyl aromatic monomers and conjugated dienes modified
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/28—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2353/00—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
- C08J2353/02—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers of vinyl aromatic monomers and conjugated dienes
Definitions
- the present invention relates to a hydrogenated block copolymer containing a polymer block comprising a structural unit derived from farnesene.
- a hydrogenated block copolymer composed of a polymer block composed of a structural unit derived from an aromatic vinyl compound and a polymer block composed of a structural unit derived from a conjugated diene is a vulcanized rubber without further vulcanization. It exhibits the same characteristics and is excellent in vibration damping, flexibility, rubber elasticity, and weather resistance, so it is widely used in daily goods, automotive parts, various industrial products, etc.
- Such a hydrogenated block copolymer is obtained, for example, by hydrogenating a block copolymer obtained by sequentially polymerizing an aromatic vinyl compound and a conjugated diene such as isoprene or butadiene (for example, (See Patent Documents 1 to 3).
- Patent Documents 4 and 5 describe polymers of ⁇ -farnesene, but their practical properties have not been sufficiently studied.
- the present invention provides a novel hydrogenated block copolymer having further improved moldability, a method for producing the same, and a hydrogenated block copolymer composition containing the hydrogenated block copolymer. Let it be an issue.
- the present invention also provides a molded body, a laminate, a film, a fiber, a nonwoven fabric, an adhesive, and a stretchable member using the hydrogenated block copolymer or the hydrogenated block copolymer composition. The task is to do. Furthermore, it is an object to provide a decorative molding material including the laminate or the protective film made of the film, the laminate, the film, the fiber, or the nonwoven fabric.
- the gist of the present invention is the following [1] to [12].
- a polymer block (A) comprising a structural unit derived from an aromatic vinyl compound, a polymer block (B) comprising a structural unit derived from farnesene, and a polymer block comprising a structural unit derived from a conjugated diene other than farnesene (A hydrogenated block copolymer obtained by hydrogenating a block copolymer containing C), wherein the block copolymer comprises at least two polymer blocks (A) and at least one polymer block (B).
- a step of obtaining a block copolymer by producing the polymer block (B), the polymer block (A), and the polymer block (C) in this order, and the obtained block copolymer The method for producing a hydrogenated block copolymer according to the above [1], which comprises a step of hydrogenating.
- a hydrogenated block copolymer composition comprising the hydrogenated block copolymer according to the above [1] and at least one selected from a polyolefin resin, a tackifier resin, and a softening agent.
- a laminate comprising a layer using any one of the hydrogenated block copolymer described in [1] and the hydrogenated block copolymer composition described in [3].
- a protective film comprising the laminate according to [5] or the film according to [6].
- a fiber using any one of the hydrogenated block copolymer described in [1] and the hydrogenated block copolymer composition described in [3].
- a decorative molding material comprising the laminate according to [5], the film according to [6], the fiber according to [8], or the nonwoven fabric according to [9].
- An adhesive using any one of the hydrogenated block copolymer according to [1] and the hydrogenated block copolymer composition according to [3].
- the hydrogenated block copolymer (I) is: A polymer block (a) containing a structural unit derived from an aromatic vinyl compound, 1 to 100% by mass of a structural unit (b1) derived from farnesene, and 99 to 99 structural units (b2) derived from a conjugated diene other than farnesene
- the content of the polymer block (b) containing 0% by mass and the structural unit (b1) derived from farnesene is less than 1% by mass
- the content of the structural unit (b2) derived from conjugated diene other than farnesene is 1 to Polymer block (c) which is 100% by weight, At least two polymer blocks (a), at least one polymer block (b), and at least one polymer block (c), and at least one polymer block (b) ) Is present at the end,
- thermoplastic elastomer composition A test piece obtained by punching the thermoplastic elastomer composition into a strip having a width of 25 mm and a length of 150 mm from a sheet having a thickness of 0.5 mm formed by compression molding at 240 ° C. under a load of 10 MPa for 3 minutes is used.
- the novel hydrogenated block copolymer which is further excellent in moldability, its manufacturing method, and the hydrogenated block copolymer composition containing the said hydrogenated block copolymer can be provided.
- the present invention also provides a molded body, a laminate, a film, a fiber, a nonwoven fabric, an adhesive, and a stretchable member using the hydrogenated block copolymer or the hydrogenated block copolymer composition. can do.
- the decorative molding material containing the protective film which consists of the said laminated body or the said film, the said laminated body, the said film, the said fiber, or the said nonwoven fabric can be provided.
- the hydrogenated block copolymer of the present invention is derived from a polymer block (A) composed of a structural unit derived from an aromatic vinyl compound, a polymer block (B) composed of a structural unit derived from farnesene, and a conjugated diene other than farnesene.
- a hydrogenated block copolymer obtained by hydrogenating a block copolymer containing a polymer block (C) comprising a structural unit hereinafter also referred to as “block copolymer (P)”
- block copolymer Comprises at least two polymer blocks (A), at least one polymer block (B), and at least one polymer block (C), and at least one polymer block ( B) is at the end, and the hydrogenation rate of the carbon-carbon double bond in the polymer block (B) and the polymer block (C) is 50 mol% or more Click copolymer (hereinafter, also referred to as "hydrogenated block copolymer (HP)".) It is.
- the polymer block (A) is composed of a structural unit derived from an aromatic vinyl compound.
- the aromatic vinyl compound include styrene, ⁇ -methylstyrene, 2-methylstyrene, 3-methylstyrene, 4-methylstyrene, 4-propylstyrene, 4-tert-butylstyrene, 4-cyclohexylstyrene, 4- Dodecylstyrene, 2,4-dimethylstyrene, 2,4-diisopropylstyrene, 2,4,6-trimethylstyrene, 2-ethyl-4-benzylstyrene, 4- (phenylbutyl) styrene, 1-vinylnaphthalene, 2- Examples thereof include vinyl naphthalene, vinyl anthracene, N, N-diethyl-4-aminoethyl styrene, vinyl
- the polymer block (A) is a monomer other than the aromatic vinyl compound, for example, a copolymerizable monomer constituting the polymer block (B) described later, and a copolymerizability constituting the polymer block (C).
- a structural unit derived from a monomer and / or other copolymerizable monomer may be included.
- the content of the structural unit derived from the aromatic vinyl compound in the polymer block (A) is preferably 60% by mass or more, more preferably 70% by mass or more, and still more preferably 80% by mass or more.
- the polymer block (B) is composed of a structural unit derived from farnesene.
- “consisting of farnesene-derived structural units” means that the content of farnesene-derived structural units exceeds 30% by mass.
- Such farnesene may be either ⁇ -farnesene or ⁇ -farnesene represented by the following formula (I), but ⁇ -farnesene is preferred from the viewpoint of ease of production of the block copolymer (P). Note that ⁇ -farnesene and ⁇ -farnesene may be used in combination.
- the polymer block (B) is a monomer other than farnesene, for example, a copolymerizable monomer constituting the polymer block (A), a copolymerizable monomer constituting the polymer block (C) described later. And / or a structural unit derived from another copolymerizable monomer or the like.
- the content of farnesene in the polymer block (B) is preferably 50% by mass or more, more preferably 60% by mass or more, still more preferably 70% by mass or more, and still more preferably 80% by mass or more.
- the polymer block (C) is composed of structural units derived from conjugated dienes other than farnesene.
- conjugated dienes include butadiene, isoprene, 2,3-dimethyl-butadiene, 2-phenyl-butadiene, 1,3-pentadiene, 2-methyl-1,3-pentadiene, 1,3-hexadiene, 1,3 -Octadiene, 1,3-cyclohexadiene, 2-methyl-1,3-octadiene, 1,3,7-octatriene, myrcene and chloroprene. These may be used alone or in combination of two or more.
- the polymer block (C) is required to have a farnesene-derived structural unit content of 30% by mass or less. Due to the difference in farnesene-derived structural unit content, the polymer block (B) and It is clearly distinguished from (C).
- the polymer block (C) is a monomer other than “conjugated diene other than farnesene”, for example, a copolymerizable monomer constituting the polymer block (A), a copolymer constituting the polymer block (B). It may contain a structural unit derived from a polymerizable monomer and / or other copolymerizable monomer.
- the content of conjugated dienes other than farnesene in the polymer block (C) is preferably more than 50% by mass, more preferably 60% by mass or more, further preferably 70% by mass or more, and more preferably 80% by mass or more. Even more preferred.
- the polymer block (A), the polymer block (B), and the polymer block (C) have the following copolymerizable monomers as other copolymerizable monomers as long as the effects of the present invention are not impaired. May be included.
- copolymerizable monomers examples include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-undecene, 1-dodecene, Unsaturated hydrocarbon compounds such as 1-tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicocene; acrylic acid, methacrylic acid, methyl acrylate, methacryl Methyl acid, acrylonitrile, methacrylonitrile, maleic acid, fumaric acid, crotonic acid, itaconic acid, 2-acryloylethanesulfonic acid, 2-methacryloylethanesulfonic acid, 2-acrylamido-2-methylpropanesulfonic acid, 2-methacrylamide -2-Met
- the content is preferably 40% by mass or less, more preferably 30% by mass or less from the viewpoint of moldability.
- Mass ratio of the polymer block (A) to the sum of the polymer block (A), the polymer block (B) and the polymer block (C) [(A) / [(A) + (B) + (C)]] is preferably 5/100 to 80/100 from the viewpoint of moldability, particularly film moldability, adhesive strength of the resulting protective film and adhesive film, and mechanical strength of the resulting nonwoven fabric. 100 to 50/100 is more preferable, and 12/100 to 40/100 is still more preferable.
- the mass ratio [(C) / (B)] of the polymer block (C) to the polymer block (B) is the moldability, particularly the film moldability, and the adhesion of the resulting protective film or adhesive film. From the viewpoint of force, 5/95 to 95/5 is preferable, 10/90 to 70/30 is more preferable, 20/80 to 60/40 is still more preferable, and 30/70 to 50/50 is still more preferable.
- a hydrogenated block copolymer (HP) is a block comprising at least two polymer blocks (A), at least one polymer block (B), and at least one polymer block (C).
- the hydrogenated block copolymer of the present invention is a hydrogenated product of a block copolymer (P) having at least one polymer block (B) at its terminal. Moldability is improved by having at least one polymer block (B) at the end of the polymer chain.
- the bonding form of the polymer block (A), the polymer block (B) and the polymer block (C) is not particularly limited, and is linear, branched, radial, or two or more thereof. It may be a combination.
- the hydrogenated block copolymer of the present invention is linear, the polymer block (B) is preferably present at both ends thereof, and the hydrogenated block copolymer of the present invention is branched or radial.
- the number of polymer blocks (B) present at the terminal is preferably 2 or more, and more preferably 3 or more.
- each block is linearly bonded
- the polymer block (A) is A
- the polymer block (B) is B
- the polymer block (C) is C.
- a tetrablock copolymer represented by [BACA) a pentablock copolymer represented by [BACABA], [BAA (CA) 1 -B], [BA- (CABB) m ], [B- (ACAB) n ] (l, m, n are each independently A polyblock copolymer represented by an integer of 2 or more, and a mixture thereof.
- a form in which the polymer block (B) is present at both ends of the polymer chain is more preferable.
- A represents a coupling agent residue
- a block copolymer to be represented as -AB] is represented as [BACABA] and is treated as an example of a pentablock copolymer.
- the two or more polymer blocks (A) of the block copolymer (P) may be polymer blocks composed of the same structural unit or polymer blocks composed of different structural units.
- the block copolymer (P) has two or more polymer blocks (B) or two or more polymer blocks (C)
- each polymer block consists of the same structural unit. Even if it is a polymer block, the polymer block which consists of a different structural unit may be sufficient.
- the hydrogenated block copolymer of the present invention has a structure having the polymer block (B), the polymer block (A), and the polymer block (C) in this order from the viewpoint of molding processability ( That is, a copolymer containing a structure of BAC is preferable, and a linear copolymer having the above structure is more preferable.
- the peak top molecular weight (Mp) of the hydrogenated block copolymer (HP) is preferably 10,000 to 1,500,000, more preferably 50,000 to 1,200,000 from the viewpoint of moldability. 70,000 to 1,100,000 are more preferred, 75,000 to 900,000 are even more preferred, and 80,000 to 600,000 are even more preferred.
- the peak top molecular weight (Mp) of a hydrogenated block copolymer (HP) can be measured by the method described in the Example mentioned later.
- the peak top molecular weight of the polymer block (A) is preferably 2,000 to 100,000, more preferably 4,000 to 50,000, and even more preferably 5,000 to 30,000, from the viewpoint of moldability. preferable.
- the peak top molecular weight of the polymer block (B) is preferably 2,000 to 200,000, more preferably 3,000 to 150,000, and more preferably 4,000 to 100,000 from the viewpoint of moldability. Is more preferable.
- the peak top molecular weight of the polymer block (C) is preferably 4,000 to 200,000, more preferably 4,500 to 150,000, and 5,000 to 100,000 from the viewpoint of moldability. Is more preferable.
- the molecular weight distribution (Mw / Mn) of the hydrogenated block copolymer (HP) is preferably 1 to 4, more preferably 1 to 3, and still more preferably 1 to 2. If the molecular weight distribution is within the above range, the moldability is further improved.
- the order-disorder transition temperature (ODT) determined by dynamic viscoelasticity measurement of the hydrogenated block copolymer (HP) is preferably 290 ° C. or less, more preferably 280 ° C. or less, and further preferably 260 ° C. or less.
- ODT order-disorder transition temperature
- the order-disorder transition temperature (ODT) of the hydrogenated block copolymer (HP) can be measured by the method described in the examples described later.
- the hydrogenated block copolymer (HP) includes, for example, a polymerization step for obtaining a block copolymer (P) by anionic polymerization, and a polymer block (B) and a polymer block (C) in the block copolymer (P).
- the carbon-carbon double bond therein can be suitably produced by a step of hydrogenating 50 mol% or more.
- the block copolymer (P) can be suitably produced by a solution polymerization method.
- an ion polymerization method such as anionic polymerization or cationic polymerization, or a radical polymerization method can be applied.
- the anionic polymerization method is preferable.
- an aromatic vinyl compound, farnesene, and a conjugated diene other than farnesene are sequentially added in the presence of a solvent, an anionic polymerization initiator, and, if necessary, a Lewis base, to form a block copolymer (P). Get.
- anionic polymerization initiator examples include alkali metals such as lithium, sodium and potassium; alkaline earth metals such as beryllium, magnesium, calcium, strontium and barium; lanthanoid rare earth metals such as lanthanum and neodymium; And compounds containing earth metals and lanthanoid rare earth metals.
- alkali metals such as lithium, sodium and potassium
- alkaline earth metals such as beryllium, magnesium, calcium, strontium and barium
- lanthanoid rare earth metals such as lanthanum and neodymium
- compounds containing earth metals and lanthanoid rare earth metals are preferred.
- organic alkali metal compound examples include methyl lithium, ethyl lithium, n-butyl lithium, sec-butyl lithium, t-butyl lithium, hexyl lithium, phenyl lithium, stilbene lithium, dilithiomethane, dilithionaphthalene, 1,4.
- -Organic lithium compounds such as dilithiobutane, 1,4-dilithio-2-ethylcyclohexane, 1,3,5-trilithiobenzene; sodium naphthalene, potassium naphthalene and the like.
- organolithium compounds are preferred, n-butyllithium and sec-butyllithium are more preferred, and sec-butyllithium is particularly preferred.
- the organic alkali metal compound may be used as an organic alkali metal amide by reacting with a secondary amine such as diisopropylamine, dibutylamine, dihexylamine, and dibenzylamine.
- a secondary amine such as diisopropylamine, dibutylamine, dihexylamine, and dibenzylamine.
- the amount of the organic alkali metal compound used for the polymerization varies depending on the molecular weight of the desired block copolymer (P), but is in the range of 0.01 to 3% by mass with respect to the total amount of the copolymerizable monomer used. is there.
- the solvent is not particularly limited as long as it does not adversely affect the anionic polymerization reaction.
- saturated aliphatic hydrocarbons such as n-pentane, isopentane, n-hexane, n-heptane, and isooctane; cyclopentane, cyclohexane, methylcyclo Saturated alicyclic hydrocarbons such as pentane; aromatic hydrocarbons such as benzene, toluene, xylene and the like.
- saturated aliphatic hydrocarbons such as n-pentane, isopentane, n-hexane, n-heptane, and isooctane
- cyclopentane, cyclohexane, methylcyclo Saturated alicyclic hydrocarbons such as pentane
- aromatic hydrocarbons such as benzene, toluene, xylene and the like.
- Lewis base has a role to control the microstructure of structural units derived from farnesene and structural units derived from conjugated dienes other than farnesene.
- the Lewis base include ether compounds such as dibutyl ether, diethyl ether, tetrahydrofuran, dioxane, and ethylene glycol diethyl ether; pyridine; tertiary amines such as N, N, N ′, N′-tetramethylethylenediamine and trimethylamine; potassium -Alkali metal alkoxides such as -t-butoxide; phosphine compounds and the like.
- the amount thereof is preferably in the range of 0.01 to 1000 molar equivalents per 1 mol of the anionic polymerization initiator.
- the temperature of the polymerization reaction is usually in the range of ⁇ 80 to 150 ° C., preferably 0 to 100 ° C., more preferably 10 to 90 ° C.
- the polymerization reaction may be carried out batchwise or continuously. Each monomer is continuously or intermittently supplied into the polymerization reaction solution so that the amount of the conjugated diene other than the aromatic vinyl compound, farnesene and farnesene in the polymerization reaction system falls within a specific range,
- the block copolymer (P) can be produced by sequentially polymerizing each monomer in the polymerization reaction solution so as to have a specific ratio.
- the polymerization reaction can be stopped by adding an alcohol such as methanol or isopropanol as a polymerization terminator.
- the block copolymer (P) is obtained by pouring the obtained polymerization reaction liquid into a poor solvent such as methanol to precipitate the block copolymer (P), or washing the polymerization reaction liquid with water, separating, and drying. Can be isolated.
- a poor solvent such as methanol
- the hydrogenated block copolymer of the present invention preferably includes a structure having the polymer block (B), the polymer block (A), and the polymer block (C) in this order.
- the block copolymer by producing the polymer block (B), the polymer block (A), and the polymer block (C) in this order, and the obtained block copolymer. More preferably, it is produced by the method for producing a hydrogenated block copolymer of the present invention including a step of hydrogenation.
- the hydrogenated block copolymer of the present invention has the polymer block (B) only at one end of the polymer chain, the other polymer blocks were polymerized so as to be bonded linearly. Later, the polymer block (B) may be finally obtained by a method for producing.
- the hydrogenated block copolymer of the present invention comprises at least two polymer blocks (A), at least one polymer block (B), and at least one polymer block (C).
- a block copolymer (P) containing at least one polymer block (B) is hydrogenated.
- As a method for producing such a block copolymer (P), the polymer block (B), the polymer block (A), the polymer block (C), and the polymer block (A) are prepared.
- a method of polymerizing in this order, or the polymer block (B), the polymer block (A), and the polymer block (C) are polymerized in this order, and the ends of the polymer block (C) are coupled to each other.
- the method of manufacturing by coupling using an agent is mentioned.
- the latter method using a coupling agent is preferable from the viewpoint of efficient production.
- the coupling agent include divinylbenzene; polyvalent epoxy compounds such as epoxidized 1,2-polybutadiene, epoxidized soybean oil, and tetraglycidyl-1,3-bisaminomethylcyclohexane; tin tetrachloride, tetrachlorosilane, Halides such as trichlorosilane, trichloromethylsilane, dichlorodimethylsilane, dibromodimethylsilane; methyl benzoate, ethyl benzoate, phenyl benzoate, diethyl oxalate, diethyl malonate, diethyl adipate, dimethyl phthalate, dimethyl terephthalate Ester compounds such as dimethyl carbonate, diethyl carbonate, diphenyl carbonate and the like; diethoxydimethylsilane,
- an unmodified block copolymer (P) may be obtained as described above, or a block copolymer (P) modified as follows may be obtained.
- the block copolymer (P) may be modified before the hydrogenation step described later.
- functional groups that can be introduced include amino groups, alkoxysilyl groups, hydroxyl groups, epoxy groups, carboxyl groups, carbonyl groups, mercapto groups, isocyanate groups, and acid anhydrides.
- Examples of the modification method of the block copolymer include, for example, tin tetrachloride, tetrachlorosilane, dichlorodimethylsilane, dimethyldiethoxysilane, tetramethoxysilane, tetraethoxy, which can react with a polymerization active terminal before adding a polymerization terminator.
- Coupling agents such as silane, 3-aminopropyltriethoxysilane, tetraglycidyl-1,3-bisaminomethylcyclohexane, 2,4-tolylene diisocyanate, 4,4′-bis (diethylamino) benzophenone, N-vinyl
- examples thereof include a method of adding a polymerization terminal modifier such as pyrrolidone, or other modifiers described in JP2011-132298A.
- maleic anhydride or the like can be grafted onto the isolated copolymer.
- the position where the functional group is introduced may be the polymerization terminal of the block copolymer (P) or the side chain.
- the said functional group may combine 1 type (s) or 2 or more types.
- the modifying agent is preferably in the range of 0.01 to 10 molar equivalents relative to the anionic polymerization initiator.
- a hydrogenated block copolymer (HP) can be obtained by subjecting the block copolymer (P) obtained by the above method to a hydrogenation step.
- a known method can be used for the hydrogenation.
- a Ziegler catalyst nickel, platinum, palladium, ruthenium supported on carbon, silica, diatomaceous earth, etc.
- Rhodium metal catalyst An organic metal complex having cobalt, nickel, palladium, rhodium, and ruthenium metal is present as a hydrogenation catalyst to perform a hydrogenation reaction.
- the hydrogenation reaction may be performed by adding a hydrogenation catalyst to the polymerization reaction solution containing the block copolymer (P) obtained by the method for producing the block copolymer (P). .
- a hydrogenation catalyst in which palladium is supported on carbon is preferable.
- the hydrogen pressure is preferably 0.1 to 20 MPa
- the reaction temperature is preferably 100 to 200 ° C.
- the reaction time is preferably 1 to 20 hours.
- the hydrogenated block copolymer (HP) is a hydrogenated block copolymer that is excellent in heat resistance and weather resistance because the hydrogenation rate of the carbon-carbon double bond in the polymer block (B) and the polymer block (C) is high. From the viewpoint of obtaining (HP), it is 50 mol% or more, preferably 70 mol% or more, and more preferably 90 mol% or more.
- the hydrogenation rate can be calculated by the method described in the examples described later.
- the hydrogenated block copolymer composition of the present invention comprises the hydrogenated block copolymer of the present invention and at least one selected from polyolefin resins, tackifier resins, and softeners. Since the hydrogenated block copolymer composition of the present invention contains the hydrogenated block copolymer of the present invention, it is excellent in moldability.
- the hydrogenated block copolymer composition of the present invention may be referred to as a “thermoplastic elastomer composition”.
- the content of the hydrogenated block copolymer in the hydrogenated block copolymer composition of the present invention is preferably 1 to 99% by mass from the viewpoint of moldability.
- polyolefin resin examples include polyethylene, polypropylene, polybutene-1, polyhexene-1, poly-3-methyl-butene-1, poly-4-methyl-pentene-1, ethylene and ⁇ -olefin having 3 to 20 carbon atoms.
- the polyolefin resin may be a polar group-containing polyolefin polymer.
- the polar group of the polar group-containing polyolefin polymer include a polar group derived from vinyl acetate, vinyl chloride, ethylene oxide, propylene oxide, acrylamide, unsaturated carboxylic acid, an ester thereof, or an acid anhydride. Of these, polar groups derived from unsaturated carboxylic acids or their esters or acid anhydrides are preferred.
- Examples of the unsaturated carboxylic acid or its ester or acid anhydride include (meth) acrylic acid, (meth) acrylic acid ester, maleic acid, maleic anhydride, fumaric acid, itaconic acid, itaconic anhydride, highmic acid, anhydrous Highmic acid etc. are mentioned.
- the polar group-containing polyolefin polymer may have one or more of these polar groups.
- the method for obtaining the polar group-containing polyolefin polymer is not particularly limited.
- a commercially available polyolefin modified with a polar group-containing compound, an olefin and a polar group-containing copolymerizable monomer Uses those obtained by random copolymerization, block copolymerization or graft copolymerization by a known method, those obtained by subjecting a polyolefin resin to a reaction such as oxidation or chlorination by a known method, etc. it can.
- Examples of the copolymer of an olefin and a polar group-containing copolymerizable monomer include, for example, ethylene- (meth) methyl acrylate copolymer, ethylene- (meth) ethyl acrylate copolymer, ethylene- (meth).
- Examples thereof include acrylic acid copolymers and metal ion cross-linked resins (ionomers) of ethylene- (meth) acrylic acid copolymers.
- the mass ratio of the hydrogenated block copolymer to the polyolefin resin is preferably 10/90 to 95/5, 70 to 95/5 is more preferable, and 40/60 to 90/10 is still more preferable.
- tackifying resins include rosin resins, terpene phenol resins, terpene resins, aromatic hydrocarbon-modified terpene resins, aliphatic petroleum resins, alicyclic petroleum resins, aromatic hydrocarbon resins, coumarone / indene resins, Examples thereof include phenolic resins, xylene resins, and hydrogenated products thereof. These tackifier resins may be used alone or in combination of two or more.
- the softening point of the tackifying resin is preferably 85 to 160 ° C., more preferably 100 to 150 ° C., and still more preferably 105 to 145 ° C. from the viewpoint of moldability.
- the mass ratio of the hydrogenated block copolymer to the tackifier resin is preferably 10/90 to 95/5, 30/70 to 95/5 is more preferable, and 40/60 to 90/10 is still more preferable.
- Softener> examples of the softener include hydrocarbon oils such as paraffinic, naphthenic, and aromatic; vegetable oils such as peanut oil and rosin; phosphate esters; low molecular weight polyethylene glycols; liquid paraffin; low molecular weight polyethylene, ethylene- ⁇ -Known softeners such as hydrocarbon-based synthetic oils such as olefin copolymer oligomers, liquid polybutene, liquid polyisoprene or hydrogenated products thereof, liquid polybutadiene or hydrogenated products thereof, and the like can be used. These may be used alone or in combination of two or more.
- hydrocarbon-based synthetic oils such as paraffin-based hydrocarbon oils and ethylene- ⁇ -olefin copolymer oligomers are preferably used as the softening agent.
- Kinematic viscosity at 40 ° C. of softening agent from the viewpoint of moldability, preferably 5 ⁇ 1,000mm 2 / s, more preferably 5 ⁇ 800mm 2 / s, more preferably 30 ⁇ 600mm 2 / s.
- the mass ratio of the hydrogenated block copolymer to the softener [hydrogenated block copolymer / softener] is preferably 5/95 to 95/5.
- the hydrogenated block copolymer composition of the present invention can also be used as an oil gel.
- the mass ratio of the hydrogenated block copolymer to the softener [hydrogenated block copolymer / softener] is 5/95 to 95/5 is preferable, 10/90 to 95/5 is more preferable, and 20/80 to 95/5 is still more preferable.
- the hydrogenated block copolymer composition of the present invention may contain other resins as long as the object of the present invention is not impaired.
- Other resins include conjugated diene resins such as polyisoprene, polybutadiene, styrene-butadiene rubber and styrene-isoprene rubber; styrene resins such as polystyrene, AS resin and ABS resin; polyphenylene ether resins; nylon 6, nylon 66 Polyamide resins such as polyethylene terephthalate, polybutylene terephthalate, etc. Polyester resins; Polyurethane resins; Acetal resins such as polyvinyl acetals, polyoxymethylene homopolymers, polyoxymethylene copolymers; Acrylic resins such as polymethyl methacrylate resins Examples thereof include resins.
- the hydrogenated block copolymer composition of the present invention may contain other hydrogenated block copolymers other than the hydrogenated block copolymer of the present invention.
- Other hydrogenated block copolymers include, for example, a polymer block (A) comprising a structural unit derived from the aromatic vinyl compound and a polymer block (C) comprising a structural unit derived from a conjugated diene other than the farnesene. And a hydrogenated block copolymer obtained by hydrogenating a block copolymer containing.
- suitable aspects such as a polymer block (A), polymer block (C), and a hydrogenation rate in other hydrogenated block copolymers, each polymer block in the hydrogenated block copolymer of the present invention and This is the same as the preferred embodiment of the hydrogenation rate.
- the hydrogenated block copolymer composition of the present invention contains other hydrogenated block copolymer, the content thereof is preferably 100 with respect to 100 parts by mass of the hydrogenated block copolymer of the present invention. It is below mass parts.
- the molded article of the present invention uses the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention.
- the shape of the molded body include various shapes such as pellets, sheets, plates, pipes, tubes, rod-shaped bodies, and granular bodies.
- various conventional molding methods such as injection molding, blow molding, press molding, extrusion molding, and calendar molding may be used. Since the hydrogenated block copolymer and hydrogenated block copolymer composition of the present invention are excellent in molding processability, a molded product can be suitably obtained by high cycle injection molding.
- the laminate of the present invention includes a layer using the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention.
- the shape of a laminated body is not specifically limited, Shapes, such as a film form, a sheet form, a tube shape, are mentioned, Especially a film-form laminated body is preferable.
- the laminate of the present invention can be obtained, for example, by laminating a hydrogenated block copolymer of the present invention or a film using the hydrogenated block copolymer of the present invention and a layer made of other resin. .
- Such other resins include polyolefin resins, polyester resins, polyamide resins, acrylic resins, polyoxymethylene resins, styrene resins, polycarbonate resins, natural rubber, chloroprene rubber, acrylic rubber, butyl rubber, and acrylonitrile butadiene rubber. And urethane rubber.
- the polyolefin resin include polypropylene (homopropylene, block propylene, random propylene), propylene-ethylene copolymer, low density polyethylene, linear low density polyethylene, high density polyethylene, and ethylene- ⁇ -olefin copolymer.
- the polyester resin include polyethylene terephthalate (PET).
- the laminate of the present invention may be a layer of a layer using a hydrogenated block copolymer of the present invention or a hydrogenated block copolymer composition of the present invention and a fabric.
- the production method of the laminate of the present invention is not particularly limited.
- an injection molding method such as an insert injection molding method, a two-color injection molding method, a sandwich injection molding method, etc .
- T-die laminate molding method coextrusion molding Extrusion molding methods such as extrusion and coating methods
- calendar molding methods press molding methods
- compression molding methods and other molding methods that involve melting are used to produce sheets of hydrogenated block copolymer compositions, which are overlaid with fabrics.
- a method of laminating by a compression molding method can be exemplified.
- a natural fiber may be sufficient
- a synthetic fiber may be sufficient, and it may consist of a natural fiber and a synthetic fiber.
- natural fiber 1 type, or 2 or more types chosen from cotton, silk (silk), hemp, and hair are mentioned.
- the synthetic fiber is preferably at least one selected from polyester fiber, acrylic fiber (polyacrylonitrile), polyurethane fiber, polyamide fiber, polyolefin fiber, and vinylon fiber. Examples of polyamide fibers include nylon 6, nylon 6, 6 and the like.
- polyolefin fibers examples include polyethylene fibers and polypropylene fibers. However, it is preferable to contain 10% by mass or more of natural fibers, more preferably 20% by mass or more, and more preferably 30% by mass or more from the viewpoint that a further improvement effect of adhesive force can be expected.
- the content is more preferably 40% by mass or more, further preferably 70% by mass or more, particularly preferably 80% by mass or more, and most preferably 90% by mass or more.
- the laminate of the present invention comprises a layer using the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention (hereinafter referred to as “layer (1)”) and a fabric layer (hereinafter referred to as “layer (1)”).
- layer (1) a layer using the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention
- layer (1) a fabric layer
- it may be a two-layer consisting only of “fabric (2)”, or may be three or more layers consisting of these.
- “layer (1) / fabric (2) / layer (1)” “layer (1) / layer (1) / fabric (2)” (however, two layers ( 1) is composed of different components.
- the laminated body of this invention may have another layer (3) other than the said layer (1) and fabric (2).
- the layer (3) may be provided on the layer (1) or may be provided on the fabric (2), but the fabric (2) may be provided. From the viewpoint of the surface layer, the other layer (3) has on the layer (1), that is, a layer structure of “fabric (2) / layer (1) / layer (3)”. It is preferable.
- the other layer (3) may consist of one layer or may consist of two or more layers.
- the component of the other layer (3) is not particularly limited, and examples thereof include thermoplastic resins, various metals, various leathers, various glasses, and various woods. Among these, it is preferable to use a thermoplastic resin and various leathers.
- the layer (1) may be foamed by containing a foaming agent.
- foaming agents that can be used in this case include inorganic foaming agents such as ammonium carbonate, ammonium hydrogen carbonate, sodium hydrogen carbonate, ammonium nitrite, sodium borohydride, and azides; N, N′-dinitrosopenta N-nitroso compounds such as methylenetetramine, N, N'-dimethyl-N, N'-dinitrosotephthalamide, azo compounds such as azobisisobutyronitrile, azodicarbonamide, barium azodicarboxylate, trichloro Fluorinated alkanes such as monofluoromethane and dichloromonofluoromethane, p-toluenesulfonyl hydrazide, diphenylsulfone-3,3′-disulfonylhydrazide, 4,4′-oxybis (benzenesul
- Phenylhydrazine compounds p-toluylenesulfonyl semicarbazides, sulfonyl semicarbazide compounds such as 4,4′-oxybis (benzenesulfonyl semicarbazide), and triazole compounds such as 5-morpholyl-1,2,3,4-thiatriazole
- Organic expanders such as isobutane, pentane and other heat-expandable compounds such as heat-expandable fine particles encapsulated in microcapsules made of thermoplastic resin such as vinylidene chloride, acrylonitrile, acrylate ester, methacrylate ester, etc. Can be mentioned.
- thermally expandable fine particles include “Microsphere” (trade name, epoxy resin-encapsulated microcapsule) manufactured by Matsumoto Yushi Seiyaku Co., Ltd., and “Philite” (trade name, inorganic microballoon) manufactured by Nippon Philite Co., Ltd. And “EXPANCEL” (trade name, organic microballoon) manufactured by AKZO NOBEL.
- foaming agents an inorganic foaming agent, an azo compound, or a sulfonylhydrazine compound is preferable from the viewpoint of safety to the human body. These may be used alone or in combination of two or more.
- a foaming agent When a foaming agent is used, its content is preferably 0.1 to 3.0% by mass, more preferably 0.3 to 2.8% by mass, based on the total mass of the hydrogenated block copolymer composition.
- the content of the foaming agent is less than 0.1% by mass, the foaming ratio of the obtained foamed molded product may be insufficient, resulting in poor rubber elasticity.
- the content exceeds 3.0% by mass the foamed cells are enlarged. There is a possibility that a molded article having appropriate closed cells cannot be obtained.
- foaming method in the case of using a foaming agent, but chemical methods for foaming by decomposition or reaction of the foaming agent, or physical methods such as supercritical foaming and water foaming may be used in combination. Good.
- the laminate of the present invention is a laminate using a hydrogenated block copolymer or a layer made of the hydrogenated block copolymer composition of the present invention as an adhesive layer and a layer made of another resin as a base material layer. It can also be used as Although there is no restriction
- the structure of the base material layer may be a single layer or a multilayer structure of two or more layers. When it consists of two or more layers, you may use 2 or more types of resin from which a material differs.
- the thickness of the base material layer is preferably 500 ⁇ m or less, more preferably 200 ⁇ m or less, and still more preferably 100 ⁇ m or less.
- an additive such as a heat stabilizer, a light stabilizer, an ultraviolet absorber, an antioxidant, a lubricant, a colorant, and the like, as long as the object of the present invention is not impaired.
- Antistatic agent, flame retardant, water repellent, waterproofing agent, hydrophilicity imparting agent, conductivity imparting agent, thermal conductivity imparting agent, electromagnetic wave shielding property imparting agent, translucency modifier, fluorescent agent, slidability imparting agent , Transparency imparting agents, anti-blocking agents, metal deactivators, antibacterial agents and the like may be further added.
- the method for producing the laminate of the present invention is not particularly limited.
- a general multilayer sheet such as a multi-layer T-die method, a multi-layer inflation method, an extrusion lamination method or the like, a wet lamination, a dry lamination, a press molding, or the like.
- a film molding method, a multilayer injection blow such as a coin injection blow, a blow molding method such as a multilayer direct blow, a calendar molding method, or the like can be employed.
- the molded laminate can be used without being stretched, or uniaxially or biaxially stretched.
- the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention is applied to the base material layer by coextrusion T-die method, inflation method, lamination method, solvent coating method, calendar molding method. It can be obtained by a lamination method or the like.
- a feed block method single manifold method
- a multi-manifold method is exemplified.
- a solution is prepared by dissolving the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention in an organic solvent. After applying to the material layer, the laminate can be obtained by drying.
- the organic solvent is not particularly limited, and examples thereof include cyclohexane, methylcyclohexane, n-hexane, n-heptane, benzene, toluene, toluene-ethanol mixed solvent, xylene, ethylbenzene, tetrahydrofuran and the like. These solvents may be used alone or in combination of two or more.
- concentration of the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention in the solution is determined by ease of coating and ease of production of the solution. From the viewpoint of ease of drying, it is preferably 5 to 50% by mass, more preferably 5 to 40% by mass, and further preferably 5 to 30% by mass.
- the mass ratio of the hydrogenated block copolymer to the polyolefin resin is preferably 10/90 to 90/10, and more preferably 20/80 to 90/10.
- the mass ratio of the hydrogenated block copolymer to the tackifying resin is preferably 40/60 to 95/5, and preferably 60/40. -95/5 is more preferable.
- the mass ratio of the hydrogenated block copolymer to the softener is preferably 30/70 to 95/5, and 50/50 to 90 / 10 is more preferable.
- the film of the present invention uses the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention, and consists of a single layer.
- the film of the present invention can be formed by various methods, and the shape is not particularly limited. Examples of the molding method include blow molding, press molding, extrusion molding, and the molding methods mentioned in the above-described laminate manufacturing method.
- the mass ratio of the hydrogenated block copolymer to the polyolefin resin is preferably 10/90 to 90/10, more preferably 20/80 to 90/10.
- the mass ratio of the hydrogenated block copolymer to the tackifying resin is preferably 40/60 to 95/5, and preferably 60/40. -95/5 is more preferable.
- the mass ratio of the hydrogenated block copolymer to the softener is preferably 30/70 to 95/5, and 50/50 to 90 / 10 is more preferable.
- the protective film of the present invention comprises the laminate of the present invention or the film of the present invention.
- the protective film has a form in which a release liner is bonded to the pressure-sensitive adhesive surface (protective film with a release liner) for the purpose of protecting the pressure-sensitive adhesive surface (the surface of the pressure-sensitive adhesive layer attached to the adherend), if necessary.
- a release liner As the release liner, paper, a synthetic resin film or the like can be used, and a synthetic resin film is preferably used from the viewpoint of excellent surface smoothness.
- the thickness of the release liner can be, for example, 5 ⁇ m to 200 ⁇ m, and preferably 10 ⁇ m to 100 ⁇ m.
- a conventionally known release agent for example, silicone-based, fluorine-based, long-chain alkyl-based, fatty acid amide-based, etc.
- silica powder can be used to release or Antifouling treatment may be performed.
- the mass ratio of the hydrogenated block copolymer to the polyolefin resin is preferably 50/50 to 95/5, more preferably 70/30 to 90/10.
- the mass ratio of the hydrogenated block copolymer to the tackifier resin is preferably 50/50 to 95/5, and 70/30. -95/5 is more preferable.
- the mass ratio of the hydrogenated block copolymer to the softener is preferably 60/40 to 95/5, and preferably 70/30 to 90 / 10 is more preferable.
- the fiber and the nonwoven fabric of the present invention are those using the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention.
- the melt blow method or spunbond method is preferred, and the fiber is made finer and thinner. From the viewpoint of the density of the nonwoven fabric, the melt blow method is more preferable.
- the spunbond method is preferable from the viewpoints of high uniformity (mesh spots, spreadability), air permeability, less fuzziness, resistance to fraying of the cut surface, and productivity.
- the hydrogenated block copolymer composition of the present invention is used for fibers or nonwoven fabrics, and the hydrogenated block copolymer composition contains a polyolefin resin, the mass of the hydrogenated block copolymer relative to the polyolefin resin
- the ratio [hydrogenated block copolymer / polyolefin resin] is preferably 30/70 to 95/5, and more preferably 40/60 to 90/10.
- the mass ratio of the hydrogenated block copolymer to the tackifying resin [hydrogenated block copolymer / tackifying resin] is preferably 30/70 to 95/5, and 40/60. ⁇ 90/10 is more preferred.
- the mass ratio of the hydrogenated block copolymer to the softener is preferably 20/80 to 95/5, preferably 30/70 to 90 / 10 is more preferable.
- the mass of the hydrogenated block copolymer relative to the polyolefin resin is preferably 30/70 to 95/5, and more preferably 40/60 to 90/10.
- [hydrogenated block copolymer / polyolefin resin] is preferably 5/95 to 50/50, more preferably 10/90 to 30/70.
- the fiber diameter of the fibers constituting the nonwoven fabric is preferably less than 100 ⁇ m, more preferably 3 to 30 ⁇ m, still more preferably 5 to 20 ⁇ m, and even more preferably 7 to 15 ⁇ m. If the fiber diameter is 3 ⁇ m or more, yarn breakage can be prevented from occurring during spinning, and if it is less than 3 ⁇ m, the resulting nonwoven fabric may have insufficient denseness and strength.
- Basis weight of the nonwoven fabric is preferably 5 ⁇ 1000g / m 2, more preferably 10 ⁇ 500g / m 2. A nonwoven fabric with high strength can be obtained when the basis weight is 5 g / m 2 or more, and a nonwoven fabric can be produced at a low cost when the basis weight is 1000 g / m 2 or less.
- the thickness of the nonwoven fabric is preferably 0.01 to 1.0 mm, more preferably 0.05 to 0.8 mm.
- the thickness is 0.01 mm or more, a non-woven fabric having high strength can be obtained, and when it is 1.0 mm or less, a non-woven fabric having high flexibility and excellent handleability can be obtained.
- the decorative molding material of the present invention includes the laminate, film, fiber, or nonwoven fabric of the present invention.
- the thickness of the decorative molding material of the present invention can be appropriately set, but is preferably 10 to 1000 ⁇ m from the viewpoint of the strength and adhesive strength of the decorative molding material.
- a decorative molded product can be easily produced by molding using a known press molding machine.
- the upper mold and the lower mold of the molding machine are heated to 80 to 180 ° C., and then the decorative molding material and the thermosetting molding material of the present invention are formed on the lower mold.
- hot-press molding is performed at a pressure of 10 to 120 kg / cm 2 for 30 seconds to 20 minutes, the resin is cured, and then demolding to obtain a decorative molded product A method is mentioned.
- a decorative molded product is also obtained by a method of injecting an injection resin into the mold. be able to.
- the adhesive of the present invention uses the hydrogenated block copolymer of the present invention or the hydrogenated block copolymer composition of the present invention.
- the amount of application to the adherend can be appropriately set according to various situations such as the type of adherend and the bonding atmosphere (temperature, humidity, etc.).
- the method of applying the adhesive of the present invention to an adherend is, for example, a method (solution coating) in which a solution obtained by dissolving an adhesive in an organic solvent is applied with a brush or a roll, and an adhesive.
- the hydrogenated block copolymer composition of the present invention is used for an adhesive, and the hydrogenated block copolymer composition contains a polyolefin resin
- the hydrogenated block copolymer for the polyolefin resin is used.
- the mass ratio [hydrogenated block copolymer / polyolefin resin] is preferably 40/60 to 95/5, and more preferably 50/50 to 90/10.
- the mass ratio of the hydrogenated block copolymer to the tackifying resin [hydrogenated block copolymer / tackifying resin] is preferably 10/90 to 95/5, and 30/70. ⁇ 90/10 is more preferred.
- the mass ratio of the hydrogenated block copolymer to the softener is preferably 10/90 to 90/10, and 20/80 to 80 / 20 is more preferable.
- the hydrogenated block copolymer composition of the present invention can also be used as a modeling material. Specifically, it can be suitably used as a material for three-dimensional modeling of a hot melt lamination method, which is a material for so-called 3D printers.
- the shape of the modeling material is not particularly limited, and examples thereof include filaments, pellets, and powders. Filaments for hot melt lamination type 3D modeling equipment (3D printers) can be obtained by generally known extrusion molding, and the thickness of the filaments can be freely adjusted to suit the 3D printer used.
- a filament having a diameter of 1.5 to 2.0 mm is preferably used.
- the stretchable member according to the present embodiment is a stretchable member formed by molding a thermoplastic elastomer composition containing the hydrogenated block copolymer (I),
- the hydrogenated block copolymer (I) is: A polymer block (a) containing a structural unit derived from an aromatic vinyl compound, 1 to 100% by mass of a structural unit (b1) derived from farnesene, and 99 to 99 structural units (b2) derived from a conjugated diene other than farnesene
- the content of the polymer block (b) containing 0% by mass and the structural unit (b1) derived from farnesene is less than 1% by mass
- the content of the structural unit (b2) derived from conjugated diene other than farnesene is 1 to Polymer block (c) which is 100% by weight, At least two polymer blocks (a), at least one polymer block (b), and at least one polymer block (c), and at least one polymer block (b) ) Is present at the end,
- the mass ratio
- thermoplastic elastomer composition A test piece obtained by punching the thermoplastic elastomer composition into a strip having a width of 25 mm and a length of 150 mm from a sheet having a thickness of 0.5 mm formed by compression molding at 240 ° C. under a load of 10 MPa for 3 minutes is used.
- the elastic member has a hysteresis loss rate of 20% or less in one cycle of deformation and recovery after stretching 100% at 100C and then shrinking.
- the thermoplastic elastomer composition according to the present embodiment contains a hydrogenated block copolymer (I).
- the thermoplastic elastomer composition may contain an optional component other than the hydrogenated block copolymer (I).
- the optional component include polystyrene resin (II) and softener (III).
- the hydrogenated block copolymer (I) is A polymer block (a) containing a structural unit derived from an aromatic vinyl compound, 1 to 100% by mass of a structural unit (b1) derived from farnesene, and 99 to 99 structural units (b2) derived from a conjugated diene other than farnesene
- the content of the polymer block (b) containing 0% by mass and the structural unit (b1) derived from farnesene is less than 1% by mass
- the content of the structural unit (b2) derived from conjugated diene other than farnesene is 1 to Polymer block (c) which is 100% by weight, At least two polymer blocks (a), at least one polymer block (b), and at least one polymer block (c), and at least one polymer block (b) ) Is present at the end,
- the mass ratio [(a) / (b)] of the polymer block (a) and the polymer block (b) is
- the polymer block (a) includes a structural unit derived from an aromatic vinyl compound.
- the aromatic vinyl compound include styrene, ⁇ -methylstyrene, 2-methylstyrene, 3-methylstyrene, 4-methylstyrene, 4-propylstyrene, 4-tert-butylstyrene, 4-cyclohexylstyrene, 4- Dodecylstyrene, 2,4-dimethylstyrene, 2,4-diisopropylstyrene, 2,4,6-trimethylstyrene, 2-ethyl-4-benzylstyrene, 4- (phenylbutyl) styrene, 1-vinylnaphthalene, 2- Examples thereof include vinyl naphthalene, vinyl anthracene, N, N-diethyl-4-aminoethyl styrene, vinyl pyridine, 4-methoxy sty
- the polymer block (a) may contain, in addition to the constituent unit derived from the aromatic vinyl compound, other constituent units as a trace unit or impurity unit to the extent that the effects of the present invention are not impaired. Preferably not. Content of the other structural unit in a polymer block (a) becomes like this. Preferably it is 10 mass% or less, More preferably, it is 5 mass% or less, More preferably, it is 1 mass% or less.
- the content of the structural unit derived from the aromatic vinyl compound in the polymer block (a) is preferably 90% by mass or more, more preferably 95% by mass or more, and further preferably 99% by mass or more.
- the peak top molecular weight (Mp) of the polymer block (a) is preferably 1,000 to 200,000, more preferably 5,000 to 150,000, and 6,000 to 100,000 from the viewpoint of moldability. Is more preferable, and 7,000 to 60,000 is even more preferable.
- the peak top molecular weight (Mp) in this specification means the value measured by the method described in the Example mentioned later.
- the polymer block (b) contains 1 to 100% by mass of farnesene-derived structural units (b1) and 99 to 0% by mass of structural units (b2) derived from conjugated dienes other than farnesene.
- the structural unit (b1) may be either ⁇ -farnesene or a ⁇ -farnesene-derived structural unit represented by the following formula (I), but from the viewpoint of ease of production of the block copolymer (P), ⁇ - A structural unit derived from farnesene is preferred. Note that ⁇ -farnesene and ⁇ -farnesene may be used in combination.
- Examples of the conjugated diene constituting the structural unit (b2) derived from a conjugated diene other than farnesene include butadiene, isoprene, 2,3-dimethylbutadiene, 2-phenyl-butadiene, 1,3-pentadiene, 2-methyl-1 , 3-pentadiene, 1,3-hexadiene, 1,3-octadiene, 1,3-cyclohexadiene, 2-methyl-1,3-octadiene, 1,3,7-octatriene, myrcene, chloroprene, etc. . These may be used alone or in combination of two or more. Among these, at least one selected from butadiene, isoprene and myrcene is more preferable, butadiene and / or isoprene is more preferable, and butadiene is most preferable.
- the polymer block (b) contains 1 to 100% by mass of the structural unit (b1) derived from farnesene and 99 to 0% by mass of the structural unit (b2) derived from conjugated dienes other than farnesene.
- “containing 0 mass% of the structural unit (b2)” means that the structural unit (b2) is not contained.
- the content of the structural unit (b1) in the polymer block (b) is preferably 30 to 100% by mass, more preferably 45 to 100% by mass, still more preferably 50 to 100% by mass, and more preferably 55 to 100% by mass. More preferably, for example, 100% by mass (the polymer block (b) is composed only of the structural unit (b1)) is preferable.
- the content of the structural unit (b2) is preferably 70% by mass or less, more preferably 55% by mass or less.
- 50 mass% or less is still more preferable, and 45 mass% or less is still more preferable.
- the total content of the structural unit (b1) and the structural unit (b2) in the polymer block (b) is preferably 80% by mass or more, more preferably 90% by mass or more, still more preferably 95% by mass or more, and 99% by mass. % Or more is more preferable, and 100 mass% is still more preferable.
- the content of the structural unit (b1) derived from farnesene is less than 1% by mass in addition to the polymer block (a) and the polymer block (b).
- the polymer block (c) contains a conjugated diene-derived structural unit (b2) content of 1 to 100% by mass.
- the farnesene which is a component derived from these structural units (b1) and the conjugated diene which is a component derived from (b2) are as described above.
- the content of the structural unit (b1) derived from farnesene is less than 1% by mass” in the polymer block (c) means that the content of the structural unit (b1) is 0% by mass, that is, the structural unit ( The case of not containing b1) is also included.
- the structural unit (b1) is preferably 0% by mass.
- the content of the structural unit (b2) in the polymer block (c) is preferably 60 to 100% by mass, more preferably 80 to 100% by mass, still more preferably 90 to 100% by mass, and still more preferably 99% by mass. % And 100% by mass, and still more preferably 100% by mass.
- the total content of the structural unit (b1) and the structural unit (b2) in the polymer block (c) is preferably 80% by mass or more, more preferably 90% by mass or more, still more preferably 95% by mass or more, and 99% by mass. % Or more is more preferable, and 100 mass% is still more preferable.
- the bonding form of the plurality of polymer blocks is not particularly limited, and may be linear, branched, radial, or a combination of two or more thereof. Especially, the form which each block couple
- the hydrogenated block copolymer (I) includes a polymer block (a), a polymer block (b) and a polymer block (c), and the polymer block (b)
- the polymer block (a) is preferably a structure having blocks in the order of the polymer block (c).
- the polymer block (a) is represented by a
- the polymer block (b) is represented by b
- the polymer block (c) is represented by c
- the pentablock copolymer represented by bac-a-b Polymer tetrablock copolymer represented by ba-ca-ba, ba- (ca) 1 -b, ba- (ca-b) m , b- (a -Cab) n (l, m and n each independently represents an integer of 2 or more), more preferably a pentablock copolymer represented by baacba.
- the block copolymer (P) has two or more polymer blocks (a), two or more polymer blocks (b), or two or more (c)
- the respective polymer blocks may be polymer blocks composed of the same structural unit or polymer blocks composed of different structural units.
- the mass ratio [(a) / (b)] of the polymer block (a) and the polymer block (b) in the block copolymer (P) is 1/99 to 70/30. Within the range, a stretchable member excellent in elastic recovery can be obtained. From this viewpoint, the mass ratio [(a) / (b)] of the polymer block (a) and the polymer block (b) is preferably 1/99 to 60/40, and preferably 10/90 to 55/45. More preferably, 10/90 to 50/50 is still more preferable, and 15/85 to 50/50 is still more preferable.
- the mass ratio [(a) / ((b) + (c))] of the polymer (a) to the polymer block (b) and the polymer block (c) in the block copolymer (P) is preferably 1/99 to 70/30. Within the range, a stretchable member excellent in elastic recovery can be obtained. From this viewpoint, the mass ratio [(a) / ((b) + (c))] is more preferably 1/99 to 60/40, further preferably 10/90 to 40/60, and more preferably 10/90 to 30/70 is even more preferable, and 15/85 to 25/75 is even more preferable.
- the mass ratio [(b1) / ((b) + (c))] is preferably 30 to 90% by mass, more preferably 40 to 80% by mass, still more preferably 45 to 70% by mass, More preferably, it is 50 to 70% by mass.
- the structural unit (b1) in the mass ratio [(b1) / ((b) + (c))] is composed of the structural unit (b1) contained in the polymer block (b) and the polymer block (c ) Is the total amount with the structural unit (b1) contained therein.
- the total content of the polymer block (a), the polymer block (b) and the polymer block (c) in the block copolymer (P) is preferably 80% by mass or more, more preferably 90% by mass or more. 95 mass% or more is more preferable, 99 mass% or more is further more preferable, and 100 mass% is still more preferable.
- the peak top molecular weight (Mp) of the hydrogenated block copolymer (I) is preferably 4,000 to 500,000, more preferably 9,000 to 450,000, and more preferably 30,000 to 400 from the viewpoint of moldability. 50,000 is more preferable, and 50,000 to 380,000 is still more preferable.
- the peak top molecular weight (Mp) in this specification means the value measured by the method described in the Example mentioned later.
- the molecular weight distribution (Mw / Mn) of the hydrogenated block copolymer (I) is preferably 1 to 4, more preferably 1 to 3, and still more preferably 1 to 2. When the molecular weight distribution is within the above range, the viscosity variation of the hydrogenated block copolymer (I) is small and easy to handle.
- the block copolymer (P) is composed of the above-mentioned polymer block (a), polymer block (b) and polymer block (c), and other monomers as long as the effects of the present invention are not impaired.
- the polymer block (d) may be contained.
- Examples of such other monomers include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-undecene, 1-dodecene, 1- Unsaturated hydrocarbon compounds such as tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicocene; acrylic acid, methacrylic acid, methyl acrylate, methyl methacrylate Acrylonitrile, methacrylonitrile, maleic acid, fumaric acid, crotonic acid, itaconic acid, 2-acryloylethanesulfonic acid, 2-methacryloylethanesulfonic acid, 2-acrylamido-2-methylpropanesulfonic acid, 2-methacrylamide-2 -Methylpropane
- the hydrogenated block copolymer (I) is a hydrogen of a block copolymer (P) including the polymer block (a), the polymer block (b), and the polymer block (c).
- the polymer block (c) is an additive, the content of (b1) is less than 1% by mass, and the content of the structural unit (b2) derived from a conjugated diene other than farnesene is 1 to 100% by mass.
- the hydrogenated block copolymer (I) comprises at least two polymer blocks (a), at least one polymer block (b), And at least one polymer block (c). And at least one of said polymer block (b) is a hydrogenated product of a block copolymer present at the end (P).
- the polymer block consisting only of poly ( ⁇ -farnesene) is F
- the polymer block consisting only of polystyrene is St
- the polymer block consisting only of polyisoprene is Ip
- the polymer block consisting only of polybutadiene is Bd
- ⁇ A polymer block consisting only of farnesene and isoprene is denoted as F / Ip
- a polymer block consisting only of ⁇ -farnesene and butadiene is denoted as F / Bd.
- a hydrogenated product of a pentablock copolymer in which F, St, Bd, St, F are combined in this order, and F, St, Ip, St, F
- a hydrogenated product of a pentablock copolymer in which are bonded in this order is preferred.
- the hydrogenated block copolymer (I) includes, for example, a polymerization step for obtaining the block copolymer (P) by anionic polymerization, and a carbon-carbon double bond derived from farnesene present in the block copolymer (P). And carbon-carbon double bonds derived from conjugated dienes other than farnesene can be suitably produced.
- the block copolymer (P) can be produced by a solution polymerization method or a method described in JP-A-2012-502135 and JP-A-2012-502136.
- the solution polymerization method is preferable, and known methods such as an ion polymerization method such as anion polymerization and cation polymerization, and a radical polymerization method can be applied.
- the anionic polymerization method is preferred.
- a block copolymer (P ) examples include alkali metals such as lithium, sodium and potassium; alkaline earth metals such as beryllium, magnesium, calcium, strontium and barium; lanthanoid rare earth metals such as lanthanum and neodymium; And compounds containing earth metals and lanthanoid rare earth metals.
- alkali metals such as lithium, sodium and potassium
- alkaline earth metals such as beryllium, magnesium, calcium, strontium and barium
- lanthanoid rare earth metals such as lanthanum and neodymium
- compounds containing earth metals and lanthanoid rare earth metals examples include an alkali metal and a compound containing an alkali metal are preferable, and an organic alkali metal compound is more preferable.
- organic alkali metal compound examples include methyl lithium, ethyl lithium, n-butyl lithium, sec-butyl lithium, t-butyl lithium, hexyl lithium, phenyl lithium, stilbene lithium, dilithiomethane, dilithionaphthalene, 1,4-dilithiobutane.
- Organic lithium compounds such as 1,4-dilithio-2-ethylcyclohexane and 1,3,5-trilithiobenzene; sodium naphthalene, potassium naphthalene and the like.
- organolithium compounds are preferred, n-butyllithium and sec-butyllithium are more preferred, and sec-butyllithium is particularly preferred.
- the organic alkali metal compound may be used as an organic alkali metal amide by reacting with a secondary amine such as diisopropylamine, dibutylamine, dihexylamine, and dibenzylamine.
- a secondary amine such as diisopropylamine, dibutylamine, dihexylamine, and dibenzylamine.
- the amount of the organic alkali metal compound used for the polymerization varies depending on the molecular weight of the block copolymer (P), but is usually 0.01 to 3 with respect to the total amount of aromatic vinyl compound, farnesene and conjugated dienes other than farnesene. It is the range of mass%.
- the solvent is not particularly limited as long as it does not adversely affect the anionic polymerization reaction.
- saturated aliphatic hydrocarbons such as n-pentane, isopentane, n-hexane, n-heptane, isooctane; cyclopentane, cyclohexane, methylcyclopentane And saturated alicyclic hydrocarbons; aromatic hydrocarbons such as benzene, toluene and xylene.
- saturated aliphatic hydrocarbons such as n-pentane, isopentane, n-hexane, n-heptane, isooctane
- saturated alicyclic hydrocarbons such as benzene, toluene and xylene.
- Lewis base plays a role in controlling the microstructure of structural units derived from farnesene and structural units derived from conjugated dienes other than farnesene.
- the Lewis base include ether compounds such as dibutyl ether, diethyl ether, tetrahydrofuran, dioxane, and ethylene glycol diethyl ether; pyridine; tertiary amines such as N, N, N ′, N′-tetramethylethylenediamine and trimethylamine; potassium Examples include alkali metal alkoxides such as t-butoxide; phosphine compounds.
- the amount is usually preferably in the range of 0.01 to 1000 molar equivalents relative to 1 mole of the anionic polymerization initiator.
- the temperature of the polymerization reaction is usually in the range of ⁇ 80 to 150 ° C., preferably 0 to 100 ° C., more preferably 10 to 90 ° C.
- the polymerization reaction may be carried out batchwise or continuously. Each monomer is continuously or intermittently supplied into the polymerization reaction solution so that the amount of the aromatic vinyl compound, farnesene and / or conjugated diene other than farnesene in the polymerization reaction system falls within a specific range, Or a block copolymer (P) can be manufactured by superposing
- the polymerization reaction can be stopped by adding an alcohol such as methanol or isopropanol as a polymerization terminator.
- the block copolymer (P) is obtained by pouring the obtained polymerization reaction liquid into a poor solvent such as methanol to precipitate the block copolymer (P), or washing the polymerization reaction liquid with water, separating, and drying. Can be isolated.
- an unmodified block copolymer (P) may be obtained as described above, but before the hydrogenation step described later, a functional group is introduced into the block copolymer (P).
- a modified block copolymer (P) may be obtained, or a functional block may be introduced at the time of the hydrogenated block copolymer (I) to obtain a modified block copolymer.
- functional groups that can be introduced include amino groups, alkoxysilyl groups, hydroxyl groups, epoxy groups, carboxyl groups, carbonyl groups, mercapto groups, isocyanate groups, and acid anhydrides.
- Examples of the modification method of the block copolymer (P) include, for example, tin tetrachloride, tetrachlorosilane, dimethyldichlorosilane, dimethyldiethoxysilane, and tetramethoxysilane that can react with a polymerization active terminal before adding a polymerization terminator.
- Examples thereof include a method of adding a modifying agent or other modifying agents described in JP2011-132298A.
- maleic anhydride or the like can be grafted onto the isolated copolymer.
- the position where the functional group is introduced may be the polymerization terminal of the block copolymer (P) or the side chain.
- the said functional group may be used individually by 1 type or in combination of 2 or more types.
- the modifying agent is usually preferably in the range of 0.01 to 10 molar equivalents relative to the anionic polymerization initiator.
- the hydrogenated block copolymer (I) can be obtained by subjecting the block copolymer (P) obtained by the above method or the modified block copolymer (P) to a hydrogenation step.
- a known method can be used for the hydrogenation.
- a Ziegler catalyst nickel, platinum, palladium, ruthenium supported on carbon, silica, diatomaceous earth, etc.
- Rhodium metal catalyst An organic metal complex having cobalt, nickel, palladium, rhodium or ruthenium metal is present as a hydrogenation catalyst to carry out a hydrogenation reaction.
- the hydrogenation reaction may be performed by adding a hydrogenation catalyst to the polymerization reaction solution containing the block copolymer (P) obtained by the method for producing the block copolymer (P). .
- a hydrogenation catalyst in which palladium is supported on carbon is preferable.
- the hydrogen pressure is preferably 0.1 to 20 MPa
- the reaction temperature is preferably 100 to 200 ° C.
- the reaction time is preferably 1 to 20 hours.
- the total hydrogenation rate of the carbon-carbon double bond derived from farnesene present in the polymer block (b) and the polymer block (c) and the carbon-carbon double bond derived from conjugated dienes other than farnesene is: From the viewpoint of obtaining a stretchable member excellent in elastic recovery, it is 50 to 100 mol%.
- the hydrogenation rate is preferably 70 to 100 mol%, more preferably 80 to 100 mol%, still more preferably 90 to 100 mol%.
- the hydrogenation rate can be calculated by measuring 1 H-NMR of the block copolymer (P) and the hydrogenated block copolymer (I) after hydrogenation.
- the thermoplastic elastomer composition according to the present embodiment may contain a polystyrene resin (II) in addition to the hydrogenated block copolymer (I).
- a polystyrene resin (II) By containing the polystyrene resin (II), the strength of the stretchable member is improved.
- the weight average molecular weight of the polystyrene resin (II) is preferably 100,000 to 400,000, more preferably 120,000 to 350,000, still more preferably 150,000 to 300,000. When the weight average molecular weight of the polystyrene resin (II) is 100,000 or more, heat resistance is improved, and when it is 400,000 or less, molding processability is improved.
- the content thereof is 1 to 100 parts by mass of hydrogenated block copolymer (I). A range of 70 parts by weight is preferred. When the polystyrene resin (II) is within this range, the strength of the thermoplastic elastomer composition is further improved. From this viewpoint, the content of the polystyrene resin (II) is more preferably 1 to 50 parts by mass, still more preferably 5 to 50 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (I). 50 parts by mass is even more preferable, and 15 to 50 parts by mass is even more preferable.
- the thermoplastic elastomer composition of the present invention may further contain a softening agent (III).
- a softening agent (III)
- softeners generally used for rubber and plastics can be used.
- paraffinic, naphthenic and aromatic process oils phthalic acid derivatives such as dioctyl phthalate and dibutyl phthalate
- white oil mineral oil
- liquid co-oligomer of ethylene and ⁇ -olefin liquid paraffin
- polybutene low molecular weight poly Isobutylene: liquid polybutadiene, liquid polyisoprene, liquid polyisoprene / butadiene copolymer, liquid styrene / butadiene copolymer, liquid polydiene such as liquid styrene / isoprene copolymer, and hydrogenated products thereof.
- paraffinic process oil paraffinic process oil; liquid co-oligomer of ethylene and ⁇ -olefin; liquid paraffin; low molecular weight polyisobutylene and hydrogenated product thereof are preferable.
- a hydrogenated product of paraffinic process oil is more preferable.
- the softening agent (III) one kind may be used alone, or two or more kinds may be used in combination.
- the content thereof is 1 to 100 parts by weight of the hydrogenated block copolymer (I).
- a range of 150 parts by weight is preferred.
- the content of the softening agent (III) is more preferably 5 to 150 parts by mass, still more preferably 10 to 150 parts by mass, and still more preferably 100 parts by mass of the hydrogenated block copolymer (I).
- the amount is preferably 15 to 120 parts by mass.
- the thermoplastic elastomer composition according to the present embodiment may contain other hydrogenated block copolymers other than the hydrogenated block copolymer (I).
- other hydrogenated block copolymer other than the hydrogenated block copolymer (I) for example, a block copolymer containing the polymer block (a) and the polymer block (c) is hydrogenated. And hydrogenated block copolymers.
- suitable aspects such as a polymer block (a), polymer block (c), and a hydrogenation rate in other hydrogenated block copolymers, each polymer block in hydrogenated block copolymer (I) and This is the same as the preferred embodiment of the hydrogenation rate.
- the thermoplastic elastomer composition contains other hydrogenated block copolymer, the content thereof is preferably 100 parts by mass or less with respect to 100 parts by mass of the hydrogenated block copolymer (I).
- thermoplastic elastomer composition is within a range that does not impair the effects of the present invention, and if necessary, other thermoplastic polymer, inorganic filler, tackifier resin, antioxidant, lubricant, Light stabilizers, processing aids, colorants such as pigments and pigments, flame retardants, antistatic agents, matting agents, silicone oils, antiblocking agents, UV absorbers, mold release agents, foaming agents, antibacterial agents, fungicides An agent and a fragrance may be contained.
- the content thereof is preferably 100 parts by mass or less, more preferably 50 parts by mass or less, more preferably 100 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (I). It is 20 mass parts or less, More preferably, it is 10 mass parts or less.
- the inorganic filler can be contained for the purpose of improving the physical properties such as heat resistance and weather resistance of the thermoplastic elastomer composition of the present invention, adjusting the hardness, and improving the economical efficiency as an extender.
- examples of the inorganic filler include calcium carbonate, talc, magnesium hydroxide, aluminum hydroxide, mica, clay, natural silicic acid, synthetic silicic acid, titanium oxide, carbon black, barium sulfate, glass balloon, and glass fiber. It is done.
- An inorganic filler may be used individually by 1 type, and may be used in combination of 2 or more type.
- the content thereof is preferably in a range that does not impair the flexibility of the thermoplastic elastomer composition, and preferably 100 parts by weight of the hydrogenated block copolymer (I). 100 parts by mass or less, more preferably 70 parts by mass or less, still more preferably 30 parts by mass or less, and particularly preferably 10 parts by mass or less.
- the method for producing the thermoplastic elastomer composition of the present invention is not particularly limited, and the hydrogenated block copolymer (I) and, if necessary, the polystyrene resin (II), the softening agent (III), and other components are uniformly distributed. Any method that can be mixed may be used, and a melt-kneading method is preferably used.
- the melt kneading can be performed using a melt kneading apparatus such as a single screw extruder, a twin screw extruder, a kneader, a batch mixer, a roller, a Banbury mixer, and preferably by melt kneading at 170 to 270 ° C.
- the thermoplastic elastomer composition of the present invention can be obtained.
- thermoplastic elastomer composition is a strip having a width of 25 mm and a length of 150 mm formed by compression molding the thermoplastic elastomer composition at 240 ° C. under a 10 MPa load for 3 minutes.
- the test piece obtained by punching into a shape is stretched 100% at a temperature of 23 ° C., and then contracted and shrunk, and the hysteresis loss rate in one cycle of recovery (hysteresis loss rate in the first cycle) is 20% or less. Therefore, the stretchable member formed by molding the physical properties of the thermoplastic elastomer composition is excellent in elastic recovery.
- the hysteresis loss rate is preferably 19% or less, more preferably 17% or less, and still more preferably 16% or less.
- the hysteresis loss rate is preferably 15% or less, more preferably 14% or less, still more preferably 13% or less, and still more preferably 12% or less.
- the elastic member when the elastic member is expanded and contracted a plurality of times, it may be preferable that there is no significant change in the hysteresis loss rate.
- the elastic member when the elastic member is used for gathering a diaper, it is preferable that the feeling of use does not change greatly before and after the diaper is put on.
- the ratio (L 2 / L 1 ) of the hysteresis loss rate (L 2 ) in the second cycle to the hysteresis loss rate (L 1 ) in the first cycle is preferably 0.40 or more, more preferably 0 .50 or more, more preferably 0.60 or more, and still more preferably 0.70 or more.
- the tensile stress (100% modulus) when the test piece is stretched 100% at a temperature of 23 ° C. is from the viewpoint of the strength of the stretchable member.
- it is 0.02 MPa or more, More preferably, it is 0.05 MPa or more, More preferably, it is 0.10 MPa or more.
- the form of the stretchable material according to the present embodiment is not particularly limited, and may be a form suitable for each according to the application, usage form, and the like.
- the stretchable material is preferably in the form of a film, a nonwoven fabric, a strand, or a strip.
- its thickness and width are not particularly limited and can be appropriately selected.
- the thickness of the film is preferably about 15 ⁇ m to 200 ⁇ m. Even in the case of the nonwoven fabric made of the stretchable material described above, the fineness of the fibers constituting the nonwoven fabric, the basis weight of the nonwoven fabric, etc. can be made suitable for each application.
- the fibers constituting the nonwoven fabric are preferably long fibers having a uniform fineness because of excellent mechanical properties.
- the basis weight of the nonwoven fabric is preferably about 5 to 300 g / m 2 from the viewpoint of handleability.
- the average fiber diameter of the nonwoven fabric is preferably 1 to 30 ⁇ m, more preferably 5 to 20 ⁇ m.
- the stretchable material when the stretchable material is a strand, the cross-section can be in the form of a linear body, a string-like body, or the like having a circular, elliptical, square, or other cross-sectional shape.
- the stretchable material is a belt-like body, its thickness and width are not particularly limited and can be appropriately selected. In general, the thickness of the strip is preferably about 200 ⁇ m to 2 mm.
- an elastic material is a nonwoven fabric, the fineness of the fiber which comprises a nonwoven fabric, the fabric weight of a nonwoven fabric, etc. can be made suitable for each use.
- the fibers constituting the nonwoven fabric are preferably long fibers having a uniform fineness because of excellent mechanical properties.
- the basis weight of the nonwoven fabric is preferably about 5 to 200 g / m 2 from the viewpoint of handleability.
- the method for forming the thermoplastic elastomer composition described above into a stretchable material can be appropriately selected according to the form of the stretchable material.
- the stretchable material is in the form of a film, a strand, or a nonwoven fabric.
- a molding method generally used when molding a thermoplastic polymer material into a film, a strand or a nonwoven fabric is suitably employed.
- it when forming into a film and a strand, it can shape
- a melt-blown nonwoven fabric is manufactured by melt spinning a thermoplastic elastomer composition with a normal melt-blown nonwoven fabric production apparatus and forming a fiber web on the collection surface of the fiber group. can do.
- a nonwoven fabric stretchable material can also be produced by a spunbond method.
- the stretchable material according to the present embodiment can be used as a stretchable member as it is, at least one stretchable fabric selected from an extensible fabric and a pleated fabric that can stretch in at least one direction; Laminating and bonding improves shape stability, for sanitary materials such as disposable diapers, toilet training pants, sanitary products, and base materials for compresses, elastic tape, surgical bandages, surgical dressings, and other medical materials A necessary and complicated form of the elastic member can be obtained.
- ⁇ -farnesene purity 97.6% by mass Amyris Biotechnology
- ⁇ -farnesene purified by 3 molecular sieves and distilled under a nitrogen atmosphere to obtain gingivalene, bisabolen, farnesene epoxide, farnesol isomer, E , E-farnesol, squalene, ergosterol and farnesene were used for the following polymerization, except for hydrocarbon impurities such as several dimers.
- the measuring apparatus and conditions are as follows.
- ⁇ Device GPC device “GPC8020” manufactured by Tosoh Corporation Separation column: “TSKgel G4000HXL” manufactured by Tosoh Corporation
- Detector “RI-8020” manufactured by Tosoh Corporation
- Eluent Tetrahydrofuran
- Eluent flow rate 1.0 ml / min ⁇ Sample concentration: 5 mg / 10 ml -Column temperature: 40 ° C
- Hydrogenation rate ⁇ 1 ⁇ (number of moles of carbon-carbon double bond contained per mole of hydrogenated block copolymer (HP)) / (carbon-carbon two contained per mole of block copolymer (P)) Mol number of double bonds) ⁇ ⁇ 100 (mol%)
- ODT Order-disorder transition temperature
- the hydrogenated block copolymers obtained in Examples 1 to 3, Comparative Examples 1 to 4 and Reference Examples 1 and 2 were compression molded at 200 ° C. and 1.0 MPa for 3 minutes to obtain a sheet-like molded body ( 150 mm in length, 150 mm in width, and 1 mm in thickness).
- a cylindrical test piece having a diameter of 25 mm and a height of 1 mm is punched from this sheet, and using a “RDA3 viscoelasticity measuring device” manufactured by Rheometric Scientific, in accordance with JIS K7244-10, a measurement temperature of 100 to 350 ° C. and a frequency of 1 Hz
- the shear storage modulus G ′ was measured under the condition of 5% strain.
- the temperature corresponding to the intersection of the base line and the tangent at which the shear storage modulus G ′ began to decrease was defined as the order-disorder transition temperature (ODT).
- the stacked sheet and a metal spacer are sandwiched between polytetrafluoroethylene sheets, further sandwiched between metal plates from the outside, and using a compression molding machine, a load of 20 kgf / cm 2 (2 N / mm) at a temperature of 160 ° C.
- the laminate comprising PET / hydrogenated block copolymer composition / polycarbonate plate was obtained by compression molding in 2 ) for 3 minutes.
- PC polycarbonate
- PMMA polymethyl methacrylate resin
- ABS acrylonitrile-butadiene-styrene resin
- PA6 nylon 6
- PP polypropylene
- PC board Mitsubishi Engineering Plastics Co., Ltd., Iupilon S-3000R ⁇ Polymethyl methacrylate resin (PMMA) plate: Plexiglas 6N manufactured by EVONIC ⁇ Acrylonitrile-butadiene-styrene resin plate: Toyolac 700, manufactured by Toray Industries, Inc. -Nylon 6 plate: UBE Industries, UBE Nylon 6 1013B ⁇ Polypropylene plate: Nippon Polypro Co., Ltd., Novatec PP MA3
- the draw resonance the difference obtained by subtracting the minimum value from the maximum value obtained by measuring the tension at the time of take-up for 30 seconds is used, and the take-up speed is increased from 2 m / min to 2 m / min every 2 minutes.
- the take-off speed when the molten resin was cut was defined as melt extensibility and used as an index of moldability.
- Molding retention rate The length of the sheet obtained in the evaluation of the injection moldability in the MD (vertical) direction and TD (transverse) direction is measured, and the size with respect to the mold (11 ⁇ 11 cm) is measured. Retention was evaluated.
- Tear strength The tear strength in the MD direction and TD direction of the sheet obtained in the evaluation of the injection moldability was evaluated. The measurement was based on JIS K 6252, and the angle-type tear strength without incision was evaluated.
- the adhesive was applied to each sheet of Examples and Comparative Examples with a brush and dried at 50 ° C. for 10 minutes. After drying the adhesive, the sheet of Example and Comparative Example and the polyurethane sheet were immediately pressure-bonded with a press (20 kgf / cm 2 ⁇ 15 seconds: 25 ° C.) to obtain a sample for peel test. After pressure bonding, after aging for 24 ⁇ 2 hours, the peel strength was evaluated. Evaluation criteria set peeling strength 50N / 25mm or more as [2], and less than 50N / 25mm as [1].
- Polyurethane, primer, and adhesive used in preparing the above-described peel test sample are shown below.
- Polyurethane: Elastollan 1190A (BASF) Primer: PE-120 (manufactured by No-Tape Industries Co., Ltd.) / Death Module RFE (manufactured by No-Tape Industries Co., Ltd.) 95/5 (mass ratio)
- Adhesive: 5999 (manufactured by No-Tape Industries Co., Ltd.) / Death Module RFE (manufactured by No-Tape Industries Co., Ltd.) 97/3 (mass ratio)
- Example 38 Foam moldability
- the foam laminate obtained in Example 38 and Comparative Example 39 was cut in half in the height direction with a cutter, and the uniformity of the foam cell size was visually evaluated.
- the obtained polar group-containing polyolefin polymer had an MFR [230 ° C., 21 N] of 6 g / 10 min, a proportion of maleic anhydride group-containing structural units of 0.3% by mass, and a melting point of 138 ° C.
- the ratio of the maleic anhydride group-containing structural unit is a value obtained by titrating the obtained polar group-containing polyolefin polymer with a methanol solution of potassium hydroxide.
- fusing point is the value read from the endothermic peak of the differential scanning calorimetry curve at the time of heating up at 10 degrees C / min.
- Example 1 A pressure-resistant container purged with nitrogen and dried was charged with 62.4 kg of cyclohexane as a solvent, 237.7 g of sec-butyllithium (10.5 mass% cyclohexane solution) as an anionic polymerization initiator, and 500.2 g of tetrahydrofuran as a Lewis base. After the temperature was raised to 50 ° C., 7.91 kg of ⁇ -farnesene was added and polymerization was performed for 2 hours. Subsequently, 3.12 kg of styrene (1) was added for polymerization for 1 hour, and 4.57 kg of butadiene was further added for 1 hour. Polymerization was performed.
- Example 2 A pressure-resistant container purged with nitrogen and dried was charged with 62.4 kg of cyclohexane as a solvent, 237.7 g of sec-butyllithium (10.5 mass% cyclohexane solution) as an anionic polymerization initiator, and 500.2 g of tetrahydrofuran as a Lewis base. After the temperature was raised to 50 ° C., 7.02 kg of ⁇ -farnesene was added and polymerization was performed for 2 hours. Subsequently, 3.12 kg of styrene (1) was added for polymerization for 1 hour, and 5.46 kg of isoprene was further added for 1 hour. Polymerization was performed.
- Example 3 A pressure-resistant container purged with nitrogen and dried was charged with 62.4 kg of cyclohexane as a solvent, 300.3 g of sec-butyllithium (10.5 mass% cyclohexane solution) as an anionic polymerization initiator, and 600.2 g of tetrahydrofuran as a Lewis base. After the temperature was raised to 50 ° C., 6.92 kg of ⁇ -farnesene was added and polymerization was performed for 2 hours. Subsequently, 4.68 kg of styrene (1) was added for polymerization for 1 hour, and 4.00 kg of butadiene was further added for 1 hour. Polymerization was performed.
- block copolymer (P3) 5% by mass of palladium carbon (palladium supported amount: 5% by mass) as a hydrogenation catalyst was added to the block copolymer (P3), and the reaction was performed for 10 hours under the conditions of hydrogen pressure of 2 MPa and 150 ° C.
- block copolymer (P4) a polystyrene-poly ( ⁇ -farnesene) -polystyrene triblock copolymer
- a reaction liquid containing polystyrene-poly ( ⁇ -farnesene / isoprene) -polystyrene triblock copolymer (hereinafter referred to as “block copolymer (P5)”) was obtained.
- block copolymer (P5) 5% by mass of palladium carbon (palladium supported amount: 5% by mass) as a hydrogenation catalyst was added to the block copolymer (P5), and the reaction was performed for 10 hours under the conditions of hydrogen pressure of 2 MPa and 150 ° C. went.
- Hydrogenated block copolymer (HP5) was obtained.
- the above physical properties of the hydrogenated block copolymer (HP5) were measured. The results are shown in Table 1.
- block copolymer (P6) polystyrene-poly ( ⁇ -farnesene / isoprene) -polystyrene triblock copolymer
- Hydrogenated block copolymer (HP6) was obtained.
- the above physical properties of the hydrogenated block copolymer (HP6) were measured. The results are shown in Table 1.
- block copolymer (P7) polystyrene-poly ( ⁇ -farnesene / butadiene) -polystyrene triblock copolymer
- Hydrogenated block copolymer (HP7) a hydrogenated polystyrene-poly ( ⁇ -farnesene / butadiene) triblock copolymer (hereinafter, “ Hydrogenated block copolymer (HP7) ”).
- the above physical properties of the hydrogenated block copolymer (HP7) were measured. The results are shown in Table 1.
- block copolymer (P8) a reaction liquid containing a polystyrene-polyisoprene-polystyrene triblock copolymer
- Example 4 A block polypropylene “PC684S” (manufactured by Sun Allomer Co., Ltd.) is 30 ⁇ m in thickness as a base material layer, and a hydrogenated block copolymer (HP1) is 10 ⁇ m in thickness as an adhesive layer. Got. Said evaluation was performed about the obtained laminated body. The results are shown in Table 2.
- Examples 5 and 6 Comparative Examples 5 to 8
- a laminate was obtained in the same manner as in Example 4 except that the hydrogenated block copolymers (HP2) to (HP7) shown in Table 2 were used for the adhesive layer. Said evaluation was performed about the obtained laminated body. The results are shown in Table 2.
- Example 7 to 10 Hydrogenated block copolymer (HP1), random polypropylene “Prime Polypro F327” (manufactured by Prime Polymer Co., Ltd.), tackifier resin “Arcon P-125” (manufactured by Arakawa Chemical Industries Ltd.), hydrogenated paraffinic oil “ Diana process oil PW-90 ”(manufactured by Idemitsu Kosan Co., Ltd.) was blended in the proportions shown in Table 2, and melt-kneaded at 200 ° C. using a twin-screw extruder to obtain a hydrogenated block copolymer composition. Obtained. Moreover, except having used the said hydrogenated block copolymer composition for the adhesion layer, operation similar to Example 4 was performed and the laminated body was obtained. Said evaluation was performed about the obtained laminated body. The results are shown in Table 2.
- the coextrusion moldability was very poor, and the molten resin could not be taken out until the condition was 10 m / min. Therefore, the draw resonance could not be evaluated, and Since the adhesive layer of the body was cracked and could not be attached to the adherend, the peel strength could not be evaluated.
- the hydrogenated block copolymer and the hydrogenated block copolymer composition using the hydrogenated block copolymer of the present invention can be suitably used as a laminate, particularly as a protective film.
- Example 11 The hydrogenated block copolymer (HP1) was extruded by a T-die extrusion method to a thickness of 50 ⁇ m to obtain a film. The obtained film was subjected to the above evaluation. The results are shown in Table 3.
- Examples 12 and 13, Comparative Examples 13 to 16 A film was obtained in the same manner as in Example 11 except that the hydrogenated block copolymers (HP2) to (HP7) shown in Table 3 were used. The obtained film was subjected to the above evaluation. The results are shown in Table 3.
- the hydrogenated block copolymer when the hydrogenated block copolymer (HP 1 to 3) within the scope of the present invention is used, the hydrogenated block copolymer may be used alone as in Examples 11 to 13. Even when used as a hydrogenated block copolymer composition containing other components as in Examples 14 to 16, the extruded film moldability, draw resonance, and melt stretchability were all excellent. On the other hand, in Comparative Examples 13 to 19, since the hydrogenated block copolymer (HP4 to 7) having no polymer skeleton of the present invention was used, each of the above physical properties was very inferior compared with Examples 11 to 16. As a result.
- Comparative Examples 13 and 17 to 19 were very poor in extrusion moldability, and the draw resin could not be taken out until the condition was 10 m / min. Therefore, the draw resonance could not be evaluated.
- Example 14 and Comparative Example 17 are both adhered to each adherend in a well-balanced manner, Comparative Example 17 has poor film moldability as compared to Example 14, so that the adherence to each adherend with a film is possible. Adhesion is difficult and it turns out that it is not suitable for a decorative molding material etc.
- Example 24 using the hydrogenated block copolymer (HP8) the peel strength (adhesion strength to each adherend) was improved.
- a comparative example using the hydrogenated block copolymer (HP8) was used. In 28, the peel strength was not improved.
- Example 17 The hydrogenated block copolymer (HP1) was charged into an extruder and melted at 310 ° C., and holes having a hole diameter of 0.3 mm were discharged from a melt blown nozzle arranged in a row at a pitch of 0.75 mm, and at the same time 310 Hot melt at 0 ° C. was sprayed and the meltblown fibers were collected on a molding conveyor to obtain a meltblown nonwoven fabric. Said evaluation was performed about the obtained melt blown nonwoven fabric. The results are shown in Table 4.
- Example 18 and 19 Comparative Examples 20 to 23
- a melt blown nonwoven fabric was obtained in the same manner as in Example 17 except that the hydrogenated block copolymers (HP2) to (HP7) shown in Table 4 were used. Said evaluation was performed about the obtained melt blown nonwoven fabric. The results are shown in Table 4.
- Example 20 Hydrogenated block copolymer (HP1), polar group-containing polyolefin polymer obtained in Production Example 1, and ethylene-methyl acrylate copolymer “Elvalloy AC1820” (manufactured by Mitsui DuPont Polychemical Co., Ltd.) These were blended in the proportions shown in Table 4, and melt-kneaded at 230 ° C. using a twin-screw extruder to obtain a hydrogenated block copolymer composition. A melt blown nonwoven fabric was obtained in the same manner as in Example 17 except that the hydrogenated block copolymer composition was used. Said evaluation was performed about the obtained melt blown nonwoven fabric. The results are shown in Table 4.
- the hydrogenated block copolymer when the hydrogenated block copolymer (HP 1 to 3) within the scope of the present invention is used, the hydrogenated block copolymer may be used alone as in Examples 17 to 19. Even when used as a hydrogenated block copolymer composition containing other components as in Examples 20 to 21, the melt blow moldability, draw resonance, and melt spreadability were all excellent.
- Comparative Examples 20 to 25 since the hydrogenated block copolymer (HP4 to 7) having no polymer skeleton of the present invention was used, each of the above physical properties was very inferior compared with Examples 17 to 21. As a result. In particular, Comparative Examples 20, 24, and 25 were very poor in extrusion moldability and could not take up the molten resin until the condition was 10 m / min. Therefore, the draw resonance could not be evaluated.
- the above hydrogenated block copolymer composition was used on a polyethylene terephthalate film (trade name: Teijin Tetron Film G2, manufactured by Teijin DuPont Films Ltd.) with a thickness of 50 ⁇ m using a hot melt coater at 180 ° C. Then, hot melt coating was performed to a thickness of 25 ⁇ m, and the hot melt coating property was evaluated. The results are shown in Table 5.
- the melt viscosity of the examples is lower, so that the adhesives of the examples can be hot-melt coated at a wide range of temperatures from low to high. Recognize. From this result, the hydrogenated block copolymer of the present invention and the hydrogenated block copolymer composition using the hydrogenated block copolymer can be suitably used as an adhesive, particularly as a hot melt adhesive. I understand.
- Examples and comparative examples relating to oil gel [Examples 30 to 34 and Comparative Examples 33 to 35] Hydrogenated block copolymer (HP1) or hydrogenated block copolymer (HP4) and softener 1 or softener 2 were blended in the proportions shown in Table 6, respectively, and 200 ° C. using a twin screw extruder. A hydrogenated block copolymer composition was obtained by melt-kneading with the above. The hydrogenated block copolymer composition was evaluated for injection moldability, mold retention, tear strength, and peel strength (for polyurethane). The results are shown in Table 6. The details of softeners 1 and 2 are as follows.
- Softener 1 paraffinic process oil (Diana Process Oil PW-32, Idemitsu Kosan Co., Ltd., kinematic viscosity at 40 ° C .: 31 mm 2 / s)
- Softener 2 paraffinic process oil (Diana Process Oil PW-90, manufactured by Idemitsu Kosan Co., Ltd., kinematic viscosity at 40 ° C .: 95.54 mm 2 / s)
- the hydrogenated block copolymer compositions of the examples are all excellent in injection moldability and molding retention. Moreover, when the Example and comparative example of the same compounding quantity are compared, it turns out that the direction of the hydrogenated block copolymer composition of an Example is excellent in tearing strength. Further, when Examples and Comparative Examples having similar blending amounts were compared, the adhesive strength to polyurethane was the same, but the Comparative Example was inferior in injection moldability and had a poor appearance. Furthermore, in the comparative example, the oil bleed increased and the adhesive strength to polyurethane was reduced. From the above results, it can be seen that the composition of the hydrogenated block copolymer composition is excellent in injection moldability and excellent in adhesiveness to polyurethane, and therefore suitable for a shoe sole cushioning material and the like.
- Examples 35 to 38, Comparative Examples 36 to 39 Each component shown in Table 7 was kneaded at a mass ratio by a Banbury mixer at 160 ° C. for 5 minutes, and then kneaded for 3 minutes by a two-roll warm-up roll, and then the hydrogenated block by an L-shaped four-roll calender.
- the copolymer composition was adhered to the undercoating surface of a support sheet made of a fabric material and subjected to an undercoating process to a thickness of 0.3 mm to obtain a laminate.
- Example 38 As a softening agent, Diana Process PW-32 (kinematic viscosity at 40 ° C .: 31 mm 2 / s) manufactured by Idemitsu Kosan Co., Ltd. is used, and as a foaming agent (azodicarbonamide), VINYHALL AC # 3 manufactured by Eiwa Chemical Industries It was used.
- the obtained laminate was passed through a foaming furnace at a temperature of 210 ° C. for 2 minutes to foam the layer made of the hydrogenated block copolymer composition, and a foamed layer having a thickness of 0.5 mm.
- a foam laminate was obtained. About the sheet of the hydrogenated block copolymer before lamination obtained by calender molding, evaluation of hardness, calender molding processability, laminate and foam laminate, adhesive strength, bleed out suppression capability, and foam moldability Evaluation was performed. The results are shown in Table 7.
- Examples and comparative examples concerning elastic members Each component used for the Example and comparative example regarding an elastic member is as follows. ⁇ Hydrogenated block copolymer (I)> Hydrogenated block copolymers (I-1) to (I-2) of Production Examples 3 to 4 described later ⁇ Hydrogenated block copolymer (I ')> Hydrogenated block copolymers (I′-1) to (I′-8) of Production Examples 5 to 12 described later
- each measuring method in a manufacture example is as follows.
- the peak top molecular weight (Mp) and molecular weight distribution (Mw / Mn) of hydrogenated block copolymer (I) or (I ′) and styrene block are GPC.
- the molecular weight was determined in terms of standard polystyrene by gel permeation chromatography, and the peak top molecular weight (Mp) was determined from the position of the peak of the molecular weight distribution.
- the measuring apparatus and conditions are as follows.
- GPC device GPC device “GPC8020” manufactured by Tosoh Corporation Separation column: “TSKgel G4000HXL” manufactured by Tosoh Corporation ⁇ Detector: “RI-8020” manufactured by Tosoh Corporation ⁇ Eluent: Tetrahydrofuran ⁇ Eluent flow rate: 1.0 ml / min ⁇ Sample concentration: 5 mg / 10 ml -Column temperature: 40 ° C
- Hydrogenation rate (mol%) ⁇ 1- (number of moles of carbon-carbon double bonds contained per mole of block copolymer (I) or (I ′) after hydrogenation) / (block copolymer) (P) moles of carbon-carbon double bond contained per mole) ⁇ ⁇ 100
- Hysteresis loss rate at the first cycle and the hysteresis loss rate at the second cycle were obtained by the following formula and used as an index of elastic recovery. In addition, it shows that it is excellent in elastic recoverability, so that the following value is low.
- Hysteresis loss rate in the first cycle (L 1 ) [(A1 ⁇ B1) / A1] ⁇ 100
- Hysteresis loss rate in the second cycle (L 2 ) [(A2 ⁇ B2) / A2] ⁇ 100
- Average fiber diameter of nonwoven fabric ( ⁇ m) An arbitrary value in the nonwoven fabric was magnified by 300 times with a scanning electron microscope, and an average value of values obtained by measuring 50 fiber diameters was defined as an average fiber diameter.
- Hydrogenated block copolymer (I'-1) a hydrogenated polystyrene-poly ( ⁇ -farnesene) -polystyrene triblock copolymer
- the obtained hydrogenated block copolymer (I′-1) was evaluated as described above. The results are shown in Table 10.
- Example 42 to 43 and Comparative Examples 43 to 50 Each hydrogenated block copolymer described in Table 11 was used as a thermoplastic elastomer composition. Each thermoplastic elastomer composition was compression molded at 240 ° C. under a 10 MPa load for 3 minutes to obtain a sheet having a thickness of about 0.5 mm. The physical properties of the obtained sheet were evaluated as described above. The results are shown in Table 11.
- Examples 44 to 51 and Comparative Examples 51 to 60 Each component shown in Table 12 was melt-kneaded at a ratio shown in Table 12 using a batch mixer at 230 ° C. and a screw rotational speed of 200 rpm to prepare a thermoplastic elastomer composition.
- the obtained thermoplastic elastomer composition was compression molded at 240 ° C. under a 10 MPa load for 3 minutes to obtain a sheet having a thickness of about 0.5 mm.
- the physical properties of the obtained sheet were evaluated as described above. The results are shown in Table 12.
- thermoplastic elastomer composition The components shown in Table 13 were melt-kneaded at a ratio shown in Table 13 using a batch mixer at 230 ° C. and a screw rotation speed of 200 rpm to obtain a thermoplastic elastomer composition. A product was made.
- thermoplastic elastomer composition described in Table 13 was melted with a 40 mm ⁇ single screw extruder and then fed into a die at 300 ° C.
- polymer is discharged at a discharge rate of 0.3g / min per hole and heated to 300 ° C
- the air was refined by spraying with a hot air amount of 2.8 Nm 3 / min per 1 m width. This was collected on a wire mesh belt installed 15 cm below the nozzle and taken up by a rear take-up machine to obtain a nonwoven fabric (elastic member).
- the obtained nonwoven fabric had a basis weight of 150 g / m 2 and a filament diameter (average fiber diameter) of 9 ⁇ m.
- the elastic member according to the example has a hysteresis loss rate (L 1 ) of the first cycle of 20% or less, and is excellent in elastic recovery. Also, stretchable member according to embodiments, second cycle hysteresis loss rate (L 2) is low, also higher these ratios (L 2 / L 1). On the other hand, the elastic member according to the comparative example has a hysteresis loss rate (1) at the first cycle of more than 20%, and the elastic recoverability is inferior to the elastic member according to the example.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Graft Or Block Polymers (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Nonwoven Fabrics (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
このようなブロック共重合体の水素添加物は、例えば、芳香族ビニル化合物、及びイソプレン、ブタジエン等の共役ジエンを逐次重合して得られるブロック共重合体を水素添加することで得られる(例えば、特許文献1~3参照)。
なお、特許文献4,5には、β-ファルネセンの重合体が記載されているが、実用的な物性については十分に検討されていない。
しかして、本発明は、成形加工性が一層優れる新規な水添ブロック共重合体、及びその製造方法、並びに前記水添ブロック共重合体を含む水添ブロック共重合体組成物を提供することを課題とする。
また、本発明は、前記水添ブロック共重合体、又は前記水添ブロック共重合体組成物を用いた成形体、積層体、フィルム、繊維、不織布、粘接着剤、及び伸縮性部材を提供することを課題とする。
更に、前記積層体又は前記フィルムからなる保護フィルム、前記積層体、前記フィルム、前記繊維、又は前記不織布を含む加飾成形用材料を提供することを課題とする。
[1]芳香族ビニル化合物由来の構造単位からなる重合体ブロック(A)、ファルネセン由来の構造単位からなる重合体ブロック(B)、及びファルネセン以外の共役ジエン由来の構造単位からなる重合体ブロック(C)を含むブロック共重合体を水素添加した水添ブロック共重合体であって、前記ブロック共重合体が少なくとも2個の前記重合体ブロック(A)、少なくとも1個の前記重合体ブロック(B)、及び少なくとも1個の前記重合体ブロック(C)を含み、かつ少なくとも1個の前記重合体ブロック(B)が末端にあり、前記重合体ブロック(B)及び前記重合体ブロック(C)中の炭素-炭素二重結合の水素添加率が50mol%以上である水添ブロック共重合体。
[2]前記重合体ブロック(B)、前記重合体ブロック(A)、及び前記重合体ブロック(C)をこの順に製造することによりブロック共重合体を得る工程、及び得られたブロック共重合体を水素添加する工程を含む、前記[1]に記載の水添ブロック共重合体の製造方法。
[4]前記[1]に記載の水添ブロック共重合体、及び前記[3]に記載の水添ブロック共重合体組成物のいずれかを用いた成形体。
[5]前記[1]に記載の水添ブロック共重合体、及び前記[3]に記載の水添ブロック共重合体組成物のいずれかを用いた層を含む積層体。
[7]前記[5]に記載の積層体、又は前記[6]に記載のフィルムからなる保護フィルム。
[8]前記[1]に記載の水添ブロック共重合体、及び前記[3]に記載の水添ブロック共重合体組成物のいずれかを用いた繊維。
[10]前記[5]に記載の積層体、前記[6]に記載のフィルム、前記[8]に記載の繊維、又は前記[9]に記載の不織布を含む加飾成形用材料。
[11]前記[1]に記載の水添ブロック共重合体、及び前記[3]に記載の水添ブロック共重合体組成物のいずれかを用いた粘接着剤。
前記水添ブロック共重合体(I)は、
芳香族ビニル化合物由来の構造単位を含む重合体ブロック(a)と、ファルネセン由来の構造単位(b1)を1~100質量%含有し、ファルネセン以外の共役ジエン由来の構造単位(b2)を99~0質量%含有する重合体ブロック(b)と、ファルネセン由来の構造単位(b1)の含有量が1質量%未満であり、ファルネセン以外の共役ジエン由来の構造単位(b2)の含有量が1~100質量%である重合体ブロック(c)とを含み、
少なくとも2個の前記重合体ブロック(a)、少なくとも1個の前記重合体ブロック(b)、及び少なくとも1個の前記重合体ブロック(c)を含み、かつ少なくとも1個の前記重合体ブロック(b)が末端に存在し、
前記重合体ブロック(a)と前記重合体ブロック(b)との質量比[(a)/(b)]が1/99~70/30であり、前記重合体ブロック(a)と、前記重合体ブロック(b)と前記重合体ブロック(c)の合計量との質量比[(a)/((b)+(c))]が1/99~70/30であるブロック共重合体(P)の水素添加物であって、
前記ブロック共重合体(P)中に存在するファルネセンに由来する炭素-炭素二重結合及びファルネセン以外の共役ジエンに由来する炭素-炭素二重結合の合計のうち50mol%以上が水素添加されてなるものであり、
前記熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形してなる、厚さ0.5mmのシートから幅25mm、長さ150mmの短冊状に打ち抜いて得られた試験片を、温度23℃において100%伸張させた後、収縮させる変形及び回復の1サイクルにおけるヒステリシスロス率が20%以下である、伸縮性部材。
また、本発明は、前記水添ブロック共重合体、又は前記水添ブロック共重合体組成物を用いた成形体、積層体、フィルム、繊維、不織布、粘接着剤、及び伸縮性部材を提供することができる。
更に、前記積層体又は前記フィルムからなる保護フィルム、前記積層体、前記フィルム、前記繊維、又は前記不織布を含む加飾成形用材料を提供することができる。
本発明の水添ブロック共重合体は、芳香族ビニル化合物由来の構造単位からなる重合体ブロック(A)、ファルネセン由来の構造単位からなる重合体ブロック(B)、及びファルネセン以外の共役ジエン由来の構造単位からなる重合体ブロック(C)を含むブロック共重合体(以下「ブロック共重合体(P)」ともいう。)を水素添加した水添ブロック共重合体であって、前記ブロック共重合体が少なくとも2個の前記重合体ブロック(A)、少なくとも1個の前記重合体ブロック(B)、及び少なくとも1個の前記重合体ブロック(C)を含み、かつ少なくとも1個の前記重合体ブロック(B)が末端にあり、前記重合体ブロック(B)及び前記重合体ブロック(C)中の炭素-炭素二重結合の水素添加率が50mol%以上である水添ブロック共重合体(以下、「水添ブロック共重合体(HP)」ともいう。)である。
前記重合体ブロック(A)は、芳香族ビニル化合物由来の構造単位で構成される。かかる芳香族ビニル化合物としては、例えばスチレン、α-メチルスチレン、2-メチルスチレン、3-メチルスチレン、4-メチルスチレン、4-プロピルスチレン、4-t-ブチルスチレン、4-シクロヘキシルスチレン、4-ドデシルスチレン、2,4-ジメチルスチレン、2,4-ジイソプロピルスチレン、2,4,6-トリメチルスチレン、2-エチル-4-ベンジルスチレン、4-(フェニルブチル)スチレン、1-ビニルナフタレン、2-ビニルナフタレン、ビニルアントラセン、N,N-ジエチル-4-アミノエチルスチレン、ビニルピリジン、4-メトキシスチレン、モノクロロスチレン、ジクロロスチレン及びジビニルベンゼン等が挙げられる。これらの芳香族ビニル化合物は1種を単独で、又は2種以上を併用してもよい。中でも、スチレン、α-メチルスチレン、4-メチルスチレンがより好ましく、スチレンが更に好ましい。
前記重合体ブロック(B)は、ファルネセン由来の構造単位で構成される。ここで、「ファルネセン由来の構造単位で構成される」とは、ファルネセン由来の構造単位の含有量が30質量%を超えることを指す。かかるファルネセンとしては、α-ファルネセン、又は下記式(I)で表されるβ-ファルネセンのいずれでもよいが、ブロック共重合体(P)の製造容易性の観点から、β-ファルネセンが好ましい。なお、α-ファルネセンとβ-ファルネセンとは組み合わせて用いてもよい。

前記重合体ブロック(C)は、ファルネセン以外の共役ジエンに由来する構造単位で構成される。かかる共役ジエンとしては、例えばブタジエン、イソプレン、2,3-ジメチル-ブタジエン、2-フェニル-ブタジエン、1,3-ペンタジエン、2-メチル-1,3-ペンタジエン、1,3-ヘキサジエン、1,3-オクタジエン、1,3-シクロヘキサジエン、2-メチル-1,3-オクタジエン、1,3,7-オクタトリエン、ミルセン及びクロロプレン等が挙げられる。これらは1種を単独で、又は2種以上を併用してもよい。中でも、ブタジエン、イソプレン及びミルセンがより好ましい。なお、該重合体ブロック(C)はファルネセン由来の構造単位の含有量が30質量%以下であることが必要であり、ファルネセン由来の構造単位の含有量の違いにより、重合体ブロック(B)と(C)とは明確に区別される。
重合体ブロック(C)は、「ファルネセン以外の共役ジエン」以外の単量体、例えば、重合体ブロック(A)を構成する共重合性単量体、重合体ブロック(B)を構成する共重合性単量体、及び/又はその他の共重合性単量体等に由来する構造単位を含んでいてもよい。ただし、重合体ブロック(C)中のファルネセン以外の共役ジエンの含有量は、50質量%を超えるものが好ましく、60質量%以上がより好ましく、70質量%以上が更に好ましく、80質量%以上がより更に好ましい。
前記重合体ブロック(A)、重合体ブロック(B)及び重合体ブロック(C)は、本発明の効果を阻害しない限り、その他の共重合性単量体として下記の共重合性単量体を含んでもよい。
かかる共重合性単量体としては、例えば、プロピレン、1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-オクテン、1-デセン、1-ウンデセン、1-ドデセン、1-トリデセン、1-テトラデセン、1-ペンタデセン、1-ヘキサデセン、1-ヘプタデセン、1-オクタデセン、1-ノナデセン、1-エイコセン等の不飽和炭化水素化合物;アクリル酸、メタクリル酸、アクリル酸メチル、メタクリル酸メチル、アクリロニトリル、メタクリロニトリル、マレイン酸、フマル酸、クロトン酸、イタコン酸、2-アクリロイルエタンスルホン酸、2-メタクリロイルエタンスルホン酸、2-アクリルアミド-2-メチルプロパンスルホン酸、2-メタクリルアミド-2-メチルプロパンスルホン酸、ビニルスルホン酸、酢酸ビニル、メチルビニルエーテル等の官能基含有不飽和化合物;等が挙げられる。これらは1種を単独で、又は2種以上を併用してもよい。
前記重合体ブロック(A)、前記重合体ブロック(B)及び前記重合体ブロック(C)の合計に対する前記重合体ブロック(A)の質量比[(A)/〔(A)+(B)+(C)〕]は、成形加工性、特にフィルム成形性、及び得られる保護フィルムや粘着フィルムの粘着力、得られる不織布の機械強度の観点から、5/100~80/100が好ましく、10/100~50/100がより好ましく、12/100~40/100が更に好ましい。
また、前記重合体ブロック(B)に対する前記重合体ブロック(C)の質量比[(C)/(B)]は、成形加工性、特にフィルム成形性、及び得られる保護フィルムや粘着フィルムの粘着力の観点から、5/95~95/5が好ましく、10/90~70/30がより好ましく、20/80~60/40が更に好ましく、30/70~50/50がより更に好ましい。
水添ブロック共重合体(HP)は、少なくとも2個の前記重合体ブロック(A)、少なくとも1個の前記重合体ブロック(B)、及び少なくとも1個の前記重合体ブロック(C)を含むブロック共重合体(P)の水素添加物であり、重合体ブロック(A)を2個以上、重合体ブロック(B)を2個以上、重合体ブロック(C)を1個以上含むブロック共重合体(P)の水素添加物であることが好ましい。
水添ブロック共重合体(HP)のピークトップ分子量(Mp)は、成形加工性の観点から、10,000~1,500,000が好ましく、50,000~1,200,000がより好ましく、70,000~1,100,000が更に好ましく、75,000~900,000がより更に好ましく、80,000~600,000がより更に好ましい。
なお、水添ブロック共重合体(HP)のピークトップ分子量(Mp)は、後述する実施例に記載した方法で測定することができる。
なお、水添ブロック共重合体(HP)の秩序-無秩序転移温度(ODT)は、後述する実施例に記載した方法で測定することができる。
水添ブロック共重合体(HP)は、例えばブロック共重合体(P)をアニオン重合により得る重合工程、及び該ブロック共重合体(P)における重合体ブロック(B)及び重合体ブロック(C)中の炭素-炭素二重結合を50mol%以上水素添加する工程により好適に製造できる。
ブロック共重合体(P)は、溶液重合法により好適に製造することができ、例えば、アニオン重合やカチオン重合等のイオン重合法、ラジカル重合法を適用できる。中でも、アニオン重合法が好ましい。アニオン重合法としては、溶媒、アニオン重合開始剤、及び必要に応じてルイス塩基の存在下、芳香族ビニル化合物、ファルネセン、及びファルネセン以外の共役ジエンを逐次添加して、ブロック共重合体(P)を得る。
アニオン重合開始剤としては、例えば、リチウム、ナトリウム、カリウム等のアルカリ金属;ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属;ランタン、ネオジム等のランタノイド系希土類金属;前記アルカリ金属、アルカリ土類金属、ランタノイド系希土類金属を含有する化合物等が挙げられる。中でもアルカリ金属及びアルカリ金属を含有する化合物、有機アルカリ金属化合物が好ましい。
重合に用いる有機アルカリ金属化合物の使用量は、求めるブロック共重合体(P)の分子量によっても異なるが、使用する共重合性単量体の総量に対して0.01~3質量%の範囲である。
重合反応は、メタノール、イソプロパノール等のアルコールを重合停止剤として添加して停止できる。得られた重合反応液をメタノール等の貧溶媒に注いでブロック共重合体(P)を析出させるか、重合反応液を水で洗浄し、分離後、乾燥することによりブロック共重合体(P)を単離できる。
前記カップリング剤としては、例えば、ジビニルベンゼン;エポキシ化1,2-ポリブタジエン、エポキシ化大豆油、テトラグリシジル-1,3-ビスアミノメチルシクロヘキサン等の多価エポキシ化合物;四塩化錫、テトラクロロシラン、トリクロロシラン、トリクロロメチルシラン、ジクロロジメチルシラン、ジブロモジメチルシラン等のハロゲン化物;安息香酸メチル、安息香酸エチル、安息香酸フェニル、シュウ酸ジエチル、マロン酸ジエチル、アジピン酸ジエチル、フタル酸ジメチル、テレフタル酸ジメチル等のエステル化合物;炭酸ジメチル、炭酸ジエチル、炭酸ジフェニル等の炭酸エステル化合物;ジエトキシジメチルシラン、トリメトキシメチルシラン、トリエトキシメチルシラン、テトラメトキシシラン、テトラエトキシシラン、テトラブトキシシラン、テトラキス(2-エチルヘキシルオキシ)シラン、ビス(トリエトキシシリル)エタン、3-アミノプロピルトリエトキシシラン等のアルコキシシラン化合物;2,4-トリレンジイソシアネート等が挙げられる。
本重合工程では、前記のように未変性のブロック共重合体(P)を得てもよいが、以下のように変性したブロック共重合体(P)を得てもよい。
後述の水素添加工程の前に、前記ブロック共重合体(P)を変性してもよい。導入可能な官能基としては、例えばアミノ基、アルコキシシリル基、水酸基、エポキシ基、カルボキシル基、カルボニル基、メルカプト基、イソシアネート基、酸無水物等が挙げられる。
ブロック共重合体の変性方法としては、例えば、重合停止剤を添加する前に、重合活性末端と反応し得る四塩化錫、テトラクロロシラン、ジクロロジメチルシラン、ジメチルジエトキシシラン、テトラメトキシシラン、テトラエトキシシラン、3-アミノプロピルトリエトキシシラン、テトラグリシジル-1,3-ビスアミノメチルシクロヘキサン、2,4-トリレンジイソシアネート等のカップリング剤や、4,4’-ビス(ジエチルアミノ)ベンゾフェノン、N-ビニルピロリドン等の重合末端変性剤、又は特開2011-132298号公報に記載のその他の変性剤を添加する方法が挙げられる。また、単離後の共重合体に無水マレイン酸等をグラフト化して用いることもできる。
官能基が導入される位置はブロック共重合体(P)の重合末端でも、側鎖でもよい。また上記官能基は1種又は2種以上を組み合わせてもよい。上記変性剤は、アニオン重合開始剤に対して、0.01~10モル当量の範囲であることが好ましい。
前記方法により得られたブロック共重合体(P)を水素添加する工程に付すことにより、水添ブロック共重合体(HP)を得ることができる。水素添加する方法は公知の方法を用いることができる。例えば、水素添加反応に影響を及ぼさない溶媒にブロック共重合体(P)を溶解させた溶液に、チーグラー系触媒;カーボン、シリカ、けいそう土等に担持されたニッケル、白金、パラジウム、ルテニウム、ロジウム金属触媒;コバルト、ニッケル、パラジウム、ロジウム、ルテニウム金属を有する有機金属錯体等を、水素添加触媒として存在させて水素化反応を行う。水素添加工程においては、前記したブロック共重合体(P)の製造方法によって得られたブロック共重合体(P)を含む重合反応液に水素添加触媒を添加して水素添加反応を行ってもよい。本発明においては、パラジウムをカーボンに担持させたパラジウムカーボンが好ましい。
水素添加反応において、水素圧力は0.1~20MPaが好ましく、反応温度は100~200℃が好ましく、反応時間は1~20時間が好ましい。
本発明の水添ブロック共重合体組成物は、本発明の水添ブロック共重合体と、ポリオレフィン樹脂、粘着付与樹脂、及び軟化剤から選ばれる少なくとも1種とを含むものである。本発明の水添ブロック共重合体組成物は、本発明の水添ブロック共重合体を含有するため、成形加工性に優れている。なお、本明細書においては、本発明の水添ブロック共重合体組成物を「熱可塑性エラストマー組成物」という場合がある。
本発明の水添ブロック共重合体組成物中の水添ブロック共重合体の含有量は、成形加工性の観点から、1~99質量%が好ましい。
ポリオレフィン樹脂としては、例えば、ポリエチレン、ポリプロピレン、ポリブテン-1、ポリヘキセン-1、ポリ-3-メチル-ブテン-1、ポリ-4-メチル-ペンテン-1、エチレンと炭素数3~20のα-オレフィン(例えばプロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-デセン、3-メチル-1-ブテン、4-メチル-1-ペンテン、6-メチル-1-ヘプテン、イソオクテン、イソオクタジエン、デカジエン等)の1種又は2種以上との共重合体、エチレン/プロピレン/ジエン共重合体(EPDM)、エチレン-プロピレン共重合体、エチレン-酢酸ビニル共重合体等が好ましく用いられる。
中でも、不飽和カルボン酸又はそのエステルもしくは酸無水物に由来する極性基が好ましい。不飽和カルボン酸又はそのエステルもしくは酸無水物としては、例えば、(メタ)アクリル酸、(メタ)アクリル酸エステル、マレイン酸、無水マレイン酸、フマル酸、イタコン酸、無水イタコン酸、ハイミック酸、無水ハイミック酸等が挙げられる。極性基含有ポリオレフィン系重合体は、これらの極性基を1種又は2種以上有していてもよい。
前記極性基含有ポリオレフィン系重合体の入手方法に特に制限はなく、例えば、市販のポリオレフィンに対し、極性基含有化合物を反応させて変性したもの、オレフィン及び極性基含有共重合性単量体を、公知の方法でランダム共重合、ブロック共重合又はグラフト共重合することによって得られたもの、ポリオレフィン系樹脂を公知の方法で酸化又は塩素化等の反応に付することによって得られたもの等を使用できる。
オレフィンと極性基含有共重合性単量体との共重合体としては、例えば、エチレン-(メタ)アクリル酸メチル共重合体、エチレン-(メタ)アクリル酸エチル共重合体、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸共重合体の金属イオン架橋樹脂(アイオノマー)等が挙げられる。
粘着付与樹脂としては、例えばロジン系樹脂、テルペンフェノール樹脂、テルペン樹脂、芳香族炭化水素変性テルペン樹脂、脂肪族系石油樹脂、脂環式系石油樹脂、芳香族炭化水素樹脂、クマロン・インデン樹脂、フェノール系樹脂、キシレン樹脂又はこれらの水素添加物等が挙げられる。これらの粘着付与樹脂は、単独で用いてもよく、2種類以上を併用してもよい。
前記粘着付与樹脂の軟化点は、成形加工性の観点から、85~160℃が好ましく、100~150℃がより好ましく、105~145℃が更に好ましい。
本発明の水添ブロック共重合体組成物において、粘着付与樹脂に対する水添ブロック共重合体の質量比[水添ブロック共重合体/粘着付与樹脂]は、10/90~95/5が好ましく、30/70~95/5がより好ましく、40/60~90/10が更に好ましい。
軟化剤としては、例えば、パラフィン系、ナフテン系、芳香族系等の炭化水素系油;落花生油、ロジン等の植物油;リン酸エステル;低分子量ポリエチレングリコール;流動パラフィン;低分子量ポリエチレン、エチレン-α-オレフィン共重合オリゴマー、液状ポリブテン、液状ポリイソプレン又はその水素添加物、液状ポリブタジエン又はその水素添加物、等の炭化水素系合成油等の公知の軟化剤を用いることができる。これらは、単独でもよく、2種以上を組み合わせて用いてもよい。中でも、軟化剤としては、パラフィン系の炭化水素系油やエチレン-α-オレフィン共重合オリゴマー等の炭化水素系合成油が好ましく使用される。
軟化剤の40℃における動粘度は、成形加工性の観点から、5~1,000mm2/sが好ましく、5~800mm2/sがより好ましく、30~600mm2/sが更に好ましい。
本発明の水添ブロック共重合体組成物において、軟化剤に対する水添ブロック共重合体の質量比[水添ブロック共重合体/軟化剤]は、5/95~95/5が好ましく、10/90~90/10がより好ましく、20/80~90/10が更に好ましい。
本発明の水添ブロック共重合体組成物は、オイルゲルとして用いることも可能であり、この場合において、軟化剤に対する水添ブロック共重合体の質量比[水添ブロック共重合体/軟化剤]は、5/95~95/5が好ましく、10/90~95/5がより好ましく、20/80~95/5が更に好ましい。
本発明の水添ブロック共重合体組成物は、本発明の目的を損なわない範囲で他の樹脂を含有してもよい。他の樹脂としては、ポリイソプレン、ポリブタジエン、スチレン-ブタジエンゴム、スチレン-イソプレンゴム等の共役ジエン系樹脂;ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂;ポリフェニレンエーテル系樹脂;ナイロン6、ナイロン66等のポリアミド樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂;ポリウレタン系樹脂;ポリビニルアセタール、ポリオキシメチレンホモポリマー、ポリオキシメチレンコポリマー等のアセタール系樹脂;ポリメチルメタアクリレート系樹脂等のアクリル系樹脂等が挙げられる。
本発明の水添ブロック共重合体組成物は、本発明の水添ブロック共重合体以外のその他の水添ブロック共重合体を含有してもよい。
その他の水添ブロック共重合体としては、例えば、前記芳香族ビニル化合物由来の構造単位からなる重合体ブロック(A)と、前記ファルネセン以外の共役ジエン由来の構造単位からなる重合体ブロック(C)とを含むブロック共重合体を水素添加した水添ブロック共重合体が挙げられる。なお、その他の水添ブロック共重合体における重合体ブロック(A)、重合体ブロック(C)、及び水素添加率等の好適態様は、本発明の水添ブロック共重合体における各重合体ブロック及び水素添加率の好適態様と同じである。
本発明の水添ブロック共重合体組成物が、その他の水添ブロック共重合体を含有する場合、その含有量は、本発明の水添ブロック共重合体100質量部に対して、好ましくは100質量部以下である。
本発明の成形体は、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を用いたものである。
成形体の形状としては、例えば、ペレット、シート、プレート、パイプ、チューブ、棒状体、粒状体等種々の形状が挙げられる。この成形体の製造方法は特に制限はなく、従来からの各種成形法、例えば射出成形、ブロー成形、プレス成形、押出成形、カレンダー成形等が挙げられる。本発明の水添ブロック共重合体、及び水添ブロック共重合体組成物は成形加工性に優れるため、ハイサイクルの射出成形により、好適に成形体を得ることができる。
本発明の積層体は、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を用いた層を含むものである。
積層体の形状は特に限定されず、フィルム状、シート状、チューブ状等の形状が挙げられ、中でもフィルム状の積層体が好ましい。
本発明の積層体は、例えば、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体を用いたフィルムと、その他の樹脂からなる層とを積層して得ることができる。
かかるその他の樹脂としては、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリル系樹脂、ポリオキシメチレン系樹脂、スチレン系樹脂、ポリカーボネート樹脂、天然ゴム、クロロプレンゴム、アクリルゴム、ブチルゴム、アクリロニトリルブタジエンゴム、ウレタンゴム等を挙げることができる。ポリオレフィン系樹脂としては、例えばポリプロピレン(ホモプロピレン、ブロックプロピレン、ランダムプロピレン)、プロピレン-エチレン共重合体、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、エチレン-α-オレフィン共重合体が挙げられる。ポリエステル系樹脂としては、例えばポリエチレンテレフタレート(PET)が挙げられる。
また、布帛の素材としては、天然繊維であってもよいし、合成繊維であってもよいし、天然繊維と合成繊維とからなるものであってもよい。天然繊維としては、綿、絹(シルク)、麻及び毛から選ばれる1種又は2種以上が挙げられる。
また、合成繊維としては、ポリエステル繊維、アクリル繊維(ポリアクリロニトリル)、ポリウレタン繊維、ポリアミド繊維、ポリオレフィン繊維及びビニロン繊維から選択される少なくとも1種であることが好ましい。ポリアミド繊維としては、ナイロン6、ナイロン6・6等が挙げられる。ポリオレフィン繊維としては、ポリエチレン繊維、ポリプロピレン繊維等が挙げられる。
ただし、接着力の一層の向上効果を見込めるという観点から、天然繊維を10質量%以上含有することが好ましく、20質量%以上含有することがより好ましく、30質量%以上含有することがより好ましく、40質量%以上含有することがより好ましく、70質量%以上含有することが更に好ましく、80質量%以上含有することが特に好ましく、90質量%以上含有することが最も好ましい。
更に、本発明の積層体は、上記層(1)及び布帛(2)以外にも、その他の層(3)を有していてもよい。その他の層(3)を有する場合、該層(3)は、層(1)上に有していてもよいし、布帛(2)上に有していてもよいが、布帛(2)を表層とする観点からは、その他の層(3)は層(1)上に有している、つまり、「布帛(2)/層(1)/層(3)」の層構造となっていることが好ましい。
なお、その他の層(3)は、1層からなっていてもよいし、2層以上からなっていてもよい。
基材層としては、特に制限はないが、積層体の性能や価格の観点からポリオレフィン系樹脂及びポリエステル系樹脂が好ましい。
基材層の構成は、一層でもよく、二層以上の多層構成でもよい。二層以上からなる場合、材質の異なる2種類以上の樹脂を用いてもよい。
基材層の厚みは500μm以下が好ましく、200μm以下がより好ましく、100μm以下が更に好ましい。
溶剤塗工により積層体を製造する場合、有機溶媒中に本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を溶解させて溶液を作製し、この溶液を基材層に塗布した後、乾燥することにより、積層体を得ることができる。
溶剤塗工により積層体を製造する場合、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物の溶液中の濃度は、塗工容易性、溶液の製造容易性、乾燥容易性の観点から、5~50質量%が好ましく、5~40質量%がより好ましく、5~30質量%が更に好ましい。
本発明のフィルムは、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を用いたものであり、単一の層からなるものである。
本発明のフィルムは、種々の方法により成形することができ、その形状は特に限定されない。成形法としては、例えば、ブロー成形、プレス成形、押出成形、又は上述の積層体の製造方法で挙げられた成形法等が挙げられる。
本発明の保護フィルムは、本発明の積層体、又は本発明のフィルムからなるものである。保護フィルムは、必要に応じて、粘着面(粘着層のうち被着体に貼り付けられる側の面)を保護する目的で、該粘着面に剥離ライナーを貼り合わせた形態(剥離ライナー付き保護フィルムの形態)で提供されうる。
剥離ライナーとしては、紙、合成樹脂フィルム等を使用することができ、表面平滑性に優れる点から合成樹脂フィルムが好適に用いられる。剥離ライナーの厚みは、例えば5μm~200μmとすることができ、10μm~100μmが好ましい。剥離ライナーのうち粘着層に貼り合わされる面には、従来公知の離型剤(例えば、シリコーン系、フッ素系、長鎖アルキル系、脂肪酸アミド系等)あるいはシリカ粉等を用いて、離型又は防汚処理が施されていてもよい。
本発明の繊維、及び不織布は、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を用いたものである。
本発明の繊維、及び不織布の製造方法に特に制限はないが、繊維及び不織布の強度、不織布の緻密性、品質、コストの観点から、メルトブロー法又はスパンボンド法が好ましく、細繊維化、薄膜化、不織布の緻密性の観点から、メルトブロー法がより好ましい。
また、高い均一性(目付斑、開繊性)、通気性、毛羽立ちの少なさ、切断面のほつれにくさ、生産性の観点からは、スパンボンド法が好ましい。
不織布の目付は、5~1000g/m2が好ましく、10~500g/m2がより好ましい。目付が5g/m2以上であると、強度が高い不織布を得ることができ、1000g/m2以下であると、低コストで不織布を製造することができる。
本発明の加飾成形用材料は、本発明の積層体、フィルム、繊維又は不織布を含むものである。
本発明の加飾成形用材料の厚さは適宜設定できるが、加飾成形用材料の強度及び接着力の観点から、10~1000μmが好ましい。
また、本発明の加飾成形用材料を金型内形状に沿うように予備成形して金型内面に密着させた後、射出樹脂を金型内に射出する方法によっても加飾成形品を得ることができる。
本発明の粘接着剤は、本発明の水添ブロック共重合体、又は本発明の水添ブロック共重合体組成物を用いたものである。
被着体への塗布量は、被着体の種類及び接着雰囲気(温度、湿度等)等の各種の状況に応じて適宜設定できる。本発明の粘接着剤の被着体への塗布方法は、例えば、有機溶剤に粘接着剤を溶解させた溶液を刷毛又はロールにより塗工する方法(溶液塗工)、粘接着剤を加熱溶融させ、ホットガンより塗工する方法(ホットメルトコーティング)等が挙げられる。
本発明の水添ブロック共重合体組成物は、造形用素材としても用いることができる。具体的には、いわゆる3Dプリンター用の素材である熱融解積層方式三次元造形用素材として好適に用いることができる。
造形用素材の形状は特に制限されるものではないが、フィラメント、ペレット及びパウダー等が挙げられる。
熱融解積層方式三次元造形機器(3Dプリンター)用フィラメントは通常公知の押出成形により得ることができ、フィラメントの太さは、使用される3Dプリンターに適合するよう自由に調整すればよく、一般的に、直径1.5~2.0mmのフィラメントが好適に使用される。
本実施の形態に係る伸縮性部材は、水添ブロック共重合体(I)を含有する熱可塑性エラストマー組成物を成形してなる伸縮性部材であって、
前記水添ブロック共重合体(I)は、
芳香族ビニル化合物由来の構造単位を含む重合体ブロック(a)と、ファルネセン由来の構造単位(b1)を1~100質量%含有し、ファルネセン以外の共役ジエン由来の構造単位(b2)を99~0質量%含有する重合体ブロック(b)と、ファルネセン由来の構造単位(b1)の含有量が1質量%未満であり、ファルネセン以外の共役ジエン由来の構造単位(b2)の含有量が1~100質量%である重合体ブロック(c)とを含み、
少なくとも2個の前記重合体ブロック(a)、少なくとも1個の前記重合体ブロック(b)、及び少なくとも1個の前記重合体ブロック(c)を含み、かつ少なくとも1個の前記重合体ブロック(b)が末端に存在し、
前記重合体ブロック(a)と前記重合体ブロック(b)との質量比[(a)/(b)]が1/99~70/30であり、前記重合体ブロック(a)と、前記重合体ブロック(b)と前記重合体ブロック(c)の合計量との質量比[(a)/((b)+(c))]が1/99~70/30であるブロック共重合体(P)の水素添加物であって、
前記ブロック共重合体(P)中に存在するファルネセンに由来する炭素-炭素二重結合及びファルネセン以外の共役ジエンに由来する炭素-炭素二重結合の合計のうち50mol%以上が水素添加されてなるものであり、
前記熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形してなる、厚さ0.5mmのシートから幅25mm、長さ150mmの短冊状に打ち抜いて得られた試験片を、温度23℃において100%伸張させた後、収縮させる変形及び回復の1サイクルにおけるヒステリシスロス率が20%以下である、伸縮性部材である。
本実施の形態に係る熱可塑性エラストマー組成物は、水添ブロック共重合体(I)を含有する。
また、当該熱可塑性エラストマー組成物は、水添ブロック共重合体(I)以外の任意成分を含有していてもよい。当該任意成分としては、例えば、ポリスチレン樹脂(II)、軟化剤(III)等が挙げられる。
本実施の形態に係る水添ブロック共重合体(I)は、
芳香族ビニル化合物由来の構造単位を含む重合体ブロック(a)と、ファルネセン由来の構造単位(b1)を1~100質量%含有し、ファルネセン以外の共役ジエン由来の構造単位(b2)を99~0質量%含有する重合体ブロック(b)と、ファルネセン由来の構造単位(b1)の含有量が1質量%未満であり、ファルネセン以外の共役ジエン由来の構造単位(b2)の含有量が1~100質量%である重合体ブロック(c)とを含み、
少なくとも2個の前記重合体ブロック(a)、少なくとも1個の前記重合体ブロック(b)、及び少なくとも1個の前記重合体ブロック(c)を含み、かつ少なくとも1個の前記重合体ブロック(b)が末端に存在し、
前記重合体ブロック(a)と前記重合体ブロック(b)との質量比[(a)/(b)]が1/99~70/30であり、前記重合体ブロック(a)と、前記重合体ブロック(b)と前記重合体ブロック(c)の合計量との質量比[(a)/((b)+(c))]が1/99~70/30であるブロック共重合体(P)の水素添加物であって、
前記ブロック共重合体(P)中に存在するファルネセンに由来する炭素-炭素二重結合及びファルネセン以外の共役ジエンに由来する炭素-炭素二重結合の合計のうち50mol%以上が水素添加されてなるものである。
かかる芳香族ビニル化合物としては、例えばスチレン、α-メチルスチレン、2-メチルスチレン、3-メチルスチレン、4-メチルスチレン、4-プロピルスチレン、4-t-ブチルスチレン、4-シクロヘキシルスチレン、4-ドデシルスチレン、2,4-ジメチルスチレン、2,4-ジイソプロピルスチレン、2,4,6-トリメチルスチレン、2-エチル-4-ベンジルスチレン、4-(フェニルブチル)スチレン、1-ビニルナフタレン、2-ビニルナフタレン、ビニルアントラセン、N,N-ジエチル-4-アミノエチルスチレン、ビニルピリジン、4-メトキシスチレン、モノクロロスチレン、ジクロロスチレン及びジビニルベンゼン等が挙げられる。これらの芳香族ビニル化合物は1種を単独で又は2種以上を併用してもよい。中でも、スチレン、α-メチルスチレン、4-メチルスチレンがより好ましく、スチレンが更に好ましい。
重合体ブロック(a)中における他の構成単位の含有量は、好ましくは10質量%以下、より好ましくは5質量%以下、更に好ましくは1質量%以下である。
また、重合体ブロック(a)中における芳香族ビニル化合物由来の構造単位の含有量は、好ましくは90質量%以上、より好ましくは95質量%以上、更に好ましくは99質量%以上である。

重合体ブロック(b)中におけるファルネセンに由来する構造単位(b1)の含有量((b1)/(b))が1質量%未満であると、弾性回復性に優れる伸縮性部材を得ることができない。重合体ブロック(b)中の構造単位(b1)の含有量は30~100質量%が好ましく、45~100質量%がより好ましく、50~100質量%が更に好ましく、55~100質量%がより更に好ましく、例えば100質量%(重合体ブロック(b)が構成単位(b1)のみからなる)が好ましい。
また、重合体ブロック(b)がファルネセン以外の共役ジエン由来の構造単位(b2)を含有する場合には、構造単位(b2)の含有量は70質量%以下が好ましく、55質量%以下がより好ましく、50質量%以下が更に好ましく、45質量%以下がより更に好ましい。
重合体ブロック(b)中における構造単位(b1)及び構造単位(b2)の合計含有量は、80質量%以上が好ましく、90質量%以上がより好ましく、95質量%以上が更に好ましく、99質量%以上がより更に好ましく、100質量%がより更に好ましい。
これら構造単位(b1)の由来成分であるファルネセン及び(b2)の由来成分である共役ジエンについては、前述したとおりである。
ここで、重合体ブロック(c)中における「ファルネセン由来の構造単位(b1)の含有量が1質量%未満」とは、構造単位(b1)の含有量が0量%、すなわち、構造単位(b1)を含有しない場合も含まれる。構造単位(b1)は、好ましくは0質量%である。
重合体ブロック(c)中における構造単位(b2)の含有量は、好ましくは60~100質量%、より好ましくは80~100質量%、更に好ましくは90~100質量%、より更に好ましくは99質量%超かつ100質量%、より更に好ましくは100質量%である。
重合体ブロック(c)中における構造単位(b1)及び構造単位(b2)の合計含有量は、80質量%以上が好ましく、90質量%以上がより好ましく、95質量%以上が更に好ましく、99質量%以上がより更に好ましく、100質量%がより更に好ましい。
また、ブロック共重合体(P)が重合体ブロック(a)を2個以上、重合体ブロック(b)を2個以上、又は(c)を2個以上有する場合には、それぞれの重合体ブロックは、同じ構造単位からなる重合体ブロックであっても、異なる構造単位からなる重合体ブロックであってもよい。
ここで、質量比[(b1)/((b)+(c))]中における構成単位(b1)は、重合体ブロック(b)中に含まれる構成単位(b1)と重合体ブロック(c)中に含まれる構成単位(b1)との合計量である。
かかる他の単量体としては、例えばプロピレン、1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-オクテン、1-デセン、1-ウンデセン、1-ドデセン、1-トリデセン、1-テトラデセン、1-ペンタデセン、1-ヘキサデセン、1-ヘプタデセン、1-オクタデセン、1-ノナデセン、1-エイコセン等の不飽和炭化水素化合物;アクリル酸、メタクリル酸、アクリル酸メチル、メタクリル酸メチル、アクリロニトリル、メタクリロニトリル、マレイン酸、フマル酸、クロトン酸、イタコン酸、2-アクリロイルエタンスルホン酸、2-メタクリロイルエタンスルホン酸、2-アクリルアミド-2-メチルプロパンスルホン酸、2-メタクリルアミド-2-メチルプロパンスルホン酸、ビニルスルホン酸、酢酸ビニル、メチルビニルエーテル等の官能基含有不飽和化合物;等が挙げられる。これらは1種を単独で又は2種以上を併用してもよい。
ブロック共重合体(P)が重合体ブロック(d)を有する場合、その含有量は50質量%以下が好ましく、40質量%以下がより好ましく、30質量%以下が更に好ましい。
この場合、F,St,Bd,St,Fがこの順に結合してなるペンタブロック共重合体(F-St-Bd-St-F)の水素添加物及び、F,St,Ip,St,Fがこの順に結合してなるペンタブロック共重合体(F-St-Ip-St-F)の水素添加物が好ましい。
水添ブロック共重合体(I)は、例えばブロック共重合体(P)をアニオン重合により得る重合工程、及び該ブロック共重合体(P)中に存在するファルネセンに由来する炭素-炭素二重結合及びファルネセン以外の共役ジエンに由来する炭素-炭素二重結合を水素添加する工程により好適に製造できる。
ブロック共重合体(P)は、溶液重合法又は特表2012-502135号公報、特表2012-502136号公報に記載の方法等により製造することができる。中でも溶液重合法が好ましく、例えば、アニオン重合やカチオン重合等のイオン重合法、ラジカル重合法等の公知の方法を適用できる。中でもアニオン重合法が好ましい。アニオン重合法としては、溶媒、アニオン重合開始剤、及び必要に応じてルイス塩基の存在下、芳香族ビニル化合物、ファルネセン及び/又はファルネセン以外の共役ジエンを逐次添加して、ブロック共重合体(P)を得る。
アニオン重合開始剤としては、例えば、リチウム、ナトリウム、カリウム等のアルカリ金属;ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属;ランタン、ネオジム等のランタノイド系希土類金属;前記アルカリ金属、アルカリ土類金属、ランタノイド系希土類金属を含有する化合物等が挙げられる。中でもアルカリ金属及びアルカリ金属を含有する化合物が好ましく、有機アルカリ金属化合物がより好ましい。
重合に用いる有機アルカリ金属化合物の使用量は、ブロック共重合体(P)の分子量によっても異なるが、通常、芳香族ビニル化合物、ファルネセン及びファルネセン以外の共役ジエンの総量に対して0.01~3質量%の範囲である。
重合反応は、メタノール、イソプロパノール等のアルコールを重合停止剤として添加して停止できる。得られた重合反応液をメタノール等の貧溶媒に注いでブロック共重合体(P)を析出させるか、重合反応液を水で洗浄し、分離後、乾燥することによりブロック共重合体(P)を単離できる。
ブロック共重合体(P)の変性方法としては、例えば、重合停止剤を添加する前に、重合活性末端と反応し得る四塩化錫、テトラクロロシラン、ジメチルジクロロシラン、ジメチルジエトキシシラン、テトラメトキシシラン、テトラエトキシシラン、3-アミノプロピルトリエトキシシラン、テトラグリシジル-1,3-ビスアミノメチルシクロヘキサン、2,4-トリレンジイソシアネート、4,4’-ビス(ジエチルアミノ)ベンゾフェノン、N-ビニルピロリドン等の変性剤、又は特開2011-132298号公報に記載のその他の変性剤を添加する方法が挙げられる。また、単離後の共重合体に無水マレイン酸等をグラフト化して用いることもできる。
官能基が導入される位置はブロック共重合体(P)の重合末端でも、側鎖でもよい。また上記官能基は1種を単独で又は2種以上を組み合わせてもよい。上記変性剤は、アニオン重合開始剤に対して、通常、0.01~10モル当量の範囲であることが好ましい。
前記方法により得られたブロック共重合体(P)又は変性されたブロック共重合体(P)を水素添加する工程に付すことにより、水添ブロック共重合体(I)を得ることができる。水素添加する方法は公知の方法を用いることができる。例えば、水素添加反応に影響を及ぼさない溶媒にブロック共重合体(P)を溶解させた溶液に、チーグラー系触媒;カーボン、シリカ、けいそう土等に担持されたニッケル、白金、パラジウム、ルテニウム又はロジウム金属触媒;コバルト、ニッケル、パラジウム、ロジウム又はルテニウム金属を有する有機金属錯体等を、水素添加触媒として存在させて水素化反応を行う。水素添加工程においては、前記したブロック共重合体(P)の製造方法によって得られたブロック共重合体(P)を含む重合反応液に水素添加触媒を添加して水素添加反応を行ってもよい。本発明においては、パラジウムをカーボンに担持させたパラジウムカーボンが好ましい。
水素添加反応において、水素圧力は0.1~20MPaが好ましく、反応温度は100~200℃が好ましく、反応時間は1~20時間が好ましい。
なお、水素添加率は、ブロック共重合体(P)及び水素添加後の水添ブロック共重合体(I)の1H-NMRを測定することにより算出できる。
本実施の形態に係る熱可塑性エラストマー組成物は、水添ブロック共重合体(I)の他に、ポリスチレン樹脂(II)を含有していてもよい。ポリスチレン樹脂(II)を含有することにより、伸縮性部材の強度が向上する。
ポリスチレン樹脂(II)の重量平均分子量は、好ましくは100,000~400,000、より好ましくは120,000~350,000、更に好ましくは150,000~300,000である。ポリスチレン樹脂(II)の重量平均分子量が100,000以上であると耐熱性が向上し、400,000以下であると成形加工性が向上する。
本発明の熱可塑性エラストマー組成物は、更に軟化剤(III)を含有していてもよい。軟化剤(III)としては、一般にゴム、プラスチックスに用いられる軟化剤を使用できる。例えばパラフィン系、ナフテン系、芳香族系のプロセスオイル;ジオクチルフタレート、ジブチルフタレート等のフタル酸誘導体;ホワイトオイル;ミネラルオイル;エチレンとα-オレフィンとの液状コオリゴマー;流動パラフィン;ポリブテン;低分子量ポリイソブチレン;液状ポリブタジエン、液状ポリイソプレン、液状ポリイソプレン/ブタジエン共重合体、液状スチレン/ブタジエン共重合体、液状スチレン/イソプレン共重合体等の液状ポリジエン及びその水添物等が挙げられる。中でも、水添ブロック共重合体(I)との相容性の観点から、パラフィン系プロセスオイル;エチレンとα-オレフィンとの液状コオリゴマー;流動パラフィン;低分子量ポリイソブチレン及びその水添物が好ましく、パラフィン系プロセスオイルの水添物がより好ましい。
軟化剤(III)は、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
本実施の形態に係る熱可塑性エラストマー組成物は、水添ブロック共重合体(I)以外のその他の水添ブロック共重合体を含有してもよい。
水添ブロック共重合体(I)以外のその他の水添ブロック共重合体としては、例えば、前記重合体ブロック(a)と、前記重合体ブロック(c)とを含むブロック共重合体を水素添加した水添ブロック共重合体が挙げられる。なお、その他の水添ブロック共重合体における重合体ブロック(a)、重合体ブロック(c)、及び水素添加率等の好適態様は、水添ブロック共重合体(I)における各重合体ブロック及び水素添加率の好適態様と同じである。
熱可塑性エラストマー組成物が、その他の水添ブロック共重合体を含有する場合、その含有量は、水添ブロック共重合体(I)100質量部に対して、好ましくは100質量部以下である。
本実施の形態に係る熱可塑性エラストマー組成物は、本発明の効果を阻害しない範囲で、必要に応じて、他の熱可塑性重合体、無機充填材、粘着性付与樹脂、酸化防止剤、滑剤、光安定剤、加工助剤、顔料や色素等の着色剤、難燃剤、帯電防止剤、艶消し剤、シリコンオイル、ブロッキング防止剤、紫外線吸収剤、離型剤、発泡剤、抗菌剤、防カビ剤、香料を含有してもよい。
他の熱可塑性重合体を含有させる場合、その含有量は、水添ブロック共重合体(I)100質量部に対して、好ましくは100質量部以下、より好ましくは50質量部以下、より好ましくは20質量部以下、更に好ましくは10質量部以下である。
無機充填材を含有させる場合、その含有量は、熱可塑性エラストマー組成物の柔軟性が損なわれない範囲であることが好ましく、水添ブロック共重合体(I)100質量部に対して、好ましくは100質量部以下、より好ましくは70質量部以下、更に好ましくは30質量部以下、特に好ましくは10質量部以下である。
本実施の形態に係る熱可塑性エラストマー組成物は、当該熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形してなる、厚さ0.5mmのシートから幅25mm、長さ150mmの短冊状に打ち抜いて得られた試験片を、温度23℃において100%伸張させた後、収縮させる変形及び回復の1サイクルにおけるヒステリシスロス率(1サイクル目のヒステリシスロス率)が20%以下である。従って、当該熱可塑性エラストマー組成物の物性を成形してなる伸縮性部材は、弾性回復性に優れる。当該ヒステリシスロス率は、好ましくは19%以下、より好ましくは17%以下、更に好ましくは16%以下である。
本実施の形態に係る伸縮性材料の形態は特に制限されず、用途、使用形態等に応じて、それぞれに適した形態とすることができる。例えば、当該伸縮性材料は、フィルム、不織布、ストランド、又は帯状体の形態にしておくことが好ましい。
前述の伸縮性材料からなるフィルムである場合は、その厚さや幅は特に制限されず、適宜選択することができる。一般的には、フィルムの厚みは15μm~200μm程度の厚さにしておくことが好ましい。
前述の伸縮性材料からなる不織布である場合も、不織布を構成する繊維の繊度、不織布の目付等を各々の用途等に適したものにすることができる。一般的には、不織布状の伸縮性材料では、不織布を構成する繊維は繊度の均一な長繊維であることが、力学的特性に優れることから好ましい。また、該不織布の目付は、5~300g/m2程度であるのが、取り扱い性等の点から好ましい。該不織布の平均繊維径は、好ましくは1~30μm、より好ましくは5~20μmである。
例えば、フィルム及びストランドに賦形する場合は、単軸又は2軸押出成形機を用いて、それぞれフィルム形状又はストランド形状に成形することができる。
また、不織布に賦形する方法としては、例えば、通常のメルトブローン不織布製造装置によって熱可塑性エラストマー組成物を溶融紡糸し、その繊維群を捕集面上で繊維ウェブを形成させることでメルトブローン不織布を製造することができる。また、スパンボンド法によっても不織布状の伸縮性材料を製造することができる。
本実施の形態に係る伸縮性材料は、そのままで伸縮性部材として用いることができるが、少なくとも一つの方向に伸長し得る伸長性布帛及びヒダ付き布帛から選ばれる少なくとも1種の伸び可能な布帛と積層して接着することにより形状安定性が向上し、紙おむつ、トイレットトレーニングパンツ、生理用品等の衛生材料や、湿布材の基材、伸縮性テープ、外科用包帯、手術着等のメディカル用材料に必要な複雑な形態の伸縮性部材を得ることができる。
実施例1~3、比較例1~4及び参考例1,2で得られた水添ブロック共重合体の重量平均分子量(Mw)及び分子量分布(Mw/Mn)は、GPC(ゲルパーミエーションクロマトグラフィー)により標準ポリスチレン換算分子量で求め、分子量分布のピークの頂点の位置からピークトップ分子量(Mp)を求めた。また、各重合体ブロックのピークトップ分子量は、各ブロックを構成するモノマーの添加前後で重合液を採取し、得られたサンプルのGPC測定により得られたピークトップ分子量の差分からその値を算出した。測定装置及び条件は、以下のとおりである。
・装置 :東ソー株式会社製GPC装置「GPC8020」
・分離カラム :東ソー株式会社製「TSKgelG4000HXL」
・検出器 :東ソー株式会社製「RI-8020」
・溶離液 :テトラヒドロフラン
・溶離液流量 :1.0ml/分
・サンプル濃度:5mg/10ml
・カラム温度 :40℃
実施例1~3、比較例1~4及び参考例1,2において、ブロック共重合体(P)及び水素添加後の水添ブロック共重合体(HP)をそれぞれ重クロロホルム溶媒に溶解し、日本電子株式会社製「Lambda-500」を用いて50℃で1H-NMRを測定した。水添ブロック共重合体(HP)中の重合体ブロック(B)及び(C)の水素添加率は、得られたスペクトルの4.5~6.0ppmに現れる炭素-炭素二重結合が有するプロトンのピークから、下記式により算出した。
水素添加率={1-(水添ブロック共重合体(HP)1molあたりに含まれる炭素-炭素二重結合のmol数)/(ブロック共重合体(P)1molあたりに含まれる炭素-炭素二重結合のmol数)}×100(mol%)
実施例1~3、比較例1~4及び参考例1,2で得られた水添ブロック共重合体を200℃、1.0MPaにて3分間圧縮成形することによって、シート状の成形体(縦150mm、横150mm、厚さ1mm)を得た。このシートから直径25mm、高さ1mmの円柱状試験片を打ち抜き、Rheometric Scientific社製「RDA3粘弾性測定装置」を用い、JIS K7244-10に準拠する方法で、測定温度100~350℃、周波数1Hz、歪み5%の条件にて、せん断貯蔵弾性率G’を測定した。その結果得られたチャートにおいて、ベースラインと、せん断貯蔵弾性率G‘の低下し始めの接線との交点にあたる温度を秩序-無秩序転移温度(ODT)とした。
実施例4~10及び比較例5~12で得られた水添ブロック共重合体及び水添ブロック共重合体組成物をTダイ押出法にて共押出しする際に、粘着層に亀裂が生じ、均一な積層体が成形できないものを〔1〕、積層体にはなるものの厚みムラが生じ、均一な積層体が得られないものを〔2〕、均一な膜厚の積層体が得られたものを〔3〕として共押出成形性を評価した。
平滑なアクリル樹脂板(株式会社クラレ製「コモグラスP」、厚さ3mm)に、実施例4~10及び比較例5~12で得られた積層体を幅25mmに裁断したものを、粘着層がアクリル樹脂板と接着するように貼り付け、試験片とした。この試験片の基材層側から、2kgゴムローラーを用いて、20mm/分の速度で転圧した後、23±1℃、湿度50±5%の雰囲気下で24時間放置した。その後、JIS Z0237に準拠し、180°剥離強度を300mm/分の剥離速度で測定した。
・水添ブロック共重合体組成物を用いたフィルムの作製
実施例11~16,24,25及び比較例13~19,28,29で得られた水添ブロック共重合体組成物を、株式会社新藤金属工業所製圧縮プレス成形機「NF-37」を使用して、テフロン(登録商標)コーティング金属枠をスペーサーとして用い、230℃、100kgf/cm2の荷重で5分間、圧縮プレス成形した後、18℃、15kgf/cm2の荷重で1分間、圧縮プレス成形することで厚さ1mmの水添ブロック共重合体組成物のフィルムを得た。
<水添ブロック共重合体組成物のフィルムとポリカーボネート(PC)板との積層体>
長さ75mm×幅25mm×厚さ1mmのポリカーボネート(PC)板の両面の表面を界面活性剤水溶液、蒸留水をこの順に用いて洗浄した後、乾燥させた。該ポリカーボネート板と、前記水添ブロック共重合体組成物のフィルムと、厚さ50μmのポリエチレンテレフタレート(PET)シートとをこの順で重ね、外寸200mm×200mm、内寸150mm×150mm、厚さ2mmの金属製スペーサーの中央部に配置した。
この重ねたシートと金属製スペーサーとをポリテトラフルオロエチレン製シートで挟み、更に外側から金属板で挟み、圧縮成形機を用いて、160℃の温度条件下、荷重20kgf/cm2(2N/mm2)で3分間圧縮成形することで、PET/水添ブロック共重合体組成物/ポリカーボネート板からなる積層体を得た。
ポリカーボネート(PC)板にかえて、ポリメタクリル酸メチル樹脂(PMMA)板、アクリロニトリル-ブタジエン-スチレン樹脂(ABS)板、ナイロン6(PA6)板、ポリプロピレン(PP)板、又はアルミニウム板を用いたこと以外は前述の方法と同様の方法により積層体を得た。
なお、積層体の作成に用いた各板の詳細は以下のとおりである。
・ポリカーボネート(PC)板:三菱エンジニアリングプラスチックス株式会社製、ユーピロンS-3000R
・ポリメタクリル酸メチル樹脂(PMMA)板:EVONIC社製、Plexiglas 6N
・アクリロニトリル-ブタジエン-スチレン樹脂板:東レ株式会社製、トヨラック700
・ナイロン6板:宇部興産株式会社製、UBE Nylon6 1013B
・ポリプロピレン板:日本ポリプロ社製、ノバテックPP MA3
インストロン社製「インストロン5566」を使用して、JIS K6854-2に準じて、剥離角度180°、引張速度100mm/minの条件で剥離接着強さ試験を行い、剥離強度を測定した。
実施例4~29及び比較例5~32で得られた水添ブロック共重合体及び水添ブロック共重合体組成物の溶融延展性及びドローレゾナンスは次のように測定した。キャピログラフ1D(株式会社東洋精機製作所製)を用い、長さ10mm、直径1.0mmのダイより、下記各温度で、押出速度を10mm/分として押し出された溶融樹脂を、引取速度を10m/分として引取った際の張力を30秒間測定して得た最大値から最小値を引いた差をドローレゾナンスとし、また、引取速度を2m/分から2分ごとに2m/分ずつ増速させていき、溶融樹脂が切断した時の引取速度を溶融延展性とし、成形性の指標とした。
<ドローレゾナンスの温度条件>
実施例4~21,24,25、比較例5~25:220℃
実施例22,23,26~29、比較例26,27,30~32:120℃
実施例11~16,24,25及び比較例13~19,28,29で得られた水添ブロック共重合体及び水添ブロック共重合体組成物をTダイ押出法にて押出しする際に、フィルムに亀裂が生じて成形できないものを〔1〕、フィルムにはなるものの厚みムラが生じ、均一な積層フィルムが得られないものを〔2〕、均一な膜厚のフィルムが得られたものを〔3〕として押出フィルム成形性を評価した。
実施例17~21及び比較例20~25で得られた水添ブロック共重合体及び水添ブロック共重合体組成物をメルトブロー成形する際に、得られた不織布を構成する繊維の繊維径が100μm以上であったものを〔1〕、100μm未満であるものを〔2〕としてメルトブロー成形性を評価した。
実施例22,23,26~29及び比較例26,27,30~32で得られた水添ブロック共重合体及び水添ブロック共重合体組成物をホットメルト塗工し、得られた粘接着剤層の厚みを3点測定し、その平均値が25±3μm以上であるものを〔1〕、25±3μm未満であるものを〔2〕としてホットメルト塗工性を評価した。
実施例22,23,26~29及び比較例26,27,30~32で得られた水添ブロック共重合体及び水添ブロック共重合体組成物について、160℃、180℃における溶融粘度をブルックフィールド社のB型粘度計(BROOKFIELD ENGINEERING LABS. INC.製)により測定した。
実施例30~34及び比較例33~35で得られた水添ブロック共重合体組成物のペレットを射出成形機(「EC75SX」、東芝機械株式会社製)により射出成形して、縦110mm、横110mm、厚み2mmのシート状試験片を作製した。得られたシートの外観(フローマーク)を下記基準で評価した。
<基準>
フローマークなし ;3
フローマーク一部あり ;2
全体にフローマークあり;1
前記射出成形性の評価において得られたシートのMD(縦)方向、及びTD(横)方向の長さを測定し、金型(11×11cm)に対してのサイズの保持率を評価した。
前記射出成形性の評価において得られたシートのMD方向、及びTD方向の引裂き強さを評価した。なお、測定はJIS K 6252に準拠し、切込みなしアングル形引裂強さを評価した。
インストロン社製「インストロン5566」を使用して、JIS K6854-2に準じて、剥離角度180°、引張速度100mm/minの条件で剥離接着強さ試験を行い、接着強さ(剥離強度)を測定した。
なお、剥離試験用サンプルは下記方法で作成した。
まず、射出成形機(東芝機械株式会社製「EC75SX」)によりポリウレタンの射出シートを作製し、このポリウレタンシートと実施例及び比較例で得られた射出シートとを25mm幅にカットした。次いで、プライマーを染み込ませた布を用いて各シートの表面にプライマーを塗布し、50℃で10分乾燥した。プライマー乾燥後、実施例及び比較例の各シートに接着剤を刷毛で塗布し、50℃で10分乾燥した。接着剤乾燥後、実施例及び比較例のシートとポリウレタンシートとを直ちにプレス機で圧着処理(20kgf/cm2×15秒:25℃)し、剥離試験用サンプルを得た。圧着後、24±2時間エージングした後、剥離強度を評価した。
評価基準は、剥離強度が50N/25mm以上を〔2〕とし、50N/25mm未満を〔1〕とした。
ポリウレタン:Elastollan 1190A(BASF社製)
プライマー :PE-120(ノーテープ工業株式会社製)/デスモジュールRFE(ノーテープ工業株式会社製)=95/5(質量比)
ポリウレタン:SK-1(ノーテープ工業株式会社製)
接着剤 :5999(ノーテープ工業株式会社製)/デスモジュールRFE(ノーテープ工業株式会社製)=97/3(質量比)
JIS K 6253に準拠し、実施例35~38及び比較例36~39において、カレンダー成形加工で得られた積層前の水添ブロック共重合体組成物の約0.3mmのシートを20枚重ねて厚み6mm以上として硬度を測定した。硬度計はタイプAデュロメータを用い、測定値は瞬間の数値を記録した。タイプA硬度が好ましくは45以下、より好ましくは35以下、更に好ましくは30以下であると、得られる積層体又は発泡積層体は柔軟性に優れる。
実施例35~38及び比較例36~39で得られた積層体又は発泡積層体を、23±1℃、湿度(50±5)%の雰囲気下で30分放置した。その後、該積層体又は発泡積層体から、長さ80mm、幅25mmの短冊状試験片を打ち抜いた。該試験片を用いて、JIS K 6854に記載の「180°剥離試験」に準じて、300mm/分の剥離速度で測定した。
接着力は、好ましくは10N/25mm以上、より好ましくは15N/25mm以上である。なお、試験の際に熱可塑性重合体組成物からなる層(1)が破壊された場合は、接着力が十分であることを示している。
実施例35~38及び比較例36~39で得られた積層体又は発泡積層体を、23±1℃、湿度(50±5)%の雰囲気下で放置し、軟化剤のブリードアウトの有無を目視で確認し、下記評価基準に従って評価した。なお、評価としては、好ましくはB以上であり、より好ましくはAである。
A:3ヶ月経過しても、軟化剤が布帛の表面にブリードアウトしていない。
B:1~3ヶ月の間で、軟化剤が布帛の表面にブリードアウトした。
C:1週間~1ヶ月未満の間で、軟化剤が布帛の表面にブリードアウトしていた。
D:積層体又は発泡積層体の製造後、すぐに布帛の表面に軟化剤がブリードアウトした。
実施例35~38及び比較例36~39において、カレンダー成形加工で得られた積層前の水添ブロック共重合体組成物のシートについて下記の基準で評価を行った。
A:得られたシートの厚みをランダムに10箇所測定し、すべての厚みは0.3±0.02mmで均一である。
B:得られたシートの厚みをランダムに10箇所測定し、少なくとも1箇所の厚みは0.3±0.02mm以上で不均一である。
実施例38及び比較例39で得られた発泡積層体をカッターで高さ方向に半分にカットして、発泡セルサイズの均一性を目視で評価した。
A:セルサイズが均一で微細な独立発泡が分散していた。
B:カレンダー加工性が不十分であるため均一なシートが得られず、発泡セルサイズが著しく不均一であった。
190℃、10MPaにて3分間圧縮成形することによって、シート(縦80mm、横50mm、厚さ1.5mm)を得た。このシートを曲げた際の手の感覚について、下記の基準により評価した。
<基準>
A;柔軟で簡単に曲げることができる
B;曲げることができる
C;曲げることが困難
<極性基含有ポリオレフィン系重合体>
ポリプロピレン「プライムポリプロF327」(MFR[230℃、荷重2.16kg(21N)]:7g/10分、株式会社プライムポリマー製)42g、無水マレイン酸160mg、2,5-ジメチル-2,5-ジ(ターシャルブチルパーオキシ)ヘキサン42mgを、バッチミキサーを用いて180℃、スクリュー回転数40rpmの条件下で溶融混練し、無水マレイン酸基を含有するポリプロピレンを得た。
得られた極性基含有ポリオレフィン系重合体のMFR[230℃, 21N]は6g/10分、無水マレイン酸基含有構造単位の割合は0.3質量%であり、融点は138℃であった。なお、該無水マレイン酸基含有構造単位の割合は、得られた極性基含有ポリオレフィン系重合体を水酸化カリウムのメタノール溶液を用いて滴定して得られた値である。また、融点は10℃/minで昇温した際の示差走査熱量測定曲線の吸熱ピークから読み取った値である。
<ポリビニルアセタール樹脂>
平均重合度500、けん化度99モル%のポリビニルアルコール樹脂を溶解した水溶液に、n-ブチルアルデヒド及び酸触媒(塩酸)を添加し、攪拌してアセタール化反応を行った。析出した樹脂をpHが6になるまで水洗し、次いで中和剤を添加して中和した後、中和により生じた塩を洗浄して除去した。脱水した後、生成物を揮発分が0.3%になるまで乾燥することにより、アセタール化度が80モル%のポリビニルアセタール樹脂を得た。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)237.7g、ルイス塩基としてテトラヒドロフラン500.2gを仕込み、50℃に昇温した後、β-ファルネセン7.91kgを加えて2時間重合を行い、引き続いてスチレン(1)3.12kgを加えて1時間重合させ、更にブタジエン4.57kgを加えて1時間重合を行った。続いてこの重合反応液にカップリング剤としてジクロロジメチルシラン25.2gを加え1時間反応させることで、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体(以下、「ブロック共重合体(P1)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体(P1)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP1)」という。)を得た。水添ブロック共重合体(HP1)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)237.7g、ルイス塩基としてテトラヒドロフラン500.2gを仕込み、50℃に昇温した後、β-ファルネセン7.02kgを加えて2時間重合を行い、引き続いてスチレン(1)3.12kgを加えて1時間重合させ、更にイソプレン5.46kgを加えて1時間重合を行った。続いてこの重合反応液にカップリング剤としてジクロロジメチルシラン25.2gを加え1時間反応させることで、ポリ(β-ファルネセン)-ポリスチレン-ポリイソプレン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体(以下、「ブロック共重合体(P2)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体(P2)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリ(β-ファルネセン)-ポリスチレン-ポリイソプレン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP2)」という。)を得た。水添ブロック共重合体(HP2)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)300.3g、ルイス塩基としてテトラヒドロフラン600.2gを仕込み、50℃に昇温した後、β-ファルネセン6.92kgを加えて2時間重合を行い、引き続いてスチレン(1)4.68kgを加えて1時間重合させ、更にブタジエン4.00kgを加えて1時間重合を行った。続いてこの重合反応液にカップリング剤としてジクロロジメチルシラン31.8gを加え1時間反応させることで、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体(以下、「ブロック共重合体(P3)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体(P3)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP3)」という。)を得た。水添ブロック共重合体(HP3)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)53.5gを仕込み、50℃に昇温した後、スチレン(1)1.40kgを加えて1時間重合させ、引き続いてβ-ファルネセン12.79kgを加えて2時間重合を行い、更にスチレン(2)1.40kgを加えて1時間重合することにより、ポリスチレン-ポリ(β-ファルネセン)-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P4)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体(P4)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリ(β-ファルネセン)-ポリスチレントリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP4)」という。)を得た。水添ブロック共重合体(HP4)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)122.3gを仕込み、50℃に昇温した後、スチレン(1)1.40kgを加えて1時間重合させ、引き続いてβ-ファルネセン6.40kgとイソプレン6.40kgの混合物を加えて2時間重合を行い、更にスチレン(2)1.40kgを加えて1時間重合することによりポリスチレン-ポリ(β-ファルネセン/イソプレン)-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P5)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)をブロック共重合体(P5)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリ(β-ファルネセン/イソプレン)トリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP5)」という。)を得た。水添ブロック共重合体(HP5)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)81.5gを仕込み、50℃に昇温した後、スチレン(1)1.40kgを加えて1時間重合させ、引き続いてβ-ファルネセン4.43kgとイソプレン8.36kgの混合物を加えて2時間重合を行い、更にスチレン(2)1.40kgを加えて1時間重合することによりポリスチレン-ポリ(β-ファルネセン/イソプレン)-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P6)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)をブロック共重合体(P6)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリ(β-ファルネセン/イソプレン)トリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP6)」という。)を得た。水添ブロック共重合体(HP6)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)122.3gを仕込み、50℃に昇温した後、スチレン(1)1.40kgを加えて1時間重合させ、引き続いてβ-ファルネセン7.13kgとブタジエン5.66kgの混合物を加えて2時間重合を行い、更にスチレン(2)1.40kgを加えて1時間重合することによりポリスチレン-ポリ(β-ファルネセン/ブタジエン)-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P7)」という。)を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)をブロック共重合体(P7)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリ(β-ファルネセン/ブタジエン)トリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP7)」という。)を得た。水添ブロック共重合体(HP7)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)163.1g、ルイス塩基としてテトラヒドロフラン360.3gを仕込み、50℃に昇温した後、スチレン(1)2.08kgを加えて1時間重合させ、引き続いてイソプレン16.64kgを加えて2時間重合を行い、更にスチレン(2)2.08kgを加えて1時間重合することにより、ポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P8)」という。)を含む反応液を得た。該反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)をブロック共重合体(P8)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP8)」という。)を得た。水添ブロック共重合体(HP8)について、上記の物性を測定した。結果を表1に示す。
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン62.4kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)210.6gを仕込み、50℃に昇温した後、スチレン(1)1.88kgを加えて1時間重合させ、引き続いてイソプレン17.05kgを加えて2時間重合を行い、更にスチレン(2)1.88kgを加えて1時間重合することによりポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体(以下、「ブロック共重合体(P9)」という。)を含む反応液を得た。該反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)をブロック共重合体(P9)に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(HP9)」という。)を得た。水添ブロック共重合体(HP9)について、上記の物性を測定した。結果を表1に示す。
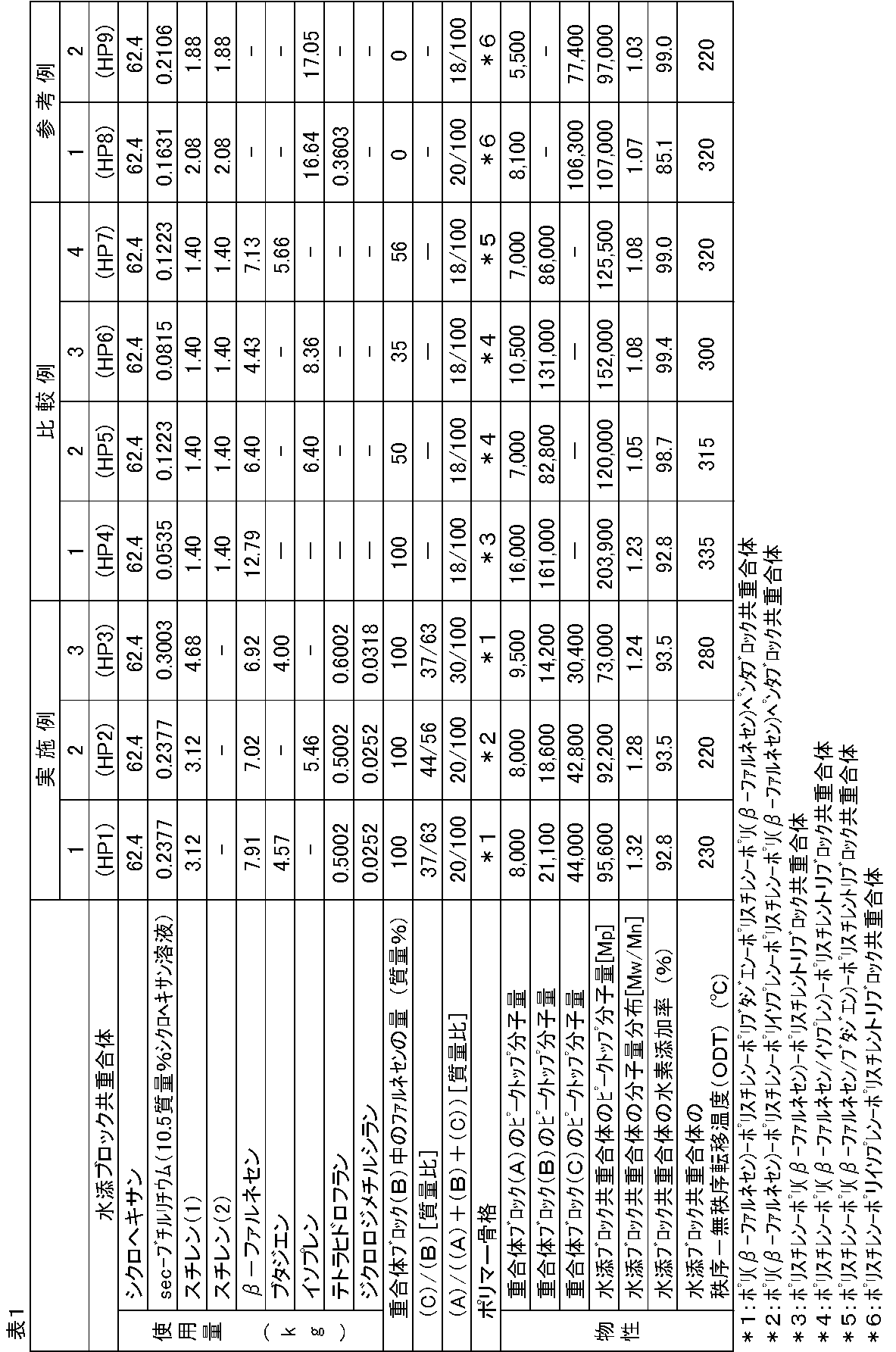
基材層としてブロックポリプロピレン「PC684S」(サンアロマー株式会社製)を厚み30μm、粘着層として水添ブロック共重合体(HP1)を厚み10μmとなるように、Tダイ押出法にて共押出し、積層体を得た。得られた積層体について上記の評価を行った。結果を表2に示す。
表2に示す水添ブロック共重合体(HP2)~(HP7)を粘着層に用いたこと以外は実施例4と同様の操作を行い、積層体を得た。得られた積層体について、上記の評価を行った。結果を表2に示す。
水添ブロック共重合体(HP1)と、ランダムポリプロピレン「プライムポリプロF327」(株式会社プライムポリマー製)、粘着付与樹脂「アルコンP-125」(荒川化学工業株式会社製)、水添パラフィン系オイル「ダイアナプロセスオイルPW-90」(出光興産株式会社製)を、それぞれ表2に示す割合で配合し、二軸押出機を用いて200℃で溶融混練することで水添ブロック共重合体組成物を得た。
また前記水添ブロック共重合体組成物を粘着層に用いたこと以外は実施例4と同様の操作を行い、積層体を得た。得られた積層体について、上記の評価を行った。結果を表2に示す。
水添ブロック共重合体(HP1)の代わりに水添ブロック共重合体(HP4)を用いたこと以外は実施例7~10と同様の操作を行い、積層体を得た。得られた積層体について、上記の評価を行った。結果を表2に示す。
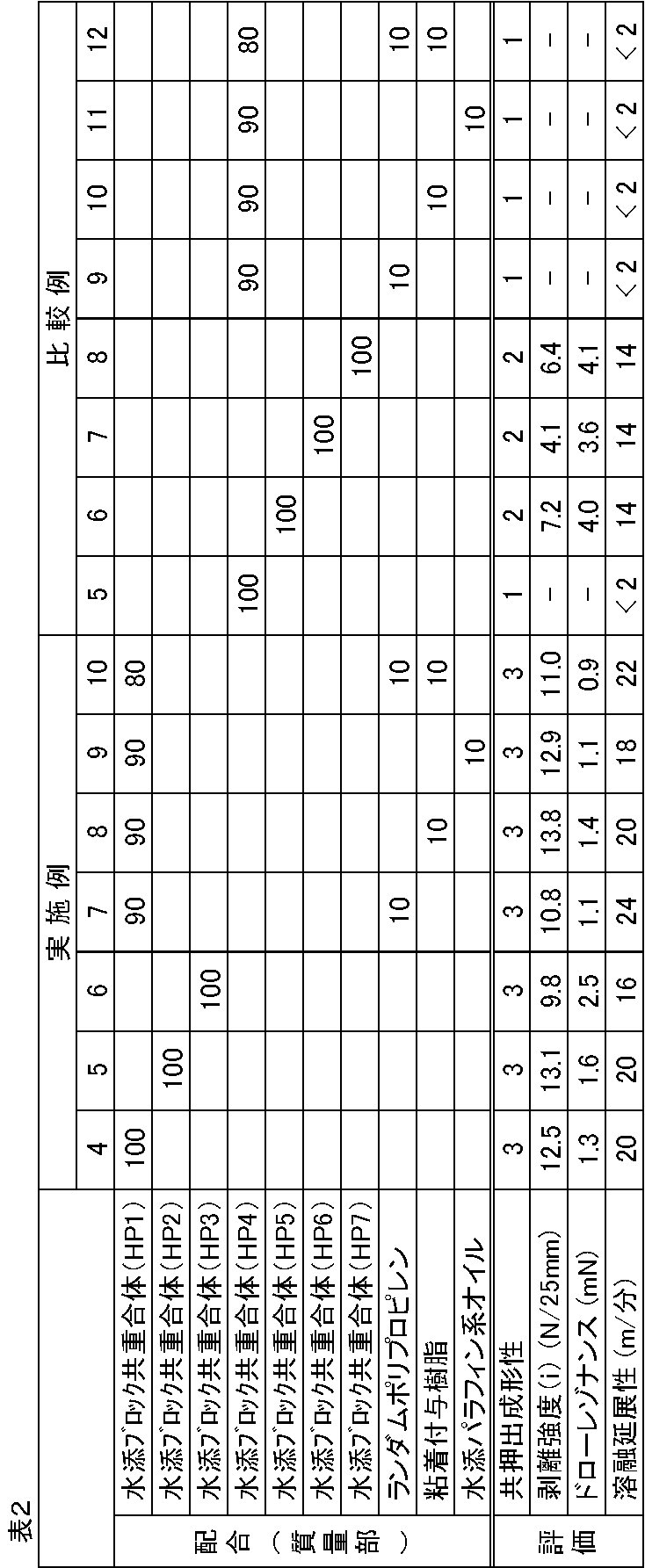
一方、比較例5~12では、本発明のポリマー骨格を有しない水添ブロック共重合体(HP4~7)を用いたため、実施例4~10と比べて、上記各物性がいずれも非常に劣る結果となった。特に、比較例5,9~12については共押出成形性が非常に悪く、10m/分の条件とするまで溶融樹脂を引き取ることができなかったため、ドローレゾナンスについては評価ができず、また、積層体の粘着層に亀裂が生じ、被着体に貼り付けることができなかったため、剥離強度も評価できなかった。
この結果から明らかなように、本発明の水添ブロック共重合体及び水添ブロック共重合体を用いた水添ブロック共重合体組成物は、積層体、特に保護フィルムとして好適に使用できる。
〔実施例11〕
水添ブロック共重合体(HP1)を、厚み50μmになるようにTダイ押出法にて押出し、フィルムを得た。得られたフィルムについて、上記評価を行った。結果を表3に示す。
表3に示す水添ブロック共重合体(HP2)~(HP7)を用いたこと以外は実施例11と同様の操作を行い、フィルムを得た。得られたフィルムについて、上記評価を行った。結果を表3に示す。
水添ブロック共重合体(HP1)と、製造例1で得られた極性基含有ポリオレフィン系重合体、製造例2で得られたポリビニルアセタール樹脂、エチレン-アクリル酸メチル共重合体「エルバロイAC1820」(三井・デュポンポリケミカル株式会社製)、及び水添ブロック共重合体(HP8)を、それぞれ表3に示す割合で配合し、二軸押出機を用いて230℃で溶融混練することで水添ブロック共重合体組成物を得た。
上記水添ブロック共重合体組成物を用いたこと以外は実施例11と同様の操作を行い、フィルムを得た。得られたフィルムについて、上記の評価を行った。結果を表3に示す。
水添ブロック共重合体(HP1)の代わりに水添ブロック共重合体(HP4)を用いたこと以外は実施例14~16、24及び25と同様の操作を行い、フィルムを得た。得られたフィルムについて、上記の評価を行った。結果を表3に示す。

一方、比較例13~19では、本発明のポリマー骨格を有しない水添ブロック共重合体(HP4~7)を用いたため、実施例11~16と比べて、上記各物性はいずれも非常に劣る結果となった。特に、比較例13,17~19は押出成形性が非常に悪く、10m/分の条件とするまで溶融樹脂を引き取ることができなかったためにドローレゾナンスについては評価できなかった。
実施例14及び比較例17は、いずれも各被着体へバランスよく接着しているが、比較例17は実施例14に比べてフィルム成形性に乏しいため、フィルムでの各被着体への接着は困難であり、加飾成形材料等に適していないことがわかる。
水添ブロック共重合体(HP8)を用いた実施例24は剥離強度(各被着体への接着強さ)が向上したが、同様に水添ブロック共重合体(HP8)を用いた比較例28においては剥離強度が向上しなかった。
〔実施例17〕
水添ブロック共重合体(HP1)を押出機に投入して310℃で溶融し、孔径0.3mmの孔をピッチ0.75mmで一列に配列したメルトブローンノズルから吐出させ、同時にこの溶融樹脂に310℃の熱風を噴射させ、成形コンベア上にこのメルトブロー繊維を捕集し、メルトブロー不織布を得た。得られたメルトブロー不織布について、上記の評価を行った。結果を表4に示す。
表4に示す水添ブロック共重合体(HP2)~(HP7)を用いたこと以外は実施例17と同様の操作を行い、メルトブロー不織布を得た。得られたメルトブロー不織布について、上記の評価を行った。結果を表4に示す。
水添ブロック共重合体(HP1)と、製造例1で得られた極性基含有ポリオレフィン系重合体、及びエチレン-アクリル酸メチル共重合体「エルバロイAC1820」(三井・デュポンポリケミカル株式会社製)を、それぞれ表4に示す割合で配合し、二軸押出機を用いて230℃で溶融混練することで水添ブロック共重合体組成物を得た。
上記水添ブロック共重合体組成物を用いたこと以外は実施例17と同様の操作を行い、メルトブロー不織布を得た。得られたメルトブロー不織布について、上記の評価を行った。結果を表4に示す。
水添ブロック共重合体(HP1)の代わりに水添ブロック共重合体(HP4)を用いたこと以外は実施例20、21と同様の操作を行い、メルトブロー不織布を得た。得られたメルトブロー不織布について、上記の評価を行った。結果を表4に示す。
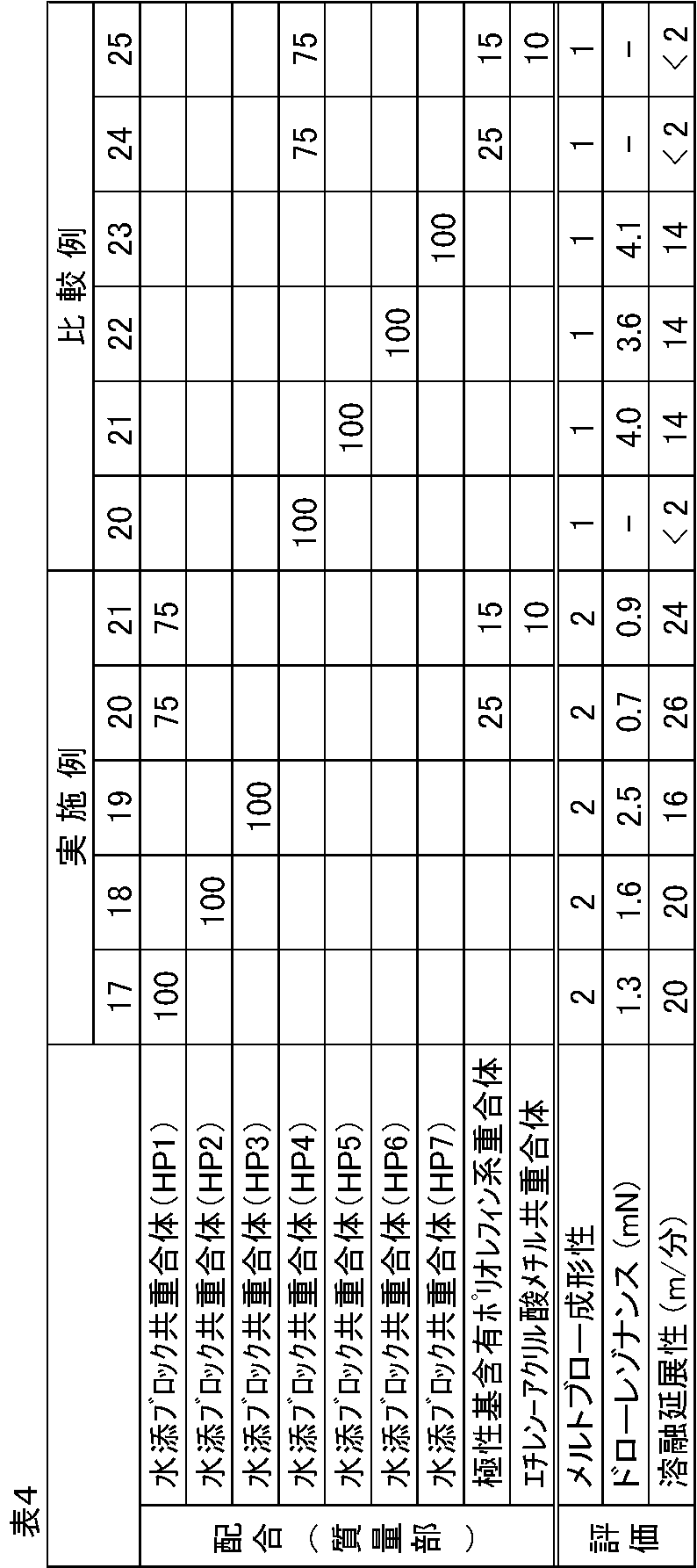
一方、比較例20~25では、本発明のポリマー骨格を有しない水添ブロック共重合体(HP4~7)を用いたため、実施例17~21と比べて、上記各物性はいずれも非常に劣る結果となった。特に、比較例20,24,25は押出成形性が非常に悪く、10m/分の条件とするまで溶融樹脂を引き取ることができなかったため、ドローレゾナンスについては評価できなかった。
〔実施例22,23及び26~29〕
水添ブロック共重合体(HP1)と、粘着付与樹脂「アルコンP-125」(荒川化学工業株式会社製)、水添パラフィン系オイル「ダイアナプロセスオイルPW-90」(出光興産株式会社製)を、それぞれ表5に示す割合で配合し、二軸押出機を用いて200℃で溶融混練することで水添ブロック共重合体組成物を得た。該水添ブロック共重合体組成物(粘接着剤)について、ドローレゾナンス、溶融延展性を評価し、結果を表5に示す。
更に、上記水添ブロック共重合体組成物を、厚さ50μmのポリエチレンテレフタラートフィルム(商品名 テイジンテトロンフィルムG2、帝人デュポンフィルム株式会社製)上に、180℃の条件でホットメルトコーターを使用して、25μmの厚さにホットメルト塗工し、ホットメルト塗工性を評価した。結果を表5に示す。
水添ブロック共重合体(HP1)の代わりに水添ブロック共重合体(HP4)を用いたこと以外は実施例22,23及び26~29と同様の操作を行い、水添ブロック共重合体組成物(粘接着剤)を得て、上記の評価を行った。結果を表5に示す。
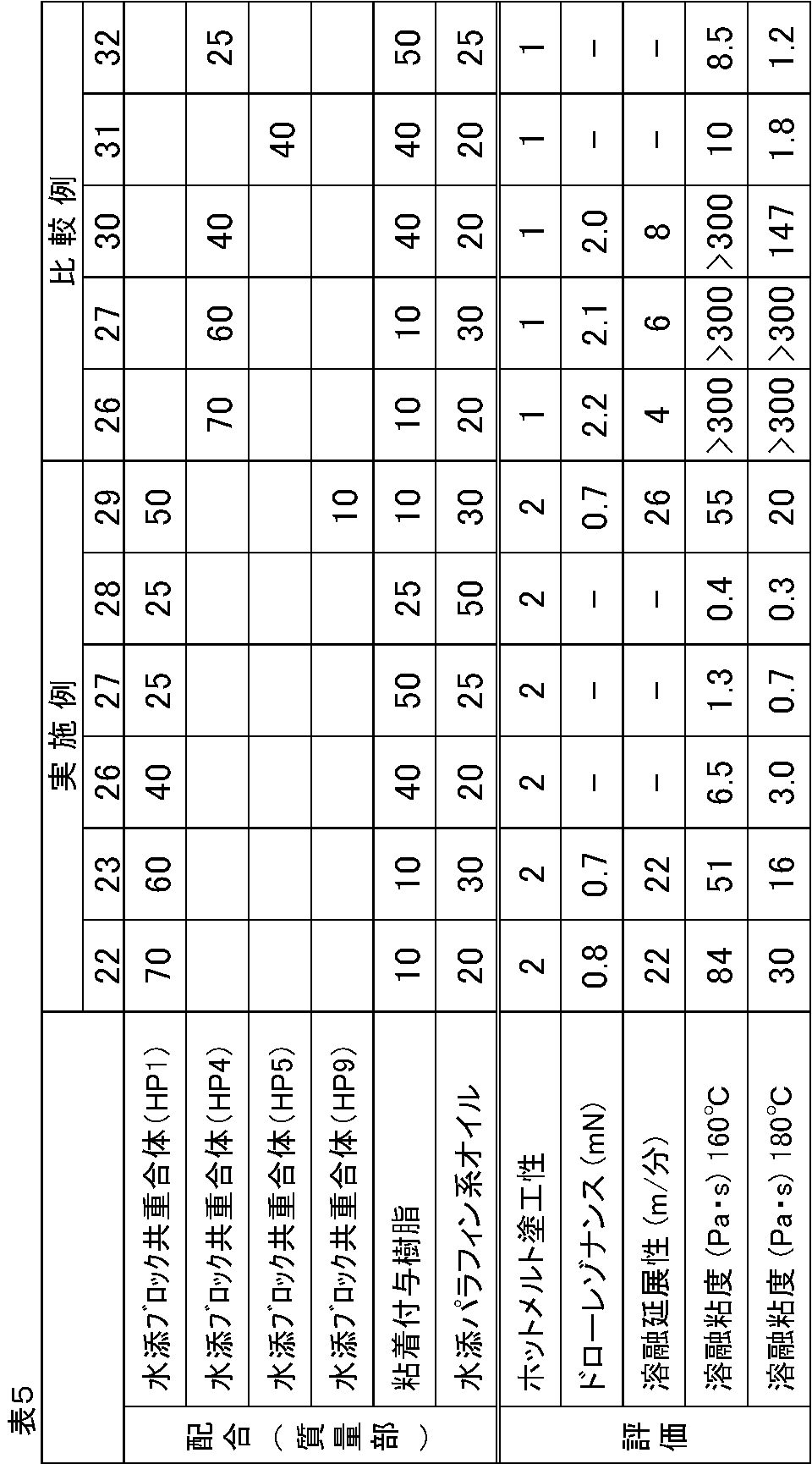
一方、比較例26~27では、本発明のポリマー骨格を有しない水添ブロック共重合体(HP4)を用いたため、実施例22~23と比べて、上記各物性がいずれも非常に劣る結果となった。
実施例26~28及び比較例31~32はドローダウンが激しくドローレゾナンス、及び溶融延展性を評価できなかった。
実施例29は水添ブロック共重合体(HP9)を添加することにより、ドローレゾナンス及び溶融延展性が向上し、成形性が向上した。
同様の配合の実施例と比較例とを比べると実施例の方が溶融粘度が低いことから、実施例の粘接着剤は低温から高温の幅広い温度でホットメルト塗工が可能であることがわかる。
この結果から、本発明の水添ブロック共重合体及び水添ブロック共重合体を用いた水添ブロック共重合体組成物は、粘接着剤、特にホットメルト粘接着剤として好適に使用できることが分かる。
〔実施例30~34、及び比較例33~35〕
水添ブロック共重合体(HP1)又は水添ブロック共重合体(HP4)と、軟化剤1又は軟化剤2とを、それぞれ表6に示す割合で配合し、二軸押出機を用いて200℃で溶融混練することで水添ブロック共重合体組成物を得た。該水添ブロック共重合体組成物について、射出成形性、成形保持率、引裂強度、及び剥離強度(対ポリウレタン)を評価し、結果を表6に示す。
なお、軟化剤1及び2の詳細は以下のとおりである。
軟化剤1;パラフィン系プロセスオイル(出光興産株式会社製ダイアナプロセスオイル PW-32、40℃における動粘度:31mm2/s)
軟化剤2;パラフィン系プロセスオイル(出光興産株式会社製ダイアナプロセスオイル PW-90、40℃における動粘度:95.54mm2/s)
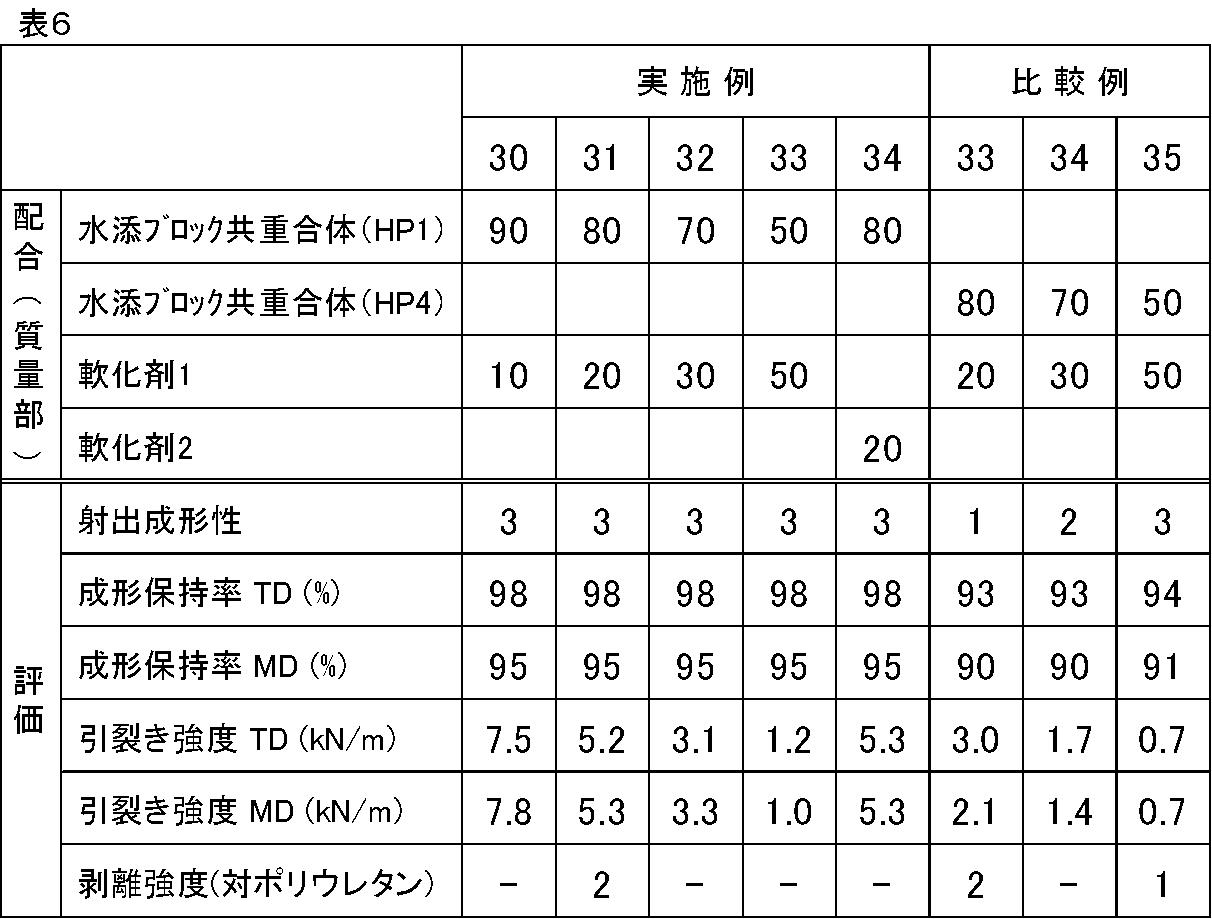
また、同様の配合量の実施例と比較例とを比べると、ポリウレタンに対する接着力は同等だが、比較例の方が射出成形性に劣り外観が悪い結果となった。更に、比較例ではオイルブリードが多くなりポリウレタンに対する接着力が低下する結果となった。
以上の結果より、水添ブロック共重合体組成物の組成物は射出成形性に優れると共にポリウレタンへの接着性に優れるため靴底のクッション材等に適していることが分かる。
〔実施例35~38、比較例36~39〕
表7に記載の各成分を質量比でバンバリーミキサーにより160℃、5分間混練し、続いて2本ロールのウォームアップロールにより3分間混練した後、L字形4本ロールカレンダにより、前記水添ブロック共重合体組成物を布帛の生地からなり下引き加工を施した支持体シートの下引き面に0.3mmの厚みに貼着し、積層体を得た。なお、軟化剤としては、出光興産株式会社製ダイアナプロセスPW-32(40℃の動粘度31mm2/s)を使用し、発泡剤(アゾジカルボンアミド)として永和化成工業株式会社製ビニホールAC#3を使用した。
実施例38及び比較例39については、得られた積層体を温度210℃の発泡炉に2分間通して前記水添ブロック共重合体組成物からなる層を発泡させ、厚み0.5mmの発泡層を有する発泡積層体を得た。
カレンダー成形加工で得られた積層前の水添ブロック共重合体のシートについて、硬度、カレンダー成形加工性の評価、積層体及び発泡積層体について、接着力、ブリードアウト抑制能力、及び発泡成形性の評価を行った。結果を表7に示す。

〔実施例39~41、比較例40~42〕
水添ブロック共重合体(HP1)又は水添ブロック共重合体(HP4)と、ポリオレフィン樹脂とを、それぞれ表8に示す割合で配合し、二軸押出機を用いて200℃で溶融混練することで水添ブロック共重合体組成物を得た。該水添ブロック共重合体組成物について、ドローレゾナンス及び柔軟性を評価し、結果を表6に示す。
なお、ポリオレフィン樹脂としては、株式会社プライムポリマー製プライムポリプロS119(MFR=60g/min)を用いた。

伸縮性部材に関する実施例及び比較例に使用した各成分は次のとおりである。
<水添ブロック共重合体(I)>
後述の製造例3~4の水添ブロック共重合体(I-1)~(I-2)
<水添ブロック共重合体(I’)>
後述の製造例5~12の水添ブロック共重合体(I’-1)~(I’-8)
GPPS(商品名:679、PSジャパン株式会社製、MFR:18g/10min、重量平均分子量:199,000)
水添パラフィン系プロセスオイル(商品名:ダイアナプロセスオイルPW-90、出光興産株式会社製、40℃における動粘度:95.54mm2/s)
(1)分子量分布及びピークトップ分子量(Mp)等の測定
水添ブロック共重合体(I)又は(I’)及びスチレンブロックのピークトップ分子量(Mp)及び分子量分布(Mw/Mn)は、GPC(ゲルパーミエーションクロマトグラフィー)により標準ポリスチレン換算分子量で求め、分子量分布のピークの頂点の位置からピークトップ分子量(Mp)を求めた。測定装置及び条件は、以下のとおりである。
・装置 :東ソー株式会社製GPC装置「GPC8020」
・分離カラム :東ソー株式会社製「TSKgelG4000HXL」
・検出器 :東ソー株式会社製「RI-8020」
・溶離液 :テトラヒドロフラン
・溶離液流量 :1.0ml/分
・サンプル濃度:5mg/10ml
・カラム温度 :40℃
各実施例及び比較例において、ブロック共重合体(P)及び水素添加後のブロック共重合体(水添ブロック共重合体)(I)又は(I’)をそれぞれ重クロロホルム溶媒に溶解し、日本電子株式会社製「Lambda-500」を用いて50℃で1H-NMRを測定した。水添ブロック共重合体(I)中の重合体ブロック(b)及び(c)の水素添加率は、得られたスペクトルの4.5~6.0ppmに現れる炭素-炭素二重結合が有するプロトンのピークから、下記式により算出した。
水素添加率(モル%)={1-(水素添加後のブロック共重合体(I)又は(I’)1モルあたりに含まれる炭素-炭素二重結合のモル数)/(ブロック共重合体(P)1モルあたりに含まれる炭素-炭素二重結合のモル数)}×100
実施例及び比較例で得られた水添ブロック共重合体(I)又は(I’)、及び熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形することによって厚さ約0.5mmのシートを得た。得られたシートより、幅25mm、長さ150mmの短冊状試験片を打ち抜き試験片とした。但し、メルトブロー不織布のヒステリシスロス率及び100%モジュラスを評価する際には、一度作製した不織布を再溶融することでシート状とし、得られたシートより、上記サイズの打ち抜き試験片を作製した。
インストロン社製引張り試験機「3345モデル」を用いて、つかみ具間距離40mm、試験温度23℃において試験速度100mm/分で100%伸張させて、その後、試験速度100mm/分で0%まで縮ませる操作を2サイクル実施した。
そのときの1サイクル目の行きの100%伸張時における最大引張応力を100%モジュラスとした。
また、1サイクル目の行きの100%伸張エネルギー[A1(行き100%)]、戻りの100%伸張エネルギー[B1(帰り100%)]、2サイクル目の行きの100%伸張エネルギー[A2(行き100%)]、戻りの100%伸張エネルギー[B2(帰り100%)]を測定した。下記式により1サイクル目のヒステリシスロス率、2サイクル目のヒステリシスロス率を求め、弾性回復性の指標とした。なお、下記の値が低いほど、弾性回復性に優れることを示す。
1サイクル目のヒステリシスロス率(L1)=[(A1-B1)/A1]×100
2サイクル目のヒステリシスロス率(L2)=[(A2-B2)/A2]×100
JIS L 1906に準じ、不織布幅1m当たりから、縦20cm×横20cmの試料片を3枚採取し、各試料片の質量を電子天秤にて測定し、3点の平均値を試験片の面積400cm2で除して、単位面積当たりの質量を算出し、不織布の目付とした。
不織布中の任意の箇所に対し、走査型電子顕微鏡にて、300倍で拡大撮影し、50本の繊維径を測定した値の平均値を平均繊維径とした。
実施例及び比較例で得られた水添ブロック共重合体(I)又は(I’)、及び熱可塑性エラストマー組成物を用いて、後述の方法によりメルトブロー不織布を作製し、その結果に応じて、以下の3段階でメルトブロー成形性を評価した。
○:良好な不織布が得られ、生産性に優れる。
△:不織布は得られるが風綿が多く発生し、生産性に乏しい。
×:不織布を得ることができない。
〔製造例3〕
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン50.0kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)190.5g(sec-ブチルリチウム20.0g)、ルイス塩基としてテトラヒドロフラン400.0gを仕込み、50℃に昇温した後、β-ファルネセン6.34kgを加えて2時間重合を行い、引き続いてスチレン(1)2.50kgを加えて1時間重合させ、更にブタジエン3.66kgを加えて1時間重合を行った。続いてこの重合反応液にカップリング剤としてジクロロジメチルシラン20.0gを加え1時間反応させることで、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリ(β-ファルネセン)-ポリスチレン-ポリブタジエン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体の水素添加物(以下、「水添ブロック共重合体(I-1)」ともいう。)を得た。水添ブロック共重合体(I-1)について、上記の物性を測定した。結果を表9に示す。
ブタジエンに代えてイソプレンを用い、テトラヒドロフランの使用を省略し、表9に記載の配合にしたがったこと以外は、製造例3と同様にして、ポリ(β-ファルネセン)-ポリスチレン-ポリイソプレン-ポリスチレン-ポリ(β-ファルネセン)ペンタブロック共重合体の水素添加物(以下、「水添ブロック共重合体(I-2)」ともいう。)を製造した。得られた水添ブロック共重合体(I-2)について、上記した評価を行った。結果を表9に示す。
〔製造例5〕
窒素置換し、乾燥させた耐圧容器に、溶媒としてシクロヘキサン50.0kg、アニオン重合開始剤としてsec-ブチルリチウム(10.5質量%シクロヘキサン溶液)16.9g(sec-ブチルリチウム1.8g)を仕込み、50℃に昇温した後、スチレン(1)2.22kgを加えて1時間重合を行い、引き続いてβ-ファルネセン1.11kgを加えて2時間重合させ、更にスチレン(2)2.22kgを加えて1時間重合を行うことで、ポリスチレン-ポリ(β-ファルネセン)-ポリスチレントリブロック共重合体を含む反応液を得た。この反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を前記ブロック共重合体に対して5質量%添加し、水素圧力2MPa、150℃の条件で10時間反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去し、濾液を濃縮し、更に真空乾燥することにより、ポリスチレン-ポリ(β-ファルネセン)-ポリスチレントリブロック共重合体の水素添加物(以下、「水添ブロック共重合体(I’-1)」ともいう。)を得た。得られた水添ブロック共重合体(I’-1)について、上記した評価を行った。結果を表10に示す。
β-ファルネセンに代えてイソプレンを配合し、表10に記載の配合にしたがったこと以外は、製造例5と同様にして水添ブロック共重合体(I’-2)及び(I’-3)を製造した。得られた水添ブロック共重合体(I’-2)及び(I’-3)について、上記した評価を行った。結果を表10に示す。
β-ファルネセンに代えてブタジエンを配合し、溶媒のシクロヘキサンにテトラヒドロフランを混合し、表10に記載の配合にしたがったこと以外は、製造例5と同様にして水添ブロック共重合体(I’-4)を製造した。得られた水添ブロック共重合体(I’-4)について、上記した評価を行った。結果を表10に示す。
β-ファルネセンに代えてイソプレン及びブタジエンの混合物を配合し、表10に記載の配合にしたがったこと以外は、製造例5と同様にして水添ブロック共重合体(I’-5)~(I’-8)を製造した。得られた水添ブロック共重合体(I’-5)~(I’-8)について、上記した評価を行った。結果を表10に示す。
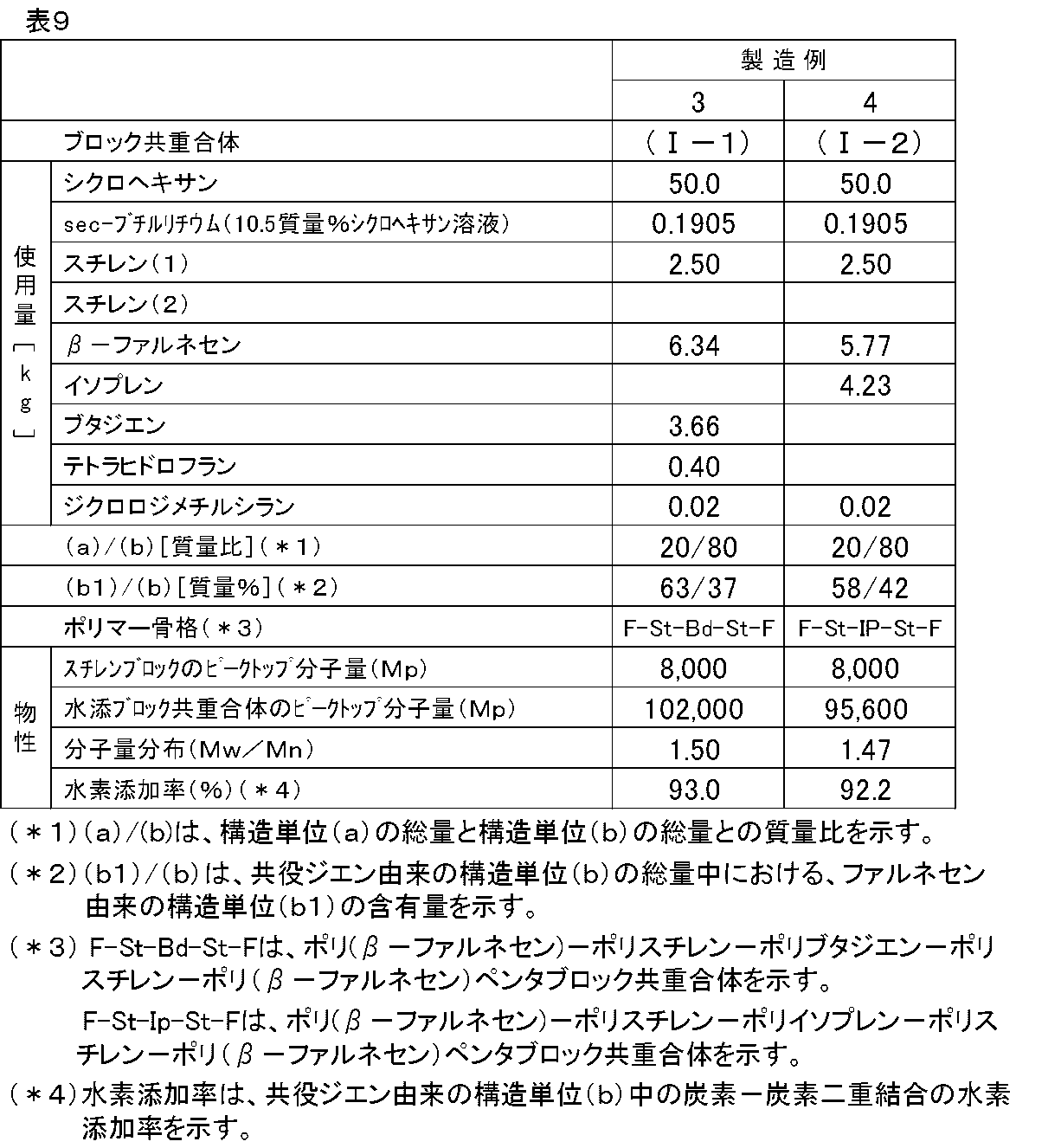
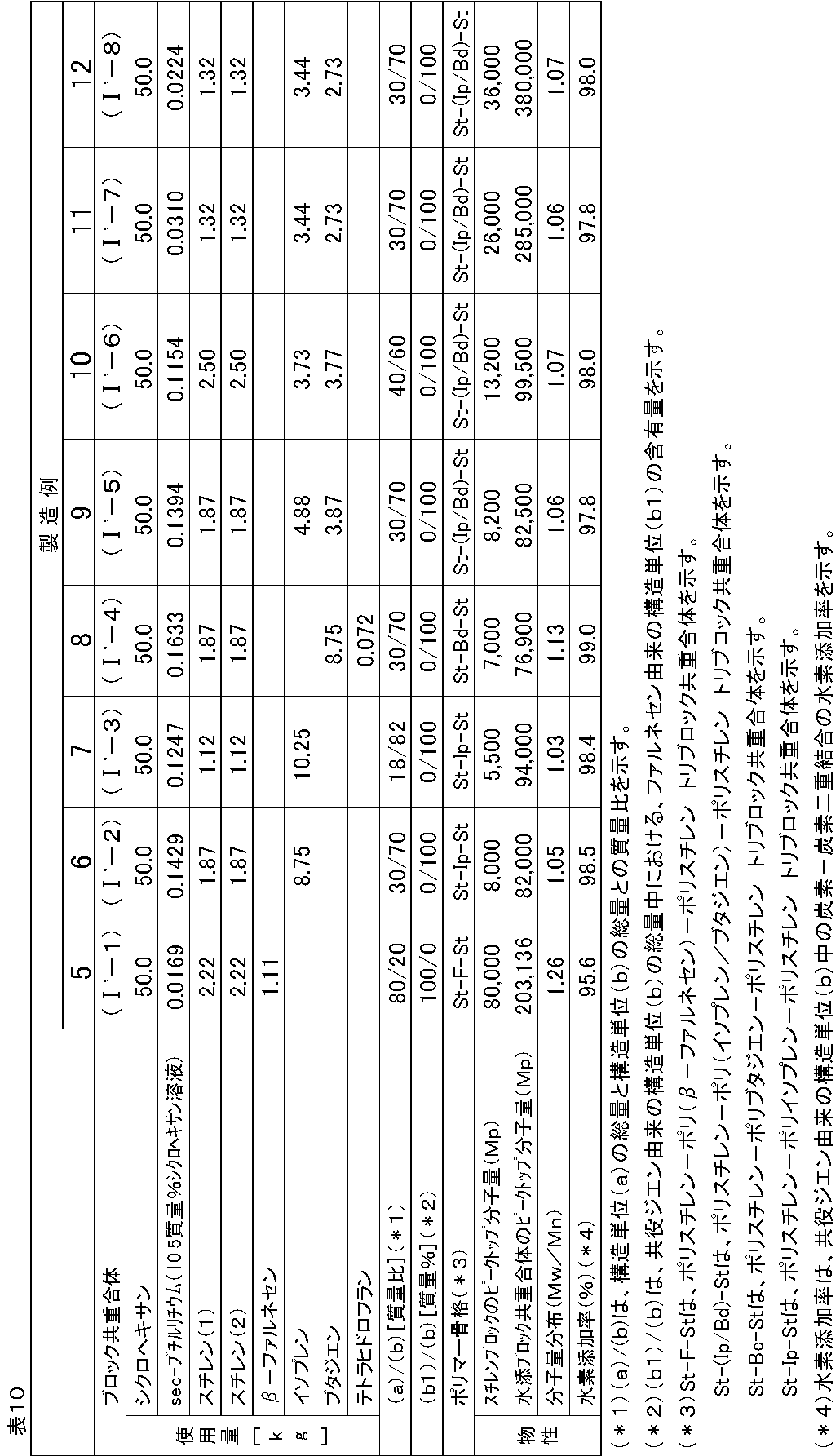
表11に記載の各水添ブロック共重合体を、熱可塑性エラストマー組成物として用いた。
各熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形することによって、厚さ約0.5mmのシートを得た。得られたシートについて、上記の通り物性評価を行った。結果を表11に示す。

表12に記載の各成分を表12に示す割合にて、バッチミキサーを用いて230℃及びスクリュー回転数200rpmの条件下で溶融混練し、熱可塑性エラストマー組成物を作製した。
得られた熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形することによって厚さ約0.5mmのシートを得た。得られたシートについて、上記の通り物性評価を行った。結果を表12に示す。

(1)熱可塑性エラストマー組成物の作製
表13に記載の各成分を表13に示す割合にて、バッチミキサーを用いて230℃及びスクリュー回転数200rpmの条件下で溶融混練し、熱可塑性エラストマー組成物を作製した。
表13に記載の熱可塑性エラストマー組成物を40mmφ単軸押出機で溶融後、300℃のダイに送り込んだ。0.3mmφのオリフィスが1mmピッチに配列され、両側に加熱気体の噴射用スリットを有するメルトブローン紡糸装置を用いて、1ホール当り0.3g/minの吐出量でポリマーを吐出し、300℃に加熱した空気を1m幅あたり2.8Nm3/minの熱風量で噴射して細化した。これをノズル下方15cmに設置された金網ベルト上で捕集し後方の捲取機で引取り、不織布(伸縮性部材)を得た。得られた不織布は、目付150g/m2、フィラメント直径(平均繊維径)9μmであった。
前述のメルトブロー不織布を240℃で再溶融させ、その後、10MPa荷重で3分間圧縮成形することによって厚さ約0.5mmのシートを得た。得られシートについて、上記の通り物性評価を行った。結果を表13に示す。
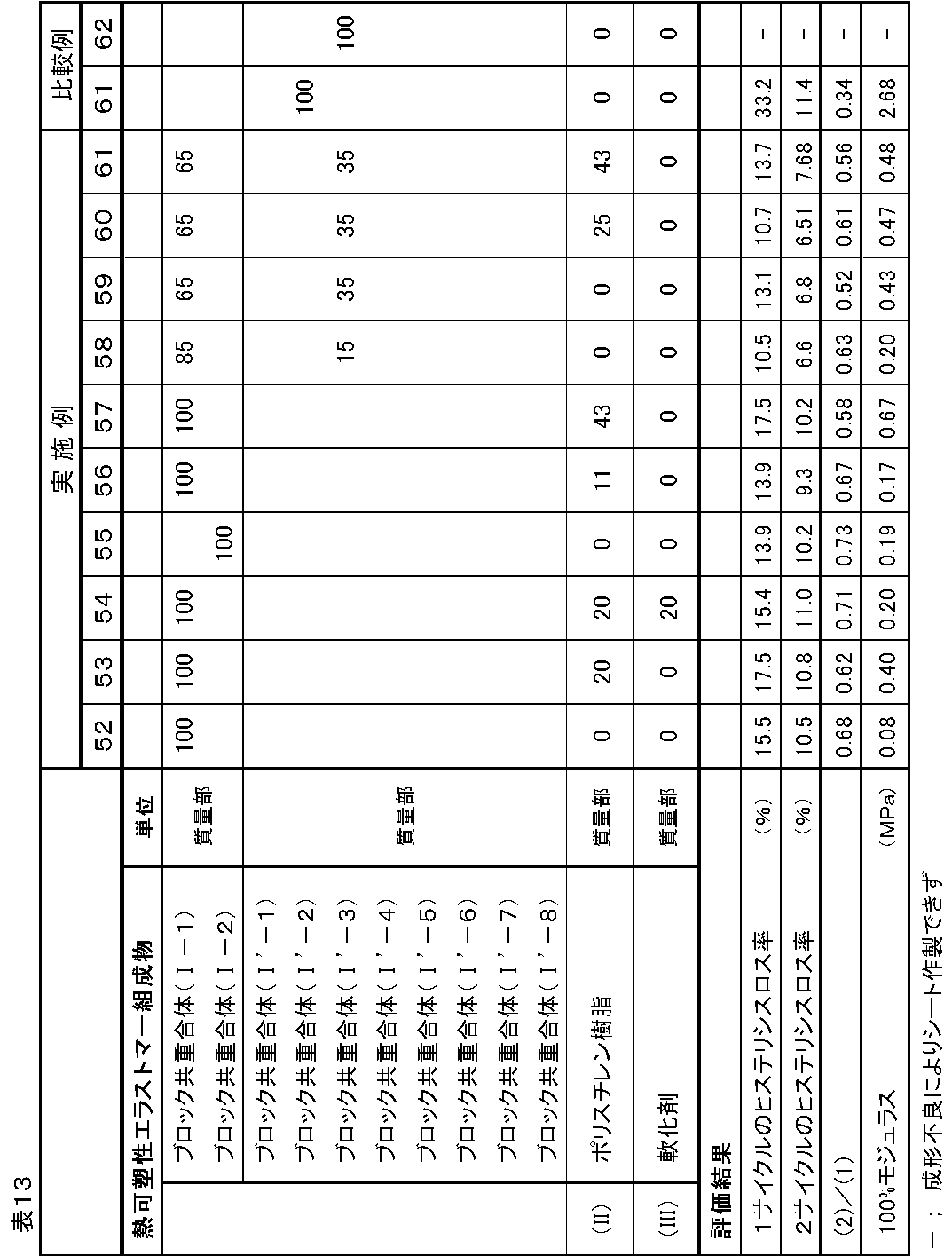
これに対し、比較例に係る伸縮性部材は、いずれも1サイクル目のヒステリシスロス率(1)が20%を超えており、実施例に係る伸縮性部材よりも弾性回復性が劣っている。
Claims (26)
- 芳香族ビニル化合物由来の構造単位からなる重合体ブロック(A)、ファルネセン由来の構造単位からなる重合体ブロック(B)、及びファルネセン以外の共役ジエン由来の構造単位からなる重合体ブロック(C)を含むブロック共重合体を水素添加した水添ブロック共重合体であって、
前記ブロック共重合体が少なくとも2個の前記重合体ブロック(A)、少なくとも1個の前記重合体ブロック(B)、及び少なくとも1個の前記重合体ブロック(C)を含み、かつ少なくとも1個の前記重合体ブロック(B)が末端にあり、
前記重合体ブロック(B)及び前記重合体ブロック(C)中の炭素-炭素二重結合の水素添加率が50mol%以上である水添ブロック共重合体。 - 前記重合体ブロック(B)中の炭素-炭素二重結合の水素添加率が70mol%以上である、請求項1に記載の水添ブロック共重合体。
- 前記重合体ブロック(A)、前記重合体ブロック(B)及び前記重合体ブロック(C)の合計に対する前記重合体ブロック(A)の質量比[(A)/〔(A)+(B)+(C)〕]が5/100~80/100である、請求項1又は2に記載の水添ブロック共重合体。
- 前記芳香族ビニル化合物が、スチレン、α-メチルスチレン、及び4-メチルスチレンから選ばれる少なくとも1種である、請求項1~3のいずれかに記載の水添ブロック共重合体。
- 前記ファルネセン以外の共役ジエンが、ブタジエン、イソプレン及びミルセンから選ばれる少なくとも1種である、請求項1~4のいずれかに記載の水添ブロック共重合体。
- 前記水添ブロック共重合体が、前記重合体ブロック(B)、前記重合体ブロック(A)、及び前記重合体ブロック(C)をこの順に有する構造を含む水添ブロック共重合体である、請求項1~5のいずれかに記載の水添ブロック共重合体。
- 前記重合体ブロック(B)に対する前記重合体ブロック(C)の質量比[(C)/(B)]が5/95~95/5である、請求項1~6のいずれかに記載の水添ブロック共重合体。
- 前記重合体ブロック(A)のピークトップ分子量が2,000~100,000であり、前記重合体ブロック(B)のピークトップ分子量が2,000~200,000であり、前記重合体ブロック(C)のピークトップ分子量が4,000~200,000である、請求項1~7のいずれかに記載の水添ブロック共重合体。
- 動的粘弾性測定により求めた秩序-無秩序転移温度(ODT)が290℃以下である、請求項1~8のいずれかに記載の水添ブロック共重合体。
- 前記重合体ブロック(B)、前記重合体ブロック(A)、及び前記重合体ブロック(C)をこの順に製造することによりブロック共重合体を得る工程、及び得られたブロック共重合体を水素添加する工程を含む、請求項1~9のいずれかに記載の水添ブロック共重合体の製造方法。
- 請求項1~9のいずれかに記載の水添ブロック共重合体と、ポリオレフィン樹脂、粘着付与樹脂、及び軟化剤から選ばれる少なくとも1種とを含む水添ブロック共重合体組成物。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いた成形体。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いた層を含む積層体。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いたフィルム。
- 請求項13に記載の積層体、又は請求項14に記載のフィルムからなる保護フィルム。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いた繊維。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いた不織布。
- 請求項13に記載の積層体、請求項14に記載のフィルム、請求項16に記載の繊維、又は請求項17に記載の不織布を含む加飾成形用材料。
- 請求項1~9のいずれかに記載の水添ブロック共重合体、及び請求項11に記載の水添ブロック共重合体組成物のいずれかを用いた粘接着剤。
- 水添ブロック共重合体(I)を含有する熱可塑性エラストマー組成物を成形してなる伸縮性部材であって、
前記水添ブロック共重合体(I)は、
芳香族ビニル化合物由来の構造単位を含む重合体ブロック(a)と、ファルネセン由来の構造単位(b1)を1~100質量%含有し、ファルネセン以外の共役ジエン由来の構造単位(b2)を99~0質量%含有する重合体ブロック(b)と、ファルネセン由来の構造単位(b1)の含有量が1質量%未満であり、ファルネセン以外の共役ジエン由来の構造単位(b2)の含有量が1~100質量%である重合体ブロック(c)とを含み、
少なくとも2個の前記重合体ブロック(a)、少なくとも1個の前記重合体ブロック(b)、及び少なくとも1個の前記重合体ブロック(c)を含み、かつ少なくとも1個の前記重合体ブロック(b)が末端に存在し、
前記重合体ブロック(a)と前記重合体ブロック(b)との質量比[(a)/(b)]が1/99~70/30であり、前記重合体ブロック(a)と、前記重合体ブロック(b)と前記重合体ブロック(c)の合計量との質量比[(a)/((b)+(c))]が1/99~70/30であるブロック共重合体(P)の水素添加物であって、
前記ブロック共重合体(P)中に存在するファルネセンに由来する炭素-炭素二重結合及びファルネセン以外の共役ジエンに由来する炭素-炭素二重結合の合計のうち50mol%以上が水素添加されてなるものであり、
前記熱可塑性エラストマー組成物を240℃、10MPa荷重で3分間圧縮成形してなる、厚さ0.5mmのシートから幅25mm、長さ150mmの短冊状に打ち抜いて得られた試験片を、温度23℃において100%伸張させた後、収縮させる変形及び回復の1サイクルにおけるヒステリシスロス率が20%以下である、伸縮性部材。 - 前記水添ブロック共重合体(I)100質量部に対して、ポリスチレン樹脂(II)を1~50質量部含有する、請求項20に記載の伸縮性部材。
- 前記水添ブロック共重合体(I)100質量部に対して、軟化剤(III)を1~150質量部含有する、請求項20又は21に記載の伸縮性部材。
- 前記試験片を、温度23℃において速度100mm/分で100%伸張させた後、速度100mm/分で収縮させる操作を2サイクル行ったときの、前記変形及び回復の2サイクル目のヒステリシスロス率が15%以下である、請求項20~22のいずれかに記載の伸縮性部材。
- 1サイクル目におけるヒステリシスロス率(L1)に対する2サイクル目におけるヒステリシスロス率(L2)の比(L2/L1)が0.40以上である、請求項20~23のいずれかに記載の伸縮性部材。
- 前記水添ブロック共重合体(I)のゲルパーミエーションクロマトグラフィーにより標準ポリスチレン換算で求めたピークトップ分子量(Mp)が4,000~500,000である、請求項20~24のいずれかに記載の伸縮性部材。
- 前記水添ブロック共重合体(I)は、重合体ブロック(b)、重合体ブロック(a)、及び重合体ブロック(c)の順にブロックを有する構造を含む水添ブロック共重合体である、請求項20~25のいずれかに記載の伸縮性部材。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680008846.7A CN107207685B (zh) | 2015-02-06 | 2016-02-05 | 氢化嵌段共聚物 |
| ES16746730T ES2858582T3 (es) | 2015-02-06 | 2016-02-05 | Copolimero de bloques hidrogenado |
| US15/548,640 US10597481B2 (en) | 2015-02-06 | 2016-02-05 | Hydrogenated block copolymer |
| KR1020177021810A KR102615358B1 (ko) | 2015-02-06 | 2016-02-05 | 수소 첨가 블록 공중합체 |
| JP2016537569A JP6110571B2 (ja) | 2015-02-06 | 2016-02-05 | 水添ブロック共重合体 |
| EP16746730.7A EP3255073B1 (en) | 2015-02-06 | 2016-02-05 | Hydrogenated block copolymer |
| CA2975863A CA2975863C (en) | 2015-02-06 | 2016-02-05 | Hydrogenated block copolymer |
| US16/680,928 US20200079890A1 (en) | 2015-02-06 | 2019-11-12 | Hydrogenated block copolymer |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015022444 | 2015-02-06 | ||
| JP2015-022444 | 2015-02-06 | ||
| JP2015-122339 | 2015-06-17 | ||
| JP2015122339 | 2015-06-17 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/548,640 A-371-Of-International US10597481B2 (en) | 2015-02-06 | 2016-02-05 | Hydrogenated block copolymer |
| US16/680,928 Division US20200079890A1 (en) | 2015-02-06 | 2019-11-12 | Hydrogenated block copolymer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016125899A1 true WO2016125899A1 (ja) | 2016-08-11 |
Family
ID=56564232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/053527 WO2016125899A1 (ja) | 2015-02-06 | 2016-02-05 | 水添ブロック共重合体 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10597481B2 (ja) |
| EP (1) | EP3255073B1 (ja) |
| JP (2) | JP6110571B2 (ja) |
| KR (1) | KR102615358B1 (ja) |
| CN (1) | CN107207685B (ja) |
| CA (1) | CA2975863C (ja) |
| ES (1) | ES2858582T3 (ja) |
| TW (1) | TWI750111B (ja) |
| WO (1) | WO2016125899A1 (ja) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017200059A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 多層フィルム |
| JP2019011471A (ja) * | 2017-06-30 | 2019-01-24 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019011472A (ja) * | 2017-06-30 | 2019-01-24 | 株式会社クラレ | 樹脂組成物、造形用素材及び成形体 |
| JP2019026826A (ja) * | 2017-07-31 | 2019-02-21 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019031654A (ja) * | 2017-07-05 | 2019-02-28 | 奇美實業股▲分▼有限公司 | 樹脂組成物およびその利用 |
| JP2019052225A (ja) * | 2017-09-13 | 2019-04-04 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019532142A (ja) * | 2016-09-15 | 2019-11-07 | フィナ テクノロジー,インコーポレイティド | ファルネセン系マクロモノマー並びにその製造及び使用方法 |
| WO2020095839A1 (ja) * | 2018-11-05 | 2020-05-14 | 北川工業株式会社 | ダイラタンシー性組成物 |
| EP3604435A4 (en) * | 2017-03-30 | 2020-09-16 | Kuraray Plastics Co., Ltd. | STRUCTURE WITH ELASTIC ELEMENT WITH LOW ELASTICITY AND ELASTIC ELEMENT WITH HIGH ELASTICITY |
| JP2020152810A (ja) * | 2019-03-20 | 2020-09-24 | Jsr株式会社 | 熱可塑性重合体組成物、繊維及び制振材 |
| JP2020532663A (ja) * | 2017-09-15 | 2020-11-12 | エルジー・ケム・リミテッド | プラスチック樹脂のメルトブローン加工物性の評価方法 |
| JP2021031546A (ja) * | 2019-08-21 | 2021-03-01 | Mcppイノベーション合同会社 | 熱可塑性樹脂組成物、材料押出式3次元プリンター成形用フィラメント、及び成形体の製造方法 |
| EP3638734A4 (en) * | 2017-06-16 | 2021-05-19 | Avient Corporation | THERMOPLASTIC ELASTOMERIC COMPOUNDS WITH HIGH BIO-RENEWABLE CONTENT INTENDED FOR THE OVERMOLDING OF NON-ELASTOMERIC POLYMERIC SUBSTRATES |
| JP2021091129A (ja) * | 2019-12-09 | 2021-06-17 | Mcppイノベーション合同会社 | 食品用包装袋及び医療用包装袋 |
| JP2021107530A (ja) * | 2019-12-27 | 2021-07-29 | 株式会社アシックス | 緩衝体及び靴 |
| WO2022138473A1 (ja) * | 2020-12-24 | 2022-06-30 | 株式会社クラレ | ブロック共重合体の水素添加物、樹脂組成物、及び、ブロック共重合体の水素添加物の製造方法 |
| WO2022163394A1 (ja) * | 2021-01-28 | 2022-08-04 | 日本ゼオン株式会社 | 炭化水素樹脂およびホットメルト粘接着剤組成物 |
| WO2022163395A1 (ja) * | 2021-01-28 | 2022-08-04 | 日本ゼオン株式会社 | 炭化水素樹脂およびホットメルト粘接着剤組成物 |
| WO2022260058A1 (ja) * | 2021-06-09 | 2022-12-15 | 株式会社クラレ | 粘着剤組成物 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3747946A4 (en) * | 2018-01-31 | 2021-10-27 | Sekisui Fuller Company, Ltd. | ELASTIC THERMAL FUSE COMPOSITION |
| US11279821B2 (en) * | 2018-03-23 | 2022-03-22 | Kraton Polymers Llc | Ultrahigh melt flow styrenic block copolymers |
| KR102651669B1 (ko) * | 2018-03-29 | 2024-03-26 | 주식회사 쿠라레 | 블록 공중합체 및 그 제조 방법, 그 블록 공중합체를 사용한 고무 조성물 및 타이어 |
| JP7389023B2 (ja) * | 2018-06-04 | 2023-11-29 | 積水フーラー株式会社 | ホットメルト組成物 |
| CN115135497A (zh) | 2020-02-27 | 2022-09-30 | 株式会社可乐丽 | 层叠体、和其制造方法 |
| US20230025461A1 (en) * | 2020-02-27 | 2023-01-26 | Kuraray Co., Ltd. | Resin composition and molded body |
| JPWO2022230785A1 (ja) * | 2021-04-27 | 2022-11-03 | ||
| CN113550066B (zh) * | 2021-06-02 | 2022-06-21 | 杭州恒邦实业有限公司 | 一种高分子纤维类复合装饰纸及其生产方法 |
| EP4265678A1 (en) * | 2022-04-22 | 2023-10-25 | Kraton Polymers Nederland B.V. | Hydrogenated styrenic block copolymers and compositions thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012502136A (ja) * | 2008-09-04 | 2012-01-26 | アムイリス ビオテクフノロジエス,インコーポレイテッド | ファルネセン共重合体 |
| WO2013183570A1 (ja) * | 2012-06-08 | 2013-12-12 | 株式会社クラレ | 水添ブロック共重合体、及びその製造方法 |
| WO2014156651A1 (ja) * | 2013-03-27 | 2014-10-02 | 株式会社クラレ | 積層体、保護フィルム及び積層体の製造方法 |
| WO2015087954A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | シーラント |
| WO2015087955A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | 熱可塑性エラストマー組成物、成形体及び接着剤 |
| WO2015087953A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | 樹脂組成物、成形体、及び樹脂改質剤 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2777239B2 (ja) | 1989-12-18 | 1998-07-16 | 株式会社クラレ | 水添ブロック共重合体 |
| US7070051B2 (en) * | 2004-03-26 | 2006-07-04 | Atrion Medical Products, Inc. | Needle counter device including troughs of cohesive material |
| JP5624986B2 (ja) * | 2008-09-04 | 2014-11-12 | アムイリス,インコーポレイテッド | ポリファルネセンを含む接着剤組成物 |
| JP5236417B2 (ja) | 2008-10-08 | 2013-07-17 | 旭化成ケミカルズ株式会社 | 水添ブロック共重合体組成物 |
| GB201319622D0 (en) | 2013-11-06 | 2013-12-18 | Universal Display Fittings Co Ltd | Display Systems and method |
| TW201538606A (zh) * | 2014-02-07 | 2015-10-16 | Kuraray Co | 水性乳液、薄物成形體及薄物成形體之製造方法 |
-
2016
- 2016-02-05 CA CA2975863A patent/CA2975863C/en active Active
- 2016-02-05 KR KR1020177021810A patent/KR102615358B1/ko active IP Right Grant
- 2016-02-05 WO PCT/JP2016/053527 patent/WO2016125899A1/ja active Application Filing
- 2016-02-05 JP JP2016537569A patent/JP6110571B2/ja active Active
- 2016-02-05 ES ES16746730T patent/ES2858582T3/es active Active
- 2016-02-05 CN CN201680008846.7A patent/CN107207685B/zh active Active
- 2016-02-05 EP EP16746730.7A patent/EP3255073B1/en active Active
- 2016-02-05 TW TW105104115A patent/TWI750111B/zh active
- 2016-02-05 US US15/548,640 patent/US10597481B2/en active Active
-
2017
- 2017-03-09 JP JP2017045409A patent/JP2017149954A/ja active Pending
-
2019
- 2019-11-12 US US16/680,928 patent/US20200079890A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012502136A (ja) * | 2008-09-04 | 2012-01-26 | アムイリス ビオテクフノロジエス,インコーポレイテッド | ファルネセン共重合体 |
| WO2013183570A1 (ja) * | 2012-06-08 | 2013-12-12 | 株式会社クラレ | 水添ブロック共重合体、及びその製造方法 |
| WO2014156651A1 (ja) * | 2013-03-27 | 2014-10-02 | 株式会社クラレ | 積層体、保護フィルム及び積層体の製造方法 |
| WO2015087954A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | シーラント |
| WO2015087955A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | 熱可塑性エラストマー組成物、成形体及び接着剤 |
| WO2015087953A1 (ja) * | 2013-12-11 | 2015-06-18 | 株式会社クラレ | 樹脂組成物、成形体、及び樹脂改質剤 |
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017200059A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 多層フィルム |
| JP2019532142A (ja) * | 2016-09-15 | 2019-11-07 | フィナ テクノロジー,インコーポレイティド | ファルネセン系マクロモノマー並びにその製造及び使用方法 |
| US11117988B2 (en) | 2016-09-15 | 2021-09-14 | Fina Technology, Inc. | Farnesene-based macromonomers and methods of making and using the same |
| US10544241B2 (en) | 2016-09-15 | 2020-01-28 | Fina Technology, Inc. | Farnesene-based macromonomers and methods of making and using the same |
| KR102063473B1 (ko) | 2016-09-15 | 2020-01-09 | 피나 테크놀러지, 인코포레이티드 | 파르네센-기반 매크로모노머 및 이의 제조 및 사용 방법 |
| US11359087B2 (en) | 2017-03-30 | 2022-06-14 | Kuraray Plastics Co., Ltd. | Structure comprising low-resilience elastic member and high-resilience elastic member |
| EP3604435A4 (en) * | 2017-03-30 | 2020-09-16 | Kuraray Plastics Co., Ltd. | STRUCTURE WITH ELASTIC ELEMENT WITH LOW ELASTICITY AND ELASTIC ELEMENT WITH HIGH ELASTICITY |
| EP3638734A4 (en) * | 2017-06-16 | 2021-05-19 | Avient Corporation | THERMOPLASTIC ELASTOMERIC COMPOUNDS WITH HIGH BIO-RENEWABLE CONTENT INTENDED FOR THE OVERMOLDING OF NON-ELASTOMERIC POLYMERIC SUBSTRATES |
| JP7073946B2 (ja) | 2017-06-30 | 2022-05-24 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019011472A (ja) * | 2017-06-30 | 2019-01-24 | 株式会社クラレ | 樹脂組成物、造形用素材及び成形体 |
| JP7006878B2 (ja) | 2017-06-30 | 2022-02-10 | 株式会社クラレ | 樹脂組成物、造形用素材及び成形体 |
| JP2019011471A (ja) * | 2017-06-30 | 2019-01-24 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019031654A (ja) * | 2017-07-05 | 2019-02-28 | 奇美實業股▲分▼有限公司 | 樹脂組成物およびその利用 |
| US10640635B2 (en) | 2017-07-05 | 2020-05-05 | Chi Mei Corporation | Resin composition and application thereof |
| JP7073857B2 (ja) | 2017-07-31 | 2022-05-24 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019026826A (ja) * | 2017-07-31 | 2019-02-21 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2019052225A (ja) * | 2017-09-13 | 2019-04-04 | 株式会社クラレ | 樹脂組成物及び成形体 |
| JP2020532663A (ja) * | 2017-09-15 | 2020-11-12 | エルジー・ケム・リミテッド | プラスチック樹脂のメルトブローン加工物性の評価方法 |
| EP3667524A4 (en) * | 2017-09-15 | 2020-11-25 | LG Chem, Ltd. | METHOD OF EVALUATING THE PROPERTIES OF A MELT-BLOWN PLASTIC RESIN |
| US11913923B2 (en) | 2017-09-15 | 2024-02-27 | Lg Chem, Ltd. | Method for evaluating properties of melt-blown plastic resin |
| WO2020095839A1 (ja) * | 2018-11-05 | 2020-05-14 | 北川工業株式会社 | ダイラタンシー性組成物 |
| JP2020152810A (ja) * | 2019-03-20 | 2020-09-24 | Jsr株式会社 | 熱可塑性重合体組成物、繊維及び制振材 |
| JP7336312B2 (ja) | 2019-08-21 | 2023-08-31 | Mcppイノベーション合同会社 | 熱可塑性樹脂組成物、材料押出式3次元プリンター成形用フィラメント、及び成形体の製造方法 |
| JP2021031546A (ja) * | 2019-08-21 | 2021-03-01 | Mcppイノベーション合同会社 | 熱可塑性樹脂組成物、材料押出式3次元プリンター成形用フィラメント、及び成形体の製造方法 |
| JP2021091129A (ja) * | 2019-12-09 | 2021-06-17 | Mcppイノベーション合同会社 | 食品用包装袋及び医療用包装袋 |
| JP2021107530A (ja) * | 2019-12-27 | 2021-07-29 | 株式会社アシックス | 緩衝体及び靴 |
| JP7100107B2 (ja) | 2019-12-27 | 2022-07-12 | 株式会社アシックス | 緩衝体及び靴 |
| WO2022138473A1 (ja) * | 2020-12-24 | 2022-06-30 | 株式会社クラレ | ブロック共重合体の水素添加物、樹脂組成物、及び、ブロック共重合体の水素添加物の製造方法 |
| WO2022163395A1 (ja) * | 2021-01-28 | 2022-08-04 | 日本ゼオン株式会社 | 炭化水素樹脂およびホットメルト粘接着剤組成物 |
| WO2022163394A1 (ja) * | 2021-01-28 | 2022-08-04 | 日本ゼオン株式会社 | 炭化水素樹脂およびホットメルト粘接着剤組成物 |
| WO2022260058A1 (ja) * | 2021-06-09 | 2022-12-15 | 株式会社クラレ | 粘着剤組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3255073A1 (en) | 2017-12-13 |
| JP6110571B2 (ja) | 2017-04-05 |
| US10597481B2 (en) | 2020-03-24 |
| CA2975863A1 (en) | 2016-08-11 |
| CN107207685B (zh) | 2020-12-01 |
| EP3255073B1 (en) | 2021-01-20 |
| TW201634506A (zh) | 2016-10-01 |
| KR102615358B1 (ko) | 2023-12-18 |
| US20200079890A1 (en) | 2020-03-12 |
| JP2017149954A (ja) | 2017-08-31 |
| CN107207685A (zh) | 2017-09-26 |
| CA2975863C (en) | 2023-06-27 |
| JPWO2016125899A1 (ja) | 2017-04-27 |
| TWI750111B (zh) | 2021-12-21 |
| EP3255073A4 (en) | 2018-09-12 |
| KR20170115538A (ko) | 2017-10-17 |
| US20180030194A1 (en) | 2018-02-01 |
| ES2858582T3 (es) | 2021-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6110571B2 (ja) | 水添ブロック共重合体 | |
| JP6318144B2 (ja) | 積層体、保護フィルム及び積層体の製造方法 | |
| KR20130097167A (ko) | 열가소성 중합체 조성물 및 성형품 | |
| KR20130131381A (ko) | 프로필렌-알파-올레핀 공중합체, 올레핀 블록 공중합체 및 dpo-bsa 분자 용융물을 포함하는 조성물 | |
| WO2011001896A1 (ja) | 伸縮性フィルム用組成物 | |
| WO2004101269A1 (ja) | 水添共重合体含有積層体 | |
| WO2022230482A1 (ja) | 熱可塑性エラストマー組成物、成形品、積層構造体及び該積層構造体の製造方法 | |
| JP6181433B2 (ja) | 積層体 | |
| WO2018225780A1 (ja) | 多層フィルムおよびその製造方法 | |
| CN111971355B (zh) | 多层膜和具备该多层膜的成形体 | |
| JP2018150447A (ja) | 多層フィルムおよび成形体 | |
| WO2019198827A1 (ja) | 多層フィルムおよびそれを備える成形体 | |
| JP2005206808A (ja) | 軟質フィルム及びシート | |
| EP1498454A1 (en) | Thermoplastic elastomer composition, sheets and laminates | |
| JP2020007432A (ja) | 成形体 | |
| JP7322134B2 (ja) | エラストマー樹脂組成物、粘接着フィルム及びその製造方法、フィルム、並びに成形体 | |
| JP7152633B1 (ja) | 粘着剤組成物、積層体及び表面保護フィルム | |
| JP4363203B2 (ja) | 多層積層体及びその製造方法 | |
| TW202415723A (zh) | 樹脂組成物及成形體 | |
| WO2022224688A1 (ja) | 粘着剤組成物、積層体及び表面保護フィルム | |
| WO2023145369A1 (ja) | 水添ブロック共重合体、水添ブロック共重合体組成物、及び成形体 | |
| JPWO2017217381A1 (ja) | 熱可塑性重合体組成物、該組成物を用いた多層フィルム及び成形体 | |
| JP2004136602A (ja) | 積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016537569 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16746730 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2975863 Country of ref document: CA Ref document number: 20177021810 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016746730 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |