WO2013146686A1 - 伝熱管とその製造方法 - Google Patents
伝熱管とその製造方法 Download PDFInfo
- Publication number
- WO2013146686A1 WO2013146686A1 PCT/JP2013/058591 JP2013058591W WO2013146686A1 WO 2013146686 A1 WO2013146686 A1 WO 2013146686A1 JP 2013058591 W JP2013058591 W JP 2013058591W WO 2013146686 A1 WO2013146686 A1 WO 2013146686A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat transfer
- transfer tube
- less
- tube
- brazing
- Prior art date
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
- F28F19/02—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings
- F28F19/06—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/012—Soldering with the use of hot gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0266—Rods, electrodes, wires flux-cored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0272—Rods, electrodes, wires with more than one layer of coating or sheathing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/282—Zn as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/365—Selection of non-metallic compositions of coating materials either alone or conjoint with selection of soldering or welding materials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C10/00—Solid state diffusion of only metal elements or silicon into metallic material surfaces
- C23C10/28—Solid state diffusion of only metal elements or silicon into metallic material surfaces using solids, e.g. powders, pastes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/089—Coatings, claddings or bonding layers made from metals or metal alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/34—Coated articles, e.g. plated or painted; Surface treated articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/016—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of aluminium or aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/30—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means being attachable to the element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
- F28F2275/045—Fastening; Joining by brazing with particular processing steps, e.g. by allowing displacement of parts during brazing or by using a reservoir for storing brazing material
Definitions
- the present invention relates to a heat exchanger tube for a heat exchanger configured to have excellent corrosion resistance and a method for manufacturing the same.
- the heat exchanger made of aluminum alloy is manufactured by brazing using heat transfer tubes, fins and header pipes as main components.
- brazing sheets clad with an Al—Si alloy brazing material have been widely used so far.
- an Al—Si alloy powder or a Si powder is applied to the surface of a heat transfer tube (extrusion heat transfer tube) made of an extruded material as a mixture of a flux and a binder. This makes it possible to manufacture products at low cost.
- Patent Document 1 the inventors of the present invention applied an Si powder coating amount of 1 to 5 g / m 2 and a Zn-containing flux coating amount of 5 to 20 g / m 2 on the outer surface of an extruded heat transfer tube to which fins are joined.
- a coating film for brazing containing Si powder and Zn-containing flux was proposed. According to this proposal, since the Si powder and the Zn-containing flux are mixed, the Si powder is melted at the time of brazing to become a brazing liquid, and the Zn in the flux is uniformly diffused in the brazing liquid, and the tube surface is spread. Spread evenly.
- the diffusion rate of Zn in the liquid phase such as the brazing liquid is significantly larger than the diffusion rate in the solid phase
- the Zn concentration on the surface of the heat transfer tube can be made substantially uniform, which makes it uniform on the surface of the extruded heat transfer tube.
- a sacrificial anode layer can be formed and the corrosion resistance of the extruded heat transfer tube for the heat exchanger can be improved.
- a weld line refers to a line formed by joining two or more softened metal flows in a mold when molding is performed by pressing a softened metal that has been heated and softened. A portion of the weld line is referred to as an extrusion weld portion.
- an object of the present invention is to provide a heat transfer tube for a heat exchanger having a main body of an extruded tube having good corrosion resistance and good extrudability, and a method for producing the same.
- the heat transfer tube of the present invention has, in mass%, Mn: 0.3 to less than 0.8%, Si: more than 0.1 to less than 0.32%, Fe: 0.3% or less, Ti: 0.06 to 0
- the Zn-containing layer may be a Zn layer, a Zn-containing flux layer, or a layer containing a mixture of a Zn-containing flux and a brazing material and / or a binder.
- the tube main body may have a shape of a flat multi-hole tube having a plurality of fluid passages.
- the aluminum alloy may further contain Cu: 0.05% or less, Mg: less than 0.05%, and Cr: less than 0.03% by mass.
- an intermetallic compound having a circle equivalent diameter of 1.0 ⁇ m or more may be deposited in an amount of 3000 / mm 2 or less.
- the aluminum alloy constituting the tube main body may be an alloy that has been subjected to a homogenization treatment that is maintained at a temperature of 450 to 650 ° C. for 2 to 24 hours in a cast ingot.
- the heating rate between room temperature and 450 ° C. is 50 to 180 ° C./h in the homogenization treatment, the heating rate between 450 ° C.
- the heat transfer tube may be subjected to brazing heat treatment or Zn diffusion treatment at a temperature of 610 ° C. or lower.
- the temperature of the brazing heat treatment or Zn diffusion treatment may be 400 ° C. to 610 ° C.
- the refrigerant flowing in the tube may be fluorocarbon.
- the production method of the heat transfer tube of the present invention is as follows: Mn: 0.3 to less than 0.8%, Si: more than 0.1 to less than 0.32%, Fe: 0.3% or less, Ti: 0.00% Tube body made of extruded aluminum alloy containing 06-0.3%, ratio of Mn content to Si content (Mn% / Si%) exceeding 2.5, the balance being Al and inevitable impurities
- Mn% / Si% 0.3 to less than 0.8%
- Si more than 0.1 to less than 0.32%
- Fe 0.3% or less
- Ti 0.00% Tube body made of extruded aluminum alloy containing 06-0.3%, ratio of Mn content to Si content (Mn% / Si%) exceeding 2.5, the balance being Al and inevitable impurities
- the ingot after casting the aluminum alloy having the above composition is kept at a temperature of 450 to 650 ° C. for 2 to 24 hours. It is characterized in that the processing is performed.
- the heat transfer tube manufacturing method includes a step of casting an aluminum alloy ingot from a molten metal having the above composition, a step of subjecting the ingot to the homogenization treatment, and an extrusion process of the ingot after the homogenization treatment to produce a tube. It may include a step of manufacturing a main body and a step of providing a Zn-containing layer on the outer surface of the tube main body.
- a heating rate between room temperature and 450 ° C. is 50 to 180 ° C./h
- a heating rate between 450 ° C. and the homogenization treatment temperature is 10 to 80 ° C./h
- the cooling rate between the homogenization temperature and 200 ° C. can be 50 to 400 ° C./h.
- the heat transfer tube of the present invention comprises a tube body made of an extruded material of an aluminum alloy containing Mn, Si, Fe, and Ti within a specified range, and a ratio of Mn content to Si content exceeding 2.5. Therefore, when Zn is provided on the outer surface of the tube body and brazed to diffuse Zn, a heat exchanger having excellent corrosion resistance can be provided.
- a heat transfer tube having an extruded tube excellent in extrudability as a main body can be provided.
- the intermetallic compound having an equivalent circle diameter of 1.0 ⁇ m or more is regulated to 3000 pieces / mm 2 or less. Therefore, a heat transfer tube having excellent corrosion resistance is provided. Provided heat exchanger.
- FIG. 1 It is a front view which shows the example of 1 structure of the heat exchanger provided with the heat exchanger tube which concerns on this invention. It is the elements on larger scale which show the state which assembled the header pipe, the heat exchanger tube, and the fin in the heat exchanger which concerns on this invention, Comprising: The state before brazing is shown. It is a partial expanded sectional view which shows the heat exchanger of the state which assembled and brazed the header pipe, the heat exchanger tube, and the fin in the heat exchanger which concerns on this invention. It is a figure which shows an example of the cross-sectional shape of the heat exchanger tube which concerns on this invention.
- FIG. 1 shows an example of a heat exchanger provided with a heat transfer tube according to the present invention.
- a heat exchanger 100 of this embodiment includes header pipes 1 and 2 arranged in parallel to be separated from each other on the left and right.
- a heat transfer tube 30 comprising a plurality of flat extruded tubes joined between the header pipes 1 and 2 parallel to each other with a space therebetween and substantially perpendicular to the header pipes 1 and 2, and each heat transfer tube
- a corrugated fin 4 brazed to 30 is mainly used.
- the main bodies of the header pipes 1 and 2, the heat transfer tubes 30 and the fins 4 are each made of an aluminum alloy which will be described later.
- a plurality of slits 6 shown in FIG. 2 or FIG. 3 are formed at regular intervals in the length direction of each pipe on the opposite side surfaces of the header pipes 1 and 2.
- An end portion of the heat transfer tube 30 is inserted into the slit 6, and the heat transfer tube 30 is installed between the header pipes 1 and 2.
- fins 4 are arranged on the front and back sides of a plurality of heat transfer tubes 30 installed between the header pipes 1 and 2 at a predetermined interval, and these fins 4 are brazed to the front side or back side of the heat transfer tubes 30. Yes. That is, as shown in FIG.
- the fillet 8 is formed of the brazing material at the portion where the end of the heat transfer tube 30 is inserted into the slit 6 of the header pipes 1, 2, and the heat transfer tube 30 is connected to the header pipes 1, 2. Is brazed. Further, in the corrugated fins 4, the wave apex portion is made to face the front or back surface of the adjacent heat transfer tube 30, and a fillet 9 is formed by brazing material between the adjacent heat transfer tubes 30. The fins 4 are brazed.
- the heat exchanger 100 of this embodiment is assembled with the header pipes 1 and 2 and the plurality of heat transfer tubes 30 and the plurality of fins 4 laid between them, as will be described in detail in the manufacturing method described later. It is manufactured by brazing a heat exchanger assembly 101 configured as shown.
- the heat transfer tube 30 before brazing is composed of Si powder: 1 to 6 g / m 2 and Zn-containing fluoride flux: 2 to 20 g / m 2 on the front and back surfaces where the fins 4 are joined.
- a brazing coating film (brazing material coating film) 7 is formed so as to cover most of the surface and most of the back surface of the tube body (extruded tube) 3 as shown in FIG.
- the brazing coating film 7 having the above composition may contain a binder (for example, acrylic resin): about 0.5 to 3.5 g / m 2 .
- the main body (tube main body 3) of the heat transfer tube 30 of the present embodiment is an extruded tube (extruded heat transfer tube) formed by extruding an aluminum alloy.
- the pipe body 3 has a plurality of passages 3C formed therein, a flat front surface (upper surface) 3A and a rear surface (lower surface) 3B, and a side surface 3D adjacent to the front surface 3A and the rear surface 3B.
- the pipe body 3 has a plurality of passages 3C formed therein, a flat front surface (upper surface) 3A and a rear surface (lower surface) 3B, and a side surface 3D adjacent to the front surface 3A and the rear surface 3B.
- the pipe body 3 has a plurality of passages 3C formed therein, a flat front surface (upper surface) 3A and a rear surface (lower surface) 3B, and a side surface 3D adjacent to the front surface 3A and the rear surface 3B.
- the tube body 3 as a current extruded heat transfer tube has a height (total thickness) of about 1 mm to several mm and a width of about 10 mm (for example, 10 to 40 mm), and the wall thickness defining the passage 3C is: It has a thin structure of about 0.1 to 1.5 mm.
- the tube body 3 having the cross-sectional shape shown in FIG. 4 When the tube body 3 having the cross-sectional shape shown in FIG. 4 is applied and the tube body 3 is formed from an aluminum alloy having the composition described later, as shown in FIG. 3, the surface portion of the tube body 3 after brazing, And as a result of diffusion of Si and Zn contained in the coating film 7 for brazing at the brazing temperature, a sacrificial anode layer 3a containing Si and Zn is formed on the back surface portion.
- the brazing coating 7 can be made of a mixture of Si powder and flux described below, or a mixture obtained by adding a binder to these.
- the Si powder reacts with Al constituting the tube main body 3 to form a braze that joins the fins 4 and the heat transfer tubes 30.
- the Zn-containing flux and the Si powder are melted to become a brazing liquid.
- Zn in the flux is uniformly diffused in the brazing solution and spreads uniformly on the surface of the tube body 3.
- the Zn-containing fluoride-based flux has the effect of forming a sacrificial anode layer 3a in which Zn is diffused on the surface of the heat transfer tube 30 so that the potential of the sacrificial anode layer is appropriately base. Moreover, it has the effect
- the coated material can contain a binder in addition to the Si powder and the Zn-containing fluoride flux.
- An example of the binder is preferably an acrylic resin.
- the method for applying the brazing composition comprising the Si powder, the flux and the binder is not particularly limited in the present invention.
- the brazing composition application region may be the entire surface or the entire back surface of the tube body 3, or may be a part of the surface and the back surface of the tube body 3. In short, at least the fins 4 are brazed. What is necessary is just to apply
- the tube body 3 has a mass% of Mn: 0.3 to less than 0.8%, Si: more than 0.1 to less than 0.32%, Fe: 0.3% or less, Ti: 0.06 to 0.3 %,
- the ratio of Mn content to Si content (Mn% / Si%) exceeds 2.5, and the balance is made of an aluminum alloy composed of Al and inevitable impurities.
- the aluminum alloy may further contain Cu: 0.05% or less, Mg: less than 0.05%, and Cr: less than 0.03% by mass.
- the content of Si is important for ensuring strength while ensuring corrosion resistance.
- Mn is an effective element for forming an intermetallic compound with Si and forming a uniform sacrificial anode layer. Further, Mn is an element effective in improving the corrosion resistance of the tube body 3 and improving the mechanical strength and improving the extrudability during extrusion molding.
- the content of Mn is set to 0.3% or more and less than 0.8% by mass%.
- Fe 0.3 mass% or less> Fe is effective for forming an intermetallic compound with Si, forming a uniform sacrificial anode layer, and ensuring corrosion resistance. If the Fe content exceeds 0.3% by mass, the corrosion rate (corrosion amount) increases and the corrosion resistance decreases. Moreover, the number of intermetallic compound particles increases. Therefore, the content of Fe is set to 0.3% or less in mass%.
- ⁇ Ti: 0.06 to 0.3% by mass> Ti improves corrosion resistance and contributes to improving the strength of the tube body 3. If it is less than 0.06% by mass, the strength is insufficient and the corrosion resistance is also lowered.
- the content of Ti is set to 0.06% or more and 0.3% or less in mass%.
- ⁇ Cu: 0.05% by mass or less> Cu is effective for suppressing the corrosion rate and improving the corrosion resistance.
- the corrosion rate corrosion amount
- the Cu content is set to 0.05% or less by mass%.
- Mg is effective for improving the corrosion resistance. However, if it is 0.05% by mass or more, preferential corrosion of the extrusion weld portion due to a decrease in extrudability occurs, and the corrosion resistance decreases. Therefore, the Mg content is less than 0.05% by mass.
- ⁇ Cr: less than 0.03 mass%> Cr is effective for improving the corrosion resistance. However, when the content is 0.03% by mass or more, preferential corrosion of the extruded weld portion due to a decrease in extrudability occurs, and the corrosion resistance decreases. Therefore, the Cr content is less than 0.03% by mass.
- the ratio of Mn content to Si content is preferably more than 2.5.
- the corrosion resistance is lowered.
- the heat transfer tubes 30 of the present invention may be post-brazing heat treatment or after the Zn diffusion process, a configuration in which the intermetallic compound described above 1.0 ⁇ m in equivalent circle diameter, which are deposited 3,000 / mm 2 or less to.
- the amount of precipitation (area density) of the intermetallic compound can be measured as the amount of precipitation on the surface of the flat portion of the heat transfer tube 30 after brazing heat treatment or after Zn diffusion treatment. The measurement can be performed, for example, by particle analysis using an electron beam microanalyzer (EPMA).
- EPMA electron beam microanalyzer
- the aluminum alloy constituting the tube body 3 can be prepared by obtaining an ingot from a molten aluminum alloy having a corresponding composition and subjecting the ingot to a homogenization treatment at a temperature of 450 to 650 ° C. for 2 to 24 hours. preferable.
- a homogenization treatment By performing the homogenization treatment, there is an effect of decomposing coarse crystallized substances and re-dissolving them in the base material.
- the heating rate between room temperature and 450 ° C. is set to 50 to 180 ° C./h
- the heating rate between 450 ° C. and homogenization treatment temperature is set to 10 to 80 ° C./h.
- a heating rate into the above-mentioned range
- an effect which improves the extrudability and corrosion resistance of an aluminum alloy By making a cooling rate into the above-mentioned range, there exists an effect which improves the extrudability of an aluminum alloy.
- An aluminum alloy having been subjected to the homogenization described above can be configured as an extruded multi-hole tube having a cross-sectional shape shown in FIG. 4 by direct or indirect extrusion, and the tube body 3 can be obtained.
- tube main body 3 can illustrate the extrusion multi-hole pipe which formed width 22mm, height (thickness) 1.2mm, and 29 holes as an example.
- the thickness of the boundary wall that divides the hole portion of the tube body 3 is about 0.2 mm, and the height of the boundary wall that divides the center of the R portion (side curved portion) of the tube body 3 and the hole portion.
- a weld line is formed at the center in the direction (the center in the thickness direction of the tube body 3). Note that when the contained elements are segregated in the weld portion, preferential corrosion occurs in a form along the weld line.
- the fin 4 joined to the heat transfer tube 30 may be an alloy mainly composed of a JIS 3003 series aluminum alloy.
- the fins 4 may be formed from an aluminum alloy obtained by adding about 2% by mass of Zn to a JIS 3003 series aluminum alloy.
- the fin 4 is formed into a corrugated shape by melting an aluminum alloy having the above composition by a conventional method, and passing through a hot rolling process, a cold rolling process, and the like.
- the manufacturing method of the fin 4 is not specifically limited as this invention, A well-known manufacturing method can be employ
- a clad fin obtained by clad-bonding a brazing material layer may be used.
- a Zn layer may be provided on the outer surface of the tube main body 3 by a process such as thermal spraying of metallic zinc, for example, instead of the coating film 7 for brazing.
- the Zn-containing fluoride-based flux or a mixture of a Zn-containing fluoride flux and a binder may be applied.
- the coating method a method similar to the coating method of the brazing composition can be used.
- the header pipe 1 includes a core material layer 11, a sacrificial material layer 12 provided on the outer peripheral side of the core material, and a brazing material layer provided on the inner peripheral side of the core material. 13 has a three-layer structure.
- the sacrificial material layer 12 on the outer peripheral side of the core material layer 11, in addition to the anticorrosion effect by the fins 4, the anticorrosion effect by the header pipe 1 can also be obtained, so the sacrificial anticorrosion effect of the tube 3 in the vicinity of the header pipe 1 is further enhanced. be able to.
- the core layer 11 is preferably an alloy based on Al—Mn.
- the sacrificial material layer 12 provided on the outer peripheral side of the core material layer 11 is made of an aluminum alloy composed of Zn: 0.60 to 1.20%, the balance Al and inevitable impurities.
- the sacrificial material layer 12 is integrated with the core material layer 11 by clad rolling.
- FIG. 2 shows a state in which the header pipes 1 and 2, the heat transfer tubes 30 and the fins 4 are assembled using the heat transfer tubes 30 in which the brazing coating 7 is applied to the tube main body 3 at the joint surfaces with the fins 4.
- FIG. 2 shows a state in which the header pipes 1 and 2, the heat transfer tubes 30 and the fins 4 are assembled using the heat transfer tubes 30 in which the brazing coating 7 is applied to the tube main body 3 at the joint surfaces with the fins 4.
- the elements on larger scale of the heat exchanger assembly 101 shown Comprising: The state before heat brazing is shown.
- the heat transfer tube 30 is attached by inserting one end thereof into a slit 6 provided in the header pipe 1.
- the coating film 7 for brazing and the brazing material layer 13 are melted to join the header pipe 1 and the heat transfer tube 30, the heat transfer tube 30 and the fin 4 respectively, and the heat exchanger 100 having the structure shown in FIGS. can get.
- the brazing filler metal layer 13 on the inner peripheral surface of the header pipe 1 is melted and flows in the vicinity of the slit 6 to form the fillet 8 and the header pipe 1 and the heat transfer tube 30 are joined.
- the brazing coating film 7 on the front and back surfaces of the heat transfer tube 30 is melted and flows in the vicinity of the fins 4 by capillary force to form fillets 9 and the heat transfer tubes 30 and the fins 4 are joined.
- the coating film 7 for brazing and the brazing material layer 13 are melted by heating to an appropriate temperature in an appropriate atmosphere such as an inert atmosphere.
- an appropriate atmosphere such as an inert atmosphere.
- Zn in the flux precipitates on the surface of the brazing material (tube body 3) and diffuses in the thickness direction of the brazing material and the brazing material. This promotes the wetting between the brazing material and the brazing material by destroying the oxide film on the surface of the material.
- the heating temperature for brazing is equal to or higher than the melting point of the brazing material, but in the case of the brazing material having the above-described composition, it can be heated to a range of 580 to 610 ° C. for 1 to 10 minutes. After maintaining the degree, it can be cooled.
- the heat transfer tube 30 for a heat exchanger manufactured as described above has a tube body containing Mn, Si, Fe, and Ti in a specified range, and a ratio of Mn content to Si content exceeding 2.5. Because it is composed of the extruded material of aluminum alloy as described above, when a heat exchanger is constructed by providing a Zn layer or Zn-containing layer on the outer surface, brazing and diffusing Zn, heat exchange with excellent corrosion resistance Can be provided. Moreover, if the main body is the heat transfer tube 30 made of the aluminum alloy having the above composition, the tube main body 3 has a feature excellent in extrudability.
- the heat exchanger 100 having excellent corrosion resistance can be provided by using the heat transfer tube 30 having the main body made of the extruded material of the aluminum alloy having the above-described composition.
- An ingot of aluminum alloy having the composition shown in Table 1 was homogenized and then extruded to produce a flat extruded tube having a width of 22 mm, a height (thickness) of 1.2 mm, and 29 holes.
- When homogenizing the aluminum alloy ingot adjust the heating rate between room temperature and 450 ° C and adjust the heating rate between 450 ° C and homogenization temperature as shown in Table 2 below. Adjusting the treatment temperature and the homogenization time, adjusting the cooling rate between the homogenization temperature and 200 ° C, producing a flat extruded tube using the aluminum alloy obtained under each condition, and using it as a test sample .
- Example 4 KZnF 3 powder (D (50) particle size 2.0 ⁇ m: 10 g / m 2 ) was applied to the front and back surfaces of the flat extruded tube.
- the brazing material composition was applied to the front and back surfaces of the flat extruded tube.
- the brazing filler metal composition of Example 4 uses a mixture A of Si powder (D (50) particle size 4 ⁇ m: 3 g / m 2 ) and KZnF 3 powder (D (50) particle size 2.0 ⁇ m: 10 g / m 2 ). It was.
- Example 5 Si powder (D (50) particle size 4 ⁇ m: 3g / m 2) and, KZnF 3 powder (D (50) particle size 2.0 ⁇ m: 10g / m 2) and the Nocolok flux (Alcan product No.) A mixture B with (K 3 AlF 3 + KAlF 4 : 10 g / m 2 ) was used.
- a heat transfer tube formed by applying a Zn-containing layer to a flat extruded tube is housed in a furnace in a nitrogen atmosphere as a test specimen, and is heated under the conditions of maintaining the temperature shown in Table 2 below for 3 minutes. Went.
- a sacrificial anode layer is formed on the surface of the heat transfer tube.
- Tables 1 and 2 below show the composition of the aluminum alloy, the type of the Zn-containing layer on the surface (described as the surface Zn layer in Table 2), and the intermetallic compounds on the surface of the heat transfer tube obtained after the heat treatment corresponding to brazing.
- the evaluation of the number (pieces / mm 2 ), homogenization treatment conditions, heating purpose, heating temperature, corrosion resistance, and extrudability are also shown. Corrosion resistance was evaluated by the maximum corrosion depth ( ⁇ m).
- the evaluation of extrudability is an evaluation of extrusion pressure, extrusion speed, and the surface condition of a flat extruded tube. However, an evaluation product that cannot be extruded because the extrusion pressure is too high, or an evaluation product that produces a large amount of surface defects such as pickups. Other evaluations are described based on D evaluation (defective product evaluation), almost no surface defects, and values of extrusion pressure and extrusion speed (the lower the extrusion pressure is, the better the extrusion pressure is). Compared to aluminum alloys 3102 and 3003, if the extrudability is equal to or higher than 3102, it is inferior to A and 3102, but if better than 3003, it is set to B. C is a result equivalent to 3003.
- the samples of Comparative Examples 1 and 2 shown in Tables 1 and 2 are samples having Mn content and Si content ratio (Mn% / Si%) of 0.5 and 2, Mn content and Si content ratio. Since the value of less than 2.5, the corrosion resistance decreased.
- the sample of Comparative Example 3 shown in Table 1 and Table 2 is a sample having too much Mn, but is inferior in extrudability, and the sample of Comparative Example 4 is a sample having low Si content, but inferior in extrudability. It became.
- the sample of Comparative Example 5 shown in Table 1 and Table 2 is a sample having too much Si content and a ratio of Mn content to Si content of 1.2. However, the corrosion resistance is poor and the extrudability also has a problem. .
- the sample of Comparative Example 6 shown in Table 1 and Table 2 is a sample with too much Fe content, but is inferior in corrosion resistance, and the sample of Comparative Example 7 is a sample with little Ti, but the corrosion resistance is slightly inferior, Comparative Example Sample 8 had a too high Ti content, resulting in poor extrudability.
- the sample of Comparative Example 9 shown in Tables 1 and 2 caused problems of deterioration of corrosion rate and intergranular corrosion due to excessive addition of Cu.
- Samples 10 and 11 shown in Table 1 and Table 2 have a problem in the preferential corrosion of the weld due to an increase in extrusion pressure due to excessive addition of these elements in order to increase deformation resistance during extrusion molding for both Mg and Cr. It was. In addition, when the contained elements are segregated in the weld portion in the extruded heat transfer tube, preferential corrosion occurs in a form along the weld line.
- the samples of Examples 1 to 38 were excellent in corrosion resistance and resulted in no problem in terms of extrudability.
- the samples of Examples 31 to 34 were samples having a heating rate of 40 ° C./h or 190 ° C./h at room temperature ⁇ 450 ° C. during homogenization, 450 ° C. ⁇ homogenization temperature during homogenization The sample was heated at a rate of 5 ° C./h or 100 ° C./h, but a slight problem was caused in the extrudability in terms of extrusion pressure, and the corrosion resistance was slightly deteriorated.
- the samples of Examples 35 and 36 were samples in which the cooling rate between the homogenization temperature and 200 ° C.
- the heating rate between room temperature and 450 ° C is preferably 50 to 180 ° C / h, and the heating rate between 450 ° C and homogenization treatment temperature is preferably in the range of 10 to 80 ° C / h. . Also, it seems desirable that the cooling rate between the homogenization temperature and 200 ° C. is 50 to 400 ° C./h.
- the samples of Examples 37 and 38 were samples in which the homogenization temperature was 430 ° C., but were slightly inferior in corrosion resistance and caused a slight problem in extrudability when viewed from the surface state of the flat extruded tube. From the above, it seems that the homogenization temperature is more preferably 450 ° C. or higher.
- the present invention it is possible to provide an extruded tube excellent in corrosion resistance in which preferential corrosion in the extruded weld portion is suppressed. Moreover, the heat exchanger excellent in corrosion resistance can be provided by using the heat exchanger tube which uses this extruded tube as a main body.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Extrusion Of Metal (AREA)
- Geometry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
Description
本願は、2012年3月27日に、日本に出願された特願2012-072302号に基づき優先権を主張し、その内容をここに援用する。
しかし、前記ろう材組成物を用いた場合、ろう付け時の加熱で押出伝熱管表面から内部にSiが拡散するため、Si濃度が伝熱管の表面で高く内部で低くなり、伝熱管には表面の電位が高く内部で低い電位勾配が形成される。このため、伝熱管に腐食が生じて孔食が発生し、冷媒漏れや強度低下の原因となる問題がある。
そこで、Siなどの粉末と共にZn含有フラックスを伝熱管の表面に混合・塗布し伝熱管表面にZn拡散層を形成させることで、伝熱管表面の電位が低く内部で高い電位勾配を形成して、耐孔食性を向上させた構造が提案されている。
この提案によれば、Si粉末とZn含有フラックスとが混合されているので、ろう付け時にSi粉末が溶融してろう液となり、このろう液にフラックス中のZnが均一に拡散し、チューブ表面に均一に広がる。ろう液のような液相内でのZnの拡散速度は固相内の拡散速度より著しく大きいので、伝熱管表面のZn濃度をほぼ均一にすることができ、これにより押出伝熱管表面に均一な犠牲陽極層を形成し、熱交換器用の押出伝熱管の耐食性を向上させることができる。
押出加工において一般にウェルドラインとは、加熱されて軟化された金属を金型に押し込んで成形を行う場合に金型内で2つ以上の軟化金属の流れが合流して生じたラインを示し、このウェルドラインの部分を押出ウェルド部と称する。
本発明者等は、押出加工により形成されて押出ウェルド部を有し、上述の如くZnの拡散を伴ってろう付けする押出伝熱管において耐食性を更に向上させるためには、押出伝熱管を構成するアルミニウム合金の成分元素などを更に吟味する必要があり、アルミニウム合金の製造方法によっても耐食性に影響があることを知見し、本願発明に到達した。
本願発明は、これらの背景に鑑み、耐食性を良好とし、押出加工性を良好とした押出管を本体とする熱交換器用の伝熱管とその製造方法の提供を目的とする。
上記伝熱管において、上記のZn含有層は、Zn層でもよく、Zn含有フラックス層でもよく、Zn含有フラックスと、ろう材および/またはバインダーの混合物を含む層でもよい。
上記伝熱管において、前記管本体は、複数の流体通路を有する扁平多穴管の形状を有するものであってもよい。
上記伝熱管において、前記アルミニウム合金にさらに質量%でCu:0.05%以下、Mg:0.05%未満、Cr:0.03%未満が含有されていてもよい。
上記伝熱管において、前記管本体を構成するアルミニウム合金は、鋳造後の鋳塊において450~650℃の温度で2~24時間保持する均質化処理が施された合金であっても良い。
上記伝熱管では、前記均質化処理において室温~450℃間の加熱速度が50~180℃/h、450℃~均質化処理温度間の加熱速度が10~80℃/h、均質化処理温度~200℃間の冷却速度が50~400℃/hでなされていても良い。
上記伝熱管は、610℃以下の温度でろう付け熱処理又はZn拡散処理が施されるものであっても良い。例えば、ろう付け熱処理又はZn拡散処理の温度は400℃~610℃であってもよい。
上記伝熱管において、管内を流れる冷媒がフルオロカーボンであっても良い。
上記の伝熱管の製造方法は、前記組成の溶湯からアルミニウム合金鋳塊を鋳造する工程と、前記鋳塊に前記均質化処理を施す工程と、均質化処理後の鋳塊を押出加工して管本体を製造する工程と、前記管本体の外表面にZn含有層を設ける工程を含むものとすることができる。
本発明の伝熱管の製造方法において、前記均質化処理において室温~450℃間の加熱速度を50~180℃/h、450℃~均質化処理温度間の加熱速度を10~80℃/h、均質化処理温度~200℃間の冷却速度を50~400℃/hとすることができる。
また、本発明において、ろう付け熱処理後あるいはZn拡散後において、円相当径1.0μm以上の金属間化合物を3000個/mm2以下に規定しているので、優れた耐食性を備えた伝熱管を備えた熱交換器を提供できる。
図1は、本発明に係る伝熱管を備えた熱交換器の一例を示すもので、この形態の熱交換器100は、左右に離間し平行に配置されたヘッダーパイプ1、2と、これらのヘッダーパイプ1、2の間に相互に間隔を保って平行に、かつ、ヘッダーパイプ1、2に対してほぼ直角に接合された複数の扁平状の押出管からなる伝熱管30と、各伝熱管30にろう付けされた波形のフィン4を主体として構成されている。ヘッダーパイプ1、2、伝熱管30及びフィン4の本体は、それぞれ後述するアルミニウム合金から構成されている。
より詳細には、ヘッダーパイプ1、2の相対向する側面に図2または図3に示すスリット6が各パイプの長さ方向に定間隔で複数形成され、これらヘッダーパイプ1、2の相対向するスリット6に伝熱管30の端部を挿通してヘッダーパイプ1、2間に伝熱管30が架設されている。また、ヘッダーパイプ1、2間に所定間隔で架設された複数の伝熱管30の表裏面側にフィン4が配置され、これらのフィン4が伝熱管30の表面側あるいは裏面側にろう付けされている。即ち、図3に示す如く、ヘッダーパイプ1、2のスリット6に対して伝熱管30の端部を挿通した部分においてろう材によりフィレット8が形成され、ヘッダーパイプ1、2に対して伝熱管30がろう付けされている。また、波形のフィン4において波の頂点の部分を隣接する伝熱管30の表面または裏面に対向させてそれらの間の部分にろう材によりフィレット9が形成され、伝熱管30の表面と裏面に波形のフィン4がろう付けされている。
ろう付け前の伝熱管30には、フィン4が接合される表面と裏面において、Si粉末:1~6g/m2と、Zn含有フッ化物系フラックス:2~20g/m2とからなる配合組成のろう付け用塗膜(ろう材塗膜)7が図4に示す如く管本体(押出管)3の表面の大部分と裏面の大部分を覆うように形成されている。なお、Zn含有フッ化物系フラックスとして、KZnF3を2~20g/m2程度配合しても良いし、KZnF3とK3AlF+KAlF4の混合物を2~20g/m2程度配合したフラックスを用いても良い。
なお、前記組成のろう付け用塗膜7には、前記Si粉末とフラックスに加え、バインダ(例えば、アクリル系樹脂):0.5~3.5g/m2程度が含有されていても良い。
Si粉末は、管本体3を構成するAlと反応し、フィン4と伝熱管30を接合するろうを形成するが、ろう付け時にZn含有フラックスとSi粉末が溶融してろう液となる。このろう液にフラックス中のZnが均一に拡散し、管本体3の表面上に均一に広がる。液相であるろう液内でのZnの拡散速度は固相内の拡散速度より著しく大きいので、これにより均一なZn拡散がなされ、伝熱管30の表面の面方向のZn濃度がほぼ均一となる。
Zn含有フッ化物系フラックスは、ろう付けに際し、伝熱管30の表面に犠牲陽極層の電位を適正に卑とするZnを拡散させた犠牲陽極層3aを形成する効果がある。また、ろう付け時にチューブ3の表面の酸化物を除去し、ろうの広がり、ぬれを促進してろう付け性を向上させる作用を有する。
Zn含有フッ化物系フラックスは、KZnF3、KZnF3とK3AlF+KAlF4との混合物などを用いることができる。
塗布物には、Si粉末、Zn含有フッ化物系フラックスに加えてバインダを含むことができる。バインダの例としては、好適にはアクリル系樹脂を挙げることができる。
また、ろう付け組成物の塗布領域は、管本体3の全表面または全裏面としてもよく、また、管本体3の表面と裏面の一部であっても良く、要は、少なくともフィン4をろう付けするのに必要な管本体3の表面領域あるいは裏面領域に塗布されていれば良い。
以下、管本体3を構成するアルミニウム合金の各構成元素の限定理由について説明する。
<Si:0.1超~0.32質量%未満>
Siの含有量は耐食性を確保しつつ強度を確保するために重要である。Siの含有量が0.1質量%以下では、強度不足となり、0.32質量%以上含有されると、押出加工する際のピックアップ発生により合金の押出性が低下し、金属間化合物粒子数が増大する。そのため、Siの含有量は、質量%で0.1%超、0.32%未満とした。
<Mn:0.3~0.8質量%未満>
Mnは、Siと金属間化合物を形成し、均一な犠牲陽極層を形成する上で有効な元素である。また、Mnは、管本体3の耐食性を向上するとともに、機械的強度を向上させ、押出し成形時の押出性を向上する上でも有効な元素である。
Mnの含有量が0.3質量%未満では、強度不足となり、耐食性も低下する。Mnについて、0.8質量%以上含有すると、ピックアップ発生により押出性が低下する。そのため、Mnの含有量は、質量%で0.3%以上、0.8%未満とした。
Feは、Siと金属間化合物を形成し、均一な犠牲陽極層を生成し、耐食性を確保するために有効である。Feの含有量が0.3質量%を超えると腐食速度(腐食量)が増加し、耐食性が低下する。また、金属間化合物粒子数が増大する。そのため、Feの含有量は、質量%で、0.3%以下とした。
<Ti:0.06~0.3質量%>
Tiは、耐食性を向上させ、管本体3の強度向上にも寄与する。0.06質量%未満では強度不足となり、耐食性も低下する。0.3質量%を超えて添加すると伝熱管本体を構成するアルミニウム合金の押出圧力が上がり、押出性が低下する。これにより、押出ウェルド部優先腐食が生じ易くなり、耐食性が低下する。そのため、Tiの含有量は、質量%で0.06%以上、0.3%以下とした。
<Cu:0.05質量%以下>
Cuは腐食速度を抑制し、耐食性を向上させるために有効であるが、添加量が0.05質量%を超えると、腐食速度(腐食量)が増加し、粒界腐食や押出ウェルド部の優先腐食が生じ、耐食性が低下する。そのため、Cuの含有量は、質量%で0.05%以下とした。
<Mg:0.05質量%未満>
Mgは耐食性を向上させるために有効であるが、0.05質量%以上であると押出性低下による押出ウェルド部の優先腐食が生じ、耐食性が低下する。そのため、Mgの含有量は、質量%で0.05%未満とした。
<Cr:0.03質量%未満>
Crは耐食性を向上させるために有効であるが、0.03質量%以上になると押出性低下による押出ウェルド部の優先腐食が生じ、耐食性が低下する。そのため、Crの含有量は、質量%で0.03%未満とした。
<Mn含有量とSi含有量比>
本発明の伝熱管の管本体3を構成するためのアルミニウム合金において、Mn含有量とSi含有量の比(Mn%/Si%)が2.5を超えていることが好ましい。Mn含有量とSi含有量の比が2.5以下であると、耐食性が低下する。
上記、本発明の伝熱管30は、ろう付熱処理後又はZn拡散処理後、円相当径において1.0μm以上の金属間化合物が3000個/mm2以下析出されてなる構成とすることができる。上記の金属間化合物の析出量(面密度)は、ろう付熱処理後又はZn拡散処理後の伝熱管30の平坦部の表面における析出量として測定することができる。測定は、例えば、電子線マイクロアナライザー(EPMA)を用いた粒子解析により、行うことができる。
管本体3を構成するアルミニウム合金は、該当組成のアルミニウム合金溶湯から鋳塊を得、この鋳塊に450~650℃の温度で2~24時間保持する均質化処理を施すことにより準備することが好ましい。
均質化処理を施すことで粗大な晶出物を分解し、母材に再固溶させる効果がある。
前記均質化処理において室温~450℃間の加熱速度を50~180℃/hに設定し、450℃~均質化処理温度間の加熱速度を10~80℃/hに設定し、均質化処理温度~200℃間の冷却速度を50~400℃/hに設定することが好ましい。
加熱速度を上述の範囲とすることで、アルミニウム合金の押出性、耐食性を向上させる効果がある。
冷却速度を上述の範囲とすることで、アルミニウム合金の押出性を向上させる効果がある。
伝熱管30に接合されるフィン4は、一例としてJIS3003系のアルミニウム合金を主体とした合金を適用することができる。また、JIS3003系のアルミニウム合金に質量%で2%程度のZnを添加したアルミニウム合金からフィン4を形成しても良い。
フィン4は、上記組成を有するアルミニウム合金を常法により溶製し、熱間圧延工程、冷間圧延工程などを経て、波形形状に加工される。なお、フィン4の製造方法は、本発明としては特に限定をされるものではなく、既知の製法を適宜採用することができる。なお、伝熱管30側にろう材を設けていない場合は、ろう材層をクラッド圧着したクラッドフィンを用いても良い。この場合、管本体3の外表面には、上記のろう付け用塗膜7に替えて、Zn層をたとえば、金属亜鉛の溶射などのプロセスにより設けてもよい。あるいは、上記のZn含有フッ化物系フラックスまたはZn含有フッ化物フラックスとバインダーの混合物を塗布してもよい。塗布方法には、ろう付け用組成物の塗布方法と同様の方法を用いることができる。
ヘッダーパイプ1は、一例として図2、図3に示すように、芯材層11と、芯材の外周側に設けられた犠牲材層12と、芯材の内周側に設けられたろう材層13とからなる3層構造をなしている。
芯材層11の外周側に犠牲材層12を設けることにより、フィン4による防食効果に加えてヘッダーパイプ1による防食効果も得られるため、ヘッダーパイプ1近傍のチューブ3の犠牲防食効果をより高めることができる。
芯材層11の外周側に設けられる犠牲材層12は、Zn:0.60~1.20%、残部Al及び不可避的不純物からなるアルミニウム合金から構成される。犠牲材層12は、クラッド圧延により芯材層11と一体化されている。
図2は、フィン4との接合面において、管本体3にろう付け用塗膜7を塗布した伝熱管30を使用して、ヘッダーパイプ1、2、伝熱管30及びフィン4を組み立てた状態を示す熱交換器組立体101の部分拡大図であって、加熱ろう付けする前の状態を示している。図2に示す熱交換器組立体101において、伝熱管30はその一端をヘッダーパイプ1に設けたスリット6に挿入し取付けられている。
図2に示すように組み立てられたヘッダーパイプ1、2、伝熱管30及びフィン4からなる熱交換器組立体101をろう材の融点以上の温度に加熱し、加熱後に冷却すると、図3に示すように、ろう付け用塗膜7とろう材層13が溶けてヘッダーパイプ1と伝熱管30、伝熱管30とフィン4が各々接合され、図1と図3に示す構造の熱交換器100が得られる。この時、ヘッダーパイプ1の内周面のろう材層13は溶融してスリット6近傍に流れ、フィレット8を形成してヘッダーパイプ1と伝熱管30とが接合される。
また、伝熱管30の表面と裏面のろう付け用塗膜7は溶融して毛管力によりフィン4近傍に流れ、フィレット9を形成して伝熱管30とフィン4とが接合される。
ろう付けのための加熱温度は、上述したように、ろう材の融点以上であるが、上述した組成からなるろう材の場合、580~610℃の範囲に加熱することができ、1~10分程度保持した後、冷却することができる。
本実施の形態の構造によれば、ろう付けに際して、Si粉末の残渣もなく、良好なろう付けがなされ、伝熱管30とフィン4との間に十分なサイズのフィレット9が形成され、更に上述の犠牲陽極層3aが形成される。
また、本体が前記組成のアルミニウム合金からなる伝熱管30であるならば、管本体3が押出性に優れた特徴を有する。
金属間化合物数を3000個/mm2以下に規定することで耐食性を向上させる効果がある。
以上説明のように、上述の組成のアルミニウム合金の押出材からなる本体を有する伝熱管30を用いることで、優れた耐食性を備えた熱交換器100を提供できる。
アルミニウム合金鋳塊に対し均質化処理を施す場合、以下の表2に示すように室温~450℃間の加熱速度を調整し、450℃~均質化処理温度間の加熱速度を調整し、均質化処理温度と均質化処理時間を調整し、均質化処理温度~200℃間の冷却速度を調整し、各々の条件にて得られたアルミニウム合金を用いて偏平押出管を作製し、試験試料とした。
実施例3は偏平押出管の表面と裏面に、KZnF3粉末(D(50)粒度2.0μm:10g/m2)を塗布した。
実施例4と実施例5では、偏平押出管の表面と裏面に、ろう材組成物を塗布した。
実施例4のろう材組成物は、Si粉末(D(50)粒度4μm:3g/m2)と、KZnF3粉末(D(50)粒度2.0μm:10g/m2)の混合物Aを用いた。
また、実施例5は、Si粉末(D(50)粒度4μm:3g/m2)と、KZnF3粉末(D(50)粒度2.0μm:10g/m2)とノコロックフラックス(アルキャン社商品名)(K3AlF3+KAlF4:10g/m2)との混合物Bを用いた。
加熱処理後の伝熱管について、SWAAT20日間の耐食性試験を行った。
以下の表1、表2にアルミニウム合金の組成、表面のZn含有層(表2では表面Zn層と記載)の種類、ろう付けに相当する加熱処理後に得られた伝熱管表面の金属間化合物の個数(個/mm2)、均質化処理条件、加熱目的、加熱温度、耐食性、押出性の評価を併記した。
耐食性は、最大腐食深さ(μm)で評価した。
押出性の評価は、押出圧力、押出速度、扁平押出管の表面状態の評価であるが、押出圧力が高すぎて押し出すことができない評価品、ピックアップ等の表面欠陥が多量に発生した評価品をD評価(不良品評価)、表面欠陥がほとんど見あたらず、押出圧力、押出速度の値(目標とする押出速度に対して押出圧力が低ければ低いほど押出性は良い)からその他評価を表記した。アルミ合金である3102、3003と比較して、押出性が3102と同等以上であればA、3102より劣るが3003よりも良好であればBとした。Cは3003と同等の結果である。

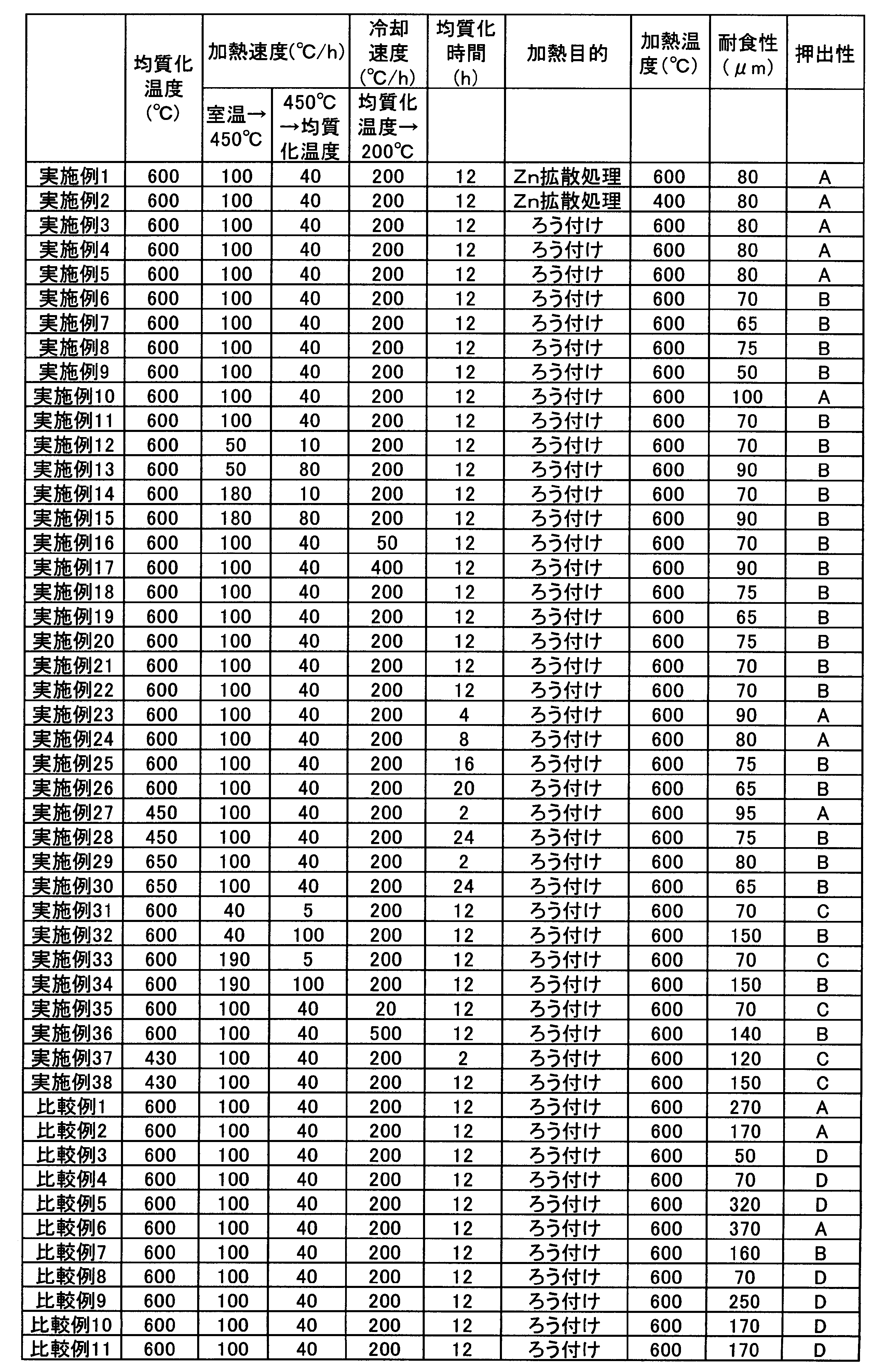
表1と表2に示す比較例3の試料は、Mnが多すぎる試料であるが、押出性に劣り、比較例4の試料は、Si含有量が少ない試料であるが、押出性に劣る結果となった。
表1と表2に示す比較例6の試料は、Fe含有量が多すぎる試料であるが、耐食性に劣り、比較例7の試料はTiが少ない試料であるが、耐食性が若干劣り、比較例8の試料はTiの含有量が多すぎて押出性に劣る結果となった。
表1と表2に示す比較例9の試料は、Cuの過剰添加により、腐食速度の悪化や粒界腐食を発生する問題を生じた。
表1と表2に示す試料10、11の試料は、Mg、Cr共に押出成形時の変形抵抗を高めるため、これら元素の過剰添加による押出圧力の増加に伴うウェルド部の優先腐食に問題を生じた。なお、押出伝熱管においてウェルド部に含有元素が偏析している場合にウェルドラインに沿ったような形で優先腐食を発生する。
ただし、実施例31~34の試料は、均質化処理時の室温→450℃の加熱速度を、40℃/hあるいは190℃/hとした試料、均質化処理時の450℃→均質化処理温度までの加熱速度を、5℃/hあるいは100℃/hとした試料であるが、押出圧力の面で押出性にわずかに問題を生じ、耐食性の面でも若干悪化した。
実施例35、36の試料は均質化処理温度~200℃間の冷却速度を20℃/hあるいは500℃/hとした試料であるが、押出圧力の面で押出性にわずかに問題を生じ、耐食性の面でも若干悪化した。
以上のことから、均質化処理において室温~450℃間の加熱速度が50~180℃/h、450℃~均質化処理温度間の加熱速度が10~80℃/hの範囲が望ましいと思われる。また、均質化処理温度~200℃間の冷却速度が50~400℃/hであることが望ましいと思われる。
Claims (9)
- 質量%でMn:0.3~0.8%未満、Si:0.1超~0.32%未満、Fe:0.3%以下、Ti:0.06~0.3%を含有し、Mn含有量とSi含有量の比(Mn%/Si%)が2.5を超え、残部がAl及び不可避不純物からなるアルミニウム合金の押出材からなる管本体と、前記管本体の外表面に設けられたZn含有層を有する、伝熱管。
- 前記アルミニウム合金にさらに質量%でCu:0.05%以下、Mg:0.05%未満、Cr:0.03%未満含有されている、請求項1記載の伝熱管。
- 前記伝熱管がろう付熱処理後又はZn拡散処理後、円相当径において1.0μm以上の金属間化合物が3000個/mm2以下析出されてなる、請求項1または2に記載の伝熱管。
- 前記管本体を構成するアルミニウム合金が鋳造後の鋳塊において450~650℃の温度で2~24時間保持する均質化処理が施された合金である、請求項1~3のいずれか一項に記載の伝熱管。
- 前記均質化処理において室温~450℃間の加熱速度が50~180℃/h、450℃~均質化処理温度間の加熱速度が10~80℃/h、均質化処理温度~200℃間の冷却速度が50~400℃/hである、請求項4に記載の伝熱管。
- 前記伝熱管が610℃以下の温度でろう付け熱処理又はZn拡散処理が施されるものである、請求項1~5のいずれか一項に記載の伝熱管。
- 管内を流れる冷媒がフルオロカーボンである、請求項1~6のいずれか一項に記載の伝熱管。
- 質量%でMn:0.3~0.8%未満、Si:0.1超~0.32%未満、Fe:0.3%以下、Ti:0.06~0.3%を含有し、Mn含有量とSi含有量の比(Mn%/Si%)が2.5を超え、残部がAl及び不可避不純物からなるアルミニウム合金の押出材からなる管本体と、前記管本体の外表面に設けられたZn含有層を有する伝熱管を製造する際、
前記組成のアルミニウム合金の鋳造後の鋳塊において450~650℃の温度で2~24時間保持する均質化処理を施す、伝熱管の製造方法。 - 前記均質化処理において室温~450℃間の加熱速度を50~180℃/h、450℃~均質化処理温度間の加熱速度を10~80℃/h、均質化処理温度~200℃間の冷却速度を50~400℃/hとする、請求項8に記載の伝熱管の製造方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/387,990 US9857128B2 (en) | 2012-03-27 | 2013-03-25 | Heat transfer tube and method for producing same |
| DK13768104.5T DK2832873T3 (en) | 2012-03-27 | 2013-03-25 | Process for producing a heat transfer tube |
| EP17181376.9A EP3290538B1 (en) | 2012-03-27 | 2013-03-25 | Heat transfer tube |
| MX2014011585A MX354978B (es) | 2012-03-27 | 2013-03-25 | Tubo de transferencia de calor y metodo para producir el mismo. |
| KR1020157031773A KR101589918B1 (ko) | 2012-03-27 | 2013-03-25 | 전열관과 그 제조 방법 |
| EP13768104.5A EP2832873B1 (en) | 2012-03-27 | 2013-03-25 | Method for producing a heat transfer tube |
| BR112014023861-8A BR112014023861B1 (pt) | 2012-03-27 | 2013-03-25 | Tubo de transferência de calor, e, método para produzir um tubo de transferência de calor |
| CN201380027306.XA CN104302797A (zh) | 2012-03-27 | 2013-03-25 | 传热管及其制备方法 |
| KR1020147029436A KR20140127921A (ko) | 2012-03-27 | 2013-03-25 | 전열관과 그 제조 방법 |
| IN8291DEN2014 IN2014DN08291A (ja) | 2012-03-27 | 2013-03-25 | |
| US15/819,415 US10386134B2 (en) | 2012-03-27 | 2017-11-21 | Heat transfer tube and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-072302 | 2012-03-27 | ||
| JP2012072302A JP5906113B2 (ja) | 2012-03-27 | 2012-03-27 | 熱交換器用押出伝熱管と熱交換器および熱交換器用押出伝熱管の製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/387,990 A-371-Of-International US9857128B2 (en) | 2012-03-27 | 2013-03-25 | Heat transfer tube and method for producing same |
| US15/819,415 Division US10386134B2 (en) | 2012-03-27 | 2017-11-21 | Heat transfer tube and method for producing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013146686A1 true WO2013146686A1 (ja) | 2013-10-03 |
Family
ID=49259937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/058591 WO2013146686A1 (ja) | 2012-03-27 | 2013-03-25 | 伝熱管とその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US9857128B2 (ja) |
| EP (2) | EP2832873B1 (ja) |
| JP (1) | JP5906113B2 (ja) |
| KR (2) | KR20140127921A (ja) |
| CN (2) | CN107414229A (ja) |
| BR (1) | BR112014023861B1 (ja) |
| DK (1) | DK2832873T3 (ja) |
| IN (1) | IN2014DN08291A (ja) |
| MX (1) | MX354978B (ja) |
| WO (1) | WO2013146686A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10557188B2 (en) | 2014-03-19 | 2020-02-11 | Rio Tinto Alcan International Limited | Aluminum alloy composition and method |
| JP2021532985A (ja) * | 2018-06-21 | 2021-12-02 | アーコニック テクノロジーズ エルエルシーArconic Technologies Llc | 耐食性高強度ろう付けシート |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101594729B1 (ko) * | 2014-08-13 | 2016-02-16 | 엘에스전선 주식회사 | 열교환기 배관용 고강도 고내식성 알루미늄 합금 및 이로부터 제조된 열교환기 배관 |
| CN106304836A (zh) * | 2015-04-22 | 2017-01-04 | Ls电线有限公司 | 热交换器配管用高强度高耐蚀性铝合金以及热交换器配管 |
| JP2017029989A (ja) * | 2015-07-29 | 2017-02-09 | 株式会社Uacj | アルミニウム構造体の製造方法 |
| JP6898254B2 (ja) * | 2015-12-25 | 2021-07-07 | 株式会社Uacj | 缶ボディ用アルミニウム合金板及びその製造方法 |
| CN107967985A (zh) * | 2016-04-19 | 2018-04-27 | 黄俊龙 | 一种具有铝合金复合冷却管的电力变压器冷却系统 |
| US11499210B2 (en) * | 2016-12-21 | 2022-11-15 | Mitsubishi Electric Corporation | Heat exchanger and method of manufacturing thereof, and refrigeration cycle apparatus |
| KR102463206B1 (ko) | 2017-12-19 | 2022-11-03 | 현대자동차 주식회사 | 차량용 쿨러 |
| KR102400223B1 (ko) * | 2017-12-21 | 2022-05-23 | 한온시스템 주식회사 | 열교환기 |
| JP7207935B2 (ja) * | 2018-10-16 | 2023-01-18 | Maアルミニウム株式会社 | アルミニウム合金フィン材および熱交換器 |
| WO2020217940A1 (ja) * | 2019-04-22 | 2020-10-29 | 三菱電機株式会社 | 熱交換器の製造方法及び熱交換器 |
| JP6990209B2 (ja) | 2019-04-26 | 2022-01-12 | 株式会社Uacj | アルミニウム合金製配管材及びその製造方法 |
| CN111647774A (zh) * | 2020-02-17 | 2020-09-11 | 海德鲁挤压解决方案股份有限公司 | 生产耐腐蚀和耐高温材料的方法 |
| EP4107299A1 (en) * | 2020-02-17 | 2022-12-28 | Hydro Extruded Solutions AS | Method for producing a corrosion and high temperature resistant aluminium alloy extrusion material |
| JP7521942B2 (ja) * | 2020-06-11 | 2024-07-24 | 株式会社Uacj | 熱交換器用アルミニウム合金押出多穴チューブ及びその製造方法 |
| JP7558004B2 (ja) * | 2020-09-02 | 2024-09-30 | 株式会社Uacj | アルミニウム合金押出チューブ及び熱交換器 |
| JP2023061741A (ja) * | 2021-10-20 | 2023-05-02 | 株式会社Uacj | 押出多穴管の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07505448A (ja) * | 1992-04-03 | 1995-06-15 | レイノルズ メタルス カンパニイ | 高押出し成形性,高耐食性のアルミニウム−マンガン−チタン系アルミニウム合金およびその製造方法 |
| JP2000008130A (ja) * | 1998-06-19 | 2000-01-11 | Mitsubishi Alum Co Ltd | 耐食性に優れたアルミニウム合金製熱交換器用部材 |
| JP2004330233A (ja) | 2003-05-06 | 2004-11-25 | Mitsubishi Alum Co Ltd | 熱交換器用チューブ |
| JP2008208416A (ja) * | 2007-02-26 | 2008-09-11 | Furukawa Sky Kk | 自然冷媒用熱交換器に用いられるアルミニウム合金押出材 |
| JP2009249728A (ja) * | 2008-04-10 | 2009-10-29 | Mitsubishi Alum Co Ltd | 熱交換器用押出扁平多穴管および熱交換器 |
| JP2011007384A (ja) * | 2009-06-24 | 2011-01-13 | Sumitomo Light Metal Ind Ltd | アルミニウム合金製自動車用熱交換器およびその製造方法、ならびに該熱交換器の冷媒通路管用アルミニウム合金押出材の製造方法 |
| JP2012149313A (ja) * | 2011-01-20 | 2012-08-09 | Nippon Light Metal Co Ltd | 押出性と耐粒界腐食性に優れた微細孔中空形材用アルミニウム合金とその製造方法 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5856016B2 (ja) | 1980-03-31 | 1983-12-13 | 住友軽金属工業株式会社 | 熱交換器の流体通路材用アルミニウム合金押出形材の製造法 |
| GB8309875D0 (en) * | 1983-04-12 | 1983-05-18 | Babcock Wire Equipment | Continuous extrusion apparatus |
| JPS619561A (ja) * | 1984-06-25 | 1986-01-17 | Mitsubishi Alum Co Ltd | 熱間成形性の優れたAl合金板の製造法 |
| JPH05230583A (ja) * | 1992-02-25 | 1993-09-07 | Mitsubishi Alum Co Ltd | 成形加工性のすぐれた高強度Al合金板材 |
| WO1996007768A1 (en) * | 1994-09-06 | 1996-03-14 | Alcan International Limited | Heat treatment process for aluminum alloy sheet |
| US5913989A (en) * | 1996-07-08 | 1999-06-22 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| JP3212927B2 (ja) * | 1996-12-14 | 2001-09-25 | 三菱アルミニウム株式会社 | アルミニウム合金粉末ろう材および該粉末ろう材を用いたろう付方法 |
| US20020125004A1 (en) * | 2001-01-11 | 2002-09-12 | Kraft Frank F. | Micro-multiport tubing and method for making said tubing |
| JP4285916B2 (ja) * | 2001-02-16 | 2009-06-24 | 株式会社神戸製鋼所 | 高強度、高耐食性構造用アルミニウム合金板の製造方法 |
| JP2003053523A (ja) * | 2001-08-14 | 2003-02-26 | Mitsubishi Alum Co Ltd | 熱交換器およびその製造方法 |
| US7306890B2 (en) * | 2001-12-28 | 2007-12-11 | Mitsubishi Aluminum Co., Ltd. | Aluminum alloy plate for lithographic printing form and method for production thereof and lithographic printing form |
| JP4053793B2 (ja) | 2002-03-08 | 2008-02-27 | 古河スカイ株式会社 | 熱交換器用アルミニウム合金複合材の製造方法とアルミニウム合金複合材 |
| US7255932B1 (en) * | 2002-04-18 | 2007-08-14 | Alcoa Inc. | Ultra-longlife, high formability brazing sheet |
| US20060151155A1 (en) * | 2003-01-27 | 2006-07-13 | Showa Denko K.K. | Heat exchanger and process for fabricating same |
| US8640766B2 (en) * | 2003-05-06 | 2014-02-04 | Mitsubishi Aluminum Co., Ltd. | Heat exchanger tube |
| US7226669B2 (en) * | 2003-08-29 | 2007-06-05 | Aleris Aluminum Koblenz Gmbh | High strength aluminium alloy brazing sheet, brazed assembly and method for producing same |
| JP4563204B2 (ja) * | 2004-02-13 | 2010-10-13 | 株式会社デンソー | 熱交換器用アルミニウム合金押出材およびその製造方法 |
| JP4395420B2 (ja) | 2004-08-03 | 2010-01-06 | 古河スカイ株式会社 | 二酸化炭素冷媒用熱交換器のアルミニウム合金押出しチューブ材 |
| US7732059B2 (en) * | 2004-12-03 | 2010-06-08 | Alcoa Inc. | Heat exchanger tubing by continuous extrusion |
| JP3869846B2 (ja) * | 2005-03-25 | 2007-01-17 | 神鋼アルコア輸送機材株式会社 | アルミニウム合金板および熱交換器 |
| JP4634854B2 (ja) | 2005-05-10 | 2011-02-16 | 古河スカイ株式会社 | 自然冷媒用熱交換器のアルミニウム合金押出しチューブ材 |
| JP2006322632A (ja) * | 2005-05-17 | 2006-11-30 | Mitsubishi Alum Co Ltd | アルミニウム合金製熱交換器用押出多孔扁平管およびその製造方法 |
| JP4824358B2 (ja) * | 2005-07-22 | 2011-11-30 | 株式会社デンソー | 表面性状に優れたアルミニウム合金押出材とその製造方法、および熱交換器用多孔管ならびに該多孔管を組み込んだ熱交換器の製造方法 |
| JP5371173B2 (ja) * | 2005-07-27 | 2013-12-18 | 日本軽金属株式会社 | 高強度アルミニウム合金フィン材の製造方法 |
| KR101341218B1 (ko) * | 2005-10-28 | 2013-12-12 | 노벨리스 인코퍼레이티드 | 주조 금속의 균질화 및 열처리 방법 |
| DE102008009695B4 (de) * | 2007-03-02 | 2023-10-12 | Mahle International Gmbh | Halbzeug |
| CN100446918C (zh) * | 2007-04-20 | 2008-12-31 | 江苏双良空调设备股份有限公司 | 在碳钢零件表面钎焊铝制零件及对非钎焊表面进行镀铝防锈的方法 |
| CN101219495B (zh) * | 2008-01-29 | 2010-12-08 | 上海哈润热能设备有限公司 | 扁管铝翅片换热管制备方法 |
| US8343635B2 (en) * | 2008-02-12 | 2013-01-01 | Kobe Steel, Ltd. | Multi-layered sheet of aluminum alloys |
| EP2159528B1 (en) * | 2008-09-02 | 2015-11-04 | Calsonic Kansei Corporation | Heat exchanger made of aluminum alloy |
| JP5614829B2 (ja) * | 2009-06-24 | 2014-10-29 | 株式会社Uacj | アルミニウム合金製熱交換器 |
| KR101594625B1 (ko) | 2009-10-21 | 2016-02-16 | 엘에스전선 주식회사 | 열교환기 튜브용 고내식성 알루미늄 합금 및 이를 이용한 열교환기 튜브의 제조방법 |
| CN102884393B (zh) * | 2010-03-02 | 2015-04-15 | 三菱铝株式会社 | 铝合金制热交换器 |
| US9381712B2 (en) * | 2010-12-23 | 2016-07-05 | Guill Tool & Engineering Co., Inc. | Method and apparatus for forming high strength products |
-
2012
- 2012-03-27 JP JP2012072302A patent/JP5906113B2/ja active Active
-
2013
- 2013-03-25 KR KR1020147029436A patent/KR20140127921A/ko active Application Filing
- 2013-03-25 WO PCT/JP2013/058591 patent/WO2013146686A1/ja active Application Filing
- 2013-03-25 EP EP13768104.5A patent/EP2832873B1/en not_active Not-in-force
- 2013-03-25 KR KR1020157031773A patent/KR101589918B1/ko active IP Right Grant
- 2013-03-25 IN IN8291DEN2014 patent/IN2014DN08291A/en unknown
- 2013-03-25 MX MX2014011585A patent/MX354978B/es active IP Right Grant
- 2013-03-25 DK DK13768104.5T patent/DK2832873T3/en active
- 2013-03-25 US US14/387,990 patent/US9857128B2/en active Active
- 2013-03-25 CN CN201710070771.1A patent/CN107414229A/zh active Pending
- 2013-03-25 BR BR112014023861-8A patent/BR112014023861B1/pt active IP Right Grant
- 2013-03-25 CN CN201380027306.XA patent/CN104302797A/zh active Pending
- 2013-03-25 EP EP17181376.9A patent/EP3290538B1/en active Active
-
2017
- 2017-11-21 US US15/819,415 patent/US10386134B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07505448A (ja) * | 1992-04-03 | 1995-06-15 | レイノルズ メタルス カンパニイ | 高押出し成形性,高耐食性のアルミニウム−マンガン−チタン系アルミニウム合金およびその製造方法 |
| JP2000008130A (ja) * | 1998-06-19 | 2000-01-11 | Mitsubishi Alum Co Ltd | 耐食性に優れたアルミニウム合金製熱交換器用部材 |
| JP2004330233A (ja) | 2003-05-06 | 2004-11-25 | Mitsubishi Alum Co Ltd | 熱交換器用チューブ |
| JP2008208416A (ja) * | 2007-02-26 | 2008-09-11 | Furukawa Sky Kk | 自然冷媒用熱交換器に用いられるアルミニウム合金押出材 |
| JP2009249728A (ja) * | 2008-04-10 | 2009-10-29 | Mitsubishi Alum Co Ltd | 熱交換器用押出扁平多穴管および熱交換器 |
| JP2011007384A (ja) * | 2009-06-24 | 2011-01-13 | Sumitomo Light Metal Ind Ltd | アルミニウム合金製自動車用熱交換器およびその製造方法、ならびに該熱交換器の冷媒通路管用アルミニウム合金押出材の製造方法 |
| JP2012149313A (ja) * | 2011-01-20 | 2012-08-09 | Nippon Light Metal Co Ltd | 押出性と耐粒界腐食性に優れた微細孔中空形材用アルミニウム合金とその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10557188B2 (en) | 2014-03-19 | 2020-02-11 | Rio Tinto Alcan International Limited | Aluminum alloy composition and method |
| JP2021532985A (ja) * | 2018-06-21 | 2021-12-02 | アーコニック テクノロジーズ エルエルシーArconic Technologies Llc | 耐食性高強度ろう付けシート |
| US11685973B2 (en) | 2018-06-21 | 2023-06-27 | Arconic Technologies Llc | Corrosion resistant high strength brazing sheet |
| JP7393360B2 (ja) | 2018-06-21 | 2023-12-06 | アーコニック テクノロジーズ エルエルシー | 耐食性高強度ろう付けシート |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3290538A1 (en) | 2018-03-07 |
| US20150060035A1 (en) | 2015-03-05 |
| JP2013204070A (ja) | 2013-10-07 |
| JP5906113B2 (ja) | 2016-04-20 |
| CN107414229A (zh) | 2017-12-01 |
| KR20150132593A (ko) | 2015-11-25 |
| MX2014011585A (es) | 2015-03-03 |
| BR112014023861B1 (pt) | 2019-03-19 |
| MX354978B (es) | 2018-03-27 |
| EP3290538B1 (en) | 2020-12-23 |
| KR20140127921A (ko) | 2014-11-04 |
| EP2832873A1 (en) | 2015-02-04 |
| EP2832873B1 (en) | 2017-08-09 |
| EP2832873A4 (en) | 2015-06-24 |
| IN2014DN08291A (ja) | 2015-05-15 |
| KR101589918B1 (ko) | 2016-02-01 |
| US10386134B2 (en) | 2019-08-20 |
| DK2832873T3 (en) | 2017-10-16 |
| US9857128B2 (en) | 2018-01-02 |
| US20180094881A1 (en) | 2018-04-05 |
| CN104302797A (zh) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013146686A1 (ja) | 伝熱管とその製造方法 | |
| JP6253212B2 (ja) | 熱交換器組立体構成用チューブ | |
| JP5548411B2 (ja) | アルミニウム合金製熱交換器およびその製造方法 | |
| WO2015056669A1 (ja) | アルミニウム合金製熱交換器 | |
| JP5115963B2 (ja) | 耐食性に優れたアルミニウム製熱交換器用部材および耐食性に優れたアルミニウム製熱交換器の製造方法 | |
| WO2011090059A1 (ja) | 熱交換器チューブ | |
| JP5675092B2 (ja) | 耐食性に優れた熱交換器用アルミニウム合金チューブ及びそれを用いた熱交換器 | |
| JP5710946B2 (ja) | 熱交換器用偏平管および熱交換器 | |
| JP4577634B2 (ja) | 熱交換器用ろう材被覆アルミニウム合金押出チューブ | |
| JP5334086B2 (ja) | 耐食性に優れたアルミニウム製熱交器およびその製造方法 | |
| JP6529749B2 (ja) | 熱交換器、及び熱交換器の製造方法 | |
| JP6860968B2 (ja) | 熱交換器用アルミニウム合金チューブと熱交換器及びその製造方法 | |
| JP6968598B2 (ja) | 耐食性に優れたアルミニウム合金製熱交換器の製造方法およびアルミニウム合金製熱交換器 | |
| JP6976041B2 (ja) | 熱交換器 | |
| JP5729969B2 (ja) | アルミニウム合金置きろうおよびその製造方法 | |
| JP7012529B2 (ja) | 熱交換器用片面ろうフィン材および熱交換器とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13768104 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14387990 Country of ref document: US Ref document number: MX/A/2014/011585 Country of ref document: MX |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013768104 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013768104 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20147029436 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014023861 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112014023861 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140925 |