RU2060164C1 - Многослойный материал и кулинарный сосуд, выполненный из этого материала - Google Patents
Многослойный материал и кулинарный сосуд, выполненный из этого материала Download PDFInfo
- Publication number
- RU2060164C1 RU2060164C1 SU925011219A SU5011219A RU2060164C1 RU 2060164 C1 RU2060164 C1 RU 2060164C1 SU 925011219 A SU925011219 A SU 925011219A SU 5011219 A SU5011219 A SU 5011219A RU 2060164 C1 RU2060164 C1 RU 2060164C1
- Authority
- RU
- Russia
- Prior art keywords
- metal
- relatively soft
- aluminum
- lattice
- layer
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/002—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/05—Cooking vessels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S220/00—Receptacles
- Y10S220/912—Cookware, i.e. pots and pans
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49888—Subsequently coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49982—Coating
- Y10T29/49986—Subsequent to metal working
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12486—Laterally noncoextensive components [e.g., embedded, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
- Y10T428/12569—Synthetic resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Cookers (AREA)
- Table Devices Or Equipment (AREA)
- Forging (AREA)
- Frying-Pans Or Fryers (AREA)
- Baking, Grill, Roasting (AREA)
Abstract
Использование: в частности для изготовления хозяйственных кулинарных сосудов. Сущность изобретениия: предложен многослойный материал, содержащий основной слой из относительно мягкого металла и металлический элемент из более твердого металла или сплава, скрепленные между собой. Металлический армирующий элемент выполняют в форме перфорированного листа или решетки и жестко закрепляют на пластине из относительно мягкого металла штамповкой или ударом с его вдавливанием в пластину. В качестве мягкого металла используют, например, алюминий, а в качестве более твердого - нержавеющую сталь. 2 с. и 17 з. п. ф-лы, 19 ил.
Description
Предлагаемое изобретение касается многослойного материала, выполненного на основе относительно мягкого металла, например алюминия.
Данное изобретение имеет своей целью также хозяйственные сосуды кулинарного назначения, представляющие собой изделия, выполненные из заявленного материала.
Металлом, о котором идет речь в предлагаемом изобретении, может быть, в частности, алюминий. Алюминий является металлом, который обладает многочисленными благоприятными свойствами, обеспечивающими ему преимущество перед многими другими металлами. Он относительно легок, хорошо поддается штамповке и вытяжке, обладает достаточно высокой теплопроводностью. Кроме того, алюминий относительно дешев и экономичен в обработке. Вследствие этих и других своих качеств алюминий получил весьма широкое распространение и практически универсально используется в промышленности. В частности, алюминий и его сплавы широко используются для изготовления кухонной посуды или кулинарных сосудов.
Алюминий, однако, обладает и целым рядом недостатков. Прежде всего, этот металл относительно мягок, в результате чего поверхность изделия из алюминия в процессе эксплуатации легко покрывается царапинами. При изготовлении изделий хозяйственного назначения алюминий часто покрывают слоем антиадгезионного материала, например слоем политетрафторэтилена или слоем эмали. Однако срок службы подобных покрытий ограничен вследствие того, что алюминий представляет собой слишком мягкую основу.
Кроме того, различные изделия из алюминия и в особенности кулинарные сосуды, предназначенные для приготовления пищи, имеют тенденцию сравнительно легко деформироваться под действием потока тепловой энергии, исходящего, например, от нагревательного элемента электрической кухонной плиты или от газовой горелки плиты, работающей на газе.
Для устранения этого недостатка можно либо увеличивать толщину металла, из которого изготовлено то или иное изделие, либо накладывать на соответствующую поверхность изделия из алюминия лист нержавеющей стали. Это можно сделать, например, методом горячей штамповки. Однако в этом случае существенно возрастает стоимость производства такого изделия и снижается теплопроводность соответствующих поверхностей кулинарных сосудов, что приводит к увеличению времени приготовления блюд.
Кроме того, кухонная посуда из алюминия не может быть подвергнута индукционному нагреву, поскольку этот способ нагрева требует использования посуды, изготовленной из металла, обладающего магнитными свойствами, например из специальной магнитной нержавеющей стали пищевого качества.
Цель предлагаемого изобретения состоит в том, чтобы достаточно экономичным образом модифицировать характеристики поверхности металла с тем, чтобы в необходимом направлении усовершенствовать его свойства или сделать этот метал пригодным для использования в некоторых специфических условиях.
Материал в соответствии с предлагаемым изобретением, созданный из относительно мягкого металла, используемого, например, в виде пластины, отличается тем, что эта пластина на одной из своих сторон снабжена дополнительным металлическим элементом в виде перфорированного листа или решетки, изготовленных из другого металла или сплава, более твердого, чем металла, из которого изготовлена упомянутая выше пластина, причем упомянутый выше металлический элемент закрепляется на упомянутой выше пластине при помощи холодной штамповки или удара с целью по меньшей мере частичного вдавливания этого элемента в металла пластины.
Под штамповкой в данном случае понимается технологическая операция, которая состоит в ударе, например, с помощью падающего молота или в сильном надавливании, например, посредством плоской поверхности или валка на упомянутую выше решетку для ее вдавливания, по меньшей мере частичного, в поверхность металла пластины для закрепления на этой поверхности.
Под решеткой в данном случае следует понимать не только металлический элемент в виде системы взаимно перекрещивающихся проволок, но также и перфорированный металлический лист с отверстиями круглой, квадратной или любой другой формы.
Описанным выше способом получают композитную или составную поверхность, обладающую специфическими свойствами, результирующими свойства двух составляющих ее металлов, т.е. основного металла, из которого изготовлена пластина-матрица, и металла, из которого изготовлена решетка. Другими словами, свойства основного металла модифицируются наличием решетки, которая плотно соединена с этим основным металлом.
Например, в том случае, когда упомянутая выше решетка изготовлена из металла, более твердого, чем основной металл, наличие этой решетки будет иметь следствием придание большей твердости поверхности основного металла.
В то же время, использованием решетки из более твердого металла в соединении с относительно мягким основным металлом достаточно хорошо адаптировано к практической реализации изделий в соответствии с предлагаемым изобретением, поскольку в процессе холодной штамповки или удара твердая металлическая решетка, имеющая малую площадь поверхности соприкосновения с пластиной основного металла, глубоко проникает в толщу этого относительно мягкого металла, что обеспечивает превосходное соединение этой решетки с основным металлом пластины.
С другой стороны, в том случае, если основной металл подвержен существенной деформации под действием потока тепловой энергии, наличие упомянутой выше решетки (в том числе, если эта решетка изготовлена из металла с меньшим тепловым коэффициентом расширения по сравнению с коэффициентом теплового расширения основного металла) приведет к тому, что основной металл станет существенно менее деформируемым в зависимости от температуры.
В одном из возможных вариантов практического применения предлагаемого изобретения в тех случаях, когда основной металл не обладает магнитными свойствами (такими свойствами не обладает, например, алюминий наиболее предпочтительный материал для использования его в качестве основного металла), в соответствии с предлагаемым изобретением наличие упомянутой выше решетки, изготовленной из металла, обладающего определенными магнитными свойствами и плотно соединенной с поверхностью основного металла, переводит изделие, созданное в соответствии с предлагаемым изобретением, в разряд пригодных для индукционного нагрева.
Во всех этих и подобных им случаях внесение другого металла в форме плотно присоединенной решетки в массу используемого в данном применении основного металла не увеличивает слишком сильно стоимость конечного изделия и позволяет сохранить в неприкосновенности основные положительные свойства основного металла.
В соответствии с другими вариантами практической реализации предлагаемого изобретения заявленный материал обладает на каждой из двух своих сторон металлическими решетчатым элементом, отвечающим данному выше определению.
Возможен также такой вариант практической реализации предлагаемого изобретения, при котором поверхность присоединенного металлического элемента или элементов, противоположная пластине из основного металла, имеет покрытие из металла, идентичного основному металлу пластины.
В соответствии с еще одним вариантом практической реализации предлагаемого изобретения каждая поверхность пластины из основного металла, на которой закреплен упомянутый выше дополнительный решетчатый металлический элемент, покрыта сплошным слоем эмали или фтороуглеродной смолы.
Еще один возможный вариант практической реализации предлагаемого изобретения состоит в том, что соответствующее конечное изделие включает по меньшей мере две металлические пластины, скрепленные между собой и содержащие в плоскости соединения вставной металлической решетчатый элемент, который частично вдавлен в металл как одной, так и другой пластины.
Таким образом, предлагаемое изобретение позволяет усилить изготовленные из алюминия донные части кулинарных сосудов. Оно также дает возможность увеличить срок службы антиадгезионных покрытий этих сосудов и сделать эти сосуды восприимчивыми к индукционному нагреву в том случае, когда встроенная металлическая решетка изготовлена из металла, обладающего магнитными свойствами, например из специальной магнитной нержавеющей стали.
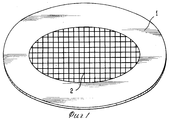
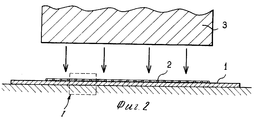
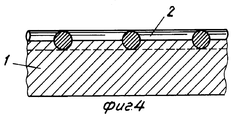
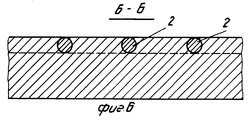
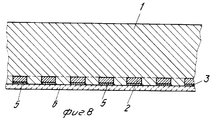
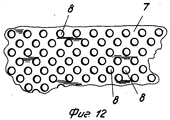
На фиг.1 изображен общий вид заявленного материала, выполненного в виде металлического диска, на который в соответствии с предлагаемым изобретением наложена и закреплена решетка из металла, отличного от того металла, из которого сам диск; на фиг.2 вид в разрезе, схематически показывающий способ штамповочного закрепления металлической решетки на пластине из основного металла; на фиг.3 в увеличенном масштабе показан узел I на фиг.2; на фиг.4 изображение, аналогичное показанному на фиг.3 и демонстрирующее металлическую решетку, вдавленную в металл диска после штамповки; на фиг.5 увеличенный вид в плане на металлическую решетку, закрепленную на поверхности пластины основного металла; на фиг.6 разрез Б-Б на фиг.5; на фиг.7 вид в разрезе пластины основного металла, содержащий на двух своих сторонах перфорированный металлический лист, закрепленный вдавливанием в толщу металла упомянутой выше пластины; на фиг.8 разрез заявленного материала, на котором поверхность упомянутого выше перфорированного листа или решетки, противоположная пластине основного металла, имеет покрытие из металла, идентичного упомянутому выше основному металлу; на фиг.9 вид, подобный изображенному на фиг. 8, и представляющий собой вариант практической реализации предлагаемого изображения; на фиг.10 вид в разрезе, показывающий две пластины из основного металла и три перфорированных листа из вспомогательного металла перед их соединением в единый агрегат методом штамповки; на фиг.11 вид в разрезе полученной упомянутым выше образом композитной или составной пластины после выполнения операции штамповки; на фиг.12 вид в плане на перфорированный металлический лист; на фиг.13 частичный вид в разрезе на пластину из основного металла, несущую на себе перфорированный металлический лист из другого металла, частично вдавленный в эту пластину; на фиг.14 схематичный вид в разрезе на композитную пластину из основного металла, заключающуюся в себе два перфорированный листа из другого металла; на фиг.15 частичный вид в плане металлического элемента в форме растянутого листа; на фиг.16 вид в разрезе на кулинарный сосуд, несущий решетку из другого металла на наружной стороне своей донной части; на фиг.17 в увеличенном масштабе узел II на фиг.16; на фиг.18 вид в разрезе кулинарного сосуда из некоторого металла, несущего решетку из другого металла на внутренней стороне своей донной части; на фиг.19 в увеличенном масштабе узел III на фиг.18.
Материал, выполненный в соответствии с предлагаемым изобретением на основе пластины, изготовленной из некоторого относительно мягкого металла, отличается тем, что на поверхность 1 упомянутого выше металла (фиг.1 и 2), образующего пластину в форме диска, накладывают решетку 2, изготовленную из некоторого другого металла, и фиксируют эту решетку 2 на упомянутой выше поверхности 1 холодной штамповкой с целью по меньшей мере частично вдавить ее в эту поверхность.
Решетка 2 изготавливается из металла более твердого, чем основной металл поверхности 1 пластины в форме диска. На фиг.3 показана начальная фаза наложения металлической решетки 2 на поверхность диска 1.
Под действием вертикального усилия, развиваемого падающим молотом 3 (фиг.2) и приложенного к решетке 2, эта решетка погружается или вдавливается в толщу металла диска 1, как показано на фиг.4. (частичное вдавливание). Глубина погружения решетки в основной металл пластины зависит от величины усилия, приложенного к решетке 2 и прижимающего ее к поверхности диска 1, а также от относительной твердости металлов, из которых изготовлены решетки 2 и диск 1, и диаметра проволоки, из которой была изготовлена решетка 2.
В случае, схематично показанном на фиг.4, металлическая решетка 2 погружена в металл диска 1 на глубину, соответствующую примерно половине диаметра проволоки, которая была использована для изготовления решетки 2.
Прикладывая большее по величине штамповочное усилие, можно вдавливать металлическую решетку 2 в металл диска 1 полностью, на всю ее толщину, как это показано на фиг.6.
Предпочтительным во многих отношениях и относительно мягким металлом для изготовления диска 1 в соответствии с предлагаемым изобретением является алюминий. В то же время, этим относительно мягким металлом могут быть также медь, олово, свинец или сплавы одного или нескольких из этих металлов, а также любые другие подходящие для данного практического применения металлы и сплавы.
Решетка 2 может быть изготовлена из железистой стали, обладающей магнитными свойствами, или из какого-либо другого металла, подходящего для данного случая практического применения предлагаемого изобретения.
В случае использования решетки 2, изготовленной из металла, обладающего магнитными свойствами, эта решетка, жестко закрепленная на поверхности диска 1, не только усиливает и делает более жестким этот диск, но и придает этому диску способность к индукционному нагреву.
Решетка 2 в соответствии с предлагаемым изобретением может, таким образом, с успехом быть изготовлена из нержавеющей стали, обладающей магнитными свойствами и более твердой, чем алюминий.
В том случае, когда диск 1 изготавливается из алюминия, а решетка 2 делается из нержавеющей стали и состоит из проволоки диаметром от одного до нескольких десятков миллиметров, используемое усилие при штамповке должно составлять не менее 10 тонн на квадратный сантиметр поверхности.
Металлическая решетка 2 в соответствии с предлагаемым изобретением может иметь ячейки любой другой формы квадратные, прямоугольные, шестиугольные, круглые и другие.
Металлическая решетка 2 в соответствии с предлагаемым изобретением может быть выполнена не только из проволоки, но может также представлять собой перфорированный или надрезанный и растянутый металлический лист.
В варианте практической реализации изобретения, показанном на фиг.7, металлическая пластина 1 содержит на двух своих плоских сторонах металлический элемент 2 в форме перфорированного листа, имеющего отверстия 4. Эти два металлических элемента 2 полностью вдавлены штампованием в металл пластины 1 и в этом случае металл пластины 1 полностью заполняет отверстия 4 металлических перфорированных листов 2.
Разумеется, что толщина перфорированных металлических листов 2 должна быть весьма незначительной по сравнению с толщиной пластины 1 основного металла. Операция штампования предполагает приложение к пакету, состоящему из перфорированного листа 2, пластины 1 и еще одного перфорированного листа 2, давящего усилия, достаточного для того, чтобы оба перфорированных листа 2 могли войти в толщу относительно мягкого металла пластины 1 и чтобы металл этой пластины 1 мог вследствие своей пластичности затечь в отверстие 4 перфорированных листов 2. В результате такого штампования образуется композитная пластина, показанная на фиг.7.
Оба упомянутых выше металлических элемента или перфорированных листа 2 могут быть изготовлены из одинаковых металлов или сплавов. Пластина 1, например, может быть изготовлена из мягкого металла, такого как алюминий или медь, а перфорированные листы могут быть сделаны из более твердого металла, такого, например, как нержавеющая сталь.
В этом случае после соответствующей штамповки, обеспечивающей жесткое соединение перфорированных листов с металлом пластины, получается композитная пластина, обладающая двумя жесткими сторонами, устойчивыми к истиранию и к механическим ударам. Кроме того, такая композитная пластина демонстрирует значительно повышенную устойчивость к деформациям, связанным с механическими или термическими воздействиями, сохраняя при этом без существенных изменений основные свойства алюминия (легкость и хорошая теплопроводность) или меди (хорошая теплопроводность).
Однако упомянутые выше два металлических элемента или перфорированных листа 2 могут быть изготовлена и из различных металлов или сплавов. В этом случае получаемая в результате штамповки композитная пластина будет обладать двумя сторонами, имеющими различные механические или термические свойства, что может оказаться предпочтительным в некоторых вариантах практического применения предлагаемого изобретения. В этом случае, как и в случае, описанном выше, полученная таким образом композитная пластина также будет в основном сохранять те преимущества, которыми обладает используемый основной металл пластины.
На фиг.8 представлен вид в разрезе одного из возможных вариантов практической реализации предлагаемого изобретения, в котором стенка некоторого конечного изделия, например кулинарного сосуда, содержит пластину 1, изготовленную из мягкого металла, на которой методом холодной штамповки или удара закреплен перфорированный металлический лист 2 или решетка, изготовленные из какого-либо другого металла.
В соответствии с предлагаемым изобретением поверхность упомянутого выше перфорированного металлического листа 2, противоположная пластине 1, имеет покрытие 5, выполненное из металла, идентичного основному металлу пластины.
Таким образом, в случае применения предлагаемого изобретения для создания кулинарного сосуда (например, кастрюли или сковороды) пластина 1 изготавливается из алюминия, а перфорированный лист 2 изготавливается из стали и покрывается сверху слоем алюминия 5. Вследствие этого поверхность пластины 1, на которой закрепляется упомянутый выше перфорированный лист 2, а также поверхность этого перфорированного листа 2 может быть покрыта сплошным слоем эмали 6, как показано на фиг.8.
В примере практической реализации предлагаемого изобретения, показанном на фиг.8, поверхность пластины 1 и поверхность перфорированного листа 2, совместно покрытые слоем эмали 6, располагается на одном уровне и как бы продолжают друг друга. Таким образом, в данном случае слой эмали 6 полностью маскирует стальной перфорированный лист 2. Благодаря наличию слоя алюминия 5, который покрывает поверхность стального перфорированного листа 2, слой эмали 6 одинаково хорошо сцепляется как с этим перфорированным листом, так и с алюминиевой пластиной 1. С другой стороны, этот слой эмали 6 предохраняет стальной перфорированный лист от окисления и облегчает очистку алюминиевой поверхности.
Упомянутый выше стальной перфорированный лист 2 может быть жестко закреплен как на наружной, так и на внутренней поверхности днища кулинарного сосуда. Благодаря наличию этого металлического перфорированного листа из стали или другого металла, обладающего магнитными свойствами, такой кулинарный сосуд может быть использован для индукционного нагрева при сохранении всех преимуществ, присущих кулинарным сосудам из алюминия.
В примере практической реализации предлагаемого изобретения, показанном на фиг.9, поверхность стального перфорированного листа 2 несколько выступает относительно поверхности алюминиевой пластины 1. В этом случае эмалевое покрытие 6 образует рельеф с выступами и впадинами, повторяющий очертания выступающего из алюминиевой пластины перфорированного листа 2.
Полученная описанным выше образом рельефность слоя эмали 6а позволяет локализовать износ слоя эмали в процессе эксплуатации данного изделия в дискретных зонах таким образом, что расположенные во впадинах части эмалевого покрытия в течение длительного времени сохраняют свой первоначальный блеск.
Разумеется, упомянутый выше слой эмали 6 может быть заменен на слой фторуглеродной смолы, такой, например, как политетрафторэтилен.
Сцепление слоя политетрафторэтилена с поверхность алюминия осуществляется благодаря предварительной обработке этой поверхности кислотой, в результате чего на поверхности алюминия образуются способствующие хорошему сцеплению шероховатости, а следствие того, что металлический перфорированный лист 2 также будет покрыт слоем алюминия, эти шероховатости будут созданы и на поверхности перфорированного листа 2, что обеспечивает одинаково хорошее сцепление слоя политетрафторэтилена как с поверхностью алюминия, образующего пластину 1, так и с поверхностью перфорированного листа 2.
В случае практической реализации предлагаемого изобретения, показанном на фиг.10 и 11, композитная пластина 30 содержит две металлические пластины 7 и 8, скрепленные между собой посредством расположенного между ними металлического элемента или перфорированного листа 9 с отверстиями 10, который частично вдавлен в металл одной пластины 7 и частично вдавлен в металл другой пластины 8 так, что эти пластины соединяются друг с другом. Пластины 7 и 8 могут быть изготовлены из идентичных металлов или сплавов или из различных металлов или сплавов. Затекание металла двух пластин 7 и 8 в результате штамповки в соответствующих условиях в отверстия 10 перфорированного металлического листа 9 позволяет обеспечить превосходное сцепление двух пластин 7 и 8 между собой.
В примере, показанном на фиг.10 и 11, обе металлические пластины 7 и 8 несут на своих наружных поверхностях металлические элементы 11 и 12, отвечающие данному выше определению. В этом примере композитная пластина 30, выполненная из двух пластин 7 и 8, изготовленных, например, из алюминия, армирована в соответствии с предлагаемым изобретением тремя слоями 9, 11 и 12 металла, имеющего более высокую твердость и механическую прочность, чем алюминий, что позволяет существенно повысить механические свойства композитной пластины.
Кроме того, наличие в составе композитной пластины перфорированных металлических листов 9, 11 и 12 вследствие малой толщины этих листов оказывает весьма незначительное влияние на общий удельный вес композитной пластины. Таким образом, этот удельный вес остается практически равным удельному весу собственно алюминия, лишь ненамного превышая его.
Разумеется, перфорированный металлический лист 9 может иметь природу, отличную от природы двух других перфорированных металлических листов, что в каждом конкретном случае практического применения будет определяться необходимостью получения тех или иных свойств конечного изделия.
В примере практической реализации предлагаемого изобретения, показанном на фиг. 14. композитная пластина 13 содержит три скрепленные между собой металлические пластины 14, 15 и 16, между которыми вставлены металлические элементы или перфорированные листы 17 и 18, отвечающие данному выше определению в соответствии с предлагаемым изобретением. В этом варианте практической реализации металлические перфорированные листы 17 и 18 выполняют в конструкции композитной пластины 13 две следующие основные функции:
прежде всего эти перфорированные металлические листы позволяют обеспечить соединение пластины 15 с пластинами 14 и 16 благодаря затеканию металла упомянутых выше пластин в отверстия перфорированных листов 17 и 18 после штамповки;
с другой стороны, эти металлические перфорированные листы 17 и 18 позволяют механически усилить или армировать композитную пластину 13 для придания ей лучшей устойчивости к возможным механическим воздействиям.
прежде всего эти перфорированные металлические листы позволяют обеспечить соединение пластины 15 с пластинами 14 и 16 благодаря затеканию металла упомянутых выше пластин в отверстия перфорированных листов 17 и 18 после штамповки;
с другой стороны, эти металлические перфорированные листы 17 и 18 позволяют механически усилить или армировать композитную пластину 13 для придания ей лучшей устойчивости к возможным механическим воздействиям.
Все три пластины 14, 15 и 16 могут быть изготовлены из одного и того же относительно мягкого металла, такого, например, как алюминий, однако они могут быть изготовлены и из различных металлов в соответствии с потребностями конкретной области применения. Так, например, обе внешние пластины 14 и 16 могут быть изготовлены из меди, а внутренняя пластина 15 при этом может быть изготовлена из алюминия. Таким образом, внутренняя пластина 15 оказывается покрытой с обеих сторон двумя слоями меди, позволяющей улучшить теплопроводность всей конструкции.
На фиг.15 показан лист 19 из растянутого или развернутого металла, который может заменить собой описанные выше металлические перфорированные листы.
Разумеется, композитные пластины, изготовленные в соответствии с различными описанными выше вариантами практической реализации предлагаемого изобретения, могут быть использованы непосредственно сами по себе в различных промышленных применениях, а также могут служить основой для создания штамповкой или вытяжкой всевозможных изделий. В частности, из материалов на основе таких композитных пластин могут быть изготовлены кухонные или кулинарные сосуды для приготовления пищи, днища которых обладают повышенной стойкостью к абразивному износу или к деформациям, возникающим вследствие термических или механических воздействий.
На фиг. 16 представлена схема построения в соответствии с предлагаемым изобретением кулинарного сосуда, такого, например, как сковорода, кастрюля или форма для приготовления пирога, выполненного на основе алюминиевого листа толщиной от 1 до 3 мм.
На наружной поверхности днища 21 кулинарного сосуда 20 вдавлена штамповочной штамповкой решетка 2 из нержавеющей стали, обладающей магнитными свойствами. Эта стальная решетка полностью погружена в основной металл днища данного кулинарного сосуда, как это показано на фиг.17.
Стальная решетка 2, жестко закрепленная вдавливанием в днище рассматриваемого кулинарного сосуда, придает этому сосуду следующие технические преимущества:
существенно повышается твердость и жесткость днища сосуда, что позволяет ему значительно лучше противостоять износу в процессе эксплуатации;
возрастает устойчивость днища к деформациям, порождаемым резкими изменениями температуры в процессе приготовления пищи. Вследствие этого днище данного кулинарного сосуда остается плоским и передача тепловой энергии от кухонной плиты осуществляется в оптимальных условиях;
данный кулинарный сосуд благодаря наличию решетки из нержавеющей стали, обладающей магнитными свойствами, может быть подвергнут индукционному нагреву;
благодаря тому обстоятельству, что алюминий обладает превосходной теплопроводностью, теплота, накопленная нержавеющей сталью встроенной в толщу алюминия решетки, быстро и единообразно (равномерно) распространяется через днище 21 рассматриваемого кулинарного сосуда;
вследствие того, что решетка из нержавеющей стали не является сплошной, можно несколько снизить скорость диффузии тепла через днище данного кулинарного сосуда и, следовательно, исключить резкий и чрезмерный нагрев находящихся в данном кулинарном сосуде пищевых продуктов;
наличие в конструкции данного кулинарного сосуда жестко закрепленной на его днище решетки из нержавеющей стали лишь незначительно увеличивает стоимость производства такого сосуда и не создает никаких препятствий для штамповки или вытяжки кулинарных и других сосудов из алюминия.
существенно повышается твердость и жесткость днища сосуда, что позволяет ему значительно лучше противостоять износу в процессе эксплуатации;
возрастает устойчивость днища к деформациям, порождаемым резкими изменениями температуры в процессе приготовления пищи. Вследствие этого днище данного кулинарного сосуда остается плоским и передача тепловой энергии от кухонной плиты осуществляется в оптимальных условиях;
данный кулинарный сосуд благодаря наличию решетки из нержавеющей стали, обладающей магнитными свойствами, может быть подвергнут индукционному нагреву;
благодаря тому обстоятельству, что алюминий обладает превосходной теплопроводностью, теплота, накопленная нержавеющей сталью встроенной в толщу алюминия решетки, быстро и единообразно (равномерно) распространяется через днище 21 рассматриваемого кулинарного сосуда;
вследствие того, что решетка из нержавеющей стали не является сплошной, можно несколько снизить скорость диффузии тепла через днище данного кулинарного сосуда и, следовательно, исключить резкий и чрезмерный нагрев находящихся в данном кулинарном сосуде пищевых продуктов;
наличие в конструкции данного кулинарного сосуда жестко закрепленной на его днище решетки из нержавеющей стали лишь незначительно увеличивает стоимость производства такого сосуда и не создает никаких препятствий для штамповки или вытяжки кулинарных и других сосудов из алюминия.
Таким образом, описанный выше кулинарный сосуд обладает всеми преимуществами, связанными с использованием в качестве материала для его изготовления алюминия, приобретая в то же время целый ряд дополнительных преимуществ, создаваемых наличием встроенной решетки из нержавеющей стали.
В тех случаях, когда особенности практического применения данного сосуда не требуют использования индукционного нагрева, упомянутая выше решетка может быть изготовлена из обычной стали или любого другого металла, обладающего более высокой твердостью, чем алюминий.
На фиг.18 представлен другой кулинарный сосуд 25 из алюминия в соответствии с предлагаемым изобретением, днище 26 которого на его внутренней стороне имеет жестко закрепленную решетку 2, изготовленную, например, из нержавеющей или любой другой относительно твердой стали.
На фиг. 19 видно, что в данном случае эта решетка 2 лишь частично вдавлена в металл днища 26 таким образом, что она несколько выступает над внутренней поверхностью этого алюминиевого днища 26.
В описанном выше примере антиадгезивное (противопригарное) покрытие 27, выполненное, например, из политетрафторэтилена, покрывает собственно внутреннюю поверхность днища сосуда 26, а также решетку 2. Вследствие того, что эта решетка выступает над поверхностью днища сосуда, покрытие 27 образует на внутренней поверхности днища данного сосуда рельефную структуру.
Такой вариант практической реализации предлагаемого изобретения обладает следующими техническими преимуществами:
наличие металлической решетки 2, выступающей над поверхностью днища 26 кулинарного сосуда, придает повышенную прочность этой поверхности, что позволяет нанесенному на нее антиадгезионному покрытию более успешно противостоять воздействию режущих и колющих инструментов, используемых в процессе приготовления пищи и мытья кулинарной посуды. Действительно, режущий инструмент, воздействующий на днище такого сосуда, не достигает относительно мягкой поверхности алюминия, поскольку достаточно густая решетка из нержавеющей стали выступает над этой поверхностью. Следовательно, такой режущий инструмент затрагивает только выступающие части достаточно твердой стальной решетки таким образом, что только часть нанесенного на нее покрытия может пострадать от подобного воздействия. Эти повреждения, однако, останутся практически невидимыми, поскольку они будут локализованы в весьма малых по площади зонах выступающих частей решетки;
в то же время то обстоятельство, что благодаря наложенной на алюминиевую поверхность днища кулинарного сосуда стальной решетке 2 антиадгезионной покрытие образует на внутренней поверхности днища данного кулинарного сосуда регулярную рельефную структуру, позволяет ограничить площадь непосредственного контакта находящихся в данном сосуде пищевых продуктов с поверхностью сосуда, что, в свою очередь, еще больше ограничивает вероятность прилипания или пригорания этих продуктов на внутренней поверхности построенного таким образом кулинарного сосуда.
наличие металлической решетки 2, выступающей над поверхностью днища 26 кулинарного сосуда, придает повышенную прочность этой поверхности, что позволяет нанесенному на нее антиадгезионному покрытию более успешно противостоять воздействию режущих и колющих инструментов, используемых в процессе приготовления пищи и мытья кулинарной посуды. Действительно, режущий инструмент, воздействующий на днище такого сосуда, не достигает относительно мягкой поверхности алюминия, поскольку достаточно густая решетка из нержавеющей стали выступает над этой поверхностью. Следовательно, такой режущий инструмент затрагивает только выступающие части достаточно твердой стальной решетки таким образом, что только часть нанесенного на нее покрытия может пострадать от подобного воздействия. Эти повреждения, однако, останутся практически невидимыми, поскольку они будут локализованы в весьма малых по площади зонах выступающих частей решетки;
в то же время то обстоятельство, что благодаря наложенной на алюминиевую поверхность днища кулинарного сосуда стальной решетке 2 антиадгезионной покрытие образует на внутренней поверхности днища данного кулинарного сосуда регулярную рельефную структуру, позволяет ограничить площадь непосредственного контакта находящихся в данном сосуде пищевых продуктов с поверхностью сосуда, что, в свою очередь, еще больше ограничивает вероятность прилипания или пригорания этих продуктов на внутренней поверхности построенного таким образом кулинарного сосуда.
Для того чтобы описанные выше преимущества данной конструкции кулинарного сосуда были реализованы в полном объеме, предпочтительно использовать металлическую решетку, для которой расстояние между соседними проволоками не превышает несколько миллиметров.
Предлагаемое изобретение не ограничивается применением только в области производства кухонной или кулинарной посуды и может быть использовано во многих других областях. Действительно, это изобретение может быть использовано в любой области техники, где необходимо для тех или иных целей модифицировать свойства поверхности какого-либо металла путем вдавливания в нее решетки из другого металла.
Эта решетка может быть выполнена из переплетенных между собой или соединенных сваркой проволок таким образом, чтобы образовались ячейки произвольной формы. Кроме того, проволоки, образующие решетку, могут иметь не только круглое, но и квадратное и любое другое сечение.
Кроме того, в представленных выше практических реализациях предполагаемого изобретения решетка, сплетенная или сваренная из проволоки круглого сечения, может быть заменена листом, сделанным, например, из алюминия и перфорированным круглыми отверстиями диаметром 0,75 мм с шагом порядка 1,5 мм.
Разумеется, предлагаемое изобретение ни в коем случае не ограничивается лишь теми примерами практической реализации, которые были здесь описаны выше. В любом из этих примеров вполне возможно внесение многочисленных модификаций, не выходящих однако за рамки предлагаемого изобретения.
В частности, различные способы изготовления тех или иных конечных изделий, описанные здесь, могут стать объектом всевозможных комбинаций как между собой, так и совместно с другими техническими и технологическими приемами и способами, предпочтительными в рассматриваемом случае практической реализации предлагаемого изобретения, если эти комбинации позволяют в еще больше степени усовершенствовать характеристики получаемых изделий, в частности хозяйственных и кулинарных сосудов, не выходя при этом, однако, за рамки предлагаемого изобретения.
Можно, например, использовать вставные металлические элементы перфорированные листы или решетки самых разнообразных форм и конфигураций и соединять их с пластинами относительно мягкого металла методом холодной или горячей штамповки, ударом или прокаткой. Вставляя эти металлические элементы между пластинами относительно мягкого металла, можно получать пластины композитной структуры, содержащие произвольное число слоев.
По меньшей мере на одной из сторон пластины из относительно мягкого металла или композитной пластины можно описанным выше способом жестко закрепить решетку или перфорированный лист из более твердого металла, причем наружная поверхность этой решетки или перфорированного листа может быть при желании покрыта слоем того же металла, который образует саму пластину, а поверх этого металлического покрытия опять же по желанию может быть наложен слой эмалевого покрытия или слой фтоpуглеродистой смолы.
Claims (19)
1. Многослойный материал, содержащий основной слой из относительно мягкого металла и металлический элемент, выполненный из другого более твердого металла или сплава, скрепленные между собой, отличающийся тем, что элемент из более твердого металла или сплава выполнен в форме перфорированного листа или решетки и жестко закреплен на слое из относительно мягкого металла штамповкой или ударом с его вдавливанием в этот слой.
2. Материал по п.1, отличающийся тем, что на каждой из двух сторон слоя из относительно мягкого металла жестко закреплены металлические элементы из другого более твердого металла или сплава, выполненные в форме перфорированного листа или решетки.
3. Материал по п. 2, отличающийся тем, что оба металлических элемента изготовлены из одного и того же металла или сплава.
4. Материал по п. 2, отличающийся тем, что оба металлических элемента выполнены из различных металлов или сплавов.
5. Материал по пп.1 и 2, отличающийся тем, что поверхность элемента или по меньшей мере одного из элементов из твердого металла или сплава, противоположная слою из относительно мягкого металла, имеет покрытие из этого относительно мягкого металла.
6. Материал по п.5, отличающийся тем, что основной слой изготовлен из алюминия, а металлический элемент или металлические элементы в виде перфорированных листов или решеток выполнены из стали с покрытием из алюминия, причем каждая поверхность алюминиевого слоя, на котором закреплен или закреплены металлические элементы, покрыта эмалью или фторуглеродистой смолой.
7. Материал по п.6, отличающийся тем, что поверхность алюминиевого слоя и поверхность покрытия металлического элемента расположены на одном уровне, продолжая друг друга, и покрыты сплошным слоем эмали или фторуглеродистой смолы.
8. Материал по п. 6, отличающийся тем, что поверхность металлического элемента, выполненного в виде перфорированного листа или решетки из стали, выполнена выступающей над уровнем поверхности алюминиевого слоя.
9. Материал по п.1, отличающийся тем, что он содержит по меньшей мере два слоя из относительно мягкого металла, соединенные между собой, причем между ними расположен элемент из твердого металла, выполненный в форме перфорированного листа или решетки и частично вдавленный в металл каждого из соединенных слоев.
10. Материал по п.1, отличающийся тем, что оба слоя изготовлены из одного и того же относительно мягкого металла или сплава.
11. Материал по п.9, отличающийся тем, что два слоя изготовлены из разных относительно мягких металлов или сплавов.
12. Материал по одному из пп.9 11, отличающийся тем, что по меньшей мере один из соединенных слоев на своей внешней стороне снабжен жестко закрепленным дополнительным металлическим элементом в форме перфорированного листа или решетки, причем этот элемент закреплен штамповкой с по меньшей мере частичным его вдавливанием в металл на внешней поверхности указанного слоя.
13. Материал по одному из пп.1 8, отличающийся тем, что он содержит по меньшей мере три слоя из относительно мягкого металла, соединенные друг с другом, причем в каждой плоскости соединения этих слоев расположен элемент из твердого металла, выполненный в форме перфорированного листа или решетки.
14. Кулинарный сосуд, содержащий стенки и днище, выполненные из относительно мягкого металла с металлическим элементом из другого более твердого металла, отличающийся тем, что металлический элемент из твердого металла выполнен в форме решетки, расположен на наружной поверхности днища кулинарного сосуда и закреплен на ней.
15. Сосуд по п.14, отличающийся тем, что в качестве относительно мягкого металла используют алюминиевый лист, а в качестве элемента из более твердого металла решетку из нержавеющей стали, обладающей магнитными свойствами для индукционного нагрева.
16. Сосуд по п.14, отличающийся тем, что металлическая решетка размещена и закреплена на внутренней поверхности днища.
17. Сосуд по п.16, отличающийся тем, что металлическая решетка лишь частично вдавлена в металл внутренней поверхности днища.
18. Сосуд по п.16, отличающийся тем, что металлическая решетка выполнена немного выступающей над поверхностью днища и поверхность днища имеет антиадгезионное покрытие.
19. Сосуд по пп.14 18, отличающийся тем, что металлическая решетка выполнена в виде листа с отверстиями.
Приоритет по пунктам:
27.03.91 по пп.1 5,
10.01.92 по пп.6 8;
26.07.91 по пп.9 19.
27.03.91 по пп.1 5,
10.01.92 по пп.6 8;
26.07.91 по пп.9 19.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9103695A FR2674463B1 (fr) | 1991-03-27 | 1991-03-27 | Procede pour modifier les caracteristiques de la surface d'un metal, articles et recipients notamment culinaires obtenus. |
| FR91-03695 | 1991-03-27 | ||
| FR91-09500 | 1991-07-26 | ||
| FR9109500A FR2679472B1 (fr) | 1991-07-26 | 1991-07-26 | Perfectionnements aux objets realises a partir d'une plaque metallique. |
| FR92-00221 | 1992-01-10 | ||
| FR9200221A FR2686035B1 (fr) | 1992-01-10 | 1992-01-10 | Article realise a partir d'une plaque metallique, notamment recipient de cuisson. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2060164C1 true RU2060164C1 (ru) | 1996-05-20 |
Family
ID=27252425
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU925011219A RU2060164C1 (ru) | 1991-03-27 | 1992-03-26 | Многослойный материал и кулинарный сосуд, выполненный из этого материала |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US5506062A (ru) |
| EP (1) | EP0509860B1 (ru) |
| JP (1) | JP2642828B2 (ru) |
| KR (1) | KR100239874B1 (ru) |
| AT (1) | ATE138833T1 (ru) |
| CA (1) | CA2064136C (ru) |
| DE (2) | DE509860T1 (ru) |
| DK (1) | DK0509860T3 (ru) |
| ES (1) | ES2036998T3 (ru) |
| GR (2) | GR930300028T1 (ru) |
| MX (1) | MX9201320A (ru) |
| RU (1) | RU2060164C1 (ru) |
| TW (1) | TW245688B (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2463940C2 (ru) * | 2007-08-01 | 2012-10-20 | Себ Са | Кухонное изделие с препятствующими деформациям удлиненными щелями |
Families Citing this family (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2693093B1 (fr) * | 1992-07-06 | 1994-09-02 | Seb Sa | Ustensile culinaire à fond thermoconducteur. |
| FR2702255B1 (fr) * | 1993-03-03 | 1995-05-24 | Seb Sa | Procédé pour fixer sur le fond d'un récipient culinaire, une grille ou plaque perforée. |
| FR2711050B1 (fr) * | 1993-10-13 | 1995-12-29 | Seb Sa | Récipient à cuisson à fond indéformable. |
| FR2711051B1 (fr) * | 1993-10-13 | 1995-12-29 | Seb Sa | Récipient de cuisson à déformation de fond maîtrisée. |
| DE9315661U1 (de) * | 1993-10-14 | 1994-02-24 | Fa. Alfred Herzog, 58540 Meinerzhagen | Kochgeschirr mit einer Aluminiumbodenplatte |
| KR100308668B1 (ko) * | 1994-01-21 | 2001-11-30 | 폴 리비에르 | 금속표면의특성변경법 |
| FR2716101B1 (fr) * | 1994-02-15 | 1996-04-26 | Seb Sa | Récipient culinaire à fond renforcé et son procédé de fabrication. |
| TR28616A (tr) * | 1994-02-15 | 1996-11-25 | Seb Sa | Dibindeki deformasyona hakim olunabilen pisirme kabi. |
| DE59407882D1 (de) * | 1994-03-18 | 1999-04-08 | Clad Lizenz Ag | Mehrschichtiger, kaltverformbarer und tiefziehfähiger Verbundkörper aus Metall |
| KR970008068B1 (ko) * | 1994-04-21 | 1997-05-20 | 주식회사 셰프라인금속 | 복수의 재질이 동일 바닥면을 형성하는 주방용기 및 그 제조방법 |
| FI101260B (fi) * | 1995-04-20 | 1998-05-29 | Rondex Oy Ltd | Menetelmä metalliosien liittämiseksi toisiinsa |
| KR100436956B1 (ko) * | 1995-07-06 | 2004-11-16 | 가부시키가이샤 쇼와엔뎃츠 | 피복재 |
| CN1043060C (zh) * | 1995-07-21 | 1999-04-21 | 洪国治 | 一种用以储存氢气及制备氢化物电极的材料 |
| FR2741553B1 (fr) * | 1995-11-27 | 1998-01-30 | Seb Sa | Procede de fabrication d'un recipient de cuisson et recipient obtenu |
| DE19730647C2 (de) * | 1997-07-17 | 2000-08-10 | Thyssen Stahl Ag | Leichtbauplatte aus Metall in Form einer Höckerplatte und Verfahren zu ihrer Herstellung |
| US5989749A (en) * | 1997-11-26 | 1999-11-23 | Johnson Controls Technology Company | Stamped battery grid |
| US6203948B1 (en) | 1997-11-26 | 2001-03-20 | Johnson Controls Technology Company | Stamped grid having offset horizontal wires |
| US6334246B1 (en) * | 1998-04-09 | 2002-01-01 | Attrezzeria M.V. Di Marin Visino Ec. S.N.C. | Method for fixing an additional bottom to the external surface of the bottom of a container |
| FR2780626B1 (fr) | 1998-07-01 | 2000-09-08 | Seb Sa | Recipient de cuisson dont le fond est renforce par une plaque et des gorges radiales |
| FR2783445B1 (fr) * | 1998-09-17 | 2000-12-08 | Seb Sa | Procede pour augmenter la resistance a la rayure et a l'usure d'un revetement anti-adhesif applique sur une plaque en aluminium |
| IT1309067B1 (it) * | 1999-01-22 | 2002-01-16 | Marino Scaburri | Sistema per il riscaldamento ad induzione di corpi in genere, inspecie per la cottura di cibi |
| US6221507B1 (en) * | 1999-04-06 | 2001-04-24 | Lockhart Industries | High temperature laminated structural panels and method of producing the same |
| EP1052055A1 (en) * | 1999-05-04 | 2000-11-15 | Società Italiana Pentole S.p.A. | Process for the manufacture of cooking vessels and vessel obtained according to such process |
| US6245462B1 (en) | 1999-05-20 | 2001-06-12 | Johnson Controls Technology Company | Battery grid and method of making |
| US6274274B1 (en) | 1999-07-09 | 2001-08-14 | Johnson Controls Technology Company | Modification of the shape/surface finish of battery grid wires to improve paste adhesion |
| US6035766A (en) * | 1999-07-09 | 2000-03-14 | Schirmer; Patricia C. | Multi-heating zone cooking pot construction |
| US6216332B1 (en) * | 1999-11-02 | 2001-04-17 | Ching-Chuan Jou | Method of manufacturing a non-stick pan |
| FR2819975A1 (fr) * | 2001-01-22 | 2002-07-26 | Gerard Roquillon | Ensemble ferromagnetique pour plateau chauffe par induction |
| DE10120500B4 (de) * | 2001-04-26 | 2004-08-19 | Eisfink Max Maier Gmbh & Co. Kg | Induktionsgrillplatte und damit hergestellter Induktionsgrill |
| KR100460418B1 (ko) * | 2001-06-08 | 2004-12-08 | 박노수 | 배수구용 금속판제 여과기의 제조방법 |
| JP4062994B2 (ja) * | 2001-08-28 | 2008-03-19 | 株式会社豊田自動織機 | 放熱用基板材、複合材及びその製造方法 |
| KR100427602B1 (ko) * | 2002-02-26 | 2004-04-28 | 김명석 | 다중바닥을 구비한 주방용기와 그 제조방법 |
| KR100436281B1 (ko) * | 2002-03-05 | 2004-06-16 | 이명곤 | 음식 조리용 팬 및 이의 제조방법 |
| JP4471646B2 (ja) * | 2003-01-15 | 2010-06-02 | 株式会社豊田自動織機 | 複合材及びその製造方法 |
| US7097064B2 (en) * | 2004-01-28 | 2006-08-29 | Meyer Intellectual Properties Limited | Double wall cooking vessel |
| US7337518B2 (en) * | 2004-03-19 | 2008-03-04 | Meyer Intellectual Properties Limited | Method of fabricating titanium lined composite cookware |
| FR2872692B1 (fr) | 2004-07-07 | 2008-01-25 | Seb Sa | Article emaille comprenant un revetement compatible avec un mode de chauffage par induction et son procede de fabrication |
| WO2006043741A1 (en) * | 2004-10-19 | 2006-04-27 | Cho, Kwan Hyoung | Cooking implement |
| US20060216595A1 (en) * | 2005-03-22 | 2006-09-28 | Holliday Rex W | Battery assembly having improved lug profile |
| KR101317113B1 (ko) | 2005-05-23 | 2013-10-11 | 존슨 컨트롤스 테크놀러지 컴퍼니 | 배터리 그리드 |
| US7571530B2 (en) * | 2006-09-25 | 2009-08-11 | Gee Woen Park | Method for manufacturing cooking vessel |
| US20080142526A1 (en) * | 2006-12-19 | 2008-06-19 | Meyer Intellectual Properties Limited | Induction Cookware |
| DE202006019215U1 (de) * | 2006-12-20 | 2008-04-30 | Eisfink Max Maier Gmbh & Co. Kg | Metallisches Mehrschichtmaterial zum Einsatz als Heiz- oder Kühlplatte |
| KR20090125253A (ko) * | 2007-03-02 | 2009-12-04 | 존슨 컨트롤스 테크놀러지 컴퍼니 | 배터리용 음극 그리드 |
| JP2008220470A (ja) * | 2007-03-09 | 2008-09-25 | Tiger Vacuum Bottle Co Ltd | 電気炊飯器 |
| FR2913898B1 (fr) | 2007-03-23 | 2009-05-08 | Alcan Rhenalu Sa | Element structural en alliage d'aluminium incluant un capteur optique. |
| US20090176126A1 (en) * | 2008-01-09 | 2009-07-09 | Jiing Tung Tec. Metal Co., Ltd. | Magnesium metal product with reinforcing structure |
| US10040118B2 (en) * | 2009-08-19 | 2018-08-07 | All-Clad Metalcrafters Llc | Graphite encapsulated cookware |
| EP2332721A1 (de) * | 2009-12-10 | 2011-06-15 | ETH Zurich | Verbundmaterial |
| KR101780759B1 (ko) | 2010-03-03 | 2017-09-21 | 존슨 컨트롤스 테크놀러지 컴퍼니 | 배터리 그리드 및 배터리 그리드 제조 방법 |
| MX2012011756A (es) | 2010-04-14 | 2012-12-17 | Johnson Controls Tech Co | Bateria, ensamble de placa de bateria, y metodo de ensamble. |
| US9748578B2 (en) | 2010-04-14 | 2017-08-29 | Johnson Controls Technology Company | Battery and battery plate assembly |
| CH703032A2 (de) * | 2010-04-25 | 2011-10-31 | Johan Laubscher | Kochgeschirr mit einem deformationsfreien Boden und Verfahren zu seiner Herstellung. |
| US10709290B2 (en) * | 2011-05-12 | 2020-07-14 | Tvs S.P.A. | Container for cooking food and method for its realisation |
| TW201251558A (en) * | 2011-06-14 | 2012-12-16 | Compal Electronics Inc | Method for manufacturing three-dimentional workpiece |
| US9761883B2 (en) | 2011-11-03 | 2017-09-12 | Johnson Controls Technology Company | Battery grid with varied corrosion resistance |
| WO2013142151A1 (en) * | 2012-03-20 | 2013-09-26 | Meyer Intellectual Properties Ltd. | Cookware with metal mesh embedded in the base |
| US10081163B2 (en) | 2013-03-15 | 2018-09-25 | All-Clad Metalcrafters Llc | Cooking utensil having a graphite core |
| EP3607858B1 (en) * | 2013-03-15 | 2022-08-24 | All-Clad Metalcrafters LLC | Cookware with selectively bonded layers |
| DE202013012569U1 (de) | 2013-10-08 | 2017-07-17 | Johnson Controls Autobatterie Gmbh & Co. Kgaa | Gitteranordnung für eine plattenförmige Batterieelektrode eines elektrochemischen Akkumulators sowie Akkumulator |
| DE102013111667A1 (de) | 2013-10-23 | 2015-04-23 | Johnson Controls Autobatterie Gmbh & Co. Kgaa | Gitteranordnung für eine plattenförmige Batterieelektrode und Akkumulator |
| WO2015114581A1 (en) * | 2014-01-31 | 2015-08-06 | Tvs S.P.A. | Vessel for food cooking and method for its obtainment |
| EP3414492B1 (en) | 2016-02-11 | 2023-09-06 | Meyer Intellectual Properties Limited | Cooking vessel with a thermal sensor |
| BR112018067425B1 (pt) * | 2016-02-25 | 2022-09-13 | Meyer Intellectual Properties Ltd. | Artigo com superfície de preparação de alimento não aderente reforçada |
| ES2667044B1 (es) * | 2016-11-07 | 2019-02-12 | Bsh Electrodomesticos Espana Sa | Base de batería de cocción |
| IT201700059381A1 (it) * | 2017-05-31 | 2018-12-01 | Steel Pan S R L | Un articolo da cottura per alimenti |
| FR3070246B1 (fr) * | 2017-08-30 | 2020-10-02 | Seb Sa | Recipient de cuisson comportant un fond muni d'elements ferromagnetiques independants |
| US11364706B2 (en) * | 2018-12-19 | 2022-06-21 | All-Clad Metalcrafters, L.L.C. | Cookware having a graphite core |
| IT201900009378A1 (it) * | 2019-06-18 | 2020-12-18 | Ballarini Paolo & Figli Spa | Recipiente per la cottura di alimenti con parete di fondo con foratura bilanciata |
| DE102019126012A1 (de) * | 2019-09-26 | 2021-04-01 | Te Connectivity Germany Gmbh | Schweißverfahren |
| EP3861901B1 (en) * | 2020-02-07 | 2024-01-17 | TVS S.p.A. | Container for cooking food and process for making the same |
| JP7416967B2 (ja) * | 2020-02-24 | 2024-01-17 | マイヤー インテレクチュアル プロパティーズ リミテッド | 底部に埋め込まれた金属メッシュを備える調理器具 |
| CN112548514A (zh) * | 2020-11-13 | 2021-03-26 | 苏建云 | 一种作坊用铜火锅炭火架自动装配机 |
| BE1030587B1 (nl) * | 2022-06-03 | 2024-01-08 | Apollo Topco | Voor inductie geschikt kookgerei met geweven draadgaas in de bodem |
| DE202024103903U1 (de) | 2023-07-17 | 2024-07-25 | Seb S.A. | Metallischer Gargutträger, der durch Induktion beheizt werden kann |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1280908A (en) * | 1916-02-05 | 1918-10-08 | Metalco Company | Reinforced metal. |
| US1730034A (en) * | 1925-11-18 | 1929-10-01 | Faulk Jacob | Cooking utensil |
| DE715630C (de) * | 1939-03-04 | 1942-01-05 | Carl Cordt | Kochtopf aus Aluminium mit einem durch aufgepresste Auflagen verstaerkten Boden |
| CH218334A (de) * | 1940-10-30 | 1941-12-15 | Egloff & Co A G | Verfahren zur Herstellung eines Kochgeschirres mit verdicktem Boden und nach dem Verfahren hergestelltes Kochgeschirr. |
| CH227769A (fr) * | 1942-09-11 | 1943-07-15 | Albertini Auguste | Fond de casserole renforcé et procédé pour sa fabrication. |
| FR923673A (fr) * | 1946-02-12 | 1947-07-15 | Perfectionnements aux ustensiles de cuisine en métaux et alliages légers | |
| US3017492A (en) * | 1958-03-25 | 1962-01-16 | Sunbeam Corp | Electric heating device and method of making the same |
| US3406446A (en) * | 1963-10-29 | 1968-10-22 | Stephen A. Muldovan | Method of manufacturing laminated metal panel |
| FR1404629A (fr) * | 1964-05-22 | 1965-07-02 | Aluminium Francais | Procédé de fabrication de pièces en métaux relativement tendres munies d'inserts et produits obtenus |
| US3399332A (en) * | 1965-12-29 | 1968-08-27 | Texas Instruments Inc | Heat-dissipating support for semiconductor device |
| US3788513A (en) * | 1970-01-15 | 1974-01-29 | N Racz | Laminated cookware |
| FR2302174A1 (fr) * | 1975-02-25 | 1976-09-24 | Elpag Ag Chur | Procede de liaison a froid de pieces metalliques sous l'effet d'une force de compression |
| JPS5283868U (ru) * | 1975-12-12 | 1977-06-22 | ||
| JPS5283868A (en) * | 1976-01-01 | 1977-07-13 | Takeda Chem Ind Ltd | 3-cephem derivatives |
| DE2900671A1 (de) * | 1978-01-26 | 1979-08-02 | Amc Int Alfa Metalcraft Corp | Gefaess aus rostfreiem stahl mit einem waerme ausstrahlenden boden |
| US4283464A (en) * | 1979-05-08 | 1981-08-11 | Norman Hascoe | Prefabricated composite metallic heat-transmitting plate unit |
| NL7907994A (nl) * | 1979-10-31 | 1981-06-01 | Theophil Ryser | Roestvrij stalen vat. |
| US4427993A (en) * | 1980-11-21 | 1984-01-24 | General Electric Company | Thermal stress relieving bimetallic plate |
| JPS5865121A (ja) * | 1981-10-13 | 1983-04-18 | アサヒ軽金属工業株式会社 | 熱伝導良好な受熱面を形成した鍋及びその製造方法 |
| JPS58188415A (ja) * | 1982-04-27 | 1983-11-02 | 有限会社南田総業 | 調理容器 |
| US4544818A (en) * | 1982-07-29 | 1985-10-01 | Asahi Giken Kogyo Kabushiki Kaisha | Cooking utensil for induction cooking apparatus |
| NO154221C (no) * | 1982-10-11 | 1986-08-20 | Ardal Og Sunndal Verk | Trelags metall-laminat med bimetalleffekt og anvendelse av dette laminat i kokekar. |
| JPS59179247A (ja) * | 1983-03-31 | 1984-10-11 | Nippon Light Metal Co Ltd | 電磁誘導加熱用容器を製造する方法 |
| JPS6024090U (ja) * | 1983-07-27 | 1985-02-19 | 昭和アルミニウム株式会社 | 電磁誘導加熱調理器用器物 |
| JPS6024090A (ja) * | 1984-06-28 | 1985-02-06 | 松下電器産業株式会社 | 印刷配線板 |
| JPS6226905A (ja) * | 1985-07-29 | 1987-02-04 | Nec Eng Ltd | 指向性アンテナ |
| US4614852A (en) * | 1985-07-30 | 1986-09-30 | Nippon Light Metal Company Limited | Electromagnetic induction heating cooking utensil |
| JPH0234436A (ja) * | 1988-07-24 | 1990-02-05 | Mitsubishi Motors Corp | 車両用エンジン制御装置 |
| CA1316303C (en) * | 1988-12-23 | 1993-04-20 | Thijs Eerkes | Composite structure |
| US4968550A (en) * | 1989-04-20 | 1990-11-06 | Indium Corporation Of America | Wire braid reinforced indium |
| EP0432867B1 (en) * | 1989-12-12 | 1996-09-04 | Sumitomo Special Metal Co., Ltd. | Method of preparing a heat-conductive composite material |
| DE9111901U1 (de) * | 1991-09-24 | 1991-11-07 | Theodor Klusendick Gmbh & Co Kg, 5750 Menden | Koch- oder Bratgeschirr aus Metall |
| FR2693894B1 (fr) * | 1992-07-24 | 1994-09-30 | Seb Sa | Procédé pour modifier les caractéristiques d'une surface de métal. |
| FR2702255B1 (fr) * | 1993-03-03 | 1995-05-24 | Seb Sa | Procédé pour fixer sur le fond d'un récipient culinaire, une grille ou plaque perforée. |
-
1992
- 1992-03-25 EP EP92400802A patent/EP0509860B1/fr not_active Expired - Lifetime
- 1992-03-25 ES ES92400802T patent/ES2036998T3/es not_active Expired - Lifetime
- 1992-03-25 DE DE199292400802T patent/DE509860T1/de active Pending
- 1992-03-25 MX MX9201320A patent/MX9201320A/es unknown
- 1992-03-25 AT AT92400802T patent/ATE138833T1/de active
- 1992-03-25 DK DK92400802.2T patent/DK0509860T3/da active
- 1992-03-25 DE DE69211216T patent/DE69211216T2/de not_active Expired - Lifetime
- 1992-03-26 CA CA002064136A patent/CA2064136C/en not_active Expired - Lifetime
- 1992-03-26 RU SU925011219A patent/RU2060164C1/ru active
- 1992-03-26 KR KR1019920004923A patent/KR100239874B1/ko not_active IP Right Cessation
- 1992-03-26 TW TW081102337A patent/TW245688B/zh not_active IP Right Cessation
- 1992-03-27 JP JP4068980A patent/JP2642828B2/ja not_active Expired - Lifetime
-
1993
- 1993-05-24 GR GR930300028T patent/GR930300028T1/el unknown
-
1995
- 1995-02-16 US US08/389,803 patent/US5506062A/en not_active Expired - Lifetime
- 1995-08-14 US US08/514,744 patent/US5694674A/en not_active Expired - Lifetime
-
1996
- 1996-07-31 GR GR960402045T patent/GR3020687T3/el unknown
Non-Patent Citations (1)
| Title |
|---|
| Заявка Франции N 2534187, кл. B 32B 15/18, 1984. Заявка Франции N 2413972, кл. B 32B 15/20, 1979. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2463940C2 (ru) * | 2007-08-01 | 2012-10-20 | Себ Са | Кухонное изделие с препятствующими деформациям удлиненными щелями |
Also Published As
| Publication number | Publication date |
|---|---|
| GR930300028T1 (en) | 1993-05-24 |
| DE69211216D1 (de) | 1996-07-11 |
| KR920017617A (ko) | 1992-10-21 |
| CA2064136C (en) | 1996-12-10 |
| EP0509860B1 (fr) | 1996-06-05 |
| US5506062A (en) | 1996-04-09 |
| ES2036998T1 (es) | 1993-06-16 |
| TW245688B (ru) | 1995-04-21 |
| DE69211216T2 (de) | 1996-11-07 |
| KR100239874B1 (ko) | 2000-01-15 |
| DE509860T1 (de) | 1993-06-09 |
| JPH0591950A (ja) | 1993-04-16 |
| ES2036998T3 (es) | 1996-08-01 |
| ATE138833T1 (de) | 1996-06-15 |
| EP0509860A1 (fr) | 1992-10-21 |
| DK0509860T3 (da) | 1996-06-24 |
| GR3020687T3 (en) | 1996-10-31 |
| CA2064136A1 (en) | 1992-09-28 |
| US5694674A (en) | 1997-12-09 |
| MX9201320A (es) | 1992-10-01 |
| JP2642828B2 (ja) | 1997-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2060164C1 (ru) | Многослойный материал и кулинарный сосуд, выполненный из этого материала | |
| RU2101116C1 (ru) | Способ соединения металлических листов и изделие, полученное этим способом | |
| US5497696A (en) | Cooking vessel with suppressed deformation of the bottom | |
| US7353981B2 (en) | Method of making a composite metal sheet | |
| TWI571537B (zh) | 陽極化包層銅廚具 | |
| US7761971B2 (en) | Cookware with flat interior surface | |
| US5809630A (en) | Method of manufacturing a culinary vessel with reinforced bottom | |
| US20050205646A1 (en) | Titanium lined composite cookware | |
| US9814342B2 (en) | Vessel for cooking food for induction or conventional surfaces | |
| EP1952735A2 (en) | Induction cookware | |
| US20050205582A1 (en) | Titanium based composite cookware | |
| CA2611288A1 (en) | Seasoned ferrous cookware | |
| HU224598B1 (hu) | Főzőedény és eljárás főzőedény gyártására | |
| US2053096A (en) | Cladded cooking utensil | |
| JP2020531148A (ja) | 誘導加熱可能な多層加熱調理支持体 | |
| JP2010088868A (ja) | フェライト系ステンレス鋼の底部およびフェライト系またはオーステナイト系ステンレス鋼のボウルを有する食物調理機器 | |
| CA2415992A1 (en) | Cookware with undulating cooking surface | |
| WO2013142151A1 (en) | Cookware with metal mesh embedded in the base | |
| CA2095312A1 (en) | Cooking utensil and a method of forming same | |
| IE922446A1 (en) | A method of manufacturing a cooking utensil | |
| KR20050053550A (ko) | 주방용기 | |
| EP0928588B1 (en) | Article of cookware with non-stick coating and method of forming the same | |
| KR100453548B1 (ko) | 유도가열기용 조리용기의 제조 방법 | |
| KR20050117691A (ko) | 조리용기 및 그 제조방법 | |
| KR20240137755A (ko) | 다중바닥 구조를 갖는 조리용기 |