KR20150140801A - 전자 부재의 박리 방법 및 적층체 - Google Patents
전자 부재의 박리 방법 및 적층체 Download PDFInfo
- Publication number
- KR20150140801A KR20150140801A KR1020157032145A KR20157032145A KR20150140801A KR 20150140801 A KR20150140801 A KR 20150140801A KR 1020157032145 A KR1020157032145 A KR 1020157032145A KR 20157032145 A KR20157032145 A KR 20157032145A KR 20150140801 A KR20150140801 A KR 20150140801A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- film
- peeling
- electronic member
- support substrate
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B43/00—Operations specially adapted for layered products and not otherwise provided for, e.g. repairing; Apparatus therefor
- B32B43/006—Delaminating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/50—Additional features of adhesives in the form of films or foils characterized by process specific features
- C09J2301/502—Additional features of adhesives in the form of films or foils characterized by process specific features process for debonding adherents
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68318—Auxiliary support including means facilitating the separation of a device or wafer from the auxiliary support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68327—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68381—Details of chemical or physical process used for separating the auxiliary support from a device or wafer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68381—Details of chemical or physical process used for separating the auxiliary support from a device or wafer
- H01L2221/68386—Separation by peeling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/30—Technical effects
- H01L2924/35—Mechanical effects
- H01L2924/351—Thermal stress
- H01L2924/3512—Cracking
- H01L2924/35121—Peeling or delaminating
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
본 발명의 전자 부재의 박리 방법은, 지지 기판(12) 상에 접착 필름(14)을 개재해서 전자 부재(16)가 접착된 적층체(10)로부터, 전자 부재(16)를 박리하는 방법으로서, 접착 필름(14)은, 지지 기판(12)측에 자기 박리형 접착층(17)을 구비함과 더불어, 전자 부재(16)측의 면(14a)의 적어도 일부가 노출된 영역 A를 구비하고, 영역 A에 에너지를 부여하여, 영역 A의 지지 기판(12)과 자기 박리형 접착층(17)의 접착력을 저하시키는 공정과, 에너지를 더 부여하여, 접착력이 저하된, 영역 A의 지지 기판(12)과 자기 박리형 접착층(17)의 계면을 기점으로 해서, 지지 기판(12)과 자기 박리형 접착층(17)의 접착력을 저하시켜 지지 기판(12)을 제거하는 공정과, 전자 부재(16)로부터 접착 필름(14)을 제거하여, 전자 부재(16)를 박리하는 공정을 포함한다.
Description
본 발명은 에너지를 부여하는 것에 의해 전자 부재를 손상시킴이 없이 용이하게 떼어낼 수 있는 전자 부재의 박리 방법, 및 적층체에 관한 것이다.
종래, 예컨대 IC 칩의 제조 공정에 있어서, 고순도인 실리콘 단결정 등으로부터 잘라낸 후막(厚膜) 웨이퍼를 소정의 두께로까지 연마하여 박막 웨이퍼로 하는 경우에, 후막 웨이퍼를 지지 기판에 접착하여 보강하는 것에 의해, 효율적으로 작업을 진행시키는 것이 제안되어 있다. 후막 웨이퍼와 지지 기판은, 연마 공정 중에는 강고하게 접착되어 있을 필요가 있는 한편, 연마 공정 종료 후에는 얻어진 박막 웨이퍼를 손상시킴이 없이 지지 기판으로부터 떼어낼 수 있을 것이 요구된다.
이와 같이, 판상 물질끼리를 접착하고, 또한 나중에 판상 물질을 손상시킴이 없이 용이하게 박리할 수 있을 것이 요구되고 있다.
박리하는 방법으로서는, 예컨대 물리적인 힘을 가하여 잡아떼는 것이 생각된다. 그러나, 이 방법에서는 피착체가 연약한 경우에는 중대한 손상을 입혀 버리는 경우가 있었다.
또한, 접착제를 용해시키는 용제를 이용하여 박리하는 방법도 생각된다. 그러나, 이 방법도 피착체가 용제에 의해서 침범되는 것인 경우에는 이용할 수 없다.
이와 같이, 일단 접착에 이용한 접착제는, 접착력이 강고할수록, 피착체를 손상시킴이 없이 떼어내는 것이 곤란하다는 문제점이 있었다.
판상 물질끼리를 접착하고, 또한 나중에 판상 물질을 손상시킴이 없이 용이하게 박리하기 위해서, 열, 광, 진동, 초음파 등의 에너지를 부여함으로써 접착력이 저하 내지 상실되는 접착제를 이용하는 것이 제안되어 있다. 에너지를 부여함으로써 접착력이 저하 내지 상실되는 접착제로서는, 기체 발생 성분을 포함하는 것, 열팽창성의 미소구를 포함하는 것, 에너지에 의해서 접착제 성분이 가교 반응함으로써 접착력이 저하되는 것 등이 제안되어 있다(특허문헌 1∼8 참조).
그러나, 에너지를 부여함으로써 접착력이 저하되는 자기 박리형의 접착제를 이용하더라도, 접착력의 저하의 정도가 작기 때문에, 피착체를 충분히 박리할 수 없거나, 피착체를 박리하는 데 큰 에너지가 필요해져, 제조 공정의 진행 속도가 느려지거나, 박리하기 위해서 부여한 열이나 광 등의 에너지에 의해서 피착체가 영향을 받는다는 것과 같은 문제가 있었다.
본 발명은, 상기 현상에 비추어, 에너지를 부여하는 것에 의해 전자 부재를 손상시킴이 없이 용이하게 떼어낼 수 있는 전자 부재의 박리 방법 및 당해 방법에 이용할 수 있는 적층체를 제공하는 것을 목적으로 하는 것이다.
본 발명은 이하에 기재된다.
[1] 지지 기판(a) 상에 접착 필름(b)을 개재해서 전자 부재(c)가 접착된 적층체로부터, 상기 전자 부재(c)를 박리하는 방법으로서,
상기 접착 필름(b)은, 상기 지지 기판(a)측에 자기 박리형 접착층을 구비함과 더불어, 상기 전자 부재(c)측의 면의 적어도 일부가 노출된 영역을 구비하고,
상기 영역에 에너지를 부여하여, 해당 영역의 상기 지지 기판(a)과 상기 자기 박리형 접착층의 접착력을 저하시키는 공정과,
에너지를 더 부여하여, 접착력이 저하된, 상기 영역의 상기 지지 기판(a)과 상기 자기 박리형 접착층의 계면을 기점으로 해서, 상기 지지 기판(a)과 상기 자기 박리형 접착층의 접착력을 저하시켜 상기 지지 기판(a)을 제거하는 공정과,
상기 전자 부재(c)로부터 상기 접착 필름(b)을 제거하여, 상기 전자 부재(c)를 박리하는 공정을 포함하는, 전자 부재의 박리 방법.
[2] 상기 에너지가 열, 광, 진동, 응력 및 초음파로부터 선택되는 어느 하나인, [1]에 기재된 전자 부재의 박리 방법.
[3] 상기 접착 필름(b)이 노출되어 있는 상기 영역은, 상기 전자 부재(c)의 외연(外緣) 전체를 따라 존재하는, [1] 또는 [2]에 기재된 전자 부재의 박리 방법.
[4] 상기 전자 부재(c)는 실리콘 웨이퍼, 세라믹 콘덴서 또는 반도체 패키지인, [1]∼[3] 중 어느 하나에 기재된 전자 부재의 박리 방법.
[5] 지지 기판(a) 상에 접착 필름(b)을 개재해서 전자 부재(c)가 접착된 적층체로서,
상기 접착 필름(b)은, 상기 지지 기판(a)측에 자기 박리형 접착층을 구비함과 더불어, 상기 전자 부재(c)측의 면의 적어도 일부가 노출된 영역을 구비하는, 적층체.
본 발명에 의하면, 열, 광, 진동, 응력, 초음파 등의 에너지를 부여하는 것에 의해 피착체인 전자 부재를 손상시킴이 없이, 지지 기판으로부터 용이하게 떼어낼 수 있는 전자 부재의 박리 방법 및 당해 방법에 이용할 수 있는 적층체를 제공할 수 있다.
전술한 목적, 및 그 밖의 목적, 특징 및 이점은 이하에 기술하는 바람직한 실시의 형태 및 그에 부수하는 이하의 도면에 의해서 더욱 분명해진다.
도 1은 본 실시형태의 적층체의 개략 단면도 및 전자 부재의 박리 방법을 나타내는 공정 단면도이다.
도 2는 본 발명의 효과를 설명하는 적층체의 개략 단면도이다.
도 3은 본 발명의 효과를 설명하는 적층체의 개략 단면도이다.
도 4는 실시예에 있어서의 박리성 평가 방법을 설명하는 도면이다.
도 1은 본 실시형태의 적층체의 개략 단면도 및 전자 부재의 박리 방법을 나타내는 공정 단면도이다.
도 2는 본 발명의 효과를 설명하는 적층체의 개략 단면도이다.
도 3은 본 발명의 효과를 설명하는 적층체의 개략 단면도이다.
도 4는 실시예에 있어서의 박리성 평가 방법을 설명하는 도면이다.
이하, 본 발명의 실시의 형태에 대하여, 적절히 도면을 이용하여 설명한다. 한편, 모든 도면에 있어서, 동일한 구성 요소에는 동일한 부호를 붙여, 적절히 설명을 생략한다.
본 실시형태의 전자 부재의 박리 방법은, 지지 기판(a) 상에 접착 필름(b)을 개재해서 전자 부재(c)가 접착된 적층체로부터, 전자 부재(c)를 박리하는 방법이다. 본 실시형태의 전자 부재의 박리 방법은, 도 1(a)에 나타내는 적층체(10)를 이용한 방법으로서 설명할 수 있다. 우선, 본 실시형태의 적층체에 대하여 설명한다.
<적층체>
본 실시형태의 적층체는, 도 1(a)에 나타내는 바와 같이, 지지 기판(12) 상에 접착 필름(14)을 개재해서 전자 부재(16)가 접착되어 있다. 접착 필름(14)은, 지지 기판(12)측에 자기 박리형 접착층(17)을 구비함과 더불어, 전자 부재(16)측의 면(14a)이 노출된 영역 A를 구비한다.
본 실시형태에 있어서 영역 A는 전자 부재(16)의 외연의 전체를 따라 존재한다. 영역 A에 있어서, 접착 필름(14)의 면(14a)은, 면적이 클수록, 박리에 필요로 하는 총 에너지가 작아진다.
영역 A에 있어서의 접착 필름(14)과 지지 기판(12)의 접촉면의 면적(면(14a)의 면적과 동등함)은, 접착 필름(14)과 지지 기판(12)의 접촉면의 전체의 면적 100%에 대하여 0.01∼30%가 바람직하고, 보다 바람직하게는 0.01∼20%이며, 더 바람직하게는 0.01∼10%이다.
예컨대, 반도체 제조 공정에 있어서, e-WLB(embedded Wafer-Level Ball Grid Array)의 수지 봉지 프로세스에서는, 직경 300mm의 전자 부재(16)에 대하여, 접착 필름(14)의 단부는 전자 부재(16)의 단부보다도 5mm 정도 외측이 되도록 적층하는 것이 바람직하다. 또한, 직경 450mm의 전자 부재(16)에 대하여, 접착 필름(14)의 단부는 전자 부재(16)의 단부보다도 5mm 정도 외측이 되도록 적층하는 것이 바람직하다. 이 수지 봉지 프로세스에 있어서, 바람직하게는 중심으로부터의 거리에 대하여, 접착 필름(14)의 단부가 전자 부재(16)의 단부보다도 2% 이상 외측에 있으면 되고, 더 바람직하게는 중심으로부터의 거리에 대하여, 3% 이상 외측에 있으면 된다.
[전자 부재(16), 지지 기판(12)]
본 실시형태에 있어서, 전자 부재(16)와 지지 기판(12)의 조합은, 본 실시형태의 전자 부재의 박리 방법을 이용하는 대상에 따라 적절히 선택된다.
예컨대, 본 실시형태의 전자 부재의 박리 방법을 웨이퍼 서포트 시스템에 이용하는 경우, 지지 기판(12)은 유리, SUS 등의 경질 기판이며, 전자 부재(16)는 실리콘 기판(실리콘 웨이퍼)이다.
본 실시형태의 전자 부재의 박리 방법을 세라믹 콘덴서 제조에 이용하는 경우, 지지 기판(12)은 플라스틱 필름 등이며, 전자 부재(16)는 세라믹 콘덴서이다.
본 실시형태의 전자 부재의 박리 방법을 e-WLB의 수지 봉지 프로세스에 이용하는 경우에는, 지지 기판(12)은 석영 기판, 유리 기판 등이며, 전자 부재(16)는 반도체 패키지이다.
[접착 필름(14)]
본 실시형태에 있어서의 접착 필름(14)은, 양면에 접착성을 갖는 필름이며, 편면에 에너지를 부여함으로써 접착력이 저하 내지 상실되는 자기 박리형 접착층(17)(이하 간단히 접착층(17))을 구비한다.
에너지로서는, 광, 열, 진동, 응력, 초음파 등을 들 수 있다. 에너지의 종류는, 접착층(17)을 구성하는 접착제 및/또는 박리 공정에 맞추어 적절히 선택할 수 있다.
접착층(17)을 구성하는 접착제로서는, 에너지에 의해서 기체가 발생하는 접착제, 에너지에 의해서 팽창하는 미소 입자를 포함하는 접착제, 에너지에 의해서 가교 반응이 진행되는 접착제 등을 들 수 있다.
본 실시형태에 있어서, 접착 필름(14)은, 도시하지 않은 기재 필름의 편면에 접착층(17)을 구비하고, 다른 쪽 면에 도시하지 않은 접착층을 구비한다. 이와 같이, 접착 필름(14)은, 전자 부재(16)와 접하는 면과, 지지 기판(12)과 접하는 면에서, 성능이 상이한 접착층을 설치할 수 있다.
접착 필름(14)에 이용하는 접착제, 기재 필름은 용도에 따라서 다양한 재료로 구성할 수 있다.
접착 필름(14)을 구성하는 기재 필름은, 가요성을 갖고, 에너지 부여나 박리 공정에서 기계적 물성을 손상시키지 않을 정도의 내열성이나 내광성을 갖는 것이면 특별히 한정되지 않는다. 이와 같은 기재 필름으로서, 일반적으로는 종이; 금속; 폴리에스터, 폴리에틸렌, 폴리프로필렌, 폴리카보네이트, 올레핀계 수지, 폴리염화바이닐, 아크릴, ABS, 폴리에틸렌테레프탈레이트(PET), 나일론, 우레테인, 폴리이미드 등의 수지로 이루어지는 플라스틱 필름이나 시트, 망목(網目)상의 구조를 갖는 시트, 구멍이 뚫린 시트 등을 들 수 있지만, 이들에 한정되는 것은 아니다. 또한, 접착층(17)에 광이 도달하는 것을 막고 싶은 경우에는, 카본 블랙 등을 배합하여 불투명하게 해도 된다.
접착층(17)과의 밀착성이나 유지성 등을 높이기 위해, 기재 필름의 표면을 산화시키는 화학적 또는 물리적 처리인 크로뮴산 처리나 오존 폭로, 화염 폭로나 고압 전격 폭로, 이온화 방사선 처리 등의 표면 처리를 실시한 것을 이용해도 된다.
기재 필름의 두께는 특별히 한정되지 않지만, 통상 500μm 이하(예컨대 1∼500μm)를 선택하고, 바람직하게는 1∼300μm 정도, 보다 바람직하게는 5∼250μm 정도이다. 기재 필름은 단층이어도 되고 다층체여도 된다.
접착층(17)에 포함되는 접착제는 에너지를 부여함으로써 접착력이 저하 내지 상실되는 접착제이다. 이와 같은 접착제로서는, 특허문헌 1∼8에 개시되어 있는 바와 같은, 기체 발생 성분을 포함하는 것, 열팽창성의 미소구를 포함하는 것, 에너지에 의해서 접착제 성분이 가교 반응함으로써 접착력이 저하되는 것 등이 바람직하다.
예컨대, 기체 발생 성분으로서는, 아조 화합물, 아자이드 화합물, 멜드럼산 유도체 등이 적합하게 이용된다. 또한, 탄산암모늄, 탄산수소암모늄, 탄산수소나트륨, 아질산암모늄 등의 무기계 발포제나, 염불화알케인, 하이드라진계 화합물, 세미카바자이드계 화합물, 트라이아졸계 화합물, N-나이트로소계 화합물 등의 유기계 발포제를 포함하는 것도 이용된다. 열팽창성의 미소구로서는, 가스화하여 열팽창성을 나타내는 물질을 외피 형성 물질 내에 내포시킨 것을 이용할 수 있다. 에너지에 의해서 가교 반응하여 접착력이 저하되는 것으로서는, 중합성 올리고머를 함유하여, 이것이 중합 가교되는 것에 의해서 접착력이 저하되는 것 등을 사용할 수 있다.
한편, 웨이퍼 서포트 시스템이나 세라믹 콘덴서나 반도체 장치의 제조에 이용하는 경우, 지지 기판(12)을 재이용하는 관점에서 풀 잔류가 적은 접착제가 바람직하다.
접착 필름(14)의, 전자 부재(16)와 접하는 측에 이용하는 접착제로서는, 종래 공지된 접착제를 사용할 수 있다. 특히, 감압 접착제를 이용하면, 접착 공정이나 박리 공정의 작업성이 우수하고, 게다가 풀 잔류가 적기 때문에, 전자 부재(16)의 수율을 향상시킬 수 있다.
감압 접착제의 예로서, 천연 고무나 폴리아이소뷰틸렌 고무, 스타이렌·뷰타다이엔 고무, 스타이렌·아이소프렌·스타이렌 블록 공중합체 고무, 재생 고무, 뷰틸 고무, 폴리아이소뷰틸렌 고무, NBR 등의 고무계 폴리머를 베이스 폴리머로 이용한 고무계 감압 접착제; 실리콘계 감압 접착제; 우레테인계 감압 접착제; 아크릴계 감압 접착제 등을 들 수 있다. 모제는 1종 또는 2종 이상의 성분으로 구성해도 된다. 특히 바람직하게는, 아크릴계 감압 접착제이다.
아크릴계 감압 접착제의 제조는 용액 중합, 괴상 중합, 유화 중합 및 각종 라디칼 중합 등의 공지된 제조 방법을 적절히 선택할 수 있다. 또한, 얻어지는 접착성 수지는 랜덤 공중합체, 블록 공중합체, 그래프트 공중합체 등 어느 것이어도 된다.
<전자 부재의 박리 방법>
본 실시형태에 있어서, 도 1(a)의 적층체(10)를 이용하여 전자 부재(16)의 박리를 행한다.
본 실시형태의 전자 부재의 박리 방법은 이하의 공정을 포함한다.
공정 1: 적층체(10)의 영역 A에 에너지를 부여하여, 영역 A의 지지 기판(12)과 자기 박리형 접착층(17)의 접착력을 저하시킨다(도 1(b)).
공정 2: 에너지를 더 부여하여, 접착력이 저하된, 영역 A의 지지 기판(12)과 자기 박리형 접착층(17)의 계면을 기점으로 해서, 지지 기판(12)과 자기 박리형 접착층(17)의 접착력을 저하시켜 지지 기판(12)을 제거한다(도 1(c)).
공정 3: 전자 부재(16)로부터 접착 필름(14)을 제거하여, 전자 부재(16)를 박리한다(도 1(d)).
이하, 각 공정순으로 설명한다.
[공정 1]
우선, 도 1(a)에 나타내는 적층체(10)의 영역 A에, 광, 열, 진동, 응력, 초음파 등의 에너지를 부여함으로써, 영역 A에 있어서, 접착 필름(14)의 접착층(17)과 지지 기판(12)의 계면의 접착력을 저하 내지 상실시킨다(도 1(b)). 해당 개소의 접착력이 초기값의 5분의 1 이하로 저하되어 있으면 된다. 영역 A에 있어서 접착 필름(14) 전체가 지지 기판(12)으로부터 박리된 상태여도, 일부가 박리된 상태여도, 박리는 되지 않고 접착력이 저하된 상태여도 된다. 도 1(b)는, 영역 A에 있어서, 접착 필름(14) 전체가 지지 기판(12)으로부터 박리된 상태를 나타낸다.
영역 A에 있어서, 접착 필름(14)의 일부라도 지지 기판(12)으로부터 박리되거나 또는 접착력이 저하된 상태로 되어 있으면 된다. 영역 A에 있어서의, 접착층(17)과 지지 기판(12)의 접촉 면적 100%에 대하여, 면적비로 10% 이상이 박리되거나 또는 접착력이 저하되어 있는 것이 바람직하다. 한편, 상한은 면적비로 100%이다. 박리되거나 또는 접착력이 저하되어 있는 영역은, 영역 A의 특정 위치에 한정되지 않고, 단부로부터 균등한 범위여도 되고, 국소적인 범위여도 된다.
[공정 2]
도 1(c)에 나타내는 바와 같이, 에너지를 더 부여하여, 공정 1에 의해 접착력이 저하된 영역 A의 지지 기판(12)과 자기 박리형 접착층(17)의 계면을 기점으로 해서, 지지 기판(12)과 접착층(17)의 접착력을 저하시켜 지지 기판(12)을 접착 필름(14)으로부터 박리한다. 이에 의해, 지지 기판(12)과 접착 필름(14)을 완전히 분리한다.
접착 필름(14)에 있어서, 지지 기판(12)과 접하는 면은 자기 박리성을 갖는 접착층(17)이기 때문에, 공정 2에 있어서의 에너지는 공정 1과 동일해도 되고 상이해도 된다.
공정 2의 후, 접착 필름(14)이 부착된 전자 부재(16)가 얻어진다.
[공정 3]
전자 부재(16)로부터 접착 필름(14)을 제거함으로써, 전자 부재(16)를 박리할 수 있다.
접착 필름(14)의, 전자 부재(16)를 접착하는 면에 이용하는 접착제는, 전자 부재(16)의 재료나, 제조 공정의 조건에 맞추어, 일반적으로 이용되고 있는 접착제를 이용할 수 있지만, 접착층(17)에 이용하는 접착제와 같이, 에너지에 의해서 접착력이 저하되는 자기 박리성의 접착제를 이용해도 된다. 자기 박리성의 접착제를 이용하는 경우, 지지 기판(12)을 접착하는 면에 이용하는 접착제와 동일한 강도의 에너지 또는 보다 큰 에너지로 접착력을 저하시킬 수 있다.
전자 부재(16)로부터 접착 필름(14)을 제거하는 방법은, 접착 필름(14)의, 전자 부재(16)를 접착하는 면에 이용한 접착제에 맞추어 적절히 선택할 수 있다. 기계적으로 박리해도 되고, 접착제의 접착력을 저하시켜 박리해도 된다.
본 실시형태의 적층체(10)의 구성에 있어서, 이 공정 1, 2를 거치는 것에 의해, 접착층(17)의 접착력이 충분히 저하되어, 작은 에너지로 지지 기판(12)으로부터 완전히 박리시킬 수 있다. 그 때문에, 전자 부재(16)의 손상을 억제할 수 있다.
이는, 공정 1에 있어서 영역 A에 미리 에너지를 부여하는 것에 의해, 영역 A의 지지 기판(12)과 접착층(17)의 계면에서 접착층(17)의 접착력을 저하시켜, 박리 기점이 생성되기 때문이라고 추정된다. 예컨대, 공정 1에 있어서 영역 A의 접착 필름(14)의 단부의 접착력이 저하된 경우, 그 단부(박리 기점)로부터 지지 기판(12)과 접착층(17)의 계면에 공기나 분위기 가스 등이 침입하기 쉬워지기 때문에, 공정 2에 있어서의 박리 에너지가 적어진다고 생각된다. 그 결과, 전체로서 박리에 필요로 하는 에너지가 저감되게 된다.
본 실시형태의 적층체(10)의 구성을 채용했다고 하더라도, 공정 1, 2를 거치지 않고 지지 기판(12)과 접착 필름(14)의 계면에서 박리하는 데에는(도 2(a), (b)), 공정 1, 2를 거쳐서 박리하는 데 필요한 총 에너지보다도 큰 에너지가 필요해진다.
도 3(i)∼(iii)의 각각의 적층체는, 본 실시형태와 같이 영역 A를 구비하지 않고, 전자 부재(16)와 지지 기판(12)을 접착 필름(14)으로 접착했다고 하더라도, 공정 1, 2를 거칠 수 없다. 도 3(i)의 적층체의 경우, 도 2와 마찬가지로, 박리하기 위해서 큰 에너지를 필요로 한다. 도 3(ii)의 적층체의 경우, 접착 필름(14)의 단부와 전자 부재(16)의 단부를 일치시킬 필요가 있어, 제조 공정상 곤란하기 때문에 바람직하지 않은 데다가, 공정 1, 2를 거칠 수 없다. 도 3(iii)의 적층체의 경우, 접착 면적이 작아지기 때문에, 충분한 초기 접착 강도가 얻어지지 않는 경우가 있다. 또한, 반도체 제조 공정에 있어서, 수지 봉지 프로세스에 이용하는 경우, 도 3(iii)의 상태로 하면, 봉지용 수지의 누출이 발생하기 때문에 바람직하지 않다.
본 실시형태의 박리 방법은, 세라믹 콘덴서, 발진자, 저항과 같은 전기 부품이나, 액정 셀, 플라즈마 디스플레이와 같은 표시 디바이스, 또는 태양 전지, 서멀 헤드, 프린트 기판(플렉시블 타입을 포함함), 반도체칩과 같은 전자 부품 등의 여러 가지 물품을 제조할 때에 적합한 방법이다. 부품 내지 물품이나 재료 등을 피착체로서 가고정하거나 고정하거나 한 후, 피착체를 손상시킴이 없이 박리할 수 있다. 또는, 캐리어 테이프 등으로서의 용도도 들 수 있다. 캐리어 테이프로서의 용도에서는, 가공 공정이나 출하 등의 때에, 박리층에서 반도체나 전자 부품 등의 피착체를 소정의 간격으로 접착 유지한 형태로 되어 있기 때문에, 이들 피착체를 박리할 때에 유효한 방법이다.
특히, 반도체 프로세스에 있어서의 보호 필름의 접착층이나, 웨이퍼의 고정에 적합하고, WSS(Wafer Support System)나 e-WLP(Embedded Wafer Level Packages) 등에 적합하게 이용할 수 있다.
목적이나 제조 조건에 맞추어, 접착층(17)의 재료를 선택하고, 부여하는 에너지를 적절히 선택할 수 있다. 지지 기판(12)이 광을 투과시키는 재료인 경우, 광에 의한 에너지를 부여하는 것이 유효하고, 공정 중에 부주의하게 진동이 가해지는 것이 아니라면, 진동에 의한 에너지를 부여하는 것이 유효하다. 바람직하게는, 열에 의한 에너지를 부여하는 것이 유효하다. 열에 의한 에너지에 의해서 접착력이 저하 내지 상실되는 접착제를 이용하는 경우, 제조 공정 중에 가해지는 열보다도 높은 온도에서 접착력이 저하되는 접착제를 이용한다. 또한, 복수의 에너지를 부여해도 된다.
이상, 본 발명의 실시형태에 대하여 기술했지만, 이들은 본 발명의 예시이며, 상기 이외의 다양한 구성을 채용할 수 있다.
본 실시형태에 있어서 영역 A는, 전자 부재(16)의 외연의 일부를 따라 존재해 있으면 된다.
본 실시형태에 있어서는, 지지 기판(12)과 접하는 접착 필름(14)의 전체면에 자기 박리형 접착층(17)을 구비하는 예에 의해 설명했지만, 영역 A의 접착 필름(14)에 자기 박리형 접착층(17)을 구비하고 있으면 된다.
본 실시형태에 있어서는, 지지 기판(12)과 접하는 접착 필름(14)의 전체가 자기 박리형 접착층(17)으로 형성되어 있어도 된다.
실시예
이하, 실시예 등에 의해 본 발명을 더욱 구체적으로 설명하지만, 본 발명의 범위는 이들 실시예 등에 한정되는 것은 아니다.
(박리성 평가 방법)
지지 기판(12)으로서, 100mm 정방(正方)의 각판(角板)(SUS304), 접착 필름(14)으로서 후술하는 제조예에서 얻어진 접착 필름, 전자 부재(16)로서 직경 80mm의 원판(圓板)(Ni 도금부(付) 철제)으로 이루어지는 적층체를 이용하여, 지지 기판(12)의 박리성 평가를 행했다.
100mm 정방의 각판(SUS304)(지지 기판(12))에, 접착 필름(14)의, 에너지를 부여하는 것에 의해 접착력이 저하되는 접착층(17)면측을 첩부했다. 그리고, 직경 80mm의 원판(Ni 도금부 철제)(전자 부재(16))을 양면 접착 테이프(접착 필름(14))의 다른 접착층에 첩부하여, 적층체로 했다. 이 적층체에 측정용 지그를 부착하여, 지지 기판(12)의 박리성 평가를 행했다. 한편, 실시예에 있어서는, 지지 기판(12)과 접착 필름(14)의 계면의 박리 강도 측정 중에, 전자 부재(16)와 접착 필름(14)의 계면에서 박리가 생기는 것을 막기 위해, 측정용으로서 보강용 양면 테이프(제품명: P-223, 닛토덴코제)를 이용했다.
측정용 샘플을 히터 블록의 위에 설치하고, 소정의 시간 가열한 후, 인장 시험기로 박리성 평가를 행했다.
도 4와 같이 지그를 이용하여 적층체를 고정하고, 실시예에 기재된 처리를 실시한 후, 인장 시험기로 후크를 상방으로 잡아당김으로써 박리성의 평가를 행했다. 인장 시험기는 자석 부착 L자 지그를 이용하고 있고, 인장 강도가 50N 이상에서 자석이 벗어나는 구조이다. 자석이 벗어난 경우에는, 박리되지 않는다고 평가했다.
(제조예 1)
500mL의 4구 플라스크에 메틸말론산(도쿄카세이공업(주)제) 100g 및 무수 아세트산 100g을 장입했다. 98% 황산 0.5g을 계속해서 장입한 후, 적하 깔때기로 메틸에틸케톤 75g을 1시간에 걸쳐 적하했다. 실온에서 24시간 교반한 후, 아세트산 에틸 200g 및 증류수 300g을 가하여 분액 깔때기로 유기층의 추출을 행했다. 얻어진 유기층을 증발기로 용매를 증류 제거함으로써, 2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온이 75g 얻어졌다. H1NMR(300MHz)을 측정한 바, 이하와 같은 피크가 얻어졌다.
δ=1.04-1.12(m, 3H), 1.57-1.61(m, 3H), 1.71(s, 1.12H), 1.77(s, 1.92H), 1.95-2.16(m, 2H), 3.53-5.65(m, 1H)
(제조예 2)
500mL의 4구 플라스크에 제조예 1에서 합성한 2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온 92g 및 다이메틸폼아마이드 100g을 장입했다. 탄산칼륨 95g을 계속해서 장입한 후, 적하 깔때기로 4-클로로메틸 스타이렌 97g을 1시간에 걸쳐 적하했다. 40℃에서 24시간 교반한 후, 아세트산 에틸 400g을 가하여 누체(Nutsche)에서 생성된 고체를 여과 분별했다. 증류수 300mL를 이용하여, 분액 깔때기로 2회 세정을 행한 후, 증발기로 용매를 증류 제거함으로써, 5-(p-스타이릴메틸)-2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온이 132g 얻어졌다. H1NMR(300MHz)을 측정한 바, 이하와 같은 피크가 얻어졌다.
δ=0.43(t, 8.1Hz, 1.6H), 0.83(s, 1.3H), 0.94(t, 8.1Hz, 1.4H), 1.27(q, 8.1Hz, 1.2H), 1.57(s, 1.7H), 1.75(s, 3H), 1.80(q, 8.1Hz, 0.8H), 3.31(s, 2H), 5.22(d, 12.0Hz, 1H), 5.70(d, 19.5Hz, 1H), 6.65(dd, 12.0, 19.5Hz, 1H), 7.16(d, 9.0Hz, 2H), 7.31(d, 9.0Hz, 2H)
(제조예 3)
중합 반응기에 탈이온수 150중량부, 중합 개시제로서 4,4'-아조비스-4-사이아노발레르산(오쓰카화학(주)제, 상품명: ACVA)을 0.625중량부, 아크릴산-2-에틸헥실 62.25중량부, 아크릴산-n-뷰틸 18중량부, 및 메타크릴산 메틸 12중량부, 메타크릴산-2-하이드록시에틸 3중량부, 메타크릴산 2중량부, 및 아크릴아마이드 1중량부, 폴리테트라메틸렌 글리콜 다이아크릴레이트〔니혼유지(주)제, 상품명: ADT-250〕 1중량부, 폴리옥시에틸렌 노닐페닐 에터(에틸렌 옥사이드의 부가 몰수의 평균값: 약 20)의 황산에스터의 암모늄염의 벤젠환에 중합성의 1-프로펜일기를 도입한 것〔다이이치공업제약(주)제, 상품명: 아쿠알론 HS-10〕 0.75중량부를 장입하고, 교반 하에서 70∼72℃에서 8시간 유화 중합을 실시하여, 아크릴계 수지 에멀전을 얻었다. 이를 9중량% 암모니아수로 중화(pH=7.0)하여, 고형분 42.5중량%의 아크릴계 접착제 S로 했다(아크릴계 접착제 S는 감압 접착제).
(제조예 4)
500mL의 4구 플라스크에, 제조예 2에서 합성한 5-(p-스타이릴메틸)-2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온 15g, 아크릴산 뷰틸 20g, 아크릴산 2-에틸헥실 63g, 메타크릴산 2g 및 아세트산 에틸 100g을 가하여 실온에서 혼합했다. 추가로, 2,2'-아조비스발레로나이트릴 0.2g을 가하고, 75℃까지 승온한 후, 10시간 교반을 계속함으로써, 분자량 30만의 아크릴계 접착제 A를 얻었다(아크릴계 접착제 A는 자기 박리성의 접착제). 시차 주사 열량 분석((주)시마즈제작소제, DSC-60)에 의해 유리 전이점을 측정한 바, 14℃였다.
(제조예 5)
제조예 3에서 얻어진 아크릴계 접착제 S 100중량부를 채취하고, 추가로 9중량% 암모니아수를 가하여 pH 9.5로 조정했다. 이어서, 에폭시계 가교제〔닛폰쇼쿠바이화학공업(주)제, 상품명: 케미타이트 Pz-33〕 0.8중량부를 첨가하여 접착제 도공액을 얻었다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름의 양면에 첩부했다.
또한 60℃에서 3일간 양생함으로써 양면 접착 필름 1로 했다(감압 접착제/기재 필름/감압 접착제).
(제조예 6)
제조예 4에서 얻어진 아크릴계 접착제 A 100중량부 및 에폭시 화합물(미쓰비시가스화학(주)제, TETRAD-C) 2중량부, 아세트산 에틸 50중량부를 가하여 접착제 도공액으로 했다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상에 첩부했다.
또한, 제조예 3에서 얻어진 아크릴계 접착제 S 100중량부를 채취하고, 추가로 9중량% 암모니아수를 가하여 pH 9.5로 조정했다. 이어서, 에폭시계 가교제〔닛폰쇼쿠바이화학공업(주)제, 상품명: 케미타이트 Pz-33〕 0.8중량부를 첨가하여 접착제 도공액을 얻었다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상의, 아크릴계 접착제 A의 막을 첩부한 면의 반대측의 면에 첩부했다.
또한 60℃에서 3일간 양생함으로써 양면 접착 필름 2로 했다(자기 박리성 접착제/기재 필름/감압 접착제).
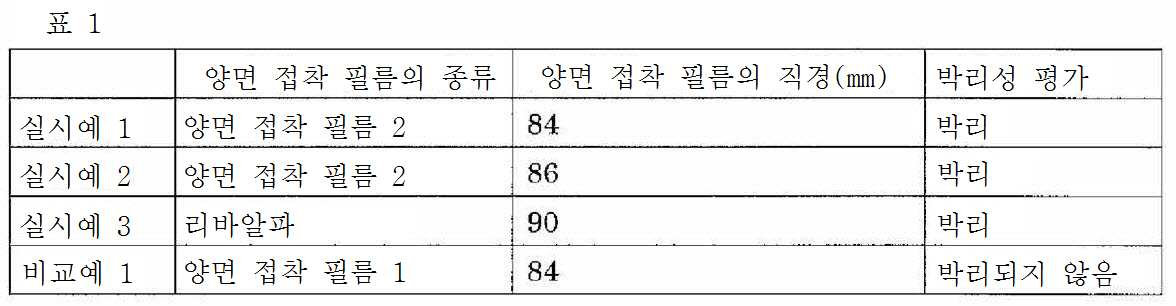
(실시예 1)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 2의 아크릴계 접착제 A측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 2의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름의 영역 A에 있어서, 아크릴계 접착제 A와 100mm 정방의 각판이 접착되어 있는 부분을, 면적비로 100% 주걱으로 박리한 후, 도 4와 같이 히터 블록으로 210℃에서 60초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 1에 나타낸다.
(실시예 2)
100mm 정방의 각판(SUS304)에, 직경 86mm의 원형으로 자른 양면 접착 필름 2의 아크릴계 접착제 A측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 2의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름의 영역 A에 있어서, 아크릴계 접착제 A와 100mm 정방의 각판이 접착되어 있는 부분을, 면적비로 100% 주걱으로 박리한 후, 도 4와 같이 히터 블록으로 210℃에서 60초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 1에 나타낸다.
(비교예 1)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 1의 아크릴계 접착제 S측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 1의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여 측정용 샘플로 했다.
측정용 샘플을 도 4와 같이 히터 블록으로 210℃에서 60초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 1에 나타낸다.
(실시예 3)
100mm 정방의 각판(SUS304)에, 직경 90mm의 원형으로 자른 양면 접착 필름 리바알파 3195V(닛토덴코주식회사제, 자기 박리성 접착 필름)의 열팽창구 함유 점착층측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 리바알파의 열팽창구 함유 점착층과는 반대측의 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 첩부하여 측정용 샘플로 했다.
측정용 샘플을 히터 블록으로 210℃에서 20초간 가열을 행했다. 양면 접착 필름의 영역 A에 있어서, 열팽창구 함유 점착층과 100mm 정방의 각판이 접착되어 있는 부분이, 면적비로 100% 박리되어 있는 것을 확인했다. 그 후, 추가로 210℃에서 10초 가열 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 1에 나타낸다.
(제조예 7)
500mL의 4구 플라스크에, 제조예 2에서 합성한 5-(p-스타이릴메틸)-2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온 10g, 아크릴산 뷰틸 20g, 아크릴산 2-에틸헥실 68g, 메타크릴산 2g 및 아세트산 에틸 100g을 가하여 실온에서 혼합했다. 추가로, 2,2'-아조비스발레로나이트릴 0.2g을 가하고, 75℃까지 승온한 후, 10시간 교반을 계속함으로써, 분자량 30만의 아크릴계 접착제 B를 얻었다(아크릴계 접착제 B는 자기 박리성 접착제). 시차 주사 열량 분석((주)시마즈제작소제, DSC-60)에 의해 유리 전이점을 측정한 바, -5℃였다.
(제조예 8)
제조예 7에서 얻어진 아크릴계 접착제 B 100중량부 및 에폭시 화합물(미쓰비시가스화학(주)제, TETRAD-C) 2중량부, 아세트산 에틸 50중량부 및 제조예 2에서 합성한 5-(p-스타이릴메틸)-2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온 10부를 가하여 접착제 도공액으로 했다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상에 첩부했다.
또한, 제조예 3에서 얻어진 아크릴계 접착제 S 100중량부를 채취하고, 추가로 9중량% 암모니아수를 가하여 pH 9.5로 조정했다. 이어서, 에폭시계 가교제〔닛폰쇼쿠바이화학공업(주)제, 상품명: 케미타이트 Pz-33〕 0.8중량부를 첨가하여 접착제 도공액을 얻었다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상의, 아크릴계 접착제 B의 막을 첩부한 면의 반대측의 면에 첩부했다. 또한 60℃에서 3일간 양생함으로써 양면 접착 필름 3으로 했다(자기 박리성 접착제/기재 필름/감압 접착제).
(실시예 4)
100mm 정방의 각판(SUS304)에, 직경 82mm의 원형으로 자른 양면 접착 필름 3의 아크릴계 접착제 B측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 3의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 3의 영역 A에 있어서, 아크릴계 접착제 B와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 100%를 5.15N의 힘으로 주걱으로 박리한 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 2에 나타낸다.
한편, 주걱으로 박리할 때의 「5.15N」의 응력은 이하와 같이 산출되었다.
양면 접착 필름 3의 아크릴계 접착제 B와 100mm 정방의 각판(SUS304) 사이의 박리 강도: 0.5N/25mm
양면 접착 필름 3의 외주: 82π mm
0.5/25×82π=5.15N
박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(비교예 2)
100mm 정방의 각판(SUS304)에, 직경 82mm의 원형으로 자른 양면 접착 필름 3의 아크릴계 접착제 B측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 3의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여 측정용 샘플로 했다.
측정용 샘플을 히터 블록으로 210℃에서 60초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했지만, 박리할 수 없어, 자석이 벗어났다. 평가 결과를 표 2에 나타낸다.
박리성 평가에서 박리할 수 없어 자석이 벗어났기 때문에, 박리에 필요로 하는 총 박리 강도(N)는 50(N) 이상으로 추정되었다.
(비교예 3)
100mm 정방의 각판(SUS304)에, 직경 82mm의 원형으로 자른 양면 접착 필름 3의 아크릴계 접착제 B측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 3의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 측정용 지그를 부착하여 측정용 샘플로 했다.
측정용 샘플을 히터 블록으로 240℃에서 120초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 2에 나타낸다.
실시예 4와 달리, 영역 A를 박리하지 않았기 때문에, 박리에 필요로 한 총 박리 강도(N)는, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도가 된다.

표 2의 실시예 4의 결과로부터, 공정 1, 공정 2를 거치면 적은 에너지로 박리할 수 있지만, 비교예 2 및 3과 같이, 1공정으로 박리하기 위해서는, 많은 에너지를 필요로 한다는 것이 분명해졌다.
(제조예 9)
500mL의 4구 플라스크에, 제조예 2에서 합성한 5-(p-스타이릴메틸)-2-에틸-2,5-다이메틸-1,3-다이옥세인-4,6-다이온 15g, 아크릴산 뷰틸 18g, 아크릴산 2-에틸헥실 64g, 메타크릴산 2g, 메타크릴산 2-하이드록시에틸 1g 및 아세트산 에틸 100g을 가하여 실온에서 혼합했다. 추가로, 2,2'-아조비스발레로나이트릴 0.2g을 가하고, 75℃까지 승온한 후, 10시간 교반을 계속함으로써, 분자량 30만의 아크릴계 접착제 C를 얻었다(아크릴계 접착제 C는 자기 박리성 접착제). 시차 주사 열량 분석((주)시마즈제작소제, DSC-60)에 의해 유리 전이점을 측정한 바, 5℃였다.
(제조예 10)
제조예 9에서 얻어진 아크릴계 접착제 C 100중량부 및 에폭시 화합물(미쓰비시가스화학(주)제, TETRAD-C) 1중량부, 아세트산 에틸 50중량부 및 톨루엔 50중량부를 가하여 접착제 도공액으로 했다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상에 첩부했다.
또한, 제조예 3에서 얻어진 아크릴계 접착제 S 100중량부를 채취하고, 추가로 9중량% 암모니아수를 가하여 pH 9.5로 조정했다. 이어서, 에폭시계 가교제〔닛폰쇼쿠바이화학공업(주)제, 상품명: 케미타이트 Pz-33〕 0.8중량부를 첨가하여 접착제 도공액을 얻었다.
얻어진 접착제 도공액을, 표면이 이형 처리된 PET 필름 상에 어플리케이터를 이용하여 건조 피막의 두께가 10μm의 두께로 되도록 도공한 후, 120℃에서 5분간 가열하여 도공액을 건조시켰다. 이어서, 기재 필름인 PET 필름 상의, 아크릴계 접착제 C의 막을 첩부한 면의 반대측의 면에 첩부했다. 또한 60℃에서 3일간 양생함으로써 양면 접착 필름 4로 했다(자기 박리성 접착제/기재 필름/감압 접착제).
(실시예 5)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 4의 영역 A에 있어서, 아크릴계 접착제 C와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 100%를 5.28N의 힘으로 주걱으로 박리한 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
한편, 주걱으로 박리할 때의 「5.28N」의 응력은 이하와 같이 산출되었다.
양면 접착 필름 4의 아크릴계 접착제 C와 100mm 정방의 각판(SUS304) 사이의 박리 강도: 0.5N/25mm
양면 접착 필름 4의 외주: 84π mm
0.5/25×84π=5.28N
박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(실시예 6)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 4의 영역 A에 있어서, 아크릴계 접착제 C와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 75%를 5N의 힘으로 주걱으로 박리했다. 한편, 양면 접착 필름 4의 영역 A의 외연 중, 인장 시험기로 잡아당기는 개소는 박리하지 않고, 그 이외의 부분을 박리했다. 그 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
한편, 주걱으로 박리할 때의 응력은, 실시예 5와 마찬가지의 방법으로 산출했다. 박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(실시예 7)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 4의 영역 A에 있어서, 아크릴계 접착제 C와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 50%를 5N의 힘으로 주걱으로 박리했다. 한편, 양면 접착 필름 4의 영역 A의 외연 중, 인장 시험기로 잡아당기는 개소를 중심으로 해서 그 주변을 박리했다. 그 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
한편, 주걱으로 박리할 때의 응력은, 실시예 5와 마찬가지의 방법으로 산출했다. 박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(실시예 8)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 4의 영역 A에 있어서, 아크릴계 접착제 C와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 25%를 5N의 힘으로 주걱으로 박리했다. 한편, 양면 접착 필름 4의 영역 A의 외연 중, 인장 시험기로 잡아당기는 개소를 중심으로 해서 그 주변을 박리했다. 그 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
한편, 주걱으로 박리할 때의 응력은, 실시예 5와 마찬가지의 방법으로 산출했다. 박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(실시예 9)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여, 측정용 샘플로 했다.
양면 접착 필름 4의 영역 A에 있어서, 아크릴계 접착제 C와 100mm 정방의 각판이 접착되어 있는 부분 중, 면적비 12.5%를 5N의 힘으로 주걱으로 박리했다. 한편, 양면 접착 필름 4의 영역 A의 외연 중, 인장 시험기로 잡아당기는 개소를 중심으로 해서 그 주변을 박리했다. 그 후, 히터 블록으로 210℃에서 60초간 가열한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
한편, 주걱으로 박리할 때의 응력은, 실시예 5와 마찬가지의 방법으로 산출했다. 박리에 필요로 한 총 박리 강도(N)는, 영역 A를 박리하는 데 필요로 한 강도, 즉 주걱으로 박리했을 때의 응력과, 히터 블록으로 가열 후에 인장 시험기로 측정한 박리 강도의 합으로 했다.
(비교예 4)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 도 4와 같이 측정용 지그를 부착하여 측정용 샘플로 했다.
측정용 샘플을 히터 블록으로 210℃에서 60초간 가열을 행한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.
(비교예 5)
100mm 정방의 각판(SUS304)에, 직경 84mm의 원형으로 자른 양면 접착 필름 4의 아크릴계 접착제 C측을 첩부했다. 그 후, 직경 80mm의 원판(Ni 도금부 철제)을 양면 접착 필름 4의 다른 면에 첩부하여, 적층체로 했다.
이 적층체에 측정용 지그를 부착하여 측정용 샘플로 했다.
측정용 샘플을 히터 블록으로 240℃에서 120초간 가열을 한 후, 인장 시험기로 박리성 평가를 행했다. 평가 결과를 표 3에 나타낸다.

표 3의 실시예 5∼9의 결과로부터, 공정 1에서 영역 A의 접착층(17)이 소정의 면적비로 박리되어 있으면 적은 에너지로 박리할 수 있지만, 비교예 4 및 5와 같이, 공정 1을 행하지 않아 접착층(17)이 박리되어 있지 않은 경우에는, 많은 에너지를 필요로 한다는 것이 분명해졌다.
이 출원은, 2013년 5월 31일에 출원된 일본 출원 특원 2013-115704호를 기초로 하는 우선권을 주장하고, 그 개시의 모두를 여기에 원용한다.
Claims (5)
- 지지 기판(a) 상에 접착 필름(b)을 개재해서 전자 부재(c)가 접착된 적층체로부터, 상기 전자 부재(c)를 박리하는 방법으로서,
상기 접착 필름(b)은, 상기 지지 기판(a)측에 자기 박리형 접착층을 구비함과 더불어, 상기 전자 부재(c)측의 면의 적어도 일부가 노출된 영역을 구비하고,
상기 영역에 에너지를 부여하여, 해당 영역의 상기 지지 기판(a)과 상기 자기 박리형 접착층의 접착력을 저하시키는 공정과,
에너지를 더 부여하여, 접착력이 저하된, 상기 영역의 상기 지지 기판(a)과 상기 자기 박리형 접착층의 계면을 기점으로 해서, 상기 지지 기판(a)과 상기 자기 박리형 접착층의 접착력을 저하시켜 상기 지지 기판(a)을 제거하는 공정과,
상기 전자 부재(c)로부터 상기 접착 필름(b)을 제거하여, 상기 전자 부재(c)를 박리하는 공정
을 포함하는, 전자 부재의 박리 방법. - 제 1 항에 있어서,
상기 에너지가 열, 광, 진동, 응력 및 초음파로부터 선택되는 어느 하나인, 전자 부재의 박리 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 접착 필름(b)이 노출되어 있는 상기 영역은, 상기 전자 부재(c)의 외연 전체를 따라 존재하는, 전자 부재의 박리 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 전자 부재(c)는 실리콘 웨이퍼, 세라믹 콘덴서 또는 반도체 패키지인, 전자 부재의 박리 방법. - 지지 기판(a) 상에 접착 필름(b)을 개재해서 전자 부재(c)가 접착된 적층체로서,
상기 접착 필름(b)은, 상기 지지 기판(a)측에 자기 박리형 접착층을 구비함과 더불어, 상기 전자 부재(c)측의 면의 적어도 일부가 노출된 영역을 구비하는, 적층체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013115704 | 2013-05-31 | ||
| JPJP-P-2013-115704 | 2013-05-31 | ||
| PCT/JP2014/063578 WO2014192631A1 (ja) | 2013-05-31 | 2014-05-22 | 電子部材の剥離方法および積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20150140801A true KR20150140801A (ko) | 2015-12-16 |
| KR101772787B1 KR101772787B1 (ko) | 2017-08-29 |
Family
ID=51988664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157032145A KR101772787B1 (ko) | 2013-05-31 | 2014-05-22 | 전자 부재의 박리 방법 및 적층체 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160141197A1 (ko) |
| EP (1) | EP3007211A4 (ko) |
| JP (1) | JP6118404B2 (ko) |
| KR (1) | KR101772787B1 (ko) |
| CN (1) | CN105264645B (ko) |
| SG (1) | SG11201509300PA (ko) |
| TW (1) | TWI626152B (ko) |
| WO (1) | WO2014192631A1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI681232B (zh) * | 2017-09-26 | 2020-01-01 | 達邁科技股份有限公司 | 用於軟性顯示器之透明聚醯亞胺複合膜及其製造方法 |
| TWI633816B (zh) * | 2017-11-08 | 2018-08-21 | 欣興電子股份有限公司 | 電路板的製造方法 |
| CN108615700A (zh) * | 2018-04-26 | 2018-10-02 | 上海空间电源研究所 | 一种薄型太阳电池刚性-柔性衬底有机键合转移工艺方法 |
| TWI728915B (zh) * | 2018-09-28 | 2021-05-21 | 景碩科技股份有限公司 | 起膜機構 |
| TWI714890B (zh) * | 2018-09-28 | 2021-01-01 | 景碩科技股份有限公司 | 起膜機構 |
| JPWO2020071159A1 (ja) * | 2018-10-05 | 2021-09-24 | 三井化学東セロ株式会社 | 粘着性フィルムおよび電子装置の製造方法 |
| EP3808435A1 (en) * | 2019-10-16 | 2021-04-21 | DWI - Leibniz-Institut für Interaktive Materialien e.V. | Membrane system, spinneret for manufacturing the membrane system, device including the spinneret and method for forming the membrane system |
| CN113135436B (zh) * | 2020-01-20 | 2023-02-17 | 上海广矩自动化设备有限公司 | 一种粘性片剥离方法 |
| JP2023101951A (ja) * | 2022-01-11 | 2023-07-24 | トヨタ自動車株式会社 | 電極の製造方法、電極集電体および電極 |
| CN114639635B (zh) * | 2022-03-17 | 2023-03-21 | 电子科技大学 | 一种单晶薄膜的剥离方法、单晶薄膜以及电子元器件 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04238037A (ja) | 1991-01-21 | 1992-08-26 | Furukawa Electric Co Ltd:The | クリーム半田の印刷装置 |
| JPH056497A (ja) | 1991-06-27 | 1993-01-14 | Kokusai Electric Co Ltd | 自動車用警報装置 |
| JPH0543851A (ja) | 1991-08-14 | 1993-02-23 | Nitto Denko Corp | 剥離性感圧接着剤及びその粘着部材 |
| JPH11166164A (ja) | 1997-12-01 | 1999-06-22 | Nitto Denko Corp | 加熱剥離型粘着シート |
| JP2001200234A (ja) | 2000-01-21 | 2001-07-24 | Asahi Kasei Corp | 半導体ウエハー固定用の粘着剤ならびに加工方法 |
| JP2003151940A (ja) | 2001-11-15 | 2003-05-23 | Sekisui Chem Co Ltd | バックグラインドテープ及び半導体ウエハの研磨方法 |
| JP2003173993A (ja) | 2001-12-04 | 2003-06-20 | Sekisui Chem Co Ltd | バックグラインドテープ及び半導体ウエハの研磨方法 |
| JP2003173989A (ja) | 2001-12-04 | 2003-06-20 | Sekisui Chem Co Ltd | Icチップの製造方法 |
| US8114766B1 (en) | 2005-09-19 | 2012-02-14 | Renesas Electronics Corporation | Method for manufacturing semiconductor device |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0831778A (ja) * | 1994-07-15 | 1996-02-02 | Toshiba Corp | 半導体装置の製造方法 |
| JP3438369B2 (ja) * | 1995-01-17 | 2003-08-18 | ソニー株式会社 | 部材の製造方法 |
| JP5006497B2 (ja) | 2001-08-03 | 2012-08-22 | 積水化学工業株式会社 | 両面粘着テープ及び両面粘着テープの剥離方法 |
| JP4238037B2 (ja) | 2001-11-15 | 2009-03-11 | 積水化学工業株式会社 | 接着性物質、接着性物質の剥離方法及び粘着テープ |
| EP1363319B1 (en) * | 2002-05-17 | 2009-01-07 | Semiconductor Energy Laboratory Co., Ltd. | Method of transferring an object and method of manufacturing a semiconductor device |
| JP2003338474A (ja) * | 2002-05-21 | 2003-11-28 | Lintec Corp | 脆質部材の加工方法 |
| JP4060641B2 (ja) * | 2002-05-22 | 2008-03-12 | 株式会社ディスコ | テープ剥離方法 |
| JP4565804B2 (ja) * | 2002-06-03 | 2010-10-20 | スリーエム イノベイティブ プロパティズ カンパニー | 被研削基材を含む積層体、その製造方法並びに積層体を用いた極薄基材の製造方法及びそのための装置 |
| JP2004253482A (ja) * | 2003-02-18 | 2004-09-09 | Dainippon Printing Co Ltd | 機能性素子の製造方法 |
| JP4592270B2 (ja) * | 2003-10-06 | 2010-12-01 | 日東電工株式会社 | 半導体ウエハの支持材からの剥離方法およびこれを用いた装置 |
| JP4208856B2 (ja) * | 2004-04-28 | 2009-01-14 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| CN101019206A (zh) * | 2004-08-02 | 2007-08-15 | 积水化学工业株式会社 | Ic芯片的制造方法 |
| JP4704828B2 (ja) * | 2004-09-29 | 2011-06-22 | 積水化学工業株式会社 | ウエハ貼着用粘着シート及びダイ接着用接着剤層付きicチップの製造方法 |
| JP2011040419A (ja) | 2008-05-22 | 2011-02-24 | Fuji Electric Systems Co Ltd | 半導体装置の製造方法及びそのための装置 |
| JP5252283B2 (ja) * | 2008-10-15 | 2013-07-31 | 富士電機株式会社 | 半導体装置の製造方法及びそのための装置 |
| US8950459B2 (en) | 2009-04-16 | 2015-02-10 | Suss Microtec Lithography Gmbh | Debonding temporarily bonded semiconductor wafers |
| JP2010283098A (ja) * | 2009-06-04 | 2010-12-16 | Lintec Corp | 板状部材の支持部材 |
| US9847243B2 (en) * | 2009-08-27 | 2017-12-19 | Corning Incorporated | Debonding a glass substrate from carrier using ultrasonic wave |
-
2014
- 2014-05-22 EP EP14803829.2A patent/EP3007211A4/en not_active Withdrawn
- 2014-05-22 SG SG11201509300PA patent/SG11201509300PA/en unknown
- 2014-05-22 WO PCT/JP2014/063578 patent/WO2014192631A1/ja active Application Filing
- 2014-05-22 JP JP2015519820A patent/JP6118404B2/ja active Active
- 2014-05-22 KR KR1020157032145A patent/KR101772787B1/ko active IP Right Grant
- 2014-05-22 US US14/891,865 patent/US20160141197A1/en not_active Abandoned
- 2014-05-22 CN CN201480028844.5A patent/CN105264645B/zh not_active Expired - Fee Related
- 2014-05-28 TW TW103118655A patent/TWI626152B/zh not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04238037A (ja) | 1991-01-21 | 1992-08-26 | Furukawa Electric Co Ltd:The | クリーム半田の印刷装置 |
| JPH056497A (ja) | 1991-06-27 | 1993-01-14 | Kokusai Electric Co Ltd | 自動車用警報装置 |
| JPH0543851A (ja) | 1991-08-14 | 1993-02-23 | Nitto Denko Corp | 剥離性感圧接着剤及びその粘着部材 |
| JPH11166164A (ja) | 1997-12-01 | 1999-06-22 | Nitto Denko Corp | 加熱剥離型粘着シート |
| JP2001200234A (ja) | 2000-01-21 | 2001-07-24 | Asahi Kasei Corp | 半導体ウエハー固定用の粘着剤ならびに加工方法 |
| JP2003151940A (ja) | 2001-11-15 | 2003-05-23 | Sekisui Chem Co Ltd | バックグラインドテープ及び半導体ウエハの研磨方法 |
| JP2003173993A (ja) | 2001-12-04 | 2003-06-20 | Sekisui Chem Co Ltd | バックグラインドテープ及び半導体ウエハの研磨方法 |
| JP2003173989A (ja) | 2001-12-04 | 2003-06-20 | Sekisui Chem Co Ltd | Icチップの製造方法 |
| US8114766B1 (en) | 2005-09-19 | 2012-02-14 | Renesas Electronics Corporation | Method for manufacturing semiconductor device |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201444679A (zh) | 2014-12-01 |
| SG11201509300PA (en) | 2015-12-30 |
| TWI626152B (zh) | 2018-06-11 |
| CN105264645B (zh) | 2018-05-01 |
| CN105264645A (zh) | 2016-01-20 |
| JP6118404B2 (ja) | 2017-04-19 |
| JPWO2014192631A1 (ja) | 2017-02-23 |
| WO2014192631A1 (ja) | 2014-12-04 |
| KR101772787B1 (ko) | 2017-08-29 |
| EP3007211A4 (en) | 2016-12-14 |
| US20160141197A1 (en) | 2016-05-19 |
| EP3007211A1 (en) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101772787B1 (ko) | 전자 부재의 박리 방법 및 적층체 | |
| KR101785883B1 (ko) | 접착 필름 및 반도체 장치의 제조 방법 | |
| JP4703833B2 (ja) | エネルギー線硬化型熱剥離性粘着シート、及びこれを用いた切断片の製造方法 | |
| JP2003045938A (ja) | 加熱剥離型粘着シートからのチップ切断片の加熱剥離方法、電子部品および回路基板 | |
| JP5997477B2 (ja) | 表面保護用シート | |
| WO2008053840A1 (fr) | Feuille adhésive double face décollable sous l'action de la chaleur et procédé de traitement d'une pièce à travailler | |
| TWI820178B (zh) | 端子保護用膠帶以及附電磁波屏蔽膜之半導體裝置的製造方法 | |
| JP2010039472A (ja) | 電子ペーパーの製造方法、及び電子ペーパー形成工程用両面粘着テープ | |
| JP2005116610A (ja) | 半導体ウエハの加工方法および半導体ウエハ加工用粘着シート | |
| KR20090093878A (ko) | 반도체 웨이퍼의 배면 연마용 점착 시트 및 이를 이용한 반도체 웨이퍼의 배면 연마 방법 | |
| JP5997478B2 (ja) | 表面保護用シート | |
| JP2007169458A (ja) | 保護フィルム | |
| JP2008066336A (ja) | ウエハ加工用シート | |
| JP2007177210A (ja) | 加熱剥離型粘着シートおよびこの加熱剥離型粘着シートを用いた半導体チップの製造方法 | |
| JP5560965B2 (ja) | エネルギー線易剥離型粘着剤組成物 | |
| JP2013222846A (ja) | 基板のダイシング方法 | |
| JP2010034263A (ja) | ウェハ加工用接着シートおよび半導体装置の製造方法 | |
| JP5565174B2 (ja) | 耐熱仮着用粘着テープ | |
| JP6278178B2 (ja) | ウエハ加工用テープ | |
| JP2013064144A (ja) | 粘着フィルム及びfpc用保護フィルム | |
| JP2005322724A (ja) | 被着物の加熱剥離方法及び被着物加熱剥離装置 | |
| JP2012204457A (ja) | チップ体製造用粘着シート | |
| TW202334358A (zh) | 黏著帶 | |
| TWI681232B (zh) | 用於軟性顯示器之透明聚醯亞胺複合膜及其製造方法 | |
| JP2009032799A (ja) | ウェハ加工用テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |