本発明は、電線の端部の被覆(皮)を剥離する(剥く)装置や、被覆剥離の後に端子を圧着する装置に関する。特には、径が比較的太い(例えば撚線断面積8sq(mm2)~20sq)電線用として適した被覆剥離装置や端子圧着装置などに関する。
太物電線、あるいは、電線の芯線強度が低いアルミニウム電線に端子を自動圧着するには、下述のとおり、(1)被覆屑(皮剥き屑)の問題、及び、(2)端子圧着時における電線伸びによる曲がりの問題への対応が求められる。
(1)被覆屑に関して
太物電線の被覆剥離のために被覆に切り込みを入れるには、電線の芯線組合せ径(撚り径)に合わせた、半円弧形状の被覆剥離刃(切り込み刃)が一般的に採用されている。なお、太物以外の電線の被覆剥離には、通常、菱形状の刃を用いる。その理由は、太物電線において菱形状の刃を用いると、切り込みの入らない被覆の残り部分が大きくなり、電線をプルバックして切り込み残り部分を引きちぎる(図3(C)、段落0034など参照)際の抵抗が増して好ましくないためである。また、引きちぎり部分の形状が乱れて、端子圧着時のトラブル・品質劣化の原因となるからである。
リール巻きされた太物電線においては、電線自身の重量やリール巻きに伴うテンションにより、製造時には円弧上に組み合わせて撚ってある芯線が、楕円形状に変形している場合がある。その場合、上述の半円弧刃で被覆に切り込みを入れるものの、刃型に剥離した被覆の屑が喰い付いてしまうことがある。この状態で以後の作業を継続すると、被覆の切り込み形状不良などの品質低下が生じる場合があり、付着した被覆屑を確実に除去する必要がある。
この被覆屑を除去する技術提案として、特開2009-55766号公報(特許文献1、造研)がある。この特許文献1の技術は、搖動動作方式による剥離刃閉動作と被覆除去片が連動して電線側中央方向へ移動し、被覆剥ぎ取り後、被覆除去片が保持され、剥離刃開動作よりも遅れて開動作となることにより、剥離刃から被覆屑を除去するものである。
(2)圧着時電線伸び
太物電線に端子を圧着する際には、電線芯線の径が比較的に大きいため、端子圧着時に芯線が相当程度伸びる現象が生じる。この電線伸びを吸収する処置を講じなければ、電線曲がりや芯線の座屈が生じるおそれがある。
電線曲がり防止を目的として電線の伸長を吸収する方法の提案として、特開2015-211039号公報(特許文献2、KOMAX)がある。この特許文献2の技術は、圧着時に発生する電線芯線伸長に応じて、電線軸方向に電線搬送グリッパが動き、電線の屈曲や座屈を防止するものである。この特許文献2の技術は、電線芯線の伸長状態(伸長力や伸長寸法)のセンシングと、電線搬送グリッパを駆動するアクチュエータの複雑な同期制御が必要である。
特開2009-55766号公報
特開2015-211039号公報
本発明は、強固に付着した被覆屑を確実に落とすことのできる電線被覆剥離装置を提供することを目的とする。あるいは、端子圧着時に発生する芯線伸長を吸収して電線の曲がり・座屈を防止できる、比較的シンプルな構成の電線伸び吸収機構を備える端子圧着装置を提供することを目的とする。
この「課題を解決するための手段」、及び、「特許請求の範囲」、並びに、明細書の一部においては、添付図各部の参照符号を括弧書きして示すが、これは単に参考のためであって、権利範囲を添付図のものに限定する意図はない。
本発明の電線被覆剥離装置は、 電線(W)の端部の被覆に二方向から切り込みを入れる対をなす複数の剥離刃(231・233)と、 該複数の剥離刃(231・233)の間を開閉する、剥離刃駆動手段(248)と、 前記電線の端部の元側部分を把持するクランプ(211)と、 該クランプを駆動して、開いた前記複数の剥離刃(231・233)の間に前記電線の前記端部を挿入し、前記剥離刃の切り込みが入った後に、前記元側部分を引いて、前記切り込みの先の被覆部分(WK)を前記剥離刃の先側に残して剥離させるクランプ搬送部(21・31)と、を備え、 さらに、前記剥離刃(231・233)の先側に付着した前記先の被覆部分(被覆屑)(WK)に接する位置と離れる位置との間で往復駆動される被覆屑落とし部材(241)を備えることを特徴とする。
上記の「二方向から切り込みを入れる対をなす複数の剥離刃」は、三方向以上、三枚以上の剥離刃を排除する意味ではない。上記の「往復」は、二往復以上を含む。屑落とし部材は、刃型に付着した被覆屑を叩き落すもの(例えば図5の符号241・241A・241B)、掴んで運ぶもの(例えば図5の符号241C)を含む。
被覆屑除去ユニットのアクチェータは、エアシリンダの他に、電磁ソレノイドなどを用いた構造を含む。その他に除去プレートの形状を変形させることにより叩き方を斜め方向することができ、被覆屑の剥ぎ取り除去が容易になる。具体的には、図5を参照しつつ後述する。また、除電エアブローや真空吸引等を併用することで、除去性能が向上し、細物電線(静電気によって剥離刃に付着)への適用拡大など汎用性が増す。被覆排出誘導経路(排出シュート、配管)や除去可動プレートにエア吹き出し口(除電ブロー含む)や、真空吸引装置を容易に組合せが可能であることも付随する特徴といえる。
上記の剥離刃駆動手段 (248)は、上剥離刃の下降位置などの被覆への切り込み量が、電線サイズ毎に調節が可能なサーボ機構を利用するものであることが好ましい。また、クランプ搬送部21・31の電線挿入機構もサーボ機構利用するものであることが好ましい。具体的には、発明実施形態の説明において後述する。
本発明の端子圧着装置(300)は、 被覆を剥離した電線(W)の端部に端子(T)を圧着する端子圧着機(27・37)と、 前記電線を把持して前記端子圧着機に前記電線の端部を挿入する電線クランプ搬送部(21・31)と、を備える端子圧着装置であって、 前記電線クランプ搬送部(21・31)が、 前記電線の端部の元側部分を把持するクランプ(211)と、該クランプを駆動して、前記圧着機(27・37)に電線の端部を挿入するクランプ駆動手段(348)と、 端子圧着時の電線伸長に対応して前記クランプ(211)を後退させる伸び吸収機構(320)と、を具備し、 該伸び吸収機構(320)が、 前記クランプ(211)を前記圧着機の方向に付勢するとともに、反挿入方向の設定値以上の力を受けて変形する伸縮付勢部材(323)、及び、 該伸縮付勢部材(323)の伸縮開始時の力を調整する付勢力調整部材(327)を有することを特徴とする。
さらに、前記伸縮付勢部材(323)に付勢される前記クランプ(211)の挿入位置を規定する挿入位置規定部材(329)を有するものとできる。本発明の端子圧着装置においては、前記伸縮付勢部材(323)をスプリングとすることができる。前記付勢力調整部材(327)、及び、前記挿入位置規定部材(329)は、ボルトなどのネジ部材とすることができる。
スプリングなどの伸縮付勢部材(323)を用いた機構を付加する構造とすることで、各種・サイズの電線の端子圧着における、異なる寸法の電線伸長を吸収することが可能となる。また、複雑なセンサや制御は不要である。
本発明の他の端子圧着装置(400)は、被覆を剥離した電線(W)の端部に端子(T)を圧着する端子圧着機(27´・37´)と、 前記電線を把持して前記端子圧着機に前記電線の端部を挿入する電線クランプ搬送部(21´・31´)と、を備える端子圧着装置(400)であって、 前記電線クランプ搬送部(21´・31´)が、 前記電線の端部の元側部分を把持するクランプ(411)と、 該クランプを駆動して、前記圧着機(27´・37´)に電線の端部を挿入するクランプ駆動手段(448)と、 端子圧着時の電線伸長に対応して前記クランプ(411)を後退させる伸び吸収機構(420)と、を具備し、 該伸び吸収機構(420)が、 端子圧着による前記電線の芯線の伸びが始まる圧着高さに到達したことを検出する伸び開始圧着高さ検出手段と、 該手段と同期して作動する、前記クランプ(411)の後退を許容するシリンダ(423)と、 を有することを特徴とする。
前記伸び開始圧着高さ検出手段は、例えば、クリンパー(275、図9参照)の上下駆動機構の下降位置検出器である。前記シリンダ(423)としては、空圧シリンダや、トルク制御が可能なサーボ機能付電動シリンダを挙げることができる。圧着プレスの下降ストローク等の同期が得られる構造であれば、大気解放方向制御弁等用いたエアシンダや、トルク制御が可能な電動シリンダを用いることで、一定ではない伸長に対応することができる。
特に、前記シリンダ(423)として好ましいのは、空気圧シリンダであって、前記伸び開始圧着高さ検出手段と同期して、該空気圧シリンダ内を排気又は減圧する弁(5ポートエキゾストセンター式(大気解放型)方向制御弁463など)が付設されているものである。エアシリンダと圧力制御弁を組み合わせたものと圧着高さとの同期を得ることで、エアシリンダにエキゾストセンターの5ポート方向制御弁を組み合わせたものにすれば、より高度な伸長吸収機構となる。圧着による芯線の伸び発生が開始する圧着高さに到達した時に、圧着を一旦停止し、それと同時に方向制御弁への信号出力し、その後、圧着を継続する動作フローとすることもできる。
さらに、搬送クランプ(21、31)前後動作をボールネジ駆動(347、348)からサーボ機能付電動シリンダに変更し、圧着による芯線の伸び発生が開始する圧着高さと同期させ、サーボ励磁をOFF又は、トルクを低下させることで電線伸長吸収が可能となる。この場合、特許文献2のラック&ピニオン構造と比較して、構造は簡単になる。
本発明の端子圧着電線の製造装置(1)は、 電線(W1)を送給する電線送給部(11)と、 送給された電線を任意の長さに切断する電線切断部(15)と、 該電線(W2・W3)の端部の被覆を剥離する電線被覆剥離部(23・33)と、 被覆剥離された前記電線端部に端子を圧着する端子圧着部(27・37)と、 電線をクランプして各部に搬送するクランプ搬送部(21・31)とを備える端子圧着電線製造装置であって、 前記電線被覆剥離部(23・33)が、上記の電線被覆剥離装置(23・33)であるか、又は、前記端子圧着部(27・37)及び前記クランプ搬送部(21・31)が、上記の端子圧着装置(300・400)を構成することを特徴とする。
本発明の端処理電線の製造方法は、 電線を送給する工程と、 送給された電線を任意の長さに切断する工程と、 該電線の端部の被覆を剥離する被覆剥離工程と、 被覆を剥離した前記電線の端部に端子を圧着する端子圧着工程と、 を備える端処理電線の製造方法であって、 前記被覆剥離工程において上記の電線被覆剥離装置を用いるか、又は、前記端子圧着工程において上記の端子圧着装置を用いることを特徴とする。
以上の説明から明らかなように、本発明の電線被覆剥離装置は、剥離刃から被覆屑を確実に除去することにより、電線被覆剥離形態に関わる品質の維持・向上できる。また、屑シュート(251)をトンネル構造と被覆屑落とし部材(241)にて囲み構造となり、屑排出の誘導経路が構成され、被覆屑の飛散防止という効果もある。
本発明の端子圧着装置は、伸縮付勢部材(323)やシリンダ(423)などを用いた端子圧着時の電線伸長吸収により、複雑な同期制御、センシングを行わなくとも、各種・サイズの電線の端子圧着における、異なる寸法の電線伸長を吸収することが可能となる。これにより、電線の曲がりや座屈のない、端子圧着電線製品の品質を向上させることができる。
本発明の実施の形態に係る端子圧着電線製造装置の全体構成を模式的に示す平面図である。
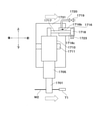
本発明の実施の形態に係る電線被覆剥離装置(カス叩き落し機構付き)の構成概要を示す斜視図である。
図2の電線被覆剥離装置の動作を示す模式的側面図である。
図2の電線被覆剥離装置の動作を示す模式的側面図である。
電線被覆剥離装置のカス叩き落し機構の変形例を模式的に示す斜視図である。
本発明の実施の形態に係る端子圧着機・電線クランプ横搬送の全体構成概要を示す側面図である。
図6の電線クランプ横搬送部における電線伸長吸収機構の主要部の構成を示す図であって、(A)はコイルスプリング323周り側面断面図であり、(B)はストップボルト329周り側面断面図である。
図7の電線伸長吸収機構の主要部の斜視図である。
電線伸長吸収機構の作用を説明するための側面図である。(A)は本発明の実施形態の図であり、(B)は従来の技術の問題点を説明する図である。
他の実施形態にかかる端子圧着装置400の全体構成概要を示す側面図である。
図10の端子圧着装置400の伸長吸収機構420の構成を示す分解斜視図である。
図11の伸長吸収機構420の側面図である。
本発明の実施形態に係る端子圧着電線の製造装置における電線送給部11や、クランプ搬送部21・31、電線切断部15、電線引き出し測長装置17の配置状態を模式的に示す側面図である。
本発明の実施形態に係る、電線Wの長さを測定する第一の測長手段1780・1783・1790と、第二の測長手段2120・2125を備える電線引き出し測長装置の構成を示す図である。(A)はクランプ搬送部21の側面図であり、(B)は第二の測長手段2120・2125の正面図であり、(C)は電線引き出し測長装置17の側面図である。
図14の電線引き出し測長装置の測定系のブロック図である。
本発明の実施形態に係る電線引き出し測長装置17における、引出ヘッド退避 手段(エアシリンダ1716など)の構成を模式的に示す側面図である。
本発明の実施形態に係る電線両端端子圧着装置の電線回動部32の構成概要及び動作を示す斜視図である。(A)は電線回動部32のクランプ3201に電線W3の元部WBを挿入した状態であり、(B)は回動クランプ3201を閉じて電線元部WBを把持した状態であり、(C)は電線W3を90°反時計回りに回動した状態であり、(D)は回動クランプ3201を開いて電線W3を後クランプ搬送部31に預けた状態である。
図17の電線回動部32の具体的構造を示す図であって、(A)は側面図、(B)は正面図である。
本発明の実施形態に係る圧着機2700の側面図であり、
図19の圧着機2700の正面図である。
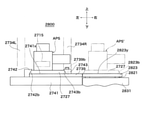
アプリケータ交換機能を改良した端子圧着機2800の側面図である。
図21の端子圧着機2800の平面図である。
W;電線、WK;被覆部分、W1; 送給される電線、W2; 先切断電線,W3; 先後切断電線
T・T1・T2;端子
11;電線送給部、15;電線切断部、17;電線引き込み測長部、20;走行レール、
21;先クランプ搬送部、23;電線被覆剥離装置(電線被覆剥離部、先被覆剥離部)、
25;先検査部、27;端子圧着機(端子圧着部、先端子圧着部)、30;走行レール、
31;後クランプ搬送部、32;電線回動部、
33;電線被覆剥離装置(電線被覆剥離部、後被覆剥離部)、35;後検査部
37;端子圧着機(端子圧着部、後端子圧着部)、41;製品受け部
211;クランプ、213;クランプベース、215;クランプ開閉機構(エアシリンダ)
217;クランプ開閉機構ベース、218;架台、219;ガイド付き上下動エアシリンダ
231;剥離刃(上刃)、233;剥離刃(下刃)、237・238;スライダ、
241;被覆屑落とし部材(プレート)、241A・241B・241C;被覆屑落とし部材、
241x;爪部材、
243;駆動手段(アクチュエータ、エアシリンダ)、244;エアノズル、
247;上下案内レール(コラム)、248;剥離刃駆動手段(モータ)、
249;剥離刃開閉用直動ガイド付きボールネジ、251;屑シュート
275;クリンパー、283;アンビル
300;端子圧着装置
320;伸び吸収機構、321;架台、321r;台板、321t;バネ収容穴、
321w;後端面、321x;メネジ
323;伸縮付勢部材(コイルスプリング)
327;付勢力調整部材(調整ボルト)、327b;前端部、327f;中央部分
328;ロックナット、
329;ストップボルト、329b;オネジ、329f;円柱部、329h;端面、
329j;六角穴付き部(頭)、
331;ボルト植え込み板、331g;貫通孔、331k;後側面
333;電線伸び吸収スライダ、335;ガイド、341;前後スライド板、343;スライダ
345;前後ガイド、347;ボールネジ、348;モータ(クランプ駆動手段)、
351;横スライド台
400;端子圧着装置、411;クランプ、419;ガイド付き上下動エアシリンダ
420;伸び吸収機構、421;架台、423;シリンダ、423b;ロッド
429;ストップボルト(位置決めボルト)、
430;プレートボルト植え込み板、431g; 貫通孔,432;ブロック、
433;電線伸び吸収スライダ、435;ガイド、
445;前後ガイド、448;モータ(クランプ駆動手段)、451;横スライド台
463;方向制御弁
WL;電線リール、10;リールサポート
1000;電線送給・引き出し測長装置、
1110;ストレートナー、1111・1113・1115・1117;ローラー、1501;刃
1701;クランプ、1705;引出ヘッド、
1710;過負荷逃げスライド台、1711;過負荷逃げレール
1716;退避手段(エアシリンダ)、1716b;ロッド側の室;1717;シリンダロッド、
1718;ピストン、1718c;後側の面、1719;圧力調整弁、1720;空気配管、
1723;作動検出手段(磁気センサ)、1731;移動テーブル
1770;ヘッド移動手段、1771;ヘッド移動レール、
1780;移動ベルト(タイミングベルト)、1783;駆動プーリー、1784;従動プーリー
1790;移動モータ、1795;エンコーダー、1798;長さ差算出手段
2101・2103;クランプ片、
2120;補助測長ローラー、2123;エアシリンダ、2125;回転計(エンコーダー)、
2130;電線通しトンネル
2141;電線案内横ローラー、2145;電線案内縦ローラー、
3101;クランプ片
WB; 電線W3の元部
31;後クランプ搬送部、3101;搬送クランプ、3102;台
32;電線回動部、3201;回動クランプ、3201b・c;クランプ片、
3201g;山、3201j;谷、
3203;クランプ開閉機構、3207;回動胴、3211;フレーム、3220;開閉機構の回動手段、3221;大プーリー、3223;タイミングベルト、3225;小プーリー、3227;回動モータ
AP;アプリケータ、APE;エンドフィード用アプリケータ、
APS;サイドフィード用アプリケータ
2700;端子圧着機、2701;ラム、2703;ラムボルト、2707;シャンク
2711;クリンパー(上型)、2715;端子送り機構
2721;アンビル(下型)、2724;アンビルホルダー、2727;アプリケータベース
2731;ラムホルダー(上タイバー)、2731h・m;左右両側部
2734;タイロッド(ガイドロッド、ポスト)、2735;ブッシュ、
2739;スライドレール、2739b;レール溝、2739c;エンアプリケータ搭載台
2739t;側面
2741;アプリケータ架台(下型架台)、2741h・m;左右両側部、2741x;稼動位置
2742・2743;ベース固定爪、2742b・2743b;面
2745;ロッドガイド部、2750;窓、
2751;従動プーリー、2754;ベルト、2757;駆動プーリー
2761;軸受ホルダー、2764;軸受(軸受ボックス)、
2767;ナットホルダー(下タイバー)、、2767h・m;左右両側部
2771;送りナット(ナットボックス)、2781;送りスクリュー、
2791;モータ減速機、2794;モータ
2800;端子圧着機、 2821;レール
2823;スライドレール(サイドテーブル)、2823b;レール溝、2823y;待機位置、
2831;架台、
2871;スライドレール、2871b;レール溝、2871t;後側端、2871y;待機位置
発明を実施するための良好な形態
以下、本発明の実施の形態について、図面を参照しながら説明する。各図において、前後方向は電線Wの軸方向であり、左右方向(横方向)は電線クランプ搬送部が電線Wを横持ちする方向であり、上下方向は圧着クリンパーや被覆剥離上刃の昇降方向(地球重力方向に限定されない)である。
最初に、図1を参照して、本発明の実施の形態に係る太物用の端子圧着電線製造装置の全体的な構成を説明する。
端子圧着電線製造装置1は、以下の各部を備える。
電線送給部11;ロール状に巻かれた電線束(図示されず)から電線W1を縦方向に送る。
切断部15;送給される電線W1を切断し、先後切断電線W3の長さを決める。
電線引き込み測長部17;切断部15を通過した電線を先方向に引き込む。製品となる端子圧着電線の長さに対応した位置で停止し、電線後端を切断する。両端切断された電線を先後切断電線W3という。
先クランプ搬送部21;電線(先切断電線)W2の端部をクランプし横方向に搬送する。電線W2を電線送給位置L0から圧着位置L-3まで左方向に搬送し、またL0に戻る。
走行レール20;クランプ搬送部21が走行する。
先被覆剥離部23;先側端部が切断された電線W2の被覆を剥離する。
先検査部25;電線先端部の被覆剥離状態を検査する。
先端子圧着部27;電線W2の先端に端子T1を圧着する。
後クランプ搬送部31;先後切断電線W3をクランプし横方向に搬送する。電線W3を電線引き込み部17の位置(電線送給位置L0)で受け取り、圧着位置L4まで右方向に搬送し、電線W3を製品受け部41に渡し、その後L0に戻る。
走行レール30;後クランプ搬送部31が走行する。
電線回動部32;電線後端を軸中心周りに回動させ、後端端子の軸周りの圧着位置(姿勢)を規定の位置に合わせる。
後被覆剥離部33;後側端部が切断された電線W3の被覆を剥離する。
後検査部35;電線後端部の被覆剥離状態を検査する。
後端子圧着部37;電線W3の後端に端子T2を圧着する。
製品受け部41;両端に端子を圧着した製品電線の払い出しを受ける。
図2~4を参照しつつ、被覆剥離装置23・33について説明する。なお、図2に示す方向は、先被覆剥離(剥離)部23についてのものである。各図に示すように、被覆剥離装置23・33は、電線の被覆に切り込みを入れる上刃231と下刃233を有する。この実施形態では、下刃233及び上刃231ともに上下可動である。具体的には、上刃231は上スライダ237の側部に取り付けられており、下刃233は下スライダ238の側部に取り付けられている。両スライダ237・238は、上下案内レール(コラム)247に沿って、剥離刃開閉用直動ガイド付きボールネジ249及びそのモータ(剥離刃駆動手段)248によって、上下に駆動される。ここで、ボールネジ249は、その上半分と下半分が、ネジレ方向の反対のネジ(左ネジと右ネジ)が切ってあり、同ボールネジ249の回転によって、各スライダ237・238は、互いに離れる方向(刃開)、又は、互いに近寄る方向(刃閉)に駆動される。
上スライダ237の側面(図2の右側の面)には、被覆屑を叩き落す屑落とし部材(プレート)241、及び、その上下駆動アクチュエータ(エアシリンダ)243が取り付けられている。これらの動作については次述する。屑落としプレート241の下方には、落ちた屑を案内する屑シュート251が設けられている。また、図2では図示省略されているが、被覆屑に空気流を当てるエアノズルも設けられている。
図3・4を参照しつつ、被覆剥離装置23・33の作動を説明する。なお、図3・4は、模式的な図であって、図2との間に形状・寸法の整合性はない。
図3(A)は、剥離刃231・233は刃が開いた初期位置状態で、電線Wの端部が両刃の間に挿入された状態である。屑落としプレート241は、上に上がった状態である。
図3(B)は、剥離刃231・233が閉じて電線Wを挟んだ状態である。両刃の刃先は、電線Wの被覆に切り込まれている。剥離刃231・233の閉位置は、電線Wの太さや被覆の厚さに応じた位置に、モータ(剥離刃駆動手段)248のサーボ制御により選択・位置決めされる。なお、太物の電線Wの場合、切り刃の形状は、電線Wの種類によって異なる。
図3(C)は、図(B)状態から剥離刃231・233がわずかに開いた状態で、電線Wが刃231・233から離れる方向に引かれた状態(プルバック状態)である。電線Wを引くのは、クランプ搬送部21・31(図1及び図6(後述)参照)が、電線Wをクランプしたまま、電線Wの軸方向に動く。これにより、刃231・233から先(図の左側)の電線被覆の部分(被覆屑WK)が、電線Wの先端部から外れて刃の左側に残る。引かれた電線Wの先端部には、芯線WCが剥きだしになっている。
図4(D)では、電線Wから被覆屑WKが離れた後に、剥離刃231・233が図3(C)状態から、わずかに開き、上下の刃231・233が半開きの状態となっている。この状態では、被覆屑WKは上下の刃231・233の間に挟まったような形態となっている。ここで、屑落としプレート241を数回上下に動かし、被覆屑WKを叩き落す。被覆屑WKは、シュート251に落ちる。屑落としプレート241の作動と同時に、被覆屑WKに、エアノズル244から空気流を当てる。なお、上下の刃231・233を半開きの状態で、被覆屑WKを落とすのは、屑落としプレート241を駆動する駆動手段(アクチュエータ、エアシリンダ)243のエアシリンダストローク位置を考慮した位置にするためである。
その後、(E)のように、上刃231、下刃233が初期位置まで開き、被覆剥離後の電線Wは、その後の工程へ向けて搬送される。
図5は、電線被覆剥離装置のカス叩き落し機構の変形例を模式的に示す斜視図である。
図5(A)の屑落とし部材241Aは、小さくした屑落としプレート241に棒状又は突起形状を取付けたものである。動作は、上述の屑落としプレート241と同様に上下に駆動され、被覆屑を剥ぎ落す。この棒状又は突起形状の屑落とし部材241Aの利点は、被覆センター位置より少しずれた位置に屑落とし部材241Aを取付けたことにより、被覆を斜め上から叩き落すことになり、上刃231又は、下刃233に喰い付いた被覆屑落としが容易になる。
図5(B)の屑落とし部材241Bは、テーパ状の部材であり、被覆屑に当たる先の部分が分厚い。動作は、上述の屑落としプレート241と同様に上下に駆動されて、被覆屑を剥ぎ落す。このテーパ状の屑落とし部材241Bの利点は、喰い付いた被覆屑に対して、横の部分から当たり始め、テーパの角度に沿って落とすことになり、被覆屑落としが同様に容易になる。
図5(C)の屑落とし部材241Cは、チャック式であって、開閉する一対の爪部材241x、及び、それを移動させる機構を備える。被覆屑をチャックで把持して剥離刃からはがし、シュート又は吸引部に、被覆屑を運び、そこでチャック241xを開放して被覆屑を運び去る。
上記の剥離刃駆動手段(248)は、上下剥離刃の開閉位置の制御、特に被覆への剥離刃の切り込み量や、図3(C)の半開き状態の位置制御は、電線サイズ毎に調節が可能なサーボ機構を利用するものであることが好ましい。また、クランプ搬送部21・31の電線挿入機構(具体的には前後スライドモータ348(図6))もサーボ機構を利用するものであることが好ましい。これにより、ストリッフ゜長さ調整、被覆剥離動作、圧着位置調整の緻密な制御が可能である。
図6~図9を参照しつつ、本発明の実施の形態に係る端子圧着機・電線クランプ横搬送装置について説明する。図6は、装置の全体構成概要を示す側面図である。図7は、図6の電線クランプ横搬送の伸長吸収機構の構成を示す側面断面図である。図8は、図7の伸長吸収機構の斜視図である。図9は、図7の伸長吸収機構の作用を説明するための模式的側面図である。図9(A)は本発明の実施形態の図であり、図9(B)は従来の技術の問題点を説明する図である。
図6に全体構成を示す本装置は、端子圧着部27・37と、クランプ搬送部21・31とから構成されている。
端子圧着部27・37は、図9に示すように、被覆を剥離した電線Wの端部に端子Tを圧着する。端子圧着部27・37は、昇降する上カシメ工具であるクリンパー275や、固定下工具であるアンビル283などを有する。
クランプ装置21・31は、電線Wを把持するクランプ211、同クランプを開閉する機構215を具備する。クランプ211を搭載するクランプベース213は、クランプ開閉機構215に搭載されており、クランプ開閉機構215は、圧着時の上下沈み機構を含んだ、クランプ開閉機構ベース217に取付けられている。クランプ開閉機構ベース217は、架台218に固定されている。架台218は、ガイド付き上下動エアシリンダ219を介して、電線伸び吸収機構320の架台321に搭載されている。
電線伸び吸収機構320の架台321は、電線伸び吸収スライダ333上に搭載されており、ガイド335及び前後スライド板341の上で、前後方向に少々スライド可能である。電線伸び吸収機構320は、本発明の特徴部分の一つであり、図7や図8図9を参照しつつ、詳しく後述する。
前後スライド板341は、スライダ343(図8参照)上に搭載されており、前後方向に延びる前後ガイド345に沿って、スライド可能である。スライダ343は、ボールネジ347・モータ348によって駆動される。前後ガイド345は、横スライド台351上に搭載されており、横方向に延びるレール20・30(図1も参照)に沿って移動可能である。
電線伸び吸収機構320は、図7に示すように、前述の架台321やスライダ333に加えて、コイルスプリング323やその調整ボルト327などの主要部を具備する。
コイルスプリング323は、架台321の台板321rに彫り込まれたバネ収容穴321tの中に収容されている。バネ収容穴321tは、前後方向に延びており、後端は台板321rの後端面321wに開口している。
バネ収容穴321tの後端寄りの部分には、バネ調整ボルト327の頭(前端部327b)が、入り込んで、コイルスプリング323の後端に当接している。調整ボルト327の前後方向中央部分327fは、ボルト植え込み板331のメネジ331fにねじ込まれている。ボルト植え込み板331は、図6に示すように、前後スライド板341の後端部に、上に立ち上がるように固定されている。ボルト327をメネジ331fにねじ込んで、ボルト327を前方向に進めると、コイルスプリング323が圧縮される。ボルト327には、ロックナット328もネジ込まれており、ボルト327の前後方向位置を固定できる。
図8に分かり易く示すように、バネ調整ボルト327の左右には、二本のストップボルト329が設けられている。ストップボルト329は、図7(B)に示すように、前側部分にオネジ329bが切られており、後端部分が六角穴付き部(頭)329jであり、中間部分が円柱部329fとなっている。ストップボルト329の前側オネジ329bは、架台321の台板321rの後端部に形成されたメネジ321xにネジ込まれている。これにより、同ボルト329は、台板321rの端面321wから後側に延びるように固定されている。
ストップボルト329の中間円柱部329fは、ボルト植え込み板331に形成された貫通孔331gの中に、非接触状態で貫通している。図7の状態では、ストップボルト329の頭329jの前側の端面329hは、ボルト植え込み板331の後側面331kに当接している。というのは、台板321rは、コイルスプリング323にかかっている圧縮力により、前側に付勢されており、この付勢力は、台板321rに固定されているストップボルト329を前側に引っ張る作用をしているからである。結局、ストップボルト329により、台板321rの前進限が定められている。この台板321rの前進限は、結局、電線Wの前端の端子圧着部27・37への挿入位置を定める。なお、端子圧着時に、伸長する電線にクランプ211が押されてコイルスプリング323が縮むと、その縮みの分だけ、ストップボルト329は後退する。
図7の状態で、バネ調整ボルト327をネジ込む(前進させる)と、コイルスプリング(伸縮付勢部材)323が圧縮されて付勢力(伸縮開始の設定荷重)は強くなる。他方、バネ調整ボルト327を抜き出す(後進させる)と、コイルスプリング323が伸びて付勢力(伸縮開始の設定荷重)は弱くなる。図9を参照しつつ次述するが、端子圧着時の電線伸びにより、電線を把持するクランプ211が後側に押され、その押し力が架台321に伝わる。その押し力が、コイルスプリング323の上記設定荷重を超えると、スプリング323は縮んで、架台321やクランプ211は、後退する(伸び吸収スライダ333がガイド335上で後ろにスライドする)。
図9を参照しつつ、電線伸長吸収機構の作用を説明する。(A)は本発明の実施形態の図であり、(B)は従来の技術の問題点を説明する図である。(B)の従来の技術では、クランプ211の後退機構が存在しないので、圧着時における電線伸長の影響により、電線Wが図の上方にV字状に折れ曲がっている。一方、(A)の本発明の実施形態では、クランプ211の後退機構が存在するので、圧着時における電線伸長の分だけクランプ211が後退し、これにより、電線Wは折れ曲がることはない。
次に、本発明の他の実施形態にかかる端子圧着装置400について、図10・図11・図12を参照しつつ説明する。図10は、端子圧着装置400の全体構成概要を示す側面図である。図11は、図10の端子圧着装置400の伸長吸収機構420の構成を示す分解斜視図である。図12は、図11の伸長吸収機構420の側面図である。
図10に全体構成を示す本装置400は、端子圧着部27´・37´と、クランプ搬送部21´・31´とから構成されている。この装置400の端子圧着部27´・37´は、図6の端子圧着部27・37と同様の構成・機能を有する。この装置400のクランプ搬送部21´・31´において、図6の符号に100あるいは200を加えた符号で示す部分は、同様の機能を有する部分である。具体的な対応関係は、符号の説明の欄に記載したとおりである。
本実施形態の特徴部分である電線伸び吸収機構420は、端子圧着による前記電線の芯線の伸びが始まる圧着高さに到達したことを検出する伸び開始圧着高さ検出手段と、該手段と同期して作動する、クランプ411の後退を許容するシリンダ423とを有する。伸び開始圧着高さ検出手段は、圧着部27´・37´のクリンパー(275、図9参照)の上下駆動機構の下降位置検出器などである。クリンパーの降下位置は、上下駆動機構がサーボプレス方式の場合は、その駆動モータの回転位置(エンコーダ)で把握できる。伸び開始圧着高さについては、電線の種類・サイズ毎に把握して、その値を装置のコントローラーに記憶しておくことができる。
シリンダ423は、この実施形態では、エアシリンダ423である。エアシリンダ423には、空気圧配管(一点鎖線で模式的に示す)を介して、空気圧レギュレータ461と、5ポートエキゾストセンター式(大気解放型)方向制御弁463が接続されている。方向制御弁463は、伸び開始圧着高さ検出の信号により、空気圧シリンダ423内のロッド423b側の室、及び、反ロッド側の室の両方を大気解放とする。これにより、エアシリンダ423は、ロッド423bにかかる力の方向へ移動可能となる。
すなわち、電線の伸びに伴う力が、クランプ411を後退させるようにかかると、シリンダ423のロッド423bは、図12に示すΔSだけ縮む。そして、その分だけ、ブロック432や、それにつながっているクランプ411は、後退可能である。なお、本実施形態では、圧着による芯線の伸び発生が開始する圧着高さに到達した時に、圧着を一旦停止し、それと同時に方向制御弁463への信号出力し、その後、圧着を継続する動作フローである。
図11に示すストップボルト(位置決めボルト)429は、図7のストップボルト229と同じ構造・機能である。プレート430の左右の貫通孔431gは、図7のボルト植え込み板331の貫通孔331gと同じ構造・機能である。なお、プレート430の中央の孔430fは、シリンダのロッドが自由動作する貫通孔である。また、ブロック432とシリンダロッド432bを取り付けるボルト類等は、図10には示されていない。
なお、伸長吸収機構の変形例として、搬送クランプ21、31前後動作を、ボールネジ駆動347・348から推力調整用圧力制御を用いたサーボ機能付電動シリンダに変更し、圧着下限位置と同期させ、サーボ励磁をOFF又は、トルクを低下させることで電線伸長吸収することもできる。この場合、特許文献2のラック&ピニオン構造より構造は簡単になる。
本実施形態に係る端子圧着電線製造装置の電線引き出し測長について説明する。
太物電線においては、下記の事情により、電線の巻クセを十分に取りきることは難しく、電線切断長さの測長も難しい。すなわち、電線の単位長さあたりの重量が重くなるので、従来の方法である送りローラー方式では、負荷が大きくなるとローラー面と電線被覆面にスリップが発生し、ローラー側の送り量と実際に送られた電線長さに誤差が発生しやすい。また、電線の被覆の材質や電線内部の導体構成などの特性により、摩擦係数や重量の変化が大きいため、上記同様に電線長さ誤差が生じやすい。さらに、電線のリール状の包装状態によっては、電線被覆外径が変化し、ローラーの把持位置が変化することで誤差が生じやすい。
そのため、電線を、所望の長さだけ正確に引き出す(長手に延ばす)には、工夫を要する。なお、近年、電気自動車やハイブリッドカーの普及が進み、自動車ワイヤーハーネス用の動力電線の太物化が進むとともに、その長さ寸法精度についての要求もますます厳しくなっている。
本発明は、太物電線に関する以下の課題の一以上を解決することを目的とする。
ア)電線長さ寸法精度の向上。
イ)電線長さ異常の検出を自動で行える。
ウ)過大な電線引き出し力がかかった場合に、設備異常を防止し、製品異常を検出する。
本発明の電線引き出し測長装置は、 電線(W2)を引き出すとともに、その引き出し長さを測定する装置であって、 電線(W2)の先部分(WT)を把持するクランプ(1701)を有し、前記電線を引き出す引出ヘッド(1705)と、 該ヘッドを引き出し方向に移動させるヘッド移動手段(1770)と、 前記ヘッド(1705)の移動長さを測定する第一の測長手段(1780・1783・1790)と、 前記電線(W2)の引き出された長さを測定する第二の測長手段(2120・2125)と、 両測長手段の測長値の差を算出する長さ差算出手段(1798)と、 を備えることを特徴とする。
本発明の電線引き出し測長装置においては、前記第一の測長手段が、前記ヘッド移動手段(1770)の移動モータ(1790)、及び、その回転量を検出するエンコーダー(1795)を有し、 前記第二の測長手段が、前記電線(W2)に押し当てられて回転する測長ローラー(2120)、及び、その回転量を検出する回転計(2125)を有するものとできる。
電線W2に想定以上の湾曲があった場合は、第一の測長手段の測長値よりも第二の測長手段の測長値のほうが相当長くなったり、相当短くなったりすることがある。そのとき、異常として、オペレーターが確認して、設備の調整などの対処をする。また、両測長手段の測長値の差が基準を超える場合に表示、通知、警報、及び/又は、装置停止を行うことも好ましい。
本発明の一つの電線端処理装置は、 電線(W1)を送給する電線送給部(11)と、 送給された電線(W2)を切断する電線切断部(15)と、 前記の電線引き出し測長装置と、 電線(W2)をクランプして、前記電線の送給方向と交差する方向に横搬送するクランプ搬送部(21)と、 切断した電線の端部に処理を施す端処理部(23・25・27)と、 を備え、 前記第二の測長手段が、前記クランプ搬送部(21)に配置されていることを特徴とする。
本発明の他の電線端処理装置は、 電線の巻癖を矯正するストレートナー(1110)を有し、電線(W1)を送給する電線送給部(11)と、 送給された電線を切断する電線切断部(15)と、 先端の切断された電線(W2)の先部分(WT)を把持するクランプ(1701)を有する引出ヘッド(1705)を具備し、前記電線(W2)を所望の長さ引き出す電線引き出し測長部(17)と、 切断した電線の端部に処理を施す端処理部(23・25・27)と、を備え、 前記電線引き出し測長部(17)が、前記引出ヘッド(1705)を引き出し方向に移動させるヘッド移動手段(1770)と、 前記ヘッド(1705)の移動長さを測定する測長手段(1780・1783・1790)と、を具備し、 電線引き出し時に、前記ストレートナー(1110)と前記引出ヘッド(1705)との間の電線に張力をかけることを特徴とする。
この電線端処理装置においては、ストレートナー(1110)と引出ヘッド(1705)との間の電線に張力をかけて、電線の撓みなどの弛みを抑制できる。したがって、引出ヘッド(1705)の移動長さと、実際に引き出される電線の長さの差がほとんどなく、正確な長さの電線を引き出すことができる。
本発明の他の電線引き出し測長装置は、 電線(W2)の先部分(WT)を把持するクランプ(1701)を有し、前記電線(W2)を引き出す引出ヘッド(1705)と、 該ヘッドを引き出し方向に移動させるヘッド移動手段(1770)と、 前記ヘッドの移動長さを測定する測長手段(1780・1783・1790)と、 前記引出ヘッド(1705)にかかる引き出し力が所定値以上となった場合に、前記引出ヘッドを反引き出し方向に逃がす退避手段(1716)と、 を備えることを特徴とする。
前記退避手段は、エアシリンダ(1716)、及び、その印加圧力の調整弁(1719)を有するものとできる。エアシリンダは、ヘッドを引き出し方向に付勢しており、引き出し力がエアシリンダの力より大になるとエアシリンダが反引き出し方向に動いて、ヘッドを逃がす。また、退避手段(1716)の作動を検出する手段(1723)をさらに備えることもできる。
電線の引き出しは、ストレートナーなどの抵抗に打ち勝って電線を引き出す。電線の巻きくせが強すぎるなどの理由により、電線引き出し抵抗が過大になったとき、反引き出し方向にヘッドを逃がす。そして、オペレーターが電線や装置を確認する。あるいは、電線引出しの過負荷として、設備の停止と共に表示、警告を行う。そして、電線矯正部や電線リールの送り出し装置等点検などの対処を行う。
本発明の他の電線端処理装置は、 電線(W1)を送給する電線送給部(11)と、 送給された電線を切断する電線切断部(15)と、 先端の切断された電線(W2)の先部分(WT)を把持するクランプ(1701)を有する引出ヘッド(1705)を具備し、前記電線(W2)を所望の長さ引き出す電線引き出し測長部(17)と、 切断後の電線(W2)をクランプして、前記電線の送給方向と交差する方向に横搬送するクランプ搬送部(21)と、 切断した電線の端部に処理を施す端処理部(23・25・27)と、 を備え、 前記クランプ搬送部(21)が、前記電線(W2)の先端部を把持する前後方向に配列された2対のクランプ片(2101・2103)を有し、 前記引出ヘッド(1705)のクランプ(1701)が、前記クランプ搬送部(21)の2対のクランプ片(2101・2103)の間において前記電線(W2)の先部分(WT)を把持することを特徴とする。
クランプ搬送部(21)の、電線(W2)の先端部を把持する前後方向に配列された2対のクランプは、先行電線の後端部と、後行電線の先端部との間を切断する際には、電線を把持している。その後、引出ヘッドのクランプが、クランプ搬送部(21)の2対のクランプの間において電線(W3)のトップ(WT)を把持し、クランプ搬送部(21)のクランプは電線を開放する。その後、引出ヘッドは電線を引き出す。クランプ搬送部(21)の2対のクランプで把持されている曲がりなどのない姿勢の安定した状態の電線を、引出ヘッドのクランプが把持して引き出す。したがって、引出ヘッドのクランプの把持位置は予定通りの位置となるので、電線の長さ精度を高く保てる。
図13~図16において、電線の符号の意味は次のとおりである。「電線W1」は、リールWLの先から先クランプ搬送部21までの間の部分である。「電線W2」は、先端切断された部分であり、次に後端が切断されると次の電線W3になる部分である。「電線W3」は、両端切断された状態の電線である。「電線W」は、上記電線各部を含め、電線を総称する意味である。
図13を参照しつつ、電線送給・引き出し測長装置1000の全体構成を説明する。電線Wは、巻かれたリールの形態(電線リールWL)で、装置の元側のリールサポート10にセットされる。リールサポート10は、リールWLの芯部を回転可能に保持する。リールWLの先には、電線送給部11が設けられている。電線送給部11は、ストレートナー1110を含む。 ストレートナー1110は、周知の方式のものであり、縦及び横から電線W1を挟む複数のローラー1111・1113・1115・1117を有しており、電線の巻癖を矯正する。
ストレートナー1110の先側には、先クランプ搬送部21が設けられている。この先クランプ搬送部21の全体的な作用・構造については、図1・図6・図10やその説明を参照されたい。この実施形態の先クランプ搬送部21には、前後方向にある間隔を隔てて、二個のクランプ片2103・2101が配置されている。同クランプ片は、電線W2を把持する。
先クランプ搬送部21の先側には、電線切断部15が配置されている。同部15は、電線を切断する刃1501を有する。なお、電線切断部15は、電線切断時以外は、下降しており、その刃1501と電線W2との無用の接触を避けるようになっている。
先クランプ搬送部21や電線切断部15の上方には、電線引き出し測長装置17が設けられている。同装置17は、電線W2の先部分WTを把持するクランプ1701を有し電線を引き出す引出ヘッド1705や、該ヘッドを引き出し方向に移動させるヘッド移動手段1770(図14(C)参照)を備える。引出ヘッド1705は、先クランプ搬送部21のクランプ片2103・2101から電線W2の先端部分を受け取って、所望の長さ電線を先側に引き出す。その詳細は、図14を参照しつつ後述する。
切断部15の先側には、後クランプ搬送部31が設けられている。同部31のクランプ片3101は、電線W2・W3の先側部分を把持する。なお、上記切断部15が電線W2を切断する際は、先クランプ搬送部21及び後クランプ搬送部31の双方が電線W2を保持した状態である。後クランプ搬送部31の総合的な作用については、図1及びその説明を参照されたい。
次に図14を参照しつつ、電線Wの長さを測定する第一の測長手段1780・1783・1790と、第二の測長手段2120・2125を備える電線引き出し測長装置1000を説明する。図14(A)・(C)に示すように、この装置1000は、大きくは、先クランプ搬送部21と電線引き出し測長装置17とから構成されている。なお、図13に示すように、図14(A)の先クランプ搬送部21の上側・先側に、図14(C)の電線引き出し測長装置17が配置されている。
先クランプ搬送部21は、電線の元側(上流側)から先側(下流側)に、電線案内縦ローラー2145、同横ローラー2141、電線通しトンネル2130、補助測長ローラー2120、一対のクランプ片2103・2101などを有している。電線案内ローラー2145・2141、電線通しトンネル2130は、圧着工程などの横搬送時に電線W2のずれ防止と、ストレートナー1110(図13)を出た電線W1を、前後・上下方向に真っすぐに先クランプ搬送部21に導くものである。
補助測長ローラー2120は、図14(B)に示すように、一対(二組)の対向するローラー2120・2120´からなる。各ローラーは、上下軸周りに回転自在である。ローラー2120・2120´の上方には、両者の間隔を狭める方向と、広げる方向に駆動するエアシリンダ2123が設けられている。同エアシリンダ2123によって、ローラー2120・2120´は、電線W2の側面に押し当てられ、電線W2の動きにしたがって、摩擦により同速度で回転する。
一方のローラー2120の軸は上方に延びて、エンコーダー2125に接続されている。これらの測長ローラー2120・2120´やエンコーダー2125などが、電線W2の引き出された長さを測定する第二の測長手段を構成している。なお、エンコーダー2125は、クランプ2101、2103での電線把持力とシリンダ2123の押し当て力によりエンコーダーの回転は半拘束状態にある。測長については、エンコーダーのインクリメンタル機能を用いて測長するため、半拘束状態であっても問題がない。
電線引き出し測長部17は、電線W2を把持して引き出す引出ヘッド1705や、ヘッド移動レール1771、移動ベルト1780、移動モータ1790などを有する。引出ヘッド1705は、その下部に、電線W2の先部分WTを把持するクランプ1701を有する。クランプ1701は、その上の開閉機構(エアシリンダなど、ヘッド1705に内蔵)により開閉駆動される。引出ヘッド1705は、逃げスライド台1710(図16を参照しつつ後述)や移動テーブル1731を介して、移動レール1771に前後方向スライド自在に支持されている。
移動テーブル1731は、タイミングベルト1780により、前後方向に走行駆動される。タイミングベルト1780の前後には、駆動プーリー1783と従動プーリー1784が係合している。駆動プーリー1783は、ヘッド走行モータ1790により回転駆動される。同モータ1790は、エンコーダー内蔵のサーボモータである。同エンコーダー付きモータ1790は、ヘッド1705の移動長さを測定する第一の測長手段を構成する。
次に、図15のブロック図を参照しつつ、図14の電線引き出し測長装置の測定系の構成を説明する。この図の左上には、引出ヘッドの移動モータ1790、及び、同モータ内蔵のエンコーダー1795が示されている。図の左下には、引き出される電線に押し当てられて回転する測長ローラー2120、及び、その回転を検出するエンコーダー2125が示されている。モータエンコーダー1795及びローラーエンコーダー2125の回転信号は、電線長さ差算出手段1798(マイクロコンピューターなどの機器で構成)に送られる。電線長さ差算出手段1798は、両エンコーダーからの信号を、二種類の電線引き出し長さに換算して、両者の差を算出する。
電線W2に想定以上の湾曲があった場合は、引出ヘッド1705の走行長さ(第一の測長手段の測長値)よりも測長ローラー2120の回転長さ(第二の測長手段の測長値)のほうが長くなることがある。あるいは、第二の測長手段のほうが相当短くなることもある。そのとき、異常として、オペレーターが確認して、設備の調整などの対処をする。
また、両測長手段の測長値の差が基準を超える場合に、操作盤1799を介して、表示、通知、警報、及び/又は、装置停止を行うこともできる。
次に、図14や図13に示す先クランプ搬送部21の二対のクランプ片2101・2103について説明する。同クランプ片は、電線の前後方向に少し間隔を開けて設けられている。そして、先クランプ搬送部21から引出ヘッド1705に電線W2を渡す際には、図14に示すように、同ヘッドのクランプ1701は、前記2対のクランプの間において電線W2のトップWTを把持する。
前側のクランプ片2101は、電線引き出し時に、前進する引き出しクランプ1701と干渉しないように、クランプ2101が下側に下降する構造 となっている。
先行電線(先に前後端を切断された部分)の後端部と、後行電線(次に前後端を切断される部分)の先端部との境目を切断する際には、クランプ搬送部21の2対のクランプ片2101・2103は、電線を把持している。電線切断の後、引出ヘッド1705のクランプ1701が、クランプ搬送部21の2対のクランプ片の間において電線W2を把持し、クランプ搬送部21のクランプは電線を開放する。その後、引出ヘッド1705は電線を引き出す。
このように、引出ヘッド1705が電線W2を受け取る際は、電線W2は、クランプ搬送部21の2対のクランプ片2101・2103で把持されており、曲がりなどのない、姿勢の安定した状態である。そのため、引出クランプの把持位置は、予定どおりの所定の位置となるので、この点でも、電線の長さ精度を高く保つことにつながる。
次に、図16を参照しつつ、本発明の実施形態に係る電線引き出し測長装置における引出ヘッド退避手段について説明する。引出クランプ1701を有する引出ヘッド1705は、過負荷逃げスライド台1710に搭載されている。同スライド台1710は、過負荷逃げレール1711に沿って前後方向に移動可能に、移動テーブル1731上に搭載されている。
逃げスライド台1710は、移動テーブル1731に対して、エアシリンダ1716によって、前方向に付勢されている。すなわち、エアシリンダ1716は、移動テーブル1731に固定されており、同シリンダのロッド1717は、スライド台1710に接続されている。エアシリンダ1716のロッド側の部分には、空気配管1720が接続されている。空気配管1720には、圧力調整弁1719が取り付けられており、この弁1719により調整された圧力の空気が、シリンダ1716のロッド側の室1716bやシリンダ内のピストン1718の後側の面1718cにかかっている。
下述する通常の状態では、ロッド1717及びピストン1718は、図16に示すように、前側に寄った状態である。シリンダ1718の外面前側には、磁気センサ1723が配置されている。このセンサ1723によって、ピストン1718の位置が把握される。次述する異常時には、ピストン1718が相対的に後側に移動し、これをセンサ1723が検知する。
シリンダ1716の付勢力は、通常の電線をストレートナー1110(図13)の抵抗や、 の抵抗などに起因する、通常の電線の最大引出力よりは高い。すなわち、通常は、移動テーブル1731の動きと同期して、逃げスライド台1710、引き出しヘッド1705、クランプ1701は動き、電線を引き出すことができる。
一方、電線の巻癖が強すぎて抵抗が過大になったときや、リールサポート(電線供給装置)10の故障等の電線搬送不具合発生などの異常事態により、引出ヘッド1705にかかる引き出し力が所定値以上となった場合には、エアシリンダ1716からロッド1717が引き出されて、逃げスライド台1710や引出ヘッド1705を反引き出し側(後ろ)方向に退避させる(逃がす)。すると、上述の磁気センサ1723がこれを検知し、警報などでオペレーターに知らせて確認を促す。そして、オペレーターが電線や装置を確認し、電線への過負荷原因除去などの対処を行う。これにより、装置故障時や電線異常時などによる不良発生が防止できる。
本実施形態に係る端子圧着電線製造装置の二台の端子圧着機の間における電線回動部置について説明する。
太物電線においては、電線自体のひねり(ねじり)自由度が低いのと、電線の単位長さあたりの重力が重いため、電線両端への端子圧着後に、両端の端子相互の角度(電線長手軸周りの)を、電線にねじれを加えることによって調整(角度変え)する自由度は低い場合がある。近年、電気自動車やハイブリッドなどの普及が進み、自動車ワイヤーハーネス用の動力電線の太物化が進むとともに、その両端端子角度の精度についての要求もますます厳しくなっている。
端子圧着電線における電線の軸回り回動手段を開示する文献として、特開2009-152104号公報(特許文献11、住友電装)がある。この文献の図3・図4及び明細書段落0053~57には、電線端部回転部33が開示されている。しかしながら、この文献11の電線端部回転部33は、両端に端子を圧着済みの電線を、電線保管冶具である電線保持バー10に掛ける際の角度調整ためのものであって、電線両端の端子圧着の中間段階で、電線全体をねじるものではない。つまり、両端の端子相互の角度(電線長手軸周りの)を、電線にねじれを加えることによって調整(角度変え)したいという課題に対応するものではない。
同じく端子圧着電線における電線の軸回り回動手段を開示する文献として、特開2008-10375号公報(特許文献12、日本オートマチックマシン)がある。この文献の図1・2・3及び明細書段落0036~42には、端子圧着済みの電線端部を回動させる電線回動機構80A、及び、端子未圧着の電線端部を回動させる電線回動機構80Bを有するワイヤーハーネス製造装置が開示されている。しかしながら、この文献12の電線回動機構は、先端に端子Tが圧着された電線の後端部のみを把持して、すなわち、端子が圧着された先端部を回動非拘束の状態で、電線全体をねじるものではない。そのため、電線の両端の各々に電線回動機構が必要になる。
さらに、端子圧着電線における電線の軸回り回動手段を開示する文献として、特許第5048885号公報(特許文献13、日本オートマチックマシン)がある。この文献の図4には、端子の電線軸方向回りの角度を調整する手段10が開示されている。しかしながら、この文献13の角度調整手段10は、両端に端子を圧着済みの電線を、コネクタハウジングに挿入する際の角度調整ためのものであって、電線両端の端子圧着の中間段階で、電線全体をねじるものではない。つまり、両端の端子相互の角度(電線長手軸周りの)を、電線にねじれを加えることによって調整(角度変え)したいという課題に対応するものではない。
特許文献11; 特開2009-152104号公報
特許文献12; 特開2008-10375号公報
特許文献13; 特許第5048885号公報
本発明は、太物電線に関する以下の課題の一以上を解決することを目的とする。
ア)端子圧着後の工程に支障をきたすことがなく、作業効率を改善する。
イ)重い太物電線も短時間で正確に角度調整できる。
本発明の電線両端端子圧着装置は、 電線(W1)を送給する電線送給部(11)と、 送給された電線を任意の長さに切断する電線切断部(15)と、 該電線(W2・W3)の先端部の被覆を剥離する先端被覆剥離部(23)と、 被覆剥離された前記先端部に端子を圧着する先端端子圧着部(27)と、 該電線(W2・W3)の端部の被覆を剥離する後端被覆剥離部(33)と、 被覆剥離された前記電線端部に端子を圧着する後端端子圧着部(37)と、 電線をクランプして各部に搬送するクランプ搬送部(21・31)と、を備え、 さらに、前記先端端子圧着部(27)と前記後端端子圧着部(37)との間に備えられた、先端に端子Tが圧着された電線の後端部のみを把持して回動することにより、端子が圧着された先端部を回動非拘束の状態で、前記電線(W3)の全体を、電線長手方向軸の周りに所望角度だけ回動させる電線回動部(32)を備えることを特徴とする。
本発明は、電線軸方向回転工程を、電線の後方側(テール側)の処理工程として設置し、電線前方側(トップ側)に対して所望する電線軸方向回転を行った後に、後方側(テール側)の端子圧着を行うことができる。端子圧着の次の工程(ハウジング挿入や など)における圧着電線組み付け時に、太物電線はねじるのがむずかしく、圧着された端子の姿勢が自由にならないことから、次工程の組み付けに合わせた電線軸方向の回転を行い、圧着を実施すれば、次行程における作業効率が改善される。
以下、図を参照しつつ、本発明の実施形態に係る電線両端端子圧着装置を説明する。
図17は、本発明の実施形態に係る電線両端端子圧着装置の電線回動部32の構成概要及び動作を示す斜視図である。(A)は電線回動部32のクランプ3201に電線W3の元部WBを挿入した状態であり、(B)は回動クランプ3201を閉じて電線元部WBを把持した状態であり、(C)は電線W3を90°反時計回りに回動した状態であり、(D)は回動クランプ3201を開いて電線W3を後クランプ搬送部31に預けた状態である。
図18は、図17の電線回動部32の具体的構造を示す図であって、(A)は側面図、(B)は正面図である。
電線回動部32は、電線W3の元部WBを把持するクランプ3201及びその開閉機構3203、並びに、回動モータ3227を備える。図17(A)においては、電線W3は、その元部WB寄りの部分が、後端クランプ搬送部31のクランプ3101に把持されている。電線W3の先部WTには端子T1が圧着されており、その端子T1の先端部は、図の右側に寝た形態である。そして、電線W3の元部WBは、開状態の電線回動部32のクランプ3201の中に挿入されている。
図17(B)は、回動クランプ3201を閉じて電線元部WBを把持した状態である。そして、その後、搬送クランプ3101を少し開らく。ここで、電線W3の先部WTは、後クランプ搬送部31の台3102上に横たわっており、なにもクランプ・把持・拘束・回動させるようなものはない。ここから、図17(C)に示すように、回動クランプ3201を反時計回りに90°回して、電線W3を回動させる。このとき、電線W3の先端子T1の先端部は、上方に起き上った形態になる。このように、本実施形態の電線回動部32においては、電線の後端部のみを把持して、端子が圧着された先端部を回動非拘束の状態でねじる。
続いて、(D)のように、搬送クランプ3101を閉じ、回動クランプ3201を開放する。その後、後端クランプ搬送部31は、電線W3を後被覆剥離部33(図1参照)に搬送する。
図18を参照しつつ、この実施形態の電線回動部32の具体的構造を説明する。回動クランプ3201は、図18では上下に開いたクランプ片3201b・cを有する。各クランプ片は、図18(B)に示すように、浅いV字型の山3201gを有する。山3201gは、図18(A)に示すように、側面視で薄い板状であり、複数列、設けられている。隣り合う山3201gの間は溝状の谷3201jとなっている。
回動クランプ3201が閉じたとき、山3201gの頭(正面視で左右の三角形の尖った部分)は、谷3201jに入り込む。この例では、山3201gは、上のクランプ片3201bで3枚、下のクランプ片3201cで4枚設けられている。このような、複数の山谷が入り込む構造で、電線W3をしっかりと把持することができる。
クランプ3201の元側には、エアシリンダなどからなるクランプ開閉機構3203が設けられている。クランプ開閉機構3203の元側には、回動胴3207が接続されている。回動胴3207は、フレーム3211に対して回動自在に保持されている。回動胴3207の元側端部には、大プーリー3221が取り付けられている。大プーリー3221の外周には、タイミングベルト3223が巻き回されている。
このタイミングベルト3223は、下方の小プーリー3225の外周に巻き回されている。この小プーリー3225は、減速機付きの回動モータ3227の軸端に取り付けられている。この回動モータ3227は、サーボモータであって、正確な回転位置・角度で静止可能である。これにより、後端部のみを把持して太物電線を回動させ正確に角度決めできる。
本実施形態に係る端子圧着電線製造装置の端子圧着機について説明する。自動車のワイヤーハーネス用の太物電線(例えば撚線断面積8~20sqmm2)の端子圧着機は、70KN程度以上の大圧着力が求められる。近年、電気自動車やハイブリッドなどの普及が進み、自動車ワイヤーハーネス用の動力電線の太物化が進んでいる。また、その端子圧着形状の精度についての要求もますます厳しくなっている。そのため、従来一般的であった片持ちの圧着機フレームでは、剛性不足となるおそれがある。
実用新案登録公報第2513288号(特許文献51)には、上金型1を左右のポスト(昇降フレーム9)で支えるサーボプレスが開示されている。この特許文献51のサーボプレスは、サーボモータ4の軸芯部に、ボールネジ軸6と螺合部8を配置しており、モータ4及び螺合部8を回転させて、ボールネジ軸6・昇降フレーム9・上金型1を上下させるものである。このような中空構造のダイレクトドライブサーボモータは、特注品となるため、きわめて価格が高くなる。
また、特許文献51のサーボプレスにおいては、モータ4は、左右のポスト(昇降フレーム9)の間に配置されており、ボールネジ軸6を上下させる螺合部8は、モータ4によって直接駆動される。このため、必要推力に見合った、高出力トルクのモータが必要になる。例えば、軸トルク300N・m程度のモータを用いると、その外径はφ350~φ450mmとなってしまい、ポスト間寸法が広くなってしまう。
ポスト間寸法が広くなった場合の欠点は、以下である。
(ア)ラムホルダー(図19・図20の符号2731参照、「スライド」ともいう)の大きさに応じて、アプリケータ架台(図19・図20の符号2741参照、「ベッド面」ともいう)との平行度等の精度が下がる。
(イ)集中荷重負荷の発生位置によって、スライドの大きさと剛性に応じたタワミが発生し、使用する金型(アプリケータ)の剛性に頼った加工となり、金型寿命を下げる場合がある。
なお、特許文献51のサーボプレスにおいては、モータが左右両ポストの間の下部に配置されているため、モータ故障時のメンテナンス性が悪いという問題もある。
本発明は、サーボプレスや太物電線の端子圧着機に関する以下の課題の一以上を解決することを目的とする。
ア)標準品かつ小型のモータを使える。
イ)モータや減速機構の組合せの選択肢が多い。
ウ)ポスト間距離が必要以上に広くならず、スライドとベッド面の平行度等の精度と集中荷重負荷時のタワミがスライドの大きさと剛性に応じたものとなる。
オ)アプリケータの交換・取付けが容易である。
本発明のサーボプレスは、 可動工具である上型(2711)と、 該上型に対向する固定工具である下型(2721)と、 前記上型(2711)を駆動する上型駆動手段と、 を備えるプレス(2700)であって、 前記上型駆動手段が、 前記上型を直線駆動する送りナット(2771)と、 該送りナットと螺合する送りスクリュー(2781)と、 該送りスクリューの回転駆動源であり、該送りスクリューの回転軸芯に対してズレた軸周りに回転するモータ(2794)と、 該モータの回転を前記送りスクリュー(2781)に伝える回転伝達機構(2757,2754,2751)と、を備えることを特徴とする。
本発明の端子圧着機(2700)は、 端子(T)を電線(W)の端部に圧着する可動工具であるクリンパー(2711)と、 該クリンパーと対向する固定工具であるアンビル(2721)と、 前記クリンパー(2711)を駆動するクリンパー駆動手段と、 を備える端子圧着機(2700)であって、 前記クリンパー駆動手段が、 前記クリンパーを直線駆動する送りナット(2771)と、 該送りナットと螺合する送りスクリュー(2781)と、 該送りスクリューの回転駆動源であり、該送りスクリューの回転軸芯に対してズレた軸周りに回転するモータ(2794)と、 該モータの回転を前記送りスクリュー(2781)に伝える回転伝達機構(2757,2754,2751)と、を備えることを特徴とする。
本発明のサーボプレス又は端子圧着機の具体的形態は、 前記クリンパー又は上型(2711)を駆動するラム(2701)と、 該ラムを保持するラムホルダー(2731)と、 前記送りナット(2771)を保持するナットホルダー(2767)と、 前記ラムホルダー(2731)における左右両側部(2731h・m)の各々と、前記ナットホルダー(2767)における左右両側部(2767h・m)の各々とを繋ぐ、二本のタイロッド(2734L・R)と、 前記アンビル又は下型(2721)を搭載し、その左右両側部(2741h・m)を前記タイロッド(ガイドロッド、2734)が貫通するアプリケータ架台又は型架台(2741)と、 該架台の前記左右両側部(2741h・m)に固定されたロッドガイド部(2745L・R)と、 を具備する。
モータ(2794)をスクリュー(2781)の横に置き、スクリューにベルト(2754)などの回転伝達機構で回転を伝える。そのため、二本のポスト(タイロッド(2734))の間にモータ(2794)を置く必要がなくなり、ポスト間隔を狭くできる。したがって、ラムホルダー(2731、スライド)やアプリケータ架台又は型架台(2741、ベッド面)の寸法や撓みが小さくなり、圧着端子の形状精度が向上する。
また、一般的な形状・仕様(トルク・回転数・減速機付き)のモータを広く選択できる。さらに、スクリュー(2781)が回って上下しない形態にもできるので、装置の高さも抑制できる。
以下、本発明の実施形態に係る端子圧着機について図を参照しつつ説明する。
図19は、本発明の実施形態に係る圧着機2700の側面図であり、図20はその正面図である。この圧着機2700は、被覆が一部剥かれた電線Wの先端部に端子Tを圧着するものである。圧着機2700は、端子Tを圧着する可動工具であるクリンパー2711と、該クリンパーと対向する固定工具であるアンビル2721を有する。
アンビル2721は、アンビルホルダー2724の上に置かれている。ホルダー2724は、アプリケータベース2727を介してアプリケータ搭載台2737上に置かれている。なお、アンビル2721及びクリンパー2711、さらに端子Tの送り機構2715は、端子の種類やサイズ毎に、アプリケータAPとして組み上げられている。端子の種類やサイズを変える際は、アプリケータAPごと取り替える。
クリンパー2711は、その上のシャンク2707に固定されている。シャンク2707は、ラムボルト2703に係合して吊り下げられている。ラムボルト2703は、その上のラム2701の下面に突出している。シャンク2707はアプリケータAPの一部であり、ラムボルト2703及びラム2701は、圧着機(プレス)の本体の一部である。
ラム2701は、ブロック状のものであって、ラムホルダー(上タイバー)2731の下面中央部に、下方に突出するように設けられている。ラムホルダー2731は、左右に延びる厚い帯状の部材である。ラムホルダー2731の左右両側部2731h・mには、下方に垂下する二本のタイロッド2734L・R(ポスト、ガイドロッド)が固定されている。
タイロッド2734L・Rは、アプリケータAPの両外側を下方に延びて、ガイド部2745を貫通してさらに下に延び、ナットホルダー(下タイバー)2767の左右両側部2767h・mに至って、その下端が固定されている。この圧着機2700では、上下のラムホルダー(上タタイバー)2731及びナットホルダー(下タイバー)2767と、左右のガイド(タイ)ロッド2734L・Rが、長方形の枠を構成している。そして、この枠が上下に駆動されて、ラム2701やクリンパー2711が昇降する。
ロッドガイド部2745は、その上部がアプリケータ架台2741に固定されており、その下部は軸受ホルダー2761に固定されている。アプリケータ架台2741は、アプリケータAPを搭載する架台である。軸受ホルダー2761は、後述する送りスクリュー2781を回転自在に支持する軸受(図示されず)を含む軸受ボックス2764を支持するものであって、厚い帯状の部材である。これらの左右のロッドガイド部2745LR、アプリケータ架台2741、及び軸受ホルダー2761は、それ自体が強固な構造体であるとともに、図示せぬ支持架台に強固に固定されている。
ガイド部2745の中には、ガイドロッド2734を上下スライド自在に案内するブッシュ2735が配置されている。
ナットホルダー2767は、後述する送りスクリュー2781に螺合する送りナット(ボールナット)を含むナットボックス2771を支持するものであって、厚い帯状の部材である。
送りスクリュー2781は、上下に延びるボールネジ軸である。送りスクリュー2781の上端部には、従動プーリー2751が固定されている。従動プーリー2751の下には上述の軸受ボックス2764が配置されており、その中の軸受が送りスクリュー2781を回転自在に支持している。軸受ボックス2764の下には上述のナットボックス2771が配置されており、その中のボールナットが送りスクリュー2781に螺合している。
送りスクリュー2781が従動プーリー2751によって回転駆動されると、送りナット及びナットボックス2771、ナットホルダー2767が上下する。送りスクリュー2781は回転するのみで、上下しない。
従動プーリー2751の外周には、ベルト2754が係合している。ベルト2754が図19の後ろ方向に延びて、駆動プーリー2757の外周に係合している。駆動プーリー2757は、モータ減速機2791の軸に固定されている。モータ減速機2791の下には一体のサーボモータ2794が設けられている。このモータ・減速機は、図示せぬ支持架台に強固に固定されている。
この実施形態の圧着機2700においては、図20に示すように、左右のロッドガイド部2745L・Rを挟んで、アプリケータ架台2741の反対側に、送りスクリュー2781を回転自在に保持する軸受ボックス2764、及び、軸受ホルダー2761が設けられている。そして、左右のロッドガイド部2745L・R、及び、上下のアプリケータ架台2741と軸受ホルダー2761の間に窓2750が開いている。この窓2750の中に、上述の従動プーリー2751が配置されている。このような構造により、ロッドガイド部2745を長くしてロッド2734の倒れを抑制しながら、圧着機全体の高さを低減している。
他の形態の端子圧着機2800について、図21及び図22を参照しつつ説明する。
図21は、アプリケータ交換機能を改良した端子圧着機2800の側面図であり、図22は平面図である。図22における前(先)・後ろ(元)の方向、及び、左右の方向は、図1における先端子圧着部27の方向に対応する。
この端子圧着機2800は、 端子(T)を電線(W)の端部に圧着するクリンパー(2711、図19・42参照)及びアンビル(2721)、並びに、端子送り機構(2715)を具備するアプリケータ(AP)と、 前記クリンパー(2711)を駆動するクリンパー駆動手段と、 前記アプリケータ(AP)を搭載するアプリケータ架台(2741)と、を備え、 該アプリケータ架台(2741)の上面に、前記アプリケータの稼動位置(2741x)と待機位置(2823y)との間で前記アプリケータ(APS)をスライド案内するスライドレール(2739)が設けられていることを特徴とする。
スライドレール(2739・2871)やテーブル(2823)上に、次に使用するアプリケータを準備しておき、これまで使用したアプリケータを同スライドレールやテーブル上に引き出してから、次に使用するアプリケータを圧着機にセットできる。したがって、圧着機を停止させておく時間が短くなり、圧着機の稼働率が上がる。
アプリケータの稼動位置(2741x)は、アプリケータ(AP)が圧着機本体のラム2701(図20参照)の下であって、電線Wの端部に端子Tを圧着する位置である。アプリケータの待機位置(2823y・2871y)は、圧着機本体の外の、圧着作業の邪魔にならない位置であって、次に圧着機に組み込まれる(あるいは圧着機から取り出した)アプリケータが待機している位置である。
この形態の端子圧着機(2800)では、アプリケータの稼動位置(2741x)と待機位置(2823y・2871y)との間に、アプリケータ(AP)をスライド案内するスライドレール(2739・2871)が設けられているので、アプリケータの取り出し・組み込みが容易である。また、アプリケータ交換作業を短時間で行うことができる。
本発明の圧着機(2800)においては、前記スライドレール(2739・2871)として、サイドフィード用及びエンドフィード用の二種類を設けることが好ましい。いずれの形式のアプリケータにも対応できる。なお、「サイドフィード」とは、多数の端子が並んだ帯状の端子列を圧着機本体の横(電線挿入方向に交差する方向)から送り込む方式であり、「エンドフィード」とは、端子列を縦方向(電線挿入方向に沿う方向)から送り込む方式である。圧着機本体が図20に示す2ポスト式の場合、スライドレール(2739・2871)は、2ポストの中心を結ぶ線に対して、斜めに交差する方向に延びるものとすることもできる。
図21には、図の左側に、稼働位置2741xのサイドフィード用アプリケータAPSが示されており、図の右側に、待機位置2823yのサイドフィード用アプリケータAPS´が示されている。稼働位置2741xのアプリケータAPSは、そのアプリケータベース2727を介して、アプリケータ架台2741上のスライドレール2739に載っている。一方、待機位置2823yのアプリケータAPS´は、そのアプリケータベース2727を介して、架台2831上のスライドレール(サイドテーブル)2823に載っている。
稼働位置2741x側のスライドレール2739、及び、待機位置2823y側のスライドレール(サイドテーブル)2823の上面には、レール溝2739b・2823bが左右方向に延びるように、彫り込まれている。このレール溝2739b・2823bに沿って、アプリケータAPSはスライド可能である(手で押してスライドさせる)。
稼働位置2741xのアプリケータベース2727は、図21に示すように、その左右端部を、ベース固定爪2742・2743で押さえられて固定されている。各固定爪2742・2743は、そのアプリケータベース2727の側の面2742b・2743bが、上に行くほど内側に寄る傾斜面となっている。これにより、両固定爪2742・2743は、互いの間に蟻溝を構成している。なお、アプリケータベース2727の左右両側の端面は、その蟻溝に嵌まり込む傾斜面となっている。
左側の固定爪2742は、アプリケータ架台2741やスライドレール2739に、しっかりと固定されている。交換されたアプリケータのベース2727が、稼働位置2741xに入ってくると、ベース2727は左側の固定爪2742に当たって止まる。右側の固定爪2743は、取り外し取り付け自在である。あるいは、公知のレバー機構やアクチュエータにより、固定と固定解除及び退避が自在である。アプリケータAPSを稼働位置2741xに出し入れするときは、右側の固定爪2743は固定解除し退避させる。
待機位置2823yのスライドレール2823は、図22に示すように、広いテーブル2823として設けられている。テーブル2823は、架台2831上に前後方向に引かれたレール2821上を、前後方向にスライド可能である。そして、同テーブル2823上に、複数のアプリケータAPS1・2をセット可能である。
サイドテーブル2823上面には、レール溝2823bが、左右方向に延びるように形成されている。同テーブル2823のレール溝2823bは、前述のアプリケータ架台2741上のスライドレール2739のレール溝2739bと同じ幅・深さであり、両溝2823b・2739bは、同じ前後方向位置に直線状につながる形態である。そして、その状態では、両溝2823b・2739bに沿って、アプリケータAPSがスライド可能である。
図22の状態では、前側のアプリケータAPS2が、稼働位置2741xに連なる位置にある。このアプリケータAPS2は、稼働位置2741xから引き出してきたものか、これから稼働位置2741xにセットするものである。後側のアプリケータAP1は、稼働位置2741xから引き出し後に、テーブル2823を後側にスライドさせて逃がしたものか、これからテーブル2823を前側にスライドさせて、その後に稼働位置2741xにセットしようとしているものである。
次に、エンドフィード用アプリケータAPEの交換について説明する。
図22の右上部には、待機位置2871yのエンドフィード用アプリケータAPEが示されている。待機位置2871yのアプリケータAPEは、前後方向に延びるスライドレール2871に載っている。スライドレール2771の上面には、レール溝2871bが前後方向に延びるように、彫り込まれている。このレール溝2871bに沿って、アプリケータAPEはスライド可能である(手で押してスライドさせる)。
エンドフィード用のスライドレール2871の後側端2871tは、サイドフィード用のスライドレール2739の右端部にある稼働位置2741xの側面2739tに近接した位置にまで延びている。そして、同稼働位置2741xには、前後方向に延びるエンドフィード用レール溝2739cが、サイドフィード用のレール溝2739bと直交して形成されている。両レールのエンドフィード用レール溝2739cと、前述のレール溝2871bは、一直線に通るように形成されている。また、両スライドレール2871・2739及びレール溝2871b・2739cの高さは同じである。
このようなスライドレール2871・2739の構造により、エンドフィード用アプリケータAPEは、圧着機本体の中心部の稼働位置2741xと、同部から離れた待機位置2871yとの間をスライド可能である。したがって、稼働位置2741xから出して待機位置2871yにスライドさせたアプリケータAPEは、同待機位置2871yにおいて、クレーンなどで取り外し可能である。そして、次に使用するのがサイドフィード用アプリケータAPSである場合には、エンドフィード用アプリケータAPEを稼働位置2741xからスライドさせた後に、速やかにサイドフィード用アプリケータAPSを稼働位置2741xにセットして、端子圧着作業を再開できる。