JP6828848B2 - 熱転写シート、中間転写媒体と熱転写シートの組合せ、及び印画物の製造方法 - Google Patents
熱転写シート、中間転写媒体と熱転写シートの組合せ、及び印画物の製造方法 Download PDFInfo
- Publication number
- JP6828848B2 JP6828848B2 JP2020505638A JP2020505638A JP6828848B2 JP 6828848 B2 JP6828848 B2 JP 6828848B2 JP 2020505638 A JP2020505638 A JP 2020505638A JP 2020505638 A JP2020505638 A JP 2020505638A JP 6828848 B2 JP6828848 B2 JP 6828848B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- transfer
- thermal transfer
- transfer sheet
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/335—Structure of thermal heads
- B41J2/3355—Structure of thermal heads characterised by materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/325—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads by selective transfer of ink from ink carrier, e.g. from ink ribbon or sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/335—Structure of thermal heads
- B41J2/33505—Constructional details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/38257—Contact thermal transfer or sublimation processes characterised by the use of an intermediate receptor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/38264—Overprinting of thermal transfer images
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/06—Printing methods or features related to printing methods; Location or type of the layers relating to melt (thermal) mass transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/30—Thermal donors, e.g. thermal ribbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/38—Intermediate layers; Layers between substrate and imaging layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/40—Cover layers; Layers separated from substrate by imaging layer; Protective layers; Layers applied before imaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/38207—Contact thermal transfer or sublimation processes characterised by aspects not provided for in groups B41M5/385 - B41M5/395
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/392—Additives, other than colour forming substances, dyes or pigments, e.g. sensitisers, transfer promoting agents
- B41M5/395—Macromolecular additives, e.g. binders
Description
上記熱転写シートにおいて、前記ブロッキング防止層が、ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が20000以下の樹脂成分を含有してもよい。
上記課題を解決するための本開示の実施の形態に係る熱転写シートは、基材の一方の面上の少なくとも一部に、転写層が設けられた熱転写シートであって、前記転写層は、ヒートシール層、及びブロッキング防止層を含む積層構造であり、前記ヒートシール層は、前記転写層を構成する層のうち前記基材から最も近くに位置し、前記ブロッキング防止層は、前記転写層を構成する層のうち前記基材から最も遠くに位置し、前記ヒートシール層が、(i)ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が15000以下のポリエステル、及び(ii)ガラス転移温度(Tg)が55℃未満のポリエステルの何れか一方、又は双方を含有しており、前記ブロッキング防止層が、ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が20000以下の樹脂成分を含有している。
一実施形態の熱転写シートは、基材の一方の面上の少なくとも一部に、転写層が設けられ、前記転写層は、ヒートシール層のみからなる単層構成、又は前記ヒートシール層を含む2つ以上の層が積層されてなる積層構成を呈し、前記転写層が積層構成を呈する場合には、前記転写層を構成する層のうち前記基材から最も近くに前記ヒートシール層が位置しており、前記ヒートシール層が、(i)ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が15000以下のポリエステル、及び(ii)ガラス転移温度(Tg)が55℃未満のポリエステルの何れか一方、又は双方を含有している。
また、上記熱転写シートにおいて、前記基材と前記転写層の間に、離型層が設けられ、前記離型層が、変性ポリオレフィンを含有してもよい。
以下、図5、図6を例に挙げて、本開示の印画物の製造方法(以下、本開示の印画物の製造方法と言う)について説明する。
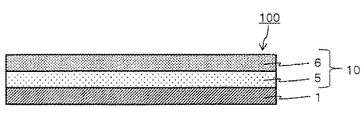
熱転写シート準備工程は、図1〜図4に示すように、第1の基材(1)の一方の面の少なくとも一部に、ヒートシール層5のみからなる単層構成を呈する第1の転写層(10)、又はヒートシール層5を含む2つ以上の層が積層されてなる積層構成を呈し、積層構成を呈する層のうち第1の基材(1)から最も近くにヒートシール層5が位置する第1の転写層(10)が設けられた熱転写シート100を準備する工程である。
第1の基材(1)は、熱転写シート100における必須の構成であり、当該第1の基材(1)の一方の面上に設けられる第1の転写層(10)を保持する。第1の基材(1)の材料については特に限定されないが、第1転写工程において、第1の転写層(10)を、中間転写媒体200の第2の転写層(210)上に転写するときに加えられる熱に耐え、取り扱い上支障のない機械的特性を有することが好ましい。このような第1の基材(1)としては、ポリエチレンテレフタレート等のポリエステル、ポリカーボネート、ポリイミド、ポリエーテルイミド、セルロース誘導体、ポリエチレン、ポリプロピレン、ポリスチレン、アクリル樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ナイロン、ポリエーテルエーテルケトン等の各種プラスチックフィルム、或いはシート等を例示できる。
図1、図2に示すように、第1の基材(1)の一方の面の少なくとも一部には、第1の転写層(10)が設けられている。第1の転写層(10)は、ヒートシール層5のみからなる単層構成(図1参照)を呈していてもよく、ヒートシール層5を含む積層構成(図2参照)を呈していてもよい。以下、第1の転写層(10)が積層構成を呈する場合において、ヒートシール層5以外の層を総称して、機能層と称する場合がある。機能層は、単層構成、積層構成の何れであってもよい。
ヒートシール層5は、第1の転写層(10)を構成し、第1の転写層(10)を転写したときに、その最表面に位置する層である。
第1の転写層(10)は、ブロッキング防止層6を含んでいてもよい。ブロッキング防止層6は、本開示の印画物の製造方法において用いられる熱転写シート100の任意の構成である。なお、ブロッキング防止層6は、ヒートシール層5上に設けられ、当該第1の転写層(10)を構成する層のうち、第1の基材(1)から最も遠くに位置する層となる。ブロッキング防止層6を含む、第1の転写層(10)を備える熱転写シート100とすることで、熱転写シート100の保存中に、ブロッキング等が生ずることを抑制できる。換言すれば、熱転写シート100の保存性を良好なものとできる。
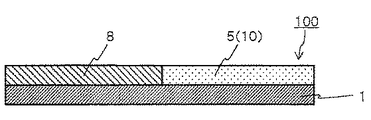
図3に示すように、第1の基材(1)の一方の面上に、第1の転写層(10)と面順次に色材層8を設けることもできる。図3に示す形態の熱転写シート100によれば、熱転写画像形成工程における熱転写画像150の形成を、第1の転写層(10)を備える熱転写シート100により行うことができる(図7(a)参照)。つまり、色材層を備える別の熱転写シートを用いることなく、第1の転写層(10)を備える熱転写シート100により、受容層205への熱転写画像の形成、及び第2の転写層(210)上への第1の転写層(10)の転写を併せて行うことができる。なお、図示する形態では、第1の転写層(10)が、ヒートシール層5のみからなる単層構成を呈しているが、ヒートシール層5を含む積層構成とすることもできる。
また、第1の基材(1)の他方の面上に、背面層(図示しない)を設けてもよい。背面層は、従来公知の熱可塑性樹脂等を適宜選択して形成できる。このような、熱可塑性樹脂としては、ポリエステル、ポリアクリル酸エステル、ポリ酢酸ビニル、スチレンアクリレート樹脂、ポリウレタン、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリスチレン、ポリ塩化ビニル、ポリエーテル、ポリアミド、ポリイミド、ポリアミドイミド、ポリカーボネート、ポリアクリルアミド、ポリビニルクロリド、ポリビニルブチラール、ポリビニルアセトアセタール等のポリビニルアセタール、これらのシリコーン変性物等を例示できる。中でも、耐熱性等の点から、ポリアミドイミド又はそのシリコーン変性物等を好ましく用いることができる。
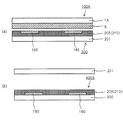
中間転写媒体準備工程は、図8に示すように、第2の基材(201)の一方の面上の少なくとも一部に、受容層205のみからなる単層構成を呈する第2の転写層(210)(図8(a)参照)、又は受容層205を含む2つ以上の層が積層されてなる積層構成を呈し、積層構成を呈する層のうち第2の基材(201)から最も遠くに受容層が位置する第2の転写層(210)(図8(b)参照)が設けられた中間転写媒体200を準備する工程である。
第2の基材(201)は、中間転写媒体200における必須の構成であり、当該第2の基材(201)の一方の面上に設けられる第2の転写層(210)を保持する。第2の基材(201)の材料については特に限定はなく、上記熱転写シート100の第1の基材(1)で説明したもの等を適宜選択して用いることができる。
図8に示すように、第2の基材(201)の一方の面の少なくとも一部には、第2の転写層(210)が設けられている。第2の転写層(210)は、受容層205のみからなる単層構成を呈していてもよく、受容層205を含む2つ以上の層が積層されてなる積層構成を呈していてもよい。図8(b)に示す形態の中間転写媒体200における第2の転写層(210)は、第2の基材(201)側から、剥離層206、受容層205がこの順で積層されてなる積層構成を呈している。なお、第2の転写層(210)が積層構成を呈する場合には、当該第2の転写層(210)を構成する層のうち、第2の基材(201)から最も遠くに位置する層が、受容層205となる。
中間転写媒体200の最表面には、第2の転写層(210)を構成する受容層205が位置している。受容層205について特に限定はなく、中間転写媒体の分野で用いられているあらゆる受容層205を用いることができる。一例としての受容層205は、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、或いはポリ塩化ビニリデン等のハロゲン化樹脂、ポリ酢酸ビニル、塩化ビニル−酢酸ビニル共重合体、エチレン−酢酸ビニル共重合体もしくはポリアクリル酸エステル等のビニル樹脂、ポリエチレンテレフタレートもしくはポリブチレンテレフタレート等のポリエステル、ポリスチレン、ポリアミド、エチレン、或いはプロピレン等のオレフィンと他のビニルポリマーとの共重合体、アイオノマー、或いはセルロースジアスターゼ等のセルロース樹脂、ポリカーボネート等を含有している。好ましい形態の受容層205は、ポリ塩化ビニル、アクリル−スチレン樹脂、ポリエステルを含有している。
図8(b)に示すように、第2の基材(201)から第2の転写層(210)を転写するときの、第2の転写層(210)の剥離性を向上させるべく、第2の基材(201)と受容層205との間に剥離層206(保護層と称される場合もある)を設けることもできる。なお、剥離層206は、第2の転写層(210)を構成し、当該第2の転写層(210)を構成する層のうち、第2の基材(201)から最も近くに位置している。
熱転写画像形成工程は、図5(a)、図6(a)に示すように、上記で準備した中間転写媒体200の受容層205に熱転写画像を形成する工程である。
第1転写工程は、図5(b)、図6(b)に示すように、熱転写画像形成工程後に、中間転写媒体200と、熱転写シート100とを組み合わせ、中間転写媒体200の第2の転写層(210)上に、熱転写シート100の第1の転写層(10)を転写する工程である。本工程を経ることで、その最表面に、ヒートシール層5が位置するように、第2の転写層(210)上に、第1の転写層(10)が転写されてなる中間転写媒体を得る。
第2転写工程は、図5(c)、図6(c)に示すように、第2の転写層(210)上に第1の転写層(10)が転写された中間転写媒体200と、被転写体300とを組み合わせ、被転写体300上に、第2の転写層(210)を第1の転写層(10)とともに転写する工程である。換言すれば、第1の転写層(10)を介して、被転写体300上に、中間転写媒体200の第2の転写層(210)を転写する工程である。本工程を経ることで、被転写体300上に、第1の転写層(10)、熱転写画像150が形成された受容層205を含む第2の転写層(210)がこの順で積層されてなる印画物400を得る。
次に、本開示の実施の形態に係る熱転写シート(以下、本開示の熱転写シートと言う)について具体的に説明する。本開示の熱転写シート100は、図1〜図4に示すように、基材1の一方の面上の少なくとも一部に、転写層10が設けられ、転写層10は、ヒートシール層5のみからなる単層構成、又はヒートシール層5を含む2つ以上の層が積層されてなる積層構成を呈し、転写層10が積層構成を呈する場合には、転写層10を構成する層のうち基材1から最も近くにヒートシール層5が位置する構成をとる。
本開示の実施の形態に係る中間転写媒体と熱転写シートの組合せ(以下、本開示の組合せと言う)は、上記本開示の印画物の製造方法で説明した、中間転写媒体と熱転写シートの組合せである。
次に、本開示の実施の形態に係る加飾物(以下、本開示の加飾物と言う)について具体的に説明する。本開示の加飾物は、被転写体上に、被転写体を装飾するための加飾体が設けられた加飾物であって、被転写体と加飾体との間であって、被転写体と接する位置に、ヒートシール層5が設けられ、ヒートシール層5が、(i)ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が15000以下のポリエステル、及び(ii)ガラス転移温度(Tg)が55℃未満のポリエステルの何れか一方、又は双方を含有している。
基材として、厚さ5μmの易接着層付きのポリエチレンテレフタレートフィルムを用い、この基材の易接着層側に、下記組成の離型層用塗工液1を、乾燥時の厚みが0.2μmになるように塗布・乾燥し離型層を形成した。次いで、離型層上に、下記組成のヒートシール層用塗工液1を乾燥時の厚みが1μmになるように塗布・乾燥しヒートシール層を形成することで、基材上に、離型層、ヒートシール層がこの順で設けられた実施例1の熱転写シートを得た。なお、ヒートシール層は、本開示の印画物の製造方法でいう第1の転写層(本開示の熱転写シートでいう転写層)を構成する。
・ポリビニルアルコール 10部
(PVA−110 (株)クラレ)
・水 70部
・イソプロピルアルコール 20部
・ポリエステル(Tg:60℃、Mn:10000) 20部
(バイロン(登録商標)GK250 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液2に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例2の熱転写シートを得た。
・ポリエステル(Tg:71℃、Mn:14000) 20部
(バイロン(登録商標)296 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液3に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例3の熱転写シートを得た。
・ポリエステル(Tg:47℃、Mn:16000) 20部
(バイロン(登録商標)600 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液4に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例4の熱転写シートを得た。
・ポリエステル(Tg:0℃、Mn:10000) 20部
(バイロン(登録商標)GK180 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液5に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例5の熱転写シートを得た。
・ポリエステル(Tg:71℃、Mn:14000) 10部
(バイロン(登録商標)296 東洋紡(株))
・ポリエステル(Tg:0℃、Mn:10000) 10部
(バイロン(登録商標)GK180 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
基材として、厚さ5μmの易接着層付きのポリエチレンテレフタレートフィルムを用い、この基材の易接着層側に、上記組成の離型層用塗工液1を、乾燥時の厚みが0.2μmになるように塗布・乾燥し離型層を形成した。次いで、離型層上に、上記組成のヒートシール層用塗工液3を、乾燥時の厚みが1μmになるように塗布・乾燥しヒートシール層を形成した。次いで、ヒートシール層上に、下記組成のブロッキング防止層用塗工液1を、乾燥時の厚みが0.4μmになるように塗布・乾燥しブロッキング防止層を形成することで、基材上に、離型層、ヒートシール層、ブロッキング防止層がこの順で設けられた実施例6の熱転写シートを得た。なお、ヒートシール層、及びブロッキング防止層は、本開示の印画物の製造方法でいう第1の転写層(本開示の熱転写シートでいう転写層)を構成する。
・ポリエステル(Tg:71℃、Mn:14000) 20部
(バイロン(登録商標)296 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液4に変更して、ヒートシール層を形成した以外は、全て、実施例6と同様にして、実施例7の熱転写シートを得た。
ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液4に変更して、ヒートシール層を形成し、ブロッキング防止層用塗工液1を、下記組成のブロッキング防止層用塗工液2に変更して、ブロッキング防止層を形成した以外は、全て、実施例6と同様にして、実施例8の熱転写シートを得た。
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
20部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液4に変更して、ヒートシール層を形成し、ブロッキング防止層用塗工液1を、下記組成のブロッキング防止層用塗工液3に変更して、ブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例9の熱転写シートを得た。
・アクリル樹脂(Tg:105℃、Mn:15000) 20部
(ダイヤナール(登録商標)BR−87 三菱ケミカル(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液5に変更して、ヒートシール層を形成した以外は、全て実施例6と同様にして、実施例10の熱転写シートを得た。
ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液1に変更して、ヒートシール層を形成し、ブロッキング防止層用塗工液1を、上記組成のブロッキング防止層用塗工液3に変更して、ブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例11の熱転写シートを得た。
離型層用塗工液1にかえて、下記組成の離型層用塗工液2を、乾燥時の厚みが0.5μmになるように塗布・乾燥し離型層を形成し、ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液1に変更してヒートシール層を形成し、ブロッキング防止層用塗工液1を、上記組成のブロッキング防止層用塗工液3に変更してブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例12の熱転写シートを得た。
・酸変性ポリオレフィン(固形分:30%) 30部
(ハードレン(登録商標)NZ−1015 東洋紡(株))
・水 35部
・イソプロピルアルコール 35部
離型層用塗工液1にかえて、上記組成の離型層用塗工液2を、乾燥時の厚みが0.5μmになるように塗布・乾燥し離型層を形成し、ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液4に変更してヒートシール層を形成し、ブロッキング防止層用塗工液1を、上記組成のブロッキング防止層用塗工液3に変更してブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例13の熱転写シートを得た。
離型層用塗工液1にかえて、上記組成の離型層用塗工液2を、乾燥時の厚みが0.5μmになるように塗布・乾燥し離型層を形成し、ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液1に変更してヒートシール層を形成し、ブロッキング防止層用塗工液1にかえて、下記組成のブロッキング防止層用塗工液4を、乾燥時の厚みが3μmになるように塗布・乾燥しブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例14の熱転写シートを得た。
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
10部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・酸化チタン 30部
・メチルエチルケトン 30部
・トルエン 30部
離型層用塗工液1にかえて、上記組成の離型層用塗工液2を、乾燥時の厚みが0.5μmになるように塗布・乾燥し離型層を形成し、ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液1に変更してヒートシール層を形成し、ブロッキング防止層用塗工液1にかえて、下記組成のブロッキング防止層用塗工液5を、乾燥時の厚みが1μmになるように塗布・乾燥しブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例15の熱転写シートを得た。
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
15部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・アルミ顔料 15部
・メチルエチルケトン 35部
・トルエン 35部
離型層用塗工液1にかえて、上記組成の離型層用塗工液2を、乾燥時の厚みが0.5μmになるように塗布・乾燥し離型層を形成し、ヒートシール層用塗工液3を、上記組成のヒートシール層用塗工液1に変更してヒートシール層を形成し、ブロッキング防止層用塗工液1にかえて、下記組成のブロッキング防止層用塗工液6を、乾燥時の厚みが3μmになるように塗布・乾燥し、第1のブロッキング防止層を形成し、第1のブロッキング防止層上に、下記組成のブロッキング防止層用塗工液7を、乾燥時の厚みが1.5μmになるように塗布・乾燥し、第2のブロッキング防止層を形成した以外は、全て実施例6と同様にして、実施例16の熱転写シートを得た。
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
15部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・銀パール顔料 15部
(パールグレーズ(登録商標)MM−100R 日本光研工業(株))
・メチルエチルケトン 35部
・トルエン 35部
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
15部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・カーボンブラック 15部
・メチルエチルケトン 35部
・トルエン 35部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液6に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例17の熱転写シートを得た。
・ポリエステル(Tg:20℃、Mn:13000) 20部
(バイロン(登録商標)GK150 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液7に変更してヒートシール層を形成した以外は、全て実施例1と同様にして、実施例18の熱転写シートを得た。
・ポリエステル(Tg:36℃、Mn:11000) 20部
(バイロン(登録商標)GK780 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液Aに変更してヒートシール層を形成した以外は、全て実施例1と同様にして、比較例1の熱転写シートを得た。
・ポリエステル(Tg:72℃、Mn:22000) 20部
(バイロン(登録商標)290 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液Bに変更してヒートシール層を形成した以外は、全て実施例1と同様にして、比較例2の熱転写シートを得た。
・ポリエステル(Tg:84℃、Mn:18000) 20部
(バイロン(登録商標)GK880 東洋紡(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液Cに変更してヒートシール層を形成した以外は、全て実施例1と同様にして、比較例3の熱転写シートを得た。
・塩化ビニル−酢酸ビニル共重合体(Tg:76℃、Mn:12000)
20部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・メチルエチルケトン 40部
・トルエン 40部
ヒートシール層用塗工液1を、下記組成のヒートシール層用塗工液Dに変更してヒートシール層を形成した以外は、全て実施例1と同様にして、比較例4の熱転写シートを得た。
・アクリル樹脂(Tg:105℃、Mw:15000) 20部
(ダイヤナール(登録商標)BR−87 三菱ケミカル(株))
・メチルエチルケトン 40部
・トルエン 40部

支持体として厚さ16μmのポリエチレンテレフタレートフィルムを用い、該支持体上に、下記組成の剥離層用塗工液を乾燥時の厚みが1μmになるように塗布・乾燥し剥離層を形成した。次いで、剥離層上に下記組成の保護層用塗工液を乾燥時の厚みが2μmになるように塗布・乾燥し保護層を形成した。さらに該保護層の上に下記組成の受容層用塗工液を乾燥時の厚みが1.5μmになるように塗布・乾燥し受容層を形成することで、支持体上に、剥離層、保護層、受容層がこの順で積層されてなる中間転写媒体を得た。なお、剥離層、保護層、受容層は、本開示の印画物の製造方法における第2の転写層を構成する。
・アクリル樹脂 29部
(ダイヤナール(登録商標)BR−87 三菱ケミカル(株))
・ポリエステル 1部
(バイロン(登録商標)200 東洋紡(株))
・メチルエチルケトン 35部
・トルエン 35部
・ポリエステル 30部
(バイロン(登録商標)200 東洋紡(株))
・メチルエチルケトン 35部
・トルエン 35部
・塩化ビニル−酢酸ビニル共重合体 20部
(ソルバイン(登録商標)CNL 日信化学工業(株))
・シリコーンオイル 1部
(X−22−3000T 信越化学工業(株))
・メチルエチルケトン 79部
基材として厚さ5μmのポリエチレンテレフタレートフィルムを用い、下記組成の背面層用塗工液を乾燥時の厚みが1μmとなるように塗布・乾燥して背面層を形成した。次いで、基材の他方の面に、下記組成の染料プライマー層用塗工液を乾燥時の厚みが0.15μmになるように塗布・乾燥して染料プライマー層を形成した。この染料プライマー層上に、下記組成のイエロー、マゼンタ、シアン色材層用塗工液を、乾燥時の厚みが0.7μmとなるように面順次に塗工して、イエロー色材層、マゼンタ色材層、シアン色材層を形成することで、色材層を有する熱転写シートを作成した。
・ポリビニルアセタール 2部
(エスレック(登録商標)BX−1 積水化学工業(株))
・ポリイソシアネート 9.2部
(バーノック(登録商標)D750 DIC(株))
・リン酸エステル系界面活性剤 1.3部
(プライサーフ(登録商標)A208N 第一工業製薬(株))
・タルク 0.3部
(ミクロエース(登録商標)P−3 日本タルク工業(株))
・トルエン 43.6部
・メチルエチルケトン 43.6部
・コロイダルアルミナ(固形分10.5%) 3.5部
(アルミナゾル200 日産化学工業(株))
・酢酸ビニル−ビニルピロリドン共重合体 1.5部
(PVP/VA E−335 アイエスピー・ジャパン(株))
・水 47.5部
・イソプロピルアルコール 47.5部
・ソルベントイエロー93 2.5部
・ディスパースイエロー201 2.5部
・ポリビニルアセタール 4部
(エスレック(登録商標)KS−5 積水化学工業(株))
・有機変性シリコーンオイル 0.04部
・トルエン 50部
・メチルエチルケトン 50部
・ディスパースレッド60 3部
・ディスパースバイオレット26 3部
・ポリビニルアセタール 5部
(エスレック(登録商標)KS−5 積水化学工業(株))
・有機変性シリコーンオイル 0.05部
・トルエン 50部
・メチルエチルケトン 50部
・ソルベントブルー63 3部
・ディスパースブルー354 4部
・ポリビニルアセタール 5部
(エスレック(登録商標)KS−5 積水化学工業(株))
・有機変性シリコーンオイル 0.05部
・トルエン 50部
・メチルエチルケトン 50部
被転写体として、塩化ビニル製のカード基材(大日本印刷(株))を準備した。
上記で作成した色材層を有する熱転写シートと、上記で作成した中間転写媒体とを組合せ、下記プリンタにより、中間転写媒体の受容層上に、グレー画像(画像階調:128/256)を形成した。
サーマルヘッド:KEE−57−12GAN2−STA(京セラ(株))
発熱体平均抵抗値:3303(Ω)
主走査方向印字密度:300(dpi)
副走査方向印字密度:300(dpi)
ライン周期:3.0(msec./line)
印字開始温度:35(℃)
パルスDuty比:85(%)
印画電圧:18.0(V)
上記プリンタを用い、各実施例、及び比較例の熱転写シートの転写層(第1の転写層)に、55/255階調(エネルギー階調)のエネルギーを印加し、上記グレー画像を形成した中間転写媒体上に、各実施例、及び比較例の転写層(第1の転写層)を転写した。
カード用ラミネータ(大日本印刷(株))を用い、上記で準備した被転写体上に、中間転写媒体の第2の転写層を、当該第2の転写層上に転写されている第1の転写層とともに転写した。つまりは、被転写体上に、各実施例、及び比較例の熱転写シートの第1の転写層を介して、画像が形成された中間転写媒体の第2の転写層を転写し、各実施例、及び比較例の印画物を得た。印画物の製造は、下記の4つの条件(下記転写条件1〜4)にて、それぞれ行った。
転写条件1:140℃、20mm/sec.
転写条件2:150℃、20mm/sec.
転写条件3:160℃、20mm/sec.
転写条件4:175℃、20mm/sec.
上記転写条件1〜4で、被転写体上に、中間転写媒体の転写層(第2の転写層)を転写して製造した各実施例、及び比較例の印画物について、被転写体の全体に、第1の転写層を介して、第2の転写層が転写されていることが目視で確認できた。次いで、これら各実施例、及び比較例の印画物の表面(第2の転写層の表面)に、テープ(Scotch(登録商標)Tape BK−24 スリーエム社)を貼り付け、このテープを剥がしたときの第1の転写層、及び第2の転写層の状態を確認し、下記評価基準に基づいて転写性・密着性評価を行った。評価結果を表1に示す。なお、下記評価基準では、テープを剥がしたときに、第1の転写層、第2の転写層がともに被転写体側に残る場合を、「密着性よく転写できた」と評価している。
A・・・転写条件1で密着性よく転写できた。
B・・・転写条件1では密着性よく転写できないが、転写条件2で密着性よく転写できた。
C・・・転写条件1、2では密着性よく転写できないが、転写条件3で密着性よく転写できた。
NG・・・転写条件1〜4の何れの条件でも密着性よく転写できない。
各実施例、及び比較例の熱転写シートを、イソプロピルアルコール(IPA)に24時間浸漬させた後、テープ(Scotch(登録商標)Tape BK−24 スリーエム社)にてテープ剥離試験を実施し、以下の条件に基づいて、耐久性評価を行った。評価結果を表2に示す。
A・・・転写層が全く剥がれない
B・・・転写層がドットレベルで僅かに剥がれる
C・・・転写層が大きく剥がれる
上記転写条件2、3、4で製造した各実施例の印画物のそれぞれを目視で確認し、下記評価基準に基づいてカール評価を行った。評価結果を表2に示す。なお、上記転写条件2で製造した実施例2の印画物、及び、上記転写条件2〜4で製造した各比較例の印画物は、上記転写性・密着性評価による、印画物の密着性が良好ではないため、カール評価の対象からは除外した。
A・・・カールが1mm以下である。
B・・・カールが1mmより大きく3mm以下である。
C・・・カールが3mmより大きい。
評価せず・・・カールの評価対象から除外。
10cm×10cmに切り出した各実施例、及び比較例の熱転写シートと、厚さ5μmのポリエチレンテレフタレートフィルムとを、熱転写シートの第1の転写層(転写層)と、ポリエチレンテレフタレートフィルムとが接するように重ね合せた。次いで、定荷重圧縮試験機((株)東洋精機製作所)を用いて、ポリエチレンテレフタレートフィルム上に重ね合せた各実施例、及び比較例の熱転写シートに、1.96MPa(20kg/cm2)の荷重をかけ、50℃dry環境下で100時間保存した。保存後のブロッキングの発生の状況を目視で確認し、下記の評価基準に基づいて、保存性評価を行った。評価結果を表2に示す。
A・・・ブロッキングが発生していない。
B・・・貼りつきが少し発生しているが、使用上問題ないレベルである。
C・・・貼りつきが多く発生しており、使用上問題があるレベルである。
各実施例、及び比較例の熱転写シートを折り曲げたときの、転写層の箔落ちの有無を目視で確認し、下記評価基準に基づいて転写層の箔持ち評価を行った。評価結果を表2に示す。
A・・・転写層の箔落ちが全くない。
B・・・部分的に転写層の箔落ちがみられるが使用上問題ないレベルである。
C・・・転写層の箔落ちが大きくみられ使用上問題が懸念されるレベルである。
1…第1の基材、基材
10…第1の転写層、転写層
5…ヒートシール層
6…ブロッキング防止層
8…色材層
9…保護層
200…中間転写媒体
201…第2の基材
205…受容層
206…剥離層
210…第2の転写層
300…被転写体
400…印画物
Claims (8)
- 基材の一方の面上の少なくとも一部に、転写層が設けられた熱転写シートであって、
前記転写層は、ヒートシール層、及びブロッキング防止層を含む積層構造であり、
前記ヒートシール層は、前記転写層を構成する層のうち前記基材から最も近くに位置し、
前記ブロッキング防止層は、前記転写層を構成する層のうち前記基材から最も遠くに位置し、
前記ヒートシール層が、(i)ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が15000以下のポリエステル、及び(ii)ガラス転移温度(Tg)が55℃未満のポリエステルの何れか一方、又は双方を含有しており、
前記ブロッキング防止層が、着色剤を含有している、熱転写シート。 - 前記ブロッキング防止層が、ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が20000以下の樹脂成分を含有している、請求項1に記載の熱転写シート。
- 基材の一方の面上の少なくとも一部に、転写層が設けられた熱転写シートであって、
前記転写層は、ヒートシール層、及びブロッキング防止層を含む積層構造であり、
前記ヒートシール層は、前記転写層を構成する層のうち前記基材から最も近くに位置し、
前記ブロッキング防止層は、前記転写層を構成する層のうち前記基材から最も遠くに位置し、
前記ヒートシール層が、(i)ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が15000以下のポリエステル、及び(ii)ガラス転移温度(Tg)が55℃未満のポリエステルの何れか一方、又は双方を含有しており、
前記ブロッキング防止層が、ガラス転移温度(Tg)が55℃以上であって、数平均分子量(Mn)が20000以下の樹脂成分を含有している、熱転写シート。 - 前記基材と前記転写層の間に、離型層が設けられ、
前記離型層が、変性ポリオレフィンを含有している、請求項1乃至3の何れか1項に記
載の熱転写シート。 - 前記基材の一方の面上に、前記転写層と、色材層が面順次に設けられている、請求項1乃至4の何れか1項に記載の熱転写シート。
- 中間転写媒体と熱転写シートの組合せであって、
前記熱転写シートが、請求項1乃至5の何れか1項に記載の熱転写シートである、中間転写媒体と熱転写シートの組合せ。 - 印画物の製造方法であって、
請求項1乃至5の何れか1項に記載の熱転写シートを準備する工程と、
中間転写媒体を準備する工程と、を含み、
前記中間転写媒体は、支持体、及び最表面に位置する受容層を含む単層構造、又は積層構造の中間転写媒体の転写層を有し、
前記中間転写媒体の前記受容層に熱転写画像を形成する工程と、
前記中間転写媒体と、前記熱転写シートとを組み合わせ、前記中間転写媒体の転写層上に、前記熱転写シートの転写層を転写する工程と、
前記熱転写シートの転写層が転写された中間転写媒体と、被転写体とを組み合わせ、前記被転写体上に、前記中間転写媒体の転写層を前記熱転写シートの転写層とともに転写する工程と、をさらに含む、印画物の製造方法。 - 前記熱転写シートが、請求項5に記載の熱転写シートであり、
前記熱転写画像を形成する工程では、前記熱転写シートの前記色材層を用いて、前記中間転写媒体の前記受容層に前記熱転写画像の形成を行う、請求項7に記載の印画物の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018049439 | 2018-03-16 | ||
| JP2018049439 | 2018-03-16 | ||
| PCT/JP2019/002478 WO2019176323A1 (ja) | 2018-03-16 | 2019-01-25 | 熱転写シート、中間転写媒体と熱転写シートの組合せ、印画物の製造方法、及び加飾物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019176323A1 JPWO2019176323A1 (ja) | 2021-01-14 |
| JP6828848B2 true JP6828848B2 (ja) | 2021-02-10 |
Family
ID=67907106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020505638A Active JP6828848B2 (ja) | 2018-03-16 | 2019-01-25 | 熱転写シート、中間転写媒体と熱転写シートの組合せ、及び印画物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11472196B2 (ja) |
| EP (1) | EP3747660B1 (ja) |
| JP (1) | JP6828848B2 (ja) |
| CN (1) | CN111683819B (ja) |
| WO (1) | WO2019176323A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7044213B1 (ja) * | 2020-05-13 | 2022-03-30 | 大日本印刷株式会社 | 熱転写シート、及び該熱転写シートと中間転写媒体の組合せ |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2508276B2 (ja) | 1989-07-03 | 1996-06-19 | 富士ゼロックス株式会社 | 熱転写記録フィルム |
| JP2507078B2 (ja) * | 1989-08-21 | 1996-06-12 | 松下電器産業株式会社 | 感熱転写材 |
| JPH06240223A (ja) * | 1993-02-12 | 1994-08-30 | Daiwa Can Co Ltd | 転写用接着剤及び転写印刷缶 |
| JPH07266727A (ja) | 1994-04-01 | 1995-10-17 | Fujicopian Co Ltd | 熱転写記録媒体 |
| JP3412147B2 (ja) | 1995-04-06 | 2003-06-03 | 株式会社タツノ・メカトロニクス | 感震機能付き給油装置 |
| DE69638143D1 (de) * | 1995-04-06 | 2010-04-15 | Dainippon Printing Co Ltd | Verwendung einer Transferfolie mit einer Kleberschicht |
| JPH08276699A (ja) * | 1995-04-06 | 1996-10-22 | Dainippon Printing Co Ltd | 接着層転写シートおよびこの接着層転写シートを用いた画像形成方法と画像形成物 |
| JP3963555B2 (ja) | 1998-03-17 | 2007-08-22 | 大日本印刷株式会社 | 接着層転写シートおよび印画物 |
| US6290798B1 (en) | 1998-03-17 | 2001-09-18 | Dai Nippon Printing Co., Ltd. | Method for forming printed product |
| JP2001010235A (ja) * | 1999-06-30 | 2001-01-16 | General Kk | 感熱転写記録媒体 |
| JP2001121831A (ja) * | 1999-10-25 | 2001-05-08 | Toppan Printing Co Ltd | 接着層転写媒体と感熱転写記録媒体、並びにそれらを用いた画像形成方法 |
| JP4467853B2 (ja) * | 2001-09-27 | 2010-05-26 | 大日本印刷株式会社 | 熱転写フィルムとそれを用いた画像形成方法及び画像形成物 |
| JP2004351656A (ja) | 2003-05-27 | 2004-12-16 | Fujicopian Co Ltd | 溶融熱転写画像記録用の中間転写シート |
| JP2005342974A (ja) * | 2004-06-02 | 2005-12-15 | Toppan Printing Co Ltd | 接着層構成用樹脂組成物と中間転写記録用被転写体並びに情報記録媒体 |
| JP2006056134A (ja) * | 2004-08-20 | 2006-03-02 | Dainippon Printing Co Ltd | 熱転写シート及び被転写体 |
| JP4728637B2 (ja) * | 2004-12-21 | 2011-07-20 | 株式会社東芝 | 熱転写記録方法および熱転写記録装置 |
| JP4924805B2 (ja) * | 2005-06-02 | 2012-04-25 | 大日本印刷株式会社 | 体積ホログラム転写箔および体積ホログラム積層体 |
| US7745065B2 (en) | 2005-06-02 | 2010-06-29 | Dai Nippon Printing Co., Ltd. | Volume hologram transfer foil, and volume hologram multilayer structure |
| JP4947627B2 (ja) | 2006-05-30 | 2012-06-06 | フジコピアン株式会社 | 非接触通信媒体のアンテナの端子部の形成方法およびアンテナ形成用の金属蒸着層転写シート |
| JP2008158219A (ja) | 2006-12-22 | 2008-07-10 | Fuji Xerox Co Ltd | 電子写真用画像転写シート及び画像記録体 |
| JP2010018025A (ja) * | 2008-06-09 | 2010-01-28 | Dainippon Printing Co Ltd | 転写材、転写材と被転写材との組合せ及び転写層の転写方法 |
| JP5618502B2 (ja) * | 2009-07-16 | 2014-11-05 | ユニチカ株式会社 | 転写シート |
| CN104859330B (zh) * | 2010-08-31 | 2017-09-22 | 大日本印刷株式会社 | 中间转印介质 |
| JP5585735B2 (ja) * | 2011-09-22 | 2014-09-10 | 凸版印刷株式会社 | 感熱転写記録媒体 |
| EP2896506B1 (en) * | 2012-09-11 | 2018-07-25 | Toppan Printing Co., Ltd. | Thermal transfer recording medium |
| KR102447667B1 (ko) * | 2015-03-31 | 2022-09-26 | 다이니폰 인사츠 가부시키가이샤 | 열전사 시트 |
| JP6587143B2 (ja) * | 2016-01-06 | 2019-10-09 | 大日本印刷株式会社 | 熱転写シート |
| EP3431303B1 (en) * | 2016-03-18 | 2020-07-08 | Dai Nippon Printing Co., Ltd. | Intermediate transfer medium, combination of intermediate transfer medium and thermal transfer sheet, and method for forming print |
-
2019
- 2019-01-25 EP EP19767390.8A patent/EP3747660B1/en active Active
- 2019-01-25 US US16/976,622 patent/US11472196B2/en active Active
- 2019-01-25 JP JP2020505638A patent/JP6828848B2/ja active Active
- 2019-01-25 CN CN201980011981.0A patent/CN111683819B/zh active Active
- 2019-01-25 WO PCT/JP2019/002478 patent/WO2019176323A1/ja unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US11472196B2 (en) | 2022-10-18 |
| EP3747660B1 (en) | 2022-10-26 |
| EP3747660A1 (en) | 2020-12-09 |
| CN111683819B (zh) | 2022-03-22 |
| WO2019176323A1 (ja) | 2019-09-19 |
| JPWO2019176323A1 (ja) | 2021-01-14 |
| EP3747660A4 (en) | 2021-05-05 |
| US20210001639A1 (en) | 2021-01-07 |
| CN111683819A (zh) | 2020-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6536121B2 (ja) | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 | |
| JP2009083146A (ja) | 熱転写シート及び画像形成方法 | |
| JP7343018B2 (ja) | 熱転写シートの融着方法 | |
| JP6315162B2 (ja) | 昇華型熱転写シートと中間転写媒体の組合せ、及び印画物の製造方法 | |
| JP6384519B2 (ja) | 熱転写シート | |
| JP6828848B2 (ja) | 熱転写シート、中間転写媒体と熱転写シートの組合せ、及び印画物の製造方法 | |
| EP3263352B1 (en) | Sublimation heat transfer sheet | |
| JP7234539B2 (ja) | 加飾シート、及び加飾成形品の製造方法 | |
| JP7283133B2 (ja) | 熱転写シート、加飾シートの製造方法、加飾シート、加飾品の製造方法、及び加飾品 | |
| JP6930346B2 (ja) | 熱転写シート及びこれを用いた印画物の製造方法 | |
| JP2017056678A (ja) | 転写シート | |
| JP7255727B2 (ja) | 熱転写受像シートの製造に用いる熱転写シート | |
| JP6677918B2 (ja) | 転写シート | |
| JP2015066781A (ja) | 熱転写シートと熱転写受像シートとの組合せ、及び画像形成方法 | |
| JP7380035B2 (ja) | 装飾シートの製造方法、装飾品の製造方法、及び装飾シート | |
| JP7068608B2 (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP2018058225A (ja) | 熱転写受像シート、熱転写シート、受容層用塗工液、熱転写受像シートの形成方法、及び印画物の形成方法 | |
| JP6940814B2 (ja) | 熱転写シート、印画物の製造方法、及び熱転写シートと保護フィルムとの組合せ | |
| JP4335627B2 (ja) | 熱転写記録方法 | |
| JP6745052B2 (ja) | 積層体およびその製造方法 | |
| JP2016020048A (ja) | 熱転写受像シート、熱転写受像シートと熱転写シートとの組み合わせ及び画像形成方法 | |
| JP2018171840A (ja) | 熱転写受像シート、熱転写シート、受容層用塗工液、熱転写受像シートの形成方法、及び印画物の形成方法 | |
| JP2019177665A (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP2006263987A (ja) | 熱転写記録材料 | |
| JPH04197790A (ja) | 複合熱転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200821 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200821 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200923 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6828848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |