JP6280194B1 - 塗装乾燥装置および塗装乾燥方法 - Google Patents
塗装乾燥装置および塗装乾燥方法 Download PDFInfo
- Publication number
- JP6280194B1 JP6280194B1 JP2016240543A JP2016240543A JP6280194B1 JP 6280194 B1 JP6280194 B1 JP 6280194B1 JP 2016240543 A JP2016240543 A JP 2016240543A JP 2016240543 A JP2016240543 A JP 2016240543A JP 6280194 B1 JP6280194 B1 JP 6280194B1
- Authority
- JP
- Japan
- Prior art keywords
- coating
- concentration
- steel strip
- paint
- organic solvent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001035 drying Methods 0.000 title claims abstract description 117
- 239000003973 paint Substances 0.000 title claims abstract description 117
- 239000011248 coating agent Substances 0.000 claims abstract description 199
- 238000000576 coating method Methods 0.000 claims abstract description 199
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 121
- 239000010959 steel Substances 0.000 claims abstract description 121
- 239000003960 organic solvent Substances 0.000 claims abstract description 113
- 238000010438 heat treatment Methods 0.000 claims abstract description 103
- 238000010422 painting Methods 0.000 claims description 26
- 238000011144 upstream manufacturing Methods 0.000 claims description 15
- 238000005259 measurement Methods 0.000 claims description 14
- 238000004364 calculation method Methods 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 8
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 claims description 2
- 238000001704 evaporation Methods 0.000 description 36
- 230000008020 evaporation Effects 0.000 description 36
- 230000032258 transport Effects 0.000 description 36
- 230000008859 change Effects 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 230000002159 abnormal effect Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000004880 explosion Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 240000006829 Ficus sundaica Species 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/14—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation involving heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
Abstract
Description
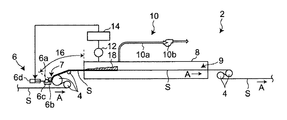
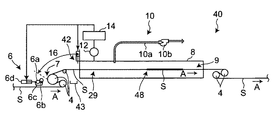
図1は、実施形態1における塗装乾燥装置2の概略構成を示す図である。
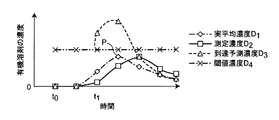
D3=D2/(1−exp(−(t1−x)/T))
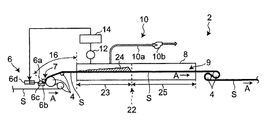
本開示に係る実施形態2の塗装乾燥装置30について説明する。実施形態2では、主に実施形態1と異なる点について説明する。実施形態2においては、実施形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施形態2では、実施形態1と重複する記載は省略する。
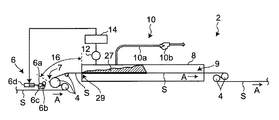
本開示に係る実施形態3の塗装乾燥装置40について説明する。実施形態3では、主に実施形態1と異なる点について説明する。実施形態3においては、実施形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施形態3では、実施形態1と重複する記載は省略する。
4 搬送部
6 塗装部
7 塗装位置
8 オーブン
9 加熱空間
10 排気部
10a ダクト
10b ブロワ
12 濃度測定部
14 制御部
16 空走区間
18、20、24、26、27、28、34、36、46、47 蒸発量
22、32、44 蒸発終了点
23 乾燥領域
25 焼付領域
29、48 塗装終了点
31 モータ
42 除去部
43 受け皿
A 搬送方向
D1 実平均濃度
D2 測定濃度
D3 到達予測濃度
D4 閾値濃度
P 実平均濃度の最大値
S 鋼帯
Claims (8)
- 鋼帯を連続搬送しながら塗装して乾燥処理する塗装乾燥装置であって、
前記鋼帯を搬送する搬送部と、
搬送されている前記鋼帯に対して有機溶剤を含む塗料を塗装位置にて塗布して塗装する塗装部と、
前記塗装位置よりも下流側において前記鋼帯を乾燥処理するための加熱空間を形成するオーブンと、
前記加熱空間を排気する排気部と、
前記加熱空間における前記有機溶剤の有機溶剤濃度を測定する濃度測定部と、
前記塗装乾燥装置の運転を制御する制御部と、を備え、
前記制御部は、前記濃度測定部が測定した前記有機溶剤濃度に基づいて到達予測濃度を演算し、前記到達予測濃度が所定の閾値濃度以上である場合に、前記搬送部による搬送を継続しながら前記塗装部による塗装を停止するように制御する、塗装乾燥装置。 - 前記制御部は、前記到達予測濃度が前記閾値濃度以上である場合に、前記塗装部による塗装停止に加えて、前記搬送部による搬送速度を遅くするように制御する、請求項1に記載の塗装乾燥装置。
- 前記塗装部によって前記鋼帯に塗布された前記塗料を前記加熱空間よりも上流側で除去する除去部をさらに備え、
前記制御部は、前記到達予測濃度が前記閾値濃度以上である場合に、前記塗装部による塗装停止に加えて、前記除去部により塗料の除去を行うように制御する、請求項1又は2に記載の塗装乾燥装置。 - 前記制御部は、前記到達予測濃度が前記閾値濃度以上である場合に、前記排気部による排気量を同量に維持しながら前記塗装部による塗装停止を行うように制御する、請求項1から3のいずれか1つに記載の塗装乾燥装置。
- 鋼帯を連続搬送しながら塗装して乾燥処理する塗装乾燥方法であって、
前記鋼帯を搬送するステップと、
搬送されている前記鋼帯に対して有機溶剤を含む塗料を塗装位置にて塗布する塗装ステップと、
前記塗装位置よりも下流側において前記鋼帯を加熱空間にて乾燥処理する乾燥ステップと、
前記加熱空間を排気する排気ステップと、
前記加熱空間における前記有機溶剤の有機溶剤濃度を測定する測定ステップと、
測定した前記有機溶剤濃度に基づいて、到達予測濃度を演算する演算ステップと、
前記到達予測濃度が所定の閾値濃度以上である場合に、前記鋼帯の搬送を継続しながら塗装を停止する塗装停止ステップと、
を含む、塗装乾燥方法。 - 塗装停止ステップは、前記到達予測濃度が前記閾値濃度以上である場合に、塗装の停止に加えて、前記鋼帯の搬送速度を遅くするステップを含む、請求項5に記載の連続塗装乾燥方法。
- 塗装停止ステップは、前記到達予測濃度が前記閾値濃度以上である場合に、塗装の停止に加えて、前記塗装位置にて前記鋼帯に塗布された前記塗料を前記加熱空間よりも上流側で除去するステップを含む、請求項5又は6に記載の連続塗装乾燥方法。
- 塗装停止ステップは、前記到達予測濃度が前記閾値濃度以上である場合に、排気量を同量に維持しながら塗装の停止を行う、請求項5から7のいずれか1つに記載の連続塗装乾燥方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016240543A JP6280194B1 (ja) | 2016-12-12 | 2016-12-12 | 塗装乾燥装置および塗装乾燥方法 |
| CN201780076483.5A CN110114150B (zh) | 2016-12-12 | 2017-11-02 | 涂敷干燥装置以及涂敷干燥方法 |
| KR1020197017928A KR102391214B1 (ko) | 2016-12-12 | 2017-11-02 | 도장 건조 장치 및 도장 건조 방법 |
| PCT/JP2017/039803 WO2018110137A1 (ja) | 2016-12-12 | 2017-11-02 | 塗装乾燥装置および塗装乾燥方法 |
| MYPI2019003291A MY196677A (en) | 2016-12-12 | 2017-11-02 | Paint Application and Drying Device and Paint Application and Drying Method |
| TW106140307A TWI748003B (zh) | 2016-12-12 | 2017-11-21 | 塗裝乾燥裝置及塗裝乾燥方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016240543A JP6280194B1 (ja) | 2016-12-12 | 2016-12-12 | 塗装乾燥装置および塗装乾燥方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6280194B1 true JP6280194B1 (ja) | 2018-02-14 |
| JP2018094499A JP2018094499A (ja) | 2018-06-21 |
Family
ID=61195789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016240543A Active JP6280194B1 (ja) | 2016-12-12 | 2016-12-12 | 塗装乾燥装置および塗装乾燥方法 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP6280194B1 (ja) |
| KR (1) | KR102391214B1 (ja) |
| CN (1) | CN110114150B (ja) |
| MY (1) | MY196677A (ja) |
| TW (1) | TWI748003B (ja) |
| WO (1) | WO2018110137A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10821466B2 (en) * | 2017-07-06 | 2020-11-03 | Nordson Corporation | Systems and methods for solvent extraction |
| CN108011146B (zh) * | 2017-11-17 | 2021-04-23 | 四川长虹电器股份有限公司 | 废旧锂电池再资源化回收方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5019785B1 (ja) * | 1970-11-17 | 1975-07-09 | ||
| JPS58124113A (ja) * | 1982-01-19 | 1983-07-23 | Chugai Ro Kogyo Kaisha Ltd | オ−ブンの雰囲気制御方法 |
| JPS5941772A (ja) * | 1982-08-31 | 1984-03-08 | 井上金属工業株式会社 | 有機溶剤塗工物の連続乾燥方法 |
| JPH0239938A (ja) * | 1988-06-07 | 1990-02-08 | W R Grace & Co | 組込式アフタバーナ付空気浮遊乾操機の制御システム |
| US4926567A (en) * | 1985-07-04 | 1990-05-22 | Fuji Photo Film Co., Ltd. | Process and apparatus for drying coated web |
| JPH04193371A (ja) * | 1990-11-28 | 1992-07-13 | Kawasaki Steel Corp | ストリップの両面塗装と片面塗装をともに行う連続塗装ラインの熱処理炉及びその操業方法並びに熱処理の制御方法 |
| JPH0838855A (ja) * | 1994-07-29 | 1996-02-13 | Chugai Ro Co Ltd | 乾燥・焼付用オーブンの操業方法 |
| JP2005262132A (ja) * | 2004-03-19 | 2005-09-29 | Jfe Steel Kk | 加熱炉内の雰囲気温度調整方法、並びに塗装金属帯の乾燥及び焼付装置 |
| JP2007268393A (ja) * | 2006-03-31 | 2007-10-18 | Jfe Mechanical Co Ltd | 塗装室用除湿及び有機溶剤処理システム |
| JP2013137139A (ja) * | 2011-12-28 | 2013-07-11 | Dainippon Screen Mfg Co Ltd | 乾燥装置および熱処理システム |
| JP2013139889A (ja) * | 2011-12-28 | 2013-07-18 | Nissan Motor Co Ltd | 電極乾燥方法および電極乾燥装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7030039B2 (en) * | 1994-10-27 | 2006-04-18 | Asml Holding N.V. | Method of uniformly coating a substrate |
| JP3563241B2 (ja) * | 1997-08-08 | 2004-09-08 | ジャパン・エア・ガシズ株式会社 | 溶剤含有被処理体の乾燥装置 |
| JP4602699B2 (ja) * | 2004-05-28 | 2010-12-22 | アルプス電気株式会社 | スプレーコート装置及びスプレーコート方法 |
| JP4805024B2 (ja) * | 2006-05-29 | 2011-11-02 | 株式会社アルバック | 印刷装置及び印刷方法 |
| JP4881750B2 (ja) * | 2007-01-19 | 2012-02-22 | 富士フイルム株式会社 | 塗布膜の形成方法及び形成装置 |
| JP5477524B2 (ja) * | 2007-09-11 | 2014-04-23 | 凸版印刷株式会社 | 乾燥方法及び装置 |
| WO2009107310A1 (ja) * | 2008-02-29 | 2009-09-03 | 株式会社康井精機 | 複合材料シートの製造装置 |
| CN101703995B (zh) * | 2008-10-24 | 2012-09-19 | 汕头市远东轻化装备有限公司 | 涂布复合机的烘干装置 |
| CN201659077U (zh) * | 2009-09-10 | 2010-12-01 | 简甦 | 一种环保型烘箱盖 |
| CN203408853U (zh) * | 2013-08-15 | 2014-01-29 | 湖南深泰虹科技有限公司 | 一种电路板涂布复合机的通风装置 |
| CN203816879U (zh) * | 2014-04-08 | 2014-09-10 | 广东生益科技股份有限公司 | 热量回收涂覆烘箱 |
| CN105817406A (zh) * | 2016-05-24 | 2016-08-03 | 深圳市善营自动化股份有限公司 | 一种涂布机气体排放控制系统及其涂布机 |
-
2016
- 2016-12-12 JP JP2016240543A patent/JP6280194B1/ja active Active
-
2017
- 2017-11-02 KR KR1020197017928A patent/KR102391214B1/ko active IP Right Grant
- 2017-11-02 MY MYPI2019003291A patent/MY196677A/en unknown
- 2017-11-02 WO PCT/JP2017/039803 patent/WO2018110137A1/ja active Application Filing
- 2017-11-02 CN CN201780076483.5A patent/CN110114150B/zh active Active
- 2017-11-21 TW TW106140307A patent/TWI748003B/zh active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5019785B1 (ja) * | 1970-11-17 | 1975-07-09 | ||
| JPS58124113A (ja) * | 1982-01-19 | 1983-07-23 | Chugai Ro Kogyo Kaisha Ltd | オ−ブンの雰囲気制御方法 |
| JPS5941772A (ja) * | 1982-08-31 | 1984-03-08 | 井上金属工業株式会社 | 有機溶剤塗工物の連続乾燥方法 |
| US4926567A (en) * | 1985-07-04 | 1990-05-22 | Fuji Photo Film Co., Ltd. | Process and apparatus for drying coated web |
| JPH0239938A (ja) * | 1988-06-07 | 1990-02-08 | W R Grace & Co | 組込式アフタバーナ付空気浮遊乾操機の制御システム |
| JPH04193371A (ja) * | 1990-11-28 | 1992-07-13 | Kawasaki Steel Corp | ストリップの両面塗装と片面塗装をともに行う連続塗装ラインの熱処理炉及びその操業方法並びに熱処理の制御方法 |
| JPH0838855A (ja) * | 1994-07-29 | 1996-02-13 | Chugai Ro Co Ltd | 乾燥・焼付用オーブンの操業方法 |
| JP2005262132A (ja) * | 2004-03-19 | 2005-09-29 | Jfe Steel Kk | 加熱炉内の雰囲気温度調整方法、並びに塗装金属帯の乾燥及び焼付装置 |
| JP2007268393A (ja) * | 2006-03-31 | 2007-10-18 | Jfe Mechanical Co Ltd | 塗装室用除湿及び有機溶剤処理システム |
| JP2013137139A (ja) * | 2011-12-28 | 2013-07-11 | Dainippon Screen Mfg Co Ltd | 乾燥装置および熱処理システム |
| JP2013139889A (ja) * | 2011-12-28 | 2013-07-18 | Nissan Motor Co Ltd | 電極乾燥方法および電極乾燥装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI748003B (zh) | 2021-12-01 |
| MY196677A (en) | 2023-04-29 |
| TW201825192A (zh) | 2018-07-16 |
| JP2018094499A (ja) | 2018-06-21 |
| KR20190095303A (ko) | 2019-08-14 |
| CN110114150A (zh) | 2019-08-09 |
| KR102391214B1 (ko) | 2022-04-26 |
| CN110114150B (zh) | 2021-06-25 |
| WO2018110137A1 (ja) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7350750B2 (ja) | ウェブコーティング及びカレンダー加工システム並びに方法 | |
| EP3100790B1 (en) | Liquid coating device | |
| JP5929190B2 (ja) | 電極乾燥方法および電極乾燥装置 | |
| JP6280194B1 (ja) | 塗装乾燥装置および塗装乾燥方法 | |
| JP5954599B2 (ja) | 二次電池用電極の製造方法および熱風乾燥炉 | |
| JP2009078250A (ja) | 塗布処理方法、塗布処理装置及びコンピュータ読み取り可能な記憶媒体 | |
| CN106475277B (zh) | 涂敷装置及涂敷方法 | |
| CN105107699B (zh) | 电池极片智能烘干的方法及智能烘箱 | |
| KR101550487B1 (ko) | 전극 건조 방법 및 전극 건조 장치 | |
| JP2017524825A (ja) | パッケージング用鋼帯の製造のための方法および関連機器 | |
| CN109121402A (zh) | 焊剂涂敷装置以及焊锡 | |
| JP2005205268A (ja) | 塗布装置及び塗布方法 | |
| JP2016065649A (ja) | 乾燥装置、塗工膜形成装置、および乾燥方法 | |
| JP5924570B2 (ja) | 乾燥装置および乾燥方法 | |
| JP5910188B2 (ja) | 電池用電極の製造方法及び製造装置 | |
| JP2014127438A (ja) | 電極の製造方法及び乾燥装置 | |
| CN206543696U (zh) | 一种适合于多孔基材的涂布装置 | |
| CN113351456A (zh) | 双抗光电保护膜制备方法及双抗光电保护膜 | |
| CN209715486U (zh) | 一种基材的卷对卷涂布设备 | |
| JP2007271147A (ja) | シート乾燥機、及び、それを含むシート成形装置 | |
| JP6417810B2 (ja) | 乾燥装置及び電極の製造方法 | |
| JP2755466B2 (ja) | 塗工機の水分制御方法 | |
| JPS6247425B2 (ja) | ||
| JPH10102153A (ja) | カテナリー型乾燥炉における帯状体の張力制御方法 | |
| JP2010188285A (ja) | 記録媒体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6280194 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |