JP6152552B2 - ガラス成形装置 - Google Patents
ガラス成形装置 Download PDFInfo
- Publication number
- JP6152552B2 JP6152552B2 JP2015545206A JP2015545206A JP6152552B2 JP 6152552 B2 JP6152552 B2 JP 6152552B2 JP 2015545206 A JP2015545206 A JP 2015545206A JP 2015545206 A JP2015545206 A JP 2015545206A JP 6152552 B2 JP6152552 B2 JP 6152552B2
- Authority
- JP
- Japan
- Prior art keywords
- tray
- glass
- peripheral wall
- forming apparatus
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
Description
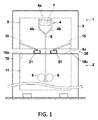
溶融ガラスをガラスリボンに成形するための成形用内部空間を画成するようにこの空間の側方周囲を閉じ、下方に下部開口を有する第一周壁と、
前記成形用内部空間に配置され、溶融ガラスを下方に流下させてガラスリボンに成形する成形手段と、
前記第一周壁に対して間隙を置いて下方に配置され、前記ガラスリボンが通過する上部開口を有するとともに、該ガラスリボンを受け入れる内部空間を画成するようにこの空間の側方周囲を閉じる第二周壁と、
この第二周壁内に配置され、前記成形手段を経たガラスリボンを挟み付けて下方に引き下ろすローラ対と、
基端が第一周壁の内面に固定され、先端が前記基端よりも下方に位置する形状を有して、前記成形用内部空間の温度を調整するための仕切り板とを備えている。そしてこのガラス成形装置はさらに、
一部が開いた箱型の形状を有するトレイと、
このトレイを前記間隙に挿入、かつそこから退出可能とし、挿入した際に、トレイの開いた部分が前記仕切り板の先端の下側において、該先端に沿って延びる状態に保持するトレイ保持機構とを有していてもよい。
溶融ガラスをガラスリボンに成形するための成形用内部空間を画成するようにこの空間の側方周囲を閉じ、下方に下部開口を有する第一周壁と、
前記成形用内部空間に配置され、溶融ガラスを下方に流下させてガラスリボンに成形する成形手段と、
前記第一周壁に対して間隙を置いて下方に配置され、前記ガラスリボンが通過する上部開口を有するとともに、該ガラスリボンを受け入れる内部空間を画成するようにこの空間の側方周囲を閉じる第二周壁と、
この第二周壁内に配置され、前記成形手段を経たガラスリボンを挟み付けて下方に引き下ろすローラ対と、
基端が第一周壁の内面に固定され、先端が前記基端よりも下方に位置する形状を有して、前記成形用内部空間の温度を調整するための仕切り板とを備えたものであり、
そしてこのガラス成形装置はさらに、
前記ローラ対よりも上の位置において前記第二周壁の一部に形成されて、その内部と外部とを連通させる切欠と、
一部が開いた箱型の形状を有するトレイと、
前記トレイを、その開いた部分が横方向を向く状態で前記切欠から第二周壁内に進入、かつそこから退出可能とし、進入した後、前記開いた部分が上方向を向くまでトレイが回転することを許容し、この回転後に、トレイが前記仕切り板の先端の下側において、該先端に沿って延びる状態に該トレイを保持するトレイ保持機構とを有していてもよい。なお上記トレイ保持機構は、トレイの一端部を固定して仕切り板の先端と平行な方向に延びるロッドと、このロッドを回転自在に保持する部分および、この部分から上下に延びてトレイを通過させる部分とからなる貫通孔を有する架台とを備えたものであることが望ましく、さらには上記ロッドを回転させるハンドルも備えていることがより望ましい。
溶融ガラスをガラスリボンに成形するための成形用内部空間を画成するようにこの空間の側方周囲を閉じ、下方に下部開口を有する第一周壁と、
前記成形用内部空間に配置され、溶融ガラスを下方に流下させてガラスリボンに成形する成形手段と、
前記第一周壁に対して間隙を置いて下方に配置され、前記ガラスリボンが通過する上部開口を有するとともに、該ガラスリボンを受け入れる内部空間を画成するようにこの空間の側方周囲を閉じる第二周壁と、
この第二周壁内に配置され、前記成形手段を経たガラスリボンを挟み付けて下方に引き下ろすローラ対と、
基端が第一周壁の内面に固定され、先端が前記基端よりも下方に位置する形状を有して、前記成形用内部空間の温度を調整するための仕切り板とを備えたものであり、
そしてこのガラス成形装置はさらに、
前記ローラ対よりも上の位置において第二周壁の一部に形成されて、その内部と外部とを連通させる切欠と、
一部が開いた箱型の形状を有するトレイと、
このトレイを前記切欠から第二周壁の内部に進入、かつそこから退出可能とし、回転した後に、トレイが前記仕切り板の先端の下側において、該先端に沿って延びる状態に該トレイを保持するトレイ保持機構とを有していてもよい。
2 第二冷却部
3 第一周壁
3a 第一周壁の下部開口
4 成形手段
5 第一周壁の内部空間
7 溶融ガラス
8 ガラスリボン
9 プリングローラ
10 第二周壁
10a 第二周壁の上部開口
10b、10d 第二周壁の切欠
10c 第二周壁の上端面
10e 第二周壁の面
11 第二周壁の内部空間
15 仕切り板
20、40 トレイ保持機構
21 トレイ
24 固定部材
25、45 ハンドル
30 第一周壁と第二周壁との間隙
42 ロッド
43 ロッド保持板
44 回転部
Claims (10)
- 溶融ガラスをガラスリボンに成形するための成形用内部空間を画成するようにこの空間の側方周囲を閉じ、下方に下部開口を有する第一周壁と、
前記成形用内部空間に配置され、溶融ガラスを下方に流下させてガラスリボンに成形する成形体と、
前記第一周壁に対して間隙を置いて下方に配置され、前記ガラスリボンが通過する上部開口を有するとともに、該ガラスリボンを受け入れる内部空間を画成するようにこの空間の側方周囲を閉じる第二周壁と、
この第二周壁内に配置され、前記ガラスリボンを挟み付けて下方に引き下ろすローラ対と、
基端が前記第一周壁の内面に固定され、先端が前記基端よりも下方に位置する形状を有して、前記成形用内部空間の温度を調整するための仕切り板と、
一部が開いた箱型の形状を有するトレイと、
このトレイを前記間隙に挿入、かつそこから退出可能とし、挿入した際に、トレイの開いた部分が前記仕切り板の先端の下側において、該先端に沿って延びる状態に保持可能なトレイ保持機構とを有するガラス成形装置。 - 前記トレイ保持機構が、前記第二周壁の上端面を含む部分からなる請求項1記載のガラス成形装置。
- 前記トレイが、U字状の断面形状を有するものである請求項1または2記載のガラス成形装置。
- 前記トレイの開いた部分の長さが前記仕切り板の先端の横幅以上とされている請求項1から3いずれか1項記載のガラス成形装置。
- 前記仕切り板が、先端がガラスリボンの幅方向に延びる状態に形成されて、該ガラスリボンの両側にそれぞれ配置され、
前記トレイが、2つの前記仕切り板に各々対応させて2個設けられている請求項1から4いずれか1項記載のガラス成形装置。 - フュージョンドローガラス成形装置である請求項1から5いずれか1項記載のガラス成形装置。
- 溶融ガラスをシート状のガラスリボンに成形するための成形用内部空間を画成するようにこの空間の側方周囲を閉じ、下方に下部開口を有する第一周壁と、
前記成形用内部空間に配置され、溶融ガラスを下方に流下させてガラスリボンに成形する成形体と、
前記第一周壁に対して間隙を置いて下方に配置され、前記ガラスリボンが通過する上部開口を有するとともに、該ガラスリボンを受け入れる内部空間を画成するようにこの空間の側方周囲を閉じる第二周壁と、
この第二周壁内に配置され、前記ガラスリボンを挟み付けて下方に引き下ろすローラ対と、
基端が前記第一周壁の内面に固定され、先端が前記基端よりも下方に位置する形状を有して、前記成形用内部空間の温度を調整するための仕切り板と、
前記ローラ対よりも上の位置において前記第二周壁の一部に形成され、該第二周壁の内部と外部とを連通させる切欠と、
一部が開いた箱型の形状を有するトレイと、
前記トレイを、その開いた部分が横方向を向く状態で前記切欠から第二周壁内に進入、かつそこから退出可能とし、進入した後、前記開いた部分が上方向を向くまで回転することを許容し、この回転後に、トレイが前記仕切り板の先端の下側において、該先端に沿って延びる状態に該トレイを保持するトレイ保持機構とを有するガラス成形装置。 - 前記トレイ保持機構が、
前記トレイの一端部を固定して前記仕切り板の先端と平行な方向に延びるロッドと、
このロッドを回転自在に保持する部分および、この部分から上下に延びて前記トレイを通過させる部分とからなる貫通孔を有する架台とを備えたものである請求項7記載のガラス成形装置。 - 前記トレイ保持機構が、前記ロッドを回転させるハンドルを備えたものである請求項8記載のガラス成形装置。
- 前記トレイが、U字状の断面形状を有するものである請求項7から9いずれか1項記載のガラス成形装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/689,287 | 2012-11-29 | ||
| US13/689,287 US8869562B2 (en) | 2012-11-29 | 2012-11-29 | Glass forming apparatus |
| PCT/US2013/072121 WO2014085516A1 (en) | 2012-11-29 | 2013-11-27 | Glass forming apparatus |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016500047A JP2016500047A (ja) | 2016-01-07 |
| JP2016500047A5 JP2016500047A5 (ja) | 2017-01-12 |
| JP6152552B2 true JP6152552B2 (ja) | 2017-06-28 |
Family
ID=50772080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015545206A Active JP6152552B2 (ja) | 2012-11-29 | 2013-11-27 | ガラス成形装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8869562B2 (ja) |
| JP (1) | JP6152552B2 (ja) |
| KR (1) | KR102089820B1 (ja) |
| CN (1) | CN105263873B (ja) |
| TW (1) | TWI583638B (ja) |
| WO (1) | WO2014085516A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204779315U (zh) * | 2014-11-24 | 2015-11-18 | 康宁股份有限公司 | 用于制造玻璃带的设备 |
| CN107108308B (zh) * | 2014-12-19 | 2020-04-28 | 康宁股份有限公司 | 制造玻璃带的装置 |
| CN108137369B (zh) * | 2015-08-21 | 2021-07-27 | 康宁股份有限公司 | 加工玻璃的方法和设备 |
| WO2018081663A1 (en) * | 2016-10-31 | 2018-05-03 | Corning Incorporated | Glass forming apparatus |
| TW202017873A (zh) * | 2017-08-17 | 2020-05-16 | 美商康寧公司 | 玻璃成形設備之外殼 |
| KR102136931B1 (ko) * | 2017-09-29 | 2020-07-23 | 아반스트레이트 가부시키가이샤 | 유리 기판의 제조 방법 및 유리 기판 제조 장치 |
| JP2021195295A (ja) * | 2020-06-18 | 2021-12-27 | 日本電気硝子株式会社 | ガラス物品の製造装置及びその製造方法 |
| WO2023215139A1 (en) * | 2022-05-04 | 2023-11-09 | Corning Incorporated | Glass manufacturing apparatus and methods of making a glass ribbon |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1731260A (en) * | 1928-02-15 | 1929-10-15 | Libbey Owens Glass Co | Method for producing sheet glass |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| CN87215429U (zh) * | 1987-11-14 | 1988-09-14 | 李德奎 | 曲面玻璃成型机 |
| JP2604080B2 (ja) * | 1991-12-10 | 1997-04-23 | ホーヤ株式会社 | ガラス板の製造装置 |
| US6895782B2 (en) | 2002-08-08 | 2005-05-24 | Richard B. Pitbladdo | Overflow downdrawn glass forming method and apparatus |
| EP1746076A1 (en) * | 2005-07-21 | 2007-01-24 | Corning Incorporated | Method of making a glass sheet using rapid cooling |
| JP5076443B2 (ja) | 2006-10-24 | 2012-11-21 | 日本電気硝子株式会社 | ガラスリボンの製造装置及びその製造方法 |
| JP4621996B2 (ja) * | 2007-04-24 | 2011-02-02 | 日本電気硝子株式会社 | ガラス板製造方法およびガラス板製造設備 |
| JP2009137784A (ja) | 2007-12-05 | 2009-06-25 | Nippon Electric Glass Co Ltd | ガラス管製造装置 |
| EP2253598B1 (en) * | 2009-05-21 | 2014-05-14 | Corning Incorporated | Apparatus for reducing radiative heat loss from a forming body in a glass forming process |
| KR101751082B1 (ko) | 2009-07-13 | 2017-06-26 | 아사히 가라스 가부시키가이샤 | 유리판의 제조 방법 및 제조 장치 |
| US8528365B2 (en) * | 2011-02-24 | 2013-09-10 | Corning Incorporated | Apparatus for removing volatilized materials from an enclosed space in a glass making process |
-
2012
- 2012-11-29 US US13/689,287 patent/US8869562B2/en not_active Expired - Fee Related
-
2013
- 2013-11-27 CN CN201380071446.7A patent/CN105263873B/zh not_active Expired - Fee Related
- 2013-11-27 JP JP2015545206A patent/JP6152552B2/ja active Active
- 2013-11-27 KR KR1020157016685A patent/KR102089820B1/ko active IP Right Grant
- 2013-11-27 WO PCT/US2013/072121 patent/WO2014085516A1/en active Application Filing
- 2013-11-27 TW TW102143268A patent/TWI583638B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105263873B (zh) | 2017-05-31 |
| KR20150090904A (ko) | 2015-08-06 |
| US8869562B2 (en) | 2014-10-28 |
| WO2014085516A1 (en) | 2014-06-05 |
| KR102089820B1 (ko) | 2020-03-16 |
| CN105263873A (zh) | 2016-01-20 |
| JP2016500047A (ja) | 2016-01-07 |
| TWI583638B (zh) | 2017-05-21 |
| US20140144187A1 (en) | 2014-05-29 |
| TW201429891A (zh) | 2014-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6152552B2 (ja) | ガラス成形装置 | |
| JP2016500047A5 (ja) | ||
| JP5841685B2 (ja) | ガラス製造プロセスにおいて包囲空間から揮発材料を除去する方法および装置 | |
| JP5860533B2 (ja) | フィルタセグメントを移送するためのユニット | |
| JP6798289B2 (ja) | 板ガラスの製造方法 | |
| US20200215603A1 (en) | Apparatus, plant and method for producing ingots and metal bars and for monitoring the quality thereof | |
| TW201238730A (en) | Wire saw device | |
| JP7015077B1 (ja) | 切片作成装置および切片作成装置セット | |
| JP2015077322A (ja) | 錠剤裁断刃交換治具 | |
| KR20170139616A (ko) | 유리 리본의 분리를 용이하게 하는 유리 제조 기기 | |
| CN105651013A (zh) | 茶叶烘干箱 | |
| JP3207236U (ja) | ロール紙支持装置 | |
| BRPI0719401A2 (pt) | Aparelho para processamento de uma folha contínua de material para acondicionamento por meio de um feixe de laser. | |
| TW201623161A (zh) | 用於製造玻璃帶的裝置 | |
| CN105751180A (zh) | Pcb 收料装置 | |
| ITBO20130105A1 (it) | Apparato per la sostituzione meccanizzata dei moduli di saldatura e taglio nelle macchine per la sigillatura di prodotti in vassoi | |
| CN205600680U (zh) | Pcb收料装置 | |
| JP2004357548A (ja) | 飼料引出し装置 | |
| JP3219481U (ja) | 保温材投入装置及び保温材投入ユニット | |
| US1354391A (en) | Glass-drawing machine | |
| US1391405A (en) | Sheet-glass-drawing machine | |
| JP2002316310A (ja) | コンクリート成形用型枠 | |
| TW201302091A (zh) | 用於製造墊狀空心體的裝置 | |
| JP2019017484A (ja) | ロールペーパー引き出し切断ボックス | |
| BR102020018728A2 (pt) | Máquina contínua quebradora de ovos |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161125 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20161125 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6152552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |