JP4838136B2 - トランスファー装置 - Google Patents
トランスファー装置 Download PDFInfo
- Publication number
- JP4838136B2 JP4838136B2 JP2006536403A JP2006536403A JP4838136B2 JP 4838136 B2 JP4838136 B2 JP 4838136B2 JP 2006536403 A JP2006536403 A JP 2006536403A JP 2006536403 A JP2006536403 A JP 2006536403A JP 4838136 B2 JP4838136 B2 JP 4838136B2
- Authority
- JP
- Japan
- Prior art keywords
- transfer
- work
- end effector
- holding
- bearings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
- B65G47/846—Star-shaped wheels or wheels equipped with article-engaging elements
- B65G47/848—Star-shaped wheels or wheels equipped with article-engaging elements the article-engaging elements being suction or magnetic means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G29/00—Rotary conveyors, e.g. rotating discs, arms, star-wheels or cones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/54—Systems consisting of a plurality of bearings with rolling friction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/54—Systems consisting of a plurality of bearings with rolling friction
- F16C19/55—Systems consisting of a plurality of bearings with rolling friction with intermediate floating or independently-driven rings rotating at reduced speed or with other differential ball or roller bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/061—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing mounting a plurality of bearings side by side
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0446—Apparatus for mounting on conductive members, e.g. leadframes or conductors on insulating substrates
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Specific Conveyance Elements (AREA)
- Manipulator (AREA)
Description
上記移載手段は、同一円周上を周回して上記移載ワークを搬送するエンドエフェクタを2以上有しており、該各エンドエフェクタが少なくともいずれか他の上記エンドエフェクタとは独立に周回するように構成してあり、
上記各エンドエフェクタは、上記移載ワークを保持する保持面を備えており、かつ、上記各エンドエフェクタの周回軸に沿って上記保持面を進退させ得るように構成してあることを特徴とするトランスファー装置にある。
上記移載手段は、同一円周上を周回して上記移載ワークを搬送するエンドエフェクタを2以上有しており、該各エンドエフェクタが少なくともいずれか他の上記エンドエフェクタとは独立に周回するように構成してあり、
上記各エンドエフェクタは、上記移載ワークを保持する保持面を備えており、かつ、該保持面が、その法線方向の中心軸周りに回転可能なように構成されていることを特徴とするトランスファー装置にある。
10 同軸回転体
2 移載ワーク
21 キャリアワーク
3 第1の搬送手段
5 第2の搬送手段
6、6a、6b 移載手段
70s 保持面
701 摺動部材
703 保持台座
71〜76 エンドエフェクタ
同様に、周回運動中の上記各エンドエフェクタの周回位置を制御すれば、上記移載ワークを上記キャリアワークに移載するタイミングを調整可能である。そのため、上記キャリアワークに対する上記移載ワークの移載精度を向上させることができる。
この場合には、第1の搬送手段が搬送する移載ワークの姿勢や、第2の搬送手段におけるキャリアワークの姿勢に応じて上記保持面を適宜、回転させることができる。それ故、上記トランスファー装置によれば、一層、位置精度高く移載ワークを移載することができる。
該制御手段は、上記第1の搬送手段から上記ワークを受け取る際の上記エンドエフェクタの周回速度が上記第1の搬送手段の搬送速度に略一致するように制御し、かつ、上記第2の搬送手段に上記ワークを引き渡す際の上記エンドエフェクタの周回速度が上記第2の搬送手段の搬送速度に略一致するように制御するように構成されていることが好ましい。
上記各軸受のうち軸方向の中間に配置された1又は2以上の中間軸受の上記内輪が、隣り合う他の上記軸受の上記外輪と連結され一体的に回転するように構成してあると共に上記同軸回転体のいずれかを一体的に保持しており、
上記各軸受のうち軸方向の端部に配置された上記軸受のうちの一方は、上記内輪が隣り合う他の上記軸受の上記外輪と連結され一体的に回転するように構成してあると共に上記同軸回転体のいずれかを一体的に保持しており、かつ、上記外輪が上記移載手段の構造部材に固定されており、
上記各軸受のうち軸方向の端部に配置された上記軸受のうちの他方は、上記外輪が隣り合う他の上記軸受の上記内輪と連結され一体的に回転するように構成してあり、かつ、上記内輪が上記移載手段の構造部材に固定されており、
上記各外輪のうち、隣り合う上記軸受の上記内輪と一体的に連結された上記外輪は、それぞれ、独立に回転制御される外部モータの出力軸に連結してあることが好ましい。
さらに、このような支持構造を実現すれば、上記外部モータから外輪に供給された回転駆動力により、上記内輪に一体的に保持された同軸回転体及び一体のエンドエフェクタを回転駆動することができる。ここで、例えば、3つの同軸回転体からなる場合、回転駆動力の付与を3方向から行えば、各軸受に作用する軸心に向かう外圧(応力)を平均化して抑制することができる。
なお、上記外部モータとしては、サーボ制御系原動機を利用できる他、高精度な制御を実現し得るダイレクトドライブ機構を利用することも良い。また、上記外部モータの出力軸と上記外輪とは、直接的に連結することも、ギアあるいはタイミングベルト等を介して間接的に連結することもできる。
この場合には、上記第1の搬送手段における上記移載ワークの搬送位置及び搬送速度に基づいて上記エンドエフェクタの周回運動を制御できる。例えば、上記第1の搬送手段の制御情報等、間接的な情報を用いて上記エンドエフェクタを制御する場合と比べて、一層、高速かつ高精度に上記移載ワークの受け取りを実現できる。
この場合には、上記キャリアワークの表面の上記目標移載位置あるいは、その移動速度に基づいて上記エンドエフェクタの周回運動を制御できる。例えば、上記第2の搬送手段の制御情報等、間接的な情報を用いてエンドエフェクタを制御する場合と比べて、一層、高速かつ高精度に上記移載ワークを移載することができる。
この場合には、上記第3の計測部を用いて、上記保持面上の上記移載ワークの姿勢及び位置を検出できる。そして、この検出結果に基づいて、上記移載ワークの姿勢あるいは位置を調整することで、上記移載ワークの位置ずれ等を抑制できる。それ故、一層、位置精度高く、上記移載ワークを上記キャリアワークに移載させることができる。
この場合には、上記円柱形状体あるいは、上記コンベアベルトを利用することで搬送効率の高いトランスファー装置を構成することができる。
この場合には、上記第1あるいは上記第2の発明のトランスファー装置を用いて、精度の良いRF−TAGを構成する電子部品を効率良く生産することができる。
本例は、移載ワーク2をキャリアワーク21に移載するトランスファー装置1に関する例である。この内容について、図1〜図11を用いて説明する。
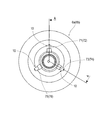
本例のトランスファー装置1は、図1に示すごとく、移載ワーク2を保持して搬送する第1の搬送手段3と、キャリアワーク21を保持して搬送する第2の搬送手段5と、第1の搬送手段3から移載ワーク2を受け取ると共に第2の搬送手段5のキャリアワーク21に移載するための移載手段6とを含むものである。
上記移載手段6は、同一円周上を周回して移載ワーク2を搬送するエンドエフェクタ71〜76を2以上有しており、該各エンドエフェクタ71〜76が少なくともいずれか他のエンドエフェクタとは独立に周回するように構成してある。
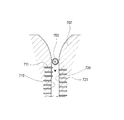
各エンドエフェクタ71〜76は、移載ワーク2を保持する保持面70sを備えており、かつ、各エンドエフェクタ71〜76の周回軸CL(図4参照。)に沿って保持面70sを進退させ得るように構成してある。
以下、この内容について詳しく説明する。
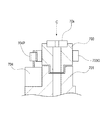
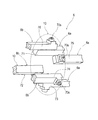
さらに、エンドエフェクタ71、73、75(72、74、76)は、図4に示すごとく、保持面70sを回転させるための回転機構及び、保持面70sを周回軸CLに沿って進退させるための進退機構を備えている。
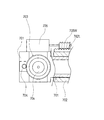
本例は、実施例1のトランスファー装置を基にして、保持面70sの進退機構及び回転機構の構成を変更した例である。この内容について、図12及び図13を用いて説明する。
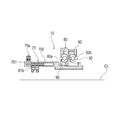
本例は、実施例1のトランスファー装置を基にして、キャリアワーク21を連続シート体に変更すると共に、ラミネートフィルム22を送り出す機構を追加した例である。この内容について、図14を用いて説明する。
本例では、移載ワーク2を配置したキャリアワーク21の表面に、ラミネートフィルム22を接合する。ラミネートフィルム22によれば、製品の表面保護効果を得ると共に対候性を向上することができる。このとき、ラミネートフィルム22に位置合わせ用のマーカー等を付しておくのも良い。この場合には、撮像装置107を用い、ラミネートフィルム22上のマーカーを画像認識することで、キャリアワーク21との精度の高い位置合わせが可能になる。なお、撮像装置107としては、CCD素子やCMOS素子のほか、低コストな光学式のセンサを適用することも可能である。
さらに、キャリアワーク21として紙おむつの生地をなす不織布よりなる連続体(連続シート材料)を適用し、このキャリアワーク21にセットするワーク2としてパルプよりなる吸水性パッドを適用することもできる。この場合には、ラミネートフィルム22に柄模様をプリントすることで、紙おむつの意匠効果を高めることができる。さらに、柄模様を利用してラミネートフィルム22とキャリアワーク21との位置合わせを行うこともできる。すなわち、撮像装置107を用いてラミネートフィルム22の絵柄を認識することで、その送り位置を検出し、ラミネートフィルム22とキャリアワーク21との精度の良い位置合わせを実現することができる。
Claims (10)
- 移載ワークを保持して搬送する第1の搬送手段と、キャリアワークを保持して搬送する第2の搬送手段と、上記第1の搬送手段から上記移載ワークを受け取り、上記キャリアワークに移載するための移載手段とを含むトランスファー装置において、
上記移載手段は、同一円周上を周回して上記移載ワークを搬送するエンドエフェクタを2以上有しており、該各エンドエフェクタが少なくともいずれか他の上記エンドエフェクタとは独立に周回するように構成してあり、
上記各エンドエフェクタは、上記移載ワークを保持する保持面と、上記保持面に保持された移載ワークの状態を撮像する撮像装置により得られた画像データを基にして制御され、上記各エンドエフェクタの周回軸に沿って上記保持面を進退させ得る進退機構とを備えたことを特徴とするトランスファー装置。 - 請求項1において、上記各エンドエフェクタは、上記撮像装置により得られた画像データを基にして制御され、上記保持面をその法線方向の中心軸周りに回転させる回転機構をさらに備えることを特徴とするトランスファー装置。
- 移載ワークを保持して搬送する第1の搬送手段と、キャリアワークを保持して搬送する第2の搬送手段と、上記第1の搬送手段から上記移載ワークを受け取り、上記キャリアワークに移載するための移載手段とを含むトランスファー装置において、
上記移載手段は、同一円周上を周回して上記移載ワークを搬送するエンドエフェクタを2以上有しており、該各エンドエフェクタが少なくともいずれか他の上記エンドエフェクタとは独立に周回するように構成してあり、
上記各エンドエフェクタは、上記移載ワークを保持する保持面と、上記保持面に保持された移載ワークの状態を撮像する撮像装置により得られた画像データを基にして制御され、保持面をその法線方向の中心軸周りに回転させる回転機構とを備えることを特徴とするトランスファー装置。 - 請求項1又は請求項3において、上記トランスファー装置は、上記各エンドエフェクタが周回運動する際の周回速度及び周回位置を制御するための制御手段を有し、
該制御手段は、上記第1の搬送手段から上記ワークを受け取る際の上記エンドエフェクタの周回速度が上記第1の搬送手段の搬送速度に略一致するように制御し、かつ、上記第2の搬送手段に上記ワークを引き渡す際の上記エンドエフェクタの周回速度が上記第2の搬送手段の搬送速度に略一致するように制御するように構成されていることを特徴とするトランスファー装置。 - 請求項1又は請求項3において、上記移載手段は、一体的に周回する1または2以上の上記エンドエフェクタを一体的に保持する同軸回転体と、少なくとも2個以上の上記同軸回転体を回転支持するよう、軸方向に隣り合わせて同軸上に配置された3個以上の軸受とを有し、該各軸受が、略円筒状の内輪と、該内輪に外挿して配置された略円筒状の外輪と、上記内輪と上記外輪との相対回転を可能とするベアリング機構とよりなり、
上記各軸受のうち軸方向の中間に配置された1又は2以上の中間軸受の上記内輪が、隣り合う他の上記軸受の上記外輪と連結され一体的に回転するように構成してあると共に上記同軸回転体のいずれかを一体的に保持しており、
上記各軸受のうち軸方向の端部に配置された上記軸受のうちの一方は、上記内輪が隣り合う他の上記軸受の上記外輪と連結され一体的に回転するように構成してあると共に上記同軸回転体のいずれかを一体的に保持しており、かつ、上記外輪が上記移載手段の構造部材に固定されており、
上記各軸受のうち軸方向の端部に配置された上記軸受のうちの他方は、上記外輪が隣り合う他の上記軸受の上記内輪と連結され一体的に回転するように構成してあり、かつ、上記内輪が上記移載手段の構造部材に固定されており、
上記各外輪のうち、隣り合う上記軸受の上記内輪と一体的に連結された上記外輪は、それぞれ、独立に回転制御される外部モータの出力軸に連結してあることを特徴とするトランスファー装置。 - 請求項1又は請求項3において、上記第1の搬送手段により搬送される上記移載ワークの搬送位置及び搬送速度を検出するための第1の計測部を備えていることを特徴とするトランスファー装置。
- 請求項1又は請求項3において、上記第2の搬送手段の上記キャリアワークの表面における目標移載位置及び、その移動速度を検出するための第2の計測部を備えていることを特徴とするトランスファー装置。
- 請求項1又は請求項3において、上記エンドエフェクタの上記保持面に保持された上記移載ワークの姿勢及び位置を検出するための第3の計測部を備えていることを特徴とするトランスファー装置。
- 請求項1又は請求項3において、上記第1及び第2の搬送手段は、自転する回転体又は並進するコンベアベルトを有してなり、上記回転体あるいは上記コンベアベルトの表面に上記移載ワークあるいは上記キャリアワークを載置して搬送するように構成してあることを特徴とするトランスファー装置。
- 請求項1又は請求項3において、上記移載ワークは、RF−TAG用のICチップを実装すると共に該ICチップの電極から電気的に延設された拡大電極を形成したインターポーザであり、上記キャリアワークは、無線通信用のアンテナパターンをシート基板上に形成したアンテナシートであることを特徴とするトランスファー装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006536403A JP4838136B2 (ja) | 2004-09-22 | 2005-09-21 | トランスファー装置 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004275061 | 2004-09-22 | ||
| JP2004275061 | 2004-09-22 | ||
| JP2006536403A JP4838136B2 (ja) | 2004-09-22 | 2005-09-21 | トランスファー装置 |
| PCT/JP2005/017422 WO2006033370A1 (ja) | 2004-09-22 | 2005-09-21 | トランスファー装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006033370A1 JPWO2006033370A1 (ja) | 2008-05-15 |
| JP4838136B2 true JP4838136B2 (ja) | 2011-12-14 |
Family
ID=36090127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006536403A Expired - Lifetime JP4838136B2 (ja) | 2004-09-22 | 2005-09-21 | トランスファー装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7721872B2 (ja) |
| EP (1) | EP1801046B1 (ja) |
| JP (1) | JP4838136B2 (ja) |
| CN (1) | CN101018722B (ja) |
| DE (1) | DE602005020330D1 (ja) |
| TW (1) | TW200616873A (ja) |
| WO (1) | WO2006033370A1 (ja) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK1947037T3 (da) * | 2007-01-17 | 2009-11-23 | Fameccanica Data Spa | Indretning til at ændre forholdet mellem artikler, der transporteres, og drejning af disse artikler |
| DE102009010191A1 (de) * | 2009-02-23 | 2010-08-26 | Kolbus Gmbh & Co. Kg | Buchbindemaschine |
| FR2945237B1 (fr) * | 2009-05-06 | 2016-06-03 | Cer | Machine et procede de marquage ou d'etiquetage |
| US8100253B2 (en) * | 2009-06-30 | 2012-01-24 | The Procter & Gamble Company | Methods and apparatuses for transferring discrete articles between carriers |
| US8813351B2 (en) | 2011-12-20 | 2014-08-26 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for applying discrete parts to a moving web |
| US8636136B2 (en) | 2011-12-20 | 2014-01-28 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for rotatably conveying and applying discrete parts to a substrate |
| US8820513B2 (en) | 2012-04-16 | 2014-09-02 | The Procter & Gamble Company | Methods for transferring discrete articles |
| US8833542B2 (en) | 2012-04-16 | 2014-09-16 | The Procter & Gamble Company | Fluid systems and methods for transferring discrete articles |
| US8720666B2 (en) | 2012-04-16 | 2014-05-13 | The Procter & Gamble Company | Apparatuses for transferring discrete articles |
| US8607959B2 (en) | 2012-04-16 | 2013-12-17 | The Procter & Gamble Company | Rotational assemblies and methods for transferring discrete articles |
| CN102849458B (zh) * | 2012-09-21 | 2014-11-05 | 浙江工业大学 | 气控自动下盒装置 |
| EP2911629A1 (en) | 2012-10-23 | 2015-09-02 | The Procter & Gamble Company | Methods for transferring discrete articles onto a web |
| WO2014102856A1 (ja) * | 2012-12-25 | 2014-07-03 | 平田機工株式会社 | 搬送システム |
| US9763370B2 (en) | 2013-03-15 | 2017-09-12 | National Technology & Engineering Solutions Of Sandia, Llc | Apparatus for assembly of microelectronic devices |
| US9463942B2 (en) | 2013-09-24 | 2016-10-11 | The Procter & Gamble Company | Apparatus for positioning an advancing web |
| TW201604534A (zh) * | 2014-07-18 | 2016-02-01 | 亞亞科技股份有限公司 | 用於檢測系統之高效率輸送模組 |
| CN104261327A (zh) * | 2014-09-19 | 2015-01-07 | 江苏仅一包装技术有限公司 | 一种回转升降装置 |
| US9511952B1 (en) | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| US9511951B1 (en) | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| CN107709202A (zh) * | 2015-07-02 | 2018-02-16 | 新兴机械株式会社 | 运送装置 |
| JP5975556B1 (ja) * | 2015-12-11 | 2016-08-23 | 上野精機株式会社 | 移載装置 |
| JP6312270B2 (ja) * | 2016-03-25 | 2018-04-18 | 株式会社写真化学 | デバイスチップを用いた電子デバイスの製造方法およびその製造装置 |
| WO2018011905A1 (ja) | 2016-07-13 | 2018-01-18 | 株式会社瑞光 | 搬送装置及びこれを用いた使い捨て着用物品の製造方法 |
| CN106313879B (zh) * | 2016-08-10 | 2017-08-29 | 京东方科技集团股份有限公司 | 转印设备和转印方法 |
| US20200165079A1 (en) * | 2018-11-27 | 2020-05-28 | Dishcraft Robotics, Inc. | Dishwashing Conveyance System And Method |
| JP6788922B1 (ja) * | 2020-01-10 | 2020-11-25 | 上野精機株式会社 | 電子部品の処理装置 |
| KR102796435B1 (ko) * | 2020-05-14 | 2025-04-16 | 엘지전자 주식회사 | 반도체 발광소자의 지능형 조립전사 통합장치 |
| AR118939A1 (es) * | 2020-05-15 | 2021-11-10 | Marisa Rosana Lattanzi | Máquina combinada para elaborar separadores laminares de productos que se contienen en cajas y cajones |
| TWI766335B (zh) * | 2020-08-07 | 2022-06-01 | 鴻勁精密股份有限公司 | 移動平台及電子元件移送裝置 |
| CN112278862B (zh) * | 2020-10-13 | 2022-09-27 | 南京多脉智能设备有限公司 | 无摩擦气动式玻璃面板载具机械手 |
| JP7251721B1 (ja) * | 2022-12-26 | 2023-04-04 | 上野精機株式会社 | 部品処理装置 |
| CN119429620B (zh) * | 2025-01-08 | 2025-05-30 | 山东康舜日用品有限公司 | 一种纸尿裤生产用输送装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001044086A1 (en) * | 1999-12-16 | 2001-06-21 | Zuiko Corporation | Method and device for transportation |
| JP2002214289A (ja) * | 2001-01-17 | 2002-07-31 | Nec Machinery Corp | リードレス半導体素子のピックアップ装置 |
| JP2003137420A (ja) * | 2001-11-02 | 2003-05-14 | Sekisui House Ltd | 材料投入制御コンベヤ装置 |
| JP2004265920A (ja) * | 2003-02-07 | 2004-09-24 | Hallys Corp | ランダム周期変速可能な小片移載装置 |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2860760A (en) * | 1955-06-17 | 1958-11-18 | Sylvania Electric Prod | Lamp bulb loader |
| US3986920A (en) | 1972-04-12 | 1976-10-19 | Johnson Matthey & Co., Limited | Transfer application device |
| US3946931A (en) | 1974-11-27 | 1976-03-30 | Western Electric Company, Inc. | Methods of and apparatus for bonding an article to a substrate |
| US4080053A (en) | 1975-11-03 | 1978-03-21 | Xerox Corporation | Transfer apparatus and method |
| US4372802A (en) | 1980-06-02 | 1983-02-08 | Tokyo Denki Kagaku Kogyo Kabushiki Kaisha | Apparatus for mounting chip type circuit elements on printed circuit boards |
| IT1188972B (it) * | 1980-12-12 | 1988-01-28 | Gd Spa | Dispositivo di trasferimento per articoli a forma di barretta |
| US4548668A (en) | 1983-01-10 | 1985-10-22 | Continental Can Company, Inc. | Combination machine for assembling container components |
| CA1217572A (en) | 1983-05-02 | 1987-02-03 | Kenichi Saito | Mounting apparatus for chip type electronic parts |
| US4915565A (en) | 1984-03-22 | 1990-04-10 | Sgs-Thomson Microelectronics, Inc. | Manipulation and handling of integrated circuit dice |
| US4617082A (en) * | 1984-11-19 | 1986-10-14 | Kimberly-Clark Corporation | Method and apparatus for applying discrete strips to a web of material |
| US4767487A (en) * | 1985-10-18 | 1988-08-30 | Kimberly-Clark Corporation | Method for repositioning discrete articles |
| US5045148A (en) | 1986-10-15 | 1991-09-03 | Ga-Vehren Engineering Co. | Article attaching apparatus |
| SE462333B (sv) | 1987-01-23 | 1990-06-11 | Moelnlycke Ab | Anordning foer att oeverfoera artiklar fraan en foersta till en andra transportbana |
| US4893982A (en) | 1987-09-17 | 1990-01-16 | Taiho Seiki Co., Ltd. | Apparatus for conveying workpiece |
| US5000806A (en) | 1988-04-19 | 1991-03-19 | Paper Converting Machine Company | Method and apparatus for applying an elastic strand to a disposable diaper |
| JPH07109957B2 (ja) | 1988-06-21 | 1995-11-22 | 松下電器産業株式会社 | 電子部品装着方法 |
| US5025910A (en) | 1990-02-02 | 1991-06-25 | Curt G. Joa, Inc. | Rotary pad turner |
| US5268724A (en) | 1990-04-20 | 1993-12-07 | Fuji Xerox Co., Ltd. | Transfer apparatus providing improved transfer material guidance along a feed path to an electrophotographic image carrier |
| US5222854A (en) | 1991-09-09 | 1993-06-29 | Leland D. Blatt | Automatic tool changer |
| CA2050023C (en) | 1991-04-22 | 2002-03-05 | Kimberly-Clark Worldwide, Inc. | Elongated element comprising helically patterned adhesive |
| TW199259B (ja) | 1991-09-26 | 1993-02-01 | Nippon Tobacco Sangyo Kk | |
| US5275685A (en) | 1991-11-07 | 1994-01-04 | Ferag Ag | Apparatus for gluing attachment slips to printed products |
| US5150164A (en) | 1991-12-16 | 1992-09-22 | Eastman Kodak Company | Transfer apparatus |
| US5389173A (en) | 1992-12-02 | 1995-02-14 | Paper Converting Machine Company | Apparatus and process for making disposable diaper type products |
| JPH0826437A (ja) | 1994-07-11 | 1996-01-30 | Fuji Photo Film Co Ltd | ワーク移送方法及び移送装置 |
| WO1996029521A1 (en) | 1995-03-17 | 1996-09-26 | Hitachi, Ltd. | Bearing assembly, spindle motor and actuator using the same bearing assembly, and magnetic disk device |
| JP2708016B2 (ja) | 1995-06-14 | 1998-02-04 | 松下電器産業株式会社 | 電子部品自動実装装置 |
| US6334248B1 (en) | 1996-09-20 | 2002-01-01 | Total Register, Inc. | Apparatus and method for the continuous high speed rotary application of stamping foil |
| JPH10145091A (ja) | 1996-11-08 | 1998-05-29 | Matsushita Electric Ind Co Ltd | 電子部品実装装置 |
| US5882474A (en) | 1997-06-13 | 1999-03-16 | B&H Manufacturing Company, Inc. | Labeling machine with radial motion turret |
| IT1298357B1 (it) | 1997-12-02 | 2000-01-05 | Gd Spa | Dispositivo e metodo per l'applicazione di tagliandi asportabili a pacchetti sostanzialmente parallelepipedi. |
| US6471802B1 (en) | 1998-12-07 | 2002-10-29 | Gerro Plast Gmbh | Labeling apparatus and method |
| US6656312B1 (en) | 1999-01-16 | 2003-12-02 | The Procter & Gamble Company | Apparatus and process for applying discrete portions of a web material onto receiving web |
| DE19922873A1 (de) * | 1999-05-19 | 2000-11-23 | Krones Ag | Vorrichtung zum Einbringen und/oder Ausbringen von Behältern |
| DE19925343A1 (de) | 1999-06-02 | 2000-12-07 | Schuler Pressen Gmbh & Co | Transfereinrichtung |
| US6672448B2 (en) | 2000-03-10 | 2004-01-06 | Aida Engineering Co., Ltd. | Transfer device |
| US6883576B1 (en) | 2000-10-18 | 2005-04-26 | Accraply/Trine Ca | Quick change roll-fed high speed labeling system and methods for using same |
| US6648122B1 (en) * | 2000-10-25 | 2003-11-18 | Curt G. Joa, Inc. | Apparatus for transferring articles |
| JP3798298B2 (ja) | 2000-12-01 | 2006-07-19 | 株式会社瑞光 | 回転装置、着用物品の搬送方法およびウェブの搬送方法 |
| US6604623B2 (en) * | 2001-01-31 | 2003-08-12 | Zuiko Corporation | Article transfer apparatus |
| US6913664B2 (en) | 2001-05-23 | 2005-07-05 | Zuiko Corporation | Method and apparatus for producing disposable worn article |
| JP4269612B2 (ja) | 2002-09-18 | 2009-05-27 | 株式会社Ihi | トランスファープレスのワーク搬送装置 |
| US7097725B2 (en) | 2002-10-16 | 2006-08-29 | Zuiko Corporation | Placement device |
| JP4012042B2 (ja) | 2002-11-01 | 2007-11-21 | 株式会社瑞光 | 着用物品の製造装置 |
| ITBO20030471A1 (it) | 2003-08-01 | 2005-02-02 | Gd Spa | Metodo e dispositivo per l'applicazione di un'etichetta ad un pacchetto. |
-
2005
- 2005-09-21 JP JP2006536403A patent/JP4838136B2/ja not_active Expired - Lifetime
- 2005-09-21 CN CN2005800302354A patent/CN101018722B/zh not_active Expired - Fee Related
- 2005-09-21 DE DE602005020330T patent/DE602005020330D1/de not_active Expired - Lifetime
- 2005-09-21 TW TW094132709A patent/TW200616873A/zh not_active IP Right Cessation
- 2005-09-21 EP EP05785968A patent/EP1801046B1/en not_active Expired - Lifetime
- 2005-09-21 US US11/575,738 patent/US7721872B2/en not_active Expired - Lifetime
- 2005-09-21 WO PCT/JP2005/017422 patent/WO2006033370A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001044086A1 (en) * | 1999-12-16 | 2001-06-21 | Zuiko Corporation | Method and device for transportation |
| JP2002214289A (ja) * | 2001-01-17 | 2002-07-31 | Nec Machinery Corp | リードレス半導体素子のピックアップ装置 |
| JP2003137420A (ja) * | 2001-11-02 | 2003-05-14 | Sekisui House Ltd | 材料投入制御コンベヤ装置 |
| JP2004265920A (ja) * | 2003-02-07 | 2004-09-24 | Hallys Corp | ランダム周期変速可能な小片移載装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2006033370A1 (ja) | 2008-05-15 |
| WO2006033370A1 (ja) | 2006-03-30 |
| EP1801046A1 (en) | 2007-06-27 |
| US7721872B2 (en) | 2010-05-25 |
| TWI353956B (ja) | 2011-12-11 |
| US20080023296A1 (en) | 2008-01-31 |
| EP1801046A4 (en) | 2008-12-24 |
| TW200616873A (en) | 2006-06-01 |
| DE602005020330D1 (de) | 2010-05-12 |
| CN101018722A (zh) | 2007-08-15 |
| CN101018722B (zh) | 2011-09-07 |
| EP1801046B1 (en) | 2010-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4838136B2 (ja) | トランスファー装置 | |
| JP4691217B2 (ja) | 搬送装置 | |
| JP3739752B2 (ja) | ランダム周期変速可能な小片移載装置 | |
| US7488619B2 (en) | Method and apparatus for manufacturing IC chip packaged device | |
| JP2002198690A (ja) | 表面実装機の部品供給装置 | |
| CN110970321A (zh) | 一种芯片贴片设备及芯片贴片方法 | |
| JP5234929B2 (ja) | 移載装置 | |
| JP3505920B2 (ja) | 円筒形電池用ラベル巻き付け方法及び装置 | |
| JP5710238B2 (ja) | 電子部品実装装置 | |
| TW202013259A (zh) | 電子部件的安裝裝置以及電子部件安裝體的製造方法 | |
| JP5226525B2 (ja) | エクスパンダユニット、及びこのエクスパンダユニットを含む電子部品の製造装置 | |
| JP2013077772A (ja) | 電子部品実装体の製造装置 | |
| JP2968595B2 (ja) | ワーク実装装置 | |
| TW201801900A (zh) | 物品移載裝置 | |
| JPH0236666Y2 (ja) | ||
| JPH03274800A (ja) | ワーク搬送方法 | |
| JP2007035745A (ja) | 電子部品の保持搬送機構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101020 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110512 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110913 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110929 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141007 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4838136 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S201 | Request for registration of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314201 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |