JP4224206B2 - 多層コアを有するゴルフボールの製造方法 - Google Patents
多層コアを有するゴルフボールの製造方法 Download PDFInfo
- Publication number
- JP4224206B2 JP4224206B2 JP2000514708A JP2000514708A JP4224206B2 JP 4224206 B2 JP4224206 B2 JP 4224206B2 JP 2000514708 A JP2000514708 A JP 2000514708A JP 2000514708 A JP2000514708 A JP 2000514708A JP 4224206 B2 JP4224206 B2 JP 4224206B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- core
- hardness
- center
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0031—Hardness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0033—Thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0037—Flexural modulus; Bending stiffness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0038—Intermediate layers, e.g. inner cover, outer core, mantle
- A63B37/004—Physical properties
- A63B37/0043—Hardness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0038—Intermediate layers, e.g. inner cover, outer core, mantle
- A63B37/004—Physical properties
- A63B37/0045—Thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/005—Cores
- A63B37/006—Physical properties
- A63B37/0062—Hardness
- A63B37/00621—Centre hardness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/005—Cores
- A63B37/006—Physical properties
- A63B37/0064—Diameter
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0072—Characteristics of the ball as a whole with a specified number of layers
- A63B37/0076—Multi-piece balls, i.e. having two or more intermediate layers
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0077—Physical properties
- A63B37/008—Diameter
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0077—Physical properties
- A63B37/0092—Hardness distribution amongst different ball layers
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B45/00—Apparatus or methods for manufacturing balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
- B29C43/146—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps for making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/70—Completely encapsulating inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0042—Producing plain balls
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3644—Vacuum bags; Details thereof, e.g. fixing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/30—Making multilayered or multicoloured articles
- B29C43/305—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/256—Sheets, plates, blanks or films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/52—Sports equipment ; Games; Articles for amusement; Toys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/54—Balls
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
発明の背景
本発明は、ゴルフボールに係り、さらに詳細には多層コアを含んでなるゴルフボールに関する。また、本発明は、多層コアを有するゴルフボールの改良された製造方法に関する。
【0002】
一般的に、ゴルフボールは、糸巻きボール又は固体ボールに分類されている。糸巻きボールは、通常伸張されたエラストマー材料で包囲された液体又は固体中心から構成される。糸巻きボールは、一般に高性能ゴルフボールと考えられ、優れた弾力性、回転特性及びゴルフクラブで打たれたときの感触を有する。しかし、糸巻きボールは固体ゴルフボールに比し、一般的に製造が難しい。
【0003】
初期の固体ボールは、通常ツーピースボール、すなわちコアとカバーを含んでいた。最近の改良された固体ボールは、コア、外套層及びカバーから成り、ボールのプレイ特性が改良されている。
【0004】
先行技術は、特定のプレイ特性を与えるように設計された種々のゴルフボールを含む。これら特性は、一般にゴルフボールの初期速度及び回転であり、いろいろなタイプのプレイヤーに対して最適化できる。例えば、あるプレイヤーは、ゴルフボールを制御して停止させるめに高回転速度を有するボールを好む。他のプレイヤーは、飛距離を最大にするために低回転速度及び高弾力性を有するボールを好む。一般的に、硬質コアと軟質カバーのゴルフボールは高回転速度を有するだろう。逆に、硬質カバーと軟質コアのゴルフボールは、通常低回転速度を有するだろう。硬質コアと硬質カバーのゴルフボールは、通常距離に対して非常に高弾力性を有するが、硬い感触でグリーン周りをコントロールし難い。種々の先行技術の参考文献は、外套層又は第2カバー層を付加して固体ゴルフボールのプレイ性能を改良することに関係している。
【0005】
他の先行技術のゴルフボールは、多コア層を有して所望のプレイ特性を与えている。例えば、米国特許第5,184,828号は、適度な回転速度を維持しながら、優れた回復特性及び飛距離を与えるように構成された2つのコア層を有するゴルフボールの提供についてクレームしている。さらに詳細には、この特許は、内側コアと外側層、及び外側層及び内側コアの硬度の寄与をコントロールしてゴルフボールが内側コアの外部側で最大硬度を有するようにすることを教示している。この特許はコアアセンブリのこのような硬度の寄与によって、硬度が最大である境界部分に高エネルギーが蓄えられると主張する。さらに、この特許は、クラブ表面のエネルギーが効率的にその最大硬度部分に供給され、内側コアに伝達されて、高回復率を生じるとクレームしている。しかし、硬質コアと軟質カバーを有するゴルフボールは最高の回転を与えるので、この特許で教示された寄与は、ドライバーで打たれる際、その境界で最大のコア硬度となり、ボールはかなり高いドライバー回転速度を有し、飛距離は良くないだろう。この特許のボールは、より軟質の外側コア層を有するので、回転が望ましい8番アイアンのような短いショットにおいては、ボールの回転速度は低いだろう。このように、この特許で教示されたボールは、多くの欠点があると思われる。
【0006】
固体ゴルフボールのプレイ特性を改良するために、Kasco, Inc.が、Rockets(登録商標)という新しいボールを販売した。このRockets(登録商標)ボールは、中心、2つの層及びカバーから成る。中心及び2つの層は、すべてポリブタジエンゴムから成る。
【0007】
特に、このようなボールに関する試験によって、ゴルフボールが直径約25mm(1.0インチ)の中心、平均厚約3.18mm(0.125インチ)の第1層及び平均厚約3.3mm(0.13インチ)の第2層から成ることがわかった。中心は、ショアC硬度が中央で約59、中点で約60である。第1層は、ショアC硬度が約61,第2層は、ショアC硬度が約73である。Rockets(登録商標)ゴルフボールのカバーは、65ショアDより硬く、圧縮率は約88である。
【0008】
各層の分割線によると、中心を形成し、その中心の周囲に第1層を圧縮成形し、中心及び第1層上に第2層を圧縮成形することによって、KascoはRockets(登録商標)ゴルフボールを製造するようである。カバーは収縮ピン射出型によって成形されるようである。Kasco法の問題は、このように形成されたゴルフボールは、非−同心性のコアを有することである。すなわち、ボールの中心が、ボールの他の部分と同心でなく、層が均一の厚さでない。さらに詳細には、第1層を測定すると、一面の最大厚は3.53mm(0.139インチ)で、反対面の最少厚は2.69mm(0.106インチ)であった。このように、第1層の厚さに0.84mm(0.033インチ)のばらつきがあった。同様に、第2層を測定すると、第1面の最大厚は3.94mm(0.155インチ)で、反対面の最少厚は2.87mm(0.113インチ)であった。このように、第2層の厚さは1.07mm(0.042インチ)の差があった。このように、これらゴルフボールには、重大な同心性の問題があることが明白である。
【0009】
発明の概要
本発明は、中心、この中心の周囲の少なくとも1の糸巻きでない層及びカバーを有するゴルフボールを、中心が実質的にボールと同心性であるように形成する方法に関する。さらに詳細には、本発明は、中心を形成し、コア層材料のシートを形成し、このシートを半型キャビティ上に置き、シートをキャビティに真空成形し、中心を半型に挿入し、かつ中心の周りにシートを圧縮成形する方法に関する。
【0010】
第1の方法では、コア材料のシートを一緒にカレンダー加工して薄手シートの積層品を形成する。2枚の積層品を半型に、1枚を上側の型にまた1枚を下側の型に入れ、積層品をキャビティに真空成形する。中心をボトム型に挿入し、積層品を中心の周りに圧縮成形する。最後に、コアを覆ってカバーを形成する。
【0011】
第2の方法では、ゴルフボールコアを、第1層材料のシートを半型キャビティに真空成形し、この第1層をコア中心上に圧縮成形する。好ましくは第2層材料のシートも第1半型キャビティより大きい第2半型キャビティに真空成形して第2層を中心及び第1層上に圧縮成形する。さらに、第3層材料のシートを、好ましくは第2半型キャビティより大きい第3半型キャビティに真空成形し、第3層を中心と第1及び第2層を覆って形成する。コアを覆ってカバーを形成する。
【0012】
さらに、本発明は、中心及び多層から成るコアを有する改良されたゴルフボールに関し、ゴルフボールのプレイ特性を改良する。さらに詳細には、本発明は、コア及びカバーを有するゴルフボールであって、中心及びその中心の周囲に少なくとも3つの層を含んでなるゴルフボールを含む。その3層及び中心は、好ましくはポリブタジエンゴムのような熱硬化性ゴムを含んでなり、回転及び全体的な飛距離のようなプレイ特性を改良する。さらに詳細には、本発明のゴルフボールは、25mm(1インチ)以上の直径を有する中心及び各層の厚さが約2.5mm(0.1インチ)未満である少なくとも3つの層を含んでなる。
【0013】
本発明により製造されたゴルフボールは、多コア層を有する先行技術のゴルフボールよりもかなり同心性である。また、本明細書で示されるゴルフボールは、弾力性、回転速度及び感触のようなプレイ特性に優れる。
【0014】
好ましい実施形態の説明
図1に示されるように、ゴルフボール10は、中心11、第1層12、第2層13、第3層14、及びカバー15を含む。
中心11は、好ましくは調製中心材料から球を圧縮成形することによって形成される。圧縮成形固体中心は、本技術分野で周知である。
【0015】
図2及び図3に示されるように、本発明の第1実施形態において中心の周りに多層を形成するために、積層品20が形成される。積層品20は、少なくとも2層好ましくは3層、22、23及び24から成る。積層品20は、コア材料からできた薄手シート32、33及び34を圧延して形成される。さらに詳細には、各シートは、完成ゴルフボール10の層12、13及び14の厚さより僅かに厚い厚さに形成される。これら厚さはそれぞれ変えることができるが、好ましくはすべて約2.5mm(0.1インチ)未満の厚さである。好ましくは、シートは1.3mm(0.05インチ)未満、積層品の厚さは3.8mm(0.15インチ)未満である。
【0016】
好ましくは、シート32、33及び34は、各層に用いる未硬化コア材料を混合し、その材料をカレンダー圧延してシートに調製される。シートを一緒に積み重ね、カレンダー圧延ミルを用いて、3層22、23及び24を有する積層品20を形成する。シートは押出成形によっても製造できる。シート32、33及び34は、非常に均一の厚さを有するべき、すなわち、各シートの厚さは0.13mm(0.005インチ)以上異なるべきでない。
【0017】
他の実施形態では、積層品20は、さらに各層材料間に接着剤を用いて作成できる。好ましくは、Warwick, RIのRBC Industries製のEpoxy Resin #1028のようなエポキシ樹脂が用いられる。接着剤は、優れたせん断強さ及び引張り強さを有すべきであり、好ましくは、接着剤は約1.03×107Pa(1500psi)以上の引張り強さを有すべきである。さらに、接着剤は、硬化の際脆化すべきでない。硬化の際、60未満のショアD硬度を有する接着剤が好ましい。シートに塗布される接着剤層は、非常に薄くあるべきで、好ましくは0.1mm(0.004インチ)未満の厚さである。
【0018】
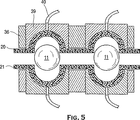
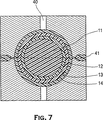
図4〜図7に示されるように、本発明の次の工程は、中心の周囲に多層を形成する工程である。これは、好ましくは2枚の積層品20及び21をトップ型36とボトム型37の間に配置することによって達成される。型36と37は、Brownの米国特許第4,508,309号に記載されているように、型枠38及び交換可能な半型39から成る。積層品20及び21は、半型39のキャビティに形成される。好ましくは、積層品は、真空供給源40によって吸引形成される。真空供給源40が積層品20及び21を半型キャビティ39に吸引形成して層厚の均一性を維持する。積層品20及び21がキャビティに形成された後、その積層品間に中心11が挿入され、本技術分野で周知の温度及び圧力の条件下、積層品20及び21は、その中心11の周囲に圧縮成形される。
【0019】
図6及び図7に示されるように、半型39は、複数のベント41を有する。圧縮成形工程は、積層品20及び21から過剰の層材料を少なくとも3個のベント41を通して流すことによって、積層材料の流れが中心11の周囲で対称になり、中心11が側面のフローパターンにより移動しないようにする。好ましくは、半型39は4〜6個のベントを有する。
【0020】
図8〜図11に示されるように、本発明の次の工程は、コア16の周りにカバーを形成する工程である。中心11及び外層12、13及び14から成るコア16は、1対のカバー半型50及び51内に多数の収縮ピン52で支持される。これら収縮ピン52は、金型設計分野の当業者に公知の従来の手段で作動される。
【0021】
半型50及び51を、コア16を支持するピン52と共に閉じた後、カバー材料を多数の射出ポート又はゲート49を通して液体状で型に射出する。ゲート49はエッジゲート又はサブゲートでありうる。エッジゲートでは、結果として、ゴルフボールがすべて相互接続され、半型50及び51から一緒に大きなマトリックスで取り外される。サブゲートは、半型50及び51からゴルフボールを突き出す際、自動的に型ランナーをゴルフボールから分離する。
【0022】
図9及び図10に示されるように、収縮ピン52は、所定量のカバー材料が半型50及び51に射出された後収縮される。所定量のカバー材料は、実質的に射出すべきすべての材料である。このように、コア16は、実質的にカバー材料で覆われ、収縮ピンが取り外されるときに移動しない。これにより、液状カバー材料が流れ、コア16と半型50及び51との間のキャビティが実質的に満たされる。同時に、コア16と半型50及び51間の同心性が維持される。
【0023】
カバー材料は、コア16の周りに凝固されてコア16を形成する。そして、ゴルフボール10を半型50及び51から突き出し、本技術分野で周知の方法で完成する。半型50及び51の温度及び硬化時間は一般に公知であり、カバー15に用いる材料に依存し、詳細については後述する。
【0024】
図11には、本発明によるカバーの別の方法が示される。2つのカバー層の半球体55及び56は、所望のカバー材料のプレフォームであり、好ましくは射出成形法による。半球体55及び56をコア16の周りに配置してアセンブリ57を形成する。アセンブリ57を2つの圧縮半型53及び54から成る圧縮型58に入れる。半型53及び54を互いに近づけて接合面を接触させ、型58を加熱して半球体を溶融する。半型53及び54が、コア16周囲の半球体55及び56を圧縮かつ熱してコア16にカバー材料を成形する。
【0025】
図1に戻り、第1実施形態では、中心11及び各層12、13及び14は、ポリブタジエンゴムのような熱硬化性ゴムを含んでなる。
第1実施形態では、ゴルフボールコア16は、中心11及び3層12、13及び14を有する。中心径は、約25mm(1インチ)以上であるべきで、好ましくは約31.8〜36.8mm(1.25〜1.45インチ)である。最も好ましい中心は、約36mm(1.4インチ)の直径を有する。中心周囲の各層は、約2.5mm(0.1インチ)未満、好ましくは約1.3mm(0.05インチ)未満であるべきである。層の最も好ましい厚さは、約0.76〜1.3mm(0.03〜0.05インチ)であり、第3層の厚さは第1及び第2層の厚さと等しいかそれ未満である。さらに、ゴルフボールの中心11は、好ましくは完成ボール10の直径の60%以上の外径を有する。最も好ましくは、中心11は、完成ボール10の直径の少なくとも75% の直径を有する。
【0026】
25mm(1インチ)以下の小さい中心と、それぞれ2.5mm(0.1インチ)以上の厚さを有する相対的に厚いコア層は、初期速度を減少させ、ボールの回転速度効果を低減させる。セット内の種々のクラブでゴルフボールを打撃する際、その打撃速度及び打撃角は変化する。平均的に、トーナメントプロでは、ドライバーの打撃速度は約49m/s(110マイル/時間)である。平均的なプロの5番アイアンの打撃速度は、40m/s(90マイル/時間)で、ウェッジ打撃速度は、約36m/s(80マイル/時間)未満である。さらに、ゴルフボール上の力は、2成分、すなわちクラブ面に垂直な垂直力及びクラブ面に平行する接線分力に分散されるにちがいない。最上級のプロは約10度のロフトを有するドライバーを使用するので、接線分力は垂直力よりかなり小さい。しかし、48〜60度のロフトを有するウェッジを使用すると、接線分力はかなり重要になる。例えば、実験データにより、約42m/s(95マイル/時間)の打撃速度及び20度の角度を有するクラブヘッドによって、ツーピースボールは最大約3.84mm(0.151インチ)の歪みを有することがわかる。42m/s(95マイル/時間)で打撃角40度で打つと、ボールは最大約3.25mm(0.128インチ)の歪み又は約0.58mm(0.023インチ)の差を有する。このように、打撃歪みは打撃角にかなり依存し、2.5mm(0.1インチ)未満の外層を有することによって、ボールの回転特性は、以下に詳細に検討するように、セット内の種々のクラブによって変化する。
また、良好なドライバー軌道特性を有する高スピン速度ボールについて、ゴルフボールの中央11は約70未満のショアーC硬度を有するべきである。第一層12は中央11よりも硬質であるべきであり、約70〜75のショアーC硬度を有するべきである。第二層13は第一層12よりも硬質であるべきであり、約72〜77のショアーC硬度を有するべきである。第三層又は外層14は第二層13よりも硬質であるべきであり、約75〜80のショアーC硬度を有するべきである。第一の実施態様のゴルフボールのカバー15は軟質カバーであるべきであり、60未満のショアーDを有するべきである。更に、中央11、層12、13及び14並びにカバー15は85未満、更に好ましくは約80未満のゴルフボール圧縮を与えるように形成されるべきである。
表1は第一の実施態様のゴルフボールコアの内容物を示す。この実施態様のゴルフボールコアを調製するのに使用される組成物は全てポリブタジエン100部を基準とした100部当りの部数(pph)である。これらの例の組成物に使用される充填材はリグラインド及び硫酸バリウム(BaSO4)である。バルカップ40KE(登録商標)及びバロックス231XL(登録商標)は遊離基開始剤であり、夫々a-aビス(t-ブチルペルオキシ)ジイソプロピルベンゼン及び1,1-ジ(t-ブチルペルオキシ)3,3,5-トリメチルシクロヘキサンである。
【0027】
表1に示された第一の実施態様のゴルフボールの中央11は、その中心点で約65のショアーC硬度及び中央と外端の間の中間点で約68のショアーC硬度を有する。第一層12は中央11よりも硬質であり、約71のショアーC硬度を有する。第二層13は第一層12よりも硬質であり、約73のショアーC硬度を有する。第三層又は外層14は第二層13よりも硬質であり、約77のショアーC硬度を有する。第一の実施態様のゴルフボールのカバー15は軟質カバーであり、非常に低いモジュールのイオノマーと標準イオノマーの約50/50(重量基準)のブレンドを含む。この実施態様のゴルフボールは、約60の圧縮を有する。
次第に硬質になる比較的薄い外層を有するゴルフボールコア16をつくることにより、ボールのスピン速度は高スピン速度のゴルフボールを所望するプレイヤーにとって驚く程良好である。更に特別には、このタイプのプレイヤーがショートアイアンでボールを打つ時に、外層及びカバーのみがボールのスピン速度に影響する。非常に硬質のコア外層及び軟質カバーを組み込むことにより、スピン速度がショートアイアンショット、例えば、約48〜60度の角度を有するウェッジについて最大にされる。中間アイアンショット、例えば、約32度のロフトを有する6番アイアンについてスピン速度を少し低下して十分な距離が得られることを確実にするために、第二層は第三層よりも軟質である。同様に、長いアイアン、例えば、約20度のロフトを有する3番アイアンについてスピン速度を低下し、良好な距離及び良好な軌道を与えるために、第一層11は第二層12よりも軟質である。最後に約8〜12度のロフトを有するドライバーによる低スピン速度について、中央は非常に軟質にされる。
【0028】
第一の実施態様において、コア16の中央11が約35.3mm(1.39インチ)の直径に圧縮成形され、3層、12、13及び14の夫々が約0.8mm(0.03インチ)の厚さを有していた。又、表1に示されたコア材料の組成物を使用して、約40.1mm(1.58インチ)の直径を有する中実コアがつくられた。中央組成物を有するコアは約50の圧縮を有する。第一層組成物を有するコアは約75の圧縮を有する。第一層材料は中央材料コア圧縮より25%以上大きいコア圧縮を有することが好ましいであろう。第二層組成物を有するコアは約85の圧縮を有し、こうして第一層よりも大きいコア圧縮を有する。第三層組成物を有するコアは約110のコア圧縮を有し、これは第二層よりも有意に大きい。第三層コア圧縮は中央材料コア圧縮よりも75%以上大きいことが好ましい。
【0029】
【表1】
コア組成物(pph)

過酸化物以外の全ての成分が約71〜93℃(180〜200°F)でプロセス・ラボ・ブラベンダーミキサー中で混合された。過酸化物が第二段階で初期混合物に添加され、得られる混合物がブラベンダーから除去され、ラボ・ミルでブレンドされて均一性を確実にした。混合後に、実験用ミルを使用して混合物が手動圧延され、片又は“プレプ”に切断された。コア中央11をつくるために、プレプが約15分間にわたって約160℃(320°F)で圧縮成形された。外層を加工するために、ポリブタジエンゴム材料が平らなシートに圧延され、シートが積み重ねられてラミネートを形成した。次いでラミネートが上記のように中央のまわりで圧縮成形された。仕上げゴルフボールを形成するために、コアが粉砕され、サーリン(登録商標)のリチウム−ナトリウムブレンドの二つのカバー半球体に挿入された。
カバー材料は2種の材料、非常に軟質の材料と一層硬質の材料のブレンドを含むことが好ましい。カバーは樹脂100重量部を基準として約75〜約25重量部(phr)の低曲げモジュラスのイオノマー樹脂と、約25〜約75phrの標準イオノマー樹脂とを含むことが好ましい。好ましいブレンドが下記の表2に示される。
低曲げモジュラスのイオノマーはナトリウムイオノマー樹脂であり、イオノマーブレンドの約40〜60phrを構成し、又標準曲げのイオノマーはリチウムイオノマー樹脂であり、イオノマーブレンドの約60〜約40phrを構成することが好ましい。
ナトリウムイオノマー樹脂は約95〜約80重量部のエチレンのコポリマーと約5〜約12重量部のアクリル酸又はメタクリル酸のコポリマー(その酸基の約10%〜約90%がナトリウムにより中和されている)とを含むコポリマーであることが好ましい。
リチウムイオノマー樹脂はコポリマー100重量部を基準として約95〜約80重量部のエチレンと約10〜約16重量部のアクリル酸又はメタクリル酸とを含むコポリマーであることが好ましい。リチウムイオノマー樹脂はリチウムにより中和された酸基の約10%〜約90%を有することが好ましい。
【0031】
本発明に使用される低曲げモジュラスのナトリウムイオノマー樹脂は好ましくは約5〜140 MPa(1,000〜約20,000psi)、更に好ましくは約10〜70 MPa(2,000〜約10,000psi)の曲げモジュラスを有する。
リチウムイオノマー樹脂は約 415 MPa (60,000 psi)より上である高曲げモジュラスを有することが好ましい。本発明に使用されるリチウムイオノマー樹脂は約415〜550 MPa (60,000〜80,000 psi)の曲げモジュラスを有することが更に好ましい。良好な結果が約 415〜485 MPa (60,000 psi〜70,000 psi)の範囲の曲げモジュラスを有するリチウムイオノマー樹脂で得られた。曲げモジュラスはA.S.T.M.方法D-790に従って測定される。
リチウムイオノマー樹脂及びナトリウムイオノマー樹脂の両方はそれらの夫々の金属イオンにより中和されたそれらのカルボン酸基の約10%〜約90%を有することが好ましい。リチウムイオノマー樹脂及びナトリウムイオノマー樹脂の両方は金属イオンにより約35%〜約65%中和されたそれらのカルボン酸基を有することが更に好ましい。
イオノマー樹脂は同じモノカルボン酸、例えば、メタクリル酸又はアクリル酸を含むことが好ましい。
【0032】
カバーストックの加工を助けるために、複数のイオノマー樹脂を使用して所望の特性を得ることが通常である。通常、異なるメルトフローインデックスを有するイオノマー樹脂が使用されてカバーストックの所望の特性を得る。カバーストックの特性を調節するために、ナトリウム及びリチウム以外のその他のイオノマー樹脂が使用し得る。
商品名サーリン8320、サーリン8269及びサーリン8265としてデュポンにより販売されるナトリウムイオノマー樹脂が本発明において良く作用する。良好な結果がデュポンにより商品名サーリン8118、7930及び7940として販売されるリチウムイオノマー樹脂で得られた。
サーリン8320、サーリン8269及びサーリン8265は夫々20 MPa (2,800 psi)、 20 MPa (2,800 psi)及び 50 MPa (7,100 psi)の曲げモジュラスを有する(デュポンにより公表された曲げモジュラス)。サーリン8118、7930及び7940は夫々420 MPa (61,000 psi)、 460 MPa (67,000 psi)及び 420 MPa (61,000 psi)の曲げモジュラスを有する。
【0033】
サーリン8118、7930及び7940は夫々約1.4、1.8及び2.6 g/10分のメルトフローインデックスを有する。サーリン8269及びサーリン8265の両方は約0.9 g/10分のメルトフローインデックスを有する。メルトフローインデックスはA.S.T.M.試験D 1238、条件E、操作Aに従って測定される。本発明のゴルフボールのカバーをつくるのに使用されるイオノマー樹脂のブレンドは好ましくは約1〜約4g/10分、更に好ましくは、約1〜約3g/10分のメルトフローインデックスを有する。
本明細書に記載された本発明のカバーをつくるのに使用されるリチウムイオノマー樹脂及びナトリウムイオノマー樹脂の合計量は一般にゴルフボールカバーの合計重量の少なくとも約90重量%、好ましくは、少なくとも約95重量%を構成する。ゴルフボールカバーに含まれてもよい付加的な材料はその他のサーリン樹脂;増白剤、例えば、二酸化チタン;染料;UV吸収剤;蛍光増白剤;及びゴルフボールカバーに通常含まれるその他の添加剤である。
【0034】
【表2】
カバー組成物
第二の実施態様において、中心11並びに層12、13及び14の夫々は又ポリブタジエンの如き熱硬化ゴムを含む。
第二の実施態様において、ゴルフボールコアは又中心11並びに3層12、13及び14を有する。中心11は直径が25.4mm(1.0インチ)より大きくあるべきであり、好ましくは約31.8〜36.8mm (1.25〜1.45インチ)である。最も好ましい中心は約35.6mm(1.4インチ)の直径を有する。層の夫々は約2.5mm(0.1インチ)未満、好ましくは約1.3mm(0.05インチ)未満の厚さを有するべきである。層の夫々の最も好ましい厚さは約0.8mm(0.03インチ)である。再度、2.5mm (0.1インチ)未満の外層を有することにより、ボールのスピン特性はセット内の異なるクラブについて変化し得る。
第二の実施態様のゴルフボールの中心11は低スウィング速度のプレイヤーには約75より大きいショアーC硬度を有するべきである。第一層は中心より軟質であるべきであり、約75〜72のショアーC硬度を有するべきである。第二層は第一層よりも軟質であるべきであり、約73〜70のショアーC硬度を有するべきである。第三層は最も軟質であるべきであり、約70未満のショアーC硬度を有するべきである。第二の実施態様のゴルフボールのカバーは良好なレジリエンス及び耐久性を有するべきである。第二の実施態様のカバーは硬質カバーであることが好ましく、2種の標準イオノマー又は高い酸イオノマーの約50/50(重量基準)のブレンドを含むことが好ましい。標準イオノマーは約15重量部のアクリル酸又はメタクリル酸を有する。高い酸イオノマーは約17重量部以上のアクリル酸又はメタクリル酸を有する。
【0036】
次第に軟質になる比較的薄い外層を有するゴルフボールコア16をつくることにより、感触及び距離が低スウィング速度のプレイヤーについて最適化される。更に特別には、低スウィング速度のプレイヤーがショートアイアンでボールを打つ時、外層又は第三層及びカバーのみが圧縮される。軟質コア及び硬質カバーを使用することにより、ボールの感触が硬質カバー及び硬質コアを有する距離ボールと較べた時に比較的軟質である。中間アイアンについて距離を増大するとともに比較的柔らかい感触を依然として与えるために、第二層が第三層よりも硬質にされる。同様に、ロングアイアンについて大きいレジリエンスを与えるために、第一層は第二層よりも硬質である。最後に、ドライバーによる最高レジリエンスのために、中心が層の夫々よりも硬質にされる。中心11が大きい、即ち、直径が約31.8〜36.8 mm (1.25〜1.45インチ)であるので、ボールは高い圧縮及び初期速度を有する。しかしながら、第三層が軟質であるので、ボールは硬質コア/硬質カバーボールよりも驚く程良好な感触を与える。
【0037】
表3に示された第二の実施態様の中心は、約77のショアーC硬度を有する。第一層は中心よりも軟質であり、約73のショアーC硬度を有する。第二層は第一層よりも軟質であり、約71のショアーC硬度を有する。第三層は第二層よりも軟質であり、約68のショアーC硬度を有する。第二の実施態様のゴルフボールのカバーは第一の実施態様に使用されたものよりも硬質のカバーであり、標準ナトリウムイオノマーと標準リチウムイオノマーの約50/50(重量基準)のブレンドを含む。以下に示されるカバーは約65〜70のショアーD硬度を有する。
表3は第二の実施態様のゴルフボールコアの内容物を示す。この実施態様のゴルフボールコアを調製するのに使用される組成物は全てポリブタジエン100部を基準とする100部当りの部数(pph)である。
第二の実施態様において、コア16の中心11が約35.3mm(1.39インチ)の直径に圧縮成形され、第3層、12、13及び14の夫々が約0.8mm(0.03インチ)の厚さを有していた。
【0038】
【表3】
コア組成物(pph)
コア中心11をつくるために、プレプがつくられ、圧縮成形された。外層を加工するために、ポリブタジエンゴム材料が平らなシートに圧延され、ラミネートに積み重ねられた。次いでラミネートが上記のように中心のまわりに圧縮成形された。仕上げゴルフボールを形成するために、コアが粉砕され、サーリン(登録商標)の標準リチウム−ナトリウムブレンドの二つのカバー半球体に挿入された。
カバー材料は良好なレジリエンス及び耐久性を与えることが好ましい。カバー材料は2種のイオノマー樹脂のブレンドを含むことが好ましい。カバーは樹脂100重量部を基準として約75〜約25重量部(phr)のナトリウムイオノマー樹脂と、約25〜約75phrのリチウムイオノマー樹脂とを含む。ナトリウムイオノマー樹脂はイオノマーブレンドの約40〜60phrを構成し、又リチウムイオノマー樹脂はイオノマーブレンドの約60〜約40phrを構成することが好ましい。好ましいブレンドは着色濃厚物の如き添加剤を含むナトリウムイオノマーとリチウムイオノマーの50/50ブレンドである。
【0040】
ナトリウムイオノマー樹脂は約95〜約80重量部のエチレンのコポリマーと約12〜約20重量部のアクリル酸又はメタクリル酸のコポリマー(その酸基の約10%〜約90%がナトリウムにより中和されている)とを含むコポリマーであることが好ましい。
リチウムイオノマー樹脂はコポリマー100重量部を基準として約95〜約80重量部のエチレンと約12〜約20重量部のアクリル酸又はメタクリル酸とを含むコポリマーであることが好ましい。リチウムイオノマー樹脂はリチウムにより中和された酸基の約10%〜約90%を有することが好ましい。
本発明に使用されるナトリウムイオノマー樹脂は約415〜550 MPa(60,000〜80,000psi)の曲げモジュラスを有することが好ましい。
本発明に使用されるリチウムイオノマー樹脂は約415〜550 MPa(60,000〜80,000psi)の曲げモジュラスを有する。良好な結果が約415〜485 MPa (60,000〜70,000 psi)の範囲の曲げモジュラスを有するナトリウムイオノマー樹脂及びリチウムイオノマー樹脂で得られた。
イオノマー樹脂は同じモノカルボン酸、例えば、メタクリル酸又はアクリル酸を含むことが好ましい。
【0041】
カバーストックの加工を助けるために、複数のイオノマー樹脂の中から選択して所望の特性を得ることが通常である。通常、異なるメルトフローインデックスを有するイオノマー樹脂が使用されてカバーストックの所望の特性を得る。カバーストックの特性を調節するために、ナトリウム及びリチウム以外のその他のイオノマー樹脂が使用し得る。
商品名サーリン8920としてデュポンにより販売されるナトリウムイオノマー樹脂が本発明において良く作用した。又、良好な結果がデュポンにより商品名サーリン7940として販売されるリチウムイオノマー樹脂で得られた。
コア層12、13及び14に言及すると、これらは熱硬化性材料又は熱可塑性材料からつくられる。例えば、第一層、第二層及び第三層12、13及び14は熱可塑性エラストマー、官能化スチレン−ブタジエンエラストマー、熱可塑性ゴム、熱硬化エラストマー、熱可塑性ウレタン、メタロセンポリマー、ウレタン、もしくはイオノマー樹脂、又はこれらの混合物から形成し得る。
熱可塑性エラストマーとして、動的加硫された熱可塑性エラストマー及びこれらのブレンドが挙げられる。好適な動的加硫された熱可塑性エラストマーとして、サントプレン(登録商標)、サーリンク(登録商標)、バイラム(登録商標)、ダイトロン(登録商標)及びビスタフレックス(登録商標)が挙げられる。サントプレン(登録商標)は動的加硫されたPP/EPDMのトレードマークである。サントプレン(登録商標)203-40が好ましいサントプレン(登録商標)の例であり、アドバンスド・エラストマー・システムズから市販されている。
【0042】
好適な官能化スチレン−ブタジエンエラストマーの例として、シェル社から入手し得るクラトンFG-1901x及びFG-1921xが挙げられる。好適な熱可塑性ポリウレタンの例として、エスタン(登録商標)58133、エスタン(登録商標)58134及びエスタン(登録商標)58144が挙げられ、これらはB.F.グッドリッチ社から入手し得る。更に、上記第一層、第二層及び第三層12、13及び14用の材料は発泡ポリマー材料の形態であってもよい。例えば、好適なメタロセンポリマーとして、メタロセン単一部位触媒をベースとするフォームをベースとする熱可塑性エラストマーのフォームが挙げられる。このようなメタロセンをベースとするフォームがマサチューセッツ、ヒアニスのセンチネル・プロダクツから市販されている。
好適な熱可塑性ポリエーテルエステルとして、デュポンから市販されているハイトレル(登録商標)3078、ハイトレル(登録商標)G3548W及びハイトレル(登録商標)G4078Wが挙げられる。好適な熱可塑性ポリエーテルアミドとして、エルフ−アトケムから入手し得るペバックス(登録商標)2533、ペバックス(登録商標)3533、並びにペバックス(登録商標)1205及びペバックス(登録商標)4033が挙げられる。好適な熱可塑性ポリエステルとして、ポリブチレンテレフタレートが挙げられる。
【0043】
好適な熱可塑性イオノマー樹脂は交差金属結合を3個〜12個の炭素原子を有する不飽和モノカルボン酸又はジカルボン酸及びこれらのエステルからなる群から選ばれた少なくとも一種の員でモノオレフィンのポリマーに与えることにより得られる(そのポリマーは1〜50重量%の不飽和モノカルボン酸又はジカルボン酸及び/又はそのエステルを含む)。更に特別には、低モジュラスイオノマー、例えば、酸含有エチレンコポリマーイオノマーとして、E/X/Yコポリマー〔Eはエチレンであり、Xは軟質コモノマー、例えば、ポリマーの0〜50(好ましくは0〜25、最も好ましくは0〜2)重量%で存在するアクリレート又はメタクリレートであり、かつYはポリマーの5〜35(イオノマーを高酸イオノマーにするのに好ましくは10〜35、最も好ましくは15〜35)重量%で存在するアクリル酸又はメタクリル酸であり、その酸部分が1〜90%(好ましくは少なくとも40%、最も好ましくは少なくとも約60%)中和されて陽イオン、例えば、リチウム*、ナトリウム*、カリウム、マグネシウム*、カルシウム、バリウム、鉛、スズ、亜鉛*、もしくはアルミニウム(*=好ましい)、又はこのような陽イオンの組み合わせによりイオノマーを生成する〕が挙げられる。特定の酸含有エチレンコポリマーとして、エチレン/アクリル酸、エチレン/メタクリル酸、エチレン/アクリル酸/n-ブチルアクリレート、エチレン/メタクリル酸/n-ブチルアクリレート、エチレン/メタクリル酸/イソブチルアクリレート、エチレン/アクリル酸/イソブチルアクリレート、エチレン/メタクリル酸/n-ブチルメタクリレート、エチレン/アクリル酸/メチルメタクリレート、エチレン/アクリル酸/メチルアクリレート、エチレン/メタクリル酸/メチルアクリレート、エチレン/メタクリル酸/メチルメタクリレート、及びエチレン/アクリル酸/n-ブチルメタクリレートが挙げられる。好ましい酸含有エチレンコポリマーとして、エチレン/メタクリル酸コポリマー、エチレン/アクリル酸コポリマー、エチレン/メタクリル酸/n-ブチルアクリレートコポリマー、エチレン/アクリル酸/n-ブチルアクリレートコポリマー、エチレン/メタクリル酸/メチルアクリレートコポリマー及びエチレン/アクリル酸/メチルアクリレートコポリマーが挙げられる。最も好ましい酸含有エチレンコポリマーはエチレン/メタクリル酸コポリマー、エチレン/アクリル酸コポリマー、エチレン/(メタ)アクリル酸/n-ブチルアクリレートコポリマー、エチレン/(メタ)アクリル酸/エチルアクリレートコポリマー、及びエチレン/(メタ)アクリル酸/メチルアクリレートコポリマーである。
【0044】
このようなイオノマー樹脂として、サーリン(登録商標)及びイオテク(登録商標)が挙げられ、これらは夫々デュポン及びエクソンから市販されている。同様に、その他の通常の材料、例えば、バラタ、エラストマー及びポリエチレンが又本発明の第一層、第二層及び第三層12、13及び14中に使用されてもよい。
このような熱可塑性樹脂ブレンドは約1重量%〜約99重量%の第一熱可塑性樹脂及び約99重量%〜約1重量%の第二熱可塑性樹脂を含む。熱可塑性樹脂ブレンドは約5重量%〜約95重量%の第一熱可塑性樹脂及び約5重量%〜約95重量%の第二熱可塑性樹脂を含むことが好ましい。本発明の好ましい実施態様において、ブレンドの第一熱可塑性材料は動的加硫された熱可塑性エラストマー、例えば、サントプレン(登録商標)である。
本発明のゴルフボールの硬度、バイショアーレジリエンス、モジュラス、中央直径及び層の厚さの如き性質がゴルフボールのプレイ特性、例えば、スピン、初期速度及び感触に影響することがわかった。
【0045】
本発明のゴルフボールはあらゆるサイズの総直径を有し得る。米国ゴルフ協会(USGA)規格はコンペティションゴルフボールの最小サイズを直径1.680インチ以上に制限するが、最大直径について規格はない。更に、あらゆるサイズのゴルフボールがリクリエーションプレーに使用し得る。本ゴルフボールの好ましい直径は約42.7mm(1.680インチ)から約45.7mm(1.800インチ)までである。更に好ましい直径は約42.7mm(1.680インチ)から約44.7mm(1.760インチ)までである。最も好ましい直径は約42.7mm(1.680インチ)から約44.2mm(1.740インチ)までである。
本明細書に開示された本発明の例示の実施態様が上記目的を満足することが明らかであるが、多くの改良及びその他の実施態様が当業者により考案し得ることが理解されるであろう。それ故、特許請求の範囲は本発明の精神及び範囲内にある全てのこのような改良及び実施態様を含むことが意図されている。
【図面の簡単な説明】
【図1】 本発明により製造されたゴルフボールの横断面図である。
【図2】 3層のコア材料を含む積層品の斜視図である。
【図3】 コア材料から積層品を形成する、ローラー及び材料の断面図である。
【図4】 本発明のコア中心周囲の多層を形成する型の断面図である。
【図5】 本発明のコア中心周囲の多層を、型内で真空成形された型形成シートで形成する型の断面図である。
【図6】 本発明のコア中心周囲の多層形成に使用する半型の斜視図である。
【図7】 本発明のゴルフボールコアの圧縮型の横断面図である。
【図8】 収縮ピン射出型内の本発明のゴルフボールコアの分解組立て図である。
【図9】 収縮ピン射出型内の本発明のゴルフボールの横断面図である。
【図10】 収縮ピン型内の本発明のゴルフボールの横断面図である。
【図11】 圧縮型内のカバー層の半球体を含めた本発明のゴルフボールの分解組立て図である。
Claims (14)
- ゴルフボールの製造方法であって、以下の工程、
a)第1コア材料の固体中心を形成する工程、
b)第1コア材料とは異なる硬度を有する第2コア材料の第1シートを形成する工程、
c)第1コア材料とは異なる硬度を有する第3コア材料の第2シートを形成する工程、
d)第2及び第3コア材料の第1シート及び第2シートの少なくとも2つの積層品を形成する工程、
e)真空成形により、前記少なくとも2つの積層品の1つを、トップキャビティとし、別の積層品を、ボトムキャビティとする工程、
f)前記中心を、前記積層品の間に挿入し、該積層品を、該中心の周りで圧縮成形して、該中心の周りの第2コア材料の実質的に均一な厚みの第1シートと、該中心及び該第1シートの周りの第3コア材料の実質的に均一な厚みの第2シートとを有するコアを形成する工程、及び
g)前記コアの上にカバーを形成する工程、
を有することを特徴とする方法。 - ゴルフボールの製造方法であって、以下の工程、
a)第1コア材料の中心を形成する工程、
b)第1コア材料とは異なる硬度を有する第2コア材料の第1シートを形成する工程、
c)第1及び第2コア材料とは異なる硬度を有する第3コア材料の第2シートを形成する工程、
d)第2及び第3コア材料の第1シート及び第2シートの少なくとも2つの積層品を形成する工程、
e)前記中心の回りで前記少なくとも2つの積層品を圧縮成形して、コアを形成する工程、及び
f)前記コアの上にカバーを形成する工程、
を有することを特徴とする方法。 - 前記第2コア材料が、該第2コア材料の第1層の所定厚さより大きい厚さに第2コア材料をカレンダー圧延する工程によって形成される、請求項1又は2に記載の方法。
- 更に、以下の工程、
a)第4コア材料の第3シートを形成する工程、
b)第2、第3及び第4コア材料の前記第1シート、第2シート及び第3シートの少なくとも2つの積層品を形成する工程、
を含む、請求項1又は2に記載の方法。 - 前記カバーが、以下の工程、
a)該コアを収縮ピン射出型内に配置する工程、
b)液体状態のカバー材料を収縮ピン射出型中及び該コアの周囲に射出する工程、及び c)カバー材料を実質的に凝固させてカバーを形成する工程、
によって形成される請求項1又は2に記載の方法。 - 前記カバーが、以下の工程、
a)前記コアを、カバー材料から形成された2つのカバー半球体で包囲して、アセンブリを形成する工程、
b)前記アセンブリを圧縮型内に配置する工程、及び
c)前記アセンブリを圧縮成形して、前記コアの周囲に該カバーを形成する工程、
によって形成される請求項1又は2に記載の方法。 - 前記中心が、25mm(1インチ)より大きい直径を有する圧縮型内で前記第1コア材料を圧縮成形することによって形成される請求項1又は2に記載の方法。
- 更に、第4コア材料の第3シートを形成する工程を有し、前記第1シート、第2シート及び第3シートを少なくとも2つの積層品とし、各シートが、厚さ2.5mm(0.1インチ)未満である、請求項7に記載の方法。
- 前記第1シート及び第2シートを形成する工程が、該第1シート及び第2シートを異なる硬度を有するポリブタジエンゴムから形成することを有し、各シートが、1.3mm(0.05インチ)未満の厚みを有する、請求項1又は2に記載の方法。
- 更に、各シート間に接着剤層を塗布する工程を含む、請求項1、2、4又は8に記載の方法。
- 各シートが、カレンダー圧延によって形成される、請求項1、2、4又は8に記載の方法。
- a)ポリブタジエンゴムからなる中心、
b)該中心の周りに配置された積層品であって、第1の硬度を有する第1の材料からなる第1シートと、第2の硬度を有する第2材料からなる前記第1の硬度よりも小さい硬度の第2シートと、第3の硬度を有する第3材料からなる前記第2の硬度よりも小さい硬度の第3シートとを含み、前記中心が第1の硬度よりも大きい第4の硬度を有し、前記第1シート、第2シート及び第3シートの各厚みが、2.5mm(0.1インチ)未満であり、かつ前記第1、第2及び第3材料がいずれも熱硬化性ゴムからなる積層品、及び
c)前記積層品の回りに配置されたカバー、
を含むことを特徴とする、ゴルフボール。 - 前記カバーが、第5の硬度を有し、該第5の硬度が、前記第1、第2及び第3の硬度の少なくとも1つと異なる、請求項12に記載のゴルフボール。
- 前記第5の硬度が、前記第3の硬度よりも大きい請求項13に記載のゴルフボール。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/943,932 US6056842A (en) | 1997-10-03 | 1997-10-03 | Method of making a golf ball with a multi-layer core |
| US08/943,932 | 1997-10-03 | ||
| PCT/US1998/021032 WO1999017843A1 (en) | 1997-10-03 | 1998-10-02 | Method of making a golf ball with a multi-layer core |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001518372A JP2001518372A (ja) | 2001-10-16 |
| JP2001518372A5 JP2001518372A5 (ja) | 2006-02-16 |
| JP4224206B2 true JP4224206B2 (ja) | 2009-02-12 |
Family
ID=25480513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000514708A Expired - Fee Related JP4224206B2 (ja) | 1997-10-03 | 1998-10-02 | 多層コアを有するゴルフボールの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US6056842A (ja) |
| JP (1) | JP4224206B2 (ja) |
| AU (1) | AU9686598A (ja) |
| GB (1) | GB2345448A (ja) |
| WO (1) | WO1999017843A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7317228B2 (ja) | 2020-05-14 | 2023-07-28 | 三菱重工業株式会社 | 蒸気弁、及びこれを備える蒸気タービン設備 |
Families Citing this family (207)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6213894B1 (en) * | 1993-06-01 | 2001-04-10 | Spalding Sports Worldwide, Inc. | Multi-layer golf ball |
| US6852044B2 (en) | 1995-06-07 | 2005-02-08 | Acushnet Company | Multi-layered core golf ball |
| US7015300B2 (en) * | 1995-06-07 | 2006-03-21 | Acushnet Company | Multilayered golf ball and composition |
| US7153467B2 (en) * | 1995-06-07 | 2006-12-26 | Acushnet Company | Method of making a golf ball with a multi-layer core |
| US7014573B2 (en) * | 1995-06-07 | 2006-03-21 | Acushnet Company | Method of making a golf ball with a multi-layer core |
| US7041721B2 (en) * | 1995-06-07 | 2006-05-09 | Acushnet Company | Highly neutralized polymer golf ball compositions including oxa acids and methods of making same |
| US7131914B2 (en) * | 1995-06-07 | 2006-11-07 | Acushnet Company | Method of making a golf ball with a multi-layer core |
| US6786838B2 (en) | 1995-06-07 | 2004-09-07 | Acushnet Company | Golf ball with multi-layered core |
| US6547677B2 (en) * | 1995-06-07 | 2003-04-15 | Acushnet Company | Multi-layered core golf ball |
| US7255656B2 (en) * | 1995-06-07 | 2007-08-14 | Acushnet Company | Multi-layer core golf ball |
| US7594866B2 (en) * | 1996-02-16 | 2009-09-29 | Acushnet Company | Method of making a golf ball with a multi-layer core |
| US7005479B2 (en) * | 1997-05-27 | 2006-02-28 | Acushnet Company | Golf ball with rigid intermediate layer |
| US7247676B2 (en) * | 1997-05-27 | 2007-07-24 | Acushnet Company | For golf balls with non-ionomer casing layer |
| US6991563B2 (en) * | 2001-03-23 | 2006-01-31 | Acushnet Company | Perimeter weighted golf ball |
| US6981926B2 (en) * | 1997-10-03 | 2006-01-03 | Acushnet Company | Multi-layered core golf ball |
| US7074137B2 (en) | 1997-10-03 | 2006-07-11 | Acushnet Company | Golf ball |
| US6988962B2 (en) * | 1997-10-03 | 2006-01-24 | Acushnet Company | Multi-layered core golf ball |
| JPH11146931A (ja) * | 1997-11-18 | 1999-06-02 | Bridgestone Sports Co Ltd | 球体の製造方法及び球体 |
| JP3221391B2 (ja) * | 1998-03-16 | 2001-10-22 | ブリヂストンスポーツ株式会社 | 多層構造ソリッドゴルフボール |
| US7070726B2 (en) * | 2001-12-04 | 2006-07-04 | Callaway Golf Company | Process for producing a golf ball with deep dimples |
| US6093357A (en) * | 1998-03-26 | 2000-07-25 | Acushnet Company | Methods for making multi-layer golf balls using rigid uncrosslinked shells |
| US6419595B1 (en) * | 1999-07-09 | 2002-07-16 | Bridgestone Sports Co., Ltd. | Solid golf ball |
| US6416425B1 (en) * | 1999-07-09 | 2002-07-09 | Bridgestone Sports Co., Ltd. | Solid golf ball |
| US6527652B1 (en) * | 1999-07-28 | 2003-03-04 | Bridgestone Sports Co., Ltd. | Solid golf ball |
| DE19936235A1 (de) * | 1999-08-05 | 2001-02-15 | Benckiser Nv | Herstellungsverfahren für Formteile und Form zur Verwendung darin |
| US8455609B2 (en) * | 1999-12-03 | 2013-06-04 | Acushnet Company | Castable polyurea formulation for golf ball covers |
| US7214738B2 (en) * | 1999-12-03 | 2007-05-08 | Acushnet Company | Golf ball layers formed of polyurethane-based and polyurea-based compositions incorporating block copolymers |
| US6958379B2 (en) * | 1999-12-03 | 2005-10-25 | Acushnet Company | Polyurea and polyurethane compositions for golf equipment |
| US7105628B2 (en) * | 2002-08-27 | 2006-09-12 | Acushnet Company | Compositions for golf equipment |
| US7211624B2 (en) * | 1999-12-03 | 2007-05-01 | Acushnet Company | Golf ball layers formed of polyurethane-based and polyurea-based compositions incorporating block copolymers |
| US7772354B2 (en) * | 1999-12-03 | 2010-08-10 | Acushnet Company | Golf ball layer compositions comprising modified amine curing agents |
| US7786243B2 (en) * | 2002-02-06 | 2010-08-31 | Acushnet Company | Polyurea and polyurethane compositions for golf equipment |
| US20040266971A1 (en) * | 1999-12-03 | 2004-12-30 | Shenshen Wu | Golf equipment incorporating polyamine/carbonyl adducts as chain extenders and methods of making same |
| US20080125247A1 (en) * | 2004-06-02 | 2008-05-29 | Murali Rajagopalan | Compositions for Golf Equipment |
| US6835794B2 (en) * | 1999-12-17 | 2004-12-28 | Acushnet Company | Golf balls comprising light stable materials and methods of making the same |
| US7217764B2 (en) | 1999-12-03 | 2007-05-15 | Acushnet Company | Golf ball layers formed of polyurethane-based and polyurea-based compositions incorporating block copolymers |
| US7202303B2 (en) * | 1999-12-03 | 2007-04-10 | Acushnet Company | Golf ball layers formed of polyurethane-based and polyurea-based compositions incorporating block copolymers |
| US6964621B2 (en) * | 1999-12-03 | 2005-11-15 | Acushnet Company | Water resistant polyurea elastomers for golf equipment |
| US7041769B2 (en) * | 1999-12-17 | 2006-05-09 | Acushnet Company | Polyurethane compositions for golf balls |
| US8227565B2 (en) * | 1999-12-17 | 2012-07-24 | Acushnet Company | Polyurethane compositions for golf balls |
| US6386992B1 (en) * | 2000-05-04 | 2002-05-14 | Acushnet Company | Golf ball compositions including microcellular materials and methods for making same |
| US6811498B2 (en) * | 2000-06-19 | 2004-11-02 | Dunlop Maxfli Sports | High performance two piece golf ball |
| US6710114B2 (en) | 2000-12-21 | 2004-03-23 | Acushnet Company | Golf balls including solution blended polymeric composite and method of making same |
| US6555627B2 (en) | 2000-12-21 | 2003-04-29 | Acushnet Company | Golf balls including rigid compositions and methods for making same |
| US6575848B2 (en) | 2000-12-21 | 2003-06-10 | Acushnet Company | Low modulus golf ball compositions and methods for making same |
| US7708654B2 (en) * | 2002-05-29 | 2010-05-04 | Acushnet Company | Foam-core golf balls |
| US20050187347A1 (en) * | 2001-03-23 | 2005-08-25 | Sullivan Michael J. | Golf ball composition having substantially no ZDA coagent |
| US7331878B2 (en) * | 2004-02-06 | 2008-02-19 | Acushnet Company | Multi-layer golf ball having velocity gradient from slower center to faster cover |
| US7125345B2 (en) * | 2002-10-24 | 2006-10-24 | Acushnet Company | Low deformation golf ball |
| US7357735B2 (en) * | 2001-03-23 | 2008-04-15 | Acushnet Company | Fully-neutralized ionomers for use in golf ball having a large core and a thin, dense layer |
| US7452291B2 (en) * | 2001-03-23 | 2008-11-18 | Acushnet Company | Foam-core golf balls |
| US7651415B2 (en) * | 2001-03-23 | 2010-01-26 | Acushnet Company | Variable density core golf balls |
| US7429220B2 (en) * | 2001-04-13 | 2008-09-30 | Acushnet Company | Golf balls containing interpenetrating polymer networks |
| US20060128858A1 (en) * | 2001-06-26 | 2006-06-15 | Sullivan Michael J | Highly-neutralized thermoplastic copolymer center for improved multi-layer core golf ball |
| US6827657B2 (en) | 2001-08-06 | 2004-12-07 | Acushnet Company | Golf balls including a staged resin film and methods of making same |
| US7825208B2 (en) * | 2001-10-22 | 2010-11-02 | Acushnet Company | Golf equipment formed from amine-adduct modified polyurea compositions |
| US7705102B2 (en) * | 2001-10-22 | 2010-04-27 | Acushnet Company | Golf equipment formed from amine-adduct modified polyurea compositions |
| US7951870B2 (en) * | 2001-10-22 | 2011-05-31 | Acushnet Company | Golf ball compositions having in-situ or reactive impact modified silicone-urea or silicone urethane |
| US9539470B2 (en) * | 2001-11-28 | 2017-01-10 | Acushnet Company | Multi-layer golf ball |
| US8702535B2 (en) * | 2001-11-28 | 2014-04-22 | Acushnet Company | Multi-layered core golf ball |
| US7744493B2 (en) | 2001-11-28 | 2010-06-29 | Acushnet Company | Multi-layer core golf ball |
| US7014575B2 (en) * | 2001-11-28 | 2006-03-21 | Acushnet Company | Golf ball with multi-layered core |
| US9339694B2 (en) * | 2001-11-28 | 2016-05-17 | Acushnet Company | Multi-layer golf ball |
| US20070270244A1 (en) | 2001-11-28 | 2007-11-22 | Sullivan Michael J | Multi-Layer Golf Ball |
| US6817853B2 (en) * | 2001-12-04 | 2004-11-16 | Callaway Golf Company | Molding processes and equipment for forming golf balls with deep dimples |
| US6855077B2 (en) | 2001-12-04 | 2005-02-15 | Callaway Golf Company | Process and apparatus for producing a golf ball with deep dimples |
| US6790149B2 (en) | 2001-12-04 | 2004-09-14 | Callaway Golf Company | Golf ball |
| US6969477B2 (en) * | 2001-12-04 | 2005-11-29 | Callaway Golf Company | Golf ball |
| US7128864B2 (en) * | 2001-12-04 | 2006-10-31 | Callaway Golf Company | Process forming a cover layer for a golf ball |
| US6699027B2 (en) * | 2001-12-04 | 2004-03-02 | Callaway Golf Company | Molding processes and apparatuses for forming golf balls |
| US6896629B2 (en) | 2001-12-04 | 2005-05-24 | Callaway Golf Company | Golf ball |
| US7281997B2 (en) * | 2001-12-04 | 2007-10-16 | Callaway Golf Company | Golf ball with deep depressions |
| US7134974B2 (en) * | 2001-12-04 | 2006-11-14 | Callaway Golf Company | Golf ball |
| US6872154B2 (en) * | 2001-12-04 | 2005-03-29 | Callaway Golf Company | Golf ball |
| US6932931B2 (en) * | 2001-12-04 | 2005-08-23 | Callaway Golf Company | Process for forming and removing a golf ball core or intermediate ball assembly |
| US6776731B2 (en) | 2001-12-04 | 2004-08-17 | Callaway Golf Company | Apparatus and process for forming a golf ball with deep dimples |
| US6755634B2 (en) * | 2001-12-04 | 2004-06-29 | Callaway Golf Company | Apparatus for forming a golf ball with deep dimples |
| US6769900B2 (en) | 2001-12-04 | 2004-08-03 | Callaway Golf Company | Molding processes and equipment for forming golf balls |
| US7098274B2 (en) * | 2002-08-27 | 2006-08-29 | Acushnet Company | Compositions for golf equipment |
| US6855070B2 (en) | 2002-05-08 | 2005-02-15 | Acushnet Company | Infrared heating method for creating cure gradients in golf balls and golf balls cores |
| US20070155542A1 (en) * | 2002-05-08 | 2007-07-05 | Sullivan Michael J | Gold ball having a foamed layer created by infrared radiation |
| US7670542B2 (en) * | 2002-05-08 | 2010-03-02 | Acushnet Company | Infrared heating method for creating cure gradients in golf balls and golf ball cores |
| US7300364B2 (en) * | 2004-02-06 | 2007-11-27 | Acushnet Company | Multi-layer golf ball having velocity gradient from faster center to slower cover |
| US8715110B2 (en) * | 2003-05-19 | 2014-05-06 | Acushnet Company | Foam-core golf balls |
| US7138477B2 (en) * | 2002-08-27 | 2006-11-21 | Acushnet Company | Compositions for golf equipment |
| US7157545B2 (en) * | 2002-08-27 | 2007-01-02 | Acushnet Company | Compositions for golf equipment |
| US7378483B2 (en) * | 2002-08-27 | 2008-05-27 | Acushnet Company | Compositions for golf equipment |
| US7138476B2 (en) * | 2002-08-27 | 2006-11-21 | Acushnet Company | Compositions for golf equipment |
| US7138475B2 (en) * | 2002-08-27 | 2006-11-21 | Acushnet Company | Compositions for golf equipment |
| US7115703B2 (en) * | 2002-08-27 | 2006-10-03 | Acushnet Company | Compositions for golf equipment |
| US7105623B2 (en) * | 2002-08-27 | 2006-09-12 | Acushnet Company | Compositions for golf equipment |
| US7101951B2 (en) * | 2002-08-27 | 2006-09-05 | Acushnet Company | Compositions for golf equipment |
| US6702696B1 (en) | 2002-09-10 | 2004-03-09 | Acushnet Company | Dimpled golf ball and dimple distributing method |
| US7473194B2 (en) * | 2002-09-10 | 2009-01-06 | Acushnet Company | Dimpled golf ball and dimple distributing method |
| US7108921B2 (en) * | 2002-10-24 | 2006-09-19 | Acushnet Company | Compositions for use in golf balls |
| US7138460B2 (en) * | 2002-10-24 | 2006-11-21 | Acushnet Company | Compositions for use in golf balls |
| US7132480B2 (en) * | 2002-10-24 | 2006-11-07 | Acushnet Company | Compositions for use in golf balls |
| US6783468B2 (en) | 2002-10-24 | 2004-08-31 | Acushnet Company | Low deformation golf ball |
| US20040176184A1 (en) * | 2003-03-07 | 2004-09-09 | Morgan William E. | Multi-layer golf ball with translucent cover |
| US20040176185A1 (en) * | 2003-03-07 | 2004-09-09 | Morgan William E. | Multi-layer golf ball with translucent cover |
| US8617004B2 (en) * | 2007-02-16 | 2013-12-31 | Acushnet Company | Golf ball with translucent cover |
| US20040176188A1 (en) | 2003-03-07 | 2004-09-09 | Morgan William E. | Multi-layer golf ball with translucent cover |
| DE10313495A1 (de) * | 2003-03-25 | 2004-10-14 | Fagerdala Deutschland Gmbh | Kunststoff-Hohlkörper und Verfahren zu dessen Herstellung |
| US20110136587A1 (en) * | 2003-05-09 | 2011-06-09 | Shawn Ricci | Golf balls comprising thermoplastic or thermoset composition having controlled gel time |
| US7335326B2 (en) * | 2003-05-21 | 2008-02-26 | Acushnet Company | Method and Apparatus for molding dual core assemblies |
| US7008972B2 (en) * | 2003-06-12 | 2006-03-07 | Acushnet Company | Golf ball comprising microporous materials and methods for improving printability and interlayer adhesion |
| US7198576B2 (en) * | 2003-06-17 | 2007-04-03 | Acushnet Company | Golf ball comprising UV-cured non-surface layer |
| JP4304443B2 (ja) * | 2003-08-07 | 2009-07-29 | ブリヂストンスポーツ株式会社 | ゴルフボール |
| US7151148B2 (en) * | 2003-09-16 | 2006-12-19 | Acushnet Company | Castable golf ball components using acrylate functional resins |
| US20050081982A1 (en) * | 2003-10-16 | 2005-04-21 | Szu-Jen Chen | Method for making a ball |
| US7342073B2 (en) | 2003-12-22 | 2008-03-11 | Acushnet Company | High CoR golf ball using zinc dimethacrylate |
| US7654918B2 (en) | 2004-01-12 | 2010-02-02 | Acushnet Company | Multi-layer core golf ball having thermoset rubber cover |
| US7148262B2 (en) * | 2004-02-04 | 2006-12-12 | Acushnet Company | Method for drying and using swarf in golf balls |
| US7354357B2 (en) * | 2004-02-06 | 2008-04-08 | Acushnet Company | Multi-layer core golf ball |
| US7468006B2 (en) * | 2004-03-10 | 2008-12-23 | Acushnet Company | Golf balls having two or more core layers formed from HNP compositions |
| US7517289B2 (en) | 2004-03-10 | 2009-04-14 | Acushnet Company | Golf balls having two or more core layers formed from HNP compositions |
| US7207903B2 (en) * | 2004-03-10 | 2007-04-24 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US7211008B2 (en) * | 2004-03-10 | 2007-05-01 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US7226983B2 (en) * | 2004-04-08 | 2007-06-05 | Acushnet Company | Golf ball compositions with improved temperature performance, heat resistance, and resiliency |
| US7163994B2 (en) * | 2004-04-08 | 2007-01-16 | Acushnet Company | Golf ball composition with improved temperature performance, heat resistance and resiliency |
| US7226975B2 (en) * | 2004-05-12 | 2007-06-05 | Acushnet Company | Golf ball core compositions |
| US7157514B2 (en) * | 2004-05-12 | 2007-01-02 | Acushnet Company | Golf ball core compositions |
| US7193000B2 (en) * | 2004-05-15 | 2007-03-20 | Acushnet Company | Compositions for use in golf balls |
| US7265195B2 (en) * | 2004-06-02 | 2007-09-04 | Acushnet Company | Compositions for golf equipment |
| US7253245B2 (en) * | 2004-06-02 | 2007-08-07 | Acushnet Company | Compositions for golf equipment |
| US7253242B2 (en) * | 2004-06-02 | 2007-08-07 | Acushnet Company | Compositions for golf equipment |
| US7256249B2 (en) * | 2004-06-02 | 2007-08-14 | Acushnet Company | Compositions for golf equipment |
| US7276570B2 (en) * | 2004-06-02 | 2007-10-02 | Acushnet Company | Compositions for golf equipment |
| US7279529B2 (en) * | 2004-06-07 | 2007-10-09 | Acushnet Company | Non-ionomeric silane crosslinked polyolefin golf ball layers |
| US8883057B2 (en) * | 2004-06-07 | 2014-11-11 | Acushnet Company | Non-ionomeric silane crosslinked polyolefin golf ball layers |
| US7160954B2 (en) * | 2004-06-25 | 2007-01-09 | Acushnet Company | Golf ball compositions neutralized with ammonium-based and amine-based compounds |
| US7572508B2 (en) | 2004-07-12 | 2009-08-11 | Acushnet Company | Polyurea coatings for golf equipment |
| US7481956B2 (en) * | 2004-07-26 | 2009-01-27 | Acushnet Company | Method for molding castable light stable polyurethane and polyurea golf balls |
| US7135529B2 (en) * | 2004-08-09 | 2006-11-14 | Acushnet Company | Golf ball comprising saturated rubber/ionomer block copolymers |
| US20060083863A1 (en) * | 2004-10-18 | 2006-04-20 | Christopher Cavallaro | Golf ball having sprayed layer of liquid polybutadiene |
| US7402271B2 (en) * | 2004-12-01 | 2008-07-22 | Acushnet Company | Castable liquid rubber compositions for golf balls |
| US7179873B2 (en) * | 2005-01-26 | 2007-02-20 | Fina Technology, Inc. | Branched ionomers |
| US7320649B2 (en) * | 2005-05-17 | 2008-01-22 | Acushnet Company | Golf balls incorporating rigid, rosin-modified polymers |
| US8551394B2 (en) * | 2005-05-24 | 2013-10-08 | Acushnet Company | Multi-modal ionomeric golf ball compositions |
| US8784238B2 (en) * | 2005-05-24 | 2014-07-22 | Acushnet Company | Highly neutralized polymeric compositions for golf ball layers |
| US7744494B2 (en) * | 2005-05-24 | 2010-06-29 | Acushnet Company | Multi-modal ionomeric golf ball compositions |
| US8168026B1 (en) | 2005-08-04 | 2012-05-01 | Hasbro, Inc. | Elastomeric ball and method of manufacturing same |
| US7517943B2 (en) * | 2005-12-06 | 2009-04-14 | Acushnet Company | Golf ball layer compositions formed from oxirane functional endcapped polymers |
| US7963862B2 (en) * | 2005-12-15 | 2011-06-21 | Acushnet Company | Golf balls having at least two core layers formed from HNP compositions |
| US7654916B2 (en) * | 2005-12-15 | 2010-02-02 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US7766767B2 (en) * | 2005-12-15 | 2010-08-03 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US10188912B2 (en) | 2005-12-15 | 2019-01-29 | Acushnet Company | Golf ball |
| US7731607B2 (en) | 2005-12-15 | 2010-06-08 | Acushnet Company | Golf balls having at least two core layers formed from HNP compositions |
| US10119008B2 (en) | 2005-12-15 | 2018-11-06 | Acushnet Company | Golf balls incorporating HNP ionomers based on highly diverse mixtures of organic acids |
| US9427630B2 (en) | 2005-12-15 | 2016-08-30 | Acushnet Company | Golf balls having at least two core layers formed from HNP compositions |
| US20070238849A1 (en) * | 2006-04-10 | 2007-10-11 | Shenshen Wu | Durene isocyanate-based elastomers for golf ball layer compositions |
| US7399239B2 (en) * | 2006-12-04 | 2008-07-15 | Acushnet Company | Use of engineering thermoplastic vulcanizates for golf ball layers |
| US7901301B2 (en) * | 2007-02-16 | 2011-03-08 | Acushnet Company | Golf ball having visually enhanced non-uniform thickness intermediate layer |
| US7922607B2 (en) | 2007-02-16 | 2011-04-12 | Acushnet Company | Noncontact printing on subsurface layers of translucent cover golf balls |
| US8070626B2 (en) * | 2007-02-16 | 2011-12-06 | Acushnet Company | Golf ball with a translucent layer comprising composite material |
| US9295882B2 (en) | 2007-02-16 | 2016-03-29 | Acushnet Company | Golf ball having a translucent layer containing fiber flock |
| US7654917B2 (en) * | 2007-03-30 | 2010-02-02 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US11684824B2 (en) | 2007-03-30 | 2023-06-27 | Acushnet Company | Buoyant high coefficient of restitution (CoR) golf ball incorporating aerodynamics targeting flight trajectory |
| US10549157B2 (en) | 2007-03-30 | 2020-02-04 | Acushnet Company | Buoyant, high coefficient of restitution (CoR) golf ball having a reduced flight distance yet the perceived flight trajectory of regular distance high CoR golf balls |
| US7935004B2 (en) | 2007-03-30 | 2011-05-03 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US7833112B2 (en) | 2007-03-30 | 2010-11-16 | Acushnet Company | Golf balls having a low modulus HNP layer and a high modulus HNP layer |
| US7871342B2 (en) * | 2007-04-23 | 2011-01-18 | Acushnet Company | Golf balls having two or more core layers formed from HNP compositions |
| US7731606B2 (en) * | 2007-04-23 | 2010-06-08 | Acushnet Company | Golf balls having two core layers formed from HNP compositions |
| US7775908B2 (en) * | 2007-04-23 | 2010-08-17 | Acushnet Company | Golf balls having two core layers formed from HNP compositions |
| US7785216B2 (en) | 2007-08-27 | 2010-08-31 | Acushnet Company | Golf balls including mechanically hybridized layers and methods of making same |
| US7994269B2 (en) | 2007-08-30 | 2011-08-09 | Acushnet Company | Golf equipment formed from castable formulation with unconventionally low hardness and increased shear resistance |
| US20090062035A1 (en) * | 2007-08-30 | 2009-03-05 | Shawn Ricci | Golf equipment formed from castable formulations with resiliency comparable to ionomer resins |
| US7897694B2 (en) * | 2007-12-21 | 2011-03-01 | Acushnet Company | Polyacrylate rubber compositions for golf balls |
| US7935759B2 (en) * | 2008-05-12 | 2011-05-03 | Acushnet Company | Golf ball with heat resistant shield layer |
| US8809415B2 (en) * | 2008-05-16 | 2014-08-19 | Acushnet Company | Golf ball having a cover layer with a purposed hardness gradient |
| US8791224B2 (en) * | 2008-05-16 | 2014-07-29 | Acushnet Company | Castable hydrophobic polyurea compositions for use in golf balls |
| US20090286628A1 (en) * | 2008-05-16 | 2009-11-19 | Randy Petrichko | Golf ball having a hard outer skin |
| US9206280B2 (en) * | 2008-05-16 | 2015-12-08 | Acushnet Company | Dual cured castable system for use in golf balls |
| US8829148B2 (en) | 2008-05-16 | 2014-09-09 | Acushnet Company | Dual cured castable hybrid polyurethane / polyurea system for use in golf balls |
| US7964668B2 (en) | 2008-05-16 | 2011-06-21 | Acushnet Company | Dual cured castable polyurea system for use in golf balls |
| US8039573B2 (en) * | 2008-05-16 | 2011-10-18 | Acushnet Company | Dual cured castable polyurethane system for use in golf balls |
| US7915352B2 (en) * | 2008-05-22 | 2011-03-29 | Acushnet Company | Organically modified silicate compositions for golf balls |
| US20100125003A1 (en) * | 2008-11-19 | 2010-05-20 | Acushnet Company | Anionic polyurea cover compositions for a multi-layer golf ball |
| US9018294B2 (en) * | 2008-12-12 | 2015-04-28 | Acushnet Company | Cationic polyurea cover compositions for a multi-layer golf ball |
| US8927653B2 (en) * | 2008-12-12 | 2015-01-06 | Acushnet Company | Cationic polyurea cover compositions for a multi-layer golf ball |
| US7976408B2 (en) | 2009-01-29 | 2011-07-12 | Acushnet Company | Casing layer for polyurethane-covered and polyurea-covered golf balls |
| US8177666B2 (en) * | 2009-01-29 | 2012-05-15 | Acushnet Company | Casing layer for polyurethane-covered and polyurea-covered golf balls |
| US8500574B2 (en) * | 2009-06-29 | 2013-08-06 | Acushnet Company | Multi-layer golf ball |
| US8425351B2 (en) | 2010-04-30 | 2013-04-23 | Callaway Golf Company | Golf ball having deflection differential between inner core and dual core |
| US9056223B2 (en) | 2012-03-26 | 2015-06-16 | Acushnet Company | Color golf ball |
| US9339843B2 (en) | 2010-10-14 | 2016-05-17 | Acushnet Company | Multi-colored golf ball and method for visually enhancing dimple arrangement |
| US9199127B2 (en) | 2012-03-26 | 2015-12-01 | Acushnet Company | Color golf ball |
| US9039545B2 (en) | 2010-10-22 | 2015-05-26 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| US8764583B2 (en) | 2010-10-26 | 2014-07-01 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| US8827839B2 (en) | 2010-12-17 | 2014-09-09 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| US20120270678A1 (en) * | 2011-04-20 | 2012-10-25 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| US20130072323A1 (en) * | 2011-09-21 | 2013-03-21 | Nike, Inc. | Method Of Golf Ball Compression Molding |
| US20130206329A1 (en) * | 2011-12-21 | 2013-08-15 | Nike, Inc. | Golf Ball With Thin Biaxial Film Outer Layer |
| US8920262B2 (en) | 2012-05-18 | 2014-12-30 | Nike, Inc. | Golf ball with aggregated layer core and method of making |
| US9283438B2 (en) | 2012-06-20 | 2016-03-15 | Acushnet Company | Golf balls with oxygen and moisture blocking protective paint layer |
| US9573024B2 (en) * | 2013-12-31 | 2017-02-21 | Nike, Inc. | 3D printed golf ball core |
| US9333396B2 (en) | 2014-03-06 | 2016-05-10 | Acushnet Company | Color golf ball constructions incorporating durable and light-stable compositions |
| KR101449369B1 (ko) * | 2014-03-11 | 2014-10-16 | 주식회사 볼빅 | 3중 핵을 갖는 다층 구조의 골프공 |
| JP6565314B2 (ja) * | 2014-06-30 | 2019-08-28 | 住友ゴム工業株式会社 | マルチピースゴルフボール |
| US10307326B2 (en) * | 2015-03-09 | 2019-06-04 | Implus Footcare, Llc | Multi-density massage ball |
| US10286259B2 (en) | 2015-08-31 | 2019-05-14 | Mark Hartelius | Play ball with foam filling |
| US9713748B2 (en) | 2015-11-17 | 2017-07-25 | Acushnet Company | Golf ball with excellent interlayer adhesion between adjacent differing layers |
| US10486029B2 (en) | 2015-11-17 | 2019-11-26 | Acushnet Company | Golf ball displaying improved adhesion between TiO2-pigmented layer incorporating silane-containing adhesion promoter and an adjacent differing layer |
| US11072126B2 (en) * | 2018-11-27 | 2021-07-27 | Masion de Golf | Method of golf ball manufacture employing ultrasonic welding, and resulting golf ball and golf ball components and/or layers |
| US11077622B2 (en) | 2018-11-27 | 2021-08-03 | Masion de Golf | Method of golf ball manufacture employing ultrasonic welding, and resulting golf ball and golf ball components and/or layers |
| US11666803B2 (en) | 2020-02-18 | 2023-06-06 | Masion de Golf | Method of golf ball manufacture employing ultrasonic welding, and resulting golf ball and golf ball components and/or layers |
| US11813500B2 (en) | 2022-03-23 | 2023-11-14 | Acushnet Company | Fan-shaped golf ball dimple |
Family Cites Families (79)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US696368A (en) * | 1902-01-30 | 1902-03-25 | Kempshall Mfg Co | Manufacture of golf-balls. |
| US700123A (en) * | 1902-03-27 | 1902-05-13 | Kempshall Mfg Co | Playing-ball. |
| US1240438A (en) * | 1917-02-28 | 1917-09-18 | Miller Rubber Co | Playing-ball and method of making the same. |
| US1524171A (en) * | 1923-01-11 | 1925-01-27 | Augustus S Chatfield | Golf ball |
| US1870862A (en) * | 1930-03-11 | 1932-08-09 | Revere Rubber Co | Golf ball |
| US2181350A (en) * | 1938-01-08 | 1939-11-28 | Leonard A Young | Golf ball |
| US2363086A (en) * | 1940-07-20 | 1944-11-21 | Goodrich Co B F | Method of making ball cores |
| US3617589A (en) * | 1964-10-14 | 1971-11-02 | James Jones Hinton | Method for manufacturing table-tennis balls |
| US3572722A (en) * | 1966-07-22 | 1971-03-30 | Dunlop Co Ltd | Play balls |
| SE339751B (ja) * | 1966-07-22 | 1971-10-18 | Dunlop Co Ltd | |
| JPS5149840A (ja) * | 1974-10-24 | 1976-04-30 | Masayasu Maeda | Gorufubooru |
| GB1520254A (en) * | 1974-12-30 | 1978-08-02 | Uniroyal Ltd | Golf balls |
| US4321183A (en) * | 1978-09-26 | 1982-03-23 | Abbott Laboratories | Solid golf ball center with block butadiene-styrene polymers |
| JPS5547873A (en) * | 1978-10-02 | 1980-04-05 | Sumitomo Rubber Ind | Golf ball and its preparation |
| US4274637A (en) * | 1979-01-31 | 1981-06-23 | Questor Corporation | Golf ball having cellular cover |
| JPS5668466A (en) * | 1979-11-08 | 1981-06-09 | Bridgestone Tire Co Ltd | Golf ball |
| US4979746A (en) * | 1981-05-04 | 1990-12-25 | Gentiluomo Joseph A | Golf ball |
| US4431193A (en) * | 1981-08-25 | 1984-02-14 | Questor Corporation | Golf ball and method of making same |
| JPS59141961A (ja) * | 1983-02-03 | 1984-08-14 | 住友ゴム工業株式会社 | ゴルフボ−ル |
| JPS59194760A (ja) * | 1983-04-21 | 1984-11-05 | 住友ゴム工業株式会社 | スリ−ピ−スソリツドゴルフボ−ル |
| US4556220A (en) * | 1983-06-10 | 1985-12-03 | Sumitomo Rubber Industries, Ltd. | Solid golf balls |
| JPS6014877A (ja) * | 1983-07-06 | 1985-01-25 | 住友ゴム工業株式会社 | ソリッドゴルフボール |
| US4858923A (en) * | 1987-02-24 | 1989-08-22 | Acushnet Company | Low trajectory long distance golf ball |
| JPS60241464A (ja) * | 1984-05-16 | 1985-11-30 | ヤマハ株式会社 | ソリツドゴルフボ−ル |
| JPS60241463A (ja) * | 1984-05-16 | 1985-11-30 | 住友ゴム工業株式会社 | スリ−ピ−スソリツドゴルフボ−ル |
| CA1261539A (en) * | 1984-09-11 | 1989-09-26 | Yoshinori Egashira | Thread-wound golf ball |
| JPS62137075A (ja) * | 1984-10-30 | 1987-06-19 | 住友ゴム工業株式会社 | マルチピ−スソリツドゴルフボ−ル |
| US4650193A (en) * | 1984-12-10 | 1987-03-17 | Spalding & Evenflo Companies, Inc. | Golf ball |
| JPS62181069A (ja) * | 1986-02-04 | 1987-08-08 | キャスコ株式会社 | ソリツドスリ−ピ−スゴルフボ−ル |
| JPH078301B2 (ja) * | 1986-05-23 | 1995-02-01 | ブリヂストンスポーツ株式会社 | ソリツドゴルフボ−ル |
| US4848770A (en) * | 1986-10-20 | 1989-07-18 | Wilson Sporting Goods Co. | Three-piece solid golf ball |
| US4783078A (en) * | 1987-02-27 | 1988-11-08 | Acushnet Company | Wound golf balls |
| JPH07108321B2 (ja) * | 1987-02-27 | 1995-11-22 | 住友ゴム工業株式会社 | ソリツドゴルフボ−ル |
| GB2206889B (en) * | 1987-06-11 | 1991-03-20 | Asics Corp | Rubber composition and golf ball comprising it |
| JP2674627B2 (ja) * | 1989-03-01 | 1997-11-12 | 住友ゴム工業株式会社 | ラージサイズのスリーピースソリッドゴルフボール |
| JP2720503B2 (ja) * | 1989-03-08 | 1998-03-04 | ブリヂストンスポーツ株式会社 | ゴルフボール |
| US5480155A (en) * | 1989-03-10 | 1996-01-02 | Lisco, Inc. | Golf ball |
| GB2230531B (en) * | 1989-03-15 | 1992-06-17 | Bridgestone Corp | Three-piece solid golf ball |
| JP2680405B2 (ja) * | 1989-04-04 | 1997-11-19 | 住友ゴム工業株式会社 | ラージサイズのスリーピースソリッドゴルフボール |
| JP2725374B2 (ja) * | 1989-05-24 | 1998-03-11 | ブリヂストンスポーツ株式会社 | 糸捲きゴルフボール |
| US4984803A (en) * | 1989-10-11 | 1991-01-15 | Acushnet Company | Golf ball cover composition |
| US4998734A (en) * | 1989-11-30 | 1991-03-12 | Universal Golf Supply, Inc. | Golf ball |
| KR920006255B1 (ko) * | 1990-06-01 | 1992-08-01 | 일야실업 주식회사 | 세겹으로 이루어진 골프공 |
| FR2666018A1 (fr) * | 1990-08-22 | 1992-02-28 | Salomon Sa | Balle de golf. |
| US5026067A (en) * | 1990-11-08 | 1991-06-25 | Gentiluomo Joseph A | Golf ball |
| US5123659A (en) * | 1991-03-01 | 1992-06-23 | Wilson Sporting Goods Co. | Game ball |
| US5314187A (en) * | 1991-07-26 | 1994-05-24 | Wilson Sporting Goods Co. | Golf ball with improved cover |
| JP2951065B2 (ja) * | 1991-09-09 | 1999-09-20 | 住友ゴム工業株式会社 | ゴルフボール |
| US5209485A (en) * | 1991-09-23 | 1993-05-11 | Lisco, Inc. | Restricted flight golf ball |
| EP0568332B1 (en) * | 1992-04-28 | 1999-07-28 | Sumitomo Rubber Industries, Ltd. | Solid golf ball |
| JP3032080B2 (ja) * | 1992-04-28 | 2000-04-10 | 住友ゴム工業株式会社 | 糸巻きゴルフボール |
| JP3032079B2 (ja) * | 1992-04-28 | 2000-04-10 | 住友ゴム工業株式会社 | 糸巻きゴルフボール |
| JP3169287B2 (ja) * | 1992-06-09 | 2001-05-21 | 住友ゴム工業株式会社 | 糸巻ゴルフボール |
| US5439227A (en) * | 1992-08-31 | 1995-08-08 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| JPH0691019A (ja) * | 1992-09-11 | 1994-04-05 | Sumitomo Rubber Ind Ltd | ゴルフボール |
| US5273286A (en) * | 1992-11-06 | 1993-12-28 | Sun Donald J C | Multiple concentric section golf ball |
| JP3101846B2 (ja) * | 1992-12-28 | 2000-10-23 | 横浜ゴム株式会社 | ツーピースゴルフボール |
| JPH06218077A (ja) * | 1993-01-26 | 1994-08-09 | Sumitomo Rubber Ind Ltd | スリーピースソリッドゴルフボール |
| GB2276093B (en) * | 1993-03-12 | 1996-03-20 | Bridgestone Sports Co Ltd | Golf ball |
| JP2670002B2 (ja) * | 1993-04-22 | 1997-10-29 | 住友ゴム工業株式会社 | 塗装ゴルフボール |
| JP2910516B2 (ja) * | 1993-07-08 | 1999-06-23 | ブリヂストンスポーツ株式会社 | スリーピースソリッドゴルフボール |
| JP2658811B2 (ja) * | 1993-07-08 | 1997-09-30 | ブリヂストンスポーツ株式会社 | スリーピースソリッドゴルフボール |
| JP3397420B2 (ja) * | 1993-12-28 | 2003-04-14 | 住友ゴム工業株式会社 | スリーピースソリッドゴルフボール |
| JP2866298B2 (ja) * | 1993-12-28 | 1999-03-08 | 住友ゴム工業株式会社 | スリーピースソリッドゴルフボール |
| JP3257890B2 (ja) * | 1993-12-29 | 2002-02-18 | 住友ゴム工業株式会社 | ゴルフボール |
| KR960037077A (ko) * | 1995-04-05 | 1996-11-19 | 사이또 나오또 | 세쪽으로 된 단단한 골프공 |
| JP2888168B2 (ja) * | 1995-05-12 | 1999-05-10 | ブリヂストンスポーツ株式会社 | マルチピースソリッドゴルフボール |
| US5688191A (en) * | 1995-06-07 | 1997-11-18 | Acushnet Company | Multilayer golf ball |
| US5759676A (en) | 1995-06-07 | 1998-06-02 | Acushnet Company | Multilayer golf ball |
| JP2817668B2 (ja) * | 1995-06-14 | 1998-10-30 | ブリヂストンスポーツ株式会社 | マルチピースソリッドゴルフボール |
| US5725442A (en) * | 1995-06-14 | 1998-03-10 | Bridgestone Sports Co., Ltd. | Multi-piece solid golf ball |
| JP2888172B2 (ja) * | 1995-06-14 | 1999-05-10 | ブリヂストンスポーツ株式会社 | マルチピースソリッドゴルフボール |
| JP2910650B2 (ja) * | 1995-12-22 | 1999-06-23 | ブリヂストンスポーツ株式会社 | ゴルフボール及びその製造方法 |
| US5542680A (en) * | 1996-01-17 | 1996-08-06 | Wilson Sporting Goods Co. | Golf ball with clear cover |
| US5836831A (en) * | 1996-03-11 | 1998-11-17 | Acushnet Company | Golf ball |
| JP3393004B2 (ja) * | 1996-04-01 | 2003-04-07 | キャスコ株式会社 | ソリッドゴルフボール |
| JPH09271535A (ja) * | 1996-04-03 | 1997-10-21 | Bridgestone Sports Co Ltd | 糸巻きゴルフボール |
| JP2964952B2 (ja) * | 1996-05-14 | 1999-10-18 | ブリヂストンスポーツ株式会社 | マルチピースソリッドゴルフボール |
| US5772531A (en) * | 1996-11-01 | 1998-06-30 | Kasco Corporation | Solid golf ball |
-
1997
- 1997-10-03 US US08/943,932 patent/US6056842A/en not_active Expired - Lifetime
-
1998
- 1998-10-02 GB GB0007965A patent/GB2345448A/en not_active Withdrawn
- 1998-10-02 WO PCT/US1998/021032 patent/WO1999017843A1/en active Application Filing
- 1998-10-02 JP JP2000514708A patent/JP4224206B2/ja not_active Expired - Fee Related
- 1998-10-02 AU AU96865/98A patent/AU9686598A/en not_active Abandoned
- 1998-10-15 US US09/172,608 patent/US6302808B1/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7317228B2 (ja) | 2020-05-14 | 2023-07-28 | 三菱重工業株式会社 | 蒸気弁、及びこれを備える蒸気タービン設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001518372A (ja) | 2001-10-16 |
| AU9686598A (en) | 1999-04-27 |
| US6056842A (en) | 2000-05-02 |
| GB0007965D0 (en) | 2000-05-17 |
| GB2345448A (en) | 2000-07-12 |
| WO1999017843A1 (en) | 1999-04-15 |
| US6302808B1 (en) | 2001-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4224206B2 (ja) | 多層コアを有するゴルフボールの製造方法 | |
| US6547677B2 (en) | Multi-layered core golf ball | |
| US6852044B2 (en) | Multi-layered core golf ball | |
| US6988962B2 (en) | Multi-layered core golf ball | |
| US6981926B2 (en) | Multi-layered core golf ball | |
| US5813923A (en) | Golf ball | |
| JP3607301B2 (ja) | 多層ゴルフボール及び組成物 | |
| US5965669A (en) | Multi-layer golf ball and composition | |
| US7285059B2 (en) | Golf ball | |
| US7935288B2 (en) | Method of making a golf ball with a multi-layer core | |
| US9254425B2 (en) | Golf ball with single thermoplastic cover layer of heterogeneous composition | |
| US7935759B2 (en) | Golf ball with heat resistant shield layer | |
| JP3694239B2 (ja) | 多層コアゴルフボールの製造方法 | |
| US8702535B2 (en) | Multi-layered core golf ball | |
| JP2004130072A (ja) | マルチピースソリッドゴルフボール | |
| JP2000210394A (ja) | 多層ソリッドゴルフボ―ル | |
| JP2004136075A (ja) | マルチピースソリッドゴルフボール | |
| US7407450B2 (en) | Method of making a golf ball with a multi-layer core | |
| US20090280928A1 (en) | Golf ball with heat resistant layer | |
| JP3516618B2 (ja) | マルチピースソリッドゴルフボール | |
| US8137211B2 (en) | Method of making a golf ball with a multi-layer core | |
| JP2005111242A (ja) | 多層コアゴルフボール | |
| US7131914B2 (en) | Method of making a golf ball with a multi-layer core | |
| JP2002355342A (ja) | マルチピースソリッドゴルフボール | |
| JP2003169863A (ja) | 多層コアゴルフボール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050930 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070813 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071113 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080310 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080610 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080617 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081121 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |