JP3907887B2 - 円周流ポンプ用インペラ - Google Patents
円周流ポンプ用インペラ Download PDFInfo
- Publication number
- JP3907887B2 JP3907887B2 JP30650499A JP30650499A JP3907887B2 JP 3907887 B2 JP3907887 B2 JP 3907887B2 JP 30650499 A JP30650499 A JP 30650499A JP 30650499 A JP30650499 A JP 30650499A JP 3907887 B2 JP3907887 B2 JP 3907887B2
- Authority
- JP
- Japan
- Prior art keywords
- impeller
- pump
- disk
- circumferential flow
- shaped member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D5/00—Pumps with circumferential or transverse flow
- F04D5/002—Regenerative pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/18—Rotors
- F04D29/188—Rotors specially for regenerative pumps
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Description
【発明の属する技術分野】
本発明は、自動車のインタンク式燃料ポンプとして使用される円周流ポンプ(別名「ウエスコポンプ」)のインペラ及びこのインペラの成形方法に関する。
【0002】
【従来の技術】
従来から、自動車の電子制御式燃料噴射装置用燃料ポンプには、車両搭載性が良く、しかも低騒音で圧力変動が小さいインタンク式の円周流ポンプが使用されている。
【0003】
図23〜図25は、このような自動車用の円周流ポンプ51を示すものである。これらの図に示す円周流ポンプ51は、燃料タンク(図示せず)内に設置され、インペラ52がモータ53によって回転させられると、インペラ52の外周に形成された羽根54で燃料にエネルギーを与え、これにより燃料流入口55からポンプ流路56内に流入した燃料を昇圧し、その圧力上昇した燃料を燃料吐出口57からエンジン側へ吐出するようになっている。
【0004】
このような円周流ポンプ51においては、ポンプ効率及び吐出圧を所望の状態に維持するために、インペラ52の側面58a,58b側の隙間w1,w2を所定寸法以内にし、漏れ流量を少なくする必要がある。又、このような円周流ポンプ51においては、インペラ52が燃料タンク内で常時燃料に接することになるため、耐溶剤性に優れたフェノール樹脂やPPS樹脂がインペラ52の材料として使用され、インペラ52が射出成形により所望の形状に形成されるようになっている。
【0005】
【発明が解決しようとする課題】
しかし、射出成形されたインペラ52をそのまま使用すると、インペラ52の側面58a,58bの面精度に起因し、インペラ52の側面58a,58bの隙間w1,w2の寸法が望ましい精度にならず、所望のポンプ効率及び吐出圧を得ることができなかった。
【0006】
そのため、従来の円周流ポンプ51は、射出成形された合成樹脂製のインペラ52の両側面58a,58bを研磨加工することにより、インペラ52の幅寸法を高精度に仕上げると共に、インペラ52の両側面58a,58bの面精度を高精度に仕上げている。従って、従来のインペラ52は、加工工数が多く、製造コストが嵩むという不具合を有していた(第1の従来例)。
【0007】
又、図26に示すように、両側面58a,58bに環状の凹み60を形成し、その外周側に第1のシール部S1を形成すると共にその内周側に第2のシール部S2を形成することにより、両側面58a,58b全体がシール部となる前記第1の従来例に比較して、両側面58a,58bに作用する抵抗を低減するように構成されたインペラ52が案出されている(特開平7−151091号公報参照)。しかし、このインペラ52は、シール部S1,S2が半径方向に離間して2箇所形成される態様であるため、前記従来例と同様に、射出成形後に両側面58a,58bを研磨加工する必要があった。従って、この図26に示すインペラ52も前記従来例と同様に、加工工数が多く、製造コストが嵩むという不具合を有していた(第2の従来例)。
【0008】
そのため、本出願人は、図27に示すように、インペラ52の両側面58a,58bの中央部に凹部61を形成し、その凹部61に射出用のゲート62を配置すると共に調圧孔63を形成するようにして、射出成形されたインペラ52を研磨加工することなくそのまま使用できるようにした発明を提案した(特願平7−321829号(第3の従来例))。しかし、近年の燃料ポンプの高性能化に伴って、より一層高精度のインペラ52の提供が望まれていた。
【0009】
そこで、本発明は、このような従来例の不具合を解消できる円周流ポンプ用インペラや、その成形方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
請求項1の発明は、モータで回転させられる合成樹脂製円板状部材の外周側に複数の羽根溝を備え、ポンプケーシングとポンプカバーとの間に形成された略円板状の空間内に回動可能に収容される円周流ポンプ用インペラに関するものであり、前記円板状部材の前記ポンプケーシングに対向する一方の側面と前記ポンプカバーに対向する他方の側面の少なくとも一方に、回転中心を中心とする所定半径寸法の凹部が形成されている。そして、前記一方の側面と前記ポンプケーシングとの隙間(t1)と前記他方の側面と前記ポンプカバーとの隙間(t2)との和(t1+t2=2t)と、前記円板状部材の半径方向寸法(R0)から前記羽根溝の半径方向溝長さ(H)及び前記凹部の半径寸法(R1)を引いた寸法(L=R0−H−R1)との比(L/2t)が、66≦(L/2t)となるように形成されたことを特徴としている。ここで、凹部は、円板状部材の回転中心を中心とする略円板状の凹部や、円板状部材の回転中心を中心とする略円環状の凹部を含むものである。
【0011】
このような構成の本発明は、シール部として機能する側面の寸法(L)を可能な限り小さくすることができるため、シール部として機能する側面を射出成形のみで高精度に形成することが可能になる。従って、本発明によれば、インペラ側面の研磨加工が不要になり、インペラの製造工数を削減することが可能になる。又、本発明によれば、上記したように、インペラのシール部として機能する側面を高精度に形成できるため、第3の従来例に比較して、隙間寸法(t1,t2)を小さくすることが可能になる。
【0012】
請求項2の発明は、モータで回転させられる合成樹脂製円板状部材の外周側に複数の羽根溝を備え、ポンプケーシングとポンプカバーとの間に形成された略円板状の空間内に回動可能に収容される円周流ポンプ用インペラに関するものである。そして、この円周流ポンプ用インペラは、前記円板状部材の前記ポンプケーシングに対向する一方の側面と前記ポンプカバーに対向する他方の側面の少なくとも一方に、回転中心を中心とする所定半径寸法の凹部が形成されると共に、この凹部内で且つ半径方向に延びる溝が放射状に複数形成されたことを特徴としている。
【0013】
このような構成の本発明は、放射状に複数の溝が形成され、凹部の肉抜きが行われることにより、射出成形時の冷却効率が増し、射出成形のサイクルタイムが短くなると共に、成形収縮(ヒケ)に伴うインペラ全体の変形が減少する。又、本発明によれば、上記のように複数の溝が放射状に形成され、溝間の肉厚部分がリブとして機能することになるため、インペラの剛性を低下させずに軽量化を図ることが可能になると共に、合成樹脂材料の使用量を低減することが可能になる。
【0014】
請求項3の発明は、上記請求項2に記載の円周流ポンプ用インペラにおいて、前記一方の側面と前記ポンプケーシングとの隙間(t1)と前記他方の側面と前記ポンプカバーとの隙間(t2)との和(t1+t2=2t)と、前記円板状部材の半径方向寸法(R0)から前記羽根溝の半径方向溝長さ(H)及び前記凹部の半径寸法(R1)を引いた寸法(L=R0−H−R1)との比(L/2t)が、66≦(L/2t)であることを特徴としている。
【0015】
このような構成の本発明は、請求項1及び請求項2の効果を合わせて得ることが可能になる。
【0016】
請求項4の発明は、上記請求項1〜3のいずれかに記載の円周流ポンプ用インペラにおいて、前記円板状部材の側面における前記羽根溝間の形状が略長方形であることを特徴としている。
【0017】
このような構成の本発明は、射出成形後のインペラの離型が容易になり、離型不良や離型に伴うインペラの変形を防止することが可能になる。
【0018】
請求項5の発明は、上記請求項1〜3のいずれかに記載の円周流ポンプ用インペラにおいて、前記円板状部材の側面における前記羽根溝の形状が半径方向内方から外方に向かって溝幅を広げるように形成され、且つ各羽根溝間の形状が半径方向内方から外方に向かって幅を狭める略台形形状に形成されたことを特徴としている。
【0019】
このような構成の本発明は、射出成形後のインペラの離型が前記請求項4の発明よりも容易になり、離型不良や離型に伴うインペラの変形をより一層効果的に防止することが可能になる。
【0020】
請求項6の発明は、上記請求項1〜5のいずれかに記載の円周流ポンプにおいて、前記羽根溝の底部のコーナー部分が面取りされたことを特徴としている。
【0021】
このような構成の本発明は、射出成形後のインペラの離型が容易になり、離型時のインペラの変形や離型不良を低減することが可能になる。
【0022】
請求項7の発明は、上記請求項1〜6のいずれかに記載の円周流ポンプにおいて、前記凹部内で且つ射出成形用のリングゲートが配置される位置よりも半径方向内方位置に、前記一方の側面から前記他方の側面に貫通する調圧孔が形成されたことを特徴としている。
【0023】
このような構成の本発明は、インペラの面精度が要求される部分に、射出された合成樹脂材料が円滑に供給される。又、調圧孔形成用のピンが射出成形用金型内に配置されることにより、ウエルド現象が生じても、ウエルド現象に伴う面荒れ部分が凹部内に収容されることになるため、インペラ側面の面精度に悪影響を与えることがない。
【0026】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づき詳述する。
【0027】
[第1の実施の形態]
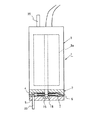
図1〜図2は、本発明の第1の実施の形態に係る円周流ポンプ1を示す図である。このうち図1は、円周流ポンプ1の一部を切断して示す正面図である。又、図2は、図1の一部を拡大して示す断面図である。
【0028】
これらの図に示すように、本実施の形態の円周流ポンプ1は、ポンプ部2とモータ部3とからなっている。このうち、ポンプ部2は、モータ部3の下端部に配置されるポンプケーシング4と、このポンプケーシング4の下面側に組み付けられるポンプカバー5と、これらポンプケーシング4とポンプカバー5との間に形成された略円板状の空間6内に回動できるように収容される略円板状のインペラ7と、を備えている。
【0029】
インペラ7は、燃料タンク(図示せず)内に設置されるため、耐溶剤性に優れたフェノール樹脂やPPS樹脂が使用され、射出成形で所望の形状に形成されている。
【0030】
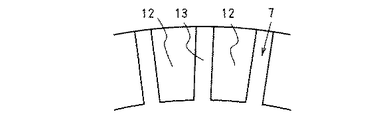
このインペラ7は、図5,図6,図8及び図15に詳細を示すように、円板状部材8の外周端部の両側面10,11にそれぞれ複数の羽根溝12が形成されており、羽根溝12,12間の羽根13が一方の側面10側と他方の側面11側で半ピッチずれるように形成されている。又、インペラ7の両側面10,11には、インペラ7の回転中心を中心とする所定半径寸法の円板状の凹部14が形成されている。そして、インペラ7の中心部には軸穴15が形成されており、この軸穴15の近傍にはインペラ7の両側面10,11の凹部14,14に連通する調圧孔17が形成されている。尚、回り止め部16は、モータ駆動軸18の切り欠き部(図示せず)に係合し、モータ部3から伝達される駆動力を受けるようになっている。又、調圧孔17は、インペラ7の両側面10,11に作用する圧力の均衡化を図るものであり、インペラ7がポンプケーシング4とポンプカバー5に対して僅かに離れた状態で回動するのを可能にする。又、上記インペラ7の羽根溝12は、側面側形状及び外周側形状が略矩形状であり、その半径方向内方端部が略円弧状に切り上げられている。
【0031】
図19及び図20は、射出成形されたインペラ7の凹部14の半径寸法とポンプ性能との関係、換言すれば、シール部Sの寸法とポンプ性能との関係を示す図である(図2参照)。これらの図において、横軸はシール部の寸法(L)とインペラ側面の隙間(2t)の比で表される無次元量である。又、図の縦軸が締切吐出圧を示し、図の縦軸が吐出流量を示している。尚、図2において、インペラ7の一方の側面10とポンプケーシング4との隙間をt1とし、インペラ7の他方の側面11とポンプカバー5との隙間をt2とした場合、インペラ7の両側面10,11の隙間の和(2t)は、(2t)=(t1)+(t2)となる。又、円板状部材8の半径寸法をR0とし、円板状の凹部14の半径寸法をR1とし、羽根溝12の半径方向溝長さをHとした場合、シール部Sの寸法(L)は、(L)=(R0)−(H)−(R1)となる。又、図のP0は燃料ポンプとして要求される締切吐出圧であり、図のV0は燃料ポンプとして要求される吐出流量である。
【0032】
即ち、図19は、(L/2t)と締切吐出圧との関係を示すものであり、66≦(L/2t)となるように数値を設定することにより、ほぼ一定した締切吐出圧(P0)で燃料をエンジン側に吐出することが可能になる。又、図20は、(L/2t)と吐出流量との関係を示すものであり、上記(L/2t)と締切吐出圧との関係と同様に、66≦(L/2t)となるように数値を設定することにより、ほぼ一定した吐出流量(V0)の燃料を吐出することが可能になる。そこで、本実施の形態においては、66=(L/2t)となるように、インペラ7各部の寸法を設定した。その結果、シール部Sの寸法Lを第3の従来例よりも小さくすることができ、シール部Sの面精度を第3の従来例よりも高精度にすることができた。従って、射出成形されたインペラ7をそのまま使用することが可能になり、第1及び第2の従来例で必要とされたインペラ7の両側面10,11の研磨加工が不要となった。
【0033】
図11〜図13は、インペラ7の成形方法を示すものである。即ち、インペラ成形用のキャビティ20内に合成樹脂を射出するリングゲート21がインペラ7の凹部14に対応する部分に配置されるようになっている。尚、図13は、射出成形金型22の一例を示すものであり、この射出成形金型22は上型23と下型24の2分割金型であり、上型23と下型24との合わせ面にインペラ成形用のキャビティ20が形成されている。そして、リングゲート21が上型23のインペラ7の凹部14に対応するキャビティ20に開口するように形成されている。又、図14は、射出成形金型22の他の一例を示すものである。この射出成形金型22は、インペラ7の凹部14を形成する第1の上型25と、この第1の上型25の外周側に配置される第2の上型26と、インペラ7の凹部14を形成する第1の下型27と、この第1の下型27の外周側に配置される第2の下型28とからなっており、第1の上型25と第2の上型26との分割面30及び第1の下型27と第2の下型28の分割面31が凹部14に位置し、第1の上型25にリングゲート21が形成されている。このように、本実施の形態によれば、射出成形金型22の分割面30,31が凹部14に位置すると共に、リングゲート21が凹部14に位置することにより、射出成形金型22の分割面30,31やリングゲート21の切り離し面に生じるバリや面荒れ部分が凹部14内に収容されることになり、インペラ7の両側面10,11(シール部S)の面精度を悪化させることがなく、インペラ7の両側面10,11側の隙間(t1,t2)を増大させるような不具合を生じることがない。
【0034】
図3は、ポンプケーシング4とポンプカバー5の組み合わせ状態を示す図である。又、図4は、ポンプ流路32,燃料流入口33,燃料流出口34及びインペラ7の関係を示す模式図である。これらの図に示すように、ポンプケーシング4とポンプカバー5の合わせ面には、インペラ7を回動可能に収容する略円板状の空間6が形成されている。そして、この円板状の空間6の外周側に形成されたポンプ流路32には、ポンプカバー5の燃料流入口33が連通すると共にポンプケーシング4の燃料流出口34が連通するようになっている。
【0035】
このような構成の本実施の形態によれば、図1及び図4に示すように、インペラ7がモータ部3のモータ3aによって回転駆動されると、燃料タンク内(図示せず)の燃料が燃料流入口33からポンプ流路32内に流入する。そして、燃料流入口33からポンプ流路32内に流入した燃料が、回転するインペラ7からエネルギーを受け、略環状のポンプ流路32に沿って燃料流出口34まで移動する間にインペラ7によって昇圧させられる。そして、十分に昇圧された燃料は、燃料流出口34からモータ部3の図示しない流路を通過して、燃料吐出口35から図外のエンジンに供給される。尚、図4に示すように、燃料流入口33と燃料流出口34との間に隔壁部36が形成されている。そして、この隔壁部36の周面36aとインペラ7の外周面37の隙間t3は、ポンプ流路32の周面32aとインペラ7の外周面37との隙間t4よりも小さく設定されている。又、隔壁部36の両側面36b,36cとインペラ7の両側面10,11との隙間は、前記インペラ7のシール部Sの隙間寸法(t1,t2)と等しい寸法に設定されている。即ち、インペラ7の外周面37側と両側面10,11側の隙間が隔壁部36で急激に絞られることになり、昇圧した燃料が燃料流出口34側から燃料流入口33側に漏出するのが阻止されるようになっている。又、ポンプ流路32内の燃料が半径方向内方へ漏出するのは、インペラ7のシール部Sで阻止されるようになっている。
【0036】
以上のように本実施の形態は、シール部Sが羽根溝12の内周側の限られた範囲に一箇所だけ形成されており、シール部Sの幅が短いため、射出成形されたままのインペラ7であっても、シール部Sの面精度(平面度,軸方向の全振れ公差,面粗さ等)が高精度であり、インペラ7の研磨加工が不要になる。従って、本実施の形態によれば、インペラ7の加工工数を第1の従来例や第2の従来例に比較して削減することができ、製造コストの低減化を図ることが可能になる。
【0037】
又、本実施の形態によれば、インペラ7のシール部Sの寸法Lを第3の従来例よりも小さくし、インペラ7のシール部(側面)Sの面精度を第3の従来例よりも高精度にすることができる。従って、本実施の形態のインペラ7を使用した円周流ポンプ1は、より一層優れたポンプ性能を発揮することが可能になる。
【0038】
又、本実施の形態によれば、インペラ7のシール部Sから半径方向内方側が全て凹部14であり、インペラ7の厚さが薄くなっているため、成形収縮(ヒケ)の影響を少なくして、軸穴15を高精度に形成することができる。従って、本実施の形態によれば、インペラ7の回転精度が向上し、ポンプ性能を向上させることが期待できる。
【0039】
尚、本実施の形態において、図7に示すように、インペラ7の羽根溝12の底部のコーナー部分をR面取り(図7(a)参照)又はC面取り(図7(b)参照)することにより、射出成形後のインペラ7の離型が容易になり、離型時のインペラ7の変形や離型不良を低減することができる。
【0040】
又、図9に示すように、羽根溝12の側面側形状を略台形形状に形成し、羽根溝12,12間の羽根13の側面側形状を長方形にすることにより、射出成形後のインペラ7の離型が容易になり、離型不良や離型に伴うインペラ7の変形を防止することができる。これは、射出成形後のインペラ7の羽根13がその根本部分に向かって収縮するようになっているため、羽根13の根本部分が羽根13の外周側先端部よりも細くなっていると、羽根13の根本部分の寸法変化が大きく、隣り合う羽根13,13で金型を挟むことになり、インペラ7が射出成形金型22から離型しにくくなり、離型時の大きな力でインペラ7が変形するというような不具合の発生を防止するためである(図13,図14参照)。
【0041】
又、図10に示すように、羽根溝12の側面側形状を略台形状に形成し、羽根溝12,12間の羽根13の側面側形状を先端に向かって幅を狭めるような略台形形状に形成することにより、射出成形後のインペラ7の離型が図9に示す態様よりも容易になる。
【0042】
又、図16に示すように、調圧孔17の位置は、リングゲート21の内周側(図中斜線部)であればよく、上記実施の形態の態様に限定されるものでなく、適当な位置に形成することができる。又、調圧孔17の個数も上記実施の形態の態様に限定されるものでなく、複数個を形成するようにしてもよい。このようにすれば、射出成形金型内に配置される調圧孔17形成用のピン(図示せず)でリングゲート21から射出される合成樹脂材料が外周側(シール部S及び羽根13側)に円滑に流れ、リングゲート21から外周側にウエルド現象が生じることがないため、ウエルド現象に伴う面精度の悪化を生じることがない。尚、リングゲート21から内周側の調圧孔の周囲にウエルド現象が生じても、そのウエルド現象が生じる部分がインペラ7の凹部14内にあるため、ポンプ性能に悪影響を与えることがない。ここで、ウエルド現象とは、射出された合成樹脂の流れが調圧孔17形成用のピンに当たって分流し、その分流した合成樹脂の流れがピンの下流側で再び合流する際に生じる筋状の面荒れ現象をいう。
【0043】
[第2の実施の形態]
図17及び図18は、本発明の第2の実施の形態を示すものである。尚、本実施の形態において、上記第1の実施の形態と同様の構成部分については同一符号を付し、重複する説明を省略して詳述する。
【0044】
即ち、本実施の形態は、基本的構成が前記第1の実施の形態と同様であるが、インペラ7の両側面10,11に形成された凹部14,14内に、半径方向へ延びる溝40が放射状に複数形成されている点において前記第1の実施の形態と相違する。
【0045】
このように構成された本実施の形態は、上記したように、その基本的構成が前記第1の実施の形態と同様であるため、前記第1の実施の形態と同様の効果を奏し得る。
【0046】
又、本実施の形態は、放射状に複数の溝40が形成され、凹部14の肉抜きが行われることにより、射出成形時の冷却効率が増し、射出成形のサイクルタイムが短くなるため、単位時間当たりの製造個数が増加し、インペラ7の生産効率が向上する。
【0047】
又、本実施の形態は、上記したように、凹部14に複数の溝40が形成されるため、合成樹脂材料の使用量を減らすことができ、重量を軽減できるため、インペラ7の製造コストの低減化を一層図ることができる。
【0048】
又、本実施の形態は、放射状に溝40を形成することにより、各溝40,40間に放射状に残る肉部41がリブとして機能するため、インペラ7の軽量化を図ることができることはもちろんのこと、インペラ7の剛性低下を防止することができ、射出成形の突き出し工程時に発生するインペラ7の変形を少なく抑えることができる。
【0049】
又、本実施の形態は、上記のように、放射状に複数の溝40を形成することにより、インペラ7の肉厚を局所的に減らすることができるため、成形収縮(ヒケ)によるインペラ7全体の変形を減らすことが可能になる。
【0050】
[第3の実施の形態]
図21〜図22は、本発明の第3の実施の形態を示すものである。このうち、図21は、円周流ポンプの一部拡大断面図である。又、図22は、円周流ポンプ用インペラ7Aの正面図である。
【0051】
これらの図において、インペラ7Aは、円板状部材8の外周側両側面10,11の周方向にそれぞれ複数の羽根溝12Aが形成されている。この羽根溝12Aは、外周端部壁9と、円板状部材8の回転方向前後に位置する羽根13A,13Aと、円板状部材8の半径方向内方に向かって円弧状に切り上げられている円弧状壁部19とで構成されており、両側面10,11側の羽根溝12A,12A同士が開口部29で連通するようになっている。又、インペラ7Aは、円板状部材8の羽根溝12Aが形成された部分から半径方向内方側の位置に略円板状の凹部14が形成されている。
【0052】
一方、ポンプケーシング4とポンプカバー5には、それぞれインペラ7Aの羽根溝12Aに対向するように環状のポンプ流路32A,32Aが形成されている。このポンプ流路32Aは、図21に示すような旋回流39を生じさせるため、断面略半円形に形成されている。尚、このポンプ流路32Aは、図示しない燃料流入口と燃料流出口に連通している。
【0053】
ここで、図21において、インペラ7Aの一方の側面10とポンプケーシング4との隙間をt1とし、インペラ7Aの他方の側面11とポンプカバー5との隙間をt2とした。そして、インペラ7Aの両側面10,11の隙間の和(2t)は、前記第1の実施の形態と同様に、(2t)=(t1)+(t2)と表すことにする。又、円板状部材8の半径寸法をR0とし、円板状の凹部14の半径寸法をR1とし、羽根溝12の半径方向溝長さをHとした。そして、シール部Sの寸法(L)は、前記第1の実施の形態と同様に、(L)=(R0)−(H)−(R1)と表すことにする。尚、図21中において、CLはインペラ7Aの回転中心を示すものである。
【0054】
このような構造の本実施の形態の円周流ポンプ用インペラ7Aにおいて、前記第1の実施の形態と同様に、(L/2t)と締切吐出圧との関係及び(L/2t)と吐出流量との関係について実験した結果、前記第1の実施の形態の図19及び図20と同様の実験結果を得ることができた。即ち、本実施の形態は、前記第1の実施の形態と同様に、66≦(L/2t)となるように数値を設定することにより、ほぼ一定した締切吐出圧及び吐出流量の燃料を吐出することが判明した。
【0055】
そこで、本実施の形態においても、66=(L/2t)となるように、インペラ7A各部の寸法を設定した。その結果、本実施の形態は、前記第1の実施の形態と同様に、シール部Sの寸法Lを第3の従来例よりも小さくすることができ、シール部Sの面精度を第3の従来例よりも高精度にすることができた。従って、本実施の形態は、前記第1の実施の形態と同様に、射出成形されたインペラ7Aをそのまま使用することが可能になり、第1及び第2の従来例で必要とされたインペラ7Aの両側面10,11の研磨加工が不要となり、前記第1の実施の形態と同様の効果を得ることができる。
【0056】
尚、凹部14の半径寸法(R1)は、上記の各実施の形態に限定されるものではなく、66≦(L/2t)となる範囲において、シール部Sの面精度を考慮して適宜設定される。
【0057】
又、上記各実施の形態において、凹部14は、インペラ7,7Aの両側面10,11に対称に形成されているが、これに限られず、要求されるポンプ性能を満たす限り、インペラ7,7Aの両側面10,11のうちの少なくとも一方の側面側に形成されていればよい。また、凹部14は、凹部14の半径寸法(R1)が66≦(L/2t)の条件を満たす限り、非対称に形成するようにしてもよい。加えて、上記の各実施の形態において、円板状部材8の略中央部(即ち円板状の凹部の略中央部)に、シール部として使用されないボス部を形成するようにしてもよい。
【0058】
【発明の効果】
以上のように、本発明のインペラは、一方の側面とポンプケーシングとの隙間(t1)と他方の側面とポンプカバーとの隙間(t2)との和(t1+t2=2t)と、円板状部材の半径方向寸法(R0)から羽根溝の半径方向溝長さ(H)及び凹部の半径寸法(R1)を引いた寸法(L=R0−H−R1)との比(L/2t)が、66≦(L/2t)となるように形成されており、シール部として機能する側面の寸法(L)を可能な限り小さくすることができるため、シール部として機能する側面を射出成形のみで高精度に形成することができる。従って、本発明によれば、インペラ側面の研磨加工が不要になり、インペラの製造工数を削減することができるため、インペラの製造コストの低減を図ることができる。
【0059】
又、本発明によれば、上記したように、インペラのシール部として機能する側面を高精度に形成できるため、第3の従来例に比較して、隙間寸法(t1,t2)を小さくすることが可能になり、本発明のインペラを使用した円周流ポンプの性能を向上させることが可能になる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る円周流ポンプの一部を破断して示す正面図である。
【図2】図1の一部を拡大して示す図である。
【図3】ポンプケーシングとポンプカバーの組み合わせ状態を示す断面図である。
【図4】円周流ポンプの作動状態説明図である。図4(a)は円周流ポンプの作動状態を説明するための模式的平面図であり、図4(b)は図4(a)のA−A線に沿って切断して示す断面図である。
【図5】インペラの側面図である。
【図6】図5のB−B線に沿って切断して示す断面図である。
【図7】インペラの側面側から見た羽根溝形状を示す図である。図7(a)は第1の羽根溝形状図であり、図7(b)は第2の羽根溝形状図である。
【図8】インペラの外周面側から見た羽根溝形状図である。
【図9】インペラの側面側から見た羽根溝形状の第1の応用例を示す図である。
【図10】インペラの側面側から見た羽根溝形状の第2の応用例を示す図である。
【図11】インペラとリングゲートとの関係を示す断面図(図12のC−C線に沿って切断して示す断面図)である。
【図12】インペラとリングゲートとの関係を示す平面図である。
【図13】射出成形金型の第1の例を示す断面図である。
【図14】射出成形金型の第2の例を示す断面図である。
【図15】インペラの外周端部の一部外観斜視図である。
【図16】調圧孔の他の形成方法を示すインペラの側面図である。
【図17】本発明の第2の実施の形態を示すインペラの側面図である。
【図18】図17のD−D線に沿って切断して示す断面図である。
【図19】無次元量(L/2t)と締切吐出圧との関係を示す図である。
【図20】無次元量(L/2t)と吐出流量との関係を示す図である。
【図21】本発明の第3の実施の形態に係る円周流ポンプの一部拡大断面図である。
【図22】本発明の第3の実施の形態に係る円周流ポンプ用インペラの正面図である。
【図23】従来の円周流ポンプの一部を破断して示す正面図である。
【図24】図21の一部を拡大して示す図である。
【図25】第1の従来例を示すインペラの側面図である。
【図26】第2の従来例を示すインペラの側面図である。
【図27】第3の従来例を示すインペラの側面図である。
【符号の説明】
1……円周流ポンプ、3a……モータ、4……ポンプケーシング、5……ポンプカバー、6……空間、7,7A……インペラ、8……円板状部材、10,11……側面、12,12A……羽根溝、14……凹部、17……調圧孔、20……キャビティ、21……リングゲート、38……コーナー部分、40……溝
Claims (7)
- モータで回転させられる合成樹脂製円板状部材の外周側に複数の羽根溝を備え、ポンプケーシングとポンプカバーとの間に形成された略円板状の空間内に回動可能に収容される円周流ポンプ用インペラにおいて、
前記円板状部材の前記ポンプケーシングに対向する一方の側面と前記ポンプカバーに対向する他方の側面の少なくとも一方に、回転中心を中心とする所定半径寸法の凹部が形成され、
前記一方の側面と前記ポンプケーシングとの隙間(t1)と前記他方の側面と前記ポンプカバーとの隙間(t2)との和(t1+t2=2t)と、前記円板状部材の半径方向寸法(R0)から前記羽根溝の半径方向溝長さ(H)及び前記凹部の半径寸法(R1)を引いた寸法(L=R0−H−R1)との比(L/2t)が、66≦(L/2t)になるように形成されたことを特徴とする円周流ポンプ用インペラ。 - モータで回転させられる合成樹脂製円板状部材の外周側に複数の羽根溝を備え、ポンプケーシングとポンプカバーとの間に形成された略円板状の空間内に回動可能に収容される円周流ポンプ用インペラにおいて、
前記円板状部材の前記ポンプケーシングに対向する一方の側面と前記ポンプカバーに対向する他方の側面の少なくとも一方に、回転中心を中心とする所定半径寸法の凹部が形成されると共に、この凹部内で且つ半径方向に延びる溝が放射状に複数形成されたことを特徴とする円周流ポンプ用インペラ。 - 前記一方の側面と前記ポンプケーシングとの隙間(t1)と前記他方の側面と前記ポンプカバーとの隙間(t2)との和(t1+t2=2t)と、前記円板状部材の半径方向寸法(R0)から前記羽根溝の半径方向溝長さ(H)及び前記凹部の半径寸法(R1)を引いた寸法(L=R0−H−R1)との比(L/2t)が、66≦(L/2t)であることを特徴とする請求項2に記載の円周流ポンプ用インペラ。
- 前記円板状部材の側面における前記羽根溝間の形状が略長方形であることを特徴とする請求項1〜3のいずれか1項に記載の円周流ポンプ用インペラ。
- 前記円板状部材の側面における前記羽根溝の形状が半径方向内方から外方に向かって溝幅を広げるように形成され、且つ各羽根溝間の形状が半径方向内方から外方に向かって幅を狭める略台形形状に形成されたことを特徴とする請求項1〜3のいずれか1項に記載の円周流ポンプ用インペラ。
- 前記羽根溝の底部のコーナー部分が面取りされたことを特徴とする請求項1〜5のいずれか1項に記載の円周流ポンプ用インペラ。
- 前記凹部内で且つ射出成形用のリングゲートが配置される位置よりも半径方向内方位置に、前記一方の側面から前記他方の側面に貫通する調圧孔が形成されたことを特徴とする請求項1〜6のいずれか1項に記載の円周流ポンプ用インペラ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30650499A JP3907887B2 (ja) | 1999-10-28 | 1999-10-28 | 円周流ポンプ用インペラ |
| EP00123566A EP1096151B1 (en) | 1999-10-28 | 2000-10-27 | Impeller for circumferential current pump |
| US09/697,935 US6443692B1 (en) | 1999-10-28 | 2000-10-27 | Impeller for circumferential current pump and method of forming the same |
| EP05026615A EP1635067A3 (en) | 1999-10-28 | 2000-10-27 | Impeller for circumferential current pump and method of forming the same |
| DE60028689T DE60028689T2 (de) | 1999-10-28 | 2000-10-27 | Laufrad für eine Seitenströmungspumpe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30650499A JP3907887B2 (ja) | 1999-10-28 | 1999-10-28 | 円周流ポンプ用インペラ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001123986A JP2001123986A (ja) | 2001-05-08 |
| JP3907887B2 true JP3907887B2 (ja) | 2007-04-18 |
Family
ID=17957831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30650499A Expired - Fee Related JP3907887B2 (ja) | 1999-10-28 | 1999-10-28 | 円周流ポンプ用インペラ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6443692B1 (ja) |
| EP (2) | EP1635067A3 (ja) |
| JP (1) | JP3907887B2 (ja) |
| DE (1) | DE60028689T2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6641361B2 (en) * | 2001-12-12 | 2003-11-04 | Visteon Global Technologies, Inc. | Fuel pump impeller for high flow applications |
| JP2004011556A (ja) * | 2002-06-07 | 2004-01-15 | Hitachi Unisia Automotive Ltd | タービン型燃料ポンプ |
| JP2004068645A (ja) * | 2002-08-02 | 2004-03-04 | Aisan Ind Co Ltd | ウエスコ式ポンプ |
| JP2006161600A (ja) * | 2004-12-03 | 2006-06-22 | Mitsubishi Electric Corp | 円周流ポンプ |
| JP4827779B2 (ja) * | 2007-03-28 | 2011-11-30 | 株式会社ミツバ | 燃料ポンプ |
| IT1400403B1 (it) * | 2010-06-08 | 2013-05-31 | 3Mpumps Srl Ora M Pumps Srl | Pompa periferica. |
| JP6038689B2 (ja) * | 2013-03-07 | 2016-12-07 | 愛三工業株式会社 | 回転体 |
| JP6182997B2 (ja) * | 2013-06-24 | 2017-08-23 | 株式会社デンソー | 燃料ポンプ |
| JP2017008736A (ja) * | 2015-06-17 | 2017-01-12 | 株式会社デンソー | 燃料ポンプ |
| JP6587536B2 (ja) * | 2015-12-24 | 2019-10-09 | 株式会社エンプラス | インペラの射出成形金型及びインペラの射出成形方法 |
| US10060436B2 (en) * | 2016-01-27 | 2018-08-28 | Higra Industrial Ltda | Progressive vortex pump |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57163149A (en) * | 1981-03-30 | 1982-10-07 | Nippon Denso Co Ltd | Electric motor type fuel pump |
| JPS58161191U (ja) * | 1982-04-21 | 1983-10-27 | 愛三工業株式会社 | 電動ポンプ |
| DE3708336C2 (de) * | 1987-03-14 | 1996-02-15 | Bosch Gmbh Robert | Laufrad zum Fördern eines Mediums |
| US4854830A (en) * | 1987-05-01 | 1989-08-08 | Aisan Kogyo Kabushiki Kaisha | Motor-driven fuel pump |
| DE4243544C2 (de) * | 1992-12-22 | 2003-04-17 | Bosch Gmbh Robert | Kraftstofförderpumpe |
| JP3228446B2 (ja) * | 1993-03-30 | 2001-11-12 | 株式会社デンソー | ウエスコポンプ |
| JPH07151091A (ja) * | 1993-11-29 | 1995-06-13 | Aisan Ind Co Ltd | インペラ式フューエルポンプ |
| JP3743041B2 (ja) | 1995-12-11 | 2006-02-08 | 株式会社エンプラス | 燃料ポンプ用インペラー |
| JP3933242B2 (ja) * | 1997-03-19 | 2007-06-20 | 株式会社エンプラス | ポンプ用インペラ−及びその成形方法 |
-
1999
- 1999-10-28 JP JP30650499A patent/JP3907887B2/ja not_active Expired - Fee Related
-
2000
- 2000-10-27 EP EP05026615A patent/EP1635067A3/en not_active Withdrawn
- 2000-10-27 EP EP00123566A patent/EP1096151B1/en not_active Expired - Lifetime
- 2000-10-27 DE DE60028689T patent/DE60028689T2/de not_active Expired - Fee Related
- 2000-10-27 US US09/697,935 patent/US6443692B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE60028689T2 (de) | 2007-05-24 |
| EP1635067A2 (en) | 2006-03-15 |
| EP1096151A2 (en) | 2001-05-02 |
| US6443692B1 (en) | 2002-09-03 |
| JP2001123986A (ja) | 2001-05-08 |
| EP1096151B1 (en) | 2006-06-14 |
| DE60028689D1 (de) | 2006-07-27 |
| EP1096151A3 (en) | 2002-03-13 |
| EP1635067A3 (en) | 2006-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3907887B2 (ja) | 円周流ポンプ用インペラ | |
| KR100231141B1 (ko) | 재생펌프 및 그의 케이싱 | |
| US8297913B2 (en) | Fuel pump | |
| JP2004332739A (ja) | 燃料ポンプインペラ | |
| EP0563957B1 (en) | Fuel pump | |
| US6454522B2 (en) | Impeller for circumferential current pump | |
| JP2005207402A (ja) | 流体機械のシール機構又は遠心ポンプ | |
| JPS59141762A (ja) | 燃料ポンプ | |
| KR100352797B1 (ko) | 재생형 펌프 | |
| JP4972984B2 (ja) | 両吸込渦巻ポンプおよびその羽根車並びに羽根車の製造方法 | |
| JP3907888B2 (ja) | 円周流ポンプ用インペラ | |
| WO2013054412A1 (ja) | 燃料ポンプ | |
| JP3892291B2 (ja) | 射出成形樹脂回転体及びその製造方法 | |
| JPH11247766A (ja) | トロコイドポンプ | |
| JP2002339889A (ja) | 円周流ポンプ用インペラ | |
| JP2003184779A (ja) | 円周流ポンプ用インペラ | |
| JP2007247634A (ja) | 燃料ポンプ | |
| JP4072886B2 (ja) | 円周流ポンプ用インペラの射出成形方法、円周流ポンプ用インペラ及び円周流ポンプ | |
| JPH09126179A (ja) | 再生ポンプ | |
| JP4827779B2 (ja) | 燃料ポンプ | |
| JP3672119B2 (ja) | ベーンポンプ | |
| US6755610B2 (en) | Side-channel pump having an end cover composed of a ceramic disc integrated with a channelled plastic unit | |
| JPH0118278B2 (ja) | ||
| JPS59170489A (ja) | 渦流れ形ポンプ | |
| JPH0988865A (ja) | 摩擦再生ポンプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070117 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |