JP6587536B2 - インペラの射出成形金型及びインペラの射出成形方法 - Google Patents
インペラの射出成形金型及びインペラの射出成形方法 Download PDFInfo
- Publication number
- JP6587536B2 JP6587536B2 JP2015251152A JP2015251152A JP6587536B2 JP 6587536 B2 JP6587536 B2 JP 6587536B2 JP 2015251152 A JP2015251152 A JP 2015251152A JP 2015251152 A JP2015251152 A JP 2015251152A JP 6587536 B2 JP6587536 B2 JP 6587536B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- impeller
- cavity
- piece
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002347 injection Methods 0.000 title claims description 41
- 239000007924 injection Substances 0.000 title claims description 41
- 238000001746 injection moulding Methods 0.000 title claims description 13
- 239000011347 resin Substances 0.000 claims description 22
- 229920005989 resin Polymers 0.000 claims description 22
- 238000000465 moulding Methods 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2681—Moulds with rotatable mould parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0034—Mould parting lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
- B29C2045/4492—Removing or ejecting moulded articles for undercut articles preventing damage or deformation of undercut articles during ejection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
この図6に示すように、インペラ100の射出成形金型101は、第1金型102と第2金型103の型合わせ面104側にキャビティ105が形成され、このキャビティ105に複数の中駒106がスライド移動できるように配置され、各中駒106間の隙間に流れ込んだ溶融樹脂によって羽根107が形成されるようになっている。各中駒106は、第1金型102と第2金型103が分離した後(型開きした後)、インペラ100の径方向外方へスライド移動させられ、インペラ100から分離させられることによって、インペラ100と第2金型103との分離を可能にしている(特許文献1参照)。
図1乃至図2に示すように、射出成形金型2は、固定側金型3と、可動側金型4と、これら固定側金型3と可動側金型4との間に配置されたキャビティ駒5と、を有している。そして、図1(a)に示すように、射出成形金型2は、キャビティ駒5を固定側金型3と可動側金型4との間に挟み込む型締め時に、キャビティ駒5の内部空間がインペラ1を形作るためのキャビティ6になるように構成されている。
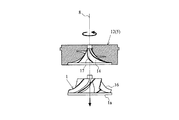
図1(a)に示すように、固定側金型3は、キャビティ6内に溶融樹脂(炭素繊維含有PEEK、炭素繊維含有PPS等)を射出するためのゲート7が形成されている。このゲート7は、キャビティ6の中心軸8と同心に位置するように形成されたピンゲートであり、キャビティ6の中心側からキャビティ6の径方向外方側へ向けて溶融樹脂を流動させることができるようになっている。また、固定側金型3は、キャビティ駒5が固定側金型3から所定寸法だけ離れた第1の離型位置まで移動するのを案内する第1ガイド10が中心軸8の周りに複数取り付けられている(図1(b)参照)。また、固定側金型3は、可動側金型4が第1の離型位置から更に所定寸法だけ離れた第2の離型位置まで移動するのを案内する第2ガイド11が中心軸8の周りに複数取り付けられている(図2参照)。なお、キャビティ駒5、インペラ1、ゲート7の中心軸は、キャビティ6の中心軸8と同心であり、便宜上、中心軸8として表している。
図1及び図2に示すように、キャビティ駒5は、キャビティ6が形成される中駒部12と、中駒部12を回動可能に支持し且つ固定側金型3に移動可能に取り付けられた支持駒部13と、を有している。そして、このキャビティ駒5は、可動側金型4と共に第1の離型位置まで第1ガイド10及び第2ガイド11に沿って移動させられるようになっている。
図1乃至図2に示すように、可動側金型4は、図外の駆動装置に接続され、第2ガイド11に案内されて型締め位置(図1(a)に示す位置)から第2の離型位置(図2に示す位置)まで円滑に移動し、また、第2の離型位置から型締め位置まで円滑に移動できるようになっている。この可動側金型4は、第2ガイド11のロッド部11aにスライド可能に係合する第2ガイド穴28bが形成されると共に、第2ガイド11のロッド部11aの先端に形成されたストッパ部11bをスライド可能に収容するストッパ部係合穴30が形成されている。そして、この可動側金型4は、ストッパ部係合穴30が第2ガイド穴28bよりも大径になっており、第2ガイド11のストッパ部11bがストッパ部係合穴30の底面31に突き当てられるまで、第2ガイド11のロッド部11aに案内されて移動できるようになっている。この可動側金型4のストッパ部係合穴30の底面31と第2ガイド11のストッパ部11bとが突き当てられる位置は、射出成形金型2の第2の離型位置であり、固定側金型3からの寸法が第1の離型位置よりも遠く離れていて、第1の離型位置に保持されたキャビティ駒5と可動側金型4との間からインペラ1を取り出すことができる位置になっている。この第2の離型位置において、可動側金型4は、図外のばねの弾性力で第2ガイド11のストッパ部11bに押し付けられ、第2の離型位置に保持される。
図5は、上述の射出成形金型2によって射出成形されたインペラ1を示す図である。なお、図5(a)は、インペラ1の平面図である。また、図5(b)は、図5(a)のB2−B2線に沿って切断して示すインペラ1の断面図である。また、図5(c)は、インペラ1の裏面図である。
以下に、図1乃至図5を参照し、本実施例に係る射出成形金型2を使用したインペラ1の射出成形方法を説明する。
以上のような本実施例によれば、インペラ1の羽根16の表面にバリが生じるのを防止でき、インペラ1のバリ除去に要する製造コストを削減できる。
上記実施例において、固定側金型3のゲート7は、ピンゲートを例示したが、これに限られず、リングゲート又は多点ゲートでもよい。
Claims (6)
- インペラの射出成形金型において、
固定側金型と、可動側金型と、これら固定側金型と可動側金型との間に配置されたキャビティ駒と、を有し、
前記固定側金型と前記可動側金型とで前記キャビティ駒を挟み込む型締め時に、前記キャビティ駒に前記インペラを形作るためのキャビティが形成され、
前記固定側金型は、前記キャビティ内に溶融樹脂を射出するゲートが形成され、
前記キャビティ駒は、
・前記キャビティが形成される中駒部と、前記中駒部を回動可能に支持し且つ前記固定側金型に移動可能に取り付けられた支持駒部と、を有し、
・前記可動側金型と共に第1の離型位置まで第1ガイドに沿って移動させられ、
前記中駒部は、前記インペラの複数の螺旋状の羽根を形作るための螺旋状溝が前記キャビティの一部を構成するように形成され、
前記可動側金型は、前記第1の離型位置で前記キャビティ駒と分離されて、第2ガイドに沿って第2の離型位置まで移動させられ、
前記インペラは、前記可動側金型が前記キャビティ駒から分離して移動する際に、前記可動側金型と一体に移動し、前記羽根が前記中駒部の前記螺旋状溝内をスライド移動することにより、前記中駒部を回動させながら前記中駒部から分離される、
ことを特徴とするインペラの射出成形金型。 - 前記インペラは、前記可動側金型が前記第2の離型位置まで移動すると、前記可動側金型に収容されたエジェクタピンで押されて前記可動側金型から分離される、
ことを特徴とする請求項1に記載のインペラの射出成形金型。 - 前記インペラは、前記羽根が回転軸芯の軸方向一端側から軸方向他端側へ向かうに従って外径寸法を大きくするように形成され、
前記ゲートは、前記インペラの前記軸方向一端側に配置された、
ことを特徴とする請求項1又は2に記載のインペラの射出成形金型。 - 射出成形金型のキャビティ内に溶融樹脂を射出してインペラを成形するインペラの射出成形方法において、
前記射出成形金型は、固定側金型と、可動側金型と、これら固定側金型と可動側金型との間に配置されたキャビティ駒と、を有し、
前記固定側金型と前記可動側金型とで前記キャビティ駒を挟み込む型締め時に、前記キャビティ駒に前記インペラを形作るためのキャビティが形成され、
前記固定側金型は、前記キャビティ内に溶融樹脂を射出するゲートが形成され、
前記キャビティ駒は、
・前記キャビティが形成される中駒部と、前記中駒部を回動可能に支持し且つ前記固定側金型に移動可能に取り付けられた支持駒部と、を有し、
・前記可動側金型と共に第1の離型位置まで第1ガイドに沿って移動させられ、
前記中駒部は、前記インペラの複数の螺旋状の羽根を形作るための螺旋状溝が前記キャビティの一部を構成するように形成され、
前記可動側金型は、前記第1の離型位置で前記キャビティ駒と分離されて、第2ガイドに沿って第2の離型位置まで移動させられるようになっており、
前記インペラは、
・前記ゲートから前記キャビティ内に前記溶融樹脂が射出される第1成形工程と、
・前記キャビティ内に射出された前記溶融樹脂が冷却されて固化した後、前記キャビティ駒が前記可動側金型と共に前記固定側金型から離されることにより、前記ゲートから切り離される第2成形工程と、
・前記可動側金型が前記キャビティ駒から分離されて前記第2の離型位置へ向けて移動させられる際に、前記可動側金型と一体に移動し、前記羽根が前記中駒部の前記螺旋状溝内をスライド移動することにより、前記中駒部を回動させながら前記中駒部から分離される第3成形工程と、
を経て形成される、
ことを特徴とするインペラの射出成形方法。 - 前記インペラは、前記可動側金型が前記第2の離型位置まで移動すると、前記可動側金型に収容されたエジェクタピンで押されて前記可動側金型から分離される、
ことを特徴とする請求項4に記載のインペラの射出成形方法。 - 前記インペラは、前記羽根が回転軸芯の軸方向一端側から軸方向他端側へ向かうに従って外径寸法を大きくするように形成され、
前記ゲートは、前記インペラの前記軸方向一端側に配置された、
ことを特徴とする請求項4又は5に記載のインペラの射出成形方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015251152A JP6587536B2 (ja) | 2015-12-24 | 2015-12-24 | インペラの射出成形金型及びインペラの射出成形方法 |
| EP16878657.2A EP3395533A4 (en) | 2015-12-24 | 2016-12-20 | FORM FOR INJECTION MOLDING OF WHEELS AND METHOD FOR INJECTION MOLDING OF WHEELS |
| CN201680073407.4A CN108367475A (zh) | 2015-12-24 | 2016-12-20 | 叶轮的注塑成形模具及叶轮的注塑成形方法 |
| US16/065,182 US20180370105A1 (en) | 2015-12-24 | 2016-12-20 | Injection molding mold of impeller and injection molding method of impeller |
| PCT/JP2016/087865 WO2017110768A1 (ja) | 2015-12-24 | 2016-12-20 | インペラの射出成形金型及びインペラの射出成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015251152A JP6587536B2 (ja) | 2015-12-24 | 2015-12-24 | インペラの射出成形金型及びインペラの射出成形方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017113973A JP2017113973A (ja) | 2017-06-29 |
| JP2017113973A5 JP2017113973A5 (ja) | 2018-12-13 |
| JP6587536B2 true JP6587536B2 (ja) | 2019-10-09 |
Family
ID=59090446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015251152A Active JP6587536B2 (ja) | 2015-12-24 | 2015-12-24 | インペラの射出成形金型及びインペラの射出成形方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180370105A1 (ja) |
| EP (1) | EP3395533A4 (ja) |
| JP (1) | JP6587536B2 (ja) |
| CN (1) | CN108367475A (ja) |
| WO (1) | WO2017110768A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018154889A1 (ja) * | 2017-02-27 | 2018-08-30 | 三菱重工業株式会社 | 射出成形機、金型アセンブリ及び複合材料部品の製造方法 |
| CN112810069B (zh) * | 2020-12-30 | 2022-11-29 | 武汉联镇科技有限公司 | 一种精密度高的拼接式注塑机用模具 |
| KR20240086464A (ko) * | 2022-12-09 | 2024-06-18 | 삼성전자주식회사 | 금형 장치 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01285823A (ja) * | 1988-05-13 | 1989-11-16 | Tokico Ltd | タービンロータの製造方法 |
| JPH0642302A (ja) * | 1992-07-23 | 1994-02-15 | Nissan Motor Co Ltd | 繊維強化樹脂製インペラ |
| JP3018853B2 (ja) * | 1993-08-30 | 2000-03-13 | 日産自動車株式会社 | 繊維強化樹脂製インペラ成形体および繊維強化樹脂製インペラ成形用成形型 |
| US6623265B1 (en) * | 1998-12-23 | 2003-09-23 | Jetfan Technology Limited | Mould for the manufacture of a fan having hub and a plurality of helical blades extending from the hub |
| JP3907887B2 (ja) * | 1999-10-28 | 2007-04-18 | 株式会社エンプラス | 円周流ポンプ用インペラ |
| CN1364688A (zh) * | 2001-01-19 | 2002-08-21 | 三菱重工业株式会社 | 螺旋桨式风扇的叶片的注射模塑成形成形法 |
| JP4746336B2 (ja) * | 2005-03-29 | 2011-08-10 | 三光合成株式会社 | 成形品の型抜き方法及び射出成形金型装置 |
| DE102006029960A1 (de) * | 2006-06-29 | 2008-01-03 | BSH Bosch und Siemens Hausgeräte GmbH | Trockner mit verringerter Geräuschentwicklung, hierfür geeignetes Gebläse und Läuferrad sowie Verfahren zur Herstellung des Läuferrades |
| US20090297344A1 (en) * | 2008-05-30 | 2009-12-03 | Controlled Power Technologies Limited | Rotors and manufacturing methods for rotors |
-
2015
- 2015-12-24 JP JP2015251152A patent/JP6587536B2/ja active Active
-
2016
- 2016-12-20 WO PCT/JP2016/087865 patent/WO2017110768A1/ja active Application Filing
- 2016-12-20 CN CN201680073407.4A patent/CN108367475A/zh active Pending
- 2016-12-20 EP EP16878657.2A patent/EP3395533A4/en not_active Withdrawn
- 2016-12-20 US US16/065,182 patent/US20180370105A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP3395533A4 (en) | 2019-08-28 |
| CN108367475A (zh) | 2018-08-03 |
| EP3395533A1 (en) | 2018-10-31 |
| WO2017110768A1 (ja) | 2017-06-29 |
| JP2017113973A (ja) | 2017-06-29 |
| US20180370105A1 (en) | 2018-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6587536B2 (ja) | インペラの射出成形金型及びインペラの射出成形方法 | |
| CA2646402A1 (en) | Collapsible core assembly for a molding apparatus | |
| WO2016125329A1 (ja) | 樹脂製ファンの製造方法及び製造装置 | |
| JP2009262418A (ja) | 金型装置 | |
| US20090011168A1 (en) | Circular resin-molded product having circular center hole and method and apparatus for molding the same | |
| CN104105583A (zh) | 成型品的成型模具结构以及成型品的制造方法 | |
| JP2020023067A (ja) | 射出成形型、射出成形システム、および、射出成形方法 | |
| US7594808B2 (en) | Mold and molding method | |
| JP2006150675A (ja) | 金型装置 | |
| JP5896971B2 (ja) | 成型品の製造方法、および金型 | |
| JPH11277583A (ja) | 羽根車の成形方法及びその装置 | |
| JP2015227000A (ja) | 樹脂成形品、インサート、樹脂成形品製造装置、および、樹脂成形品製造方法 | |
| JP7218703B2 (ja) | 両円環型樹脂保持器の製造方法 | |
| JP4495585B2 (ja) | 樹脂レンズの成形型 | |
| CN210389945U (zh) | 一种组装式瓶盖注塑模具 | |
| JP2014044423A (ja) | 偏心改善型のプラスチックレンズおよびその製造方法 | |
| JP2006272748A (ja) | 成形品の型抜き方法及び射出成形金型装置 | |
| JP6362460B2 (ja) | 入れ子部材、及び成形金型 | |
| CN203919595U (zh) | 模具抽芯机构及模具 | |
| JP2006305837A (ja) | 整流子の製造装置及び製造方法 | |
| WO2017126398A1 (ja) | 樹脂製インペラ | |
| JP2021016940A (ja) | 合成樹脂製フランジブッシュの射出成形金型 | |
| JP7037273B2 (ja) | 射出成形インペラ | |
| JP6378557B2 (ja) | 樹脂成形品製造装置、および、樹脂成形品製造方法 | |
| JP6041017B2 (ja) | ニードル保持具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181101 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190910 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6587536 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |