JP3877016B2 - 樹脂ケースの超音波溶着方法 - Google Patents
樹脂ケースの超音波溶着方法 Download PDFInfo
- Publication number
- JP3877016B2 JP3877016B2 JP19570496A JP19570496A JP3877016B2 JP 3877016 B2 JP3877016 B2 JP 3877016B2 JP 19570496 A JP19570496 A JP 19570496A JP 19570496 A JP19570496 A JP 19570496A JP 3877016 B2 JP3877016 B2 JP 3877016B2
- Authority
- JP
- Japan
- Prior art keywords
- case
- resin case
- vibration
- electromagnetic acoustic
- welding method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0618—Linear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0627—Angular, i.e. torsional
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/081—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations having a component of vibration not perpendicular to the welding surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/081—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations having a component of vibration not perpendicular to the welding surface
- B29C65/082—Angular, i.e. torsional ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/542—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles joining hollow covers or hollow bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3481—Housings or casings incorporating or embedding electric or electronic elements
Description
【発明が属する技術分野】
本発明は、例えば、電磁音響変換器の樹脂ケースを構成する上ケースと下ケースを溶着・固定する際に適用される樹脂ケースの超音波溶着方法に係り、特に、溶着時の振動の伝播を抑制して、振動に起因した各種不具合を無くすことができるように工夫したものに関する。
【0002】
【従来の技術】
電磁音響変換器は、例えば、図12及び図13に示すような構成になっている。まず、上ケース201があり、この上ケース201の図13中左側端面の中央位置には放音孔203が形成されている。上記上ケース201の図13中右側には下ケース202が超音波溶着によって溶着・固定されている。上記下ケース202の図13中右側端は開口部207となっている。上記開口部207には、ベース209と鉄心211が予め一体化されてポールピースとして実装されているとともに、基板213が取り付けられている。
【0003】
上記鉄心211の外周にはコイル215が巻回されていて、そのコイル215の両コイル端215a、215bは、上記基板213に取り付けられたリード端子217、219に、例えば、半田付けによって接続されている。上記コイル215の外周には、環状隙間221を存した状態で、マグネット223が配置されている。上記下ケース202の内周には、段付部225が形成されていて、該段付部225には、振動板227が設置されている。この振動板227はその中央位置に、付加質量としての磁片229を備えている。
【0004】
上記構成をなす電磁音響変換器において、磁片229を一体に備えた振動板227は、マグネット223によって吸引された状態にあり、それによって、ある一定の極性を持った状態でセットされている。その状態で、リード端子217、219を介してコイル215に電流を流すと、鉄心211が電磁石化されて、その先端に磁界が発生する。その際、鉄心211に発生したコイル215による磁極と振動板227が有するマグネット223による磁極とが異なる極性のものである場合には、振動板227は鉄心211に吸引されることになる。又、鉄心211に発生したコイル215による磁極と振動板227が有するマグネット223による磁極とが同じ極性のものである場合には、振動板227は鉄心211に対して反発することになる。よって、何れかの方向をもって電流を断続的に流すことにより、振動板227は上記したような動作を繰り返すことになる。つまり、振動板227が所定の周波数で振動することになり、その振動によって音が発生するものである。
【0005】
又、別の構成をなす電磁音響変換器を図14に示す。この図14に示す電磁音響変換器は、ターミナルを樹脂ケースにインサート成形するタイプのものである。まず、リードフレーム301があり、このリードフレーム301は、複数個の電磁音響変換器の製造に対応するように、複数個のリードフレーム要素301aを連結した構成になっていて、図14ではその内の1個のリードフレーム要素301aを示している。このリードフレーム要素301aは、一対の外枠ガイドレール303、303を備えており、又、4個のガイド穴304を備えている。又、上記一対の外枠ガイドレール303、303の間には、空間部305が形成されている。上記空間部305内には、突出片307、309、311、313が突設されていて、これら突出片307、309、311、313の先端部307a、309a、311a、313aが、完成品としての電磁音響変換器においてリード端子として機能することになる。すなわち、後々、各突出片307、309、311、313を、図14に示す切断線Aに沿って切断することになり、その結果、リード端子307a、309a、311a、313aとなる。
【0006】
そして、上記リードフレーム301上にベース部315を形成する。すなわち、図示しない成形型内にリードフレーム301を設置し、図示しないヨーク(ベース)とリード端子307a、309a、311a、313aをインサート成形する(尚、この時点では、図14に示した切断線Aに沿った切断は行われていない)。次に、ポール部に図示しないコイルを巻回する。次に、ベース部315の内部に支持リング323を設置し、その内側に、図示しないマグネットを設置する。そして、上記支持リング323上に付加質量としての磁片327を備えた振動板329を設置する。次いで、巻回したコイルの両コイル端329a、329bをリード端子307a、309aのランド部上に引き出して半田付けを施す。尚、上記コイル、マグネットは、図14においては、振動板329の下側に位置されている。
【0007】
一方、ケース331を別途合成樹脂により成形しておき、各リードフレーム要素301aにおけるベース部315上に配置する。そして、超音波溶着によって、ケース331をベース部315に溶着・固定する。ここまでの作業によって、リードフレーム301上に複数個の電磁音響変換器が構成されることになる。そして、最後に、各リードフレーム要素301aの突出片307、309、311、313を、切断線Aに沿って切断することにより、各電磁音響変換器を独立させる。後は、各電磁音響変換器のリード端子307a、309a、311a、313aにフォーミング加工を施すことにより、完成品としての電磁音響変換器を得ることができる。
図14中符号333は放音孔を示している。
【0008】
ところで、図12及び図13に示した電磁音響変換器の場合には、前述したように、上ケース201と下ケース202は、超音波溶着によって溶着・固定されることになり、又、図14に示す電磁音響変換器の場合にも、ケース331をベース部315に超音波溶着によって溶着・固定することになる。
ここで、上記超音波溶着について説明すると、超音波発振機より出力される超音波電気エネルギをホーンを介して機械的振動エネルギに変換し、それを被溶着部材、例えば、図12、図13に示す上ケース201、或いは、図14に示すケース331に付与する。その振動は対向する部材、すなわち、図12、図13に示す下ケース202、或いは、図14に示すベース部315にも伝達される。そような振動の付与と共に加圧を施すことにより、例えば、上ケース201と下ケース202の溶着部に設けられた図示しないエネルギ・ダイレクタに超音波振動が集中伝達し、局部的な摩擦熱が発生し、それによって、上ケース201と下ケース202が溶着・固定される。又、ケース331とベース部315も同様に溶着・固定される。
このような超音波溶着において、従来は、超音波振動を「縦振動」として、各部材、すなわち、図12、図13に示す上ケース201、或いは、図14に示すケース331に付与するようにしていた。これは、縦振動の場合、溶着部におけるエネルギ・ダイレクタへの振動の伝達性が良いため、比較的低エネルギ且つ短時間での溶着が可能となるためである。
【0009】
【発明が解決しようとする課題】
上記従来の構成によると次のような問題があった。
すなわち、上述したように、従来においては、縦振動を用いた超音波溶着が採用されている。ところが、例えば、図12及び図13に示した電磁音響変換器の場合には、上ケース201側より縦振動を加えることによって、上ケース201は縦方向に振動しながら下ケース202に加圧されるため、上ケース201及び下ケース202の溶着部同士がぶつかり合うことになる。したがって、上ケース201に加えられた縦振動は、エネルギダイレクタと共に下ケース202にも伝達される。その際、下ケース202にはコイルが内装されているため、伝達した振動によって該コイル215の両コイル端215a、215bが断線するおそれがあった。
つまり、コイル215の両コイル端215a、215bはリード端子217、219に半田付けされており、その状態で振動が伝達されると、コイル端215a、215bが振動によって断線してしまうものである。このように、両コイル端215a、215bの断線が生じた場合には、当然のことながら、電磁音響変換器としての機能が損なわれてしまうことになる。
又、昨今、電磁音響変換器の小型化、薄型化が要求されており、このような小型化、薄型化においては、図13に示す放音孔203、ケース201とケース202の溶着面、コイル215の両コイル端215a、215bの距離、すなわち、超音波振動の発信源であるホーンから該溶着面及び該コイル端215a、215bの距離が短くなることを意味しているとともに、コイル215自体もより細線化することを意味している。したがって、上記振動による断線の懸念はより顕著なものとなり、結局、電磁音響変換器の小型化、薄型化の大きな障害となってしまうことになる。
【0010】
又、これは図14に示した電磁音響変換器の場合においても同様にいえることである。図14に示した電気音響変換器は、上記小型化、薄型化に対応したタイプのものであるが、この場合にも、コイル端329a、329bの振動による断線が懸念されるものである。又、このタイプの場合には、ベース部315、すなわち、上記コイル端329a、329bが振動するとともに、ターミナル、すなわち、リード端子307a、309aの部分も振動することになるが、ベース部315及びターミナルは薄型の平板形状のため、その板厚方向に加わる縦振動に対しては、特にその影響を受け易い。さらに、質量の違いから、両者の振動モードが異なるために、細いコイル端329a、329bに応力が集中してしまい、その結果、コイル端329a、329bの部分が断線してしまうことになる。
【0011】
本発明はこのような点に基づいてなされたものでその目的とするところは、樹脂ケースを構成する部材を超音波溶着によって溶着・固定する場合に、上記部材及び部材に関連した部品への振動の伝達を抑制し、該振動に起因した各種の不具合の発生をなくしてその健全性を保持することを可能にする樹脂ケースの超音波溶着方法を提供することにある。
【0012】
【課題を解決するための手段】
上記目的を達成するべく本願発明の請求項1による電磁音響変換器用樹脂ケースの超音波溶着方法は、樹脂ケース内にコイルとベース部と端子部を有し、
前記コイルは前記ベース部に対して位置が固定され、前記コイルのコイル端は前記端子部に固定され、前記ベース部は前記樹脂ケースに固定された電磁音響変換器にあって、前記樹脂ケースを溶着・固定する電磁音響変換器用樹脂ケースの超音波溶着方法において、 前記樹脂ケースの溶着面に対し平行な方向、且つ、前記コイルの巻回方向と平行な方向に超音波振動を付与するようにしたことを特徴とするものである。
又、請求項2による電磁音響変換器用樹脂ケースの超音波溶着方法は、請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、樹脂ケースの溶着面が多角形であり、各辺に対して傾斜した方向に超音波振動を付与するようにしたことを特徴とするものである。
又、請求項3による電磁音響変換器用樹脂ケースの超音波溶着方法は、請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、樹脂ケースの溶着面が四角形であり、任意の一辺に対して45゜傾斜した方向に超音波振動を付与するようにしたことを特徴とするものである。
又、請求項4による電磁音響変換器用樹脂ケースの超音波溶着方法は、請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、樹脂ケースの溶着面が円形であり、その円周方向に超音波振動を付与するようにしたことを特徴とするものである。
【0013】
【作用】
すなわち、従来、縦振動による超音波溶着によって部材を溶着・固定していたのに対して、これを、溶着面に平行な方向に超音波振動を付与する横振動による超音波溶着によって部材を溶着・固定するようにしたものであり、それによって、部材及び部材に関連している部品等に対する振動の影響を軽減させようとするものである。
例えば、樹脂ケースを構成する部材が四角形や長方形の場合に、対向する辺を結ぶ線に対して傾斜した方向に超音波振動を付与することが考えられ、それによって、各辺において漏れなく均一に摩擦熱を発生させて確実な溶着・固定を行うことができる。
特に、傾斜を45°とすることが好ましいと考えられる。
又、樹脂ケースを構成する部材が円形の場合に、円周方向に超音波振動を付与することが考えられ、その場合にも、漏れなく均一に摩擦熱を発生させて確実な溶着・固定を行うことができる。
【0014】
【発明の実施の形態】
以下、図1乃至図4を参照して、本発明の第1の実施の形態を説明する。図1は本実施の形態による超音波溶着方法を適用する電磁音響変換器の外観を示す図であり、樹脂ケースを構成する部材としての上ケース1と下ケース3があって、上ケース1の中央部には放音孔5が形成されている。上ケース1及び下ケース3内における構成は従来のそれと同じである。上記上ケース1と下ケース3は、本実施の形態による超音波溶着方法によって溶着・固定されるわけであるが、その際、従来のような縦振動による超音波溶着方法ではなく、図2に矢印Aで示すように、溶着面7に対して平行な方向に振動を付与する「横振動」による超音波溶着方法を採用している。
すなわち、横振動による超音波溶着方法の場合、従来の縦振動による超音波溶着方法の場合のように、溶着部材すなわち上ケースと下ケース同士がぶつかり合うのではなく、各々が平行に擦れ合いながら溶着されるため、下ケースへの振動の伝達量は格段に少なくなる。したがって、下ケースに内装されたコイルの断線が防止されるものである。
【0015】
上記「横振動」による超音波溶着方法のメカニズムであるが、これは、図3、図4に示すように、まず、超音波発振機11より超音波電気エネルギを出力する。上記超音波電気エネルギは、治具13によって機械的振動エネルギに変換される。上記治具13は、例えば、コンバータ15、ブースタ17、ホーン19から構成されている。上記ホーン19の押付面19aには複数の突起21が形成されていて、そのような突起21を備えた押付面19aを介して、既に説明した上ケース1を押圧・保持するものである。そして、上記機械的振動エネルギは、図4に示すように、上ケース1と下ケース3に対して溶着面7に平行な方向に横振動として付与されることになる。又、それと同時に、加圧も施される。上記横振動の付与と加圧の付与によって、上ケース1と下ケース3との溶着面7において摩擦熱が発生し、それによって、上ケース1及び下ケース3の溶着面に位置する図示しないエネルギダイレクタ部分が溶解して溶着・固定されることになる。
【0016】
又、この実施の形態においては、横振動を付与する方向について、図2に矢印Aで示すように、45°の方向としている。このように、45°の方向に横振動を付与するのは次のような理由に基づくものである。まず、仮に、図2において、左右方向に平行な方向(図2中矢印Bで示す方向)に横振動を付与したとする。その場合には、上ケース1の左右方向の側壁1a、1b、下ケース3の左右方向の側壁3a、3bに大きな抵抗が作用することになり、それによって、それら側壁1a、1b、3a、3bが撓んでしまって、充分な摩擦熱が発生せず、所望の溶着・固定ができなくなってしまうことが予想される。この現象は、樹脂で形成された上ケース1及び下ケース3の板厚が薄型化される程顕著になる。これに対して、矢印Aで示すように、45°の方向に横振動を付与した場合には、上記側壁1a、1b、3a、3bに対する負荷が軽減され、それによって、側壁1a、1b、3a、3bの撓みを防止することができ、充分な摩擦熱を均一に発生させることができるのである。
【0017】
以上本実施の形態によると次のような効果を奏することができる。
まず、従来の縦振動による超音波溶着方法と違って、横振動による超音波溶着方法を採用しているので、コイル端に伝達される振動は大幅に軽減されることになり、それによって、コイル端の断線を防止することができ、電磁音響変換器としての機能の喪失を防止することができる。
又、上ケース1、下ケース3における溶着面7が四角形であることに基づいて、横振動を付与する方向を45°の方向に設定しているので、側壁1a、1b、3a、3bの撓みを防止して、各四辺において均一に摩擦熱を発生させることができ、確実に溶着・固定することができる。従って、コイル線の細線化、樹脂ケースの小型化、薄型化が可能となり、結果的に、電磁音響変換器の小型化、薄型化に寄与することができる。
【0018】
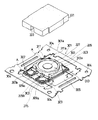
次に、図5乃至図9を参照して、本発明の第2の実施の形態を説明する。この実施の形態の場合にも、基本的には前記第1の実施の形態と同じであり、ケース31とベース部33における溶着面35が長方形をなしているので、図6に示すように、溶着面35に平行であって45°の方向に横振動を付与するようにしている。
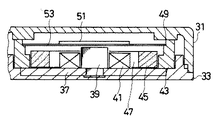
因に、上ケース1と下ケース3内の構造は、図7に示すようになっている。ベース部33上であってケース31の内側には、ベース37と鉄心39が一体化されたポールピースが実装されている。上記鉄心39の外周にはコイル41が巻回されていて、このコイル41の外周には支持リング43が配置されている。この支持リング43の内側にはマグネット45が配置されていて、このマグネット45とコイル41との間には環状空間47が形成されている。又、支持リング43の段付部49には付加質量としての磁片51を備えた振動板53が設置されている。
尚、この図7に示すタイプの電磁音響変換器は、従来例の説明で使用した図14に示すものと同じタイプのものである。
【0019】
次に、横振動による超音波溶着方法によって溶着・固定されるケース31とベース部33の溶着面35近傍の構成をみてみると、図8に示すようになっている。すなわち、ケース31側には段付部31aが形成されていて、一方、ベース部33側にも段付部33aが形成されている。そして、横振動による超音波溶着方法によって溶着・固定する前の段階では、図8に示すように、上記両段付部31a、33aが突き合わされた状態になっている。その状態で、前記第1の実施の形態で説明したと同様の横振動による超音波溶着方法を実施することにより、上記段付部31a、33aの一部が摩擦熱によって溶融し、それによって、ケース31とベース部33が溶着・固定されることになる。
よって、この実施の形態においても、前記第1の実施の形態の場合と同様の効果を奏することができる。
【0020】
次に、図10及び図11を参照して、本発明の第3の実施の形態を説明する。この場合には、上ケース61と下ケース63における溶着面65が円形をなしており、そこで、図11に示すように、溶着面65に平行であって円周方向(回転方向)に横振動を付与するようにしている。
これは、次のような理由に基づくものである。図10及び図11に示すような溶着面65が円形の部材同士を横振動による超音波溶着方法により溶着する場合、前記第1及び第2の実施の形態の場合のように、溶着面に対し平行な方向に付与される横振動が、所定方向への往復動作によるものであると、上ケース61の側壁に大きな抵抗が作用することになり、それによって、側壁が撓み、充分な摩擦熱が発生せず、所望の溶着・固定ができなくなってしまうことが予想される。これに対して、図11に示すように、円周方向(回転方向)に横振動を付与した場合には、上ケース61の側壁に対する負荷が軽減されることによって、側壁の撓みが防止される。したがって、充分な摩擦熱を均一に発生させることができ、全周均一な溶着状態が得られるのである。
尚、図10中符号67は放音孔である。又、横振動を付与するメカニズムは、前記第1及び第2の実施の形態の場合と同様であるが、回転方向に横振動を付与する関係上、図4に示した治具13において、横方向の往復動を回転運動に変換する構成を付加することになる。
【0021】
尚、本発明は前記第1乃至第3の実施の形態に限定されるものではない。
前記各実施の形態においては、樹脂ケースとして電磁音響変換器のケースを例にとって説明しているが、それに限定されることはなく、様々な樹脂ケースに適用可能である。
又、超音波振動を発生・付与させるための構造は公知のあらゆるものの適用が可能である。
又、樹脂ケースの形状等はあくまで一例である。
【0022】
【発明の効果】
以上詳述したように本発明による樹脂ケースの超音波溶着方法によると、まず、従来の縦振動による超音波溶着方法と違って、横振動による超音波溶着方法を採用しているので、樹脂ケースを構成する部材及びそれに関連した部品に伝達される振動は大幅に軽減されることになり、それによって、部品の損傷を防止することができる。
又、コイルを有する電磁音響変換器における樹脂ケースの超音波溶着方法において、横振動を付与した場合には、コイル端に伝達される振動は大幅に軽減されるため、コイルの断線を防止することができる。
又、溶着面が多角形の場合において、横振動を各辺に対して傾斜した方向に付与した場合には、各辺において均一に摩擦熱を発生させることができ、確実に溶着・固定することができ、特に、溶着面が四角形の場合には、任意の一辺に対して傾斜を45°にした場合に効果的である。
又、溶着面が円形の場合に円周方向に横振動を付与することにより、均一に摩擦熱を発生させることができ、確実に溶着・固定することができる。
以上のような効果が得られることによって、樹脂ケースの小型化、薄型化、コイル線の細線化が可能となり、結果的に電磁音響変換器の小型化、薄型化に寄与することができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態を示す図で、電電磁響変換器の外観を示す斜視図である。
【図2】本発明の第1の実施の形態を示す図で、上ケースと下ケースの溶着面に対して45°の方向に横振動を付与することを示す平面図である。
【図3】本発明の第1の実施の形態を示す図で、超音波溶着方法の原理を示す図である。
【図4】本発明の第1の実施の形態を示す図で、超音波溶着方法のメカニズムを示す図である。
【図5】本発明の第2の実施の形態を示す図で、電磁音響変換器の外観を示す斜視図である。
【図6】本発明の第2の実施の形態を示す図で、上ケースと下ケースの溶着面に対して45°の方向に横振動を付与することを示す平面図である。
【図7】本発明の第2の実施の形態を示す図で、電磁音響変換器の内部構造の一部を示す断面図である。
【図8】本発明の第2の実施の形態を示す図で、溶着前のケースとベース部の溶着面及び近傍の状態を示す一部断面図である。
【図9】本発明の第2の実施の形態を示す図で、溶着後のケースとベース部の溶着面及び近傍の構成を示す一部断面図である。
【図10】本発明の第3の実施の形態を示す図で、電磁音響変換器の外観を示す斜視図である。
【図11】本発明の第3の実施の形態を示す図で、上ケースと下ケースの溶着面に対して回転方向に横振動を付与することを示す平面図である。
【図12】従来例を示す図で、電磁音響変換器の裏面側の構成を示す底面図である。
【図13】従来例を示す図で、図12のXIII-XIII 断面図である。
【図14】従来例を示す図で、電磁音響変換器の構成を示す分解斜視図である。
【符号の説明】
1 上ケース(部材)
1a,1b 上ケースの相互に対向する辺
3 下ケース(部材)
3a,3b 下ケースの相互に対向する辺
7 溶着面
11 超音波発振機
13 エネルギーダイレクタ
19 ホーン
19a ホーンの押付面
21 突起
31 ケース(部材)
31a 段付部
33 ベース部(部材)
33a 段付部
35 溶着面
61 上ケース(部材)
63 下ケース(部材)
65 溶着面
Claims (4)
- 樹脂ケース内にコイルとベース部と端子部を有し、
前記コイルは前記ベース部に対して位置が固定され、
前記コイルのコイル端は前記端子部に固定され、
前記ベース部は前記樹脂ケースに固定された電磁音響変換器にあって、
前記樹脂ケースを溶着・固定する電磁音響変換器用樹脂ケースの超音波溶着方法において、
前記樹脂ケースの溶着面に対し平行な方向、且つ、前記コイルの巻回方向と平行な方向に超音波振動を付与するようにしたことを特徴とする電磁音響変換器用樹脂ケースの超音波溶着方法。 - 請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、
樹脂ケースの溶着面が多角形であり、各辺に対して傾斜した方向に超音波振動を付与するようにしたことを特徴とする電磁音響変換器用樹脂ケースの超音波溶着方法。 - 請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、
樹脂ケースの溶着面が四角形であり、任意の一辺に対して45゜傾斜した方向に超音波振動を付与するようにしたことを特徴とする電磁音響変換器用樹脂ケースの超音波溶着方法。 - 請求項1記載の電磁音響変換器用樹脂ケースの超音波溶着方法において、
樹脂ケースの溶着面が円形であり、その円周方向に超音波振動を付与するようにしたことを特徴とする電磁音響変換器用樹脂ケースの超音波溶着方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19570496A JP3877016B2 (ja) | 1996-07-05 | 1996-07-05 | 樹脂ケースの超音波溶着方法 |
| EP19970304804 EP0816053A3 (en) | 1996-07-05 | 1997-07-02 | A method of ultrasonic welding for a resin case |
| US08/887,966 US5830300A (en) | 1996-07-05 | 1997-07-03 | Method of ultrasonic welding for a resin case |
| KR1019970031042A KR100584939B1 (ko) | 1996-07-05 | 1997-07-04 | 수지케이스의초음파용착방법 |
| CN97114537A CN1128564C (zh) | 1996-07-05 | 1997-07-07 | 一种超声焊接树脂壳体的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19570496A JP3877016B2 (ja) | 1996-07-05 | 1996-07-05 | 樹脂ケースの超音波溶着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1023597A JPH1023597A (ja) | 1998-01-23 |
| JP3877016B2 true JP3877016B2 (ja) | 2007-02-07 |
Family
ID=16345598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP19570496A Expired - Fee Related JP3877016B2 (ja) | 1996-07-05 | 1996-07-05 | 樹脂ケースの超音波溶着方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5830300A (ja) |
| EP (1) | EP0816053A3 (ja) |
| JP (1) | JP3877016B2 (ja) |
| KR (1) | KR100584939B1 (ja) |
| CN (1) | CN1128564C (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6193833B1 (en) | 1998-09-04 | 2001-02-27 | Spx Corporation | Method of laser welding transmission filter housing components |
| SG98390A1 (en) * | 1999-05-18 | 2003-09-19 | Denso Corp | Ultrasonically joining apparatus, ultrasonically joining method and cooling device |
| US6583364B1 (en) * | 1999-08-26 | 2003-06-24 | Sony Chemicals Corp. | Ultrasonic manufacturing apparatuses, multilayer flexible wiring boards and processes for manufacturing multilayer flexible wiring boards |
| ATE414649T1 (de) * | 2001-03-12 | 2008-12-15 | Shikoku Kakoki Co Ltd | Ultraschallwellendichtungsverfahren für behälter |
| KR20020072605A (ko) * | 2001-03-12 | 2002-09-18 | 김영주 | 몰딩성형구조를 갖는 주화케이스 및 그 주화케이스의제조방법 |
| AU2003223213A1 (en) * | 2002-02-28 | 2003-09-16 | Scimed Life Systems, Inc. | Ultrasonic assisted apparatus and process |
| US20060033091A1 (en) * | 2004-07-23 | 2006-02-16 | Lmt Mercer Group Inc. | Thermoplastic fencing construction and method of assembly thereof |
| US7204898B2 (en) * | 2004-07-23 | 2007-04-17 | Lmt Mercer Group Inc. | Thermoplastic fencing construction and method of assembly thereof |
| US8668797B2 (en) | 2004-07-23 | 2014-03-11 | Lmt Mercer Group Inc. | Method of assembly of thermoplastic fencing |
| US20070137020A1 (en) * | 2005-12-20 | 2007-06-21 | Ip Technologies Llc | Method and apparatus for forming a metallic container |
| US7748101B2 (en) * | 2005-12-20 | 2010-07-06 | Ip Technologies Holdings, Llc | Method and apparatus for forming a metallic container |
| JP5052850B2 (ja) * | 2006-09-21 | 2012-10-17 | 豊達電機(香港)有限公司 | スピーカキャビネットの超音波溶着接合方法、およびそれによって作製されたスピーカキャビネット |
| EP1930148A1 (de) * | 2006-12-07 | 2008-06-11 | Telsonic Holding AG | Verwendung einer Vorrichtung zum torsionalen Ultraschallschweissen |
| WO2010100225A1 (de) * | 2009-03-05 | 2010-09-10 | Plastal Gmbh | Verfahren zur befestigung eines bauteils an ein kunststoffteil eines kraftfahrzeugs mit dem torsionalen ultraschallschweissverfahren |
| JP2010258302A (ja) * | 2009-04-27 | 2010-11-11 | Texas Instr Japan Ltd | 超音波フリップチップ実装方法およびそれに用いられる基板 |
| JP5536560B2 (ja) * | 2010-06-25 | 2014-07-02 | ポリプラスチックス株式会社 | 溶着条件の決定方法 |
| DE102010043089A1 (de) * | 2010-10-29 | 2012-05-03 | Robert Bosch Gmbh | Siegelbacke zur Siegelung eines Packstoffs mittels Ultraschall |
| EP2457683A1 (de) | 2010-11-25 | 2012-05-30 | Telsonic Holding AG | Torsionales Schweissen |
| EP3718647A1 (en) | 2019-04-01 | 2020-10-07 | Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG | Torsional horn and ultrasonic processing method using the torsional horn |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3376179A (en) * | 1964-06-12 | 1968-04-02 | Cavitron Ultrasonics Inc | Method and apparatus for high frequency joining or sealing of thermosoftening materials |
| US3623926A (en) * | 1969-03-26 | 1971-11-30 | Ultrasonic Systems | Ultrasonic method and apparatus for assembly of thermoplastic members |
| US3860468A (en) * | 1973-04-10 | 1975-01-14 | Du Pont | Angular welding process and apparatus |
| GB1524817A (en) * | 1975-08-15 | 1978-09-13 | Kerry Ultrasonics | Welding thermoplastics materials |
| US4088257A (en) * | 1977-02-14 | 1978-05-09 | Christiana Metals Corporation | Ultrasonic spot welder |
| US4326903A (en) * | 1980-12-05 | 1982-04-27 | Branson Ultrasonics Corporation | Method for securing parts together by ultrasonic energy |
| JPS57178826A (en) * | 1981-04-30 | 1982-11-04 | Akira Washida | Method of welding ethylene tetrafluoride resin by ultrasonic wave |
| FR2507531A1 (fr) * | 1981-06-12 | 1982-12-17 | Mecasonic Sa | Procede et dispositif de soudage de films en matiere plastique par ultrasons |
| DE3229076A1 (de) * | 1981-08-07 | 1983-03-24 | Pola Chemical Industries, Inc., Shizuoka | Verfahren und vorrichtung zum verschweissen des bodens eines rohrfoermigen behaelters aus kunstharz |
| DE3147255C2 (de) * | 1981-11-28 | 1986-08-28 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Vorrichtung zum Verschweißen von Bauteilen unter Verwendung von Ultraschall, insbesondere von Solarzellenkontakten und Solarzellenverbindern |
| GB2134847B (en) * | 1983-02-04 | 1985-11-13 | Standard Telephones Cables Ltd | Assembly using ultrasonics |
| US4554034A (en) * | 1984-11-15 | 1985-11-19 | Battelle Memorial Institute | Bonding capsules |
| KR910000315B1 (ko) * | 1986-04-04 | 1991-01-24 | 가부시끼가이샤 니후꼬 | 초음파 용착방법 |
| US4767492A (en) * | 1986-04-18 | 1988-08-30 | Pola Chemical Industries, Inc. | Ultrasonic fuse-bonding sealing apparatus with improved contact surfaces |
| JPS62282914A (ja) * | 1986-05-31 | 1987-12-08 | Shinshin Shokai:Kk | 特音波溶着パタ−ン |
| JPS63221799A (ja) * | 1987-03-11 | 1988-09-14 | Matsushita Electric Ind Co Ltd | マイクロホンユニツト |
| JPH06103958B2 (ja) * | 1987-03-16 | 1994-12-14 | 松下電器産業株式会社 | マイクロホンユニツト |
| US4964941A (en) * | 1988-07-20 | 1990-10-23 | Storage Technology Corporation | Apparatus for mounting a magnetic head on a suspension arm |
| US5223063A (en) * | 1989-04-17 | 1993-06-29 | Kabushiki Kaisha Shinkawa | Method for bonding semiconductor elements to a tab tape |
| US5079387A (en) * | 1990-01-31 | 1992-01-07 | Emerson Electric Co. | Electrical component with enclosure and method of manufacture thereof |
| DE4015253A1 (de) * | 1990-05-12 | 1991-11-14 | Hoechst Ceram Tec Ag | Piezoelektrischer tongeber und verfahren zu seiner herstellung |
| JP2846512B2 (ja) * | 1991-08-22 | 1999-01-13 | 三菱電機株式会社 | カラー受像管のシャドウマスク |
| JPH0691756A (ja) * | 1992-01-24 | 1994-04-05 | Choonpa Kogyo Kk | 捩り振動を利用する超音波スウェージングツール |
| JP3190437B2 (ja) * | 1992-07-07 | 2001-07-23 | 富士写真光機株式会社 | 電子内視鏡用コネクタ |
| JP2592197B2 (ja) * | 1992-09-08 | 1997-03-19 | スター精密株式会社 | 樹脂ケースの超音波溶着方法 |
| JP3336372B2 (ja) * | 1993-11-10 | 2002-10-21 | 株式会社コーセー | 合成樹脂製品とその溶着方法 |
| JP3169153B2 (ja) * | 1993-12-28 | 2001-05-21 | トヨタ自動車株式会社 | プラスチック部材の接合方法 |
| DE4437677C2 (de) * | 1994-10-21 | 1997-12-04 | Mann & Hummel Filter | Verfahren zur Herstellung von Saugrohren und Saugrohr aus Kunststoff |
-
1996
- 1996-07-05 JP JP19570496A patent/JP3877016B2/ja not_active Expired - Fee Related
-
1997
- 1997-07-02 EP EP19970304804 patent/EP0816053A3/en not_active Withdrawn
- 1997-07-03 US US08/887,966 patent/US5830300A/en not_active Expired - Fee Related
- 1997-07-04 KR KR1019970031042A patent/KR100584939B1/ko not_active IP Right Cessation
- 1997-07-07 CN CN97114537A patent/CN1128564C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1023597A (ja) | 1998-01-23 |
| CN1128564C (zh) | 2003-11-19 |
| CN1174486A (zh) | 1998-02-25 |
| EP0816053A3 (en) | 1998-03-04 |
| KR980013517A (ko) | 1998-04-30 |
| KR100584939B1 (ko) | 2006-09-20 |
| US5830300A (en) | 1998-11-03 |
| EP0816053A2 (en) | 1998-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3877016B2 (ja) | 樹脂ケースの超音波溶着方法 | |
| JP2001204096A (ja) | 電磁音響変換器およびその製造方法 | |
| KR20140096229A (ko) | 진동모터 겸용 스피커 | |
| JP2002152896A (ja) | マイクロスピーカ | |
| JP3708281B2 (ja) | 振動発生装置、並びにその振動発生装置を用いた電子機器 | |
| JP3251868B2 (ja) | 電磁音響変換器 | |
| KR100987464B1 (ko) | 지향성 스피커 | |
| KR101340974B1 (ko) | 음향변환장치용 자속 형성 소자 | |
| JP2002199490A (ja) | スピーカ | |
| JP2002315098A (ja) | 電気音響変換器 | |
| JP2009005402A (ja) | スピーカ装置、電気機器、およびその製造方法 | |
| KR100314957B1 (ko) | 신호음 발생기용 요크와 터미널의 접합방법 | |
| JP2002271895A (ja) | 電磁発音体用磁石 | |
| CN210579201U (zh) | 用于微型扬声器的振膜结构 | |
| KR101339868B1 (ko) | 음향변환장치 | |
| KR20090022704A (ko) | 스피커 | |
| KR100328875B1 (ko) | 박판부저 및 그의 제조방법 | |
| JP2773347B2 (ja) | 電磁型発音体の製造方法 | |
| JPH09215091A (ja) | 電磁型発音体 | |
| KR0169575B1 (ko) | 초박형 스피커 | |
| KR101340973B1 (ko) | 음향변환장치 | |
| JP2002186091A (ja) | マイクロスピーカ | |
| JP2002186095A (ja) | 電気音響変換器 | |
| JPH0937390A (ja) | 電磁型発音体ならびにその製造方法 | |
| JPH0110076Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040419 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040518 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040713 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20041007 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20041029 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060922 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061025 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091110 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101110 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |