JP2011524257A - ロールスタンドのロールとストリップを潤滑するための方法及び装置 - Google Patents
ロールスタンドのロールとストリップを潤滑するための方法及び装置 Download PDFInfo
- Publication number
- JP2011524257A JP2011524257A JP2011513919A JP2011513919A JP2011524257A JP 2011524257 A JP2011524257 A JP 2011524257A JP 2011513919 A JP2011513919 A JP 2011513919A JP 2011513919 A JP2011513919 A JP 2011513919A JP 2011524257 A JP2011524257 A JP 2011524257A
- Authority
- JP
- Japan
- Prior art keywords
- lubricant
- water
- mixture
- gas
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000001050 lubricating effect Effects 0.000 title claims abstract description 36
- 238000000034 method Methods 0.000 title claims abstract description 34
- 239000000314 lubricant Substances 0.000 claims abstract description 130
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 94
- 238000002156 mixing Methods 0.000 claims abstract description 75
- 239000000203 mixture Substances 0.000 claims abstract description 67
- 239000007789 gas Substances 0.000 claims abstract description 32
- 238000005461 lubrication Methods 0.000 claims description 28
- 239000007921 spray Substances 0.000 claims description 22
- 238000005096 rolling process Methods 0.000 claims description 17
- 239000000839 emulsion Substances 0.000 claims description 7
- 239000006185 dispersion Substances 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 6
- 239000003595 mist Substances 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 3
- 238000002347 injection Methods 0.000 claims description 2
- 239000007924 injection Substances 0.000 claims description 2
- 230000006978 adaptation Effects 0.000 claims 1
- 239000003921 oil Substances 0.000 description 47
- 239000003570 air Substances 0.000 description 28
- 238000005097 cold rolling Methods 0.000 description 7
- 238000005098 hot rolling Methods 0.000 description 7
- 238000001816 cooling Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000000889 atomisation Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000003925 fat Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000003044 adaptive effect Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007127 saponification reaction Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0245—Lubricating devices
- B21B45/0248—Lubricating devices using liquid lubricants, e.g. for sections, for tubes
- B21B45/0251—Lubricating devices using liquid lubricants, e.g. for sections, for tubes for strips, sheets, or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0245—Lubricating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/30—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control
- B21B37/32—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control by cooling, heating or lubricating the rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/02—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring flatness or profile of strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0245—Lubricating devices
- B21B45/0248—Lubricating devices using liquid lubricants, e.g. for sections, for tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0245—Lubricating devices
- B21B45/0263—Lubricating devices using solid lubricants
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Nozzles (AREA)
Abstract
Description
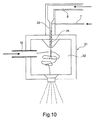
2 ワークロール
3 ワークロール
4 バックアップロール
5 バックアップロール
6 ストリップ
7 供給ライン
8 供給ライン
9 供給ライン
10 配量ポンプ
11 配量ポンプ
12 混合器
13 コントロールバルブ
14 霧化ノズル(多成分ノズル)
15 ライン
16 圧力コントローラ
17 霧化ノズル(多成分ノズル)
18 内室
19 供給ライン
20 ライン
21 ライン
22 供給ライン
23 ノズル開口
24 列
25 列
26 コントロール装置
27 混合ブロック
28 ライン
29 多成分ノズル
30 ノズル出口
31 多成分ノズル
32 内室
33 供給ライン
34 乱流板
35 多成分ノズル
36 乱流板
37 チューブ狭窄部
38 スプレーバー
39 スプレーバー
40 壁
41 壁
42 平面度測定ローラ
43 信号ライン
Claims (32)
- 潤滑剤とガスの混合物、潤滑剤と水とガスの混合物、潤滑剤と水の混合物及び/又は油脂と媒体の混合物が、スタンド入側でロール(2,3)又はストリップ(6)に塗布される、ロールスタンドのロール、特にワークロール(2,3)と、これらロール間で圧延及び移送されるストリップ(6)を潤滑するための方法において、
混合物が、ロールスタンドの前の領域内の少なくとも1つの混合装置(14,17,27,29,31,35)によって処理されることを特徴とする方法。 - 水と少なくとも1つの潤滑剤が、分離された供給ライン(7,8,9)を介して混合機(12)に移送され、この混合機内で、水と潤滑剤の分散液又は水と潤滑剤のエマルジョンに混合されることを特徴とする請求項1に記載の方法。
- 水と潤滑剤の分散液又は水と潤滑剤のエマルジョンが、ガスによって、特に空気によって、霧化ノズル(14,17)内で霧化され、少なくとも1つのワークロール(2,3)及び/又はストリップ(6)に塗布されることを特徴とする請求項2に記載の方法。
- 水、少なくとも1つの潤滑剤及びガス、特に空気、が、多成分混合ノズル又は多成分霧化ノズル(14,17,27,31)で混合されることを特徴とする請求項1〜3のいずれか1つに記載の方法。
- 異なった液体のための混合機及びノズル(17,31)が、実際に1つのユニットを構成することを特徴とする請求項4に記載の方法。
- 少なくとも1つの潤滑剤が、先ず、供給ライン内で水と1つの混合物に混合されること、この混合物が、次いでマルチ混合ノズル(35)の内室内でガスと嵌合されることを特徴とする請求項4に記載の方法。
- 水、少なくとも1つの潤滑剤及びガスが、3成分混合ノズル又は4成分混合ノズルの内室(32)内で混合されることを特徴とする請求項4に記載の方法。
- 潤滑剤とガスの混合物、潤滑剤と水とガスの混合物、潤滑剤と水の混合物及び/又は油脂と媒体の混合物が、ワークロール(2,3)の少なくとも一方の幅全体及び/又はストリップの幅全体にわたって配分されることを特徴とする請求項1〜7のいずれか1つに記載の方法。
- 水の量、少なくとも1つの潤滑剤の量、ガスの量、潤滑剤とガスの混合物の量、潤滑剤と水とガスの混合物の量、潤滑剤と水の混合物の量及び/又は油脂と媒体の混合物の量が、ワークロール(2,3)の少なくとも一方の幅及び/又はストリップ(6)の幅にわたって配分されることを特徴とする請求項1〜8のいずれか1つに記載の方法。
- 少なくとも1つの潤滑剤の量及び/又は圧力、水の量及び/又は圧力、潤滑剤と水の混合物の量及び/又は圧力、潤滑剤とガスの混合物の量及び/又は圧力及び/又は油脂と媒体の混合物の量及び/又は圧力が、コントロールバルブ(13)によって、及び/又は、流量計、圧力コントローラ(16)及び/又は混合ブロック(27)内で、ワークロール(2,3)の少なくとも一方の幅及び/又はストリップ(6)の幅にわたってコントロールされることを特徴とする請求項9に記載の方法。
- 少なくとも1つの潤滑剤、水及びガスが、3成分ノズル(35)内で混合され、潤滑剤の量が、部分的に、ワークロール(2,3)の少なくとも一方の幅及び又はストリップ(6)の幅にわたってコントロールされること、ガスの圧力及び/又は容積と水の圧力及び/又は容積がコントロールされることを特徴とする請求項1〜10のいずれか1つに記載の方法。
- 少なくとも1つの潤滑剤とガスが、混合ブロック(27)内で混合されること、次いで、水が、2成分混合ノズル(29)内で加えられることを特徴とする請求項1〜11のいずれか1つに記載の方法。
- 水が、それぞれ、2成分混合ノズル(29)の内部ノズルチューブ外で混合されることを特徴とする請求項12に記載の方法。
- 少なくとも1つの潤滑剤が、特に混合ブロック(27)内で、ガスと混合され、ノズル(14,17)によって、ロール(2,3)の少なくとも一方及び/又はストリップ(6)に吹き付けられ、ノズルの横から水が吹き付けられることを特徴とする請求項1〜13のいずれか1つに記載の方法。
- ガスが、ライン(28)によって混合ブロック(27)からノズル(29)への潤滑剤のための搬送手段として使用され、そこで先ず、ノズル(29,14)の内側又は外側で混合され、霧化され、ノズル(14,17,29)によってロール(2,3)の少なくとも一方及び/又はストリップ(6)に吹き付けられることを特徴とする請求項1〜14のいずれか1つに記載の方法。
- 平面度コントロール装置(42,43)によって、少なくとも1つの潤滑剤の供給が、幅にわたって帯域的にコントロールされることを特徴とする請求項1〜15のいずれか1つに記載の方法。
- 潤滑成分の量、潤滑成分の種類、水内の潤滑成分の濃度及び/又は潤滑成分の種類の混合比率を変更することによって、圧延荷重レベルが、短時間で変更されるか、変更された圧延条件(速度、減面率等)への柔軟な適合が可能であることを特徴とする請求項16に記載の方法。
- ロールスタンドにおいて少なくとも1つのロール(2,3)及び/又はロール(2,3)間で圧延されるストリップ(6)を潤滑するための潤滑装置において、
潤滑装置が、水、ガス、少なくとも1つの潤滑剤、特にオイルを、潤滑剤とガスの混合物、潤滑剤と水とガスの混合物、潤滑剤と水の混合物に混合するための少なくとも1つの混合ブロック(27)及び/又は多成分混合装置、特に霧化ノズル(14,17,29,31,35)を備えることを特徴とする潤滑装置。 - 潤滑装置が、少なくとも1つのロール(2,3)及び/又はストリップ(6)にスプレー装置(14,17)によって吹き付けるべき混合物の量を決定するためのコントロール装置、特にコントロールバルブを有することを特徴とする請求項18に記載の潤滑装置。
- コントロール装置が、少なくとも1つのロール(2,3)又はストリップ(6)の幅にわたって帯域的に配設されていることを特徴とする請求項19に記載の潤滑装置。
- 潤滑装置が、流量計及び圧力コントローラを有することを特徴とする請求項18〜20のいずれか1つに記載の潤滑装置。
- 多成分混合装置(29,31,35)が、内部混合式の多成分混合装置又は外部混合式の多成分混合装置として形成されていることを特徴とする請求項18〜21のいずれか1つに記載の潤滑装置。
- 多成分混合装置が、乱流板(34,36)又はベンチュリノズルもしくはチューブ狭窄部(37)を有することを特徴とする請求項22に記載の潤滑装置。
- 水スプレーバー(38,39)が、潤滑剤を含んだ混合物を少なくとも1つのロール及び/又はストリップに吹き付けるためのスプレー装置の上及び/又は下に設けられていることを特徴とする請求項18〜23のいずれか1つに記載の潤滑装置。
- スプレー装置(14)によって発生される潤滑剤と水の霧の横方向のシールドをするための壁が設けられていることを特徴とする請求項18〜24のいずれか1つに記載の潤滑装置。
- 媒体のミストのための吸引装置が設けられていることを特徴とする請求項25に記載の潤滑装置。
- シールドが、ロール(2,3)又はストリップ(6)に向かって旋回可能であることを特徴とする請求項26に記載の潤滑装置。
- 潤滑装置が、平面度測定装置の信号を評価してストリップ(6)の平面度をコントロールするためのコントロール装置を有することを特徴とする請求項18〜27のいずれか1つに記載の潤滑装置。
- 平面度測定装置が、測定ローラ又は被接触式の測定装置を有し、この測定ローラ又は被接触式の測定装置が、ストリップの平面度に応じた信号を発生させ、少なくとも1つの潤滑剤の量又は濃度を調整するために、スプレー装置(14)に伝送されることを特徴とする請求項28に記載の潤滑装置。
- スプレー装置(14,17)が、2列で、特に互いに位置をずらして、本質的にワークロール(2,3)の軸に対して平行に配設されていることを特徴とする請求項18〜28のいずれか1つに記載の潤滑装置。
- スプレー装置(14,17)が、一列に形成されており、そのノズルが、大きな噴射角を備え、これにより、隣接する噴流の2重のオーバーラップが得られることを特徴とする請求項18〜29のいずれか1つに記載の潤滑装置。
- 請求項18〜30のいずれか1つに記載の潤滑装置を有するロールスタンドにおいて、
ノズルバーが、旋回可能に形成されており、これにより、ノズル出口とロール又はストリップ間の間隔が、最小又は最適に調整可能であることを特徴とするロールスタンド。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008028620 | 2008-06-18 | ||
| DE102008028620.6 | 2008-06-18 | ||
| DE102008034099.5 | 2008-07-21 | ||
| DE102008034099 | 2008-07-21 | ||
| DE102008050392A DE102008050392A1 (de) | 2008-06-18 | 2008-10-02 | Verfahren und Vorrichtung zum Schmieren von Walzen und eines Walzbandes eines Walzgerüsts |
| DE102008050392.4 | 2008-10-02 | ||
| PCT/EP2009/004138 WO2009156057A2 (de) | 2008-06-18 | 2009-06-09 | Verfahren und vorrichtung zum schmieren von walzen und eines walzbandes eines walzgerüsts |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013251058A Division JP2014061550A (ja) | 2008-06-18 | 2013-12-04 | ロールスタンドのロールとストリップを潤滑するための方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011524257A true JP2011524257A (ja) | 2011-09-01 |
| JP2011524257A5 JP2011524257A5 (ja) | 2013-07-25 |
Family
ID=41335046
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011513919A Pending JP2011524257A (ja) | 2008-06-18 | 2009-06-09 | ロールスタンドのロールとストリップを潤滑するための方法及び装置 |
| JP2013251058A Pending JP2014061550A (ja) | 2008-06-18 | 2013-12-04 | ロールスタンドのロールとストリップを潤滑するための方法及び装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013251058A Pending JP2014061550A (ja) | 2008-06-18 | 2013-12-04 | ロールスタンドのロールとストリップを潤滑するための方法及び装置 |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US9254513B2 (ja) |
| EP (1) | EP2303480B1 (ja) |
| JP (2) | JP2011524257A (ja) |
| KR (1) | KR101249255B1 (ja) |
| CN (1) | CN102083559A (ja) |
| AU (1) | AU2009262567B2 (ja) |
| BR (1) | BRPI0915298A8 (ja) |
| CA (1) | CA2728197C (ja) |
| DE (1) | DE102008050392A1 (ja) |
| MX (1) | MX2010013881A (ja) |
| RU (1) | RU2463118C2 (ja) |
| TW (2) | TW201012563A (ja) |
| UA (1) | UA100275C2 (ja) |
| WO (1) | WO2009156057A2 (ja) |
| ZA (1) | ZA201008619B (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008050392A1 (de) * | 2008-06-18 | 2009-12-24 | Sms Siemag Aktiengesellschaft | Verfahren und Vorrichtung zum Schmieren von Walzen und eines Walzbandes eines Walzgerüsts |
| AR076167A1 (es) * | 2009-03-30 | 2011-05-26 | Sumitomo Metal Ind | Aparato y metodo para la aplicacion de un lubricante a una porcion roscada de una tuberia de acero |
| WO2011126139A1 (ja) * | 2010-04-07 | 2011-10-13 | 新日本製鐵株式会社 | 潤滑油供給設備および潤滑油供給方法 |
| EP2465619A1 (de) * | 2010-12-16 | 2012-06-20 | Siemens VAI Metals Technologies GmbH | Verfahren und Vorrichtung zum Aufbringen eines Schmiermittels beim Walzen eines metallischen Walzgutes |
| EP2489446A1 (en) | 2011-02-17 | 2012-08-22 | Linde Aktiengesellschaft | Nozzle header |
| CN104105554B (zh) * | 2012-02-15 | 2017-05-17 | 首要金属科技奥地利有限责任公司 | 用于轧辊间隙润滑的低保养的喷嘴混合器单元 |
| WO2015041831A1 (en) * | 2013-09-20 | 2015-03-26 | Nabors Industries, Inc. | Pipe doping apparatus |
| EP2893986A1 (de) * | 2014-01-08 | 2015-07-15 | Siemens VAI Metals Technologies GmbH | Schmierung mit Spritzdüsen mit mehreren Öleintrittsöffnungen |
| CN104907338B (zh) * | 2014-03-12 | 2017-01-04 | 中冶南方工程技术有限公司 | 热轧辊缝润滑装置及方法 |
| PL3140057T5 (pl) * | 2014-05-09 | 2023-02-27 | Novelis, Inc. | Walcowanie z hybrydowym chłodzeniem olejowym i wodnym |
| CN105363785A (zh) * | 2014-08-28 | 2016-03-02 | 张丹嫣 | 一种双轧辊轧机冷却系统 |
| DE102014224318A1 (de) * | 2014-11-27 | 2016-06-02 | Sms Group Gmbh | Vorrichtung und Verfahren zum Kühlen einer Rolle |
| US9851041B2 (en) * | 2015-03-04 | 2017-12-26 | Emagineered Solutions, Inc. | Tubing everting apparatus, assemblies, and methods |
| CN104985009B (zh) * | 2015-07-31 | 2017-08-01 | 张正秀 | 一种金属板带冷轧用润滑设备、润滑方法及轧制油 |
| RU2623788C2 (ru) * | 2015-09-11 | 2017-06-29 | Николай Викторович Мендрух | Способ смазывания зубчатой передачи |
| JP6429059B1 (ja) * | 2017-02-28 | 2018-11-28 | Jfeスチール株式会社 | 冷間圧延機および冷間圧延方法 |
| CN107497860A (zh) * | 2017-08-22 | 2017-12-22 | 苏州双金实业有限公司 | 一种能提高不锈钢性能的加工方法 |
| EA032995B1 (ru) * | 2017-08-28 | 2019-08-30 | Александр Сергеевич ИВАНОВ | Способ снятия со шпинделя рулона из полимерной пленки, намотанного без сердечника |
| CN109550790B (zh) * | 2017-09-27 | 2020-06-23 | 宝山钢铁股份有限公司 | 一种二次冷轧机组的乳化液喷淋控制方法及喷淋装置 |
| CN108160713A (zh) * | 2018-01-18 | 2018-06-15 | 上海利正卫星应用技术有限公司 | 镁合金轧制时轧辊脂润滑系统及方法 |
| BR112020017659A2 (pt) * | 2018-06-13 | 2020-12-22 | Novelis Inc. | Laminador híbrido |
| CN108723092A (zh) * | 2018-06-20 | 2018-11-02 | 北京首钢股份有限公司 | 一种改善立辊轧机的立辊表面质量的装置 |
| CN108722713A (zh) * | 2018-08-11 | 2018-11-02 | 张家港保税区宇联羊毛工业有限公司 | 开毛机的喷射装置 |
| KR102109262B1 (ko) * | 2018-08-16 | 2020-05-11 | 주식회사 포스코 | 윤활장치 |
| CN109396198B (zh) * | 2018-11-14 | 2023-09-19 | 浙江中达新材料股份有限公司 | 一种带自动加油的冷轧管装置 |
| CN109622616B (zh) * | 2018-12-07 | 2020-06-12 | 长乐巧通工业设计有限公司 | 一种轧制设备 |
| CN109622617B (zh) * | 2018-12-07 | 2020-06-16 | 温州曼昔维服饰有限公司 | 一种轧制辊组件 |
| US20200235825A1 (en) * | 2019-01-22 | 2020-07-23 | Interlock Concepts Inc. | Panic alerts using ultrasonic sound waves |
| CN110355215B (zh) * | 2019-05-29 | 2021-12-07 | 科芃智能科技(苏州)有限公司 | 一种基于感应加热的带材边部板型控制方法及系统 |
| CN110170531B (zh) * | 2019-06-19 | 2021-04-20 | 鞍钢未来钢铁研究院有限公司 | 一种型材轧制的润滑方法 |
| DE102020130265A1 (de) * | 2020-11-17 | 2022-05-19 | Harburg-Freudenberger Maschinenbau Gmbh | Walzenanlage, Verwendung einer Benetzungsvorrichtung und Verfahren zum Betrieb einer Walzenanlage |
| CN113083892B (zh) * | 2021-03-29 | 2022-07-08 | 天津市新天钢联合特钢有限公司 | 一种燃气管道用热轧窄带钢的制备方法 |
| CN116422704A (zh) * | 2023-03-09 | 2023-07-14 | 中国机械总院集团北京机电研究所有限公司 | 喷雾润滑机构及楔横轧系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004530562A (ja) * | 2001-06-23 | 2004-10-07 | エス・エム・エス・デマーク・アクチエンゲゼルシャフト | ロールスタンドを、幅方向に可変にロール間隙を潤滑するためのノズル装置、および方法 |
| JP2006263740A (ja) * | 2005-03-22 | 2006-10-05 | Nippon Steel Corp | 冷間圧延における潤滑油供給方法およびその装置 |
| JP2006263741A (ja) * | 2005-03-22 | 2006-10-05 | Nippon Steel Corp | 冷間圧延における潤滑油供給方法 |
| WO2007025682A1 (de) * | 2005-09-02 | 2007-03-08 | Sms Demag Ag | Verfahren zum schmieren und kühlen von walzen und metallband beim walzen, insbesondere beim kaltwalzen von metallbändern |
| JP2007160367A (ja) * | 2005-12-15 | 2007-06-28 | Jfe Steel Kk | 冷間圧延方法及び装置 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3301029A (en) * | 1964-07-06 | 1967-01-31 | Reynolds Metals Co | Working aluminous metals |
| US3763679A (en) * | 1969-05-29 | 1973-10-09 | Us Corp | Apparatus for applying lubricant to a workpiece in a hot strip mill |
| AU450187B2 (en) * | 1970-09-25 | 1974-07-04 | Uss Engineers And Consultants, Inc | Method of lubricating a hot steel workpiece prior to hot rolling |
| US4038570A (en) * | 1974-03-20 | 1977-07-26 | Durley Iii Benton A | Ultrasonic piezoelectric transducer drive circuit |
| US4085893A (en) * | 1974-03-20 | 1978-04-25 | Durley Iii Benton A | Ultrasonic humidifiers, atomizers and the like |
| SU869881A1 (ru) | 1979-05-25 | 1981-10-10 | Донецкий научно-исследовательский институт черной металлургии | Способ получени и подачи технологической смазки на валки прокатного стана |
| JPS5742362A (en) * | 1980-08-22 | 1982-03-09 | Ikeuchi:Kk | Atomized spray generator |
| JPS58159910A (ja) | 1982-03-19 | 1983-09-22 | Sumitomo Metal Ind Ltd | ホツトストリツプの形状制御方法 |
| JPS59118211A (ja) | 1982-12-22 | 1984-07-07 | Sumitomo Metal Ind Ltd | 圧延材の平坦度制御方法 |
| US4510784A (en) * | 1983-10-11 | 1985-04-16 | Kaiser Aluminum & Chemical Corporation | Rolling mill spray bar |
| JPS60238014A (ja) | 1984-05-10 | 1985-11-26 | Mitsubishi Electric Corp | 圧延機の形状制御方法 |
| DE3419261C3 (de) | 1984-05-23 | 1994-12-15 | Achenbach Buschhuetten Gmbh | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinbandwalzwerke |
| NL8502651A (nl) * | 1985-09-27 | 1987-04-16 | Airspray Int Bv | Verstuiver voor een houder voor een te verstuiven vloeistof. |
| SU1579594A1 (ru) * | 1988-03-30 | 1990-07-23 | Магнитогорский металлургический комбинат им.В.И.Ленина | Способ приготовлени смазки дл подачи на вилки при гор чей прокатке |
| JP2718520B2 (ja) | 1988-09-26 | 1998-02-25 | フロイント産業株式会社 | スプレーノズルおよびそれを用いた造粒コーディング装置 |
| DE3835460A1 (de) * | 1988-10-18 | 1990-04-19 | Schloemann Siemag Ag | Verfahren und vorrichtung zur kuehlung und schmierung spanlos umgeformter metalle, insbesondere zur kuehlung und schmierung von walzen und walzgut beim kaltwalzen in einem walzgeruest |
| JPH038510A (ja) | 1989-06-06 | 1991-01-16 | Sumitomo Light Metal Ind Ltd | アルミニウム熱間圧延における潤滑方法 |
| US5129482A (en) * | 1990-09-13 | 1992-07-14 | A.W. Chesterton Company | Closed lubrication system for bearings |
| US5286348A (en) * | 1991-10-16 | 1994-02-15 | Valmet Automation (Canada) Ltd. | Electronic flow modulated cross direction moisture actuator |
| DE4306093C2 (de) * | 1993-02-27 | 1996-08-22 | Chiron Werke Gmbh | Werkzeugmaschine mit Spritzschutzwänden |
| US5916625A (en) * | 1993-04-08 | 1999-06-29 | Ppg Industries, Inc. | Method and apparatus for spraying waterborne coatings under varying conditions |
| US5692682A (en) * | 1995-09-08 | 1997-12-02 | Bete Fog Nozzle, Inc. | Flat fan spray nozzle |
| JP3103825B2 (ja) | 1996-08-22 | 2000-10-30 | 住友金属工業株式会社 | 鋼帯の調質圧延方法および装置 |
| DE19820432A1 (de) * | 1998-05-07 | 1999-11-11 | Voith Sulzer Papiertech Patent | Verfahren und Vorrichtung zum Aufbringen eines Auftragsmediums auf einen laufenden Untergrund |
| US6602554B1 (en) * | 2000-01-14 | 2003-08-05 | Illinois Tool Works Inc. | Liquid atomization method and system |
| DE20006508U1 (de) | 2000-04-08 | 2000-08-31 | Achenbach Buschhütten GmbH, 57223 Kreuztal | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinband- und Folienwalzwerke |
| FI111054B (fi) * | 2001-06-25 | 2003-05-30 | Vesa Antero Koponen | Suutin pintojen päällystämiseksi |
| DE10131369A1 (de) * | 2001-06-28 | 2003-01-09 | Sms Demag Ag | Verfahren und Vorrichtung zum Kühlen und Schmieren von Walzen eines Walzgerüstes |
| JP4123865B2 (ja) * | 2002-08-12 | 2008-07-23 | 株式会社Ihi | ピンチロールの潤滑ミストスプレー装置 |
| JP2006142339A (ja) * | 2004-11-19 | 2006-06-08 | Nippon Steel Corp | 熱間圧延における潤滑剤供給方法 |
| JP4355278B2 (ja) * | 2004-11-22 | 2009-10-28 | 新日本製鐵株式会社 | 冷間圧延における潤滑油供給方法 |
| JP4654719B2 (ja) | 2005-03-18 | 2011-03-23 | Jfeスチール株式会社 | 冷間圧延における圧延油の供給方法および装置 |
| JP4609893B2 (ja) * | 2006-02-02 | 2011-01-12 | 大同メタル工業株式会社 | 工具ホルダー |
| JP4715564B2 (ja) | 2006-03-08 | 2011-07-06 | Jfeスチール株式会社 | 冷間圧延方法 |
| JP4797730B2 (ja) | 2006-03-22 | 2011-10-19 | Jfeスチール株式会社 | 冷間圧延方法 |
| GB0625583D0 (en) * | 2006-12-21 | 2007-01-31 | Itw Ltd | Paint spray apparatus |
| DE102007042898A1 (de) | 2007-06-08 | 2008-12-11 | Sms Demag Ag | Verfahren und Vorrichtung zur Walzenschmierung |
| US9272297B2 (en) * | 2008-03-04 | 2016-03-01 | Sono-Tek Corporation | Ultrasonic atomizing nozzle methods for the food industry |
| DE102008050392A1 (de) * | 2008-06-18 | 2009-12-24 | Sms Siemag Aktiengesellschaft | Verfahren und Vorrichtung zum Schmieren von Walzen und eines Walzbandes eines Walzgerüsts |
| US9186881B2 (en) * | 2009-03-09 | 2015-11-17 | Illinois Tool Works Inc. | Thermally isolated liquid supply for web moistening |
| US20100224122A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Low pressure regulation for web moistening systems |
| US20100224123A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Modular nozzle unit for web moistening |
| US20100224703A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Pneumatic Atomization Nozzle for Web Moistening |
| WO2011126139A1 (ja) * | 2010-04-07 | 2011-10-13 | 新日本製鐵株式会社 | 潤滑油供給設備および潤滑油供給方法 |
| EP2465619A1 (de) * | 2010-12-16 | 2012-06-20 | Siemens VAI Metals Technologies GmbH | Verfahren und Vorrichtung zum Aufbringen eines Schmiermittels beim Walzen eines metallischen Walzgutes |
| CA2784109C (en) * | 2012-07-27 | 2019-06-18 | Nex Flow Air Products Corp. | Apparatus and method for cooling and lubrication |
| EP2969278B1 (en) * | 2013-03-15 | 2017-08-02 | Novelis, Inc. | Manufacturing methods and apparatus for targeted lubrication in hot metal rolling |
-
2008
- 2008-10-02 DE DE102008050392A patent/DE102008050392A1/de not_active Withdrawn
-
2009
- 2009-06-09 RU RU2011101567/02A patent/RU2463118C2/ru not_active IP Right Cessation
- 2009-06-09 MX MX2010013881A patent/MX2010013881A/es active IP Right Grant
- 2009-06-09 EP EP09768906.1A patent/EP2303480B1/de active Active
- 2009-06-09 TW TW098119138A patent/TW201012563A/zh unknown
- 2009-06-09 WO PCT/EP2009/004138 patent/WO2009156057A2/de active Application Filing
- 2009-06-09 KR KR1020107029233A patent/KR101249255B1/ko active IP Right Grant
- 2009-06-09 TW TW102222435U patent/TWM513070U/zh not_active IP Right Cessation
- 2009-06-09 CN CN2009801231161A patent/CN102083559A/zh active Pending
- 2009-06-09 BR BRPI0915298A patent/BRPI0915298A8/pt not_active Application Discontinuation
- 2009-06-09 JP JP2011513919A patent/JP2011524257A/ja active Pending
- 2009-06-09 CA CA2728197A patent/CA2728197C/en not_active Expired - Fee Related
- 2009-06-09 US US13/000,281 patent/US9254513B2/en not_active Expired - Fee Related
- 2009-06-09 AU AU2009262567A patent/AU2009262567B2/en not_active Ceased
- 2009-09-06 UA UAA201100446A patent/UA100275C2/uk unknown
-
2010
- 2010-12-01 ZA ZA2010/08619A patent/ZA201008619B/en unknown
-
2013
- 2013-11-13 US US14/079,244 patent/US20140060135A1/en not_active Abandoned
- 2013-12-04 JP JP2013251058A patent/JP2014061550A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004530562A (ja) * | 2001-06-23 | 2004-10-07 | エス・エム・エス・デマーク・アクチエンゲゼルシャフト | ロールスタンドを、幅方向に可変にロール間隙を潤滑するためのノズル装置、および方法 |
| JP2006263740A (ja) * | 2005-03-22 | 2006-10-05 | Nippon Steel Corp | 冷間圧延における潤滑油供給方法およびその装置 |
| JP2006263741A (ja) * | 2005-03-22 | 2006-10-05 | Nippon Steel Corp | 冷間圧延における潤滑油供給方法 |
| WO2007025682A1 (de) * | 2005-09-02 | 2007-03-08 | Sms Demag Ag | Verfahren zum schmieren und kühlen von walzen und metallband beim walzen, insbesondere beim kaltwalzen von metallbändern |
| JP2009506891A (ja) * | 2005-09-02 | 2009-02-19 | エス・エム・エス・デマーク・アクチエンゲゼルシャフト | 金属ストリップの圧延時、特に、冷間圧延時におけるロールと金属ストリップの潤滑及び冷却方法 |
| JP2007160367A (ja) * | 2005-12-15 | 2007-06-28 | Jfe Steel Kk | 冷間圧延方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWM513070U (zh) | 2015-12-01 |
| CN102083559A (zh) | 2011-06-01 |
| EP2303480A2 (de) | 2011-04-06 |
| CA2728197A1 (en) | 2009-12-30 |
| WO2009156057A3 (de) | 2010-02-18 |
| UA100275C2 (uk) | 2012-12-10 |
| KR101249255B1 (ko) | 2013-04-09 |
| AU2009262567B2 (en) | 2012-06-14 |
| WO2009156057A2 (de) | 2009-12-30 |
| BRPI0915298A8 (pt) | 2018-10-23 |
| TW201012563A (en) | 2010-04-01 |
| CA2728197C (en) | 2013-10-15 |
| RU2011101567A (ru) | 2012-07-27 |
| AU2009262567A1 (en) | 2009-12-30 |
| US9254513B2 (en) | 2016-02-09 |
| DE102008050392A1 (de) | 2009-12-24 |
| US20140060135A1 (en) | 2014-03-06 |
| JP2014061550A (ja) | 2014-04-10 |
| BRPI0915298A2 (pt) | 2016-07-05 |
| MX2010013881A (es) | 2011-01-20 |
| KR20110011713A (ko) | 2011-02-08 |
| RU2463118C2 (ru) | 2012-10-10 |
| ZA201008619B (en) | 2011-08-31 |
| US20110111124A1 (en) | 2011-05-12 |
| EP2303480B1 (de) | 2013-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011524257A (ja) | ロールスタンドのロールとストリップを潤滑するための方法及び装置 | |
| JP2011524257A5 (ja) | ||
| TWI420038B (zh) | Lubricating oil supply equipment and lubricating oil supply method | |
| US7266984B2 (en) | Method and nozzle arrangement for a variable-width lubrication of the rolling-nip of a rolling stand | |
| KR20090014220A (ko) | 강판의 제어 냉각 장치 및 냉각 방법 | |
| RU2630078C2 (ru) | Не требующее частого обслуживания смесительное сопло для смазки зазора между валками | |
| US20080257647A1 (en) | Apparatus and Method for Supplying Lubricant in Endless Hot Rolling Equipment | |
| WO2012082902A4 (en) | Pressure based liquid feed system for suspension plasma spray coatings | |
| US20110107776A1 (en) | Method and apparatus for controlled cooling | |
| US20150231694A1 (en) | Spray nozzle device, in particular for spraying a cast strand | |
| JP6350274B2 (ja) | 冷間圧延機の潤滑油供給設備 | |
| KR102239179B1 (ko) | 압연설비의 혼합용액 공급장치 | |
| SU1088835A1 (ru) | Устройство дл газожидкостной обработки проката | |
| JP2023515530A (ja) | 噴霧塗布器及び噴霧ユニット | |
| JPH10263488A (ja) | 液体噴霧装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130404 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130411 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130430 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130509 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20130606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130607 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130806 |