JP2011069002A - 耐摩耗性に優れたヌバック様皮革調シート - Google Patents
耐摩耗性に優れたヌバック様皮革調シート Download PDFInfo
- Publication number
- JP2011069002A JP2011069002A JP2009218763A JP2009218763A JP2011069002A JP 2011069002 A JP2011069002 A JP 2011069002A JP 2009218763 A JP2009218763 A JP 2009218763A JP 2009218763 A JP2009218763 A JP 2009218763A JP 2011069002 A JP2011069002 A JP 2011069002A
- Authority
- JP
- Japan
- Prior art keywords
- polyurethane resin
- parts
- leather
- polyurethane
- dmf
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005299 abrasion Methods 0.000 title abstract description 9
- 229920005749 polyurethane resin Polymers 0.000 claims abstract description 58
- 229920001296 polysiloxane Polymers 0.000 claims abstract description 25
- 239000004744 fabric Substances 0.000 claims abstract description 12
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 4
- 239000002759 woven fabric Substances 0.000 claims abstract description 4
- 229920005862 polyol Polymers 0.000 claims description 37
- 150000003077 polyols Chemical class 0.000 claims description 36
- 239000012528 membrane Substances 0.000 claims description 17
- 238000005498 polishing Methods 0.000 claims description 4
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 162
- 229920002635 polyurethane Polymers 0.000 description 44
- 239000004814 polyurethane Substances 0.000 description 41
- 239000010985 leather Substances 0.000 description 28
- 150000002009 diols Chemical class 0.000 description 26
- 239000000243 solution Substances 0.000 description 22
- 239000000463 material Substances 0.000 description 21
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 20
- 239000007788 liquid Substances 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 15
- 239000004594 Masterbatch (MB) Substances 0.000 description 14
- 239000000049 pigment Substances 0.000 description 14
- 238000002360 preparation method Methods 0.000 description 14
- 230000015271 coagulation Effects 0.000 description 12
- 238000005345 coagulation Methods 0.000 description 12
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 8
- 239000007864 aqueous solution Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000006260 foam Substances 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 229920002050 silicone resin Polymers 0.000 description 8
- 239000002904 solvent Substances 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 238000013329 compounding Methods 0.000 description 7
- 238000001816 cooling Methods 0.000 description 7
- 125000005442 diisocyanate group Chemical group 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 239000000835 fiber Substances 0.000 description 7
- 238000009472 formulation Methods 0.000 description 7
- 238000009940 knitting Methods 0.000 description 7
- 239000012299 nitrogen atmosphere Substances 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 239000007787 solid Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 6
- 239000004970 Chain extender Substances 0.000 description 5
- 238000007598 dipping method Methods 0.000 description 5
- -1 fluorine polyol Chemical class 0.000 description 5
- 239000004417 polycarbonate Substances 0.000 description 5
- 229920000515 polycarbonate Polymers 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 239000012948 isocyanate Substances 0.000 description 4
- 150000002513 isocyanates Chemical class 0.000 description 4
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000002798 polar solvent Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 2
- 239000005058 Isophorone diisocyanate Substances 0.000 description 2
- 239000004359 castor oil Substances 0.000 description 2
- 235000019438 castor oil Nutrition 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- KORSJDCBLAPZEQ-UHFFFAOYSA-N dicyclohexylmethane-4,4'-diisocyanate Chemical compound C1CC(N=C=O)CCC1CC1CCC(N=C=O)CC1 KORSJDCBLAPZEQ-UHFFFAOYSA-N 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 2
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 2
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 2
- 239000002649 leather substitute Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000003981 vehicle Substances 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- 229940015975 1,2-hexanediol Drugs 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 210000002615 epidermis Anatomy 0.000 description 1
- 230000003631 expected effect Effects 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- FHKSXSQHXQEMOK-UHFFFAOYSA-N hexane-1,2-diol Chemical compound CCCCC(O)CO FHKSXSQHXQEMOK-UHFFFAOYSA-N 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000012770 industrial material Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 238000009685 knife-over-roll coating Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000921 polyethylene adipate Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 238000007763 reverse roll coating Methods 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 210000003491 skin Anatomy 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
Landscapes
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
【解決手段】編物、織物及び不織布からなる群から選択された基布と、該基布上に形成され、表面研磨されたポリウレタン樹脂多孔質膜とからなるヌバック様皮革調シートであって、ポリウレタン樹脂が側鎖としてシリコーン鎖を有するものとする。
【選択図】なし
Description
FM−DA26:数平均分子量12,600の片末端ジオールシリコーン樹脂、チッソ(株)製(ウレタン化後、側鎖としてシリコーン鎖が導入される)
KF−6001:数平均分子量1,800の両末端ジオールシリコーン樹脂、信越化学工業(株)製(ウレタン化後、主鎖にシリコーン鎖が取り込まれる)
MDI:4,4’−ジフェニルメタンジイソシアネート
EG :エチレングリコール
DMF:N,N−ジメチルホルムアミド
(ポリウレタン樹脂の製造)
ポリオール(A)としてN−980を185重量部と、ポリオール(B)として片末端ジオールシリコーン樹脂FM−DA26を3.2重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた。さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(I)を得た。このポリウレタン樹脂のポリオール中のシリコーンジオール量は1.70重量%である。
ポリウレタン溶液(I):100重量部(以下「部」と表記する)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後、120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで、開口径8〜15μの蜂窩状表面を得た。
(ポリウレタンの製造)
ポリオール(A)としてN−980を185重量部と、ポリオール(B)として片末端ジオールシリコーン樹脂FM−DA26を6.52重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(II)を得た。このポリウレタン樹脂のポリオール中のシリコーンジオール量は3.40重量%である。
ポリウレタン溶液(II):100重量部(以下「部」とする)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のつぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
(ポリウレタン樹脂の製造)
ポリオール(A)としてN−980 178重量部と、ポリオール(B)として片末端ジオールシリコーン樹脂FM−DA26を9.6重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(III)を得た。このポリウレタン樹脂のポリオール中のシリコーンジオール量は5.12重量%である。
ポリウレタン溶液(III):100重量部(以下「部」とする)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
(ポリウレタン樹脂の製造)
ポリオール(A)としてN−980 175重量部と、ポリオール(B)として片末端ジオールシリコーン樹脂FM−DA26を12.8重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(IV)を得た。このポリウレタン樹脂のポリオール中のシリコーンジオール量は6.82重量%である。
ポリウレタン溶液(IV):100重量部(以下「部」とする)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1.を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
(ポリウレタン樹脂の製造)
ポリオール(A)としてN−980:173重量部と、ポリオール(B)として片末端ジオールシリコーン樹脂FM−DA26を19.3重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(V)を得た。このポリウレタン樹脂のポリオール中のシリコーンジオール量は10.04重量%である。
ポリウレタン溶液(V):100重量部(以下「部」)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
(ポリウレタン樹脂の製造)
ポリオールとして日本ポリウレタン(株)製ポリカーボネートジオールN−980 161重量部と、有機ジイソシアネートとしてMDIをN−980:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(VI)を得た。
ポリウレタン溶液(VI):100重量部(以下「部」)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
(ポリウレタン樹脂の製造)
ポリオール(A)として日本ポリウレタン(株)製ポリカーボネートジオールN−980 152重量部と、ポリオール(B)として両末端ジオールシリコーン樹脂KF−6001を38重量部と、さらに有機ジイソシアネートとしてMDIを{(A)+(B)}:MDIのモル比率が1:4.61となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃にて攪拌反応させた、さらに鎖伸長剤としてEGを、DMFにて希釈した状態で50〜60℃にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分30%のポリウレタン溶液(VII)を得た。尚このポリウレタン樹脂のポリオール中のシリコーンジオール量は20重量%である。
ポリウレタン溶液(VII):100重量部(以下「部」)に、DMF:70部、大日精化工業(株)製顔料マスターバッチBS−780:5部、大日精化工業(株)製発泡調節剤CUT−101:1部を加えて充分攪拌して、ポリウレタン樹脂調合液1を得た。ポリエステル繊維(167デシテックス/48フィラメント)の加工糸丸編をベース基材として、予めDMF30%水溶液に浸し、基材重量の50%の付着になるようマングルで絞り、その後ポリウレタン樹脂調合液1を1000g/m2を塗布してDMFを10重量%含有する凝固浴に浸漬し、ポリウレタン樹脂を析出凝固させ、80℃の水浴で30分間洗浄を行い、DMFを完全に除去後120℃の熱風乾燥で乾燥して、厚み450μmのポリウレタン多孔質膜を得た。つぎに180番手のサンドペーパーにて多孔質膜表面より50μ研削することで開口径8〜15μの蜂窩状表面を得た。
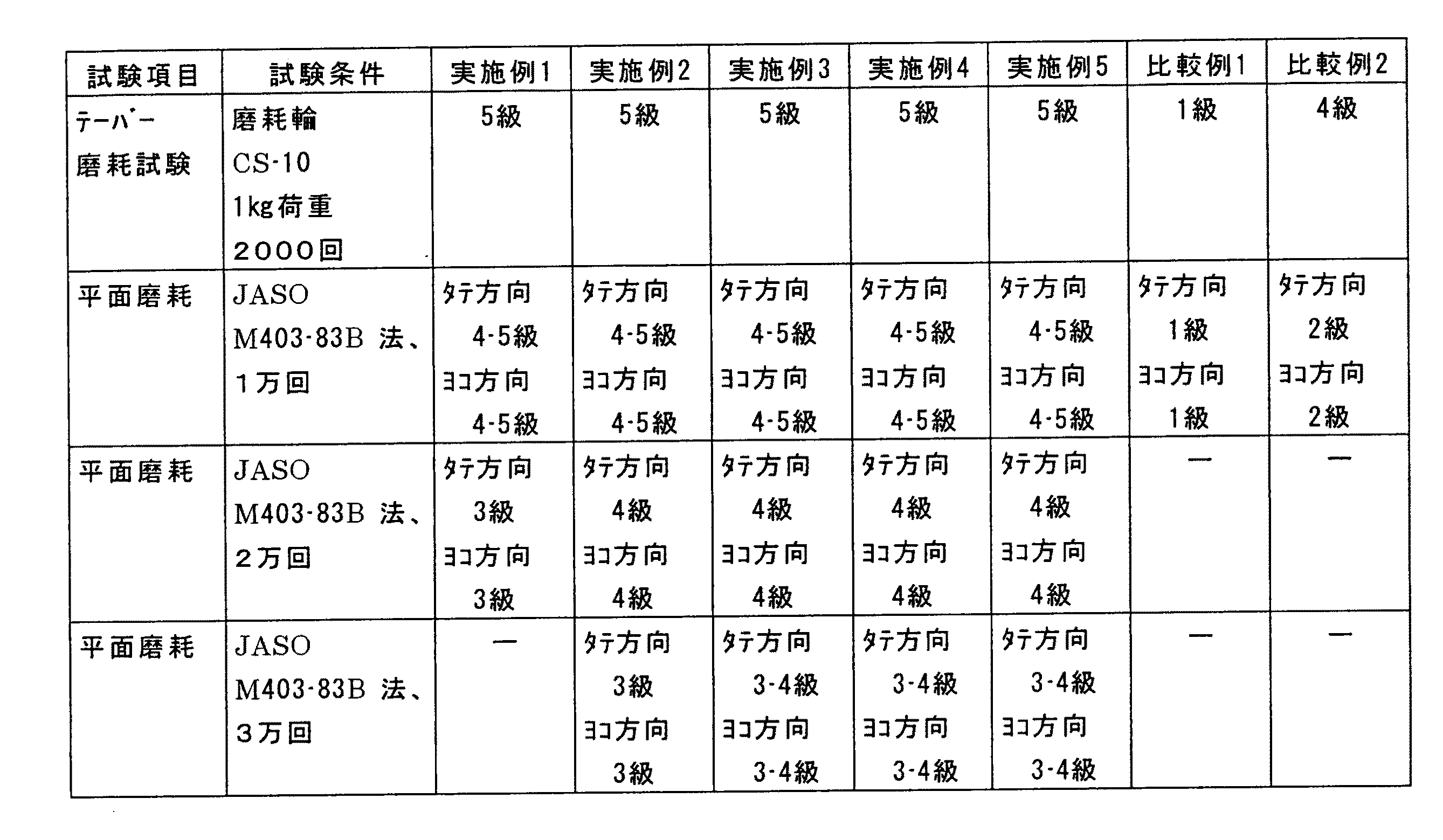
摩耗強度測定:(株)大栄化学精器製作所製:テーバー式磨耗試験機、磨耗輪:米国テーバー社製CS−10を使用し、1kg荷重×2000回の条件で、次の基準で級(5段階)判定を行った。
<磨耗強度級判定基準>
5級:表面変化まったく認められないもの
4級:表面変化わずかに認められるが、ほとんど目立たないもの
3級:表面変化が明らかに認められるが、目立ちのすくないもの
2級:表面変化がやや著しいもの
1級:表面変化がかなり著しいもの
磨耗強度測定:(株)大栄化学精器製作所製、平面磨耗試験機を使用し、以下の条件で試験を行った。判定基準は上記テーバー式摩耗試験の基準と同じである。
押圧荷重:1kg,ストローク:140mm、速度:60往復/min,6号帆布を摩擦子に取り付ける。
クッション材:厚さ10±1mm、20%圧縮応力7.9〜10.8KPaのウレタンフォームを用いる。
Claims (2)
- 編物、織物及び不織布からなる群から選択された基布と、該基布上に形成され、表面研磨されたポリウレタン樹脂多孔質膜とからなるヌバック様皮革調シートであって、
前記ポリウレタン樹脂が側鎖としてシリコーン鎖を有する
ことを特徴とする、ヌバック様皮革調シート。 - 前記シリコーン鎖を有するポリウレタン樹脂が、シリコーン鎖を有するポリオールをポリオール全量中1.5〜10重量%含有するポリオールからなることを特徴とする、請求項1に記載のヌバック様皮革調シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009218763A JP5415195B2 (ja) | 2009-09-24 | 2009-09-24 | 耐摩耗性に優れたヌバック様皮革調シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009218763A JP5415195B2 (ja) | 2009-09-24 | 2009-09-24 | 耐摩耗性に優れたヌバック様皮革調シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011069002A true JP2011069002A (ja) | 2011-04-07 |
| JP5415195B2 JP5415195B2 (ja) | 2014-02-12 |
Family
ID=44014525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009218763A Expired - Fee Related JP5415195B2 (ja) | 2009-09-24 | 2009-09-24 | 耐摩耗性に優れたヌバック様皮革調シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5415195B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106459422A (zh) * | 2014-06-12 | 2017-02-22 | 株式会社普利司通 | 接枝共聚物、树脂组合物、覆膜、层叠体和轮胎 |
| CN106436337A (zh) * | 2016-09-28 | 2017-02-22 | 合肥科天水性科技有限责任公司 | 一种具有烫光效果的水性羊巴革及其制备方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10947666B2 (en) | 2015-07-31 | 2021-03-16 | Toray Industries, Inc. | Leather-like fabric |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0260935A (ja) * | 1988-08-29 | 1990-03-01 | Shin Etsu Chem Co Ltd | 片末端ジオールシロキサン化合物 |
| JPH03167212A (ja) * | 1989-11-27 | 1991-07-19 | Dainippon Ink & Chem Inc | 合成皮革用ポリウレタン樹脂の製造方法 |
| JPH04308279A (ja) * | 1991-03-30 | 1992-10-30 | Achilles Corp | ヌバック調皮革様シート状物およびその製造方法 |
| JP2005220461A (ja) * | 2004-02-04 | 2005-08-18 | Toray Ind Inc | シート状物 |
| WO2005095706A1 (ja) * | 2004-03-30 | 2005-10-13 | Toray Industries, Inc. | シート状物及び内装材 |
-
2009
- 2009-09-24 JP JP2009218763A patent/JP5415195B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0260935A (ja) * | 1988-08-29 | 1990-03-01 | Shin Etsu Chem Co Ltd | 片末端ジオールシロキサン化合物 |
| JPH03167212A (ja) * | 1989-11-27 | 1991-07-19 | Dainippon Ink & Chem Inc | 合成皮革用ポリウレタン樹脂の製造方法 |
| JPH04308279A (ja) * | 1991-03-30 | 1992-10-30 | Achilles Corp | ヌバック調皮革様シート状物およびその製造方法 |
| JP2005220461A (ja) * | 2004-02-04 | 2005-08-18 | Toray Ind Inc | シート状物 |
| WO2005095706A1 (ja) * | 2004-03-30 | 2005-10-13 | Toray Industries, Inc. | シート状物及び内装材 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106459422A (zh) * | 2014-06-12 | 2017-02-22 | 株式会社普利司通 | 接枝共聚物、树脂组合物、覆膜、层叠体和轮胎 |
| EP3156437A4 (en) * | 2014-06-12 | 2017-06-14 | Bridgestone Corporation | Graft copolymer, resin composition, coating film, laminate, and tire |
| CN106459422B (zh) * | 2014-06-12 | 2020-05-12 | 株式会社普利司通 | 接枝共聚物、树脂组合物、覆膜、层叠体和轮胎 |
| CN106436337A (zh) * | 2016-09-28 | 2017-02-22 | 合肥科天水性科技有限责任公司 | 一种具有烫光效果的水性羊巴革及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5415195B2 (ja) | 2014-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101892303B1 (ko) | 시트상물 및 그의 제조 방법 | |
| EP3101172B1 (en) | Sheet-like artificial leather, and method for producing same | |
| JP4788551B2 (ja) | 皮革様シート状物、その製造方法、並びにそれを用いてなる内装材、衣料用資材及び工業用資材 | |
| JP7242287B2 (ja) | 皮革用材の製造方法 | |
| CN110191987B (zh) | 片状物 | |
| JP6007900B2 (ja) | シート状物およびその製造方法 | |
| JPWO2021125029A1 (ja) | シート状物およびその製造方法 | |
| KR20200142502A (ko) | 시트상물 및 그의 제조 방법 | |
| JP5415195B2 (ja) | 耐摩耗性に優れたヌバック様皮革調シート | |
| JP4872687B2 (ja) | シート状物及びその製造方法、並びにそれを用いてなる内装材及び衣料用資材並びに工業用資材 | |
| TW201615704A (zh) | 片材狀物及其製造方法 | |
| JP2016125155A (ja) | 皮革用材の製造方法及び皮革用材 | |
| JP6904493B1 (ja) | シート状物およびその製造方法 | |
| EP3951047A1 (en) | Sheet-shaped article and manufacturing method therefor | |
| JP2008208510A (ja) | 皮革様シート状物、その製造方法、並びに該皮革様シート状物を用いた内装材、衣料用資材および工業用資材および研磨布 | |
| JP4983680B2 (ja) | 銀付調シート状物 | |
| JP3121460B2 (ja) | 皮革様シート状物 | |
| JP3109762B2 (ja) | 皮革様シート状物 | |
| JP4104752B2 (ja) | 皮革様シートおよびその製造方法 | |
| JP4867398B2 (ja) | シート状物の製造方法 | |
| JP2801254B2 (ja) | シートの状物の製造法 | |
| JPH04300368A (ja) | 皮革様シート状物 | |
| JP2801252B2 (ja) | シート状物の製造法 | |
| JPH0670307B2 (ja) | シート状物およびその製造法 | |
| JPH0742083A (ja) | ヌバック調の外観を有するシート材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120508 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5415195 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |