JP2005534534A - 射出成型装置用バルブピン案内・芯合わせシステム - Google Patents
射出成型装置用バルブピン案内・芯合わせシステム Download PDFInfo
- Publication number
- JP2005534534A JP2005534534A JP2004525092A JP2004525092A JP2005534534A JP 2005534534 A JP2005534534 A JP 2005534534A JP 2004525092 A JP2004525092 A JP 2004525092A JP 2004525092 A JP2004525092 A JP 2004525092A JP 2005534534 A JP2005534534 A JP 2005534534A
- Authority
- JP
- Japan
- Prior art keywords
- gate
- valve pin
- guide
- centering
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001746 injection moulding Methods 0.000 title claims description 65
- 238000007789 sealing Methods 0.000 claims abstract description 121
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 23
- 239000000155 melt Substances 0.000 claims description 53
- 239000000463 material Substances 0.000 claims description 30
- 238000000465 moulding Methods 0.000 claims description 11
- 238000001816 cooling Methods 0.000 claims description 7
- 230000007423 decrease Effects 0.000 claims description 6
- 230000009471 action Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 5
- 230000003993 interaction Effects 0.000 claims description 4
- 239000002826 coolant Substances 0.000 claims description 2
- 238000000926 separation method Methods 0.000 claims 1
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 230000004048 modification Effects 0.000 description 9
- 238000012986 modification Methods 0.000 description 9
- 238000012546 transfer Methods 0.000 description 9
- 239000012530 fluid Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000004020 conductor Substances 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 229910001026 inconel Inorganic materials 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910001129 Aermet Inorganic materials 0.000 description 1
- -1 Ampco 940 tu Chemical compound 0.000 description 1
- 229910000669 Chrome steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001182 Mo alloy Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910026551 ZrC Inorganic materials 0.000 description 1
- OTCHGXYCWNXDOA-UHFFFAOYSA-N [C].[Zr] Chemical compound [C].[Zr] OTCHGXYCWNXDOA-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical compound [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000006798 recombination Effects 0.000 description 1
- 238000005215 recombination Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
- B29C45/2711—Gate inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/278—Nozzle tips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
溶融物流れの特性からではなく、ノズルそれ自身の製造から生じる他の問題もまた存在している。ノズルには製造上の誤差が存在しており、バルブピンと「ビルトイン」タイプのゲートと間の芯ずれを導入する。上述した案内手段は、ノズル自身の内部に組み込まれ、芯ずれの特有な原因を何ら修正することがない。
バルブピンに関する他の問題は、ノズルおよび型板の熱伝達特性に関係している。典型的に、ノズルの下流側端部と型板のゲートとの間に隙間が存在している。この隙間は、部分的には型板によって規定され、かつ部分的にはノズルの構成部品によって規定される。この隙間は、典型的に、射出成形期間の最初においては溶融物で満たされる。ノズルおよび型板のいくつかの構成においては、この隙間内における溶融物が、型板による冷却とノズルを構成する部品からの不十分な熱伝達との複合的な効果の結果として凝固する。いくつかの状況下においては、隙間内で凝固した溶融物が、型板内のゲートに向かうバルブピンが必要とする経路内に延在することになる。したがって、そのような状況下においては、バルブピンがゲートに向かって動いている間に、バルブピンが隙間内で凝固した溶融物と接触する。凝固した溶融物との接触は、ゲートに対する芯合わせからバルブピンの前端を押し出すことになる。さらにまた、凝固した溶融物は、特にガラスが充填された樹脂あるいはいくつかの他の研磨性の材料である場合、バルブピンの前端に摩耗を生じさせる。したがって、成形動作の熱的な特性および射出する材料によっては、完全に芯合わせされているときでも、バルブピンの前端および密封面に摩耗を生じることがある。
したがって、バルブピンのゲートに向けての改良された案内をもたらす射出成型装置の必要性が存在している。
第3の態様において、本発明は、射出成型装置のためのバルブピンを当該成型装置のゲートと係合するように案内する方法であって、
前記バルブピンの密封面の上流側に隣接させて前記バルブピン上に第1の案内面を設けるとともに、前記ゲートの上流側に隣接させて、前記成型装置に第2の案内面を設ける段階;
前記バルブピンの密封面の上流側に隣接させて、前記バルブピン上に第1の芯合わせ面を設けるとともに、前記ゲートの上流側に隣接させて、前記成型装置に第2の芯合わせ面を設ける段階;および
前記ピンが前記ゲートを閉じる前に、前記第1および第2の案内面間の相互作用と前記第1および第2の芯合わせ面間の相互作用とによって、前記ピンが前記ゲートに向かって下流側に動くように前記バルブピンを案内する段階;
を備える方法に向けられている。
本発明のより良い理解のためにかつそれがどのように実行されるかをより明瞭に示すために、ここで一例としての添付の図面を参照する。
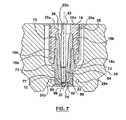
ノズル先端16bは、ノズル本体16aに着脱自在に接続することができる。この着脱自在な接続は、任意の適切な手段によってもたらすことができる。例えば、ノズル先端16bをノズル本体16aの孔75内に着座させるとともに、密封片16cによって所定の場所に保持することができる。ノズル先端16bをノズル本体16aから取り外すことができるので、それが摩耗したときには、ノズル本体16a全体の交換を必要とすることなしに交換することができる。
第3および第4の芯合わせ面86,90の協働によってバルブピン42が芯合わせされた後、図12に示したように、バルブピン42は第1および第2の構造52,62と接触する。図13に示したように、バルブピン42が相対的に真っ直ぐにゲート20に入り、ゲート20の軸線に対してある角度をなすことがないように、芯合わせ面56,60は芯合わせ面86,90と協動する。このことは、バルブピン42およびゲート20上の密封面36,48に傷を付けあるいは損傷を与えるリスクをさらに減少させる。
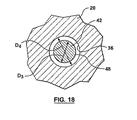
上述したいくつかの実施形態においては、第2の案内・芯合わせ構造が金型ブロックに一体的に設けられているが、他の実施形態においては、第2の案内・芯合わせ構造が分離したゲートインサートや、金型ブロック24に着脱自在に取り付けられる分離した片に設けられて、ゲートから分離している(図5および図6を参照)。上述した任意の実施形態における金型ブロックが、金型ブロックの内部に着脱自在にあるいは固定的に取り付けることができるとともに、その内側に第2の案内・芯合わせ構造を画成することができる任意の構造を選択的に含むこと、あるいは金型ブロック内に直接的かつ一体に画成された第2の案内・芯合わせ構造を有することは、本発明の範囲内である。図20を参照すると、ゲート20は、例えば、ノズル本体16aおよび金型ブロック24の両方に接続されているゲートインサート98内に画成することができる。図20に示した実施形態においては、ゲートインサート98が、図3〜図16の実施形態において設けられている密封片と入れ替わっている。この実施形態においては、第2の案内面58および第2の芯合わせ面60は、ゲートインサート98内のゲート20の上流側に配置される。ゲートインサート98は、ねじ接続によってノズル本体16aに接続されている。図20に示したように、ゲートインサート98はノズル本体16aの外側面に接続することができる。図示されない任意の他の実施形態において、ゲートインサートはノズル本体の内径ボアに接続することができる。
Claims (22)
- マニホールド;
ノズル;
金型キャビティを画成するとともに、前記金型キャビティ内へのゲートを画成する金型ブロック;
バルブピン;
前記バルブピンに接続された第1の案内・芯合わせ構造;および
前記ゲートの上流側において前記金型ブロックに接続された、第2の案内・芯合わせ構造;
を備え、
前記マニホールドは、溶融物供給源から溶融物を受け取るための取入口を有するとともに、前記取入口より下流側で当該マニホールドの吐出口より上流側にあるランナーを画成しており、
前記ノズルは、前記マニホールドの吐出口より下流側にあるノズル溶融物チャンネルを画成するとともに、ノズル本体、ノズル先端、密封片、および、前記ノズル溶融物チャンネル内の溶融物を加熱するために前記ノズル本体に熱的に接続されているヒータを有しており、
前記ノズル先端および前記密封片は、前記ノズル本体に接続されており、
前記ノズル先端は、前記ノズル溶融物チャンネルの一部を画成するとともに、その熱伝導率が前記ノズル本体の熱伝導率より高く、
前記密封片の熱伝導率が、前記ノズル本体の熱伝導率より低く、
前記金型ブロックは、前記ノズル溶融物チャンネルより下流側にあってゲート密封面を有する前記ゲートを画成するとともに、その内部に、前記金型キャビティを冷却する冷却剤を流してこれ運ぶための少なくとも1つの冷却チャンネルを有しており、
前記金型ブロックおよび前記密封片は、それらの間における前記溶融物の漏れを抑制するために互いを係合しており、
前記金型ブロック、前記ノズル先端および前記密封片の間に画成されるチャンバが、前記ノズル溶融物通路より下流側で前記ゲートより上流側に配置されており、
前記ノズル先端は、前記チャンバ内の溶融物を実質的に溶融状態内に維持するために、前記チャンバ内に充分な面積を有しており、
前記バルブピンは、前記ゲートを通って流れる前記溶融物を制御するために前記ゲートに対して出入自在であるとともに、下端部と、この下端部近傍のバルブピン密封面とを有しており、
前記バルブピン密封面は、前記金型キャビティ内への前記溶融物の流れを抑制するために前記ゲート密封面と係合自在であり、
前記第1の案内・芯合わせ構造は、第1の案内面および第1の芯合わせ面を有し、
前記第1の案内面は、下流側方向へ徐々に減少する断面直径を有するとともに、前記第1の芯合わせ面のすぐ下流側に配置されており、
前記第1の芯合わせ面は、略円筒形であり、
前記第2の案内・芯合わせ構造は、第2の案内面および第2の芯合わせ面を有し、
前記第2の案内面は、下流側方向へ徐々に減少する直径を有するとともに、前記第2の芯合わせ面のすぐ上流側に配置されており、
前記第2の芯合わせ面は、略円筒形であり、
前記第2の案内面は、前記バルブピンが前記ゲートに向かって動いている間に前記バルブピンが前記ゲートに対して芯ずれしているときに、前記ゲートに対して芯合わせさせるべく前記バルブピンをスライドさせるために、前記第1の案内面と係合するように配置されており、
前記第2の案内面は、前記バルブピンと前記ゲートとが接触する前に前記ゲートに対する前記バルブピンの芯合わせを完了させるように配置されており、
前記第2の芯合わせ面は、前記バルブピンが前記ゲートに向かって動いている間に前記ゲートに対する前記バルブピンの芯合わせを維持するべく、前記第1の芯合わせ面と係合するように配置されている、
ことを特徴とする射出成型装置。 - 前記第2の案内・芯合わせ構造が、前記第1の案内面の少なくともに一部および前記第1の芯合わせ面の少なくとも一部に沿って延びるリリーフチャンネルを有していることを特徴とする請求項2に記載の射出成型装置。
- 前記第2の案内・芯合わせ構造が、前記第2の案内面の少なくとも一部および前記第2の芯合わせ面の少なくとも一部に沿って延びるリリーフチャンネルを有していることを特徴とする請求項2に記載の射出成型装置。
- 前記バルブピンに接続された第3の案内・芯合わせ構造;および
前記ノズル先端に接続された第4の案内・芯合わせ構造;
をさらに備え、
前記第3の案内・芯合わせ構造は、第3の案内面および第3の芯合わせ面を有し、
前記第3の案内面は、下流側方向へ徐々に減少する断面直径を有するとともに、前記第3の芯合わせ面のすぐに下流側に配置されており、
前記第3の芯合わせ面は、略円筒形であり、
前記第4の案内・芯合わせ構造は、第4の案内面および第4の芯合わせ面を有し、
前記第4の案内面は、下流側方向へ徐々に減少する直径を有しており、
前記第4の芯合わせ面は、略円筒形であり、
前記第3の案内面は、前記第4の芯合わせ面のすぐ上流側に配置されており、
前記第4の案内面は、前記バルブピンが前記ゲートに向かって動いている間に前記バルブピンが前記ゲートに対して芯ずれしているときに、前記ゲートに対して芯合わせさせるべく前記バルブピンをスライドさせるために、前記第3の案内面と係合するように配置されており、
前記第4の案内面は、前記バルブピンと前記ゲートとが接触する前に前記バルブピンの芯合わせを完了させるように配置されており、
前記第4の芯合わせ面は、前記バルブピンが前記ゲートに向かって動いている間に前記ゲートに対する前記バルブピンの芯合わせを維持するべく、前記第3の芯合わせ面と係合するように配置されている、
ことを特徴とする請求項1に記載の射出成型装置。 - 前記ノズル先端が前記密封片によって前記ノズル本体に保持されていることを特徴とする請求項1に記載の射出成型装置。
- 前記ノズル先端がねじ接続によって前記ノズル本体に接続されていることを特徴とする請求項1に記載の射出成型装置。
- 前記密封片が第1の密封片であり、
第2の密封片が、前記第1の密封片と前記ノズル先端とを分離し、前記第1の密封片と前記ノズル先端との間に空隙をもたらすようにそれらの間を密封していることを特徴とする請求項1に記載の射出成型装置。 - 前記第1の案内・芯合わせ構造が前記バルブピンに着脱自在に接続されていることを特徴とする請求項1に記載の射出成型装置。
- 前記第2の案内・芯合わせ構造が前記金型ブロックに着脱自在に接続されていることを特徴とする請求項1に記載の射出成型装置。
- 前記第2の案内・芯合わせ構造は、前記ゲートを含むとともに前記金型ブロックに対して着脱自在に接続されているゲートインサートに配置されていることを特徴とする請求項1に記載の射出成型装置。
- 前記第1の案内面が前記第1の芯合わせ面内へと徐々に湾曲していることを特徴とする請求項1に記載の射出成型装置。
- 前記第2の案内面が前記第2の芯合わせ面内へと徐々に湾曲していることを特徴とする請求項1に記載の射出成型装置。
- 前記ゲートおよび前記第2の案内・芯合わせ構造が、前記ノズル本体および前記金型ブロックの両方に接続したゲートインサート内に画成されていることを特徴とする請求項1に記載の射出成型装置。
- 前記マニホールドは、複数の前記マニホールド吐出口を有するとともに、前記取入口の下流側で前記複数のマニホールド吐出口の上流側に複数の前記ランナーを有しており、
当該射出成型装置は、複数の前記ノズルを備えており、
各ノズルは、前記複数のマニホールド吐出口のうちの1つの下流側にあり、
前記金型ブロックは、複数の前記金型キャビティを画成するとともに、前記複数の金型キャビティ内への複数の前記ゲートを画成しており、
前記金型ブロックと、各ノズルの前記ノズル先端および前記密封片は、1つの前記チャンバを画成しており、
当該射出成型装置は、各ゲートにつき1つの前記バルブピンと、各バルブピンにつき1つの第1の案内・芯合わせ構造と、各ゲートにつき1つの第2の案内・芯合わせ構造とを有している、
ことを特徴とする請求項1に記載の射出成型装置。 - 溶融物チャンネルを有する、第1の材料から作られたノズル本体;
少なくとも部分的に溶融物チャンネル内に配置された、その上に第1の案内・芯合わせ構造を有しているバルブピン;
前記ノズル本体に接続されたノズル先端;
前記ノズル本体に接続された密封片;および
ゲートを有する、前記密封片と接触している金型ゲートインサート;
を備え、
前記ノズル先端は、前記第1の材料より高い熱伝導率を有する第2の材料から作られており、
前記密封片は、前記第1の材料より低い熱伝導率を有する第3の材料から作られており、
前記金型ゲートインサートは、前記第3の材料より高い熱伝導率を有する第4の材料から作られており、
前記金型ゲートインサートは、その上に、前記バルブピンが前記ゲートと接触する前に前記第1の案内・芯合わせ構造と接触する第2の案内・芯合わせ構造を有していることを特徴とする射出成型装置。 - 前記ノズル先端は、前記バルブピンがゲートオリフィスに向かって動いている間に前記第1の案内・芯合わせ構造と接触するノズル先端案内・芯合わせ構造を有している
ことを特徴とする請求項15に記載の射出成型装置。 - 前記ノズル先端が前記ノズル本体にねじ込まれていることを特徴とする請求項15に記載の射出成型装置。
- 前記密封片が前記ノズル本体にねじ込まれていることを特徴とする請求項15に記載の射出成型装置。
- 前記密封片が前記ノズル先端を保持していることを特徴とする請求項15に記載の射出成型装置。
- 前記バルブピンの案内部分が分離片として作られていることを特徴とする請求項15に記載の射出成型装置。
- 前記ゲートおよび前記第2の案内・芯合わせ構造が、前記ノズル本体および前記金型ブロックの両方に接続されたゲートインサート内に画成されていることを特徴とする請求項15に記載の射出成型装置。
- 射出成型装置のためのバルブピンを当該成型装置のゲートと係合するように案内する方法であって、
前記バルブピンの密封面より上流側の近傍において前記バルブピン上に第1の案内面を設けるとともに、前記ゲートより上流側の近傍において前記成型装置上に第2の案内面を設ける段階;
前記バルブピンの前記密封面より上流側の近傍において前記バルブピン上に第1の芯合わせ面を設けるとともに、前記ゲートより上流側の近傍において前記成型装置上に第2の芯合わせ面を設ける段階;および
前記バルブピンが前記ゲートに向かって下流側に動くときに、前記バルブピンが前記ゲートを閉じる前に、前記第1および第2の案内面の相互作用と前記第1および第2の芯合わせ面の相互作用とにより、前記バルブピンを案内する段階;
を備えることを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US39912102P | 2002-07-30 | 2002-07-30 | |
| PCT/CA2003/001154 WO2004012923A2 (en) | 2002-07-30 | 2003-07-30 | A valve pin guide and alignment system for a hot-runner in an injection molding apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005534534A true JP2005534534A (ja) | 2005-11-17 |
| JP2005534534A5 JP2005534534A5 (ja) | 2007-04-26 |
Family
ID=31495736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004525092A Pending JP2005534534A (ja) | 2002-07-30 | 2003-07-30 | 射出成型装置用バルブピン案内・芯合わせシステム |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US7025586B2 (ja) |
| EP (1) | EP1531977B1 (ja) |
| JP (1) | JP2005534534A (ja) |
| CN (1) | CN100448646C (ja) |
| AT (1) | ATE373557T1 (ja) |
| AU (1) | AU2003254663A1 (ja) |
| CA (1) | CA2492701A1 (ja) |
| DE (1) | DE60316444T2 (ja) |
| WO (1) | WO2004012923A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155663A (ja) * | 2018-03-09 | 2019-09-19 | エスバンス 株式会社 | 射出成形金型 |
| KR20220095894A (ko) * | 2020-12-30 | 2022-07-07 | 주식회사 유도 | 트랜스퍼 유닛을 갖는 핫 런너 시스템 |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6769901B2 (en) * | 2000-04-12 | 2004-08-03 | Mold-Masters Limited | Injection nozzle system for an injection molding machine |
| CA2358187A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | Nozzle seal |
| CA2358148A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | A nozzle |
| US6962492B2 (en) * | 2001-10-05 | 2005-11-08 | Mold-Masters Limited | Gap seal between nozzle components |
| US7128566B2 (en) * | 2002-02-21 | 2006-10-31 | Mold-Masters Limited | Valve pin guiding tip for a nozzle |
| CA2473920A1 (en) * | 2002-02-21 | 2003-08-28 | Mold-Masters Limited | A valve pin guide for a valve-gated nozzle |
| US7025585B2 (en) | 2002-04-12 | 2006-04-11 | Gellert Jobst U | Mold gate insert with a thermal barrier |
| WO2004012923A2 (en) | 2002-07-30 | 2004-02-12 | Mold-Masters Limited | A valve pin guide and alignment system for a hot-runner in an injection molding apparatus |
| US6884061B2 (en) * | 2002-09-18 | 2005-04-26 | Mold-Masters Limited | Metering device for a nozzle of an injection molding apparatus |
| CA2450411C (en) * | 2002-11-21 | 2012-01-03 | Mold-Masters Limited | Hot runner nozzle with a tip, a tip surrounding piece and an alignment piece |
| CA2452112A1 (en) * | 2002-12-09 | 2004-06-09 | Mold-Masters Limited | Nozzle tip and seal |
| CA2457643C (en) * | 2003-02-13 | 2011-11-22 | Mold-Masters Limited | Valve gated injection molding system with independent flow control |
| US20040166189A1 (en) * | 2003-02-25 | 2004-08-26 | Mold-Masters Limited | Injection molding system with flow control |
| CN1833853B (zh) * | 2005-03-18 | 2010-12-08 | 亚洲光学股份有限公司 | 可封阻浇口的射出模具 |
| ITTO20050302A1 (it) * | 2005-05-05 | 2006-11-06 | Incos Spa | Terminale di ugello iniettore per apparecchiature di stampaggio ad iniezione di materie plastiche |
| EP1724090B1 (en) * | 2005-05-19 | 2010-07-21 | Mold-Masters (2007) Limited | Injection nozzle with a thermal shroud and method of making the same |
| DE102006041329B3 (de) * | 2006-09-01 | 2008-01-17 | Sfr Formenbau Gmbh | Einspritzdüse zur Führung von Schmelzemasse in einer Kunststoffspritzgießform |
| DE202006015283U1 (de) * | 2006-10-04 | 2008-02-14 | Günther Heisskanaltechnik Gmbh | Spritzgießvorrichtung mit Nadelverschlußdüsen in Rücken-an-Rücken-Anordnung |
| US7566216B2 (en) * | 2007-04-29 | 2009-07-28 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| US7568906B2 (en) | 2007-04-30 | 2009-08-04 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| US7513772B2 (en) * | 2007-05-09 | 2009-04-07 | Mold-Masters (2007) Limited | Injection molding nozzle with valve pin alignment |
| US7972132B2 (en) * | 2008-10-10 | 2011-07-05 | Mold-Masters (2007) Ltd | Injection molding valve gated hot runner nozzle |
| US8646357B2 (en) * | 2009-12-02 | 2014-02-11 | Ford Global Technologies, Llc | Vehicle braking assembly with gap management system |
| US8607660B2 (en) | 2009-12-02 | 2013-12-17 | Ford Global Technologies, Llc | Vehicle braking assembly |
| US8678802B2 (en) * | 2009-12-08 | 2014-03-25 | Husky Injection Molding Systems Ltd. | Hot-runner system having manifold assembly manufactured in accordance with free-form-fabrication |
| CN102371654A (zh) * | 2010-08-17 | 2012-03-14 | 於岩君 | 针阀式热流道模具的阀针密封装置 |
| WO2012170758A1 (en) | 2011-06-09 | 2012-12-13 | Husky Injection Molding Systems Ltd | Wear-resistant assembly for contacting components of mold-tool system |
| CN102729403A (zh) * | 2012-06-20 | 2012-10-17 | 无锡天惠塑机有限公司 | 一种注塑机喷嘴组件 |
| US9248595B2 (en) | 2014-06-24 | 2016-02-02 | Athena Automation Ltd. | Hot runner apparatus for an injection molding machine |
| BR112018067858B1 (pt) * | 2016-03-18 | 2022-07-05 | Honda Motor Co., Ltd | Dispositivo de moldagem por injeção |
| DE102016009149A1 (de) * | 2016-07-27 | 2018-02-01 | Gebr. Krallmann Gmbh | Düse zum Spritzen von Metall |
| IT201700076433A1 (it) * | 2017-07-07 | 2019-01-07 | Gruppo di iniezione con spillo di otturazione, per lo stampaggio a iniezione di materiale plastico, con capacita' di recuperare le dilatazioni termiche e di evitare trafilamenti del materiale plastico | |
| ES2984130T3 (es) * | 2019-05-10 | 2024-10-29 | Mold Masters 2007 Ltd | Aparato de moldeo por inyección de entrada lateral y boquilla de canal caliente de entrada lateral |
| CN111735862A (zh) * | 2020-06-16 | 2020-10-02 | 梅州康立高科技有限公司 | 自定位电极结构 |
| CN111941737B (zh) * | 2020-09-18 | 2022-11-15 | 江苏常熟汽饰集团股份有限公司 | 表面嵌入玻璃纤维复合片材的注塑产品局部加强注塑方法 |
| EP4257331A3 (en) * | 2021-07-07 | 2024-01-03 | INCOE Corporation USA | Heating device |
| CN114311417A (zh) * | 2021-12-30 | 2022-04-12 | 广州晶品智能压塑科技股份有限公司 | 一种可活动式流道连接机构 |
| CN114522817A (zh) * | 2022-04-21 | 2022-05-24 | 山西海普瑞科技有限公司 | 一种用于防止高压水射流破坏的喷嘴结构 |
Family Cites Families (162)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2865050A (en) * | 1955-06-06 | 1958-12-23 | Stokes F J Corp | Valved gate for an injection molding press |
| US3488810A (en) * | 1967-03-17 | 1970-01-13 | Jobst U Gellert | Valve-gated mold construction |
| ZA708109B (en) * | 1969-12-11 | 1972-02-23 | Lucas Industries Ltd | Apparatus for hot runner injection moulding |
| US3677682A (en) * | 1970-03-09 | 1972-07-18 | Ladislao Wladyslaw Putkowski | Hot runner system |
| US3716318A (en) * | 1971-02-04 | 1973-02-13 | Gte Sylvania Inc | Valving means for injection molding apparatus |
| US4004871A (en) * | 1973-03-12 | 1977-01-25 | Claude Hardy | Mold gate apparatus |
| US3952927A (en) * | 1974-04-26 | 1976-04-27 | Standard Oil Company | Injection nozzle having guides for nozzle rod |
| JPS51125160A (en) * | 1974-06-27 | 1976-11-01 | Saito Kouki Kk | Automatically opening or closing valve gate for plastic injection molding |
| CA1032317A (en) * | 1975-04-10 | 1978-06-06 | Jobst U. Gellert | Valve-gated injection molding mechanism |
| US4053271A (en) * | 1976-02-04 | 1977-10-11 | Gellert Jobst U | Valve-gated injection molding mechanism |
| CA1067660A (en) * | 1976-03-25 | 1979-12-11 | Jobst U. Gellert | Injection molding nozzle seal |
| US4268240A (en) * | 1978-01-06 | 1981-05-19 | Husky Injection Molding Systems | Actuating mechanism for gate valve of injection nozzle |
| US4268241A (en) * | 1978-01-06 | 1981-05-19 | Husky Injection Molding Systems | Heated injection nozzle |
| US4173448A (en) * | 1978-01-06 | 1979-11-06 | Husky Injection Molding Systems | Actuating mechanism for gate valve of injection nozzle |
| CA1097872A (en) * | 1978-12-08 | 1981-03-24 | Jobst U. Gellert | Injection molding valve pin actuator mechanism |
| BG28748A1 (en) * | 1979-05-07 | 1980-12-12 | Mateev | Apparatus for runnerless casting under presure of polymer articles |
| US4318686A (en) * | 1980-01-03 | 1982-03-09 | International Tools (1973) Limited | Injection molding apparatus for molding parts of thermosetting plastic material |
| US4312630A (en) * | 1980-03-18 | 1982-01-26 | Nicola Travaglini | Heaterless hot nozzle |
| CA1136815A (en) * | 1980-07-15 | 1982-12-07 | Jobst U. Gellert | Injection molding nozzle seal |
| CA1136814A (en) * | 1980-07-15 | 1982-12-07 | Jobst U. Gellert | Hot tip seal |
| CA1153524A (en) * | 1980-10-15 | 1983-09-13 | Jobst U. Gellert | Injection molding mechanical double acting valve pin actuator |
| US4368028A (en) * | 1981-02-02 | 1983-01-11 | Grish Anthony J | Annular flow plastic extrusion nozzle or gate |
| US4412807A (en) * | 1982-01-28 | 1983-11-01 | The Continental Group, Inc. | Offset flow injection nozzle |
| CA1190019A (en) * | 1982-07-12 | 1985-07-09 | Jobst U. Gellert | Injection molding hot tip seal |
| JPS5932409U (ja) | 1982-08-25 | 1984-02-29 | 株式会社明星金属工業所 | バルブレス式インジエクシヨンオ−プンノズル |
| DE3245571C2 (de) | 1982-12-09 | 1985-04-11 | Männer, Otto, 7836 Bahlingen | Nadelverschluß-Düse für Spritzgießformen |
| JPS59142124A (ja) * | 1983-02-02 | 1984-08-15 | Shigeru Tsutsumi | 合成樹脂射出成形機用ホツトチツプブシング |
| US4662837A (en) * | 1985-03-18 | 1987-05-05 | Husky Injection Molding Systems, Ltd. | Apparatus for injection molding |
| US4652230A (en) * | 1985-05-06 | 1987-03-24 | Osuna Diaz J M | Injection molding nozzle |
| CA1238161A (en) * | 1985-12-02 | 1988-06-21 | Jobst U. Gellert | Manufacturing method for selected gate configuration injection molding nozzles |
| US5141696A (en) * | 1986-06-30 | 1992-08-25 | Osuna Diaz J M | Method for injection molding using flow adjusting arrangement |
| DE3631850A1 (de) * | 1986-09-19 | 1988-04-07 | Zimmermann Wolfgang | Die thermodynamische punktangussduese |
| US4771164A (en) * | 1987-04-01 | 1988-09-13 | Gellert Jobst U | Injection molding nozzle and method |
| US4787836A (en) * | 1987-06-30 | 1988-11-29 | Fairchild Industries, Inc. | Injection molding nozzle |
| CA1267514A (en) * | 1987-07-15 | 1990-04-10 | Jobst Ulrich Gellert | Coated injection molding nozzle and method |
| US4781572A (en) * | 1987-10-09 | 1988-11-01 | Sonoco Products Company | Self-regulating gate valve assembly for injection molding apparatus |
| CA1261573A (en) * | 1987-10-16 | 1989-09-26 | Harald H. Schmidt | Injection molding nozzle having grounded heating element brazed into pointed tip |
| US5254305A (en) * | 1987-12-10 | 1993-10-19 | Otto Hofstetter Ag | Injection nozzle and method for charging an injection nozzle |
| FR2625133B1 (fr) * | 1987-12-24 | 1990-09-21 | Delta Projet | Buse de moule pour injection de matiere plastique |
| US4832593A (en) * | 1988-01-25 | 1989-05-23 | Husky Injection Molding Systems Ltd. | Large nozzle for hot runner mold |
| CA1265909A (en) * | 1988-02-16 | 1990-02-20 | Jobst Ulrich Gellert | Injection molding heated gate insert and method |
| CA1280268C (en) * | 1988-09-30 | 1991-02-19 | Jobst Ulrich Gellert | Injection molding nozzle having nose portion with heating element encircling the bore and method |
| DE8817021U1 (de) * | 1988-10-05 | 1992-03-19 | Otto Hofstetter Ag, Uznach | Vorrichtung zum Spritzgiessen von PET-Formlingen und Anguss-System |
| US5028227A (en) * | 1988-10-31 | 1991-07-02 | Mold-Masters Limited | Injection molding nozzle with replaceable gate insert |
| DE3935565C2 (de) * | 1988-10-31 | 1997-07-24 | Ikeda Bussan Co | Verfahren zur Herstellung eines geschäumten Kunststoffteiles, insbesondere für Sitzkissen, Rückenlehnen oder dgl. |
| DE3843035A1 (de) * | 1988-12-21 | 1990-06-28 | Otto Maenner | Nadelverschlussduese fuer spritzgiessformen |
| US4950154A (en) * | 1989-07-03 | 1990-08-21 | Moberg Clifford A | Combination injection mold and sprue bushing |
| CA1318998C (en) * | 1989-07-13 | 1993-06-15 | Harald Hans Schmidt | Injection molding system with flanged insulation gate seal |
| US5208228A (en) * | 1989-11-13 | 1993-05-04 | Merck & Co., Inc. | Aminomacrolides and derivatives having immunosuppressive activity |
| CA2008171C (en) * | 1990-01-19 | 1997-05-20 | Jobst Ulrich Gellert | Method of making a selected size injection molding nozzle |
| US5067893A (en) * | 1990-06-15 | 1991-11-26 | Osuna Diaz Jesus M | Injection molding apparatus with shut off valve pin actuation system |
| CA2022120C (en) * | 1990-07-27 | 1998-02-10 | Jobst Ulrich Gellert | Injection molding cooled socket holder for a heated nozzle |
| US5030084A (en) * | 1990-09-04 | 1991-07-09 | Mold-Masters Limited | Pre-wired injection molding assembly |
| DE4028660A1 (de) | 1990-09-10 | 1992-03-26 | Incoe International Inc Zweign | Heisskanal-verteilersystem |
| DE4032509C2 (de) * | 1990-10-12 | 1993-10-21 | Gellert Jobst U | Spritzgießdüse für eine Spritzgießeinrichtung |
| US5208052A (en) * | 1991-11-18 | 1993-05-04 | Husky Injection Molding Systems Ltd. | Hot runner nozzle assembly |
| JP3035657B2 (ja) | 1991-12-27 | 2000-04-24 | 三菱マテリアル株式会社 | バルブゲート式金型装置 |
| JP3173852B2 (ja) | 1992-03-23 | 2001-06-04 | 松下電工株式会社 | 射出成形用金型 |
| CA2068543C (en) * | 1992-05-11 | 1999-11-09 | Jobst Ulrich Gellert | Coinjection molding apparatus having rotary axial actuating mechanism |
| JP3251054B2 (ja) | 1992-05-12 | 2002-01-28 | ティーディーケイ株式会社 | 射出成形装置 |
| CA2073710C (en) | 1992-07-13 | 2000-03-28 | Jobst Ulrich Gellert | Injection molding nozzle with removable forward member |
| US5360333A (en) * | 1992-09-30 | 1994-11-01 | Husky Injection Molding Systems Ltd. | Band heater clamp arrangement for an injection molding machine |
| US5374182A (en) * | 1992-09-30 | 1994-12-20 | Husky Injection Molding Systems Ltd. | Hot runner manifold bushing |
| US5324191A (en) * | 1992-09-30 | 1994-06-28 | Husky Injection Molding Systems Ltd. | Sealed edge gate |
| CA2091406C (en) * | 1993-03-10 | 2001-07-17 | Jobst Ulrich Gellert | Injection molding nozzle insert with valve member locating blades |
| US5569475A (en) * | 1993-06-10 | 1996-10-29 | D-M-E Company | Insulator for thermoplastic molding nozzle assembly |
| US5299928A (en) * | 1993-07-26 | 1994-04-05 | Gellert Jobst U | Two-piece injection molding nozzle seal |
| WO1995005276A1 (en) * | 1993-08-12 | 1995-02-23 | Kona Corporation | Improved hot runner injection molding system |
| US5885628A (en) * | 1993-08-12 | 1999-03-23 | Dynisco, Inc. | Injection molding nozzle |
| DE59404200D1 (de) * | 1993-08-13 | 1997-11-06 | Awm Werkzeugbau Ag | Spritzdüse |
| JP2853538B2 (ja) * | 1993-11-30 | 1999-02-03 | 日本ビクター株式会社 | 射出成形用金型装置 |
| US5492467A (en) * | 1993-12-30 | 1996-02-20 | Kona Corporation | Apparatus for injection molding articles of amorphous polyethylene terephthalate |
| US5501594A (en) * | 1994-02-16 | 1996-03-26 | Eastman Kodak Company | Apparatus for forming a thermoplastic body |
| US5474439A (en) | 1994-04-13 | 1995-12-12 | Caco Pacific Corporation | Fluid injecting nozzle having spaced projections |
| CA2123360C (en) * | 1994-05-11 | 2004-07-20 | Jobst Ulrich Gellert | Injection molding nozzle with two removable inserts |
| US6010592A (en) * | 1994-06-23 | 2000-01-04 | Kimberly-Clark Corporation | Method and apparatus for increasing the flow rate of a liquid through an orifice |
| US5443381A (en) * | 1994-07-18 | 1995-08-22 | Gellert; Jobst U. | Injection molding one-piece insert having cooling chamber with radial rib portions |
| US5545028A (en) * | 1994-08-16 | 1996-08-13 | Kona Corporation | Bushing tip for injection molding apparatus |
| JP3452988B2 (ja) * | 1994-09-22 | 2003-10-06 | 不二精機株式会社 | バルブゲート式金型装置 |
| US6022210A (en) * | 1995-01-31 | 2000-02-08 | Gunther Heisskanaltechnik Gmbh | Hot runner nozzle |
| CA2165514C (en) * | 1995-12-18 | 2007-10-02 | Jobst Ulrich Gellert | Injection molding carbide torpedo |
| CA2153079A1 (en) * | 1995-06-30 | 1996-12-31 | Klaus Bauer | Valve member locating insert for injection molding nozzle |
| CA2154969C (en) * | 1995-07-28 | 2005-02-01 | Jobst Ulrich Gellert | Injection molding nozzle with radial vanes |
| US5686122A (en) * | 1995-11-17 | 1997-11-11 | Husky Injection Molding Systems Ltd. | Modular mold cooling system |
| US5707667A (en) * | 1995-12-07 | 1998-01-13 | Husky Injection Molding Systems Ltd. | Sound insulated injection molding machine |
| DE29602484U1 (de) | 1996-02-13 | 1996-03-28 | Männer, Otto, 79353 Bahlingen | Nadelverschlußdüse mit einer Nadelführung |
| DE19605209C2 (de) * | 1996-02-13 | 1999-01-07 | Otto Maenner | Nadelverschlußdüse mit einer Nadelführung |
| DE19608676C1 (de) | 1996-03-06 | 1997-01-30 | Hasco Normalien Hasenclever Co | Verschlußdüse für eine Werkzeugform zur Verarbeitung plastischer Massen, insbesondere für eine Kunststoff-Spritzgießform |
| CA2175634C (en) * | 1996-05-02 | 2007-08-21 | Klaus Bauer | Injection molding valve member with head and neck portions |
| DE69619362T2 (de) * | 1996-05-10 | 2002-07-11 | EUROTOOL BEHEER B.V., GROVENDEEL/'S-GRAVENDEEL | Spritzgiesssystem und Erhitzungsaufbau zur Verwendung in einem derartigen System |
| JP3028407B2 (ja) * | 1996-05-20 | 2000-04-04 | 株式会社吉野工業所 | 射出成形型用バルブゲート装置 |
| US5736171A (en) * | 1996-06-04 | 1998-04-07 | Caco Pacific Corporation | Fluid injecting nozzle having spaced projections |
| US5804228A (en) * | 1996-08-21 | 1998-09-08 | Caco Pacific Corporation | Minimum vestige nozzle assembly for plastics injection molding |
| US5916605A (en) * | 1996-09-27 | 1999-06-29 | Dynisco Hotrunners, Inc. | Valve actuated injection molding apparatus |
| EP0832729B1 (en) * | 1996-09-30 | 2000-03-08 | EUROTOOL Beheer B.V. | Valve-gated injection moulding device |
| CA2187497C (en) * | 1996-10-09 | 2005-06-28 | Jobst Ulrich Gellert | Injection molding nozzle guide and sealing ring |
| US5845853A (en) | 1996-12-02 | 1998-12-08 | Friedman; Michael | Nozzle assembly for expelling a viscous mass |
| CA2193327A1 (en) * | 1996-12-18 | 1998-06-18 | Jobst Ulrich Gellert | Injection molding apparatus with insert secured through the manifold to a nozzle |
| US5820899A (en) * | 1996-12-23 | 1998-10-13 | Mold-Masters Limited | Injection molding nozzle with edge gate inserts and sealing ring |
| DE59610789D1 (de) * | 1996-12-23 | 2003-11-27 | Sulzer Chemtech Ag Winterthur | Düse für eine Polymerschmelze |
| US5879727A (en) * | 1997-01-21 | 1999-03-09 | Husky Injection Molding Systems, Ltd. | Insulated modular injection nozzle system |
| JPH10264222A (ja) | 1997-03-21 | 1998-10-06 | Omron Corp | 射出成形シリンダ用バルブ構造 |
| US5871786A (en) * | 1997-04-04 | 1999-02-16 | Kona Corporation | Tip heated hot runner nozzle |
| CA2203741C (en) | 1997-04-25 | 2007-02-20 | Mold-Masters Limited | Injection molding apparatus with a one-piece gate insert locating a cylindrical valve member |
| US5925386A (en) * | 1997-06-11 | 1999-07-20 | Moberg; Clifford A. | Wear-resistant sprue bushing |
| KR100226350B1 (ko) | 1997-06-11 | 1999-10-15 | 전주범 | 정온 제어기능을 갖는 세탁기에서 고온으로부터 세탁물 보호방법 |
| US6309208B1 (en) * | 1997-06-13 | 2001-10-30 | Synventive Molding Solutions, Inc. | Apparatus for proportionally controlling fluid delivery to a mold |
| US5894025A (en) * | 1997-06-13 | 1999-04-13 | Kona Corporation | Valve pin actuator |
| US5895669A (en) * | 1997-06-13 | 1999-04-20 | Incoe Corporation | Injection molding shut-off bushing with separate material flow path |
| US6361300B1 (en) * | 1998-04-21 | 2002-03-26 | Synventive Molding Solutions, Inc. | Manifold system having flow control |
| US6287107B1 (en) * | 1997-09-02 | 2001-09-11 | Synventive Molding Solutions, Inc. | Apparatus for proportionally controlling fluid delivery to a mold |
| SE518906C2 (sv) | 1997-12-05 | 2002-12-03 | Helldin Ab N | Anordning vid formsprutning |
| CA2228931C (en) * | 1998-02-02 | 2007-06-26 | Mold-Masters Limited | Injection molding three portion gate and cavity insert |
| CA2228458C (en) * | 1998-02-02 | 2008-08-05 | Mold-Masters Limited | Injection molding cooled gate insert |
| KR200183608Y1 (ko) * | 1998-02-26 | 2000-06-01 | 유영희 | 완충링을 가지는 주입노즐 |
| JP3191866B2 (ja) | 1998-03-06 | 2001-07-23 | 三菱マテリアル株式会社 | バルブゲート式金型装置 |
| JP3991340B2 (ja) * | 1998-04-07 | 2007-10-17 | 株式会社十王 | 射出成形用ノズル |
| US5980234A (en) * | 1998-04-29 | 1999-11-09 | R & D Tool & Engineering Co., | Blow mold apparatus for minimal gate |
| DE29809855U1 (de) * | 1998-06-03 | 1998-08-20 | Günther Heißkanaltechnik GmbH, 35066 Frankenberg | Nadelverschlußdüse |
| US6358038B1 (en) * | 1998-06-26 | 2002-03-19 | Oleg Rozenberg | Injection stretch blow molding machine |
| US6261084B1 (en) * | 1998-08-28 | 2001-07-17 | Synventive Moldings Solutions Canada, Inc. | Elastically deformable nozzle for injection molding |
| US6143358A (en) * | 1998-10-01 | 2000-11-07 | Nanofilm, Ltd. | Hydrophobic thin films on magnesium fluoride surfaces |
| US6428305B2 (en) * | 1998-10-13 | 2002-08-06 | Husky Injection Molding Systems Ltd. | Injection molding nozzle tip insulator and injection molding device |
| US6318990B1 (en) * | 1998-10-16 | 2001-11-20 | Mold-Masters Limited | Injection molding nozzle apparatus |
| US6135757A (en) * | 1998-10-16 | 2000-10-24 | Husky Injection Systems Ltd. | Valve gated injection molding system |
| CA2250599A1 (en) * | 1998-10-16 | 2000-04-16 | Jobst Ulrich Gellert | Apparatus and method of making an injection molding nozzle with tip insert |
| US6074195A (en) * | 1998-12-08 | 2000-06-13 | Fast Heat, Inc. | Hot runner nozzle with laminar flow pin point tip |
| US6164954A (en) | 1998-12-08 | 2000-12-26 | Husky Injection Molding Systems Ltd. | High pressure injection nozzle |
| CA2261367C (en) * | 1999-02-08 | 2008-04-22 | Mold-Masters Limited | Injection molding valve member actuating mechanism |
| US6533571B2 (en) * | 1999-03-19 | 2003-03-18 | Husky Injection Molding Systems, Ltd | Injection nozzle insulator assembly |
| US6315549B1 (en) * | 1999-03-19 | 2001-11-13 | Husky Injection Molding Systems Ltd. | Hot tip insulator retainer |
| US6220851B1 (en) * | 1999-04-19 | 2001-04-24 | Husky Injection Molding Systems Ltd. | Detachable nozzle body |
| US6245278B1 (en) * | 1999-06-03 | 2001-06-12 | Husky Injection Molding Systems Ltd. | Injection nozzle and method |
| CA2286953A1 (en) * | 1999-10-18 | 2001-04-18 | Helen Zhuang | Injection nozzle system |
| US6089468A (en) * | 1999-11-08 | 2000-07-18 | Husky Injection Molding Systems Ltd. | Nozzle tip with weld line eliminator |
| US6227461B1 (en) * | 1999-11-08 | 2001-05-08 | Fred W. Schroeder | Flow nozzle for injection molding |
| DE19956214B4 (de) * | 1999-11-23 | 2004-01-29 | Otto Männer Heißkanalsysteme GmbH & Co. KG | Offene Spritzgießdüse |
| US6264460B1 (en) * | 1999-12-09 | 2001-07-24 | Pechiney Emballage Flexible Europe | Injection gate insulating and cooling apparatus |
| WO2001078961A1 (en) | 2000-04-12 | 2001-10-25 | Mold-Masters Limited | Injection nozzle system and injection molding machine incorporating same |
| US6769901B2 (en) * | 2000-04-12 | 2004-08-03 | Mold-Masters Limited | Injection nozzle system for an injection molding machine |
| IT1320639B1 (it) | 2000-09-13 | 2003-12-10 | Piero Enrietti | Testa riscaldata di alimentazione di un ugello di iniezione per lostampaggio di materiali plastici. |
| US6394785B1 (en) * | 2000-11-20 | 2002-05-28 | Top Grade Molds Ltd. | Nozzle for injection mold |
| US6419116B1 (en) * | 2001-02-27 | 2002-07-16 | D-M-E Company | Molding nozzle gate valve |
| JP2002307492A (ja) | 2001-04-11 | 2002-10-23 | Mitsubishi Materials Corp | バルブゲート式金型装置 |
| JP2003011173A (ja) | 2001-06-27 | 2003-01-15 | Mitsubishi Materials Corp | バルブゲート式金型装置 |
| JP2003011174A (ja) | 2001-06-28 | 2003-01-15 | Mitsubishi Materials Corp | バルブゲート式金型装置 |
| JP2003011176A (ja) | 2001-06-29 | 2003-01-15 | Mitsubishi Materials Corp | バルブゲート式金型装置 |
| US7156651B2 (en) * | 2001-07-06 | 2007-01-02 | Husky Injection Molding Systems Ltd. | Apparatus for injection molding articles |
| US20030008034A1 (en) * | 2001-07-06 | 2003-01-09 | Husky Injection Molding, Ltd. | Method and apparatus for injection molding articles |
| CA2358148A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | A nozzle |
| CA2358187A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | Nozzle seal |
| US6962492B2 (en) * | 2001-10-05 | 2005-11-08 | Mold-Masters Limited | Gap seal between nozzle components |
| ITTO20011214A1 (it) | 2001-12-21 | 2003-06-21 | Incos Spa | Ugello iniettore per apparecchiature di stampaggio ad iniezione di materie plastiche. |
| CA2473920A1 (en) | 2002-02-21 | 2003-08-28 | Mold-Masters Limited | A valve pin guide for a valve-gated nozzle |
| US7128566B2 (en) * | 2002-02-21 | 2006-10-31 | Mold-Masters Limited | Valve pin guiding tip for a nozzle |
| US6709262B2 (en) * | 2002-03-22 | 2004-03-23 | Stackteck Systems Canada Inc. | Nozzle cap |
| US7025585B2 (en) * | 2002-04-12 | 2006-04-11 | Gellert Jobst U | Mold gate insert with a thermal barrier |
| WO2004012923A2 (en) | 2002-07-30 | 2004-02-12 | Mold-Masters Limited | A valve pin guide and alignment system for a hot-runner in an injection molding apparatus |
| US6726467B1 (en) * | 2002-10-16 | 2004-04-27 | R&D Tool & Engineering Co. | Injection molding nozzle |
| US6609902B1 (en) * | 2002-11-12 | 2003-08-26 | Husky Injection Molding Systems Ltd. | Injection molding nozzle |
| CA2450411C (en) * | 2002-11-21 | 2012-01-03 | Mold-Masters Limited | Hot runner nozzle with a tip, a tip surrounding piece and an alignment piece |
| CA2449907C (en) * | 2002-11-21 | 2012-01-03 | Mold-Masters Limited | In-line valve gated nozzle |
-
2003
- 2003-07-30 WO PCT/CA2003/001154 patent/WO2004012923A2/en active IP Right Grant
- 2003-07-30 DE DE60316444T patent/DE60316444T2/de not_active Expired - Lifetime
- 2003-07-30 CA CA002492701A patent/CA2492701A1/en not_active Abandoned
- 2003-07-30 JP JP2004525092A patent/JP2005534534A/ja active Pending
- 2003-07-30 CN CNB038229528A patent/CN100448646C/zh not_active Expired - Fee Related
- 2003-07-30 US US10/629,699 patent/US7025586B2/en not_active Expired - Lifetime
- 2003-07-30 AU AU2003254663A patent/AU2003254663A1/en not_active Abandoned
- 2003-07-30 AT AT03766086T patent/ATE373557T1/de not_active IP Right Cessation
- 2003-07-30 EP EP03766086A patent/EP1531977B1/en not_active Expired - Lifetime
-
2006
- 2006-04-10 US US11/400,216 patent/US7223092B2/en not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155663A (ja) * | 2018-03-09 | 2019-09-19 | エスバンス 株式会社 | 射出成形金型 |
| JP7109215B2 (ja) | 2018-03-09 | 2022-07-29 | エスバンス株式会社 | 成形品の製造方法 |
| KR20220095894A (ko) * | 2020-12-30 | 2022-07-07 | 주식회사 유도 | 트랜스퍼 유닛을 갖는 핫 런너 시스템 |
| KR102426283B1 (ko) | 2020-12-30 | 2022-07-29 | 주식회사 유도 | 트랜스퍼 유닛을 갖는 핫 런너 시스템 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040071817A1 (en) | 2004-04-15 |
| WO2004012923A2 (en) | 2004-02-12 |
| US7025586B2 (en) | 2006-04-11 |
| WO2004012923A3 (en) | 2004-05-21 |
| US20060182843A1 (en) | 2006-08-17 |
| EP1531977A2 (en) | 2005-05-25 |
| CN100448646C (zh) | 2009-01-07 |
| US7223092B2 (en) | 2007-05-29 |
| AU2003254663A8 (en) | 2004-02-23 |
| CA2492701A1 (en) | 2004-02-12 |
| ATE373557T1 (de) | 2007-10-15 |
| EP1531977B1 (en) | 2007-09-19 |
| CN1684811A (zh) | 2005-10-19 |
| AU2003254663A1 (en) | 2004-02-23 |
| DE60316444T2 (de) | 2008-01-10 |
| DE60316444D1 (de) | 2007-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005534534A (ja) | 射出成型装置用バルブピン案内・芯合わせシステム | |
| US6921259B2 (en) | Valve pin guide for a valve-gated nozzle | |
| CN101301779B (zh) | 具有阀针对准的注射模制喷嘴 | |
| US7850442B2 (en) | Edge-gated nozzle | |
| EP3006182B1 (en) | Hot runner for an injection molding apparatus having a valve pin bushing | |
| EP2228194A1 (en) | Sealing arrangement for an edge gated nozzle in an injection molding system | |
| US6422857B2 (en) | Injection gate insulating and cooling apparatus | |
| WO2003084732A1 (en) | Molding nozzle gate valve | |
| CA2681129A1 (en) | Mold assembly using inserts | |
| EP1963073B1 (en) | Insert cup for a mold and injection apparatus comprising the same | |
| JP2004203047A (ja) | 横方向ゲート式射出成形装置 | |
| WO2005110701A1 (en) | Improved apparatus for injection molding articles | |
| KR20190008815A (ko) | 플라스틱 재료의 사출 성형 장치 | |
| US7497681B2 (en) | Needle valve nozzle | |
| US20060159798A1 (en) | Method for producing mould parts by injection and plugged needle nozzle for an injection mould | |
| CN108883560B (zh) | 注塑模具 | |
| US8025500B2 (en) | Decompression sprue bush and decompression machine nozzle | |
| JP7317700B2 (ja) | 金型装置 | |
| CN116963892A (zh) | 注塑喷嘴 | |
| EP1490205A1 (en) | Molding nozzle gate valve | |
| KR20100093849A (ko) | 사출성형기의 노즐장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070306 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090529 |