JP2005294558A - 希土類磁石及び希土類磁石の製造方法 - Google Patents
希土類磁石及び希土類磁石の製造方法 Download PDFInfo
- Publication number
- JP2005294558A JP2005294558A JP2004107998A JP2004107998A JP2005294558A JP 2005294558 A JP2005294558 A JP 2005294558A JP 2004107998 A JP2004107998 A JP 2004107998A JP 2004107998 A JP2004107998 A JP 2004107998A JP 2005294558 A JP2005294558 A JP 2005294558A
- Authority
- JP
- Japan
- Prior art keywords
- rare earth
- magnet
- resistant surface
- weather
- surface coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052761 rare earth metal Inorganic materials 0.000 title claims abstract description 116
- 150000002910 rare earth metals Chemical class 0.000 title claims abstract description 75
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000000576 coating method Methods 0.000 claims abstract description 88
- 239000011248 coating agent Substances 0.000 claims abstract description 87
- 238000010438 heat treatment Methods 0.000 claims abstract description 45
- 238000002844 melting Methods 0.000 claims abstract description 14
- 230000008018 melting Effects 0.000 claims abstract description 14
- 229910001172 neodymium magnet Inorganic materials 0.000 claims abstract description 8
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 7
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 7
- 229910052737 gold Inorganic materials 0.000 claims abstract description 6
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 6
- 229910052697 platinum Inorganic materials 0.000 claims abstract description 6
- 238000011084 recovery Methods 0.000 claims description 68
- 229910045601 alloy Inorganic materials 0.000 claims description 28
- 239000000956 alloy Substances 0.000 claims description 28
- 230000032683 aging Effects 0.000 claims description 26
- 239000002994 raw material Substances 0.000 claims description 22
- 239000000203 mixture Substances 0.000 claims description 19
- 229910052777 Praseodymium Inorganic materials 0.000 claims description 15
- 238000005229 chemical vapour deposition Methods 0.000 claims description 15
- 238000005245 sintering Methods 0.000 claims description 15
- 229910052692 Dysprosium Inorganic materials 0.000 claims description 13
- 229910052779 Neodymium Inorganic materials 0.000 claims description 12
- 238000007598 dipping method Methods 0.000 claims description 11
- 229910052771 Terbium Inorganic materials 0.000 claims description 10
- 229910052796 boron Inorganic materials 0.000 claims description 10
- 239000000843 powder Substances 0.000 claims description 9
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 6
- 238000005240 physical vapour deposition Methods 0.000 claims description 6
- 229910052723 transition metal Inorganic materials 0.000 claims description 4
- 239000007791 liquid phase Substances 0.000 claims description 2
- 238000012545 processing Methods 0.000 abstract description 12
- 230000005291 magnetic effect Effects 0.000 description 55
- 238000000034 method Methods 0.000 description 52
- 230000008569 process Effects 0.000 description 24
- 239000007789 gas Substances 0.000 description 18
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 18
- 238000003754 machining Methods 0.000 description 16
- 238000010298 pulverizing process Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- 238000000227 grinding Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000007797 corrosion Effects 0.000 description 8
- 238000005260 corrosion Methods 0.000 description 8
- -1 ferroboron Substances 0.000 description 7
- 230000004907 flux Effects 0.000 description 7
- 239000012298 atmosphere Substances 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 229910002056 binary alloy Inorganic materials 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 230000005415 magnetization Effects 0.000 description 4
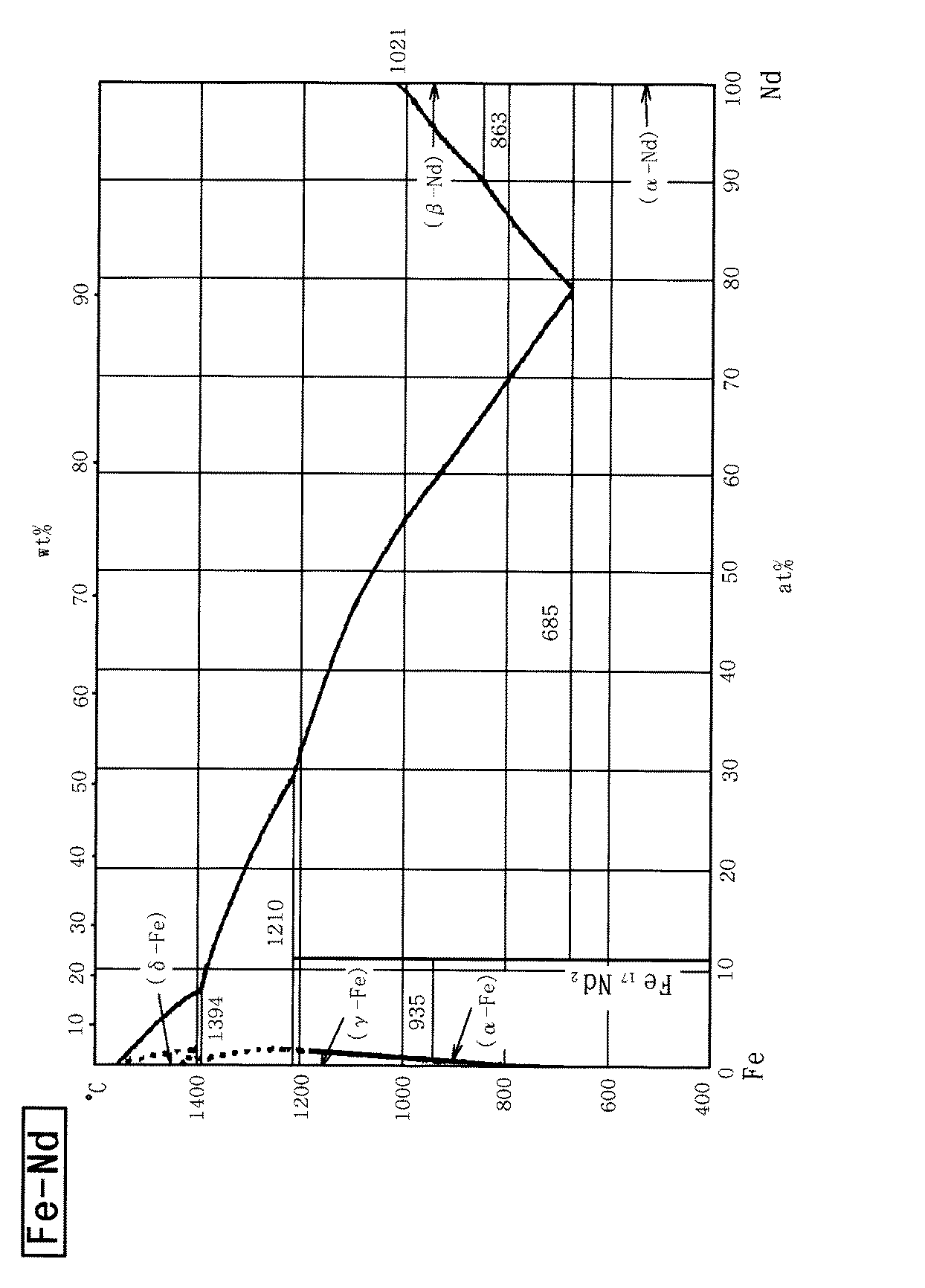
- 238000010587 phase diagram Methods 0.000 description 4
- 238000005275 alloying Methods 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000012159 carrier gas Substances 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 238000004663 powder metallurgy Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229910052733 gallium Inorganic materials 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- DGCTVLNZTFDPDJ-UHFFFAOYSA-N heptane-3,5-dione Chemical compound CCC(=O)CC(=O)CC DGCTVLNZTFDPDJ-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000002595 magnetic resonance imaging Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- UDQHRQRNAJJZRB-UHFFFAOYSA-N 6,6,7,7,8,8,8-heptafluoro-2,2-dimethyloctane-3,5-dione Chemical compound CC(C)(C)C(=O)CC(=O)C(F)(F)C(F)(F)C(F)(F)F.CC(C)(C)C(=O)CC(=O)C(F)(F)C(F)(F)C(F)(F)F UDQHRQRNAJJZRB-UHFFFAOYSA-N 0.000 description 1
- GPOXCFJNNXDRSC-UHFFFAOYSA-N 6-ethyl-2,2-dimethyloctane-3,5-dione Chemical compound CCC(CC)C(=O)CC(=O)C(C)(C)C GPOXCFJNNXDRSC-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- QAMFBRUWYYMMGJ-UHFFFAOYSA-N hexafluoroacetylacetone Chemical compound FC(F)(F)C(=O)CC(=O)C(F)(F)F QAMFBRUWYYMMGJ-UHFFFAOYSA-N 0.000 description 1
- 238000004050 hot filament vapor deposition Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000003446 ligand Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000003870 refractory metal Substances 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003746 solid phase reaction Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910002058 ternary alloy Inorganic materials 0.000 description 1
- 238000002230 thermal chemical vapour deposition Methods 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images



Landscapes
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【解決手段】 磁石素体の表面に耐候性表面被膜を形成した後、熱処理を行う。耐候性表面被膜の融点は、熱処理温度以上とする。希土類元素を含有する回復用被膜を形成した後、耐候性表面被膜を形成してもよい。耐候性表面被膜は、Ni、Si、Al合金、Au、Ptのいずれか1種を含む。磁石素体はNdFeB系希土類焼結磁石である。磁石素体の厚さは2mm以下である。
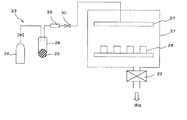
【選択図】 図1
Description
<実験1>
先ず、NdFeB系焼結磁石として、Nd24.5重量%、Pr3.2重量%、Dy2.5重量%、Co3重量%、B1重量%、Ga0.35重量%、残部Feからなる希土類焼結磁石(磁石素材)を用意した。これを試料1(比較例)とする。
先ず、NdFeB系焼結磁石として、Nd25.5重量%、Pr4.7重量%、Al0.2重量%、B1重量%、Cu0.06重量%、Co1.5重量%、残部Feからなる希土類焼結磁石(磁石素材)を用意した。これを試料6(比較例)とする。
Claims (23)
- 磁石素体の表面に耐候性表面被膜が形成され、当該耐候性表面被膜が成膜界面において拡散されていることを特徴とする希土類磁石。
- 磁石素体の表面に直接耐候性表面被膜が形成され、当該耐候性表面被膜が磁石素体との界面において拡散されていることを特徴とする請求項1記載の希土類磁石。
- 磁石素体の表面に希土類元素を含む回復用被膜が形成され、その上に耐候性表面被膜が形成されていることを特徴とする請求項1記載の希土類磁石。
- 前記耐候性表面被膜が回復用被膜との界面において拡散されていることを特徴とする請求項3記載の希土類磁石。
- Cu被膜を介して耐候性表面被膜が形成されていることを特徴とする請求項1又は3記載の希土類磁石。
- 前記耐候性表面被膜がNi、Si、Al合金、Au、Ptのいずれか1種を含むことを特徴とする請求項1乃至5のいずれか1項記載の希土類磁石。
- 前記回復用被膜は、Nd、Pr、Dy、Tbから選ばれる少なくとも1種を含むことを特徴とする請求項1乃至6のいずれか1項記載の希土類磁石。
- 磁石素体がNdFeB系希土類焼結磁石であることを特徴とする請求項1乃至7のいずれか1項記載の希土類磁石。
- 磁石素体の厚さが2mm以下であることを特徴とする請求項1乃至8のいずれか1項記載の希土類磁石。
- 磁石素体の表面に耐候性表面被膜を形成した後、熱処理を行うことを特徴とする希土類磁石の製造方法。
- 前記耐候性表面被膜の融点を前記熱処理温度以上とすることを特徴とする請求項10記載の希土類磁石の製造方法。
- 希土類元素を含有する回復用被膜を形成した後、前記耐候性表面被膜を形成することを特徴とする請求項10又は11記載の希土類磁石の製造方法。
- 前記耐候性表面被膜を化学気相成長法により成膜することを特徴とする請求項10乃至12のいずれか1項記載の希土類磁石の製造方法。
- 前記耐候性表面被膜をCu膜を介して形成することを特徴とする請求項10乃至13のいずれか1項記載の希土類磁石の製造方法。
- 前記耐候性表面被膜がNi、Si、Al合金、Au、Ptのいずれか1種を含むことを特徴とする請求項10乃至14のいずれか1項記載の希土類磁石の製造方法。
- 希土類元素、遷移金属元素及びホウ素を含む原料合金微粉を成形した成形体を焼結して希土類焼結磁石を作製し、当該希土類焼結磁石を磁石素体として用いることを特徴とする請求項10乃至15のいずれか1項記載の希土類磁石の製造方法。
- 前記磁石素体としてNdFeB系希土類焼結磁石を用いることを特徴とする請求項16記載の希土類磁石の製造方法。
- 磁石素体を機械加工により所定の厚さに加工した後、前記耐候性表面被膜を成膜することを特徴とする請求項10乃至17のいずれか1項記載の希土類磁石の製造方法。
- 磁石素体の厚さを2mm以下とすることを特徴とする請求項18記載の希土類磁石の製造方法。
- 前記回復用被膜は、Nd、Pr、Dy、Tbから選ばれる少なくとも1種を含むことを特徴とする請求項10乃至19のいずれか1項記載の希土類磁石の製造方法。
- 前記回復用被膜は、温度1000℃以下で少なくとも液相が存在する組成を有することを特徴とする請求項20記載の希土類磁石の製造方法。
- 前記回復用被膜は、物理的蒸着法、化学気相成長法、ディッピング法のいずれかにより成膜することを特徴とする請求項12記載の希土類磁石の製造方法。
- 前記熱処理の後、温度450℃〜650℃で時効処理を行うことを特徴とする請求項10乃至22のいずれか1項記載の希土類磁石の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107998A JP4577486B2 (ja) | 2004-03-31 | 2004-03-31 | 希土類磁石及び希土類磁石の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107998A JP4577486B2 (ja) | 2004-03-31 | 2004-03-31 | 希土類磁石及び希土類磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005294558A true JP2005294558A (ja) | 2005-10-20 |
| JP4577486B2 JP4577486B2 (ja) | 2010-11-10 |
Family
ID=35327147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004107998A Expired - Fee Related JP4577486B2 (ja) | 2004-03-31 | 2004-03-31 | 希土類磁石及び希土類磁石の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4577486B2 (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006085581A1 (ja) * | 2005-02-10 | 2006-08-17 | Neomax Co., Ltd. | 超小型希土類磁石およびその製造方法 |
| WO2006112403A1 (ja) * | 2005-04-15 | 2006-10-26 | Hitachi Metals, Ltd. | 希土類焼結磁石とその製造方法 |
| WO2007077809A1 (ja) * | 2005-12-28 | 2007-07-12 | Hitachi Metals, Ltd. | 希土類磁石およびその製造方法 |
| JP2007273863A (ja) * | 2006-03-31 | 2007-10-18 | Tdk Corp | 磁石部材 |
| JP2007287875A (ja) * | 2006-04-14 | 2007-11-01 | Shin Etsu Chem Co Ltd | 希土類永久磁石材料の製造方法 |
| WO2008140054A1 (ja) * | 2007-05-09 | 2008-11-20 | Hitachi Metals, Ltd. | 表面にアルミニウムまたはその合金の蒸着被膜を有するR-Fe-B系焼結磁石およびその製造方法 |
| WO2008139690A1 (ja) * | 2007-05-01 | 2008-11-20 | Intermetallics Co., Ltd. | NdFeB系焼結磁石製造方法 |
| JP2009289994A (ja) * | 2008-05-29 | 2009-12-10 | Tdk Corp | 磁石の製造方法 |
| JP2011205022A (ja) * | 2010-03-26 | 2011-10-13 | Tdk Corp | 希土類焼結磁石及びその製造方法、並びに回転機 |
| US8038807B2 (en) | 2006-01-31 | 2011-10-18 | Hitachi Metals, Ltd. | R-Fe-B rare-earth sintered magnet and process for producing the same |
| JP2013042152A (ja) * | 2012-09-25 | 2013-02-28 | Tdk Corp | 磁石の製造方法 |
| JP2014209560A (ja) * | 2013-03-29 | 2014-11-06 | 大同特殊鋼株式会社 | RFeB系磁石の製造方法 |
| WO2015121915A1 (ja) * | 2014-02-12 | 2015-08-20 | 日東電工株式会社 | 希土類永久磁石及び希土類永久磁石の製造方法 |
| KR101602789B1 (ko) * | 2014-11-27 | 2016-03-24 | 부산대학교 산학협력단 | NdFeB계 자석 및 습식 코팅을 이용한 이의 제조 방법 |
| JPWO2014010418A1 (ja) * | 2012-07-12 | 2016-06-23 | 日産自動車株式会社 | 焼結磁石の製造方法 |
| US20210317566A1 (en) * | 2018-12-29 | 2021-10-14 | Sanvac (Beijing) Magnetics Co., Ltd. | Coating machine and coating method |
| JP2022516380A (ja) * | 2019-02-01 | 2022-02-25 | 天津三環楽喜新材料有限公司 | 希土類拡散磁石の製造方法と希土類拡散磁石 |
| JP2023141524A (ja) * | 2022-03-24 | 2023-10-05 | 株式会社プロテリアル | R-t-b系焼結磁石の製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61281850A (ja) * | 1985-06-07 | 1986-12-12 | Sumitomo Special Metals Co Ltd | 永久磁石材料 |
| JPS62120002A (ja) * | 1985-11-20 | 1987-06-01 | Sumitomo Special Metals Co Ltd | 耐食性のすぐれた永久磁石 |
| JPS62188745A (ja) * | 1986-02-13 | 1987-08-18 | Sumitomo Special Metals Co Ltd | 永久磁石材料及びその製造方法 |
| JPS62192566A (ja) * | 1986-02-18 | 1987-08-24 | Sumitomo Special Metals Co Ltd | 永久磁石材料及びその製造方法 |
| JPS63453A (ja) * | 1986-06-20 | 1988-01-05 | Tohoku Metal Ind Ltd | 耐酸化性永久磁石材料とその製造方法 |
| JPS6442805A (en) * | 1987-08-10 | 1989-02-15 | Shinetsu Chemical Co | Rare earth permanent magnet with high corrosion resistance |
| JPH01117303A (ja) * | 1987-10-30 | 1989-05-10 | Taiyo Yuden Co Ltd | 永久磁石 |
| JPH04144102A (ja) * | 1990-10-04 | 1992-05-18 | Hitachi Metals Ltd | 永久磁石 |
| JPH05109519A (ja) * | 1991-10-18 | 1993-04-30 | Kobe Steel Ltd | 高耐食性希土類磁石およびその製法 |
| JPH07176443A (ja) * | 1993-12-20 | 1995-07-14 | Daido Steel Co Ltd | 異方性希土類磁石の製造方法 |
| JPH08264310A (ja) * | 1995-03-24 | 1996-10-11 | Hitachi Metals Ltd | 希土類−鉄−ボロン系永久磁石の製造方法 |
| JPH0945567A (ja) * | 1995-07-27 | 1997-02-14 | Hitachi Metals Ltd | 希土類−鉄−ボロン系永久磁石の製造方法 |
-
2004
- 2004-03-31 JP JP2004107998A patent/JP4577486B2/ja not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61281850A (ja) * | 1985-06-07 | 1986-12-12 | Sumitomo Special Metals Co Ltd | 永久磁石材料 |
| JPS62120002A (ja) * | 1985-11-20 | 1987-06-01 | Sumitomo Special Metals Co Ltd | 耐食性のすぐれた永久磁石 |
| JPS62188745A (ja) * | 1986-02-13 | 1987-08-18 | Sumitomo Special Metals Co Ltd | 永久磁石材料及びその製造方法 |
| JPS62192566A (ja) * | 1986-02-18 | 1987-08-24 | Sumitomo Special Metals Co Ltd | 永久磁石材料及びその製造方法 |
| JPS63453A (ja) * | 1986-06-20 | 1988-01-05 | Tohoku Metal Ind Ltd | 耐酸化性永久磁石材料とその製造方法 |
| JPS6442805A (en) * | 1987-08-10 | 1989-02-15 | Shinetsu Chemical Co | Rare earth permanent magnet with high corrosion resistance |
| JPH01117303A (ja) * | 1987-10-30 | 1989-05-10 | Taiyo Yuden Co Ltd | 永久磁石 |
| JPH04144102A (ja) * | 1990-10-04 | 1992-05-18 | Hitachi Metals Ltd | 永久磁石 |
| JPH05109519A (ja) * | 1991-10-18 | 1993-04-30 | Kobe Steel Ltd | 高耐食性希土類磁石およびその製法 |
| JPH07176443A (ja) * | 1993-12-20 | 1995-07-14 | Daido Steel Co Ltd | 異方性希土類磁石の製造方法 |
| JPH08264310A (ja) * | 1995-03-24 | 1996-10-11 | Hitachi Metals Ltd | 希土類−鉄−ボロン系永久磁石の製造方法 |
| JPH0945567A (ja) * | 1995-07-27 | 1997-02-14 | Hitachi Metals Ltd | 希土類−鉄−ボロン系永久磁石の製造方法 |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006085581A1 (ja) * | 2005-02-10 | 2006-08-17 | Neomax Co., Ltd. | 超小型希土類磁石およびその製造方法 |
| JPWO2006085581A1 (ja) * | 2005-02-10 | 2008-06-26 | 日立金属株式会社 | 超小型希土類磁石およびその製造方法 |
| JPWO2006112403A1 (ja) * | 2005-04-15 | 2008-12-11 | 日立金属株式会社 | 希土類焼結磁石とその製造方法 |
| WO2006112403A1 (ja) * | 2005-04-15 | 2006-10-26 | Hitachi Metals, Ltd. | 希土類焼結磁石とその製造方法 |
| JP2011159983A (ja) * | 2005-04-15 | 2011-08-18 | Hitachi Metals Ltd | 希土類焼結磁石とその製造方法 |
| JP4748163B2 (ja) * | 2005-04-15 | 2011-08-17 | 日立金属株式会社 | 希土類焼結磁石とその製造方法 |
| US7655325B2 (en) | 2005-12-28 | 2010-02-02 | Hitachi Metals, Ltd. | Rare earth magnet and method for producing same |
| JP4915349B2 (ja) * | 2005-12-28 | 2012-04-11 | 日立金属株式会社 | 希土類磁石およびその製造方法 |
| WO2007077809A1 (ja) * | 2005-12-28 | 2007-07-12 | Hitachi Metals, Ltd. | 希土類磁石およびその製造方法 |
| US8038807B2 (en) | 2006-01-31 | 2011-10-18 | Hitachi Metals, Ltd. | R-Fe-B rare-earth sintered magnet and process for producing the same |
| JP4831074B2 (ja) * | 2006-01-31 | 2011-12-07 | 日立金属株式会社 | R−Fe−B系希土類焼結磁石およびその製造方法 |
| JP2011223007A (ja) * | 2006-01-31 | 2011-11-04 | Hitachi Metals Ltd | R−Fe−B系希土類焼結磁石およびその製造方法 |
| JP2007273863A (ja) * | 2006-03-31 | 2007-10-18 | Tdk Corp | 磁石部材 |
| JP2007287875A (ja) * | 2006-04-14 | 2007-11-01 | Shin Etsu Chem Co Ltd | 希土類永久磁石材料の製造方法 |
| JPWO2008139690A1 (ja) * | 2007-05-01 | 2010-07-29 | インターメタリックス株式会社 | NdFeB系焼結磁石製造方法 |
| US8801870B2 (en) | 2007-05-01 | 2014-08-12 | Intermetallics Co., Ltd. | Method for making NdFeB sintered magnet |
| WO2008139690A1 (ja) * | 2007-05-01 | 2008-11-20 | Intermetallics Co., Ltd. | NdFeB系焼結磁石製造方法 |
| JP5363314B2 (ja) * | 2007-05-01 | 2013-12-11 | インターメタリックス株式会社 | NdFeB系焼結磁石製造方法 |
| CN101641750B (zh) * | 2007-05-01 | 2012-07-11 | 因太金属株式会社 | NdFeB系烧结磁体制造方法 |
| KR101397328B1 (ko) * | 2007-05-01 | 2014-05-19 | 인터메탈릭스 가부시키가이샤 | NdFeB계 소결자석 제조방법 |
| WO2008140054A1 (ja) * | 2007-05-09 | 2008-11-20 | Hitachi Metals, Ltd. | 表面にアルミニウムまたはその合金の蒸着被膜を有するR-Fe-B系焼結磁石およびその製造方法 |
| US8163106B2 (en) | 2007-05-09 | 2012-04-24 | Hitachi Metals, Ltd. | R-Fe-B based sintered magnet having on the surface thereof vapor deposited film of aluminum or alloy thereof, and method for producing the same |
| JP5263153B2 (ja) * | 2007-05-09 | 2013-08-14 | 日立金属株式会社 | 表面にアルミニウムまたはその合金の蒸着被膜を有するR−Fe−B系焼結磁石およびその製造方法 |
| JP2009289994A (ja) * | 2008-05-29 | 2009-12-10 | Tdk Corp | 磁石の製造方法 |
| JP2011205022A (ja) * | 2010-03-26 | 2011-10-13 | Tdk Corp | 希土類焼結磁石及びその製造方法、並びに回転機 |
| US11515086B2 (en) | 2012-07-12 | 2022-11-29 | Nissan Motor Co., Ltd. | Method for manufacturing sintered magnet |
| JPWO2014010418A1 (ja) * | 2012-07-12 | 2016-06-23 | 日産自動車株式会社 | 焼結磁石の製造方法 |
| JP2013042152A (ja) * | 2012-09-25 | 2013-02-28 | Tdk Corp | 磁石の製造方法 |
| JP2014209560A (ja) * | 2013-03-29 | 2014-11-06 | 大同特殊鋼株式会社 | RFeB系磁石の製造方法 |
| WO2015121915A1 (ja) * | 2014-02-12 | 2015-08-20 | 日東電工株式会社 | 希土類永久磁石及び希土類永久磁石の製造方法 |
| KR101602789B1 (ko) * | 2014-11-27 | 2016-03-24 | 부산대학교 산학협력단 | NdFeB계 자석 및 습식 코팅을 이용한 이의 제조 방법 |
| US20210317566A1 (en) * | 2018-12-29 | 2021-10-14 | Sanvac (Beijing) Magnetics Co., Ltd. | Coating machine and coating method |
| US11920236B2 (en) * | 2018-12-29 | 2024-03-05 | Sanvac (Beijing) Magnetics Co., Ltd. | Coating machine and coating method |
| JP2022516380A (ja) * | 2019-02-01 | 2022-02-25 | 天津三環楽喜新材料有限公司 | 希土類拡散磁石の製造方法と希土類拡散磁石 |
| JP7371108B2 (ja) | 2019-02-01 | 2023-10-30 | 天津三環楽喜新材料有限公司 | 希土類拡散磁石の製造方法と希土類拡散磁石 |
| JP2023141524A (ja) * | 2022-03-24 | 2023-10-05 | 株式会社プロテリアル | R-t-b系焼結磁石の製造方法 |
| JP7800248B2 (ja) | 2022-03-24 | 2026-01-16 | 株式会社プロテリアル | R-t-b系焼結磁石の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4577486B2 (ja) | 2010-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4577486B2 (ja) | 希土類磁石及び希土類磁石の製造方法 | |
| JP6089535B2 (ja) | R−t−b系焼結磁石 | |
| JP5477282B2 (ja) | R−t−b系焼結磁石およびその製造方法 | |
| EP1970924B1 (en) | Rare earth permanent magnets and their preparation | |
| CN101652820B (zh) | R-Fe-B系各向异性烧结磁铁 | |
| JP4962198B2 (ja) | R−Fe−B系希土類焼結磁石およびその製造方法 | |
| EP2797086B1 (en) | R-T-B Rare earth sintered magnet and method of manufacturing the same | |
| JP5598465B2 (ja) | R−t−b−m系焼結磁石用合金及びその製造方法 | |
| JP5348124B2 (ja) | R−Fe−B系希土類焼結磁石の製造方法およびその方法によって製造された希土類焼結磁石 | |
| WO2007102391A1 (ja) | R-Fe-B系希土類焼結磁石およびその製造方法 | |
| JP2017147427A (ja) | R−Fe−B系焼結磁石及びその製造方法 | |
| TW201308368A (zh) | 稀土類永久磁石及其製造方法 | |
| EP2892064A1 (en) | Production method for rare earth permanent magnet | |
| JP2011086830A (ja) | R−Fe−B系希土類焼結磁石及びその製造方法 | |
| JP2012079726A (ja) | R−t−b−m系焼結磁石用合金の製造方法およびr−t−b−m系焼結磁石の製造方法 | |
| JP5146552B2 (ja) | R−Fe−B系希土類焼結磁石およびその製造方法 | |
| EP2892063A1 (en) | Production method for rare earth permanent magnet | |
| JP4433282B2 (ja) | 希土類磁石の製造方法及び製造装置 | |
| JP2005285859A (ja) | 希土類磁石及びその製造方法 | |
| JP4605437B2 (ja) | 希土類磁石の製造方法 | |
| JP2005285861A (ja) | 希土類磁石の製造方法 | |
| JP2016169438A (ja) | R−t−b系希土類焼結磁石及びr−t−b系希土類焼結磁石用合金 | |
| JP4415681B2 (ja) | 希土類焼結磁石及びその製造方法 | |
| JP2005197299A (ja) | 希土類焼結磁石及びその製造方法 | |
| JP4076080B2 (ja) | 希土類永久磁石の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100728 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100810 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4577486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |