EP3276062A1 - Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware - Google Patents
Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware Download PDFInfo
- Publication number
- EP3276062A1 EP3276062A1 EP16181606.1A EP16181606A EP3276062A1 EP 3276062 A1 EP3276062 A1 EP 3276062A1 EP 16181606 A EP16181606 A EP 16181606A EP 3276062 A1 EP3276062 A1 EP 3276062A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hold
- needles
- knitting
- warp
- knitting machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009940 knitting Methods 0.000 title claims abstract description 83
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 5
- 230000000712 assembly Effects 0.000 claims abstract description 5
- 238000000429 assembly Methods 0.000 claims abstract description 5
- 239000004744 fabric Substances 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 12
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 230000000630 rising effect Effects 0.000 claims description 5
- 230000000694 effects Effects 0.000 claims description 3
- 238000003197 gene knockdown Methods 0.000 claims description 3
- 230000001360 synchronised effect Effects 0.000 claims description 2
- 238000003780 insertion Methods 0.000 claims 1
- 230000037431 insertion Effects 0.000 claims 1
- 239000011295 pitch Substances 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 4
- 210000000481 breast Anatomy 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B23/00—Flat warp knitting machines
- D04B23/24—Flat warp knitting machines with cut needle presser arrangements to produce patterns
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B27/00—Details of, or auxiliary devices incorporated in, warp knitting machines, restricted to machines of this kind
- D04B27/06—Needle bars; Sinker bars
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B27/00—Details of, or auxiliary devices incorporated in, warp knitting machines, restricted to machines of this kind
- D04B27/04—Sinkers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B27/00—Details of, or auxiliary devices incorporated in, warp knitting machines, restricted to machines of this kind
- D04B27/06—Needle bars; Sinker bars
- D04B27/08—Driving devices therefor
Definitions
- the invention relates to a warp knitting machine with knitting needles, guide needles and board assemblies with tee edges and holddowns, wherein the knitting needles, the guide needles and the board assembly are arranged side by side in a width direction.
- the invention relates to a method for producing a warp knit fabric, are guided in the threads of a group of threads by guide needles relative to knitting needles, wherein after the knocking off of stitches hold-downs in the yarn sheet.
- Warp knitting machines of different design differ, inter alia, by the direction of the fabric take-off.
- the fabric ie, the warp knit fabric being produced
- the stripped warp knit retains the stitches on the knitting needles as knitting needles rise in a new stitching operation to receive warp yarns in their heads .
- the is used in particular in Raschel machines results in a relatively hard warp knitted fabric, which acts unpleasant, for example, when worn on the skin.
- the stitches must be held so that the knitting needles can rise without taking the stitches.
- so-called containment teeing-off boards are used, which have a teeing-off edge, an inclusion throat and hold-downs. The hold downs cause the stitches to be held to their underlays on the shafts of the knitting needles as the knitting needles rise.
- the invention has for its object to provide a further manufacturing possibility for a warp knitted fabric.
- This object is achieved in a warp knitting machine of the type mentioned above in that the board assembly has tee boards and separate hold-down from the tee boards, the tee boards and hold-down are driven at least on a part of their respective trajectories with different movements.
- warp knitted fabric can be produced with a relatively low voltage, which would otherwise be produced only on so-called Raschel machines.
- a tip that could previously only be produced on Raschel machines and thus has a high tension, resulting in a harsh feel, are produced on the new warp knitting machine.
- the tee boards and the hold-down at least temporarily moved apart from each other.
- the teeing plates and the hold-downs can also be moved together, as will be explained below.
- a hold-down drive in the width direction acts on the hold-down device, by means of which the hold-downs are displaceable in the width direction relative to the strike plates.
- the shift in the width direction is also called “lateral offset”. If the hold-downs are offset laterally, ie shifted in the width direction, then they move the threads accordingly. The hold-down effect so a temporary underlay.
- the hold-down drive has a drive stroke in the width direction, which shifts the position of the hold-down device within the collision-free area between two knitting needles in another collision-free area between two knitting needles.
- the division of the teeing plates and the hold-down corresponds to the pitch of the knitting needles.
- the sinker blanks and downpers are located in a home position in needle lanes between the knitting needles.
- the knitting needles can also be referred to as "working needles".
- the hold-downs are displaced laterally, and this lateral displacement corresponds to the pitch of the teeing plates or an integral multiple of the pitch of the teeing plates, then acted upon by the retainers threads are also deflected by a division of the teeing plates or by an integer multiple of the pitch of the tee boards laterally , This creates, so to speak, an artificial underlay between two adjacent meshes.
- the drive stroke may also deviate from the exact pitch as long as the knitting needles can be moved between the holdings without collision.
- the hold-down drive displaces the hold-down in each case in a straight thread path between a guide needle and a knitting needle.
- This straight thread path is thus disturbed, so that the knitting needle can rise after the lateral displacement of the hold-down and hold down the threads then the threads of the knitting needles.
- This can be a relatively low-tension knit produce.
- the tee boards and / or the hold-down on at least a portion of an enclosure throat Preferably, the tee boards and / or the hold-down on at least a portion of an enclosure throat.
- the remaining part of the inclusion throat can then be formed by the hold-down or the debut plates, so that at least in a part of a stitch formation process again results in a configuration that is similar to the conventional Einsch forced- teeingplatinen.
- the hold-down drive is synchronized with a knitting needle drive in such a way that the hold-down drive causes an offset of the hold-down in the width direction before the effect needle drive causes a rising movement of the knitting needles. So first the hold-downs are offset laterally. Thereafter, the knitting needles rise, the hold-down hold the threads.
- the object is achieved in a method of the type mentioned above in that one uses hold-down, which are separated from tee boards and the hold-down before the rise of the knitting needles are offset laterally without the tee boards.
- the hold-downs each disturb a straight line between the guide needles and the knitting needles. The threads are thus moved out of this straight line.
- the hold-downs are laterally offset from one position within the collision-free area between two knitting needles into another collision-free area between two knitting needles.
- the hold-downs are then moved from a needle lane between the knitting needles into another needle lane, so that they do not interfere with the knitting needles when rising.
- the hold-downs hold a portion of the threads laterally offset during the underlay. This creates an artificial underlay, so to speak.
- the tee boards are moved together with the downholders. This movement is perpendicular to the width direction. This movement of the debut plates creates a sinker mesh for each thread.
- the debossing board and the hold-downs are moved back. This movement can also take place in a last section of the falling movement of the knitting needle.
- the blanks and hold-downs are then returned to their home position prior to the next stitch-forming cycle.
- Fig. 1a and 1b schematically show parts of a warp knitting machine, namely a laying needle 1, which is here designed as a perforated needle and a thread 2 leads, a knitting needle 3, which is also referred to as a "working needle", a knock-4 and a hold-5.
- Fig. 1a shows schematically the tee. This is assumed here at a rotation angle of 0 ° of a main shaft of the warp knitting machine, also not shown.
- Fig. 1b shows a slight opposite Fig. 1a modified embodiment of parts of the warp knitting machine.
- an inclusion throat 7 is formed as part of the knock-4.
- the inclusion throat 7 is formed on the hold-down 5. The interaction of the debossing plate 4 with the hold-down 5 can then achieve the desired inclusion when rising the knitting needle 3.
- the knitting needle 3 moves up and down.
- the guide needle 1 is (also based on the representations of Fig. 1a and 1b ) moved from left to right and from right to left and in between twice perpendicular to the plane of the drawing.
- the tee board 4 and the hold-5 are moved in the direction of the double arrow 6.
- the hold-down device 5 forms a separate component from the debossing plate 4, wherein the debossing plate 4 is used for knocking off the stitches and the inclusion function and the hold-down 5 can be moved in addition to the movement in the direction of the double arrow 6 also perpendicular to the plane of the drawing.
- a hold-down drive used for this purpose is not shown in detail. It may, for example, similar to the drive of a bar on which the guide needles 1 are attached, be arranged at one end of the corresponding bar and act on a cam or the like on a bar which carries the hold-5.
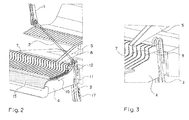
- Fig. 2 shows a second step in a schematic perspective view. This second step concerns the "inclusion" which occurs, for example, at 40 ° rotation angle of the main shaft.
- both the knock-down plate 4 and the hold-down 5 are moved transversely to the width direction of the warp knitting machine. This movement is called "forward".
- the hold-down pierces a thread group formed by a plurality of threads 2.
- the Debate board 4 pushes with their inclusion throat 7, the stitches forward. This advancement creates a board mesh.
- the tee board 4 moves together with the hold-5 forward and backward, ie transversely to the width direction in the direction of an arrow 8.
- a measure 9 for the so-called "inclusion” is shown. This measure results from a distance between the inclusion throat 7 and the back of the needle 3, ie the side of the needle 3, which faces the inclusion throat 7.
- a withdrawal direction 10 is approximately equal to the movement of the knock-4 and the hold-down 5, which is shown by the arrow 8.
- the take-off direction 10 extends approximately at a right angle to a central feed direction of the threads 2. The angle can also be greater than 90 °. He is definitely less than 180 °. Accordingly, no draft is formed on the mesh by the trigger, which would lead to a strong solidification.
- the knitting needles 12 are formed here as a slide needles with sliders 17.
- Fig. 4 shows a third step in the stitch formation, the displacement of the backing.
- the hold-downs 5 As soon as the hold-downs 5 have stung through the yarn sheet 2, they are laterally offset by at least one needle pitch of the knitting needles 3. Previously, ie in the starting position, the hold-down 5 are also in a Nadelgasse between two knitting needles 3, ie in the same position as the teeing plates 4. This offset movement of the holddown 5, the underlay of the fringes is displaced and a stitch on the Shank of the knitting needle 3 is against the breast rise 11 (see Fig. 2 ) held down the rising knitting needle 3.
- the offset of the hold-down device 5 with the displacement of the thread and the resulting temporary backing may be one or more needle pitches. In this process, however, there is not necessarily a cross connection of the courses to each other.
- the offset movement of the hold-down device is shown by an arrow 14.
- Fig. 5 shows a fourth step in which the consideration is made. During consideration, the hold-downs 5 keep the underlay further in position. The mesh 13 lying around the knitting needle 3 are thus held down on the shafts of the knitting needle 3.
- Fig. 6 shows a fifth step, in which the knitting needle 3 falls.
- the hold-5 moves backwards (relative to the Fig. 6 perpendicular to the plane of the drawing).
- the repression is lifted.
- the underlay is released.
- the stitch 13 can be cut off.
- the tee board 4 may have an additional tee-off device 15.
- the knock-off device 15 is particularly advantageous if the stitches 13 do not intersect the knock-down plate 4 during knock-off (see Fig. 6 ).
- the chopping device 15 bridges alleys between tee boards 4.
- tee board 4 Since the tee board 4 is arranged in the same direction as the running direction of the fringe, a cross-connection can be created on the tee board 4 by the teeing-15, where the stitched-13 mesh 13 can be held against the newly formed mesh.
- Fig. 7 shows this step in side view.
- the hold-down 5 is moved back together with the tee board 4, ie along the Arrow 16. This movement can be done together.
- the knitting needle 3, which is shown here together with the slider 17 can be pulled through the "old" mesh 13.
- This division is consistent with the division of the hold-5 and the division of the teeing plates 4. The division does not have to be strictly adhered to, as long as the hold-5 can move without collision between the knitting needles 3.
- the knock-off device 15 is used in particular in order to be able to cut off a fringe.
- the Einschluß formula 9 is a criterion for the tension in warp knitted fabric. You can produce relatively loose board mesh, which has a favorable effect on the feel of the warp.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Machines (AREA)
- Knitting Of Fabric (AREA)
Abstract
Description
- Die Erfindung betrifft eine Kettenwirkmaschine mit Wirknadeln, Legenadeln und Platinenanordnungen mit Abschlagkanten und Niederhaltern, wobei die Wirknadeln, die Legenadeln und die Platinenanordnung in einer Breitenrichtung jeweils nebeneinander angeordnet sind.
- Ferner betrifft die Erfindung ein Verfahren zum Herstellen einer Kettenwirkware, bei dem Fäden einer Fadenschar durch Legenadeln relativ zu Wirknadeln geführt werden, wobei nach dem Abschlagen von Maschen Niederhalter in die Fadenschar einstechen.
- Kettenwirkmaschinen unterschiedlicher Bauart unterscheiden sich u.a. durch die Richtung des Warenabzugs. Wenn die Ware, also die erzeugte Kettenwirkware, annähernd geradlinig oder mit einem großen stumpfen Winkel relativ zu den zugeführten Fäden abgezogen werden, dann hält die abgezogene Kettenwirkware die Maschen auf den Wirknadeln, wenn Wirknadeln in einem neuen Maschenbildungsvorgang steigen, um Kettfäden in ihrem Kopf aufzunehmen. Bei einem derartigen Warenabzug, der insbesondere bei Raschelmaschinen verwendet wird, ergibt sich eine relativ harte Kettenwirkware, die beispielsweise beim Tragen auf der Haut unangenehm wirkt.
- Wenn der Abzug der Kettenwirkware unter einem kleineren Winkel zu den zugeführten Kettfäden erfolgt, wie dies beispielsweise bei einem Kettenwirkautomaten der Fall ist, dann müssen die Maschen festgehalten werden, damit die Wirknadeln steigen können, ohne die Maschen mitzunehmen. In diesem Fall werden so genannte Einschließ-Abschlagplatinen verwendet, die eine Abschlagkante, eine Einschlusskehle und Niederhalter aufweisen. Die Niederhalter bewirken, dass die Maschen an ihren Unterlegungen auf den Schäften der Wirknadeln festgehalten werden, wenn die Wirknadeln steigen.
- Der Erfindung liegt die Aufgabe zugrunde, eine weitere Herstellungsmöglichkeit für eine Kettenwirkware anzugeben.
- Diese Aufgabe wird bei einer Kettenwirkmaschine der eingangs genannten Art dadurch gelöst, dass die Platinenanordnung Abschlagplatinen und von den Abschlagplatinen getrennte Niederhalter aufweist, wobei die Abschlagplatinen und die Niederhalter zumindest auf einem Teil ihrer jeweiligen Bewegungsbahnen mit unterschiedlichen Bewegungen antreibbar sind.
- Mit einer derartigen Ausgestaltung lassen sich nun Kettenwirkwaren mit einer relativ geringen Spannung herstellen, die ansonsten nur auf so genannten Raschelmaschinen herstellbar wären. So kann beispielsweise eine Spitze, die bislang nur auf Raschelmaschinen hergestellt werden konnte und somit eine hohe Spannung aufweist, was zu einer harten Haptik führt, auf der neuen Kettenwirkmaschine hergestellt werden. Ermöglicht wird dies dadurch, dass man die Abschlagplatinen und die Niederhalter zumindest zeitweilig getrennt voneinander bewegt. In einem anderen Bereich der Bewegungsbahnen können die Abschlagplatinen und die Niederhalter auch gemeinsam bewegt werden, wie dies weiter unten ausgeführt werden wird.
- Vorzugsweise wirkt ein Niederhalterantrieb in Breitenrichtung auf die Niederhalter, durch den die Niederhalter relativ zu den Abschlagplatinen in Breitenrichtung verlagerbar sind. Die Verlagerung in Breitenrichtung wird auch als "seitlicher Versatz" bezeichnet. Wenn die Niederhalter seitlich versetzt werden, also in Breitenrichtung verlagert werden, dann bewegen sie die Fäden entsprechend mit. Die Niederhalter bewirken also eine vorübergehende Unterlegung.
- Vorzugsweise weist der Niederhalterantrieb einen Antriebshub in Breitenrichtung auf, der die Position des Niederhalters innerhalb des kollisionsfreien Bereiches zwischen zwei Wirknadeln in einen anderen kollisionsfreien Bereich zwischen zwei Wirknadeln verschiebt. Die Teilung der Abschlagplatinen und der Niederhalter entspricht der Teilung der Wirknadeln. Die Abschlagplatinen und die Niederhalter sind in einer Ausgangsposition in Nadelgassen zwischen den Wirknadeln angeordnet. Die Wirknadeln können auch als "Arbeitsnadeln" bezeichnet werden. Wenn die Niederhalter seitlich verlagert werden, und diese seitliche Verlagerung der Teilung der Abschlagplatinen oder einem ganzzahligen Vielfachen der Teilung der Abschlagplatinen entspricht, dann werden die von den Niederhaltern beaufschlagten Fäden ebenfalls um eine Teilung der Abschlagplatinen oder um ein ganzzahliges Vielfaches der Teilung der Abschlagplatinen seitlich ausgelenkt. Dadurch schafft man sozusagen eine künstliche Unterlegung zwischen zwei benachbarten Maschen. Der Antriebshub kann auch von der genauen Teilung abweichen, solange die Wirknadeln kollisionsfrei zwischen den Niederhaltern bewegt werden können.
- Vorzugsweise verlagert der Niederhalterantrieb den Niederhalter jeweils in einen geradlinigen Fadenpfad zwischen einer Legenadel und einer Wirknadel. Dieser geradlinige Fadenpfad wird also gestört, so dass die Wirknadel nach der seitlichen Verlagerung der Niederhalter steigen können und die Niederhalter die Fäden dann auf den Schäften der Wirknadeln festhalten. Damit lässt sich eine relativ spannungsarme Wirkware erzeugen.
- Vorzugsweise weisen die Abschlagplatinen und/oder die Niederhalter zumindest einen Teil einer Einschlusskehle auf. Der übrige Teil der Einschlusskehle kann dann durch den Niederhalter bzw. die Abschlagplatinen gebildet werden, so dass sich zumindest in einem Teil eines Maschenbildungsvorgangs wiederum eine Ausgestaltung ergibt, die den herkömmlich Einschließ- Abschlagplatinen ähnlich ist.
- Vorzugsweise ist der Niederhalterantrieb mit einem Wirknadelantrieb dergestalt synchronisiert, dass der Niederhalterantrieb einen Versatz der Niederhalter in Breitenrichtung bewirkt, bevor der Wirknadelantrieb eine Steigbewegung der Wirknadeln bewirkt. Es werden also zunächst die Niederhalter seitlich versetzt. Danach steigen die Wirknadeln, wobei die Niederhalter die Fäden festhalten.
- Die Aufgabe wird bei einem Verfahren der eingangs genannten Art dadurch gelöst, dass man Niederhalter verwendet, die von Abschlagplatinen getrennt sind und die Niederhalter vor dem Steigen der Wirknadeln ohne die Abschlagplatinen seitlich versetzt werden.
- Wie oben ausgeführt, lässt sich auf diese Weise eine spannungsarme Wirkware erzeugen, die ansonsten auf die gleiche Weise gestaltet werden kann, wie dies bisher nur mit einer Raschelmaschine möglich war. Man kann beispielsweise eine Franse mit extrem niedriger Spannung herstellen.
- Dadurch wird es möglich, eine Wirkware mit dünneren Garnen herzustellen, so dass sich vielfach eine vollkommen neue Haptik und/oder Optik ergibt.
- Vorzugsweise stören die Niederhalter jeweils eine gerade Linie zwischen den Legenadeln und den Wirknadeln. Die Fäden werden also aus dieser geraden Linie heraus bewegt.
- Auch ist von Vorteil, wenn die Niederhalter aus einer Position innerhalb des kollisionsfreien Bereichs zwischen zwei Wirknadeln in einen anderen kollisionsfreien Bereich zwischen zwei Wirknadeln seitlich versetzt werden. Die Niederhalter werden dann von einer Nadelgasse zwischen den Wirknadeln in eine andere Nadelgasse verlagert, so dass sie die Wirknadeln beim Steigen nicht stören.
- Vorzugsweise halten die Niederhalter einen Abschnitt der Fäden während der Unterlegung seitlich versetzt. Damit schafft man sozusagen eine künstliche Unterlegung.
- Bevorzugterweise werden beim Einstechen der Niederhalter in die Fadenschar die Abschlagplatinen gemeinsam mit den Niederhaltern bewegt. Diese Bewegung erfolgt senkrecht zur Breitenrichtung. Durch diese Bewegung der Abschlagplatinen entsteht eine Platinenmasche bei jedem Faden.
- Vorzugsweise bewegt man beim Fallen der Wirknadel die Abschlagplatine und die Niederhalter zurück. Diese Bewegung kann auch in einem letzten Abschnitt der Fallbewegung der Wirknadel erfolgen. Die Abschlagplatinen und die Niederhalter befinden sich dann wieder in ihrer Ausgangsposition vor dem nächsten Maschenbildungszyklus.
- Die Erfindung wird im Folgenden anhand eines bevorzugten Ausführungsbeispiels in Verbindung mit der Zeichnung beschrieben. Hierin zeigen:
- Fig. 1a + 1 b
- schematische Darstellungen von Teilen einer Kettenwirkmaschine,
- Fig. 2
- eine perspektivische Darstellung der Teile in einem Abschnitt eines Maschenbildungsvorgangs,
- Fig. 3
- eine Darstellung der Elemente aus
Fig. 2 ohne Fäden, - Fig. 4
- einen dritten Schritt beim Maschenbildungsvorgang,
- Fig. 5
- einen vierten Schritt beim Maschenbildungsvorgang,
- Fig. 6
- einen fünften Schritt beim Maschenbildungsvorgang und
- Fig. 7
- eine schematische Darstellung ähnlich zu
Fig. 1 . -
Fig. 1a und 1b zeigen schematisch Teile einer Kettenwirkmaschine, nämlich eine Legenadel 1, die hier als Lochnadel ausgebildet ist und einen Faden 2 führt, eine Wirknadel 3, die auch als "Arbeitsnadel" bezeichnet wird, eine Abschlagplatine 4 und einen Niederhalter 5. -
Fig. 1a zeigt schematisch den Abschlag. Dieser wird hier bei einem Umdrehungswinkel von 0° einer ebenfalls nicht dargestellten Hauptwelle der Kettenwirkmaschine angenommen. -
Fig. 1b zeigt eine geringfügig gegenüberFig. 1a abgewandelte Ausführungsform von Teilen der Kettenwirkmaschine. - Bei der Ausgestaltung nach
Fig. 1a ist eine Einschlusskehle 7 als Teil der Abschlagplatine 4 ausgebildet. Bei der Ausgestaltung nachFig. 1b ist die Einschlusskehle 7 am Niederhalter 5 ausgebildet. Durch das Zusammenwirken von Abschlagplatine 4 mit dem Niederhalter 5 lässt sich dann der gewünschte Einschluss beim Steigen der Wirknadel 3 erreichen. - Bei einem Maschenbildungsvorgang wird die Wirknadel 3 (bezogen auf die Darstellungen der
Fig. 1a und 1 b ) auf und ab bewegt. Die Legenadel 1 wird (ebenfalls bezogen auf die Darstellungen derFig. 1a und 1b ) von links nach rechts und von rechts nach links und dazwischen zweimal senkrecht zur Zeichenebene bewegt. Die Abschlagplatine 4 und der Niederhalter 5 werden in Richtung des Doppelpfeils 6 bewegt. Der Niederhalter 5 bildet ein von der Abschlagplatine 4 getrenntes Bauteil, wobei die Abschlagplatine 4 für das Abschlagen der Maschen und die Einschlussfunktion verwendet wird und der Niederhalter 5 zusätzlich zu der Bewegung in Richtung des Doppelpfeils 6 auch senkrecht zur Zeichenebene bewegt werden kann. Ein hierzu verwendeter Niederhalterantrieb ist nicht näher dargestellt. Er kann beispielsweise ähnlich wie der Antrieb einer Barre, an der die Legenadeln 1 befestigt sind, an einem Ende der entsprechenden Barre angeordnet sein und über eine Nockenscheibe oder dergleichen auf eine Barre wirken, die die Niederhalter 5 trägt. -
Fig. 2 zeigt einen zweiten Schritt in schematisch perspektivischer Darstellung. Dieser zweite Schritt betrifft den "Einschluss", der beispielsweise bei 40° Umdrehungswinkel der Hauptwelle erfolgt. - Nach dem Abschlagen der Masche wird sowohl die Abschlagplatine 4 als auch der Niederhalter 5 quer zur Breitenrichtung der Kettenwirkmaschine bewegt. Diese Bewegung wird als "nach vorne" bezeichnet. Der Niederhalter sticht in eine durch mehrere Fäden 2 gebildete Fadenschar ein. Die Abschlagplatine 4 schiebt mit ihrer Einschlusskehle 7 die Maschen nach vorne. Durch dieses Vorschieben entsteht eine Platinenmasche. Die Abschlagplatine 4 bewegt sich zusammen mit dem Niederhalter 5 nach vorne und nach hinten, also quer zur Breitenrichtung in Richtung eines Pfeiles 8. In
Fig. 3 ist zusätzlich ein Maß 9 für den so genannten "Einschluss" dargestellt. Dieses Maß ergibt sich aus einem Abstand zwischen der Einschlusskehle 7 und dem Rücken der Nadel 3, also der Seite der Nadel 3, die der Einschlusskehle 7 zugewandt ist. - Wie man in
Fig. 2 erkennen kann, ist eine Abzugsrichtung 10 etwa gleich mit der Bewegung der Abschlagplatine 4 und der Niederhalter 5, die durch den Pfeil 8 dargestellt ist. Die Abzugsrichtung 10 verläuft etwa unter einem rechten Winkel zu einer mittleren Zufuhrrichtung der Fäden 2. Der Winkel kann auch größer als 90° sein. Er ist aber auf jeden Fall kleiner als 180°. Dementsprechend wird durch den Abzug kein Zug auf die Maschen ausgebildet, der zu einer starken Verfestigung führen würde. - In
Fig. 2 erkennt man auch einen Brustanstieg 11 der Wirknadel sowie einen Kopf 12 der Wirknadeln. Die Wirknadeln 12 sind hier als Schiebernadeln mit Schiebern 17 ausgebildet. -
Fig. 4 zeigt einen dritten Schritt bei der Maschenbildung, das Verdrängen der Unterlegung. - Sobald die Niederhalter 5 durch die Fadenschar 2 gestochen haben, werden sie um mindestens eine Nadelteilung der Wirknadeln 3 seitlich versetzt. Zuvor, also in der Ausgangslage befinden sich die Niederhalter 5 ebenfalls in einer Nadelgasse zwischen zwei Wirknadeln 3, also in der gleichen Position wie die Abschlagplatinen 4. Durch diese Versatzbewegung der Niederhalter 5 wird die Unterlegung der Fransen verdrängt und eine Masche, die sich auf dem Schaft der Wirknadel 3 befindet, wird gegen den Brustanstieg 11 (siehe
Fig. 2 ) der steigenden Wirknadel 3 niedergehalten. Der Versatz der Niederhalter 5 mit der Verdrängung des Fadens und der daraus resultierenden vorübergehenden Unterlegung kann eine oder mehrere Nadelteilungen betragen. Bei diesem Vorgang ergibt sich allerdings nicht unbedingt eine Querverbindung der Maschenreihen zueinander. Die Versatzbewegung der Niederhalter ist durch einen Pfeil 14 dargestellt. Die Abschlagplatinen 4 bleiben hingegen in ihrer ursprünglichen Position in Breitenrichtung. -
Fig. 5 zeigt einen vierten Schritt, bei dem die Überlegung erfolgt. Während der Überlegung halten die Niederhalter 5 die Unterlegung weiter auf Position. Die um die Wirknadel 3 liegenden Maschen 13 werden also auf den Schäften der Wirknadel 3 niedergehalten. -
Fig. 6 zeigt einen fünften Schritt, bei dem die Wirknadel 3 fällt. Beim Fallen der Wirknadel 3, also bei der Bewegung von oben nach unten, bewegt sich der Niederhalter 5 nach hinten (bezogen auf dieFig. 6 senkrecht zur Zeichenebene). Die Verdrängung wird aufgehoben. Die Unterlegung wird freigegeben. Die Masche 13 kann abgeschlagen werden. Hierzu kann die Abschlagplatine 4 eine zusätzliche Abschlageinrichtung 15 aufweisen. Die Abschlageinrichtung 15 ist insbesondere dann von Vorteil, wenn die Maschen 13 beim Abschlagen die Abschlagplatine 4 nicht kreuzen (sieheFig. 6 ). Hierzu kann vorgesehen sein, dass die Abschlageinrichtung 15 Gassen zwischen Abschlagplatinen 4 überbrückt. - Da die Abschlagplatine 4 in gleicher Richtung angeordnet ist, wie die Laufrichtung der Franse, kann auf der Abschlagplatine 4 durch die Abschlageinrichtung 15 eine Querverbindung geschaffen werden, an der die abzuschlagende Masche 13 gegen die neu gebildete Masche gehalten werden kann.
Fig. 7 zeigt diesen Schritt in Seitenansicht. Der Niederhalter 5 wird gemeinsam mit der Abschlagplatine 4 zurückbewegt, also entlang des Pfeiles 16. Diese Bewegung kann gemeinsam erfolgen. Die Wirknadel 3, die hier zusammen mit dem Schieber 17 dargestellt ist, kann durch die "alte" Masche 13 hindurchgezogen werden. - Da die Maschen nicht durch einen hohen Zug am Warenabzug auf dem Schaft der Wirknadel 3 gehalten werden müssen, sondern durch die Niederhalter 5 gehalten werden, kann man eine Kettenwirkware mit einer relativ geringen Spannung erzeugen. Dies hat zur Folge, dass man auch mit dünnen Garnen arbeiten kann, die eine beschränkte Zugfestigkeit haben.
- Dementsprechend kann man beispielsweise auch Spitze, die man bislang nur auf Raschelmaschinen herstellen konnte, erzeugen. Eine derartige Spitze wurde mit einer hohen Spannung erzeugt und war dementsprechend relativ hart im Griff. Unter Verwendung der seitlich, also in Breitenrichtung, bewegbaren Niederhalter 5, lässt sich nun eine wesentlich spannungsärmere Kettenwirkware herstellen, auch als Spitze.
- Wie oben erwähnt, kann die Versatzbewegung der Niederhalter 5 um den Faden zu verdrängen, eine Nadelteilung der Wirknadeln 3 oder auch ein ganzzahliges Vielfaches der Nadelteilung der Wirknadeln 3 betragen. Diese Teilung stimmt überein mit der Teilung der Niederhalter 5 und mit der Teilung der Abschlagplatinen 4. Die Teilung muss nicht exakt eingehalten werden, solange sich die Niederhalter 5 kollisionsfrei zwischen den Wirknadeln 3 bewegen können.
- Wie man insbesondere in
Fig. 4 bis 6 erkennen kann, wird durch den seitlichen Versatz der Niederhalter 5 eine Störung einer geraden Linie zwischen den Legenadeln 1 und den Wirknadeln 3 bewirkt. Dadurch ergibt sich, wie man insbesondere inFig. 4 erkennen kann, eine Zwischenstrecke 18 der Fäden 2, die eine künstliche Unterlegung bilden. - Die Abschlageinrichtung 15 wird insbesondere verwendet, um eine Franse abschlagen zu können.
- Das Einschlussmaß 9 ist ein Kriterium für die Spannung in der Kettenwirkware. Man kann relativ lockere Platinenmaschen erzeugen, was sich günstig auf die Haptik der Kettenware auswirkt.
- Durch den seitlichen Versatz der Fäden 2, der durch die Niederhalter 5 bewirkt wird, wird eine künstliche Unterlegung erzeugt, so dass man auch relativ lockere Fransen mit der Kettenwirkmaschine erzeugen kann.
Claims (14)
- Kettenwirkmaschine mit Wirknadeln (3), Legenadeln (1) und Platinenanordnungen mit Abschlagkanten (15) und Niederhaltern (5), wobei die Wirknadeln (3), die Legenadeln (1) und die Platinenanordnungen in einer Breitenrichtung jeweils nebeneinander angeordnet sind, dadurch gekennzeichnet, dass die Platinenanordnung Abschlagplatinen (4) und von den Abschlagplatinen (4) getrennte Niederhalter (5) aufweist, wobei die Abschlagplatinen (4) und die Niederhalter (5) zumindest auf einem Teil ihrer jeweiligen Bewegungsbahnen mit unterschiedlichen Bewegungen antreibbar sind.
- Kettenwirkmaschine nach Anspruch 1, dadurch gekennzeichnet, dass ein Niederhalterantrieb in Breitenrichtung auf die Niederhalter (5) wirkt, durch den die Niederhalter (5) relativ zu den Abschlagplatinen (4) in Breitenrichtung verlagerbar sind.
- Kettenwirkmaschine nach Anspruch 2, dadurch gekennzeichnet, dass der Niederhalterantrieb einen Antriebshub in Breitenrichtung aufweist, der die Position des Niederhalters (5) innerhalb des kollisionsfreien Bereiches zwischen zwei Wirknadeln (3) in einen anderen kollisionsfreien Bereich zwischen zwei Wirknadeln 3 verschiebt.
- Kettenwirkmaschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Niederhalter (5) und die Abschlagplatinen (4) quer zur Breitenrichtung gemeinsam verlagerbar sind.
- Kettenwirkmaschine nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Niederhalterantrieb die Niederhalter (5) jeweils in einen geradlinigen Fadenpfad zwischen einer Legenadel (1) und einer Wirknadel (3) verlagert.
- Kettenwirkmaschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Abschlagplatinen (4) zumindest einen Teil einer Einschlusskehle (7) aufweisen.
- Kettenwirkmaschine nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Niederhalter (5) zumindest einen Teil der Einschlusskehle (7) aufweisen.
- Kettenwirkmaschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Niederhalterantrieb mit einem Wirknadelantrieb dergestalt synchronisiert ist, dass der Niederhalterantrieb einen Versatz der Niederhalter(5) in Breitenrichtung bewirkt, bevor der Wirknadelantrieb eine Steigbewegung der Wirknadeln (3) bewirkt.
- Verfahren zum Herstellen einer Kettenwirkware, bei dem Fäden (2) einer Fadenschar durch Legenadeln(1) relativ zu Wirknadeln (3) geführt werden, wobei nach dem Abschlagen von Maschen (13) Niederhalter (5) in die Fadenschar einstechen, dadurch gekennzeichnet, dass man Niederhalter (5) verwendet, die von Abschlagplatinen (4) getrennt sind und die Niederhalter (5) vor dem Steigen der Wirknadeln (3) ohne die Abschlagplatinen seitlich versetzt werden.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass die Niederhalter (5) jeweils eine gerade Linie zwischen den Legenadeln (1) und den Wirknadeln (3) stören.
- Verfahren nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Niederhalter (5) einen Abschnitt der Fäden (2) während der Unterlegung seitlich versetzt halten.
- Verfahren nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass die Niederhalter (5) aus einer Position innerhalb des kollisionsfreien Bereiches zwischen zwei Wirknadeln in einen anderen kollisionsfreien Bereich zwischen zwei Wirknadeln seitlich versetzt werden.
- Verfahren nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass beim Einstechen der Niederhalter (5) in die Fadenschar die Abschlagplatinen (4) gemeinsam mit den Niederhaltern (5) bewegt werden.
- Verfahren nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, dass man beim Fallen der Wirknadel (3) die Abschlagplatine (4) und die Niederhalter (5) zurück bewegt.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR2018/11140T TR201811140T4 (tr) | 2016-07-28 | 2016-07-28 | Çözgü örgü makinesi ve çözgü örgü ile örülmüş bir ürün üretme yöntemi. |
| ES16181606.1T ES2681446T3 (es) | 2016-07-28 | 2016-07-28 | Máquina de género de punto por urdimbre y procedimiento para la fabricación de un género de punto por urdimbre |
| EP16181606.1A EP3276062B1 (de) | 2016-07-28 | 2016-07-28 | Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware |
| CN201610966362.5A CN107663709B (zh) | 2016-07-28 | 2016-10-28 | 经编机和用于制造经编织物的方法 |
| TW106119275A TWI730121B (zh) | 2016-07-28 | 2017-06-09 | 經編針織機及用於製造經編針織織物的方法 |
| JP2017143803A JP6416341B2 (ja) | 2016-07-28 | 2017-07-25 | 経編生地を製造するための経編機及び製造方法 |
| KR1020170096496A KR101957429B1 (ko) | 2016-07-28 | 2017-07-28 | 경편기 및 경편 직물의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16181606.1A EP3276062B1 (de) | 2016-07-28 | 2016-07-28 | Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3276062A1 true EP3276062A1 (de) | 2018-01-31 |
| EP3276062B1 EP3276062B1 (de) | 2018-07-04 |
Family
ID=56551305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16181606.1A Active EP3276062B1 (de) | 2016-07-28 | 2016-07-28 | Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3276062B1 (de) |
| JP (1) | JP6416341B2 (de) |
| KR (1) | KR101957429B1 (de) |
| CN (1) | CN107663709B (de) |
| ES (1) | ES2681446T3 (de) |
| TR (1) | TR201811140T4 (de) |
| TW (1) | TWI730121B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3795729A1 (de) | 2019-09-18 | 2021-03-24 | Groz-Beckert KG | Platine, platinenanordnung und kettenwirkmaschine |
| CN113638119A (zh) * | 2021-09-24 | 2021-11-12 | 福建利港新材料科技有限公司 | 一种三贾卡双针床经编织物的工艺 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4019680B1 (de) * | 2020-12-23 | 2023-06-07 | KARL MAYER STOLL R&D GmbH | Stricksystem für eine flachstrickmaschine, flachstrickmaschine mit demselben und verfahren zum betreiben der flachstrickmaschine |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE522083C (de) * | 1928-02-23 | 1931-03-30 | Schneider & Reuthner | Flache Kettenwirkmaschine zur Herstellung doppelflaechiger Ware |
| DE636765C (de) * | 1935-02-22 | 1936-10-16 | Emil Wirth Wirkmaschinenfabrik | Einrichtung zur Herstellung doppelflaechiger Kettenwirkwaren auf Kettenwirkmaschinenfuer einflaechige Ware |
| DE2244096A1 (de) * | 1972-09-08 | 1974-03-28 | Liba Maschf | Kettenwirk- und raschelmaschine mit vorbereitetem eintrag mehrerer schussfaeden |
| DE3236210A1 (de) * | 1981-12-31 | 1983-07-07 | Veb Kombinat Textima, Ddr 9010 Karl-Marx-Stadt | Kettenwirkmaschine zur herstellung gemusterter polgewirke |
| DE19647508C1 (de) * | 1996-11-16 | 1998-04-16 | Mayer Textilmaschf | Verfahren und Kettenwirkmaschine zur Herstellung von Polware |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3827265A1 (de) * | 1988-08-11 | 1990-02-15 | Mayer Fa Karl | Verfahren und kettenwirkmaschine zur herstellung von polware |
| DE4432222C1 (de) * | 1994-09-10 | 1996-05-02 | Mayer Textilmaschf | Verfahren und Kettenwirkmaschine zur Herstellung einer gemusterten Wirkware |
| DE19519410C2 (de) * | 1995-05-26 | 1997-04-10 | Mayer Textilmaschf | Polbildende Kettenwirkmaschine |
| BR9811550B1 (pt) * | 1997-07-25 | 2008-11-18 | mÁquina de malha por urdimento, especialmente passamanaria de crochÊ. | |
| DE19740200C1 (de) | 1997-09-12 | 1999-04-01 | Mayer Textilmaschf | Kettenwirkmaschine mit Legeschienen |
| DE20220055U1 (de) * | 2002-12-28 | 2003-04-03 | Mayer Textilmaschf | Kettenwirkmaschine |
| ES2342570T3 (es) * | 2007-08-23 | 2010-07-08 | Liba Maschinenfabrik Gmbh | Tricotosa raschel de doble barra. |
-
2016
- 2016-07-28 TR TR2018/11140T patent/TR201811140T4/tr unknown
- 2016-07-28 ES ES16181606.1T patent/ES2681446T3/es active Active
- 2016-07-28 EP EP16181606.1A patent/EP3276062B1/de active Active
- 2016-10-28 CN CN201610966362.5A patent/CN107663709B/zh active Active
-
2017
- 2017-06-09 TW TW106119275A patent/TWI730121B/zh active
- 2017-07-25 JP JP2017143803A patent/JP6416341B2/ja active Active
- 2017-07-28 KR KR1020170096496A patent/KR101957429B1/ko active IP Right Grant
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE522083C (de) * | 1928-02-23 | 1931-03-30 | Schneider & Reuthner | Flache Kettenwirkmaschine zur Herstellung doppelflaechiger Ware |
| DE636765C (de) * | 1935-02-22 | 1936-10-16 | Emil Wirth Wirkmaschinenfabrik | Einrichtung zur Herstellung doppelflaechiger Kettenwirkwaren auf Kettenwirkmaschinenfuer einflaechige Ware |
| DE2244096A1 (de) * | 1972-09-08 | 1974-03-28 | Liba Maschf | Kettenwirk- und raschelmaschine mit vorbereitetem eintrag mehrerer schussfaeden |
| DE3236210A1 (de) * | 1981-12-31 | 1983-07-07 | Veb Kombinat Textima, Ddr 9010 Karl-Marx-Stadt | Kettenwirkmaschine zur herstellung gemusterter polgewirke |
| DE19647508C1 (de) * | 1996-11-16 | 1998-04-16 | Mayer Textilmaschf | Verfahren und Kettenwirkmaschine zur Herstellung von Polware |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3795729A1 (de) | 2019-09-18 | 2021-03-24 | Groz-Beckert KG | Platine, platinenanordnung und kettenwirkmaschine |
| WO2021053014A1 (de) | 2019-09-18 | 2021-03-25 | Groz-Beckert Kg | Platine, platinenanordnung und kettenwirkmaschine |
| CN113638119A (zh) * | 2021-09-24 | 2021-11-12 | 福建利港新材料科技有限公司 | 一种三贾卡双针床经编织物的工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2681446T3 (es) | 2018-09-13 |
| KR101957429B1 (ko) | 2019-06-19 |
| TW201804043A (zh) | 2018-02-01 |
| CN107663709A (zh) | 2018-02-06 |
| KR20180013810A (ko) | 2018-02-07 |
| TR201811140T4 (tr) | 2018-08-27 |
| EP3276062B1 (de) | 2018-07-04 |
| TWI730121B (zh) | 2021-06-11 |
| JP2018016933A (ja) | 2018-02-01 |
| CN107663709B (zh) | 2020-02-18 |
| JP6416341B2 (ja) | 2018-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005062403B3 (de) | Vorrichtung und Verfahren zur Erzeugung eines Abstandsgestricks | |
| DE3145307A1 (de) | Rundstrickmaschine und verfahren zur herstellung jacquardgemusterter plueschware | |
| EP3276062B1 (de) | Kettenwirkmaschine und verfahren zum herstellen einer kettenwirkware | |
| EP2134892B1 (de) | Abstandsgestrick sowie verfahren und strickmaschine zu seiner herstellung | |
| EP3556921A1 (de) | Flachstrickmaschine und verfahren zur herstellung eines filigrangestricks | |
| EP2336412B1 (de) | Flottiernadel für eine Häkelgalonmaschine | |
| DE102011108702B4 (de) | Verfahren zur Herstellung eines Gestricks mit Zierstichen sowie Gestrick | |
| DE19739540C1 (de) | Verfahren und Vorrichtung zur Herstellung einer gemusterten Wirkware | |
| DE1952558A1 (de) | Textilverbundstoff,insbesondere Vliesstoff sowie Vorrichtung und Verfahren zu seiner Herstellung | |
| DE591171C (de) | Strickmaschine | |
| EP3354780B1 (de) | Kettenwirkmaschine | |
| DE2908028A1 (de) | Kettenwirkmaschine zur herstellung jacquardgemusterter polgewirke | |
| DE2524827C2 (de) | Strickmaschine zur Herstellung von Maschenware aus maschenbildenden Fäden, Kettfäden und gegebenenfalls Schußfäden | |
| DE2516224B2 (de) | Rundstickmaschine zur Herstellung von Maschenware mit eingelegten Kett- und Schußfäden | |
| DE2934668A1 (de) | Platine fuer strickmaschine zur herstellung eines plueschgestricks | |
| EP2666896A1 (de) | Flachstrickmaschine mit Schneidelementen | |
| DE722568C (de) | Verfahren zum Breitziehen von Maschen und flache Kulierwirkmaschine zur Ausfuehrung dieses Verfahrens | |
| DE1083971B (de) | Verfahren zur Herstellung von maschensicherer Strumpfware auf Rundstrickmaschinen | |
| DE688329C (de) | Verfahren zum Einlegen von Gummischuss- bzw. Futterfaeden auf flachen Kulierwirkmaschinen sowie flache Kulierwirkmaschine zur Ausfuehrung des Verfahrens und nach dem Verfahren hergestellte Maschenware | |
| EP0937800B1 (de) | Verfahren zur Herstellung eines Gestricks auf einer Flachstrickmaschine | |
| DE1585262C (de) | Verfahren zum Herstellen von maschensicheren Damenstrümpfen auf Rundstrickmaschinen | |
| DD282586A7 (de) | Kettenwirkmaschine, insbesondere fuer die herstellung von schussgemusterten gewirken eingerichtete haekelgalonmaschine zur herstellung jaquardgemusterter tuellwaren | |
| DE869840C (de) | Kettenwirkverfahren und Kettenwirkmaschine | |
| WO2020254089A1 (de) | Verfahren und strickvorrichtung zum plattieren auf einer mit schiebernadeln bestückten rundstrickmaschine | |
| DE699259C (de) | Flache Kulierwirkmaschine (z. B. Cottonwirkmaschine) zur Herstellung von maschinenfester Ware mittelugte Ware |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170713 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180321 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1014622 Country of ref document: AT Kind code of ref document: T Effective date: 20180715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016001392 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2681446 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180913 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181005 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181104 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180728 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016001392 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| 26N | No opposition filed |
Effective date: 20190405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: KARL MAYER R&D GMBH Effective date: 20191230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502016001392 Country of ref document: DE Owner name: KARL MAYER STOLL R&D GMBH, DE Free format text: FORMER OWNER: KARL MAYER TEXTILMASCHINENFABRIK GMBH, 63179 OBERTSHAUSEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502016001392 Country of ref document: DE Owner name: KARL MAYER R&D GMBH, DE Free format text: FORMER OWNER: KARL MAYER TEXTILMASCHINENFABRIK GMBH, 63179 OBERTSHAUSEN, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502016001392 Country of ref document: DE Representative=s name: KEIL & SCHAAFHAUSEN PATENTANWAELTE PARTGMBB, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502016001392 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160728 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180704 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200728 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: KARL MAYER STOLL R&D GMBH Effective date: 20210921 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1014622 Country of ref document: AT Kind code of ref document: T Effective date: 20210728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210728 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502016001392 Country of ref document: DE Representative=s name: KEIL & SCHAAFHAUSEN PATENTANWAELTE PARTGMBB, DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230705 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230707 Year of fee payment: 8 Ref country code: IT Payment date: 20230721 Year of fee payment: 8 Ref country code: ES Payment date: 20230816 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230725 Year of fee payment: 8 Ref country code: DE Payment date: 20230726 Year of fee payment: 8 |