EP2014380A1 - Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté - Google Patents
Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté Download PDFInfo
- Publication number
- EP2014380A1 EP2014380A1 EP07290719A EP07290719A EP2014380A1 EP 2014380 A1 EP2014380 A1 EP 2014380A1 EP 07290719 A EP07290719 A EP 07290719A EP 07290719 A EP07290719 A EP 07290719A EP 2014380 A1 EP2014380 A1 EP 2014380A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- rolling mill
- rolling
- values
- stands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 105
- 238000000034 method Methods 0.000 title claims abstract description 40
- 229910052751 metal Inorganic materials 0.000 title claims description 14
- 239000002184 metal Substances 0.000 title claims description 14
- 239000011159 matrix material Substances 0.000 claims description 19
- 230000001105 regulatory effect Effects 0.000 claims description 14
- 229910000831 Steel Inorganic materials 0.000 claims description 9
- 239000010959 steel Substances 0.000 claims description 9
- 238000001914 filtration Methods 0.000 claims description 6
- 238000004364 calculation method Methods 0.000 claims description 5
- 238000005097 cold rolling Methods 0.000 claims description 4
- 238000005098 hot rolling Methods 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 3
- 238000004088 simulation Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229940082150 encore Drugs 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000000930 thermomechanical effect Effects 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000021183 entrée Nutrition 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000013178 mathematical model Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910021652 non-ferrous alloy Inorganic materials 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/68—Camber or steering control for strip, sheets or plates, e.g. preventing meandering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/28—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by cold-rolling, e.g. Steckel cold mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2273/00—Path parameters
- B21B2273/04—Lateral deviation, meandering, camber of product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
Definitions
- the invention relates to the rolling of metallurgical products. More specifically, it relates to the regulation of the lateral positioning of metal strips, in particular steel, inside a rolling mill.
- thermomechanical treatments which will give it its final properties, or undergo a cold rolling which will further reduce its thickness before the completion of the final thermomechanical treatments.
- tape offsets inside the finishing mill, ie a deviation of the band from its nominal trajectory between two cages. This deviation can reach about thirty mm on either side of this nominal trajectory if nothing is done to compensate for it.
- Tape offsets can be the cause of incidents such as creasing and rupturing of the belt during rolling, refusal to engage the belt in the roll hold a cage of the finisher, a marking of the rolls of the rolling mill following an impact with the band.
- These defects may be due to the state of the band itself, or the mechanical disturbances that its treatment in abnormal conditions causes in the operation of the mill.
- the offset deteriorates the homogeneity of the thickness of the strip at the output of the finishing mill. Finally, it can hinder the successful realization of the winding of the band.
- band offsets are also at the origin of a defect form called “sword”: a band with this defect, instead of being straight, is bent in a horizontal plane.
- This defect is due to the existence of a wedge, that is to say a difference in thickness between the two sides of the rolled strip, whose cause may be thermal or mechanical if the heating or rolling were not performed very homogeneously over the entire width of the product.
- the web offsets can be corrected by means of lateral guides placed between the roll stands, against which the strip comes rubbing when it deviates from its nominal path, and which reorient it towards said nominal path. But when the offset becomes very important (especially at the end of rolling, when the cage located just upstream of the cage considered released the tail of the band and therefore free to pivot to the side of the cage where the air gap cylinders is the largest), the effort that the guides must exert on the band causes friction that deteriorate its banks, sometimes going as far as folding them on themselves or pulling them off. In addition, the guides wear out and need to be replaced periodically.
- a second method of regulating tape offset is to directly measure the decentering of the tape, as described in DE-3837101 .
- a device such as a diode camera provided with a reference frame, which determines the absolute position of the strip with respect to the axis of the rolling mill or any other reference position, is placed between two mill stands. According to this indication, one acts if necessary on the difference between the tightenings exerted by the rolls of this cage on both banks of the band. As in the previous method, an increase in clamping on the side where the offset takes place tends to bring the band back to its nominal position. Thus, if we see that the band goes to the left, we modify the tightening to deflect to the right.
- the object of the invention is to propose a method for rolling a strip in a rolling mill of metal products that makes it possible to effectively control the lateral position of this strip during its rolling and that makes it possible to act more accurately and quickly than existing methods, so as to avoid rolling incidents.
- An additional advantage would be to obtain a band free of wedge and therefore saber.
- the invention finally relates to a rolling mill of metal products in the form of strips of the type comprising at least two cages and at least one device for regulating the lateral position of the band of the type according to the invention.
- This mill may further include at least one device for regulating the position of the tail of the strip according to the invention.
- the invention consists first of all in controlling the offset of the strip by the imposition of an additional skew on each roll stand between which the strip is in tension, each sway being calculated from representative values of the offset of the band in all inter-cage areas.
- This process allows to combine efficiency and speed of control, without risk for the band and the mill.
- This skew value can be adjusted by squeezing the ends of the support rolls more or less.
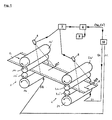
- the figure 1 shows a metal strip B being rolled in a rolling mill comprising two cages 1, 2 in which the band B is simultaneously under the influence, for example a finishing mill for the hot rolling of the steel strips.
- Rolling mills of this type generally have 5, 6 or 7 cages.
- Each cage 1, 2 comprises, conventionally, two working rolls 1a, 1a ', 2a, 2a' and two support rolls 1b, 1b ', 2b, 2b'.
- a first sensor 4 (such as a diode camera, or any other apparatus of equivalent function) which acquires a raw signal allowing in fine to determine a value representative of the position of the band B, according to a line transverse to its direction of displacement, between the cage 1 and the cage 2, and a second sensor 5 similar to the previous one, which performs the same operation downstream of the cage 2.
- a reference position that should normally occupy the band B in the absence of offset.
- This reference position is generally centered on the theoretical geometric axis of the rolling mill.
- This reference position 6 is stored in a first processing unit 7 to which are sent the raw signals collected by the sensors 4, 5, and this first processing unit 7 determines the values of the algebraic deviations ⁇ x1 and ⁇ x2 between the positions of the band B recorded respectively by the sensors 4 and 5 and the reference position 6.
- the processing unit 7 may have to process the raw signal of the sensor to obtain a value representative of the position of the strip (B).
- the acquisition signal consists of an image of the area covered by the camera.
- the signal can then be processed using appropriate software to filter the active pixels and to detect the contours of the band B and thus determine its lateral position.
- the sensors 4 and 5 will preferably be positioned perpendicular to their respective measurement zones and will have to be fixed on independent supports of the rolling mills, presenting the least possible vibration.
- the sensor 5 can be used both to control the offset of the strip B, but also to measure its width at the exit of the rolling mill.
- the calculated values of ⁇ x1 and ⁇ x2 are then transmitted to a second processing unit 8 which calculates the additional sway values S1 and S2 to be imposed on the cages 1 and 2.
- the calculation of S1 and S2 can advantageously be performed by multiplying the values of ⁇ x1 and ⁇ x2 by a gain matrix K.
- a third processing unit 9 has the function of determining the gain matrix K which will be transmitted to the calculation unit 8.
- This gain matrix K may in particular be determined by pre-production tests, during which we can model the relations linking the offsets of the strip and the shaking of the support rolls of the rolling mill.
- This modeling may take into account one or more quantities characteristic of the rolling process, such as the width of the rolls, the rolling force, the rotational speed of the work rolls, etc.
- the strip to be rolled may also take into account one or more characteristics of the strip to be rolled, such as the thickness of the strip at the entrance of the rolling mill, its hardness, its temperature, etc.
- the gain matrix K remains constant during the rolling process of a strip B, at least as long as the strip remains under the influence of the first roll stand, only the values representative of the offset of the strip being then modified at each new data acquisition cycle of sensors 4 and 5.
- a modified gain matrix can be used, taking into account that the strip is no longer under the influence than N-1 cages, if n is the total number of cages.
- the values of the tightening instructions S1 and S2 can then be transmitted to means 10 for transmitting the instructions that will be imposed on the actuators controlling the dishing of the cages 1 and 2 (which are of a type known in themselves and not shown on the figure 1 ).
- the method according to the invention makes it possible to control the lateral offsets of the strip with respect to its nominal position and to pass below the threshold of 10 mm, whereas the methods of the prior art do not make it possible to go below the threshold of 20 mm. mm.
- the regulation cycle may be renewed every 50 or 100 ms, for example, the frequency being preferably chosen to ensure good stability of the regulation.
- this portion of the strip is pivotable relative to the rolling axis and can even form folds that damage the working rolls of the rolling mill.
- pseudo-sensors may make it possible to overcome the failure of one or more sensors installed on the line when they fail during a production or when the transmitted signal is unusable because of the very conditions of the process . This may be the case in areas where descaling takes place, generating a dense vapor disrupting the operation of CCD cameras, for example.
- This use can also limit the number of actual sensors installed on the line, thus reducing the cost of investment and maintenance of the device.
- the offset of the strip is progressively controlled to reach a stable level, below the threshold of 10 mm, whereas the offset of the strip treated according to the prior art is not not stabilized and consistently exceeds 50 mm.
- the figure 4 corresponding to the same simulations and resumes in the upper part the five offset curves of the band according to the invention, as a function of time. It also shows in the lower part the curves of additional skewings (DeltaS1 to 5) imposed on each of the five mill stands over time and which made it possible to obtain control of the offsets and the final wedge for the strip treated according to the invention. It is thus seen that by varying these additional skewings as a function of the offset values of each inter-cage, it is possible to successfully rectify significant existing initial offsets due to heterogeneity due to the process. In doing so, one rectifies also the residual wedge which can also be at the origin of the localized offset.
- the curve presented here represents the evolution of the offset at the level of each inter-cage when the method according to the invention is implemented (curve “with control") or according to the prior art (curve “without control”) . It is also verified that the method according to the invention allows a control of the offset which can thus be lowered from 37 to 10 mm in the final, when measured at 10 meters from the output of the finishing train. The method according to the prior art does not allow him to control the offset which increases steadily. Finally, there is a 63% reduced offset between the strip treated according to the invention and that treated according to the prior art, while the initial values of offset at the exit of the first cage were very close.
- the invention is applicable, in the first place, to finishing mills for the hot rolling of steel strips. But it can find him applications on other types of rolling mills for metal strips having at least two cages in which the band is simultaneously under the influence. It will thus be possible to implement the invention for cold rolling or skin-pass metal strips, such as steel strips or ferrous or non-ferrous alloys, or even aluminum.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Control Of Conveyors (AREA)
- Metal Rolling (AREA)
Abstract
Description
- L'invention concerne le laminage des produits métallurgiques. Plus précisément, elle concerne la régulation du positionnement latéral des bandes métalliques, notamment en acier, à l'intérieur d'un laminoir.
- Habituellement, les bandes d'acier laminées à chaud sont fabriquées selon le schéma suivant:
- coulée continue d'une brame d'épaisseur 200 à 240 mm;
- réchauffage de la brame à une température d'environ 1100-1200°C;
- passage de la brame dans un laminoir dégrossisseur comportant une cage réversible unique ou une pluralité de cages indépendantes (par exemple au nombre de cinq) disposées les unes à la file des autres, de manière à obtenir une bande ayant une épaisseur de 30 à 50 mm environ;
- passage de la bande dans un laminoir finisseur comportant une pluralité de cages (par exemple au nombre de six ou sept) dans lesquelles la bande est simultanément présente, de manière à lui conférer une épaisseur de 1,5 à 10 mm environ, puis mise de la bande sous forme d'une bobine.
- La bande laminée à chaud ainsi obtenue peut ensuite être soumise à des traitements thermomécaniques qui lui conféreront ses propriétés définitives, ou subir un laminage à froid qui réduira encore davantage son épaisseur avant l'accomplissement des ultimes traitements thermomécaniques.
- Lors de son laminage, on observe des déports de bande à l'intérieur du laminoir finisseur, c'est à dire une déviation de la bande par rapport à sa trajectoire nominale entre deux cages. Cette déviation peut atteindre une trentaine de mm de part et d'autre de cette trajectoire nominale si rien n'est fait pour la compenser. Les déports de bande peuvent être à l'origine d'incidents tels que des froissements et des ruptures de la bande pendant le laminage, des refus d'engagement de la bande dans l'emprise des cylindres d'une cage du finisseur, un marquage des cylindres du laminoir suite à un choc avec la bande. Ces défauts peuvent être dus à l'état de la bande elle-même, ou aux perturbations mécaniques que son traitement dans des conditions anormales entraîne dans le fonctionnement du laminoir. De plus, le déport détériore l'homogénéité de l'épaisseur de la bande en sortie du laminoir finisseur. Enfin, il peut nuire à la bonne réalisation du bobinage de la bande.
- Ces déports de bande sont en outre à l'origine d'un défaut de forme appelé "sabre": une bande présentant ce défaut, au lieu d'être rectiligne, est cintrée dans un plan horizontal. Ce défaut est dû à l'existence d'un coin, c'est à dire d'une différence d'épaisseur entre les deux rives de la bande laminée, dont la cause peut être d'ordre thermique ou mécanique si le réchauffage ou le laminage n'ont pas été effectués de façon très homogène sur toute la largeur du produit.
- Les déports de bande peuvent être corrigés à l'aide de guides latéraux placés entre les cages du laminoir, contre lesquels la bande vient frotter lorsqu'elle s'écarte de sa trajectoire nominale, et qui la réorientent vers ladite trajectoire nominale. Mais lorsque le déport devient très important (en particulier en fin de laminage, lorsque la cage située juste en amont de la cage considérée a libéré la queue de la bande et la laisse donc libre de pivoter vers le côté de la cage où l'entrefer des cylindres est le plus grand), l'effort que les guides doivent exercer sur la bande provoque des frottements qui détériorent ses rives, allant parfois jusqu'à les replier sur elles-mêmes ou les arracher. De plus, les guides s'usent et doivent être périodiquement remplacés.
- Différents types de procédés ont été imaginés pour obtenir une régulation du phénomène de déport de la bande. Selon l'un de ces procédés (voir le document
JP-A-4266414 - Un deuxième procédé de régulation du déport de bande consiste à mesurer directement le décentrement de la bande, comme cela est décrit dans
DE-3837101 . A cet effet, on place entre deux cages du laminoir un dispositif, tel qu'une caméra à diodes pourvue d'un référentiel, qui détermine la position absolue de la bande par rapport à l'axe du laminoir ou toute autre position de référence. D'après cette indication, on agit si nécessaire sur la différence entre les serrages exercés par les cylindres de cette cage sur les deux rives de la bande. Comme dans la méthode précédente, une augmentation du serrage sur le côté où a lieu le déport tend à ramener la bande dans sa position nominale. Ainsi, si on constate que la bande part vers la gauche, on modifie le serrage pour la dévier vers la droite. On peut utiliser un dispositif unique de mesure du décentrement de la bande ou une pluralité de tels dispositifs, placés chacun dans un espace inter-cages différent. Dans de tels dispositifs, l'application d'un différentiel de serrage additionnel prédéterminé qui sera appliqué à une cage de laminage ne dépend que de la détection qualitative de déport effectuée au moyen de la caméra associée à l'inter-cage en aval de cette cage. Un tel procédé est cependant fortement susceptible d'aggraver le déport de bande final, à la sortie du laminoir, car la détection du déport est réalisée de façon tardive par rapport à son apparition, ce qui limite pour le moins l'efficacité de la correction et la rend éventuellement contre-productive en cas de variation brutale du déport en amont de la cage concernée. En outre, ces méthodes ne permettent pas un réel contrôle de la valeur du déport, seule une correction approximative étant apportée. - Le but de l'invention est de proposer un procédé de laminage d'une bande dans un laminoir de produits métalliques permettant de contrôler efficacement la position latérale de cette bande lors de son laminage et permettant d'agir avec plus de précision et de rapidité que les méthodes existantes, de manière à éviter les incidents de laminage. Un avantage supplémentaire serait d'obtenir une bande exempte de coin et par conséquent de sabre.
- A cet effet, l'invention a pour objet un procédé de laminage d'une bande à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages dans lesquelles ladite bande est simultanément sous emprise, selon lequel on régule la position latérale de ladite bande, ladite régulation comprenant les opérations suivantes :
- on détermine simultanément, en aval de chacune des cages du laminoir dans lesquelles ladite bande est en emprise, une valeur représentative de la position latérale de la bande selon une ligne transversale à sa direction de déplacement, et on calcule les écarts algébriques (Δxp) entre lesdites positions latérales et une position de référence ;
- à partir de ces écarts (Δxp), on calcule la valeur (Sp) du déhanchement additionnel à imposer à chacune desdites cages du laminoir dans lesquelles ladite bande est en emprise, afin de ramener lesdits écarts algébriques (Δxp) en dessous d'un seuil prédéterminé;
- on transmet à chacune desdites cages de laminoir la consigne de déhanchement additionnel (Sp) respective,
- et on renouvelle lesdites opérations à intervalles de temps prédéterminés, jusqu'à ce que ladite bande ne soit plus sous l'emprise de la dernière cage dudit laminoir.
- Le procédé selon l'invention peut en outre comprendre les caractéristiques optionnelles suivantes, prises isolément ou en combinaison :
- la position de référence est choisie de telle sorte que le coin de la bande soit nul,
- le calcul des valeurs (Sp) de déhanchements additionnels est effectué en multipliant les valeurs d'écarts (Δxp) par une matrice de gain K,
- la matrice de gain K est constante jusqu'à ce que la bande ne soit plus sous l'emprise que de la première cage du laminoir,
- la matrice de gain K est déterminée en prenant en compte au moins un paramètre de réglage initial du procédé de laminage et au moins une caractéristique de la bande à laminer,
- la valeur calculée de position latérale de la bande est obtenue en utilisant les paramètres de la matrice de gain K,
- au moins deux des valeurs représentatives de la position latérale de la bande sont des valeurs fournies par des capteurs placés en aval des cages de laminoir correspondantes,
- au moins une des valeurs représentatives de la position latérale de la bande est une valeur calculée à partir des valeurs fournies par lesdits capteurs placés en aval des autres cages de laminoir, les autres valeurs représentatives étant les valeurs fournies par les capteurs,
- toutes les valeurs représentatives de la position latérale de la bande sont des valeurs mesurées par les capteurs, au nombre de un en aval de chaque cage du laminoir.
- les valeurs fournies par les capteurs sont obtenues par filtrage du signal brut d'acquisition, le filtrage prenant en compte les valeurs calculées d'écarts (Δxp) entre les positions latérales de la bande et la position de référence,
- lorsqu'un déhanchement additionnel (Sp) à imposer est inférieur à un seuil prédéterminé, aucune consigne de déhanchement additionnel n'est transmise à la cage concernée.
- lorsque la bande n'est plus sous l'emprise de la première cage du laminoir, on régule à la fois la position latérale de la partie de la bande encore sous l'emprise d'au moins deux cages du laminoir et l'angle de pivotement par rapport à l'axe de laminage de la queue de la bande, en calculant et en transmettant une valeur de déhanchement additionnel à chaque cage sous laquelle la bande est encore présente,
- pour chaque cage, on détermine la valeur de déhanchement additionnel à appliquer en utilisant une valeur représentative de l'angle de pivotement de la queue de bande à l'entrée de la cage,
- on calcule la valeur représentative dudit angle de pivotement au moyen de valeurs représentatives de la position latérale de la bande selon une ligne transversale à sa direction de déplacement, dans lesdites cages en emprise avec la bande, lesdites valeurs représentatives étant obtenues suivant l'invention.
- L'invention a également pour objet un dispositif de régulation de la position latérale d'une bande à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages dans lesquelles la bande est simultanément sous emprise et comprenant:
- au moins deux capteurs fournissant un signal brut d'acquisition permettant la détermination de valeurs représentatives de la position latérale de la bande selon une ligne transversale à sa direction de déplacement en aval d'au moins deux cages du laminoir,
- des moyens pour déterminer les écarts algébriques (Δxp) entre les valeurs représentatives et une position de référence,
- des moyens de calcul de la valeur (Sp) du déhanchement additionnel à imposer à chacune des cages du laminoir, à partir des écarts (Δxp), afin de ramener les écarts algébriques (Δxp) en dessous d'un seuil prédéterminé, et
- des moyens pour transmettre la consigne de déhanchement additionnel (Sp) respective à chacune des cages de laminoir, à intervalles de temps prédéterminés.
- Le dispositif selon l'invention peut en outre comprendre les caractéristiques optionnelles suivantes, prises isolément ou en combinaison :
- le dispositif comprend en outre des moyens de calcul d'une matrice de gain K qui permet d'obtenir les valeurs (Sp) de déhanchements additionnels par multiplication de la matrice K avec les valeurs d'écarts (Δxp),
- le dispositif comprend en outre des moyens de filtrage du signal brut d'acquisition des capteurs.
- L'invention a également pour objet un dispositif de régulation de la position de la queue d'une bande à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages, comprenant :
- des moyens de calcul de l'angle de pivotement de la queue de bande avec l'axe de laminage,
- des moyens de calcul de la valeur du déhanchement additionnel à imposer à chacune des cages du laminoir, afin de ramener la valeur de l'angle de pivotement en dessous d'un seuil prédéterminé, et
- des moyens pour transmettre la consigne de déhanchement additionnel (Sp) respective à chacune des cages de laminoir, à intervalles de temps prédéterminés.
- L'invention concerne enfin un laminoir de produits métalliques sous forme de bandes du type comportant au moins deux cages et au moins un dispositif de régulation de la position latérale de la bande du type selon l'invention. Ce laminoir peut en outre inclure au moins un dispositif de régulation de la position de la queue de la bande selon l'invention.
- Le laminoir selon l'invention peut en outre comprendre les caractéristiques optionnelles suivantes, prises isolément ou en combinaison :
- le laminoir peut être un laminoir finisseur pour le laminage à chaud de bandes d'acier
- le laminoir peut comprendre deux, cinq, six ou sept cages de laminage.
- le laminoir peut être 'un laminoir pour le laminage à froid ou le skin-pass de bandes d'acier.
- Comme on l'aura compris, l'invention consiste tout d'abord à contrôler le déport de la bande par l'imposition d'un déhanchement additionnel à chaque cage du laminoir entre lesquelles la bande est en traction, chaque déhanchement étant calculé à partir de valeurs représentatives du déport de la bande dans toutes les zones inter-cages. Ce procédé permet ainsi d'allier efficacité et rapidité du contrôle, sans risque pour la bande et pour le laminoir. On entend ici par déhanchement le différentiel de positionnement des organes de serrage entre le côté « opérateur » et le côté « moteur ». Cette valeur de déhanchement peut se régler en serrant plus ou moins les extrémités des rouleaux de soutien.
- L'invention sera mieux comprise à la lecture de la description qui suit, donnée en référence aux figures annexées :
-
Fig.1 : schéma d'un laminoir à deux cages équipé d'un dispositif de régulation selon l'invention, -
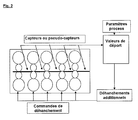
Fig.2 : schéma d'un laminoir à cinq cages équipé d'un dispositif de régulation selon l'invention, -
Fig.3 : cinq courbes représentant une simulation des déports à la sortie de chaque cage du laminoir de lafigure 2 en fonction du temps pour une première bande laminée selon l'invention et une seconde bande laminée selon l'art antérieur, et une courbe représentant le coin résiduel à la sortie du laminoir pour ces deux bandes, -
Fig.4 : première courbe représentant une simulation de l'évolution des déports en sortie de chaque cage du laminoir de lafigure 2 , en fonction du temps et seconde courbe représentant les valeurs de déhanchements additionnels appliquées à chaque cage ayant permis d'obtenir les écarts présentés à la première courbe, -
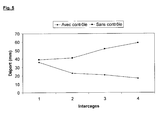
Fig. 5 : courbe représentant l'évolution du déport au niveau de chaque inter-cage lorsque le procédé selon l'invention est mis en oeuvre (courbe « avec contrôle » ou selon l'art antérieur (courbe « sans contrôle »). - La
figure 1 montre une bande métallique B en train d'être laminée dans un laminoir comprenant deux cages 1, 2 dans lesquelles la bande B est simultanément sous emprise, par exemple un laminoir finisseur pour le laminage à chaud des bandes d'acier. Les laminoirs de ce type comportent généralement 5, 6 ou 7 cages. Chacune cage 1, 2 comprend, classiquement, deux cylindres de travail 1 a, 1 a', 2a, 2a' et deux cylindres de soutien 1b, 1b', 2b, 2b'. - Selon l'invention, un premier capteur 4 (tel qu'une caméra à diodes, ou tout autre appareil de fonction équivalente) qui acquiert un signal brut permettant in fine de déterminer une valeur représentative de la position de la bande B, selon une ligne transversale à sa direction de déplacement, entre la cage 1 et la cage 2, et un deuxième capteur 5 similaire au précédent, qui effectue la même opération en aval de la cage 2.
- En pointillés 6, on a représenté une position de référence que devrait normalement occuper la bande B en l'absence de déport. Cette position de référence est généralement centrée sur l'axe géométrique théorique du laminoir. Il peut cependant être avantageux de choisir une position de référence différente afin de minimiser le coin résiduel de la bande B à la sortie du laminoir. Cela pourra en particulier être le cas lorsque l'axe géométrique du laminoir ne coïncide pas avec l'axe selon lequel a réellement lieu le laminage. Quoi qu'il en soit, il a été vérifié que la détermination de cette position de référence n'a pas d'influence sur le contrôle du déport de la bande, mais uniquement sur le coin résiduel.
- Cette position de référence 6 est mise en mémoire dans une première unité de traitement 7 vers laquelle sont envoyés les signaux bruts recueillis par les capteurs 4, 5, et cette première unité de traitement 7 détermine les valeurs des écarts algébriques Δx1 et Δx2 entre les positions de la bande B enregistrées respectivement par les capteurs 4 et 5 et la position de référence 6.
- En fonction du type de capteur 4, 5 utilisé, l'unité de traitement 7 pourra avoir à traiter le signal brut du capteur pour obtenir une valeur représentative de la position de la bande (B). Ainsi, si les capteurs 4, 5 sont des caméras matricielles de type CCD, le signal d'acquisition est constitué d'une image de la zone couverte par la caméra. Afin de positionner la bande B, on pourra alors traiter le signal à l'aide de logiciels appropriés pour filtrer les pixels actifs et pour détecter les contours de la bande B et ainsi déterminer sa position latérale.
- Les capteurs 4 et 5 seront, de préférence, positionnés perpendiculairement à leurs zones de mesures respectives et devront être fixés sur des supports indépendants des laminoirs, présentant le moins de vibrations possible. De manière avantageuse, on pourra utiliser le capteur 5 à la fois pour contrôler le déport de la bande B, mais aussi pour mesurer sa largeur à la sortie du laminoir.
- Les valeurs calculées de Δx1 et Δx2 sont ensuite transmises à une deuxième unité de traitement 8 qui calcule les valeurs de déhanchement additionnel S1 et S2 devant être imposées aux cages 1 et 2.
- Le calcul de S1 et S2 pourra avantageusement être réalisé en multipliant les valeurs de Δx1 et Δx2 par une matrice de gain K. Une troisième unité de traitement 9 a pour fonction de déterminer cette matrice de gain K qui sera transmise à l'unité de calcul 8.
- Cette matrice de gain K pourra notamment être déterminée par des essais préalables à la production, au cours desquels on pourra modéliser les relations liant les déports de la bande et les déhanchements des cylindres de soutien du laminoir.
- Cette modélisation pourra tenir compte d'une ou plusieurs grandeurs caractéristiques du procédé de laminage, telles que la largeur des cylindres, l'effort de laminage, la vitesse de rotation des cylindres de travail, etc...
- Elle pourra également tenir compte d'une ou plusieurs caractéristiques de la bande à laminer, telles que l'épaisseur de la bande à l'entrée du laminoir, sa dureté, sa température, etc...
- On pourra ainsi utiliser des matrices moyennes déterminées grâce au laminage de produits différents, représentatifs du carnet de production ou bien encore des matrices spécifiques à un produit particulier, ce qui permet de gagner en précision.
- La matrice de gain K reste constante pendant le procédé de laminage d'une bande B, au moins tant que la bande reste sous l'emprise de la première cage de laminoir, seules les valeurs représentatives du déport de la bande étant alors modifiées à chaque nouveau cycle d'acquisition de données des capteurs 4 et 5. Lorsque la bande quitte l'emprise de la première cage de laminoir, on pourra utiliser une matrice de gain modifiée tenant compte du fait que la bande n'est plus sous l'emprise que de N-1 cages, si n est le nombre total de cage. De même, on pourra changer de matrice de gain au fur et à mesure que la bande quitte les emprises successives des cages du laminoir, pour un meilleur contrôle du déport.
- Les valeurs des consignes de serrage S1 et S2 peuvent ensuite être transmises à des moyens 10 de transmission des consignes que l'on va imposer aux actionneurs commandant le déhanchement des cages 1 et 2 (qui sont d'un type connu en eux-mêmes et non représentés sur la
figure 1 ). - Le procédé selon l'invention permet de contrôler les déports latéraux de la bande par rapport à sa position nominale et de passer sous le seuil des 10 mm, alors que les procédés de l'art antérieur ne permettent pas de passer sous le seuil des 20 mm.
- Lorsque le calcul des déhanchements S1 et S2 à imposer aux cages de laminoir aboutirait à des valeurs inférieures à un seuil prédéterminé, on pourra prévoir qu'aucune consigne n'est transmise aux moyens 10. Il en est en particulier ainsi lorsque le déport attendu à la suite de la mise en oeuvre des déhanchements additionnels S1 et S2 ne dépasse pas 2 mm, par exemple.
- Le cycle de régulation pourra être renouvelé toutes les 50 ou 100 ms, par exemple, la fréquence étant de préférence choisie pour assurer une bonne stabilité de la régulation.
- Les modèles mathématiques utilisés pour relier le déport et le déhanchement additionnel à imposer aux cages de laminoir étant valables tant que la bande considérée est sous traction entre deux cages, on pourra continuer à contrôler la position latérale de la bande jusqu'à ce que celle-ci ne soit plus sous l'emprise que de la dernière cage. On contrôle alors uniquement la position latérale de la partie de la bande encore sous l'emprise d'au moins deux cages du laminoir, qu'on appelle encore « corps de bande », en agissant bien sur uniquement sur les cages sous lesquelles la bande est encore présente.
- On pourra alors avantageusement contrôler simultanément la partie de la bande en amont du corps de bande, qu'on appelle encore « queue de bande ». En effet, cette partie de la bande est susceptible de pivoter par rapport à l'axe de laminage et peut même former des plis venant endommager les cylindres de travail du laminoir.
- Pour la réguler, on pourra tout d'abord calculer une valeur de l'angle de pivotement en amont de chaque cage, en utilisant de préférence les valeurs représentatives du déport du corps de bande acquises ou calculées précédemment. On réalise alors un nouveau pseudo-capteur sans équipement supplémentaire.
- A partir des valeurs représentatives du déport du corps de bande dans chaque inter-cage et de l'angle de pivotement de la queue de bande en amont de chaque cage, on peut alors déterminer la valeur du déhanchement additionnel global à imposer aux cages sous lesquelles la bande est encore présente, afin de contrôler à la fois les angles de pivotement de la queue de bande et la position latérale du corps de bande dans chaque intercage.
- Si on considère à présent la
figure 2 qui représente schématiquement un laminoir à cinq cages muni d'un dispositif de régulation selon l'invention, on constate que l'on détermine là-aussi cinq valeurs représentatives du déport de la bande : une par inter-cage plus une en aval de la dernière cage du laminoir. - Afin de contrôler efficacement le déport de la bande dans les zones où elle est en traction entre deux cages, les présents inventeurs ont constaté qu'il était nécessaire de disposer d'au moins deux capteurs réels pouvant donner un signal représentatif de la position de la bande dans l'inter-cage correspondant.
- Cependant, ils ont également constaté qu'il était possible d'utiliser ces données fournies par les au moins deux capteurs réels présents pour reconstituer des valeurs représentatives du déport de la bande dans les autres inter-cages, à la manière de pseudo-capteurs.
- En fonction du nombre de pseudo-capteurs et de leur emplacement sur la ligne de laminage, les résultats en terme de contrôle du déport de la bande sont équivalents ou très légèrement dégradés par rapport au contrôle obtenu avec un capteur réel par inter-cage.
- L'utilisation de ces pseudo-capteurs peut permettre de pallier la défaillance d'un ou plusieurs capteurs installés sur la ligne lorsque ceux-ci tombent en panne lors d'une production ou lorsque le signal transmis est inexploitable en raison des conditions mêmes du procédé. Il peut en aller ainsi dans les zones où un décalaminage a lieu, générant une vapeur dense perturbant le fonctionnement de caméras CCD, par exemple.
- Cette utilisation peut également permettre de limiter le nombre de capteurs réels installés sur la ligne, diminuant ainsi le coût d'investissement et de maintenance du dispositif.
- Lorsque l'on met en oeuvre le procédé de laminage selon l'invention dans un laminoir comportant cinq cages et plus, on préfère ne pas imposer de déhanchement additionnel à la dernière cage de laminoir, par mesure de sécurité, car il n'est plus possible de rectifier le déport de la partie de la bande sortant du laminoir en cas d'anomalie due à l'équipement, par exemple.
- Si l'on considère à présent la
figure 3 , on peut y voir cinq séries de courbes représentant une simulation des déports à la sortie de chaque cage du laminoir de lafigure 2 (SOC1 à 5), en fonction du temps, pour une première bande laminée selon l'invention (courbe supérieure) et une seconde bande laminée selon l'art antérieur (courbe inférieure), et une série de deux courbes représentant le coin résiduel à la sortie du laminoir pour la bande laminée selon l'invention (courbe supérieure) et la bande laminée selon l'art antérieur (courbe inférieure). - On constate qu'avec le procédé selon l'invention, le déport de la bande est progressivement contrôlé pour atteindre un niveau stable, en dessous du seuil de 10 mm, tandis que le déport de la bande traitée selon l'art antérieur n'est pas stabilisé et dépasse systématiquement les 50 mm.
- La courbe représentant la simulation de coin est elle-aussi parlante puisqu'on obtient un coin nul pour la bande traitée selon l'invention, tandis que le coin est important et irrégulier pour la bande traitée selon l'art antérieur.
- La
figure 4 correspondant aux mêmes simulations et reprend en partie supérieure les cinq courbes de déport de la bande selon l'invention, en fonction du temps. Elle montre également en partie inférieure les courbes de déhanchements additionnels (DeltaS1 à 5) imposés à chacune des cinq cages du laminoir au cours du temps et qui ont permis d'obtenir le contrôle des déports et du coin final pour la bande traitée selon l'invention. On voit ainsi qu'en faisant varier ces déhanchements additionnels en fonction des valeurs de déport de chaque inter-cage, on peut réussir à rectifier en final des déports initiaux importants existants en raison d'hétérogénéité dues au procédé. Ce faisant, on rectifie également le coin résiduel qui peut d'ailleurs être à l'origine du déport localisé. - On a ensuite procédé à un essai en conditions réelles du procédé de laminage selon l'invention sur un laminoir finisseur à cinq cages, dont les résultats sont représentés sur la
figure 5 . - La courbe qui y est présentée représente l'évolution du déport au niveau de chaque inter-cage lorsque le procédé selon l'invention est mis en oeuvre (courbe « avec contrôle ») ou selon l'art antérieur (courbe « sans contrôle »). On vérifie là-aussi que le procédé selon l'invention permet un contrôle du déport qui peut ainsi être abaissé de 37 à 10 mm en final, lorsqu'on le mesure à 10 mètres de la sortie du train finisseur. Le procédé selon l'art antérieur ne permet quant à lui pas de contrôler le déport qui augmente régulièrement. En final, on observe un déport réduit de 63% entre la bande traitée selon l'invention et celle traitée selon l'art antérieur, alors que les valeurs initiales de déport à la sortie de la première cage étaient très proches.
- L'invention est applicable, en premier lieu, sur les laminoirs finisseurs pour le laminage à chaud des bandes d'acier. Mais on peut lui trouver des applications sur d'autres types de laminoirs pour bandes métalliques comportant au moins deux cages dans lesquelles la bande est simultanément sous emprise. On pourra ainsi mettre en oeuvre l'invention pour le laminage à froid ou le skin-pass de bandes métalliques, telles que des bandes d'acier ou d'alliages ferreux ou non, ou bien encore d'aluminium.
Claims (25)
- Procédé de laminage d'une bande (B) à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages dans lesquelles ladite bande (B) est simultanément sous emprise, selon lequel on régule la position latérale de ladite bande (B), ladite régulation comprenant les opérations suivantes :- on détermine simultanément, en aval de chacune des cages du laminoir dans lesquelles ladite bande (B) est en emprise, une valeur représentative de la position latérale de la bande (B) selon une ligne transversale à sa direction de déplacement, et on calcule les écarts algébriques (Δxp) entre lesdites positions latérales et une position de référence (6);- à partir de ces écarts (Δxp), on calcule la valeur (Sp) du déhanchement additionnel à imposer à chacune desdites cages du laminoir dans lesquelles ladite bande (B) est en emprise, afin de ramener lesdits écarts algébriques (Δxp) en dessous d'un seuil prédéterminé;- on transmet à chacune desdites cages de laminoir la consigne de déhanchement additionnel (Sp) respective,- et on renouvelle lesdites opérations à intervalles de temps prédéterminés, jusqu'à ce que ladite bande (B) ne soit plus sous l'emprise de la dernière cage dudit laminoir.
- Procédé selon la revendication 1, selon lequel que ladite position de référence (6) est choisie de telle sorte que le coin de ladite bande (B) soit nul.
- Procédé selon la revendication 1 ou 2, selon lequel le calcul desdites valeurs (Sp) de déhanchements additionnels est effectué en multipliant lesdites valeurs d'écarts (Δxp) par une matrice de gain K.
- Procédé selon la revendication 3, selon lequel ladite matrice de gain K est constante jusqu'à ce que ladite bande (B) ne soit plus sous l'emprise que de la première cage dudit laminoir.
- Procédé selon la revendication 4, selon lequel ladite matrice de gain K est déterminée en prenant en compte au moins un paramètre de réglage initial du procédé de laminage et au moins une caractéristique de la bande (B) à laminer.
- Procédé selon l'une quelconque des revendications 1 à 5, selon lequel au moins deux desdites valeurs représentatives de la position latérale de la bande (B) sont des valeurs fournies par des capteurs placés en aval des cages de laminoir correspondantes.
- Procédé selon la revendication 6, selon lequel au moins une desdites valeurs représentatives de la position latérale de la bande (B) est une valeur calculée à partir des valeurs fournies par lesdits capteurs placés en aval des autres cages de laminoir, les autres valeurs représentatives étant les valeurs fournies par lesdits capteurs.
- Procédé selon la revendication 7, selon lequel ladite valeur calculée de position latérale de la bande (B) est obtenue en utilisant les paramètres de la matrice de gain K selon l'une ou l'autre des revendications 3 ou 4.
- Procédé selon la revendication 6, selon lequel toutes les valeurs représentatives de la position latérale de la bande (B) sont des valeurs mesurées par lesdits capteurs, au nombre de un en aval de chaque cage dudit laminoir.
- Procédé selon l'une quelconque des revendications 6 à 9, selon lequel lesdites valeurs fournies par lesdits capteurs sont obtenues par filtrage du signal brut d'acquisition, ledit filtrage prenant en compte les valeurs calculées d'écarts (Δxp) entre lesdites positions latérales de la bande (B) et la position de référence (6).
- Procédé selon l'une quelconque des revendications 1 à 10, selon lequel, lorsqu'un déhanchement additionnel (Sp) à imposer est inférieur à un seuil prédéterminé, aucune consigne de déhanchement additionnel n'est transmise à la cage concernée.
- Procédé de laminage d'une bande (B) selon l'une quelconque des revendications 1 à 11, selon lequel, lorsque ladite bande (B) n'est plus sous l'emprise de la première cage dudit laminoir, on régule à la fois la position latérale de la partie de la bande (B) encore sous l'emprise d'au moins deux cages du laminoir et l'angle de pivotement par rapport à l'axe de laminage de la queue de la bande (B), en calculant et en transmettant une valeur de déhanchement additionnel à chaque cage sous laquelle la bande (B) est encore présente.
- Procédé selon la revendication 12, selon lequel, pour chaque cage, on détermine la valeur de déhanchement additionnel à appliquer en utilisant une valeur représentative dudit angle de pivotement de la queue de bande (B) à l'entrée de la cage.
- Procédé selon la revendication 13, selon lequel on calcule ladite valeur représentative dudit angle de pivotement au moyen de valeurs représentatives de la position latérale de la bande (B) selon une ligne transversale à sa direction de déplacement, dans lesdites cages en emprise avec la bande (B), lesdites valeurs représentatives étant obtenues conformément aux revendications 8 à 12.
- Dispositif de régulation de la position latérale d'une bande (B) à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages (1,2) dans lesquelles ladite bande (B) est simultanément sous emprise et comprenant:- au moins deux capteurs (4,5) fournissant un signal brut d'acquisition permettant la détermination de valeurs représentatives de la position latérale de la bande (B) selon une ligne transversale à sa direction de déplacement en aval d'au moins deux cages (1,2) dudit laminoir,- des moyens (7) pour déterminer les écarts algébriques (Δxp) entre lesdites valeurs représentatives et une position de référence (6),- des moyens (8) de calcul de la valeur (Sp) du déhanchement additionnel à imposer à chacune desdites cages du laminoir, à partir desdits écarts (Δxp), afin de ramener lesdits écarts algébriques (Δxp) en dessous d'un seuil prédéterminé, et- des moyens (10) pour transmettre la consigne de déhanchement additionnel (Sp) respective à chacune desdites cages de laminoir, à intervalles de temps prédéterminés.
- Dispositif selon la revendication 15, comprenant en outre des moyens (9) de calcul d'une matrice de gain K qui permet d'obtenir lesdites valeurs (Sp) de déhanchements additionnels par multiplication de ladite matrice K avec lesdites valeurs d'écarts (Δxp).
- Dispositif selon l'une ou l'autre des revendications 15 ou 16, comprenant en outre des moyens de filtrage du signal brut d'acquisition desdits capteurs.
- Dispositif de régulation de la position de la queue d'une bande (B) à l'intérieur d'un laminoir de produits métalliques comportant au moins deux cages (1,2), comprenant :- des moyens de calcul de l'angle de pivotement de ladite queue de bande (B) avec l'axe de laminage,- des moyens de calcul de la valeur du déhanchement additionnel à imposer à chacune desdites cages (1,2) du laminoir, afin de ramener la valeur dudit angle de pivotement en dessous d'un seuil prédéterminé, et- des moyens pour transmettre la consigne de déhanchement additionnel (Sp) respective à chacune desdites cages (1,2) de laminoir, à intervalles de temps prédéterminés.
- Dispositif de régulation selon la revendication 18 comprenant en outre des moyens de transmission des écarts algébriques (Δxp) entre les valeurs représentatives de la position latérale de la bande (B) selon une ligne transversale à sa direction de déplacement en aval d'au moins deux cages (1,2) dudit laminoir, et une position de référence (6), vers lesdits moyens de calcul de l'angle de pivotement de ladite queue de bande (B) avec l'axe de laminage.
- Laminoir de produits métalliques sous forme de bandes, du type comportant au moins deux cages (1,2) et au moins un dispositif de régulation de la position latérale de la bande (B) du type selon l'une quelconque des revendications 15 à 17.
- Laminoir selon la revendication 20 comportant en outre au moins un dispositif de régulation de la position de la queue de ladite bande (B) selon l'une ou l'autre des revendications 18 ou 19.
- Laminoir selon l'une ou l'autre des revendications 20 ou 21, caractérisé en ce qu'il s'agit d'un laminoir finisseur pour le laminage à chaud de bandes d'acier.
- Laminoir selon la revendication 22, comprenant deux, cinq, six ou sept cages de laminage.
- Laminoir selon l'une ou l'autre des revendications 20 ou 21, caractérisé en ce qu'il s'agit d'un laminoir pour le laminage à froid ou le skin-pass de bandes d'acier.
- Laminoir selon la revendication 24, comprenant deux, trois, quatre ou cinq cages de laminage.
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290719A EP2014380A1 (fr) | 2007-06-11 | 2007-06-11 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
| JP2010511674A JP5638945B2 (ja) | 2007-06-11 | 2008-05-27 | 横位置の調節を備える金属帯の圧延方法、およびこれに適した圧延機 |
| PCT/FR2008/000719 WO2009004155A1 (fr) | 2007-06-11 | 2008-05-27 | Procède de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapte |
| CN200880024759.6A CN102202806B (zh) | 2007-06-11 | 2008-05-27 | 调整带的侧向位置的轧制金属带的方法及合适的轧机 |
| RU2009149180/02A RU2449846C2 (ru) | 2007-06-11 | 2008-05-27 | Способ прокатки металлической полосы с регулированием ее бокового положения и соответствующий прокатный стан |
| KR20097025979A KR101511804B1 (ko) | 2007-06-11 | 2008-05-27 | 금속스트립의 측방향 위치를 조정하면서 금속스트립을 압연하기 위한 방법 및 그에 적합한 압연기 |
| EP08805610.6A EP2167248B1 (fr) | 2007-06-11 | 2008-05-27 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
| US12/663,943 US8919162B2 (en) | 2007-06-11 | 2008-05-27 | Method of rolling a metal strip with adjustment of the lateral position of a strip and suitable rolling mill |
| AU2008270190A AU2008270190B2 (en) | 2007-06-11 | 2008-05-27 | Method for rolling a metal strip with adjustment of the side position of the strip and adapted rolling mill |
| BRPI0812943-6A BRPI0812943B1 (pt) | 2007-06-11 | 2008-05-27 | Processo de laminação de uma cinta no interior de um laminador de produtos metálicos, dispositivo de regulagem da posição lateral de uma cinta no interior de um laminador de produtos metálicos e laminador de produtos metálicos sob a forma de cintas |
| CA2690096A CA2690096C (fr) | 2007-06-11 | 2008-05-27 | Procede de laminage d'une bande metallique avec regulation de sa position laterale d'une bande et laminoir adapte |
| ZA200908778A ZA200908778B (en) | 2007-06-11 | 2009-12-10 | Method of rolling a metal strip with adjustment of the lateral position of a strip and suitable rolling mill |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290719A EP2014380A1 (fr) | 2007-06-11 | 2007-06-11 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2014380A1 true EP2014380A1 (fr) | 2009-01-14 |
Family
ID=38442021
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07290719A Withdrawn EP2014380A1 (fr) | 2007-06-11 | 2007-06-11 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
| EP08805610.6A Active EP2167248B1 (fr) | 2007-06-11 | 2008-05-27 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08805610.6A Active EP2167248B1 (fr) | 2007-06-11 | 2008-05-27 | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8919162B2 (fr) |
| EP (2) | EP2014380A1 (fr) |
| JP (1) | JP5638945B2 (fr) |
| KR (1) | KR101511804B1 (fr) |
| CN (1) | CN102202806B (fr) |
| BR (1) | BRPI0812943B1 (fr) |
| CA (1) | CA2690096C (fr) |
| RU (1) | RU2449846C2 (fr) |
| WO (1) | WO2009004155A1 (fr) |
| ZA (1) | ZA200908778B (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102662328A (zh) * | 2012-03-27 | 2012-09-12 | 芜湖新兴铸管有限责任公司 | 一种轧钢生产线自动计算生产批次的方法 |
| EP2842648A4 (fr) * | 2012-04-24 | 2015-12-16 | Nippon Steel & Sumitomo Metal Corp | Appareil de laminage et procédé de contrôle de laminage |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012148069A1 (fr) * | 2011-04-27 | 2012-11-01 | 현대제철 주식회사 | Appareil de blocage de la vapeur |
| EP2679317A1 (fr) * | 2012-06-29 | 2014-01-01 | Siemens Aktiengesellschaft | Procédé destiné au fonctionnement dýun laminoir Steckel |
| CN103920721B (zh) * | 2013-01-11 | 2016-02-24 | 宝山钢铁股份有限公司 | 控制热轧过程中带钢头部稳定性的方法 |
| EP2910316A1 (fr) * | 2014-02-21 | 2015-08-26 | Primetals Technologies Germany GmbH | Précommande simple du pas de filetage d'un ébaucheur |
| DE102014215397B4 (de) | 2014-08-05 | 2016-04-28 | Primetals Technologies Germany Gmbh | Bandlageregelung mit optimierter Reglerauslegung |
| SE538558C2 (en) * | 2014-12-18 | 2016-09-20 | Morgårdshammar Ab | A roller guide and a method for guiding stock |
| DE102015220289A1 (de) * | 2015-10-19 | 2017-04-20 | Sms Group Gmbh | Verfahren und Vermessungssystem zum Vermessen eines bewegbaren Objektes |
| EP3202502A1 (fr) | 2016-02-04 | 2017-08-09 | Primetals Technologies Germany GmbH | Reglage de position de bande |
| KR101973878B1 (ko) | 2016-05-13 | 2019-04-29 | 닛폰세이테츠 가부시키가이샤 | 폭 압하 방법 및 폭 압하 장치 |
| EP3706931A1 (fr) * | 2017-11-10 | 2020-09-16 | Promau S.r.l. | Appareil et procédé de support et d'avancement commandé d'une feuille métallique dans une machine à cintrer permettant d'obtenir des structures cylindriques ou de cône tronqué |
| JP7131964B2 (ja) * | 2018-05-24 | 2022-09-06 | 三菱重工業株式会社 | 推定装置、推定システム、推定方法およびプログラム |
| EP3599038A1 (fr) * | 2018-07-25 | 2020-01-29 | Primetals Technologies Austria GmbH | Procédé et dispositif de détermination du contour de bande latéral d'une bande métallique en mouvement |
| CN109454113B (zh) * | 2018-11-30 | 2020-01-24 | 肇庆学院 | 一种基于并联机构的多辊数控冷轧机及其电气控制系统 |
| AT522234B1 (de) * | 2019-02-28 | 2022-05-15 | Evg Entwicklungs U Verwertungs Ges M B H | Verfahren und Vorrichtung zum Geraderichten von Draht oder Bandmaterial |
| EP3715000B1 (fr) * | 2019-03-27 | 2022-01-12 | Primetals Technologies Austria GmbH | Procédé permettant d'éviter les ondulations lors du laminage des bandes métalliques |
| EP3878574A1 (fr) * | 2020-03-13 | 2021-09-15 | Primetals Technologies Austria GmbH | Détermination de l'état des rouleaux de guidage de barre par évaluation des vibrations |
| WO2021224950A1 (fr) * | 2020-05-06 | 2021-11-11 | Danieli & C. Officine Meccaniche S.P.A. | Procédé et appareil de commande et de réglage de l'action de traction dans un laminoir, et laminoir correspondant |
| TWI779910B (zh) * | 2021-10-28 | 2022-10-01 | 中國鋼鐵股份有限公司 | 偵測邊導器鋼帶品質的軋延系統與偵測方法 |
| CN114226469B (zh) * | 2021-11-29 | 2024-09-10 | 首钢集团有限公司 | 板坯位置测量装置、轧制系统、控制方法及储存介质 |
| CN114682634B (zh) * | 2022-04-21 | 2024-05-07 | 重庆钢铁股份有限公司 | 一种预防折叠带尾进入轧机的方法 |
| TWI794084B (zh) * | 2022-04-25 | 2023-02-21 | 中國鋼鐵股份有限公司 | 降低冷軋鋼捲邊緣翹起量的方法 |
| TWI808914B (zh) * | 2022-10-27 | 2023-07-11 | 中國鋼鐵股份有限公司 | 用於精軋機站間的鋼帶量測方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3116278A1 (de) * | 1981-04-24 | 1982-11-11 | Betriebsforschungsinstitut VDEh - Institut für angewandte Forschung GmbH, 4000 Düsseldorf | Vorrichtung zum steuern der lage des bandlaufs beim walzen |
| JPS59104206A (ja) * | 1982-12-07 | 1984-06-16 | Sumitomo Metal Ind Ltd | 板キヤンバ制御方法 |
| JPS60210304A (ja) * | 1984-04-03 | 1985-10-22 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延設備 |
| JPH0220608A (ja) * | 1988-07-05 | 1990-01-24 | Sumitomo Metal Ind Ltd | 圧延材の蛇行制御方法 |
| DE19704337A1 (de) * | 1997-02-05 | 1998-08-06 | Siemens Ag | Verfahren und Einrichtung zur Verlaufsregelung eines Walzbandes |
| GB2329264A (en) * | 1997-09-11 | 1999-03-17 | Kvaerner Tech & Res Ltd | Automatic strip steering and control system for a rolling mill |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1131137A (en) * | 1966-05-06 | 1968-10-23 | Davy And United Instr Ltd | Rolling mill gauge control systems |
| GB1270246A (en) * | 1968-06-14 | 1972-04-12 | British Iron Steel Research | Improvements in or relating to rolling |
| US3630055A (en) * | 1969-05-14 | 1971-12-28 | Gen Electric | Workpiece shape control |
| JPS4937910B1 (fr) * | 1970-06-18 | 1974-10-14 | ||
| US3808858A (en) * | 1972-09-29 | 1974-05-07 | J Connors | Gage control system and method for tandem rolling mills |
| US3934438A (en) * | 1973-05-09 | 1976-01-27 | Nippon Kokan Kabushiki Kaisha | Method of long-edge shape control for tandem rolling mill |
| JPS5234030B2 (fr) * | 1973-06-27 | 1977-09-01 | ||
| JPS5588914A (en) * | 1978-12-27 | 1980-07-05 | Nippon Steel Corp | Controlling method for rolling mill |
| US4404634A (en) * | 1981-04-27 | 1983-09-13 | Kaiser Steel Corporation | Lateral weave gaging system |
| SU1110377A3 (ru) * | 1981-09-30 | 1984-08-23 | Мицубиси Денки Кабусики Кайся (Фирма) | Устройство дл регулировани геометрических размеров полосы на стане непрерывной прокатки |
| DE8523750U1 (de) * | 1985-08-19 | 1985-10-10 | Badische Stahl-Engineering GmbH, 7640 Kehl | Rollenführung, insbesondere für Knüppel, Stab- und Drahtwalzgerüste |
| JPS63188415A (ja) * | 1987-01-28 | 1988-08-04 | Hitachi Ltd | 圧延機における蛇行制御装置 |
| EP0477752B1 (fr) * | 1990-09-28 | 1995-03-29 | Promau S.R.L. | Dispositif programmable pour rouler les tôles |
| JP2698830B2 (ja) * | 1993-06-25 | 1998-01-19 | 川崎製鉄株式会社 | 鋼帯の調質圧延機 |
| JP3347572B2 (ja) * | 1995-03-22 | 2002-11-20 | 新日本製鐵株式会社 | タンデム圧延機の蛇行制御方法 |
| TW358758B (en) * | 1996-12-27 | 1999-05-21 | Hitachi Ltd | Rolling mill and method of the same |
| DE19758466B4 (de) * | 1997-03-11 | 2007-10-04 | Betriebsforschungsinstitut VDEh - Institut für angewandte Forschung GmbH | Planheits-Regelungssystem für Metallband |
| DE19718529A1 (de) * | 1997-05-02 | 1998-11-12 | Schloemann Siemag Ag | Verfahren zum Betreiben eines Walzwerks für das Warm- und Kaltwalzen von Flachprodukten |
| EP1287914B1 (fr) * | 1997-12-12 | 2004-03-31 | Mitsubishi Heavy Industries, Ltd. | Système et procédé de laminage |
| US6401506B1 (en) * | 1998-02-27 | 2002-06-11 | Nippon Steel Corporation | Sheet rolling method and sheet rolling mill |
| JP3812157B2 (ja) * | 1998-07-23 | 2006-08-23 | 三菱電機株式会社 | 圧延機の安定化制御方法およびその装置 |
| DE19900428A1 (de) * | 1999-01-08 | 2000-07-13 | Sms Demag Ag | Walzstraße zum Walzen von stabförmigem Walzgut, z. B. Stabstahl oder Draht |
| JP2000312909A (ja) * | 1999-04-27 | 2000-11-14 | Toshiba Corp | 板幅制御装置 |
| DE10007364A1 (de) * | 1999-06-10 | 2001-03-01 | Sms Demag Ag | Verfahren zur Zugregelung zwischen den Walzgerüsten von Walzenstraßen für Stabstahl, Draht oder Profile |
| DE19930173A1 (de) * | 1999-06-30 | 2001-01-04 | Parsytec Comp Gmbh | Verfahren und Vorrichtung zur prozeßoptimierenden Einstellung von Parametern eines Produktionsprozesses |
| AUPQ546900A0 (en) * | 2000-02-07 | 2000-03-02 | Bhp Steel (Jla) Pty Limited | Rolling strip material |
| DE10106527A1 (de) * | 2001-02-13 | 2002-08-29 | Sms Demag Ag | Verfahren zum Betreiben einer Walzstraße sowie Steuerungssystem für eine Walzstraße |
| JP3589226B2 (ja) * | 2002-02-21 | 2004-11-17 | 住友金属工業株式会社 | 被圧延材の蛇行制御方法 |
| US7050875B2 (en) * | 2003-07-01 | 2006-05-23 | General Electric Company | System and method for detecting an anomalous condition |
| JP4251038B2 (ja) * | 2003-07-31 | 2009-04-08 | 住友金属工業株式会社 | 圧延材の蛇行制御方法、装置および製造方法 |
| JP4114646B2 (ja) * | 2004-07-07 | 2008-07-09 | 株式会社日立製作所 | 圧延制御装置,圧延制御方法及び圧延装置 |
| DE102005055106A1 (de) * | 2005-11-18 | 2007-05-24 | Sms Demag Ag | Verfahren und Walzstraße zum Verbessern des Ausfädelns eines Metallwalzbandes, dessen Walzband-Ende mit Walzgeschwindigkeit ausläuft |
-
2007
- 2007-06-11 EP EP07290719A patent/EP2014380A1/fr not_active Withdrawn
-
2008
- 2008-05-27 WO PCT/FR2008/000719 patent/WO2009004155A1/fr not_active Ceased
- 2008-05-27 EP EP08805610.6A patent/EP2167248B1/fr active Active
- 2008-05-27 KR KR20097025979A patent/KR101511804B1/ko active Active
- 2008-05-27 BR BRPI0812943-6A patent/BRPI0812943B1/pt active IP Right Grant
- 2008-05-27 CN CN200880024759.6A patent/CN102202806B/zh active Active
- 2008-05-27 CA CA2690096A patent/CA2690096C/fr active Active
- 2008-05-27 RU RU2009149180/02A patent/RU2449846C2/ru active
- 2008-05-27 US US12/663,943 patent/US8919162B2/en active Active
- 2008-05-27 JP JP2010511674A patent/JP5638945B2/ja active Active
-
2009
- 2009-12-10 ZA ZA200908778A patent/ZA200908778B/xx unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3116278A1 (de) * | 1981-04-24 | 1982-11-11 | Betriebsforschungsinstitut VDEh - Institut für angewandte Forschung GmbH, 4000 Düsseldorf | Vorrichtung zum steuern der lage des bandlaufs beim walzen |
| JPS59104206A (ja) * | 1982-12-07 | 1984-06-16 | Sumitomo Metal Ind Ltd | 板キヤンバ制御方法 |
| JPS60210304A (ja) * | 1984-04-03 | 1985-10-22 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延設備 |
| JPH0220608A (ja) * | 1988-07-05 | 1990-01-24 | Sumitomo Metal Ind Ltd | 圧延材の蛇行制御方法 |
| DE19704337A1 (de) * | 1997-02-05 | 1998-08-06 | Siemens Ag | Verfahren und Einrichtung zur Verlaufsregelung eines Walzbandes |
| GB2329264A (en) * | 1997-09-11 | 1999-03-17 | Kvaerner Tech & Res Ltd | Automatic strip steering and control system for a rolling mill |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102662328A (zh) * | 2012-03-27 | 2012-09-12 | 芜湖新兴铸管有限责任公司 | 一种轧钢生产线自动计算生产批次的方法 |
| CN102662328B (zh) * | 2012-03-27 | 2014-08-20 | 芜湖新兴铸管有限责任公司 | 一种轧钢生产线自动计算生产批次的方法 |
| EP2842648A4 (fr) * | 2012-04-24 | 2015-12-16 | Nippon Steel & Sumitomo Metal Corp | Appareil de laminage et procédé de contrôle de laminage |
| US9669438B2 (en) | 2012-04-24 | 2017-06-06 | Nippon Steel & Sumitomo Metal Corporation | Rolling apparatus and rolling monitoring method |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102202806B (zh) | 2016-11-09 |
| CN102202806A (zh) | 2011-09-28 |
| EP2167248A1 (fr) | 2010-03-31 |
| RU2449846C2 (ru) | 2012-05-10 |
| KR20100022040A (ko) | 2010-02-26 |
| JP5638945B2 (ja) | 2014-12-10 |
| CA2690096C (fr) | 2012-08-28 |
| EP2167248B1 (fr) | 2013-07-10 |
| US8919162B2 (en) | 2014-12-30 |
| BRPI0812943A2 (pt) | 2014-12-16 |
| BRPI0812943B1 (pt) | 2020-09-15 |
| WO2009004155A1 (fr) | 2009-01-08 |
| US20100269556A1 (en) | 2010-10-28 |
| RU2009149180A (ru) | 2011-07-20 |
| KR101511804B1 (ko) | 2015-04-13 |
| AU2008270190A1 (en) | 2009-01-08 |
| WO2009004155A8 (fr) | 2011-06-16 |
| CA2690096A1 (fr) | 2009-01-08 |
| ZA200908778B (en) | 2010-08-25 |
| JP2010528874A (ja) | 2010-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2167248B1 (fr) | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté | |
| EP3086889B1 (fr) | Procédé de laminage à chaud, laminoir à chaud et produit programme d'ordinateur pour la mise en oeuvre d'un tel procédé | |
| EP1158267A1 (fr) | Procede pour mesurer la qualite d'un corps en forme de bande, procede de suppression de la cambrure, instrument pour mesurer la qualite d'un corps en forme de bande, machine de laminage et dispositif de rognage | |
| EP0665069B1 (fr) | Procédé et installation de planage d'une bande métallique mince | |
| EP0988903B1 (fr) | Procédé de laminage d'un produit métallique | |
| CN104066523B (zh) | 用于在热轧车间中加工轧件的方法 | |
| KR20200110795A (ko) | 주조편의 제조 방법 및 연속 주조 설비 | |
| EP1996347A1 (fr) | Procede de laminage d'une bande de tole | |
| JP2020131196A (ja) | 熱延コイルの製造方法 | |
| CN102026744B (zh) | 串列式冷轧机的轧制速度控制方法 | |
| EP2172282B1 (fr) | Procédé de contrôle du laminage d'une bande de tôle | |
| JP4878485B2 (ja) | 冷間連続圧延設備 | |
| KR100862778B1 (ko) | 열간압연 권취설비 제어장치 | |
| JP4210481B2 (ja) | タンデム圧延機の張力制御装置 | |
| JP4658752B2 (ja) | 熱間連続圧延機の板厚制御装置,板厚制御システム,方法,コンピュータプログラム,およびコンピュータで読み取り可能な記憶媒体 | |
| JP3613250B2 (ja) | 厚板の圧延方法 | |
| JP2005254287A (ja) | 被圧延材の先端反り抑制方法 | |
| CN114985477B (zh) | 十八辊轧机的厚度控制方法及控制装置 | |
| JP7841389B2 (ja) | 冷間圧延方法及び冷間圧延設備 | |
| JP5699663B2 (ja) | 連続焼鈍ラインの制御装置 | |
| EP0000454A1 (fr) | Procédé de controle de la tension de produits épais laminés à chaud en prise entre deux cages successives | |
| JP2014228383A (ja) | 噛み出し検出方法、噛み出し検出装置、及び条鋼圧延材の圧延方法 | |
| JP2019051534A (ja) | 異常検出方法及び異常検出装置 | |
| BE673402A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090714 |
|
| 17Q | First examination report despatched |
Effective date: 20090805 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: RS Payment date: 20090714 Extension state: MK Payment date: 20090714 Extension state: HR Payment date: 20090714 Extension state: BA Payment date: 20090714 Extension state: AL Payment date: 20090714 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20090922 |