EP1718552B1 - Vorrichtung zum transport von materialrollen - Google Patents
Vorrichtung zum transport von materialrollen Download PDFInfo
- Publication number
- EP1718552B1 EP1718552B1 EP05716652A EP05716652A EP1718552B1 EP 1718552 B1 EP1718552 B1 EP 1718552B1 EP 05716652 A EP05716652 A EP 05716652A EP 05716652 A EP05716652 A EP 05716652A EP 1718552 B1 EP1718552 B1 EP 1718552B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- store
- transport
- web
- places
- store places
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 title claims abstract description 120
- 238000012545 processing Methods 0.000 claims abstract description 41
- 238000007639 printing Methods 0.000 claims description 30
- 238000002360 preparation method Methods 0.000 claims description 17
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 6
- 230000004888 barrier function Effects 0.000 claims description 4
- 238000002604 ultrasonography Methods 0.000 claims 2
- 238000007599 discharging Methods 0.000 claims 1
- 238000003860 storage Methods 0.000 abstract description 43
- 230000032258 transport Effects 0.000 description 84
- 238000000034 method Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000012432 intermediate storage Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000011143 downstream manufacturing Methods 0.000 description 3
- 238000007726 management method Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000013523 data management Methods 0.000 description 1
- 238000013506 data mapping Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/12—Lifting, transporting, or inserting the web roll; Removing empty core
- B65H19/126—Lifting, transporting, or inserting the web roll; Removing empty core with both-ends supporting arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/41702—Handling or changing web rolls management and organisation of stock and production
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/42—Supports for rolls fully removable from the handling machine
- B65H2405/422—Trolley, cart, i.e. support movable on floor
- B65H2405/4223—Cart holding roll placed onto another cart
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2407/00—Means not provided for in groups B65H2220/00 – B65H2406/00 specially adapted for particular purposes
- B65H2407/10—Safety means, e.g. for preventing injuries or illegal operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/416—Array arrangement, i.e. row of emitters or detectors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S414/00—Material or article handling
- Y10S414/124—Roll handlers
Definitions
- the invention relates to a device for transporting material rolls according to the preamble of claim 1.
- roll changers which serve to supply the material to the machine, for example with a printing material web.
- a roll change the expired roll of material is removed from the roll changer and replaced by a new roll of material.
- transport systems from the prior art are known for transporting the new rolls of material to the roll changer or for removing the expired rolls of material from the roll changer.
- EP 0 925 246 B1 and the EP 0 925 248 A is a complex system for the supply and disposal of material rolls on reel changer of a printing press described.
- the rolls of material are stored on so-called first trolley with its peripheral surface.
- the actual promotion of material rolls is then carried out by charging the first dolly on so-called second dolly.
- this means that the first transport vehicles are piggyback-loaded onto the second transport vehicles.
- a total of four different sections are provided for the second trolley, with none of the second trolley can leave the respective associated conveyor section.
- a section for a second transport carriage is provided, which is movable in a Aufachsposition and an unloading position on the reel changer.
- the JP 63-074852A shows a railless trolley with a lifting device for rolls of material. This trolley removes the rolls of material from intermediate storage stations and transports the rolls of material into a roll changer.
- the US 5,076,751 A , the DE 37 39 222 A1 , the US 6,007,017 A and the DE 203 07 581 U1 disclose drives of paper roll transport systems.
- the DE 41 35 001 A1 , the US 4,537,368 A1 and the JP62-157160 A show devices for transporting rolls of material from a warehouse to a web-processing machine with a plurality of processing stations arranged one behind the other.
- the WO 03/080484 A1 describes a freight transport system with a network of tracks and transportable transport vehicles.
- the DE 39 10 444 A1 discloses a storage for paper rolls wherein the paper rolls are fed by a trolley system to a centrally located unpacking and splice preparation station and are loaded onto the trolley system after preparation.
- the invention has for its object to provide a device for transporting rolls of material.
- An advantage of the device according to the invention is, in particular, that the second transport carriage can be moved on at least one transport path into a warehouse in which new and / or completely or partially expired material rolls can be stored on several storage locations.
- the existing second trolley for Aufachsung the rolls of material in the roll changer can be used in this way also for transporting the material rolls from a warehouse or in a warehouse inside.
- the second trolley promotes new material rolls either directly to the reel changer or the new material rolls are first placed in the warehouse and stored until retrieval for later use. In particular, a cumbersome reloading between the individual sections for different second transport vehicles can be avoided by the new device.
- the bearing is designed as an intermediate storage, in particular in the manner of a daily storage. Ie. the camp, that with the second
- Transport carriage is approachable, not used for storage of the entire inventory of rolls of material, but is only intended for temporary storage of a certain, preferably smaller proportion of rolls of material in the vicinity of the roll changer.
- the rolls of material in the intermediate storage should preferably already be unpacked and prepared for the roll change with splices. If the bearing is designed in the manner of a daily storage, about as many material rolls are temporarily stored in the day store as are approximately necessary for the daily requirements of the web-processing machine.
- the storage bins in the warehouse should therefore preferably be designed such that at least one first transport carriage can be arranged in each storage bin. It can also be unladen first trolley parked at the various storage bins, thereby creating a relatively close to the machine storage space for the first dolly.
- the range of functions for using the second trolley can be significantly increased by the fact that the first trolley on a transport path in a unpacking for unpacking the roll of material is movable. In this way, new material rolls can be picked up after unpacking in the unpacking and transported to downstream processing stations.
- Transport path can also be moved in a splice preparation station.
- the unpacked rolls of material can be picked up after the attachment of the splices at the beginning of the web from the splice preparation station and transported to downstream processing stations.
- the splice preparation station also serves as an unpacking station, so that the first transport carriage picks up the material rolls from this combination station and transports them to downstream processing stations.
- the unpacking station and / or the splice preparation station should be arranged upstream of the storage locations in the warehouse with respect to the transport direction of the material rolls. In this way, only very short transport routes are required in the transport of unwrapped or splices prepared material roles in the camp.
- the unpacked or splice-prepared rolls of material can then be retrieved from the warehouse later by means of the second trolley and transported on to the roll changer.
- the transport path in the bearing can also extend parallel to the extension of the web running direction of the web-processing machine, whereby in particular very compact system configurations can be realized.
- the way in which the storage bins are configured in the warehouse is basically arbitrary.
- the transport path in the bearing extends through the strands through which the storage bins can be approached. This makes it conceivable, for example, that the second trolley loaded piggyback transported first transport trolley to the stitch line and there the first trolley deposits by moving into the stitch line the roll of material to the appropriate storage space. In this way, the first trolley remains with the appropriate roll of material at the storage place until the roll of material is retrieved again from the storage space and transported by charging the first trolley on the second trolley.
- storage bins may be provided on both sides of the transport path or only on one side of the transport path.
- the exact positioning of the second trolley is of great importance. If, for example, the second transport trolley is to be positioned in front of a stub line when unloading a first transport trolley, the exact positioning is essential, since otherwise the first transport trolley can not be run into the stub line. It should therefore be provided along at least certain sections of the transport path a Wegmesssystem with which the second trolley can be accurately positioned.
- the area security can be formed by attaching a fence at the boundaries of the camp.
- a lock may be provided in the area protection.
- the area protection should preferably work non-contact, for example by use of light barriers or ultrasonic sensors. By arranging the sensors at different heights, complex interrogation routines can be realized, so that, for example, material rolls can easily pass through the sheath, whereas an alarm is triggered by an unauthorized exceeding of the sensor signals.
- the warehouse should be operated according to the FIFO principle (first in, first out). This means that material rolls that were first fed to the warehouse are also first transported to the roll changer.
- Fig. 1 is a printing system with a device for transporting rolls of material 01 shown in a schematic view from above.
- the packaged material rolls 01 are transported by means of a suitable means of transport, for example a nip stacker, into the region of an unpacking station 03 and stored there on a roll former 04.
- the material rolls 01 are manually rolled onto a first transport carriage 27.
- the first transport carriage 27 has for this purpose at the top of a suitable trough, which is suitable for the secure storage of the rolls of material 01.
- the roll of material 01 is transported to the middle of the unpacking station 03, positioned centrally and then unpacked manually.
- the necessary splices 15 are also attached to the web start of the roll of material 01 by the operator so that the Auspackstation 03 also serves as a splice preparation station 03 at the same time.
- the web-processing machine 06 is designed in the manner of a web-fed rotary printing press 06, in which four printing couples 07 are consecutively traversed by a printing material web.
- the printing substrate can be printed, for example, four-color and two-sided and is then dried in a dryer 08.
- the web-processing machine 06 is preceded by a reel changer 09, in which two material rolls 01 can be clamped. With the roll changer 09 a flying roll change can be realized without machine downtime.
- the web-fed rotary printing press is gravure printing or
- Offset printing machine eg commercial web press
- z. Hall floor, bearings and / or roll changers and / or printing units e.g. arranged one behind the other in a plane 20 (based on the web running direction).
- a bearing 11 is provided, which is designed as an intermediate storage for storing the daily requirement of rolls of material 01.
- a first transport carriage 27 can be parked with a material roll 01 mounted thereon.
- a second trolley 27 After preparing the splices 15 on the roll of material 01 takes on the Auspackstation 03 in the raised state of the Materialrolle01, a second trolley 27, the roll of material 01 and travels with this to the transfer position to the trolley 32. There, the trolley 27 is piggybacked on the trolley 32 , By moving the second transport carriage 32, the splice-prepared material roll 01 can optionally be conveyed via a transport path 14 directly to the roll changer 09 or via the transport path 12 into the bearing 11. The decision as to whether the material roll 01 is conveyed from the unpacking station 03 directly to the reel changer 09 or into the bearing 11 falls under the control of a material supply system.
- the second transport carriage 32 with the first transport carriage 27 charged thereon and the material roll 01 loaded thereon travel via the transport path 12 into the storage 11 until an empty storage space 13 is reached.
- the first trolley 27 can be inserted into the branch path 16 of the storage bin 13.
- the second trolley 32 leaves the bearing 11 again via the transport path 12, optionally also another first trolley 27 from the Camp 11 can be taken.
- the bearing 11 is protected against unauthorized entry. On three sides of the bearing 11, the protection of a secured area, in particular a fencing formed. On the side facing the reel changer 09 of the bearing 11, a lock 18 is provided in the area safeguard 37 of the reel changer 09. In the area of the lock 18, the area protection 37 by light barriers or sensors, for. B. laser sensors that operate without contact implemented.
- a second system variant is shown schematically.
- This variant is different from the one in Fig. 1 illustrated variant in that between the unpacking 03 and the reel changer 09 and the bearing 11, an additional transport path 19 is provided, via which the second trolley 32 the piggyback loaded first trolley 27 and the material roll 01 mounted thereon to the reel changer 09 and the camp 11 transported.
- transport path 19 two turntables 21 are installed to the direction changes of the first transport carriage 27th between the unpacking 03 and the bearing 11 and the reel changer 09 to realize.
- a transport path 23 extends through the bearing 22 and thereby runs at right angles to the web running direction of the web-processing machine 06.
- the first trolley 27 along the transport path 23 passes through the entire camp 22.
- splice prepared material roll 01 either temporarily stored in the warehouse 22 or directly promoted to reel changer 09.
- the storage bins 13 of the bearing 22 are located on both sides of the transport path 12, and thus parallel to the web-processing machine 06, resulting in a very compact system configuration.
- Fig. 4 is presented a fourth variation, which is largely the in Fig. 3 corresponds to the system shown. Unlike the in Fig. 3 However, in the case of the bearing 24, only storage bins 13 are provided on the left side of the transport path 12, so that an overall even more compact system configuration is made possible. The control of the system via a control station 26th
- first transport carriages 27 are used for transporting and removing new or expired material rolls 01.
- first transport carriages 27 are, for example, rail-guided.
- the trolley 27 has four rollers 28 which roll on rails.
- To drive the trolley 27 may be provided, for example, a running under floor drag conveyor, the z. B. is designed as a circulating chain. With this necklace is the Dolly 27 connected at least temporarily.
- On a frame of the trolley 27, a trough-like shell 29 is mounted for receiving the rolls of material 01. This serving as a receptacle shell 29 protrudes from the bottom 31 of the storage room, while the first transport carriage 27 extends sunk below the bottom 31 of the storage room.
- each track sections are provided, in which the first transport carts 27 can enter with their rollers 28.
- a separate chain drive is provided in each storage place 13 to a separate chain drive.
- at least the majority of storage bins 13 have separate chain drives.
- the storage bins 13 or stitch cords 16 each receive a roll of material 01 or a transport carriage 27. But these can also record exactly 2 or more rolls of material 01.
- each second transport carriage 32 For conveying the first transport carriage 27 along the transport paths 12 and 14 are second transport carts 32.
- the frame of each second transport carriage 32 has a short track section 33, in each of which a first transport carriage 27 can enter with its rollers 28.
- the second trolleys 32 are also arranged below the floor and provided with four guided on rails rollers 34. To drive the second trolleys 32 also chain conveyor can be used.
- the second trolley 32 may in an alternative embodiment, two track sections 33; 33 'had.
- a distance a of the two track sections 33; 33 ' is greater than a maximum diameter D max of the material rolls 01 to be transported.
- the distance a of the two track sections 33; 33 'of the trolley 32 equal to the distance a of the track sections 33; 33 'of the stitch cords 16 of the storage bins 13.
- At least one of the transport carriage 27 may carry an adapter for receiving residual roles.
- the longitudinal direction and web running direction of the web-processing machine are substantially in the same direction.
- At least one printing unit 07, the reel changer 09 and the storage bins 13 are arranged approximately in a common plane 20. An arrangement of all printing units 07 in a common plane 20 is advantageous.
- the processing machine furthermore has a single reel changer.
- the transport path of the second transport carriage 32 and the longitudinal axis 10 of a dryer 08 of the processing machine are arranged so that they lie in alignment, or are arranged to extend parallel offset.
- the reference point is used in the printing units 07 and the reel changer 09, the lower edge of the respective side frame and, at the storage bins 13 receiving the transport carriage 27.
- the common plane 20 is the building floor.
- the device for transporting material rolls works taking into account the specific roll data recorded in the transport or preparation process, such as, for example, Barcode and / or roll width and / or roll status and / or weights (gross, net weight 1, net weight 2) and / or gluing time and / or run length, etc.
- the data is maintained and managed in the respective process steps.
- the evaluation and storage for further exploitation of this data via a suitable management system. It is also possible to make use of the role data acquired during and after the unwinding process via the reel splicer (s) for transfer to the specific data record of the reel and its allocation.
- the device is suitable to act in the transport, preparation and data management processes partial or mulchen of the production process and to manage accordingly.
- An expression of this are the with the transports of sub-roles z. B. associated with adapters operations. Also, for example, the management of the adapter (with and without roles) and all necessary operations for this purpose can be integrated.
- Another characteristic feature of such a device is the use of multiple trolleys per storage position and all operations required for this purpose.
- a variant is also the use of a transfer table with several rail tracks, which allows further optimizations of said device.
- Another possible expression is the transport of the sleeve container and its data content to certain, for example, freely selectable positions in the warehouse or to transport other possible positions in said device. Also included here can be other data transfers to the management system or to further evaluation units of the machine or the production preparation.
Landscapes
- Replacement Of Web Rolls (AREA)
- Warehouses Or Storage Devices (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Transport von Materialrollen gemäß dem Oberbegriff des Anspruchs 1.
- An bahnverarbeitenden Maschinen, beispielsweise Rollenrotationsdruckmaschinen, sind sogenannte Rollenwechsler vorhanden, die der Materialversorgung der Maschine, beispielsweise mit einer Druckstoffbahn, dienen. Bei einem Rollenwechsel wird die abgelaufene Materialrolle aus dem Rollenwechsler entnommen und durch eine neue Materialrolle ersetzt. Zum Transport der neuen Materialrollen zum Rollenwechsler bzw. zum Abtransport der abgelaufenen Materialrollen vom Rollenwechsler sind verschiedene Transportsysteme aus dem Stand der Technik bekannt.
- In der
EP 0 925 246 B1 und derEP 0 925 248 A ist eine komplexe Anlage zur Ver- und Entsorgung der Materialrollen am Rollenwechsler einer Druckmaschine beschrieben. Die Materialrollen werden dabei auf sogenannten ersten Transportwagen mit ihrer Umfangsfläche gelagert. Die eigentliche Förderung der Materialrollen erfolgt dann durch Aufladen der ersten Transportwagen auf sogenannte zweite Transportwagen. Dies bedeutet mit anderen Worten, dass die ersten Transportwagen huckepack auf die zweiten Transportwagen geladen werden. Bei dem in derEP 0 925 246 B1 beschriebenen System sind insgesamt vier verschiedene Abschnitte für die zweiten Transportwagen vorgesehen, wobei keiner der zweiten Transportwagen den jeweils zugeordneten Förderabschnitt verlassen kann. Unmittelbar vor dem Rollenwechsler ist ein Abschnitt für einen zweiten Transportwagen vorgesehen, der in eine Aufachsposition und eine Entladeposition am Rollenwechsler verfahrbar ist. Durch Aufladen eines mit einer neuen Materialrolle beladenen ersten Transportwagens auf einen zweiten Transportwagen in diesem Abschnitt am Rollenwechsler kann die neue Materialrolle in die zur Aufachsung erforderliche Position gebracht werden. Entsprechend kann durch Aufladen einer abgelaufenen Materialrolle auf einen ersten Transportwagen, der mit dem zweiten Transportwagen in die Entladeposition verfahren worden ist, die abgelaufene Materialrolle abtransportiert werden. - Die
JP 63-074852 A - Die
US 2003/0071162 A1 , dieDE 196 26 866 A1 , dieDE 295 16 155 U1 und der Artikel "Zaun erhöht Sicherheit im Maschinenumfeld", Betriebstechnik Aktuell, Vogel Verlag GmbH, Würzburg, Bd. 39, Nr. 12, 01.12.1998), S. 28, XP000792690, ISSN: 1434-8071" beschreiben Sicherheitseinrichtungen bei Transport- und Lagersystemen. - Die
US 5,076,751 A , dieDE 37 39 222 A1 , dieUS 6,007,017 A und dieDE 203 07 581 U1 offenbaren Antriebe von Transportsystemen für Papierrollen. - Die
DE 41 35 001 A1 , dieUS 4,537,368 A1 und dieJP62-157160 A - Die
WO 03/080484 A1 - Die
DE 39 10 444 A1 offenbart ein Lager für Papierrollen, wobei die Papierrollen durch ein Rollwagensystem einer zentral angeordneten Auspack- und Klebestellenvorbereitungsstation zugeführt werden und nach dem Vorbereiten wieder auf das Rollwagensystem geladen werden. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung zum Transport von Materialrollen zu schaffen.
- Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 gelöst.
- Ein Vorteil der erfindungsgemäßen Vorrichtung liegt insbesondere darin, dass der zweite Transportwagen auf zumindest einem Transportweg auch in ein Lager verfahrbar ist, in dem auf mehreren Lagerplätzen neue und/oder vollständig bzw. teilweise abgelaufene Materialrollen gelagert werden können. Der vorhandene zweite Transportwagen zur Aufachsung der Materialrollen im Rollenwechsler kann auf diese Weise auch zum Transport der Materialrollen aus einem Lager bzw. in ein Lager hinein genutzt werden. Außerdem ist es denkbar, dass der zweite Transportwagen neue Materialrollen entweder direkt zum Rollenwechsler fördert oder die neuen Materialrollen zunächst im Lager abgestellt und bis zum Abruf für eine spätere Verwendung zwischengelagert werden. Insbesondere kann durch die neue Vorrichtung ein umständliches Umladen zwischen den einzelnen Abschnitten für verschiedene zweite Transportwagen vermieden werden.
- Nach einer bevorzugten Ausführungsform ist das Lager als Zwischenlager, insbesondere in der Art eines Tageslagers, ausgebildet. D. h. das Lager, das mit dem zweiten
- Transportwagen anfahrbar ist, dient nicht zur Lagerung des gesamten Bestandes an Materialrollen, sondern ist lediglich zur Zwischenlagerung eines bestimmten, vorzugsweise kleineren Anteils an Materialrollen in der Nähe des Rollenwechslers vorgesehen. Die Materialrollen im Zwischenlager sollten dabei vorzugsweise bereits ausgepackt und für den Rollenwechsel mit Klebestellen vorbereitet sein. Ist das Lager in der Art eines Tageslagers ausgebildet, werden im Tageslager ungefähr soviel Materialrollen zwischengelagert, wie für den Tagesbedarf der bahnverarbeitenden Maschine ungefähr erforderlich sind.
- Prinzipiell ist es denkbar, dass die Materialrollen in den Lagerplätzen des Lagers wiederum vom ersten Transportwagen abgeladen werden. Dadurch können jedoch Beschädigungen an den Materialrollen auftreten. Die Lagerplätze im Lager sollten deshalb vorzugsweise derart ausgebildet sein, dass in jedem Lagerplatz zumindest ein erster Transportwagen anordenbar ist. Es können auch unbeladene erste Transportwagen an den verschiedenen Lagerplätzen abgestellt werden, um dadurch einen relativ maschinennahen Lagerplatz für die ersten Transportwagen zu schaffen.
- Bei der Anordnung der Transportwagen in den verschiedenen Lagerplätzen des Lagers sollte vorzugweise Wahlfreiheit bestehen, so dass im Ergebnis letztendlich jeder erste Transportwagen an jedem Lagerplatz des Lagers abstellbar ist. Dadurch wird eine sehr große Flexibilität und Variabilität bei der Nutzung des Lagers realisiert.
- Der Funktionsumfang zur Nutzung des zweiten Transportwagens kann erheblich dadurch gesteigert werden, dass der erste Transportwagen auf einem Transportweg auch in eine Auspackstation zum Auspacken der Materialrolle verfahrbar ist. Auf diese Weise können neue Materialrollen nach dem Auspacken in der Auspackstation abgeholt und zu nachgeordneten Bearbeitungsstationen transportiert werden.
- Weiterhin ist es besonders vorteilhaft, wenn der erste Transportwagen auf einem
- Transportweg auch in eine Klebestellenvorbereitungsstation verfahrbar ist. Auf diese Weise könne die ausgepackten Materialrollen nach der Anbringung der Klebestellen am Bahnanfang aus der Klebestellenvorbereitungsstation abgeholt und zu nachgeordneten Bearbeitungsstationen weitertransportiert werden. Dabei sind insbesondere auch Anlagekonfigurationen denkbar, bei denen die Klebestellenvorbereitungsstation zugleich als Auspackstation dient, so dass der erste Transportwagen die Materialrollen aus dieser Kombistation abholt und zu nachgeordneten Bearbeitungsstationen weitertransportiert.
- Im Sinne eines rationellen Materialtransports sollte die Auspackstation und/oder die Klebestellenvorbereitungsstation bezogen auf die Transportrichtung der Materialrollen den Lagerplätzen im Lager vorgeordnet sein. Auf diese Weise werden beim Transport von ausgepackten bzw. Klebestellen vorbereiteten Materialrollen in das Lager nur sehr kurze Transportwege benötigt. Die ausgepackten bzw. klebestellenvorbereiteten Materialrollen können dann später mittels des zweiten Transportwagens aus dem Lager abgeholt und zum Rollenwechsler weitertransportiert werden.
- Um möglichst wenig Richtungswechsel beim Transport der Materialrollen zum Rollenwechsler erforderlich zu machen, ist es besonders vorteilhaft, wenn der Transportweg im Lager, auf dem der zweite Transportwagen verfahrbar ist, sich in virtueller Verlängerung der Bahnlaufrichtung der bahnverarbeitenden Maschine erstreckt.
- Alternativ bzw. additiv dazu kann sich der Transportweg im Lager auch parallel zur Verlängerung der Bahnlaufrichtung der bahnverarbeitenden Maschine erstrecken, wodurch insbesondere sehr kompakte Anlagenkonfigurationen realisierbar sind.
- In welcher Weise die Lagerplätze im Lager konfiguriert werden, ist grundsätzlich beliebig. Nach einer bevorzugten Ausführungsform erstrecken sich vom Transportweg im Lager Stichstränge, über die die Lagerplätze angefahren werden können. Dadurch ist es beispielsweise denkbar, dass der zweite Transportwagen den huckepack beladenen ersten Transportwagen bis zum Stichstrang transportiert und dort der erste Transportwagen durch Einfahren in den Stichstrang die Materialrolle an den entsprechenden Lagerplatz ablagert. Auf diese Weise bleibt der erste Transportwagen zusammen mit der entsprechenden Materialrolle an dem Lagerplatz, bis die Materialrolle wieder von dem Lagerplatz abgerufen und durch Aufladen des ersten Transportwagens auf den zweiten Transportwagen weitertransportiert wird.
- Je nach Anlagenkonfiguration können Lagerplätze auf beiden Seiten des Transportweges oder nur auf einer Seite des Transportweges vorgesehen sein.
- Für die Funktion der Vorrichtung ist eine möglichst exakte Positionierung des zweiten Transportwagens von großer Bedeutung. Soll beispielsweise der zweite Transportwagen beim Abladen eines ersten Transportwagens vor einem Stichstrang positioniert werden, ist die exakte Positionierung unerlässlich, da ansonsten der erste Transportwagen nicht in den Stichstrang eingefahren werden kann. Es sollte deshalb entlang zumindest bestimmter Abschnitte des Transportweges ein Wegmesssystem vorgesehen sein, mit dem der zweite Transportwagen exakt positioniert werden kann.
- Für die Betriebssicherheit sollte weiterhin eine Bereichsabsicherung vorgesehen sein, durch die die Grenzen des Lagers gegen unbefugtes Betreten abgesichert werden.
- Auf besonders einfache Weise kann die Bereichsabsicherung durch Anbringung einer Umzäunung an den Grenzen des Lagers ausgebildet sein. Durch Nutzung der Bereichsabsicherung am Rollenwechsler als gleichzeitige Bereichsabsicherung des Lagers kann der Aufwand zur Realisation der Bereichsabsicherung abgesenkt werden.
- Zum Ein- bzw. Ausfördern von Materialrollen in das Lager kann eine Schleuse in der Bereichsabsicherung vorgesehen sein. Im Schleusenbereich sollte die Bereichsabsicherung vorzugsweise berührungslos arbeiten, beispielsweise durch Einsatz von Lichtschranken oder Ultraschallsensoren. Durch Anordnung der Sensoren in unterschiedlichen Höhen können komplexe Abfrageroutinen realisiert werden, so dass beispielsweise Materialrollen problemlos die Schleuse passieren können, wohingegen durch ein unbefugtes Übersteigen der Sensorsignale ein Alarm ausgelöst wird.
- Um zu vermeiden, dass Materialrollen im Lager zu lange gelagert werden, sollte das Lager nach dem FIFO-Prinzip (first in, first out) betrieben werden. Dies bedeutet, dass Materialrollen die zuerst dem Lager zugeführt wurden, auch als erstes an den Rollenwechsler weitertransportiert werden.
- Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im Folgenden näher beschrieben.
- Es zeigen:
- Fig. 1
- eine erste Variante einer Druckanlage mit einer Vorrichtung zum Transport von Materialrollen;
- Fig. 2
- eine zweite Variante einer Druckanlage mit einer Vorrichtung zum Transport von Materialrollen;
- Fig. 3
- eine dritte Variante einer Druckanlage mit einer Vorrichtung zum Transport von Materialrolle;
- Fig. 4
- eine vierte Variante einer Druckanlage mit einer Vorrichtung zum Transport von Materialrollen;
- Fig. 5
- den Rollenwechsler der Druckanlagen gemäß
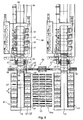
Fig. 1 bis Fig. 4 im Querschnitt; - Fig. 6
- die Vorrichtung zum Transport von Materialrollen mit einem Transportwagen in verschieden Positionen;
- Fig. 7
- eine Variante des Transportwagens zur Aufnahme von zwei Materialrollen;
- Fig. 8
- eine weitere Variante einer Druckanlage mit zwei Tageslagern.
- In
Fig. 1 ist eine Druckanlage mit einer Vorrichtung zum Transport von Materialrollen 01 in schematischer Ansicht von oben dargestellt. Aus einem Hauptlager 02 werden die verpackten Materialrollen 01 mittels eines geeigneten Transportmittels, beispielsweise eines Klemmstaplers, in den Bereich einer Auspackstation 03 transportiert und dort auf einer Rollenvorlage 04 abgelegt. In der Auspackstation 03 werden die Materialrollen 01 manuell auf einen ersten Transportwagen 27 gerollt. Der erste Transportwagen 27 weist dazu an der Oberseite eine geeignete Mulde auf, die zur sicheren Lagerung der Materialrollen 01 geeignet ist. Per Tastendruck wird die Materialrolle 01 bis zur Mitte der Auspackstation 03 transportiert, mittig positioniert und anschließend manuell ausgepackt. Nach dem Auspacken werden außerdem durch das Bedienpersonal die notwendigen Klebestellen 15 an dem Bahnanfang der Materialrolle 01 angebracht, so dass die Auspackstation 03 zugleich auch als Klebestellenvorbereitungsstation 03 dient. - Die bahnverarbeitende Maschine 06 ist in der Art einer Rollenrotationsdruckanlage 06 ausgebildet, in der vier Druckwerke 07 hintereinander von einer Bedruckstoffbahn durchlaufen werden. Die Bedruckstoffbahn kann dabei beispielsweise vierfarbig und beidseitig bedruckt werden und wird anschließend in einem Trockner 08 getrocknet. Zur Versorgung der Druckwerke 07 mit der Bedruckstoffbahn ist der bahnverarbeitenden Maschine 06 ein Rollenwechsler 09 vorgeordnet, in dem zwei Materialrollen 01 aufgespannt werden können. Mit dem Rollenwechsler 09 kann ein fliegender Rollenwechsel ohne Maschinenstillstand realisiert werden.
- Insbesondere ist die Rollenrotationsdruckmaschine als Tiefdruck- oder
- Offsetdruckmaschine (z. B. Akzidenzdruckmaschine) ausgebildet. Vorzugsweise sind z. B. Hallenboden, Lager und/oder Rollenwechsler und/oder Druckwerke z.B. hintereinander in einer Ebene 20 (bezogen auf die Bahnlaufrichtung) angeordnet.
- In unmittelbarer Nähe des Rollenwechslers 09 ist ein Lager 11 vorgesehen, das als Zwischenlager zur Lagerung des Tagesbedarfs an Materialrollen 01 ausgebildet ist. Beidseitig eines Transportweges 12 sind jeweils acht Lagerplätze 13 im Lager 11 vorgesehen. In jedem Lagerplatz 13 kann ein erster Transportwagen 27 mit einer darauf gelagerten Materialrolle 01 abgestellt werden.
- Nach dem Vorbereiten der Klebestellen 15 an der Materialrolle 01 übernimmt an der Auspackstation 03 im angehobenen Zustand der Materialrolle01, ein zweiter Transportwagen 27 die Materialrolle 01 und fährt mit dieser zur Übergabeposition an den Transportwagen 32. Dort wird der Transportwagen 27 huckepack auf den Transportwagen 32 aufgeladen. Durch Verfahren des zweiten Transportwagens 32 kann die klebestellenvorbereitete Materialrolle 01 wahlweise über einen Transportwege 14 direkt zum Rollenwechsler 09 oder über den Transportweg 12 ins Lager 11 gefördert werden. Die Entscheidung darüber, ob die Materialrolle 01 von der Auspackstation 03 direkt zum Rollenwechsler 09 oder ins Lager 11 gefördert wird, fällt die Steuerung eines Materialversorgungssystems.
- Soll die klebestellenvorbereitete Materialrolle 01 ins Lager 11 gefördert werden, so fährt der zweite Transportwagen 32 mit dem darauf huckepack aufgeladenen ersten Transportwagen 27 und der darauf aufgeladenen Materialrolle 01 über den Transportweg 12 ins Lager 11 ein bis ein leerer Lagerplatz 13 erreicht ist. Vor dem leeren Lagerplatz 13 wird der zweite Transportwagen 32 dann derart positioniert, dass der erste Transportwagen 27 in den Stichweg 16 des Lagerplatzes 13 eingeschoben werden kann. Anschließend verlässt der zweite Transportwagen 32 das Lager 11 wieder über den Transportweg 12, wobei wahlweise auch ein anderer erster Transportwagen 27 aus dem Lager 11 mitgenommen werden kann. Sobald am Rollenwechsler 09 eine neue Materialrolle 01 angefordert wird, wird entweder eine soeben ausgepackte Materialrolle 01 aus der Auspackstation 03 über den Transportweg 14 zum Rollenwechsler 09 gefördert oder eine bereits mit Klebestellen 15 versehene Materialrolle 01 aus dem Lager 11 zum Rollenwechsler 09 gefördert.
- Da sich der Transportweg 12 durch das Lager 11 in virtueller Verlängerung der Bahnlaufrichtung durch die bahnverarbeitende Maschine 06 erstreckt, ist bei Transport einer Materialrolle 01 aus dem Lager 11 zum Rollenwechsler 09 kein Richtungswechsel des zweiten Transportwagens 32 erforderlich.
- Das Lager 11 ist gegen unbefugtes Betreten geschützt. An drei Seiten des Lagers 11 wird die Absicherung von einem abgesicherten Bereich, insbesondere einer Umzäunung, gebildet. An der zum Rollenwechsler 09 gerichteten Seite des Lagers 11 ist eine Schleuse 18 in der Bereichsabsicherung 37 des Rollenwechslers 09 vorgesehen. Im Bereich der Schleuse 18 wird die Bereichsabsicherung 37 durch Lichtschranken oder Sensoren, z. B. Lasersensoren, die berührungslos arbeiten, realisiert.
- Beim Ein- bzw. Auslagern der Materialrollen 01 ins Lager 11 wird nach dem FIFO-Prinzip gearbeitet, um zu verhindern, dass die Materialrollen 01 zu lang im Lager 11 zwischengelagert werden, wodurch die Klebestellen 15 unbrauchbar werden.
- In
Fig. 2 ist eine zweite Anlagenvariante schematisch dargestellt. Diese Variante unterscheidet sich von der inFig. 1 dargestellten Variante dadurch, dass zwischen der Auspackstation 03 und dem Rollenwechsler 09 bzw. dem Lager 11 ein zusätzlicher Transportweg 19 vorgesehen ist, über den der zweite Transportwagen 32 den huckepack geladenen ersten Transportwagen 27 und die darauf gelagerte Materialrolle 01 zum Rollenwechsler 09 bzw. zum Lager 11 transportiert. Im Transportweg 19 sind zwei Drehscheiben 21 eingebaut, um die Richtungswechsel des ersten Transportwagens 27 zwischen der Auspackstation 03 und dem Lager 11 bzw. dem Rollenwechsler 09 zu realisieren. - Bei der in
Fig. 3 dargestellten Anlagenvariante ist ein als Zwischenlager dienendes Lager 22 vorgesehen, bei dem sich ein Transportweg 23 durch das Lager 22 erstreckt und dabei rechtwinklig zur Bahnlaufrichtung der bahnverarbeitenden Maschine 06 verläuft. Beim Transport einer Materialrolle 01 von der Auspackstation 03 zum Rollenwechsler 09 durchfährt der erste Transportwagen 27 entlang des Transportweges 23 das gesamte Lager 22. Je nach Anforderung der Steuerung des Materialversorgungssystems wird eine in der Auspackstation 03 klebestellenvorbereitete Materialrolle 01 entweder zunächst im Lager 22 zwischengelagert oder direkt zum Rollenwechsler 09 gefördert. Außerdem kann bei Bedarf eine Materialrolle 01, die bereits mit Klebestellen 15 vorbereitet ist, aus dem Lager 22 ausgelagert und zum Rollenwechsler 09 gefördert werden. Die Lagerplätze 13 des Lagers 22 befinden sich dabei beidseitig des Transportweges 12, und somit parallel zur bahnverarbeitenden Maschine 06, woraus sich eine sehr kompakte Anlagenkonfiguration ergibt. - In
Fig. 4 ist eine vierte Variation dargestellt, die weitgehend der inFig. 3 dargestellten Anlage entspricht. Im Unterschied zu der inFig. 3 dargestellten Anlage sind beim Lager 24 jedoch nur auf der linken Seite des Transportweges 12 Lagerplätze 13 vorhanden, so dass eine insgesamt noch kompaktere Anlagekonfiguration ermöglicht wird. Die Steuerung der Anlage erfolgt über einen Leitstand 26. - In
Fig. 5 ist der Rollenwechsler 09 im Querschnitt dargestellt. Zum An- und Abtransport von neuen bzw. abgelaufenen Materialrollen 01 dienen erste Transportwagen 27. Solche an sich bekannten Transportwagen 27 sind beispielsweise schienengeführt. Der Transportwagen 27 weist vier Laufrollen 28 auf, die auf Schienen rollen. Zum Antrieb der Transportwagen 27 kann beispielsweise ein unter Flur verlaufender Schleppförderer vorgesehen sein, der z. B. als umlaufende Kette ausgebildet ist. Mit dieser Kette ist der Transportwagen 27 zumindest zeitweise verbunden. An einem Gestell des Transportwagens 27 ist eine muldenartige Schale 29 zur Aufnahme der Materialrollen 01 angebracht. Diese als Aufnahme dienende Schale 29 ragt aus dem Boden 31 des Lagerraums heraus, während der erste Transportwagen 27 unterhalb des Bodens 31 des Lagerraums versenkt verläuft. - In den Stichsträngen 16 sind jeweils Gleisabschnitte vorgesehen, in die die ersten Transportwägen 27 mit ihren Laufrollen 28 einfahren können. In jedem Lagerplatz 13 ist dazu ein separater Kettenantrieb vorgesehen. Vorzugsweise weisen zumindest die Mehrzahl der Lagerplätze 13 separate Kettenantriebe auf.
- Die Lagerplätze 13 bzw. Stichstränge 16 nehmen jeweils eine Materialrolle 01 bzw. einen Transportwagen 27 auf. Auch können diese aber auch genau 2 oder mehr Materialrollen 01 aufnehmen.
- Zur Förderung der ersten Transportwagen 27 entlang der Transportwege 12 und 14 dienen zweite Transportwägen 32. Das Gestell jedes zweiten Transportwagens 32 weist einen kurzen Gleisabschnitt 33 auf, in den jeweils ein erster Transportwagen 27 mit seinen Laufrollen 28 einfahren kann. Die zweiten Transportwägen 32 sind ebenfalls unter Flur angeordnet und mit vier auf Schienen geführten Laufrollen 34 versehen. Zum Antrieb der zweiten Transportwägen 32 können ebenfalls Kettenförderer eingesetzt werden.
- Der zweite Transportwagen 32 kann in einer alternativen Ausführung auch zwei Gleisabschnitte 33; 33' aufwiesen. Ein Abstand a der beiden Gleisabschnitte 33; 33' ist dabei größer als ein maximaler Durchmesser Dmax der zu transportierenden Materialrollen 01. Vorzugsweise ist der Abstand a der beiden Gleisabschnitte 33; 33' des Transportwagens 32 gleich dem Abstand a der Gleisabschnitte 33; 33' der Stichstränge 16 der Lagerplätze 13.
- Mindestens einer der Transportwagen 27 kann einen Adapter zur Aufnahme von Restrollen tragen.
- Die Längsrichtung und Bahnlaufrichtung der bahnverarbeitenden Maschine verlaufen im wesentlichen in der gleichen Richtung.
- Zwischen den Lagerplätzen 13 und dem Rollenwechsler 09 sind keine Drehscheiben für die Transportwägen 27 angeordnet. Ebenso sind keine Drehscheiben zwischen den Lagerplätzen 13 und der Klebevorbereitungsstation 03 für die Transportwägen 27 angeordnet.
- Mindestens ein Druckwerk 07, der Rollenwechsler 09 und die Lagerplätze 13 sind annähernd in einer gemeinsamen Ebene 20 angeordnet. Vorteilhaft ist eine Anordnung aller Druckwerke 07 in einer gemeinsamen Ebene 20. Die Bearbeitungsmaschine weist weiterhin einen einzigen Rollenwechsler auf. Der Transportweg des zweiten Transportwagens 32 und die Längsachse 10 eines Trockners 08 der Bearbeitungsmaschine sind so angeordnet, dass sie in einer Flucht liegen, bzw. parallel versetzt verlaufend angeordnet sind.
- Als Bezugspunkt dient dabei bei den Druckwerken 07 und den Rollenwechsler 09 die Unterkante des jeweiligen Seitengestell und, bei den Lagerplätzen 13 die Aufnahme der Transportwagen 27. Die gemeinsame Ebene 20 ist dabei der Gebäudeboden.
- Die Vorrichtung zum Transport von Materialrollen arbeitet unter Berücksichtigung der spezifischen, im Transport- bzw. Vorbereitungsprozess erfassten Rollendaten, wie z. B. Barcode und/oder Rollenbreite und/oder Rollenstatus und/oder Gewichte (Brutto-, Nettogewicht 1, Nettogewicht 2) und/oder Klebezeit und/oder Lauflänge usw.. Dies umfasst beispielsweise die Datenerfassung und/oder Datenpflege und/oder Datenzuordnung im Gesamtprozess, d. h. vom Wareneingang bis zur Hülsenentsorgung. Somit werden die Daten in den jeweiligen Prozessschritten gehalten und verwaltet. Verbunden hiermit kann beispielsweise auch die Auswertung und Abspeicherung zur weiteren Verwertung dieser Daten über ein geeignetes Verwaltungssystem sein. Weiter besteht die Möglichkeit, unter Nutzung der über den/die Rollenwechsler während und nach dem Abwickelprozess erfassten Rollendaten zur Übernahme in den spezifischen Datensatz der Rolle und deren Zuordnung vorzunehmen.
- Weiterhin ist die Vorrichtung geeignet, sowohl in den Transport-, Vorbereitungs- und Datenverwaltungsprozessen Teil- bzw. Rücklieferrollen vom Produktionsprozess zu handeln und entsprechend zu verwalten. Dies schließt sämtliche damit verbundene Prozesse ein. Eine Ausprägung hiervon sind die mit den Transporten von Teilrollen z. B. mit Adaptern verbundenen Vorgängen. Ebenfalls integriert werden können beispielsweise auch die Verwaltung der Adapter (mit und ohne Rollen) und sämtliche hierfür erforderlichen Vorgänge.
- Ein weiteres Ausprägungsmerkmal einer derartigen Vorrichtung entsteht bei der Verwendung von mehreren Rollwägen pro Lagerposition und sämtliche hierzu erforderlichen Vorgängen.
- Eine Variante ist ebenfalls die Verwendung eines Transfertisches mit mehreren Schienensträngen, welche weitere Optimierungen der genannten Vorrichtung ermöglicht.
- Weitere mögliche Ausprägung ist der Transport des Hülsenbehälters und dessen Dateninhaltes auf bestimmte, beispielsweise frei wählbare Positionen im Lager bzw. zu weiteren möglichen Positionen in der genannten Vorrichtung zu transportieren. Beinhaltet können hier ebenfalls weitere Datenübergaben zum Verwaltungssystem bzw. zu weiteren Auswerte-Einheiten der Maschine bzw. der Produktionsvorbereitung sein.
-
- 01
- Materialrolle
- 02
- Hauptlager
- 03
- Auspackstation, Klebestellenvorbereitungsstation
- 04
- Rollenvorlage
- 05
- -
- 06
- bahnverarbeitende Maschine, Bearbeitungsmaschine, Rollenrotationsdruckanlage, Rollenrotationsdruckmaschine
- 07
- Druckwerk, Bahnbearbeitungsstation
- 08
- Trockner
- 09
- Rollenwechsler
- 10
- Längsachse
- 11
- Lager, Tageslager
- 11'
- Gleisabschnitt
- 12
- Transportweg
- 13
- Lagerplatz
- 14
- Transportweg
- 15
- Klebestellen
- 16
- Stichstrang, Stichweg
- 17
- abgesicherter Bereich
- 18
- Schleuse
- 19
- Transportweg
- 20
- Ebene
- 21
- Drehscheibe
- 22
- Lager, Tageslager
- 23
- Transportweg
- 24
- Lager, Tageslager
- 25
- -
- 26
- Leitstand
- 27
- Transportwagen, erster
- 28
- Laufrolle
- 29
- Schale
- 30
- -
- 31
- Boden
- 32
- Transportwagen, zweiter
- 33
- Gleisabschnitt
- 33'
- Gleisabschnitt
- 34
- Laufrolle
- 35
- -
- 36
- Übergabeposition
- 37
- Bereichsabsicherung, abgesicherter Bereich
- a
- Abstand der Gleisabschnitte bzw. der Stichstränge
- Dmax
- Maximaler Durchmesser einer zu transportierenden Materialrolle
Claims (78)
- Vorrichtung zum Transport von Materialrollen (01), wobei die Materialrollen (01) auf einem ersten Transportwagen (27) angeordnet sind und dieser Transportwagen (27) auf einem zweiten Transportwagen (32) angeordnet ist, wobei der zweite Transportwagen (32) zwischen einem Lager (11; 22; 24) mit mehreren Lagerplätzen (13) und einem Rollenwechsler (09) einer bahnverarbeitenden Maschine (06) verfährt, wobei der zweite Transportwagen (32) mit dem ersten Transportwagen (27) und der darauf gelagerten Materialrolle (01) bis in eine Aufachs- und/oder Entladeposition des Rollenwechslers (09) fährt, dadurch gekennzeichnet, dass mindestens zwei der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der derart bemessen ist, dass zwei neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Materialrollen (01) in den Lagerplätzen (13) auf ersten Transportwagen (27) gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf die Transportrichtung der Materialrollen (01) bezogen die Lagerplätze (13) nach einer Vorbereitungsstation (03) zum manuellen oder maschinellen Aufbringung von Klebeelementen angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf beiden Seiten des Transportweges (12) jeweils mehrere Lagerplätze (13) für Materialrollen (01) angeordnet sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Lager (11; 22; 24) in der Art eines Zwischenlagers, insbesondere in der Art eines Tageslagers, ausgebildet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass an den Lagerplätzen (13) des Lagers (11; 22; 24) mindestens zwei Materialrollen (01) gelagert sind, die bereits ausgepackt und für den Rollenwechsel mit Klebestellen (15) vorbereitet sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass alle neuen Materialrollen (01) mit Klebestellen (15) vorbereitet sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die ersten Transportwagen (27) wahlweise auf jedem Lagerplatz (13) des Lagers (11; 22; 24) abstellbar sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass mindestens ein erster Transportwagen (27) auf einem Transportweg (19) auch in eine Auspackstation (03) zum Auspacken der Materialrollen (01) verfahrbar ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass mindestens ein erster Transportwagen (27) auf einem Transportweg (19) auch in eine Klebestellenvorbereitungsstation (03) zur Vorbereitung der Klebestellen (15) an der Materialrolle (01) verfahrbar ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die Klebestellenvorbereitungsstation (03) zugleich als Auspackstation (03) nutzbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass in virtueller Verlängerung der Bahnlaufrichtung der bahnverarbeitenden Maschine (06) ein Transportweg (12) im Lager (11) vorgesehen ist, auf dem der zweite Transportwagen (32) verfahrbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass parallel zur Verlängerung der Bahnlaufrichtung der bahnverarbeitenden Maschine (06) ein Transportweg (12) im Lager (11) vorgesehen ist, auf dem der zweite Transportwagen (32) verfahrbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Lagerplätze (13) über Stichstränge (16), die sich insbesondere rechtwinklig vom Transportweg (11) erstrecken, anfahrbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass nur auf einer Seiten eines Transportweges (12) Lagerplätze (13) vorgesehen sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass entlang zumindest bestimmten Abschnitten eines Transportweges (12) ein Wegmeßsystem zur exakten Positionierung des zweiten Transportwagens (32) vorgesehen ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Lager (11; 22; 24) durch einen an den Grenzen des Lagers (11; 22; 24) angebrachte abgesicherten Bereich (17; 37) gegen unbefugtes Betreten abgesichert ist.
- Vorrichtung nach Anspruch 17, dadurch gekennzeichnet, dass der abgesicherte Bereich (17) des Lagers (11, 24) abschnittsweise von einer Umzäunung gebildet wird.
- Vorrichtung nach Anspruch 17 oder 18, dadurch gekennzeichnet, dass der abgesicherte Bereich (17) des Lagers (11) abschnittsweise von der Bereichsabsicherung (37) des Rollenwechslers (09) gebildet wird.
- Vorrichtung nach einem der Ansprüche 17, 18 oder 19, dadurch gekennzeichnet, dass in der Bereichsabsicherung (37) zumindest eine Schleuse (18) zum Ein- und/oder Ausschleusen von Materialrollen (01) vorgesehen ist.
- Vorrichtung nach Anspruch 20, dadurch gekennzeichnet, dass das Lager (11) im Bereich der Schleuse (18) durch Lichtschranken oder Ultraschallsensoren gegen unbefugtes Betreten abgesichert ist.
- Vorrichtung nach Anspruch 21, dadurch gekennzeichnet, dass mehrere Lichtschranken oder Ultraschallsensoren vorhanden sind, die in unterschiedlichen Höhen angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 22, dadurch gekennzeichnet, dass in der bahnverarbeitenden Maschine (06) mehrere Bearbeitungsstationen (07) in Längsrichtung hintereinander vorgesehen sind.
- Vorrichtung nach einem der Ansprüche 1 bis 23, dadurch gekennzeichnet, dass in der bahnverarbeitenden Maschine (06) zumindest eine Bearbeitungsstation (07) als Druckwerk (07) einer Rollendruckmaschine (06) ausgebildet ist.
- Vorrichtung nach Anspruch 24, dadurch gekennzeichnet, dass die Rollendruckmaschine (06) durch die Druckwerke (07) einen horizontalen Bahnverlauf aufweist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Lager (11; 22; 24) als FIFO-Lager ausgebildet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zur Bedienung der bahnverarbeitenden Maschine ein Leitstand vorgesehen ist und das Lager (11; 22; 24) neben dem Leitstand angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der erste Transportwagen (27) Laufrollen (28) aufweist und auf Schienen fährt.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der zweite Transportwagen (32) Laufrollen (34) aufweist und auf Schienen fährt.
- Vorrichtung nach Anspruch 29, dadurch gekennzeichnet, dass ein Gestell des zweiten Transportwagens (32) einen kurzen Gleisabschnitt (33) aufweist, in dem der erste Transportwagen (27) einfährt.
- Vorrichtung nach Anspruch 28 oder 29, dadurch gekennzeichnet, dass der Antrieb der Transportwagen (27; 32) durch Kettenförderer erfolgt.
- Vorrichtung nach Anspruch 30, dadurch gekennzeichnet, dass der zweite Transportwagen (32) zwei in einem Abstand (a) angeordnete Gleisabschnitte (33; 33') aufweist.
- Vorrichtung nach Anspruch 32, dadurch gekennzeichnet, dass der Abstand (a) der beiden Gleisabschnitte (33; 33') größer ist als ein maximaler Durchmesser (Dmax) einer zu transportierenden Materialrolle (01).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass mindestens ein Teil der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichstränge (16) einen einzigen Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Mehrzahl der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) einen einzigen Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass alle Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) einen einzigen Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 36, dadurch gekennzeichnet, dass mindestens ein Teil der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 37, dadurch gekennzeichnet, dass die Mehrzahl der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 38, dadurch gekennzeichnet, dass alle Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 39, dadurch gekennzeichnet, dass mindestens ein Teil der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) mehr als zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 40, dadurch gekennzeichnet, dass die Mehrzahl der Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichstränge (16) mehr als zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 41, dadurch gekennzeichnet, dass alle Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Strichstränge (16) mehr als zwei Transportwagen (27) aufnehmen.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass mindestens ein Transportwagen (27) einen Adapter zur Aufnahme einer Teilrolle trägt.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zwei Lager (11; 11') mit jeweils einem zweiten Transportwagen (32) angeordnet sind.
- Vorrichtung nach Anspruch 44, dadurch gekennzeichnet, dass die Transportwege (14) der beiden Transportwagen (32) parallel verlaufend angeordnet sind.
- Vorrichtung nach Anspruch 44, dadurch gekennzeichnet, dass die beiden Lager (11; 11') mittels eines Gleises verbunden sind.
- Vorrichtung nach Anspruch 44, dadurch gekennzeichnet, dass zwischen den beiden Lagern (11; 11') eine Klebestellenvorbereitungsstation (03) angeordnet ist.
- Vorrichtung nach Anspruch 1, 3 oder 44, dadurch gekennzeichnet, dass der zweite Transportwagen (32) die klebevorbereiteten Materialrollen (01) in das Lager (11; 11') transportierend angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass mindestens zwei der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der größer ist als ein maximaler Durchmesser (Dmax) der zu transportierenden Materialrolle (01).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Mehrzahl der in Längsrichtung der bahnverarbeitenden Maschine direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der größer ist als ein maximaler Durchmesser (Dmax) der zu transportierenden Materialrolle (01).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Mehrzahl der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der derart bemessen ist, dass zwei neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass alle der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der größer ist als ein maximaler Durchmesser (Dmax) der zu transportierenden Materialrolle (01).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass alle der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätze (13) und/oder den Lagerplätzen (13) zugehörigen Stichsträngen (16) einen Abstand (a) aufweisen, der derart bemessen ist, dass zwei neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass auf beiden Seiten des Transportweges (12) jeweils mindestens drei Lagerplätze (13) für Materialrollen (01) angeordnet sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf mindestens zwei der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf der Mehrzahl der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf allen der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) neue Materialrollen (01) lagerbar oder gelagert sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf mindestens zwei der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) Materialrollen (01) mit maximalem Durchmesser (Dmax) lagerbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf der Mehrzahl der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) Materialrollen (01) mit maximalem Durchmesser (Dmax) lagerbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass auf alle der in Längsrichtung der bahnverarbeitenden Maschine (06) direkt hintereinander angeordneten Lagerplätzen (13) Materialrollen (01) mit maximalem Durchmesser (Dmax) lagerbar sind.
- Vorrichtung nach Anspruch 51, 53 oder 55 bis 57, dadurch gekennzeichnet, dass die neuen Materialrollen (01) mit Klebemitteln (15) versehen sind.
- Vorrichtung nach Anspruch 23, dadurch gekennzeichnet, dass die Längsrichtung und Bahnlaufrichtung der bahnverarbeitenden Maschine (06) im wesentlichen in der gleichen Richtung verlaufen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zwischen den Lagerplätzen (13) und dem Rollenwechsler (09) keine Drehscheibe für die Transportwagen (27) angeordnet ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass zwischen den Lagerplätzen (13) und der Klebevorbereitungsstation (03) keine Drehscheibe für die Transportwagen (27) angeordnet ist.
- Vorrichtung nach Anspruch 24, dadurch gekennzeichnet, dass mindestens ein Druckwerk (07), der Rollenwechsler (09) und die Lagerplätze (13) annähernd in einer gemeinsamen Ebene (20) angeordnet sind.
- Vorrichtung nach Anspruch 65, dadurch gekennzeichnet, dass alle Druckwerke (07) in einer gemeinsamen Ebene (20) angeordnet sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die bahnverarbeitende Maschine (06) einen einzigen Rollenwechsler (09) aufweist.
- Vorrichtung nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass der Transportweg (12) des zweiten Transportwagens (32) und die Längsachse (10) eines Trockners (08) der bahnverarbeitenden Maschine (06) in einer Flucht liegen.
- Vorrichtung nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass der Transportweg (12) des zweiten Transportwagens (32) und die Längsachse (10) eines Trockners (08) der bahnverarbeitenden Maschine (06) parallel versetzt verlaufend angeordnet sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass bei der Mehrzahl der Lagerplätze (13) jeder Lagerplatz (13) einen eigenen Antrieb zum Transport der Materialrollen (01) aufweist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass bei der Mehrzahl der Lagerplätze (13) jeder Lagerplatz (13) jeweils ein eigenes Unterflur-Fördersystem für die Transportwagen (27) angeordnet ist.
- Vorrichtung nach Anspruch 71, dadurch gekennzeichnet, dass das Unterflur-Fördersystem ein umlaufendes Treibmittel aufweist.
- Vorrichtung nach Anspruch 72, dadurch gekennzeichnet, dass das Treibmittel als Kette ausgebildet ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass jeder erste Transportwagen (27) einen eigenen Antrieb aufweist.
- Vorrichtung nach Anspruch 70, dadurch gekennzeichnet, dass alle Lagerplätze (13) einen eigenen Antrieb aufweisen.
- Vorrichtung nach Anspruch 71, dadurch gekennzeichnet, dass alle Lagerplätze (13) jeweils eine eigenes Unterflur-Fördersystem aufweisen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der zweite Transportwagen (32) einen eigenen Antrieb aufweisen.
- Vorrichtung nach Anspruch 77, dadurch gekennzeichnet, dass der Antrieb des zweiten Transportwagens (32) unabhängig von den Antrieben der ersten Transportwagen (27) betätigbar ist.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07104342A EP1801057A1 (de) | 2004-02-23 | 2005-02-09 | Vorrichtung zum Transport von Materialrollen |
| EP09168172A EP2113478A1 (de) | 2004-02-23 | 2005-02-09 | Vorrichtung zum Transport von Materialrollen |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004008771 | 2004-02-23 | ||
| DE102004021605A DE102004021605B4 (de) | 2004-02-23 | 2004-05-03 | Vorrichtung zum Transport von Materialrollen |
| PCT/EP2005/050569 WO2005080241A2 (de) | 2004-02-23 | 2005-02-09 | Vorrichtungen zum transport von materialrollen |
Related Child Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07104342A Division EP1801057A1 (de) | 2004-02-23 | 2005-02-09 | Vorrichtung zum Transport von Materialrollen |
| EP09168172A Division EP2113478A1 (de) | 2004-02-23 | 2005-02-09 | Vorrichtung zum Transport von Materialrollen |
| EP07104342.6 Division-Into | 2007-03-16 | ||
| EP09168172.6 Division-Into | 2009-08-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1718552A2 EP1718552A2 (de) | 2006-11-08 |
| EP1718552B1 true EP1718552B1 (de) | 2011-02-02 |
Family
ID=34888809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05716652A Expired - Lifetime EP1718552B1 (de) | 2004-02-23 | 2005-02-09 | Vorrichtung zum transport von materialrollen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8011871B2 (de) |
| EP (1) | EP1718552B1 (de) |
| JP (1) | JP2007533565A (de) |
| BR (1) | BRPI0507951A (de) |
| WO (1) | WO2005080241A2 (de) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006008104A1 (de) * | 2006-02-20 | 2007-10-18 | Koenig & Bauer Aktiengesellschaft | Vorrichtung zur Abedeckung eines Gefahrenbereiches an einem Rollenwechsler und ein Vefahren zur Steuerung einer Vorrichtung |
| DE102006019595B3 (de) * | 2006-04-27 | 2007-12-13 | Koenig & Bauer Aktiengesellschaft | Gefahrenbereichsabsicherung an einem Rollenwechsler mit einer Trittmatte |
| DE102006048675B3 (de) * | 2006-10-14 | 2007-12-27 | Koenig & Bauer Aktiengesellschaft | Zwischenlager für einer bahnverarbeitenden Maschine zuzuführende Materialrollen |
| DE102007025800B4 (de) | 2007-06-02 | 2013-10-17 | Koenig & Bauer Aktiengesellschaft | Gefahrenbereichsabsicherung für den Bereich der automatischen Rollenbestückung an einem Rollenwechsler |
| DE102007028683A1 (de) * | 2007-06-21 | 2008-12-24 | Maschinenfabrik Wifag | Rollenwechselvorrichtung mit Transportwagensystem |
| DE102008042813A1 (de) * | 2008-10-14 | 2010-04-22 | Koenig & Bauer Aktiengesellschaft | Gefahrenbereichsabsicherung für den Bereich der automatischen Rollenbestückung an einem Rollenwechsler |
| DE102009046069A1 (de) * | 2009-10-28 | 2011-05-12 | Manroland Ag | Fördersystem für eine Rotationsdruckmaschine |
| PL2335910T3 (pl) * | 2009-12-18 | 2018-09-28 | Lm Wind Power International Technology Ii Aps | Urządzenie załadunkowe i sposób załadunku rolek materiału arkuszowego na bazie włókien do jednostki nakładającej |
| DE102010001014A1 (de) | 2010-01-19 | 2011-09-08 | Koenig & Bauer Aktiengesellschaft | Rollenwechsler mit einer Absicherung eines Sicherheitsbereiches |
| CN102858666B (zh) | 2010-04-28 | 2015-11-25 | 柯尼格及包尔公开股份有限公司 | 具有安全装置的换卷器以及用于使用具有安全装置的换卷器的方法 |
| DE102010031650A1 (de) | 2010-07-22 | 2012-01-26 | Koenig & Bauer Aktiengesellschaft | Rollenwechsler mit Sicherheitseinrichtung |
| DE102010028289B4 (de) | 2010-04-28 | 2013-11-28 | Koenig & Bauer Aktiengesellschaft | Rollenwechsler mit Sicherheitseinrichtung |
| EP2563701B1 (de) | 2010-04-28 | 2016-06-29 | Koenig & Bauer AG | Rollenwechsler mit sicherheitseinrichtung und ein verfahren zur verwendung eines rollenwechslers mit sicherheitseinrichtung |
| DE102010028292B4 (de) | 2010-04-28 | 2013-09-05 | Koenig & Bauer Aktiengesellschaft | Verfahren zur Korrektur einer Ausrichtung einer ersten Rolle relativ zu einem Rollenwechsler und ein Rollenwechsler mit Schutzeinrichtung |
| FI126344B (en) * | 2012-05-22 | 2016-10-14 | Upm Raflatac Oy | Method and arrangement for handling narrow rolls |
| DE102012211708B4 (de) | 2012-07-05 | 2015-07-09 | Koenig & Bauer Aktiengesellschaft | Rollenversorgungssystem einer Rollendruckmaschine, Rollendruckmaschine sowie Verfahren zur Bedienung eines Rollenversorgungssystems einer Rollendruckmaschine |
| JP5926403B2 (ja) * | 2012-12-25 | 2016-05-25 | 平田機工株式会社 | 搬送システム |
| DE102013226022B4 (de) * | 2013-12-16 | 2017-06-14 | Koenig & Bauer Ag | Verfahren zum Befördern eines Bedruckstoffgebindes, Bearbeitungsaggregat eines Bedruckstoffversorgungssystems sowie Bedruckstoffversorgungssystem |
| DE102017211828A1 (de) * | 2017-07-11 | 2019-01-17 | Koenig & Bauer Ag | Druckmaschine mit einem Rollenabwickler sowie Verfahren zur Handhabung von Rollen bahnförmigen Material |
| KR102658024B1 (ko) * | 2021-05-07 | 2024-04-15 | 삼성에스디에스 주식회사 | 원통형 자재 보관 장치 및 그 장치에서 수행되는 방법 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2944265A1 (de) * | 1979-11-02 | 1982-03-25 | Jagenberg-Werke AG, 4000 Düsseldorf | Vorrichtung zum mehrfachabrollen von warenbahnen |
| US4537368A (en) * | 1984-05-01 | 1985-08-27 | Carborundum Abrasives Company | Pendulum roll loader |
| JPH0768000B2 (ja) | 1985-12-28 | 1995-07-26 | 大日本印刷株式会社 | 印刷機の給紙部 |
| FI80862C (fi) * | 1986-11-18 | 1990-08-10 | Kone Oy | Anordning foer hantering av pappersrullar i en anlaeggning, saosom tryckeri. |
| JPH0786058B2 (ja) | 1987-03-28 | 1995-09-20 | 大日本印刷株式会社 | 印刷機の給紙部への搬送装置 |
| DE3910444C3 (de) * | 1989-03-31 | 1998-10-22 | Wifag Maschf | Automatische Anlage zum Einbringen von Papierrollen in die Rollenständer einer Rollenrotationsdruckmaschine |
| US5076751A (en) * | 1990-03-23 | 1991-12-31 | Jervis B. Webb Company | Reelroom newsprint roll handling apparatus and method |
| JPH04197903A (ja) * | 1990-11-28 | 1992-07-17 | Mitsubishi Heavy Ind Ltd | リールの自動払い出し方法 |
| DE29516155U1 (de) | 1995-10-11 | 1995-12-07 | Hörmann Logistik GmbH, 80992 München | Regalsystem |
| DE29519942U1 (de) | 1995-12-18 | 1996-04-25 | Bruckbauer, Siegfried, 93138 Lappersdorf | Hochregal-Lager sowie Sicherheits-Rolladen für ein solches Hochregal-Lager |
| DE19637771C2 (de) * | 1996-09-16 | 2002-01-24 | Koenig & Bauer Ag | Transportwagen |
| DE19637772A1 (de) * | 1996-09-16 | 1998-03-26 | Koenig & Bauer Albert Ag | Verfahren zum Transport von Rollen zu einem Rollenwechsler |
| DE19637770A1 (de) * | 1996-09-16 | 1998-03-19 | Koenig & Bauer Albert Ag | Verfahren und Anlage zum automatischen Zu- und Abführen von Rollen |
| DE59706549D1 (de) * | 1996-12-21 | 2002-04-11 | Koenig & Bauer Ag | Verfahren zum Lageerfassen und Positionieren einer Vorratsbahnrolle |
| DE10035788C1 (de) * | 2000-07-22 | 2002-03-14 | Koenig & Bauer Ag | Verfahren und Vorrichtung zur Regelung einer Bahnspannung in einer Rotationsdruckmaschine |
| DE10150810B4 (de) * | 2001-10-15 | 2011-01-13 | Wifag Maschinenfabrik Ag | Rollenwechsler und Verfahren zum Ausachsen einer Restrolle |
| GB2382340B (en) | 2001-11-26 | 2003-11-19 | Sca Hygiene Prod Gmbh | Method and transportation device for transporting a product from a remote place to a converting machine |
| EP1329397A1 (de) | 2002-01-18 | 2003-07-23 | Westfalia WST Systemtechnik GmbH & Co. KG | Transportvorrichtung |
| DE10213459A1 (de) | 2002-03-26 | 2003-10-30 | Koenig & Bauer Ag | Gütertransportsystem mit einem Schienennetz und ein Verfahren zum Betreiben dieses Gütertransportsystems |
| US6948901B2 (en) * | 2002-11-12 | 2005-09-27 | Metso Paper Ag | Paper roll storage and handling installation and method for storing and handling paper rolls |
| DE20307581U1 (de) | 2003-05-15 | 2003-09-25 | Voith Paper Patent GmbH, 89522 Heidenheim | Wickelmaschine zum kontinuierlichen Aufwickeln einer laufenden Materialbahn |
| ATE385981T1 (de) * | 2004-07-02 | 2008-03-15 | Metso Paper Ag | Anlage zur zuführung von papierrollen zu einem rollenständer und verfahren zu ihrem betrieb |
-
2005
- 2005-02-09 WO PCT/EP2005/050569 patent/WO2005080241A2/de not_active Ceased
- 2005-02-09 BR BRPI0507951-9A patent/BRPI0507951A/pt not_active IP Right Cessation
- 2005-02-09 JP JP2006523022A patent/JP2007533565A/ja active Pending
- 2005-02-09 US US10/590,390 patent/US8011871B2/en not_active Expired - Fee Related
- 2005-02-09 EP EP05716652A patent/EP1718552B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0507951A (pt) | 2007-07-24 |
| WO2005080241A3 (de) | 2006-02-02 |
| JP2007533565A (ja) | 2007-11-22 |
| EP1718552A2 (de) | 2006-11-08 |
| US20070170298A1 (en) | 2007-07-26 |
| US8011871B2 (en) | 2011-09-06 |
| WO2005080241A2 (de) | 2005-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1718552B1 (de) | Vorrichtung zum transport von materialrollen | |
| EP0925246B2 (de) | Verfahren zum transport von rollen zu einem rollenwechsler | |
| EP0925247B2 (de) | Transportwagen für papierrollen | |
| EP0261508B1 (de) | Einrichtung zum Transport von Bobinen aus Verpackungsmaterial in einer Verpackungsmaschinenanlage | |
| EP0925248B1 (de) | Anlage zum automatischen zu- und abführen von rollen | |
| WO2013004695A1 (de) | System und verfahren zum ein- und auslagern eines lagerguts in ein und aus einem regal | |
| DE102017205133A1 (de) | Verfahren und Vorrichtung zur Entnahme einer Materialbahnrolle von einem Rollenträger einer materialbahnverarbeitenden Maschine | |
| DE19606554C1 (de) | Bodenverfahrbare Vorrichtung für den Transport von zylindrischen Körpern, insbesondere von Papier- und Papierollen wie sie in Zeitungs-, Magazin- und Buchdruckereien verwendet werden | |
| EP1892207A2 (de) | Vorrichtung zum Verteilen und/oder Sortieren von Materialrollen und deren Übergabe und ein Verfahren zum Transport von Materialrollen | |
| EP1586522B1 (de) | Verfahren zum Betreiben eines Transportsystems | |
| EP1801057A1 (de) | Vorrichtung zum Transport von Materialrollen | |
| EP1632447B9 (de) | Lagerbediengerät sowie Anlage zum Vorbereiten und Zwischenlagern von Papierrollen und Zuführen derselben zu mindestens einem Rollenständer und Verfahren zu ihrem Betrieb | |
| EP1733980B1 (de) | Vorrichtung zum Transport von mindestens einer Materialrolle | |
| DE4416213A1 (de) | Anlage zum Lagern und Einbringen von Papierrollen in mit fliegendem Rollenwechsel arbeitende Rollenwechsler einer Rollendruckmaschine | |
| EP1612169B1 (de) | Anlage zur Zuführung von Papierrollen zu einem Rollenständer und Verfahren zu ihrem Betrieb | |
| DE102016218108B4 (de) | Verfahren und Vorrichtung zur Entnahme einer in einer Rollendruckmaschine bedruckten und ausgangsseitig der Rollendruckmaschine an einem Aufwickler aufgewickelten Produktrolle | |
| DE602004006202T2 (de) | Verfahren und Vorrichtung zum Handhaben von Lasten | |
| DE102017206036B4 (de) | Verfahren zum Betrieb eines Bahnaufwicklers, Bahnaufwickler sowie Maschine mit einem derartigen Bahnaufwickler | |
| DE102016218107B4 (de) | Vorrichtung zur Überwachung des Ladezustandes eines auf einer Transportstrecke eines Rollentransportsystems bewegbaren Transportmittels | |
| DE19611494A1 (de) | Abwickelsystem für Wickelrollen, insbesondere aus Papier oder Karton | |
| DE102016218106B4 (de) | Verfahren und Vorrichtung zur Entnahme einer Materialbahnrolle von einem Rollenträger einer materialbahnverarbeitenden Maschine | |
| EP1491476A2 (de) | Transportanlage zur Zuführung von Papierrollen zu Rollenständern sowie Verfahren zu ihrem Betrieb | |
| EP1491475A1 (de) | Transportanlage zur Zuführung von Papierrollen zu Rollenständern sowie Hülsenwagen | |
| DE102008029965A1 (de) | Rollenwechsleranordnung für eine Rollenrotationsdruckmaschine | |
| DE102021116550A1 (de) | Vorrichtung und Verfahren zum Transport von Rollen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060331 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070308 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RTI1 | Title (correction) |
Free format text: DEVICE FOR TRANSPORTING REELS OF MATERIAL |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005010931 Country of ref document: DE Date of ref document: 20110317 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005010931 Country of ref document: DE Effective date: 20110317 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2356742 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110412 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110202 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110503 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110502 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| 26 | Opposition filed |
Opponent name: MANROLAND AG Effective date: 20111025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502005010931 Country of ref document: DE Effective date: 20111025 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20120227 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120222 Year of fee payment: 8 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: MANROLAND WEB SYSTEMS GMBH Effective date: 20111025 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120220 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130314 Year of fee payment: 9 Ref country code: GB Payment date: 20130221 Year of fee payment: 9 Ref country code: DE Payment date: 20130322 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110209 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120213 Year of fee payment: 8 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| R26 | Opposition filed (corrected) |
Opponent name: MANROLAND AG Effective date: 20111025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 497472 Country of ref document: AT Kind code of ref document: T Effective date: 20130228 |
|
| PLBD | Termination of opposition procedure: decision despatched |
Free format text: ORIGINAL CODE: EPIDOSNOPC1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130209 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 20131108 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130210 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005010931 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140209 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005010931 Country of ref document: DE Effective date: 20140902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140902 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140209 |