EP1466535B1 - Verfahren zum Vereinigen von Rauchartikelkomponenten - Google Patents
Verfahren zum Vereinigen von Rauchartikelkomponenten Download PDFInfo
- Publication number
- EP1466535B1 EP1466535B1 EP03008450A EP03008450A EP1466535B1 EP 1466535 B1 EP1466535 B1 EP 1466535B1 EP 03008450 A EP03008450 A EP 03008450A EP 03008450 A EP03008450 A EP 03008450A EP 1466535 B1 EP1466535 B1 EP 1466535B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- articles
- group
- drum
- cigarette
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/478—Transport means for filter- or cigarette-rods in view of their assembling
Definitions
- the invention relates to a method for uniting smoking article components, as well as a machine of the tobacco processing industry, in particular filter attachment machine. Moreover, the invention relates to a multifunction drum and conveyor drum for articles of the tobacco processing industry.
- the endless tipping paper strip is transported in the area in front of a sizing apparatus up to a glue application point with a constant paper running speed.
- the paper running length fluctuates in the production cycle.
- the suction roll After cutting and separating (pulling apart) the now resulting tipping paper leaflets are held by the suction roll and transported at a constant speed, which is above the paper speed of the endless tipping paper strip.
- the peripheral speed of the suction roller corresponds to the speed of the portion-wise transported cigarette filter piece-cigarette groups.
- the paper run length in the area between glue application and cut on the suction roll is continuously shortened during the knife engagement, so that in the paper run in front of the suction roll a lot arises.
- the conveying speed of the endless tipping paper strip is below the withdrawal speed of the suction roll, sufficient paper length is always available so that the paper is not moved relative to the roll during the knife engagement and a clean cut is possible.
- the paper is withdrawn by elongation of the paper path between the glue application point and the suction roll relative to the roller, thus achieving on average a paper running speed corresponding to the speed of the produced cigarettes, which is below the peripheral speed of the suction roll.
- the paper running speed constantly fluctuates around an average, with the amplitude of these speed variations being in direct proportion to the length of a single leaflet and the spacing of the portion-wise transported tobacco articles.
- This object is achieved by a method for uniting smoking article components, in which the articles of a first and second group with cigarette mouthpiece cigarette groups are each supplied to a covering device and are each provided with a connecting plate, the articles of the first and second group of a common rolling device are delivered and the articles of the first and second group are wrapped in the rolling device of the connection papers.
- the articles of the first and second group are first supplied to a first covering device, the articles of the first group are provided with a connecting blade from the first covering device, subsequently the articles of the first and second group are delivered on different conveying paths of the common rolling device , wherein the articles of the second group are fed on their conveying path to a second covering device and in each case provided with a connecting plate.
- the conveying speed of the articles of the first and / or the second group is varied before and / or after the transfer of the respective connecting leaflet.
- an adjustment of the speed ratios of the transported articles for tamping paper supply by a targeted control of the speed of tobacco products is possible.
- the adjustment can be made before, during and after the gluing of the connecting sheets, regardless of their speed in the rest of the production flow and the paper running speed in the filter tipping machine.
- the tobacco articles are gathered and moved individually, in pairs or any multiple. This not only changes the speed, but also the distance between the tobacco products.
- the articles of the first and / or second group are braked before the handover of the connection leaflet.
- the articles of the first and / or second group are accelerated after the handover of the connection leaflet.
- the speed change may mean both a reduction and an increase in the speed of the tobacco articles being transported relative to their initial speed and mean transport speed, respectively.
- Decisive is the functional separation of the speed change in the paper run from the transport speed and the distance of the tobacco articles to be coated with the tipping paper leaflet.
- the equality of the transport speed of paper and tobacco articles is spatially and temporally only required for the gluing of the covering sheets to the articles of the first and / or second group.
- the speed ratios in the tipping paper supply to the velocities in the transport of the adhered tobacco articles are tuned.
- the invention provides a safe and stable production while reducing the sensitivity of the process to variations in the properties of the production material.
- connection papers are partially applied after the transfer to the articles of the first and / or second group.
- the application of a free end of the compound leaflet to a cigarette filter piece-cigarette group is described in European Patent Application No. 020 235 24.8.
- this is a folding star or so-called. Roll star provided.
- the articles of the second group are taken from the common conveyor drum for the articles of the first and second group.
- the articles of the first and second group are supplied to the covering apparatus for the first group before the removal of the articles of the second group.
- the articles of the first and second group are advantageously arranged alternately on a conveyor drum during the merging of the article groups, so that the articles are fed to the common rolling device.
- connection papers are transferred to the articles of the first and / or second group at a constant speed.
- the object is also achieved by means of a machine of tobacco processing Industry, in particular filter attachment machine, which is developed by the fact that for the articles of a first and second group of cigarette-mouthpiece groups each have a pad means and a common rolling device are provided.
- At least one conveying drum is provided for the documenting operation of the article with a connecting sheet whose pitches for the articles of the first and / or second group are changeable.
- the conveyor drum is advantageously designed as ⁇ rmchentrommel.
- the conveyor drum arms, levers or the like, the pitch of which is variable in the conveying direction, so that the transported articles are accelerated or decelerated relative to the (average) conveying speed of a conveyor drum.
- the conveyor drum is provided with, in particular pivotable, lever segments.
- the lever segments are preferably arranged pivotably on a drum body, wherein the transported articles are accelerated or braked relative to the rotational speed of the conveyor drum by pivoting the lever segments during the rotation of the conveyor drum.
- At least one abutment member is provided for at least one free end of a leaflet on the articles of the first and / or second group, so that the pitch on a conveyor drum of the partially connected components is reduced and the lining sheet better in the subsequent rewinding is glued to the article groups.
- a multi-functional drum is provided for the articles of the first and second group.
- the multifunction drum is designed such that at least one free end of a covering sheet is applied to an article group and a further group of articles is removed from a conveying drum.
- this multifunction conveyor drum combines the function of a contact member and a removal drum.
- a conveyor drum for articles of the tobacco processing industry is shown, which is further developed in that pivotable lever segments are provided for the article.
- the pitch segments between the articles or article groups can be changed by the lever segments, so that the articles are accelerated or braked on a conveyor drum.
- lever segments have troughs for the articles, so that the articles can be transported gently on a filter attachment machine.
- the distance between second depressions on a lever segment is greater than the free end of a covering leaflet between the articles.
- At least one spacer is provided on the lever segment for holding a free end of the lining sheet.
- a Filteransetzmaschine is shown in fragmentary form in a front view, wherein the Filteransetzmaschine via a drum assembly T for feeding tobacco sticks of a Cigarette rod machine, not shown here, receives double-length tobacco sticks.
- the tobacco sticks are cut and spread.
- the assembly drum 21 are transported over a further drum assembly M double-length filter pieces, which are each inserted between two longitudinally spaced tobacco rods.
- a sequence of cigarette-mouthpiece-cigarette groups arranged transversely axially one behind the other is formed on the assembly drum 21.
- the assembled articles 50, 60 (see FIG. 2 or FIG. 3) on the assembly drum 21 are transferred to a conveyor drum 22 and transported to a coating apparatus 10. 1 for the first group 50.
- a coating apparatus is described in detail.
- the glued and conveyed tipping paper strip is cut on a cutting drum 12.1 by the knives of a knife drum 13.1 in tipping flakes 40.1 (see FIGS. 2, 3).
- the cut cover sheets 40.1 are transferred to the articles 50 of a first group on the conveyor drum 22.
- the articles 50, 60 are transported on to a folding star 23. 1, which applies the front end of the tipping paper leaflet 40. 1 to the articles 50. Subsequently, the articles 50, 60 are further conveyed and fed to a removal drum 24, wherein the removal drum 24 removes the articles 60 of the second group from the drum 22, which are not provided with a connecting blade.
- the removal drum 24 transfers the removed article 60 of second group to a conveyor drum 25, which transports the articles 60 of the second group to a second coating apparatus 10.2 (see Figure 2).
- the second coating apparatus 10.2 has a knife roller 13.2, which cuts the tipping paper strip in cooperation with a suction roller 12.2.
- the cut leaflets are transferred to the tobacco or cigarette mouthpiece cigarette groups 60 and stapled.
- the front end of the connecting leaflet is then applied to the articles 60 on the conveyor drum 25 by means of a folding star 23.2.
- the conveyor drum 25 conveys the articles 60 of the second group to a drum 26.
- the conveyor drum 26 simultaneously receives the further transported on the conveyor drum 22 Article 50 of the first group, so that the articles of the first (50) and second (60) group are arranged alternately on the drum 26. Subsequently, the articles of the first and second groups 50, 60 are conveyed to a roll block rolling device 27 so that the bonding sheets are completely wound around the cigarette mouthpiece cigarette groups 50, 60. The finished wrapped articles 50, 60 are subsequently transferred to a conveyor drum 28 and a further conveyor drum 29 and provided for further processing on a filter attachment machine.
- articles 50, 60 are transferred to the conveyor drum 22.
- the conveyor drum 22 has movable arms with receiving troughs for the articles 50, 60, so in that the distance between the alternately arranged articles 50, 60 is variable and that a speed adaptation of the articles 50, 60 on the conveyor drum 22 to the speed of the suction roller 12.1 takes place. This is achieved by slowing down the corresponding articles 50, 60 before the transfer of the connecting leaflet 40.1 to the articles 50, 60, so that in the transfer point of the connecting leaflet 40.1 to the articles 50 the connecting leaflet 40.1 and the respective article 50 have the same speed , After the transfer of the connecting leaflet 40.1, the articles 50, 60 are accelerated on the conveyor drum 22.
- the front end of the connecting leaflet 40.1 is applied to the article 50 by means of the folding star 23.1. While the articles 50 are being transported on the drum 22 to the drum 26 (FIG. 1) with their connecting lamina 40.1, the articles of the second group 60 not yet provided with a connecting lamina are transferred from the removal drum 24 to a conveyor drum 25 (FIG. 1). promoted.
- the braking and acceleration operations are carried out independently of the conveying speed of the drum 22 substantially in the area of the transfer point of the connecting leaflets 40.1 to the articles 50, but also to adjust the speeds at the receiving or dispensing of the articles 50, 60 and the application of the pad 40.1 to the article group 50 executed.
- the arms are designed so that a plurality of articles 50, 60 are received by a ⁇ rmchensegment.
- an article of the first group and an article of the second group 60 can be arranged on a ⁇ rmchensegment in wells.
- the distance of the wells is designed such that when attaching the covering sheet 40.1 to the articles of the first group 50, the free end of the connecting leaflets between the articles 50, 60 does not touch the leading or trailing articles respectively.
- FIG. 3 an alternative embodiment is shown, wherein the application of the front end of the connecting leaflet 40.1 is made to the article 50 by means of a contact member 33 and the abutment member 33 is formed such that the not provided with a connection papers article 60 are removed simultaneously.
- the contact member 33 has thus united the functions of the folding star 23.1 of FIG. 2 and the removal drum 24.
- lever segments 35 and 36 are provided on the conveyor drums, respectively, so that by the pivoting of the lever segments 35 and 36, the speeds of the transported articles 50th , 60 are slowed to the article 50, 60 before the transfer point of the respective connecting sheets 40.1, 40.2 and accelerated after the transfer of the connecting sheets 40.1, 40.2.
- the drums 22, 25 are functionally identical.
- the lever segment 35 of the conveyor drum 22 has for the transport of the two article groups 50, 60 each have a receptacle for the Artikeixx 50 and a receptacle for the article group 60.
- the distance of the receiving wells on the lever segment 35 is determined so that after application of the connecting leaflet 40.1, the trailing end of the connecting leaflet 40.1 does not touch the rear article group 60.
- the lever segment 36 of the conveyor drum 25, however, has only one receptacle for the article group 60, since over the conveying path of the article group 60 which are not yet provided with a connection papers article 60 of the second coating device 10.2 (see Fig. 1) are supplied.
- the lever segments 35, 36 are pivotally mounted on a pitch circle of the conveyor drum 22 and 25, respectively, and have a shape tapering toward the drum interior. In addition, the lever segments 35, 36 on mandrel-like spacers 39, so that a resting of the connecting blades 40.1, 40.2 on the lever segments is prevented.
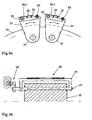
- FIGS. 4a, 4b the lever segments 35 of the conveyor drum 22 are shown in a cutaway view or in a cross-sectional view.
- the lever segments 35 are formed with two receptacles for the articles 50, 60, which are taken over by the assembly drum 21.
- the lever segments 35 are pivotable about a pivot axis 37, which is aligned parallel to the axis of rotation of the drum 22.
- the lever segment 36 of the drum 25 is analog and functionally identical, with recordings are provided only for an article group 60.
- Each lever segment 35 each has a receiving trough for an article of the first group 50 and an article of the second group 60.
- Spacers 39 are provided between the receptacles, which after application of the connecting leaflet 40.1 to the articles of the first group 50, rest the connecting leaflet avoids the lever segment. The distance between the receiving wells is determined so that the trailing end of the connecting leaflet 40.1 does not touch the article group 60.
- the articles 50, 60 can be arranged on the drum 22 on radially and / or tangentially movable or movable levers.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Manufacture Of Tobacco Products (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50310723T DE50310723D1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| AT05017351T ATE412346T1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige artikel der tabak verarbeitenden industrie |
| EP03008450A EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
| DE50303565T DE50303565D1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
| AT03008450T ATE327688T1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum vereinigen von rauchartikelkomponenten |
| ES03008450T ES2262920T3 (es) | 2003-04-11 | 2003-04-11 | Procedimiento para la union de componentes de articulos de fumador. |
| EP05017351A EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| US10/817,921 US20040200486A1 (en) | 2003-04-11 | 2004-04-06 | Method for combining smoking article components |
| PL367124A PL210063B1 (pl) | 2003-04-11 | 2004-04-08 | Sposób łączenia elementów składowych artykułów wytwarzanych w przemyśle tytoniowym, maszyna stosowana w przemyśle tytoniowym, zwłaszcza osadzarka filtrów, bęben wielofunkcyjny dla artykułów wytwarzanych w przemyśle tytoniowym oraz podajnik bębnowy dla artykułów wytwarzanych w przemyśle tytoniowym |
| JP2004114926A JP2004337162A (ja) | 2003-04-11 | 2004-04-09 | 喫煙物品成分の一体化方法 |
| CNB2004100343262A CN100415129C (zh) | 2003-04-11 | 2004-04-12 | 将烟制品组成部分连接在一起的方法和烟草加工业的机器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03008450A EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Division EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1466535A1 EP1466535A1 (de) | 2004-10-13 |
| EP1466535B1 true EP1466535B1 (de) | 2006-05-31 |
Family
ID=32865004
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Expired - Lifetime EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| EP03008450A Expired - Lifetime EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Expired - Lifetime EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20040200486A1 (es) |
| EP (2) | EP1595463B1 (es) |
| JP (1) | JP2004337162A (es) |
| CN (1) | CN100415129C (es) |
| AT (2) | ATE327688T1 (es) |
| DE (2) | DE50303565D1 (es) |
| ES (1) | ES2262920T3 (es) |
| PL (1) | PL210063B1 (es) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011007091A1 (de) | 2011-04-08 | 2012-10-11 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| CN103491812A (zh) * | 2011-04-14 | 2014-01-01 | 豪尼机械制造股份公司 | 烟草加工业的棒形制品的输送 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354135B4 (de) * | 2003-11-19 | 2009-12-10 | Hauni Maschinenbau Ag | Anordnung zur Herstellung von Filterzigaretten |
| ITBO20040521A1 (it) * | 2004-08-09 | 2004-11-09 | Gd Spa | Metodo e macchina per realizzazione di sigarette col filtro |
| DE102005012810A1 (de) | 2005-03-17 | 2006-10-05 | Hauni Maschinenbau Ag | Verfahren zur Herstellung von Filterzigaretten |
| DE102005019682A1 (de) * | 2005-04-26 | 2006-11-09 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie |
| DE102005027554B4 (de) * | 2005-06-14 | 2007-11-22 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie mit Hebelsegmenten |
| DE102005031701A1 (de) * | 2005-07-05 | 2007-01-11 | Hauni Maschinenbau Ag | Selbstreinigende Filteransetzmaschine |
| DE102006019329A1 (de) | 2006-04-24 | 2007-10-25 | Hauni Maschinenbau Ag | Abstandshalter einer Fördertrommel der Tabak verarbeitenden Industrie |
| DE102007002491B3 (de) | 2007-01-11 | 2007-10-11 | Hauni Maschinenbau Ag | Fördern und Übergabe eines stabförmigen Artikels der Tabak verarbeitenden Industrie |
| GB0809135D0 (en) | 2008-05-20 | 2008-06-25 | British American Tobacco Co | Apparatus and method for making a smoking article |
| DE102008035383B4 (de) * | 2008-07-29 | 2013-02-07 | Hauni Maschinenbau Ag | Fördertrommeln der Tabak verarbeitenden Industrie |
| DE102008063847B4 (de) | 2008-12-19 | 2010-08-05 | Hauni Maschinenbau Ag | Taumelscheibe, Fördertrommel und Maschine der Tabak verarbeitenden Industrie |
| US10888110B2 (en) | 2013-03-15 | 2021-01-12 | Hauni Maschinenbau Gmbh | Modular machine for processing and/or testing rod-shaped articles, and related methods |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1173006B (de) * | 1957-01-02 | 1964-06-25 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Hintereinanderstaffeln von von stabfoermigen Gegenstaenden, etwa Filterstaeben abzuschneidenden Stab-, etwa Filterstabteilen |
| US3010561A (en) * | 1957-12-26 | 1961-11-28 | Koerber & Co Kg | Filter mouthpiece cigarette making machines |
| GB1046538A (en) * | 1964-08-04 | 1966-10-26 | Tabak & Ind Masch | Apparatus for wrapping sheets around tubes such as cigarettes |
| FR1414956A (fr) * | 1964-08-04 | 1965-10-22 | Tabak & Ind Masch | Dispositif pour enrouler une petite feuille de liaison autour de groupes formés de préférence par une embouchure double de cigarette et deux cigarettes |
| DE1258773B (de) * | 1964-11-14 | 1968-01-11 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Umrollen von stabfoermigen Tabakartikeln, wie Zigaretten, und von Filtern mit einem Umhuellungsblatt |
| US4745932A (en) * | 1985-07-10 | 1988-05-24 | G.D. Societa Per Azioni | Filter assembly machine |
| US4841993A (en) * | 1987-03-03 | 1989-06-27 | Korber Ag | Method of and machine for making filter cigarettes |
| IT1207721B (it) * | 1987-06-08 | 1989-05-25 | Gd Spa | Macchina mettifiltro |
| IT1229428B (it) * | 1988-06-11 | 1991-08-08 | Hauni Werke Koerber & Co Kg | Dispositivo di taglio. |
| IT1259802B (it) * | 1992-11-20 | 1996-03-26 | Gd Spa | Dispositivo di rullatura per macchine mettifiltro. |
| IT1266304B1 (it) * | 1993-04-23 | 1996-12-27 | Gd Spa | Metodo per la realizzazione di sigarette col filtro |
| IT1278160B1 (it) * | 1995-01-17 | 1997-11-17 | Gd Spa | Unita' di rullatura per la realizzazione di sigarette col filtro |
| IT1311424B1 (it) * | 1999-12-13 | 2002-03-12 | Gd Spa | Metodo e macchina per la realizzazione di sigarette col filtro. |
| DE10141703A1 (de) * | 2001-08-25 | 2003-03-06 | Hauni Maschinenbau Ag | Übertragungsvorrichtung und Verfahren zum Übertragen von Artikeln der tabakverarbeitenden Industrie |
-
2003
- 2003-04-11 DE DE50303565T patent/DE50303565D1/de not_active Expired - Lifetime
- 2003-04-11 DE DE50310723T patent/DE50310723D1/de not_active Expired - Lifetime
- 2003-04-11 AT AT03008450T patent/ATE327688T1/de not_active IP Right Cessation
- 2003-04-11 ES ES03008450T patent/ES2262920T3/es not_active Expired - Lifetime
- 2003-04-11 AT AT05017351T patent/ATE412346T1/de not_active IP Right Cessation
- 2003-04-11 EP EP05017351A patent/EP1595463B1/de not_active Expired - Lifetime
- 2003-04-11 EP EP03008450A patent/EP1466535B1/de not_active Expired - Lifetime
-
2004
- 2004-04-06 US US10/817,921 patent/US20040200486A1/en not_active Abandoned
- 2004-04-08 PL PL367124A patent/PL210063B1/pl unknown
- 2004-04-09 JP JP2004114926A patent/JP2004337162A/ja not_active Withdrawn
- 2004-04-12 CN CNB2004100343262A patent/CN100415129C/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011007091A1 (de) | 2011-04-08 | 2012-10-11 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| CN103491812A (zh) * | 2011-04-14 | 2014-01-01 | 豪尼机械制造股份公司 | 烟草加工业的棒形制品的输送 |
| CN103491812B (zh) * | 2011-04-14 | 2016-10-05 | 虹霓机械制造有限公司 | 烟草加工业的棒形制品的输送 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004337162A (ja) | 2004-12-02 |
| EP1595463B1 (de) | 2008-10-29 |
| CN100415129C (zh) | 2008-09-03 |
| ES2262920T3 (es) | 2006-12-01 |
| EP1595463A1 (de) | 2005-11-16 |
| PL210063B1 (pl) | 2011-11-30 |
| US20040200486A1 (en) | 2004-10-14 |
| PL367124A1 (en) | 2004-10-18 |
| EP1466535A1 (de) | 2004-10-13 |
| DE50303565D1 (de) | 2006-07-06 |
| DE50310723D1 (de) | 2008-12-11 |
| ATE327688T1 (de) | 2006-06-15 |
| ATE412346T1 (de) | 2008-11-15 |
| CN1541576A (zh) | 2004-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3259999B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1466535B1 (de) | Verfahren zum Vereinigen von Rauchartikelkomponenten | |
| EP2659792B1 (de) | Verfahren und Einrichtung zum Zusammenstellen von Filtersegmentgruppen | |
| DE202012012927U1 (de) | Modul und Anlage zur Herstellung von rauchbaren Artikeln | |
| EP1715767B1 (de) | Herstellung von filterzigaretten an einer doppelbahnigen filteransetzmaschine | |
| EP2688431A1 (de) | Herstellung von filterstopfen bzw. von filterzigaretten | |
| EP1638419B1 (de) | Doppelbahnige filteransetzmaschine und herstellung von filterzigaretten | |
| EP3685684B1 (de) | Herstellung von stabförmigen rauchprodukten | |
| EP1702523B1 (de) | Verfahren zur Herstellung von Filterzigaretten | |
| DE102012207582A1 (de) | Herstellung von Filterzigaretten | |
| EP1510142B1 (de) | Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie | |
| DE102005019681A1 (de) | Rollung von stabförmigen Rauchartikelgruppen | |
| DE2622449A1 (de) | Verfahren und vorrichtung zur herstellung von filterzigaretten | |
| EP2532257B2 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP1493341B1 (de) | Doppelbahnige Filteransetzmaschine | |
| EP2696709B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1588632A1 (de) | Verfahren und Einrichtung zum Fördern von Rauchartikeln | |
| EP2696707B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1475002B1 (de) | Filteransetzmaschine mit doppelter Belagpapierzufuhr | |
| EP2604131A1 (de) | Betrieb einer Filteransetzmaschine | |
| EP1849371B1 (de) | Abstandhalter einer Fördertrommel der Tabak verarbeitenden Industrie | |
| EP4151098A1 (de) | Rollung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| DE946965C (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten | |
| DE1047694B (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten | |
| DE102004035063A1 (de) | Abstandslose Verbindungsblättchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050315 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060531 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50303565 Country of ref document: DE Date of ref document: 20060706 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000640 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061031 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2262920 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070417 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070418 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20070419 Year of fee payment: 5 |
|
| 26N | No opposition filed |
Effective date: 20070301 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070413 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070411 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080412 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20130423 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140422 Year of fee payment: 12 Ref country code: NL Payment date: 20140417 Year of fee payment: 12 Ref country code: DE Payment date: 20140423 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140411 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50303565 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20150501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151103 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150501 |