EP1466535B1 - Verfahren zum Vereinigen von Rauchartikelkomponenten - Google Patents
Verfahren zum Vereinigen von Rauchartikelkomponenten Download PDFInfo
- Publication number
- EP1466535B1 EP1466535B1 EP03008450A EP03008450A EP1466535B1 EP 1466535 B1 EP1466535 B1 EP 1466535B1 EP 03008450 A EP03008450 A EP 03008450A EP 03008450 A EP03008450 A EP 03008450A EP 1466535 B1 EP1466535 B1 EP 1466535B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- articles
- group
- drum
- cigarette
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/478—Transport means for filter- or cigarette-rods in view of their assembling
Definitions
- the invention relates to a method for uniting smoking article components, as well as a machine of the tobacco processing industry, in particular filter attachment machine. Moreover, the invention relates to a multifunction drum and conveyor drum for articles of the tobacco processing industry.
- the endless tipping paper strip is transported in the area in front of a sizing apparatus up to a glue application point with a constant paper running speed.
- the paper running length fluctuates in the production cycle.
- the suction roll After cutting and separating (pulling apart) the now resulting tipping paper leaflets are held by the suction roll and transported at a constant speed, which is above the paper speed of the endless tipping paper strip.
- the peripheral speed of the suction roller corresponds to the speed of the portion-wise transported cigarette filter piece-cigarette groups.
- the paper run length in the area between glue application and cut on the suction roll is continuously shortened during the knife engagement, so that in the paper run in front of the suction roll a lot arises.
- the conveying speed of the endless tipping paper strip is below the withdrawal speed of the suction roll, sufficient paper length is always available so that the paper is not moved relative to the roll during the knife engagement and a clean cut is possible.
- the paper is withdrawn by elongation of the paper path between the glue application point and the suction roll relative to the roller, thus achieving on average a paper running speed corresponding to the speed of the produced cigarettes, which is below the peripheral speed of the suction roll.
- the paper running speed constantly fluctuates around an average, with the amplitude of these speed variations being in direct proportion to the length of a single leaflet and the spacing of the portion-wise transported tobacco articles.
- This object is achieved by a method for uniting smoking article components, in which the articles of a first and second group with cigarette mouthpiece cigarette groups are each supplied to a covering device and are each provided with a connecting plate, the articles of the first and second group of a common rolling device are delivered and the articles of the first and second group are wrapped in the rolling device of the connection papers.
- the articles of the first and second group are first supplied to a first covering device, the articles of the first group are provided with a connecting blade from the first covering device, subsequently the articles of the first and second group are delivered on different conveying paths of the common rolling device , wherein the articles of the second group are fed on their conveying path to a second covering device and in each case provided with a connecting plate.
- the conveying speed of the articles of the first and / or the second group is varied before and / or after the transfer of the respective connecting leaflet.
- an adjustment of the speed ratios of the transported articles for tamping paper supply by a targeted control of the speed of tobacco products is possible.
- the adjustment can be made before, during and after the gluing of the connecting sheets, regardless of their speed in the rest of the production flow and the paper running speed in the filter tipping machine.
- the tobacco articles are gathered and moved individually, in pairs or any multiple. This not only changes the speed, but also the distance between the tobacco products.
- the articles of the first and / or second group are braked before the handover of the connection leaflet.
- the articles of the first and / or second group are accelerated after the handover of the connection leaflet.
- the speed change may mean both a reduction and an increase in the speed of the tobacco articles being transported relative to their initial speed and mean transport speed, respectively.
- Decisive is the functional separation of the speed change in the paper run from the transport speed and the distance of the tobacco articles to be coated with the tipping paper leaflet.
- the equality of the transport speed of paper and tobacco articles is spatially and temporally only required for the gluing of the covering sheets to the articles of the first and / or second group.
- the speed ratios in the tipping paper supply to the velocities in the transport of the adhered tobacco articles are tuned.
- the invention provides a safe and stable production while reducing the sensitivity of the process to variations in the properties of the production material.
- connection papers are partially applied after the transfer to the articles of the first and / or second group.
- the application of a free end of the compound leaflet to a cigarette filter piece-cigarette group is described in European Patent Application No. 020 235 24.8.
- this is a folding star or so-called. Roll star provided.
- the articles of the second group are taken from the common conveyor drum for the articles of the first and second group.
- the articles of the first and second group are supplied to the covering apparatus for the first group before the removal of the articles of the second group.
- the articles of the first and second group are advantageously arranged alternately on a conveyor drum during the merging of the article groups, so that the articles are fed to the common rolling device.
- connection papers are transferred to the articles of the first and / or second group at a constant speed.
- the object is also achieved by means of a machine of tobacco processing Industry, in particular filter attachment machine, which is developed by the fact that for the articles of a first and second group of cigarette-mouthpiece groups each have a pad means and a common rolling device are provided.
- At least one conveying drum is provided for the documenting operation of the article with a connecting sheet whose pitches for the articles of the first and / or second group are changeable.
- the conveyor drum is advantageously designed as ⁇ rmchentrommel.
- the conveyor drum arms, levers or the like, the pitch of which is variable in the conveying direction, so that the transported articles are accelerated or decelerated relative to the (average) conveying speed of a conveyor drum.
- the conveyor drum is provided with, in particular pivotable, lever segments.
- the lever segments are preferably arranged pivotably on a drum body, wherein the transported articles are accelerated or braked relative to the rotational speed of the conveyor drum by pivoting the lever segments during the rotation of the conveyor drum.
- At least one abutment member is provided for at least one free end of a leaflet on the articles of the first and / or second group, so that the pitch on a conveyor drum of the partially connected components is reduced and the lining sheet better in the subsequent rewinding is glued to the article groups.
- a multi-functional drum is provided for the articles of the first and second group.
- the multifunction drum is designed such that at least one free end of a covering sheet is applied to an article group and a further group of articles is removed from a conveying drum.
- this multifunction conveyor drum combines the function of a contact member and a removal drum.
- a conveyor drum for articles of the tobacco processing industry is shown, which is further developed in that pivotable lever segments are provided for the article.
- the pitch segments between the articles or article groups can be changed by the lever segments, so that the articles are accelerated or braked on a conveyor drum.
- lever segments have troughs for the articles, so that the articles can be transported gently on a filter attachment machine.
- the distance between second depressions on a lever segment is greater than the free end of a covering leaflet between the articles.
- At least one spacer is provided on the lever segment for holding a free end of the lining sheet.
- a Filteransetzmaschine is shown in fragmentary form in a front view, wherein the Filteransetzmaschine via a drum assembly T for feeding tobacco sticks of a Cigarette rod machine, not shown here, receives double-length tobacco sticks.
- the tobacco sticks are cut and spread.
- the assembly drum 21 are transported over a further drum assembly M double-length filter pieces, which are each inserted between two longitudinally spaced tobacco rods.
- a sequence of cigarette-mouthpiece-cigarette groups arranged transversely axially one behind the other is formed on the assembly drum 21.
- the assembled articles 50, 60 (see FIG. 2 or FIG. 3) on the assembly drum 21 are transferred to a conveyor drum 22 and transported to a coating apparatus 10. 1 for the first group 50.
- a coating apparatus is described in detail.
- the glued and conveyed tipping paper strip is cut on a cutting drum 12.1 by the knives of a knife drum 13.1 in tipping flakes 40.1 (see FIGS. 2, 3).
- the cut cover sheets 40.1 are transferred to the articles 50 of a first group on the conveyor drum 22.
- the articles 50, 60 are transported on to a folding star 23. 1, which applies the front end of the tipping paper leaflet 40. 1 to the articles 50. Subsequently, the articles 50, 60 are further conveyed and fed to a removal drum 24, wherein the removal drum 24 removes the articles 60 of the second group from the drum 22, which are not provided with a connecting blade.
- the removal drum 24 transfers the removed article 60 of second group to a conveyor drum 25, which transports the articles 60 of the second group to a second coating apparatus 10.2 (see Figure 2).
- the second coating apparatus 10.2 has a knife roller 13.2, which cuts the tipping paper strip in cooperation with a suction roller 12.2.
- the cut leaflets are transferred to the tobacco or cigarette mouthpiece cigarette groups 60 and stapled.
- the front end of the connecting leaflet is then applied to the articles 60 on the conveyor drum 25 by means of a folding star 23.2.
- the conveyor drum 25 conveys the articles 60 of the second group to a drum 26.
- the conveyor drum 26 simultaneously receives the further transported on the conveyor drum 22 Article 50 of the first group, so that the articles of the first (50) and second (60) group are arranged alternately on the drum 26. Subsequently, the articles of the first and second groups 50, 60 are conveyed to a roll block rolling device 27 so that the bonding sheets are completely wound around the cigarette mouthpiece cigarette groups 50, 60. The finished wrapped articles 50, 60 are subsequently transferred to a conveyor drum 28 and a further conveyor drum 29 and provided for further processing on a filter attachment machine.
- articles 50, 60 are transferred to the conveyor drum 22.
- the conveyor drum 22 has movable arms with receiving troughs for the articles 50, 60, so in that the distance between the alternately arranged articles 50, 60 is variable and that a speed adaptation of the articles 50, 60 on the conveyor drum 22 to the speed of the suction roller 12.1 takes place. This is achieved by slowing down the corresponding articles 50, 60 before the transfer of the connecting leaflet 40.1 to the articles 50, 60, so that in the transfer point of the connecting leaflet 40.1 to the articles 50 the connecting leaflet 40.1 and the respective article 50 have the same speed , After the transfer of the connecting leaflet 40.1, the articles 50, 60 are accelerated on the conveyor drum 22.
- the front end of the connecting leaflet 40.1 is applied to the article 50 by means of the folding star 23.1. While the articles 50 are being transported on the drum 22 to the drum 26 (FIG. 1) with their connecting lamina 40.1, the articles of the second group 60 not yet provided with a connecting lamina are transferred from the removal drum 24 to a conveyor drum 25 (FIG. 1). promoted.
- the braking and acceleration operations are carried out independently of the conveying speed of the drum 22 substantially in the area of the transfer point of the connecting leaflets 40.1 to the articles 50, but also to adjust the speeds at the receiving or dispensing of the articles 50, 60 and the application of the pad 40.1 to the article group 50 executed.
- the arms are designed so that a plurality of articles 50, 60 are received by a ⁇ rmchensegment.
- an article of the first group and an article of the second group 60 can be arranged on a ⁇ rmchensegment in wells.
- the distance of the wells is designed such that when attaching the covering sheet 40.1 to the articles of the first group 50, the free end of the connecting leaflets between the articles 50, 60 does not touch the leading or trailing articles respectively.
- FIG. 3 an alternative embodiment is shown, wherein the application of the front end of the connecting leaflet 40.1 is made to the article 50 by means of a contact member 33 and the abutment member 33 is formed such that the not provided with a connection papers article 60 are removed simultaneously.
- the contact member 33 has thus united the functions of the folding star 23.1 of FIG. 2 and the removal drum 24.
- lever segments 35 and 36 are provided on the conveyor drums, respectively, so that by the pivoting of the lever segments 35 and 36, the speeds of the transported articles 50th , 60 are slowed to the article 50, 60 before the transfer point of the respective connecting sheets 40.1, 40.2 and accelerated after the transfer of the connecting sheets 40.1, 40.2.
- the drums 22, 25 are functionally identical.
- the lever segment 35 of the conveyor drum 22 has for the transport of the two article groups 50, 60 each have a receptacle for the Artikeixx 50 and a receptacle for the article group 60.
- the distance of the receiving wells on the lever segment 35 is determined so that after application of the connecting leaflet 40.1, the trailing end of the connecting leaflet 40.1 does not touch the rear article group 60.
- the lever segment 36 of the conveyor drum 25, however, has only one receptacle for the article group 60, since over the conveying path of the article group 60 which are not yet provided with a connection papers article 60 of the second coating device 10.2 (see Fig. 1) are supplied.
- the lever segments 35, 36 are pivotally mounted on a pitch circle of the conveyor drum 22 and 25, respectively, and have a shape tapering toward the drum interior. In addition, the lever segments 35, 36 on mandrel-like spacers 39, so that a resting of the connecting blades 40.1, 40.2 on the lever segments is prevented.
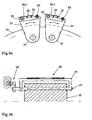
- FIGS. 4a, 4b the lever segments 35 of the conveyor drum 22 are shown in a cutaway view or in a cross-sectional view.
- the lever segments 35 are formed with two receptacles for the articles 50, 60, which are taken over by the assembly drum 21.
- the lever segments 35 are pivotable about a pivot axis 37, which is aligned parallel to the axis of rotation of the drum 22.
- the lever segment 36 of the drum 25 is analog and functionally identical, with recordings are provided only for an article group 60.
- Each lever segment 35 each has a receiving trough for an article of the first group 50 and an article of the second group 60.
- Spacers 39 are provided between the receptacles, which after application of the connecting leaflet 40.1 to the articles of the first group 50, rest the connecting leaflet avoids the lever segment. The distance between the receiving wells is determined so that the trailing end of the connecting leaflet 40.1 does not touch the article group 60.
- the articles 50, 60 can be arranged on the drum 22 on radially and / or tangentially movable or movable levers.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Manufacture Of Tobacco Products (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Vereinigen von Rauchartikelkomponenten, sowie eine Maschine der tabakverarbeitenden Industrie, insbesondere Filteransetzmaschine. Darüber hinaus betrifft die Erfindung eine Multifunktionstrommel sowie Fördertrommel für Artikel der tabakverarbeitenden Industrie.
- In Filteransetzmaschinen werden zwischen geschnittenen und längsaxial beabstandeten Tabakstöcken jeweils ein Filterstück bzw. Mundstück eingelegt, wobei anschließend ein beleimtes Verbindungsblättchen an eine Zigarette-Mundstück-Zigarette-Gruppe angeheftet wird. Hierbei wird das beleimte Verbindungsblättchen über eine Saugwalze einer Belageinrichtung mit einem definierten Teilungsabstand der Zigaretten-Mundstück-Gruppe zugeführt. Unter einem definierten Teilungsabstand wird hierbei insbesondere der durch die Länge der Verbindungsblättchen bestimmte Teilungsabstand verstanden.
- Verfahren und Vorrichtung der vorstehend bezeichneten Art dienen insbesondere zur Konfektionierung von auf einer sogen. Filteransetzmaschine queraxial geförderten Filterzigaretten. Deren Leistung bezüglich der pro Zeiteinheit hergestellten und ausgestoßenen Artikel hat sich im Laufe der Zeit immer wieder sprunghaft erhöht bzw. musste der gestiegenen Leistungsfähigkeit der vorgeschalteten Zigarettenstrangmaschine angepasst werden.
- Im Dokument DE-C-39 18 137 (entspricht US-5,054,346) ist ein Belagpapieraggregat in einer Filteransetzmaschine beschrieben. Hierbei wird das beleimte Belagpapier als endloser Belagpapierstreifen zugeführt und mittels einer Schneidvorrichtung in Einzelblättchen bzw. Verbindungsblättchen geschnitten. Nach dem Schnitt werden diese Verbindungsblättchen vereinzelt und auf die Fördergeschwindigkeit der portionsweise transportierten Zigarette-Filter-Zigarette-Gruppen gebracht.
- Der endlose Belagpapierstreifen wird dabei im Bereich vor einem Leimapparat bis zu einem Leimauftragspunkt mit einer konstanten Papierlaufgeschwindigkeit transportiert. Im Bereich zwischen Leimauftragspunkt und einer Saugwalze für die geschnittenen Verbindungsblättchen schwankt die Papierlauflänge im Produktionstakt. Nach dem Schneiden und Vereinzeln (Auseinanderziehen) werden die nunmehr entstandenen Belagpapierblättchen von der Saugwalze festgehalten und mit einer gleichbleibenden Geschwindigkeit transportiert, die oberhalb der Papierlaufgeschwindigkeit des endlosen Belagpapierstreifens liegt. Dabei entspricht die Umfangsgeschwindigkeit der Saugwalze der Geschwindigkeit der portionsweise transportierten Zigarette-Filterstück-Zigarette-Gruppen.
- Die Papierlauflänge im Bereich zwischen Leimauftrag und Schnitt auf der Saugwalze wird während des Messereingriffes kontinuierlich verkürzt, so dass im Papierlauf vor der Saugwalze eine Lose entsteht. Obwohl die Fördergeschwindigkeit des endlosen Belagpapierstreifens unterhalb der Abzugsgeschwindigkeit der Saugwalze liegt, ist stets ausreichend Papierlänge verfügbar, so dass das Papier während des Messereingriffs nicht relativ zur Walze bewegt wird und ein sauberer Schnitt möglich ist. Nach dem Schnitt wird das Papier durch Längung des Papierweges zwischen Leimauftragspunkt und Saugwalze relativ zur Walze zurückgezogen und so im Mittel eine Papierlaufgeschwindigkeit entsprechend der Geschwindigkeit der produzierten Zigaretten erzielt, die unterhalb der Umfangsgeschwindigkeit der Saugwalze liegt. Die Papierlaufgeschwindigkeit schwankt somit ständig um einen Mittelwert, wobei die Amplitude dieser Geschwindigkeitsschwankungen im direkten Verhältnis zur Länge eines Einzelblättchens und dem Abstand der portionsweise transportierten Tabakartikel steht.
- Da zur Erzeugung der Schwankungen der Papierlaufgeschwindigkeit periodisch die Papierlauflänge zwischen Leimapparat und Saugwalze variiert wird, kommt es zu Zugkraftschwankungen im Papierlauf und zu Rückwirkungen auf den Beleimungsvorgang. Oberhalb einer bestimmten Amplitude ist dieses Verfahren zur Geschwindigkeitsanpassung von Papierlauf und Tabakartikel durch Anpassung der Papierlaufgeschwindigkeit an einer Grenze angelangt, die durch die Zugfestigkeit des Belagmaterials und die Güte der Beleimung gegeben ist.
- In DE-A-196 26 679 ist eine Filteransetzmaschine für eine Doppelstrang-Zigarettenherstellungsmaschine beschrieben, bei der zwei verschiedene Förderwege der Tabakartikel für das Anheften und das Umrollen des Belagblättchens vorgesehen sind.
- Aus EP-A-1 108 369 ist bekannt, Zigaretten-Filter-ZigarettenGruppen mit einem Belagblättchen zu versehen, indem nur jede erste Gruppe einer Folge von Zigarette-Filter-Zigarette-Gruppen auf einer ersten Trommel mit einem Belagblättchen eines ersten Belagapparates versehen wird und jede zweite Gruppe aus dem Förderweg der ersten Gruppe herausgefördert wird und auf einer zweiten Trommel mit einem Belagblättchen eines zweiten Belagapparates versehen wird. Die Umrollung der beiden separaten Gruppen mit den Blättchen erfolgt ebenfalls in getrennten Rolleinrichtungen. Erst nach der jeweiligen Umrollung werden die Gruppen wieder zu einer alternierenden Folge von Gruppen zusammengeführt.
- Ausgehend von diesem Stand der Technik ist es Aufgabe der vorliegenden Erfindung, eine hohe Produktqualität von Rauchartikeln, auch bei höheren Produktionsleistungen, an einer Filteransatzmaschine zu gewährleisten, wobei der Aufwand für die Konstruktion möglichst gering gehalten werden soll.
- Gelöst wird diese Aufgabe durch ein Verfahren zum Vereinigen von Rauchartikelkomponenten, bei dem die Artikel einer ersten und zweiten Gruppe mit Zigarette-Mundstück-Zigarette-Gruppen jeweils einer Belageinrichtung zugeführt werden und jeweils mit einem Verbindungsblättchen versehen werden, die Artikel der ersten und zweiten Gruppe einer gemeinsamen Rolleinrichtung zugestellt werden und die Artikel der ersten und zweiten Gruppe in der Rolleinrichtung von den Verbindungsblättchen umwickelt werden.
- Mittels des erfindungsgemäßen Verfahrens ist es möglich, eine einbahnige Filteransetzmaschine mit einer hohen Produktionsgeschwindigkeit zu betreiben, da die Belagpapierzuführung zu den Artikeln doppelt ausgebildet ist, so dass die eine Hälfte der Artikel (erste Gruppe) von einem Belagapparat und die andere Hälfte (zweite Gruppe) von einem anderen Belagapparat mit Verbindungsblättchen versehen wird. Durch die nachfolgende einbahnige Umrollung der Artikel ist außerdem ein einfacherer Aufbau, als aus dem Stand der Technik bekannt, möglich, bei gleichzeitiger kompakterer Bauweise. Durch das Vorsehen nur einer einzigen Rolleinrichtung werden außerdem Kosten gespart.
- Dazu ist vorgesehen, dass die Artikel der ersten und zweiten Gruppe zunächst einer ersten Belageinrichtung zugeführt werden, die Artikel der ersten Gruppe mit einem Verbindungsblättchen von der ersten Belageinrichtung versehen werden, nachfolgend die Artikel der ersten und zweiten Gruppe auf verschiedenen Förderwegen der gemeinsamen Rolleinrichtung zugestellt werden, wobei die Artikel der zweiten Gruppe auf ihrem Förderweg einer zweiten Belageinrichtung zugeführt und jeweils mit einem Verbindungsblättchen versehen werden.
- Insbesondere wird die Fördergeschwindigkeit der Artikel der ersten und/oder der zweiten Gruppe vor und/oder nach der Übergabe des jeweiligen Verbindungsblättchens variiert. Somit ist eine Anpassung der Geschwindigkeitsverhältnisse der transportierten Artikel zur Belagpapierzuführung durch eine gezielte Steuerung der Geschwindigkeit der Tabakartikel möglich. Die Anpassung kann vor, während und nach dem Anklebevorgang der Verbindungsblättchen erfolgen, unabhängig von ihrer Geschwindigkeit im restlichen Produktionsfluß und der Papierlaufgeschwindigkeit in der Filteransetzmaschine. Während der Geschwindigkeitsänderung werden die Tabakartikel einzeln, in Paaren oder beliebigen Vielfachen zusammengefasst und bewegt. Dabei ändert sich nicht nur die Geschwindigkeit, sondern auch der Abstand der Tabakartikel.
- In einer Weiterbildung werden die Artikel der ersten und/oder zweiten Gruppe vor der Übergabe des Verbindungsblättchens abgebremst.
- Weiterhin werden die Artikel der ersten und/oder zweiten Gruppe nach der Übergabe des Verbindungsblättchens beschleunigt.
- Die Geschwindigkeitsänderung kann sowohl eine Reduzierung als auch eine Erhöhung der Geschwindigkeit der transportierten Tabakartikel relativ zu ihrer Ausgangsgeschwindigkeit bzw. mittleren Transportgeschwindigkeit bedeuten. Entscheidend ist die funktionelle Trennung der Geschwindigkeitsänderung im Papierlauf von der Transportgeschwindigkeit und dem Abstand der mit dem Belagpapierblättchen zu beklebenden Tabakartikeln. Die Gleichheit der Transportgeschwindigkeit von Papier und Tabakartikeln ist örtlich und zeitlich betrachtet nur für den Anklebevorgang der Belagblättchen an die Artikel der ersten und/oder zweiten Gruppe erforderlich. Somit werden die Geschwindigkeitsverhältnisse in der Belagpapierzuführung auf die Geschwindigkeiten beim Transport der zu beklebenden Tabakartikeln abgestimmt.
- Durch die Geschwindigkeitsvariationen ist es außerdem möglich, den Abstand der zu transportierenden Tabakartikel während des Anklebevorgangs zu verringern und dadurch den Produktionsprozess zu stabilisieren. Gleichzeitig wird der erforderliche Abstand zur Vereinzelung der Belagpapierblättchen minimiert, wobei die durch das Zurückziehen des Papiers (durch den Oszillator des Belagapparates) erzeugten Geschwindigkeitsänderungen im Papierlauf verringert werden. Dadurch entstehen weniger Zugkraftschwankungen im Papierlauf zwischen dem Leimauftragsort und dem Schnitt des Belagpapierstreifens. Insgesamt ergibt sich ein verbesserter Leimauftrag, ein präziseres Leimbild, eine geringere Verschmutzung, geringere Papierrisswahrscheinlichkeit und ein verbesserter Schnitt. Somit gewährleistet die Erfindung eine sichere und stabile Produktion bei gleichzeitiger geringerer Empfindlichkeit des Verfahrens auf Schwankungen der Eigenschaften des Produktionsmaterials.
- Eine weitere Verbesserung wird dadurch erreicht, dass die Verbindungsblättchen nach der Übergabe an die Artikel der ersten und/oder zweiten Gruppe teilweise angelegt werden. Das Anlegen eines freien Endes des Verbindungsblättchens an eine Zigarette-Filterstück-Zigarette-Gruppe ist in der europäischen Patentanmeldung Nr. 020 235 24.8 beschrieben. Für das Anlegen des einen freien Endes eines Verbindungsblättchens an einen Tabakartikel ist hierfür ein Faltstern oder sogen. Rollstern vorgesehen.
- In einer Weiterbildung werden die Artikel der zweiten Gruppe von der gemeinsamen Fördertrommel für die Artikel der ersten und zweiten Gruppe entnommen. Hierbei werden die Artikel der ersten und zweiten Gruppe vor der Entnahme der Artikel der zweiten Gruppe dem Belagapparat für die erste Gruppe zugeführt.
- Des weiteren werden vorteilhafterweise die Artikel der ersten und zweiten Gruppe bei der Zusammenführung der Artikelgruppen alternierend auf einer Fördertrommel angeordnet, so dass die Artikel der gemeinsamen Rolleinrichtung zugeführt werden.
- Insbesondere werden die Verbindungsblättchen an die Artikel der ersten und/oder zweiten Gruppe mit einer konstanten Geschwindigkeit übergeben.
- Die Aufgabe wird ferner gelöst mittels einer Maschine der tabakverarbeitenden Industrie, insbesondere Filteransetzmaschine, die dadurch weitergebildet ist, dass für die Artikel einer ersten und zweiten Gruppe von Zigaretten-Mundstück-Gruppen jeweils eine Belageinrichtung und eine gemeinsame Rolleinrichtung vorgesehen sind.
- Zur Anpassung der Geschwindigkeitsverhältnisse der Belagapparate und der Fördertrommeln ist vorgesehen, dass für den Belegvorgang der Artikel mit einem Verbindungsblättchen wenigstens eine Fördertrommel vorgesehen ist, deren Teilungsabstände für die Artikel der ersten und/oder zweiten Gruppe veränderbar sind.
- Um die Teilungsabstände für die Artikel zu verändern, ist vorteilhafterweise die Fördertrommel als Ärmchentrommel ausgebildet. Hierbei weist die Fördertrommel Ärmchen, Hebel oder dergleichen auf, deren Teilungsabstand in Förderrichtung variierbar ist, so dass die transportierten Artikel relativ zur (mittleren) Fördergeschwindigkeit einer Fördertrommel beschleunigt oder abgebremst werden.
- In einer alternativen Weiterbildung ist die Fördertrommel mit, insbesondere schwenkbaren, Hebelsegmenten versehen. Die Hebelsegmente sind vorzugsweise schwenkbar auf einem Trommelkörper angeordnet, wobei durch Verschwenkung der Hebelsegmente während der Rotation der Fördertrommel die transportierten Artikel bezogen auf die Rotationsgeschwindigkeit der Fördertrommel beschleunigt oder abgebremst werden.
- Weiterhin ist es von Vorteil, wenn wenigstens ein Anlegeorgan für wenigstens ein freies Ende eines Blattblättchens an die Artikel der ersten und/oder zweiten Gruppe vorgesehen ist, so dass der Teilungsabstand auf einer Fördertrommel der teilverbundenen Komponenten verringert wird und das Belagblättchen besser bei der nachfolgenden Umrollung an die Artikelgruppen angeklebt wird.
- In einer bevorzugten Ausgestaltung ist eine Multifunktionstrommel für die Artikel der ersten und zweiten Gruppe vorgesehen.
- Insbesondere ist die Multifunktionstrommel derart ausgebildet, dass wenigstens ein freies Ende eines Belagblättchens an eine Artikelgruppe angelegt wird und eine weitere Artikelgruppe von einer Fördertrommel entnommen wird. In diesem Fall vereinigt diese Multifunktionsfördertrommel die Funktion eines Anlegeorgans und einer Entnahmetrommel. Durch die Ausübung beider Funktionen, die gleichzeitig ausführbar sein können, werden Produktionsabläufe an der Maschine verkürzt. Daneben werden Kosten eingespart, da anstelle zweier Arbeitsorgane nur noch ein Arbeitsorgan nötig ist.
- Außerdem wird eine Fördertrommel für Artikel der tabakverarbeitenden Industrie dargestellt, die dadurch weitergebildet ist, dass schwenkbare Hebelsegmente für die Artikel vorgesehen sind. Durch die Hebelsegmente sind die Teilungsabstände zwischen den Artikeln bzw. Artikelgruppen veränderbar, so dass die Artikel auf einer Fördertrommel beschleunigt oder abgebremst werden. Zur Vermeidung von Wiederholungen wird auf die Ausführung zu den oben beschriebenen Hebelsegmenten explizit verwiesen.
- Ferner weisen die Hebelsegmente Mulden für die Artikel auf, so dass die Artikel schonend an einer Filteransetzmaschine transportierbar sind.
- Ferner ist es günstig, wenn der Abstand zweiter Mulden auf einem Hebelsegment größer als das freie Ende eines Belagblättchens zwischen den Artikeln ist.
- Vorzugsweise ist wenigstens ein Distanzhalter am Hebelsegment für das Halten eines freien Endes des Belagblättchens vorgesehen.
- Die Erfindung wird nachfolgend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen exemplarisch beschrieben, auf die im übrigen bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich verwiesen wird. Es zeigen:
- Fig. 1
- eine Filteransetzmaschine mit zwei Belagpapieraggregaten in einer schematischen Vorderansicht im Ausschnitt;
- Fig. 2
- eine erfindungsgemäße Trommelanordnung im Ausschnitt;
- Fig. 3
- eine weitere erfindungsgemäße Trommelanordnung in einer alternativen Ausführung und
- Fig.4a, 4b
- Detailansichten eines Hebelsegments in einer Vorderansicht und im Querschnitt.
- In den Zeichnungen sind gleiche oder gleichartige Elemente und/oder Teile mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.
- In Fig. 1 ist eine Filteransetzmaschine in einer Vorderansicht ausschnittsweise dargestellt, wobei die Filteransetzmaschine über eine Trommelanordnung T zur Zuführung von Tabakstöcken von einer hier nicht dargestellten Zigarettenstrangmaschine Tabackstöcke doppelter Gebrauchslänge empfängt. Auf ihrem Förderweg zu einer Zusammenstelltrommel 21 werden die Tabakstöcke geschnitten und gespreizt. Auf der Zusammenstelltrommel 21 werden über eine weitere Trommelanordnung M doppeltlange Filterstücke transportiert, die jeweils zwischen zwei längsaxial beabstandete Tabakstöcke eingefügt werden. Hierdurch wird auf der Zusammenstelltrommel 21 eine Folge von queraxial hintereinander angeordneten Zigarette-Mundstück-Zigarette-Gruppen gebildet.
- Die zusammengestellten Artikel 50, 60 (siehe Fig. 2 bzw. Fig. 3) auf der Zusammenstelltrommel 21 werden an eine Fördertrommel 22 übergeben und zu einem Belagapparat 10.1 für die erste Gruppe 50 transportiert. In DE-C-39 18 137 ist ausführlich ein Belagapparat beschrieben.
- Der beleimte und geförderte Belagpapierstreifen wird auf einer Schneidtrommel 12.1 von den Messern einer Messertrommel 13.1 in Belagblättchen 40.1 (siehe Fig. 2, 3) zerschnitten. Die geschnittenen Belagblättchen 40.1 werden an die Artikel 50 einer ersten Gruppe auf der Fördertrommel 22 übergeben.
- Anschließend werden die Artikel 50, 60 (siehe Fig. 2) zu einem Faltstern 23.1 weitertransportiert, der das vordere Ende des Belagpapierblättchens 40.1 an die Artikel 50 anlegt. Nachfolgend werden die Artikel 50, 60 weitergefördert und einer Entnahmetrommel 24 zugeführt, wobei die Entnahmetrommel 24 die Artikel 60 der zweiten Gruppe von der Trommel 22 entnimmt, die nicht mit einem Verbindungsblättchen versehen sind.
- Die Entnahmetrommel 24 übergibt die entnommenen Artikel 60 der zweiten Gruppe an eine Fördertrommel 25, die die Artikel 60 der zweiten Gruppe zu einem zweiten Belagapparat 10.2 transportiert (siehe Fig.2). Der zweite Belagapparat 10.2 verfügt über eine Messerwalze 13.2, die den Belagpapierstreifen im Zusammenwirken mit einer Saugwalze 12.2 schneidet. Die geschnittenen Verbindungsblättchen werden an die Tabakartikel bzw. Zigarette-Mundstück-Zigarette-Gruppen 60 übergeben und angeheftet. Das vordere Ende des Verbindungsblättchens wird danach mittels eines Faltsterns 23.2 an den Artikeln 60 auf der Fördertrommel 25 angelegt. Die Fördertrommel 25 fördert die Artikel 60 der zweiten Gruppe zu einer Trommel 26.
- Die Fördertrommel 26 nimmt gleichzeitig die auf der Fördertrommel 22 weitertransportierten Artikel 50 der ersten Gruppe auf, so dass die Artikel der ersten (50) und der zweiten (60) Gruppe alternierend auf der Trommel 26 angeordnet werden. Nachfolgend werden die Artikel der ersten und der zweiten Gruppe 50, 60 zu einer Rolleinrichtung 27 mit einem Rollklotz transportiert, so dass die Verbindungsblättchen vollständig um die Zigarette-Mundstück-Zigarette-Gruppen 50, 60 herumgewickelt werden. Die fertig umwickelten Artikel 50, 60 werden nachfolgend an eine Fördertrommel 28 und eine weitere Fördertrommel 29 übergeben und für den weiteren Bearbeitungsprozess an einer Filteransetzmaschine bereitgestellt.
- In Fig. 2 ist eine Detailansicht der Förderung von Artikeln einer ersten und einer zweiten Gruppe 50, 60 von Zigarette-Mundstück-Zigarette-Gruppen von der Zusammenstelltrommel 21 zu der Entnahmetrommel 24 im Detail schematisch dargestellt.
- Von der Zusammenstelltrommel 21 werden Artikel 50, 60 an die Fördertrommel 22 übergeben. Die Fördertrommel 22 verfügt über bewegliche Ärmchen mit Aufnahmemulden für die Artikel 50, 60, so dass der Abstand zwischen den alternierend angeordneten Artikeln 50, 60 veränderbar ist und dabei eine Geschwindigkeitsanpassung der Artikel 50, 60 auf der Fördertrommel 22 an die Geschwindigkeit der Saugwalze 12.1 stattfindet. Dies wird dadurch erreicht, dass vor der Übergabe des Verbindungsblättchens 40.1 an die Artikel 50, 60 die entsprechenden Artikel 50, 60 verlangsamt werden, so dass im Übergabepunkt des Verbindungsblättchens 40.1 an die Artikel 50 das Verbindungsblättchen 40.1 und der jeweilige Artikel 50 die gleiche Geschwindigkeit haben. Nach der Übergabe des Verbindungsblättchens 40.1 werden die Artikel 50, 60 auf der Fördertrommel 22 beschleunigt. Anschließend wird das vordere Ende des Verbindungsblättchens 40.1 mittels des Faltsterns 23.1 an den Artikel 50 angelegt. Während die Artikel 50 mit ihrem Verbindungsblättchen 40.1 auf der Trommel 22 zu der Trommel 26 (Fig. 1) transportiert werden, werden die noch nicht mit einem Verbindungsblättchen versehenen Artikel der zweiten Gruppe 60 von der Entnahmetrommel 24 an eine Fördertrommel 25 (Fig. 1) gefördert.
- Die Abbrems- und Beschleunigungsvorgänge werden unabhängig von der Fördergeschwindigkeit der Trommel 22 im wesentlichen im Bereich des Übergabepunktes des Verbindungsblättchens 40.1 an die Artikel 50 ausgeführt, jedoch auch zur Anpassung der Geschwindigkeiten bei der Aufnahme bzw. Abgabe der Artikel 50, 60 und dem Anlegen des Belagblättchens 40.1 an die Artikelgruppe 50 ausgeführt.
- In einer hier nicht dargestellten Weiterbildung sind die Ärmchen so ausgebildet, dass mehrere Artikel 50, 60 von einem Ärmchensegment aufgenommen werden. Insbesondere können jeweils ein Artikel der ersten Gruppe und ein Artikel der zweiten Gruppe 60 auf einen Ärmchensegment in Mulden angeordnet werden. Der Abstand der Mulden ist dabei derart ausgebildet, dass bei Anbringen des Belagblättchens 40.1 an die Artikel der ersten Gruppe 50 das freie Ende des Verbindungsblättchens zwischen den Artikeln 50, 60 die vorauseilenden bzw. nacheilenden Artikel jeweils nicht berührt.
- Durch die Veränderung des Abstandes zwischen den Artikeln der ersten Gruppe 50 und den Artikeln der zweiten Gruppe 60 wird außerdem ein ausreichender Abstand geschaffen, so dass die Verbindungsblättchen 40.1 vom ersten Belagapparat 10.1 an die Artikel 50 angelegt werden, ohne dass die Verbindungsblättchen 40.1 die Artikel der anderen Gruppe 60 berühren.
- In Fig. 3 ist eine alternative Ausführungsform gezeigt, wobei das Anlegen des vorderen Endes des Verbindungsblättchens 40.1 an die Artikel 50 mittels eines Anlegeorgans 33 erfolgt und das Anlegeorgan 33 derart ausgebildet ist, dass die nicht mit einem Verbindungsblättchen versehenen Artikel 60 gleichzeitig entnommen werden. Das Anlegeorgan 33 hat somit die Funktionen des Faltsterns 23.1 aus Fig. 2 und der Entnahmetrommel 24 vereint. Zur Anpassung der Geschwindigkeiten der Artikel 50, 60 relativ zu den Fördergeschwindigkeiten der Verbindungsblättchen 40.1, 40.2 sind auf den Fördertrommeln 22 bzw. 25 Hebelsegmente 35 bzw. 36 vorgesehen, so dass durch das Verschwenken der Hebelsegmente 35 bzw. 36 die Geschwindigkeiten der transportierten Artikel 50, 60 vor dem Übergabepunkt der jeweiligen Verbindungsblättchen 40.1, 40.2 an die Artikel 50, 60 verlangsamt werden und nach der Übergabe der Verbindungsblättchen 40.1, 40.2 beschleunigt werden. Hierfür sind die Trommeln 22, 25 funktionsgleich ausgebildet.
- Das Hebelsegment 35 der Fördertrommel 22 weist für den Transport der beiden Artikelgruppen 50, 60 jeweils eine Aufnahme für die Artikeigruppe 50 und eine Aufnahme für die Artikelgruppe 60 auf. Der Abstand der Aufnahmemulden auf dem Hebelsegment 35 ist so bestimmt, dass nach Anlegen des Verbindungsblättchens 40.1 das nachlaufende Ende des Verbindungsblättchens 40.1 die hintere Artikelgruppe 60 nicht berührt. Das Hebelsegment 36 der Fördertrommel 25 weist dagegen nur eine Aufnahme für die Artikelgruppe 60, da über den Förderweg der Artikelgruppe 60 die noch nicht mit einem Verbindungsblättchen versehenen Artikel 60 der zweiten Belagvorrichtung 10.2 (siehe Fig. 1) zugeführt werden. Die Hebelsegmente 35, 36 sind auf einem Teilkreis der Fördertrommel 22 bzw. 25 schwenkbar angeordnet und weisen eine zum Trommelinneren sich verjüngende Form auf. Außerdem weisen die Hebelsegmente 35, 36 dornartige Distanzhalter 39 auf, so dass ein Aufliegen der Verbindungsblättchen 40.1, 40.2 auf den Hebelsegmenten verhindert wird.
- In den Fig. 4a, 4b sind im Ausschnitt die Hebelsegmente 35 der Fördertrommel 22 in einer Vorderansicht bzw. in einer Querschnittsdarstellung gezeigt. Die Hebelsegmente 35 sind mit zwei Aufnahmen für die Artikel 50, 60 ausgebildet, die von der Zusammenstelltrommel 21 übernommen werden. Die Hebelsegmente 35 sind um eine Schwenkachse 37, die parallel zur Drehachse der Trommel 22 ausgerichtet ist, schwenkbar. Die Verschwenkung des Hebelsegmentes 35 während der Rotation der Trommel 22 erfolgt mittels eines Führungsgetriebes 38 (Fig. 4b), bei dem eine Kurvenscheibe in einer Kurvenbahn maschinenseitig geführt wird. Das Hebelsegment 36 der Trommel 25 ist analog und funktionsgleich ausgebildet, wobei Aufnahmen nur für eine Artikelgruppe 60 vorgesehen sind.
- Jedes Hebelsegment 35 weist jeweils eine Aufnahmemulde für einen Artikel der ersten Gruppe 50 und einen Artikel der zweiten Gruppe 60 auf. Zwischen den Aufnahmen sind Distanzhalter 39 vorgesehen, die nach Anlegen des Verbindungsblättchens 40.1 an die Artikel der ersten Gruppe 50 ein Aufliegen des Verbindungsblättchens auf das Hebelsegment vermeidet. Der Abstand zwischen den Aufnahmemulden ist so bestimmt, dass das nachlaufende Ende des Verbindungsblättchens 40.1 die Artikelgruppe 60 nicht berührt.
- In weiteren, hier nicht dargestellten Ausführungsformen können die Artikel 50, 60 auf der Trommel 22 auf radial und/oder tangential beweglichen oder bewegbaren Hebeln angeordnet werden.
- Durch den Gegenstand der vorliegenden Erfindung ist es möglich, die Filteransetzgeschwindigkeit einer Filteransetzmaschine bei einer hohen Formatflexibilität zu erhöhen, da das Belagpapier für die zu umwickelnden Tabakartikel zweibahnig zugeführt wird und die mit einem Verbindungsblättchen versehenen Zigarette-Filter-Zigarette-Gruppen einbahnig auf einer gemeinsamen Rolleinrichtung umrollt werden.
-
- 10.1
- Belagapparat
- 10.2
- Belagapparat
- 12.1
- Saugwalze
- 12.2
- Saugwalze
- 13.1
- Messerwalze
- 13.2
- Messerwalze
- 21
- Zusammenstelltrommel
- 22
- Fördertrommel
- 23.1
- Faltstern
- 23.2
- Faltstern
- 24
- Entnahmetrommel
- 25
- Fördertrommel
- 26
- Trommel
- 27
- Rolleinrichtung
- 28
- Trommel
- 29
- Trommel
- 33
- Entnahmetrommel
- 35
- Hebelsegment
- 36
- Hebelsegment
- 37
- Schwenkachse
- 38
- Führungsgetriebe
- 39
- Distanzhalter
- 40.1
- Verbindungsblättchen
- 40.2
- Verbindungsblättchen
- 50
- Tabakartikel (Zigarette-Mundstück-Zigarette-Gruppe)
- 60
- Tabakartikel (Zigarette-Mundstück-Zigarette-Gruppe)
- M
- Trommelanordnung (Mundstück)
- T
- Trommelanordnung (Tabakstöcke)
Claims (17)
- Verfahren zum Vereinigen von Rauchartikelkomponenten (50, 40.1, 60, 40.2), wobei Artikel einer ersten und zweiten Gruppe mit Zigarette-Mundstück-Zigarette-Gruppen (50,60) jeweils einer Belageinrichtung (10.1, 10.2) zugeführt werden und jeweils mit einem Verbindungsblättchen (40.1, 40.2) versehen werden, die Artikel der ersten und zweiten Gruppe (50, 60) einer gemeinsamen Rolleinrichtung (27) zugestellt werden und die Artikel der ersten und zweiten Gruppe (50, 60) in der Rolleinrichtung (27) von den Verbindungsblättchen (40.1, 40.2) umwickelt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Artikel der ersten und zweiten Gruppe (50, 60) zunächst der ersten Belageinrichtung (10.1) zugeführt werden, die Artikel der ersten Gruppe (50) mit einem Verbindungsblättchen von der ersten Belageinrichtung (10.1) versehen werden, nachfolgend die Artikel der ersten und zweiten Gruppe (50, 60) auf verschiedenen Förderwegen der gemeinsamen Rolleinrichtung (27) zugestellt werden, wobei die Artikel der zweiten Gruppe (60) auf ihrem Förderweg einer zweiten Belageinrichtung (10.2) zugeführt und mit einem Verbindungsblättchen versehen werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Fördergeschwindigkeit der Artikel der ersten und/oder zweiten Gruppe (50, 60) vor und/oder nach dem Übergabepunkt des jeweiligen Verbindungsblättchens (40.1, 40.2) variiert wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Artikel der ersten und/oder zweiten Gruppe (50, 60) vor der Übergabe des Verbindungsblättchens (40.1, 40.2) abgebremst werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Artikel der ersten und/oder zweiten Gruppe (50, 60) nach der Übergabe des Verbindungsblättchens (40.1, 40.2) beschleunigt werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Verbindungsblättchen (40.1, 40.2) nach der Übergabe an die Artikel der ersten und/oder zweiten Gruppe (50, 60) teilweise angelegt werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Artikel der zweiten Gruppen (60) von der gemeinsamen Fördertrommel (22) für die Artikel der ersten und zweiten Gruppe (50, 60) entnommen werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Artikel der ersten und zweiten Gruppe (50, 60) vor der Übergabe des Verbindungsblättchens (40.1, 40.2) an die erste Gruppe (50) alternierend auf einer Fördertrommel (22) angeordnet werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Artikel der ersten und zweiten Gruppe (50, 60) bei der Zusammenführung der Artikelgruppen alternierend auf einer Fördertrommel (26) angeordnet werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Verbindungsblättchen (40.1, 40.2) an die Artikel der ersten und/oder zweiten Gruppe (50, 60) mit einer konstanten Geschwindigkeit übergeben werden.
- Maschine der tabakverarbeitenden Industrie, insbesondere Filteransetzmaschine, dadurch gekennzeichnet, dass für die Artikel einer ersten und zweiten Gruppe (50, 60) von Zigarette-Mundstück-Zigarette-Gruppen jeweils eine Belageinrichtung (10.1, 10.2) und eine gemeinsame Rolleinrichtung (27) vorgesehen sind.
- Maschine nach Anspruch 11, dadurch gekennzeichnet, dass für den Belegvorgang wenigstens eine Fördertrommel (22, 25) vorgesehen ist, deren Teilungsäbstände für die Artikel der ersten und/oder zweiten Gruppe (50, 60) veränderbar sind.
- Maschine nach Anspruch 12, dadurch gekennzeichnet, dass die Fördertrommel (22, 25) als Ärmchentrommel ausgebildet ist.
- Maschine nach Anspruch 12, dadurch gekennzeichnet, dass die Fördertrommel (22, 25) mit, insbesondere schwenkbaren, Hebelsegmenten (35, 36) versehen ist.
- Maschine nach einem oder mehreren der Ansprüche 11 bis 14, dadurch gekennzeichnet, dass wenigstens ein Anlegeorgan (22.1., 23.2, 33) für wenigstens ein freies Ende eines Belagblättchens (40.1, 40.2) an die Artikel der ersten und/oder zweiten Gruppe (50, 60) vorgesehen ist.
- Maschine nach einem oder mehreren der Ansprüche 11 bis 15, dadurch gekennzeichnet, dass wenigstens eine Multifunktionstrommel (33) für die Artikel der ersten und zweiten Gruppe 50, 60) vorgesehen ist.
- Maschine nach Anspruch 16, dadurch gekennzeichnet, dass die Multifunktionstrommel (33) derart ausgebildet ist, dass wenigstens ein freies Ende eines Belagblättchens (40.1) an einer Artikelgruppe (50) angelegt wird und eine weitere Artikelgruppe (60) von einer Fördertrommel (22) entnommen wird.
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50310723T DE50310723D1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| AT05017351T ATE412346T1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige artikel der tabak verarbeitenden industrie |
| EP03008450A EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
| DE50303565T DE50303565D1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
| AT03008450T ATE327688T1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum vereinigen von rauchartikelkomponenten |
| ES03008450T ES2262920T3 (es) | 2003-04-11 | 2003-04-11 | Procedimiento para la union de componentes de articulos de fumador. |
| EP05017351A EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| US10/817,921 US20040200486A1 (en) | 2003-04-11 | 2004-04-06 | Method for combining smoking article components |
| PL367124A PL210063B1 (pl) | 2003-04-11 | 2004-04-08 | Sposób łączenia elementów składowych artykułów wytwarzanych w przemyśle tytoniowym, maszyna stosowana w przemyśle tytoniowym, zwłaszcza osadzarka filtrów, bęben wielofunkcyjny dla artykułów wytwarzanych w przemyśle tytoniowym oraz podajnik bębnowy dla artykułów wytwarzanych w przemyśle tytoniowym |
| JP2004114926A JP2004337162A (ja) | 2003-04-11 | 2004-04-09 | 喫煙物品成分の一体化方法 |
| CNB2004100343262A CN100415129C (zh) | 2003-04-11 | 2004-04-12 | 将烟制品组成部分连接在一起的方法和烟草加工业的机器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03008450A EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Division EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1466535A1 EP1466535A1 (de) | 2004-10-13 |
| EP1466535B1 true EP1466535B1 (de) | 2006-05-31 |
Family
ID=32865004
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Expired - Lifetime EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
| EP03008450A Expired - Lifetime EP1466535B1 (de) | 2003-04-11 | 2003-04-11 | Verfahren zum Vereinigen von Rauchartikelkomponenten |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05017351A Expired - Lifetime EP1595463B1 (de) | 2003-04-11 | 2003-04-11 | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20040200486A1 (de) |
| EP (2) | EP1595463B1 (de) |
| JP (1) | JP2004337162A (de) |
| CN (1) | CN100415129C (de) |
| AT (2) | ATE327688T1 (de) |
| DE (2) | DE50303565D1 (de) |
| ES (1) | ES2262920T3 (de) |
| PL (1) | PL210063B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011007091A1 (de) | 2011-04-08 | 2012-10-11 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| CN103491812A (zh) * | 2011-04-14 | 2014-01-01 | 豪尼机械制造股份公司 | 烟草加工业的棒形制品的输送 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354135B4 (de) * | 2003-11-19 | 2009-12-10 | Hauni Maschinenbau Ag | Anordnung zur Herstellung von Filterzigaretten |
| ITBO20040521A1 (it) * | 2004-08-09 | 2004-11-09 | Gd Spa | Metodo e macchina per realizzazione di sigarette col filtro |
| DE102005012810A1 (de) | 2005-03-17 | 2006-10-05 | Hauni Maschinenbau Ag | Verfahren zur Herstellung von Filterzigaretten |
| DE102005019682A1 (de) * | 2005-04-26 | 2006-11-09 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie |
| DE102005027554B4 (de) * | 2005-06-14 | 2007-11-22 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie mit Hebelsegmenten |
| DE102005031701A1 (de) * | 2005-07-05 | 2007-01-11 | Hauni Maschinenbau Ag | Selbstreinigende Filteransetzmaschine |
| DE102006019329A1 (de) | 2006-04-24 | 2007-10-25 | Hauni Maschinenbau Ag | Abstandshalter einer Fördertrommel der Tabak verarbeitenden Industrie |
| DE102007002491B3 (de) | 2007-01-11 | 2007-10-11 | Hauni Maschinenbau Ag | Fördern und Übergabe eines stabförmigen Artikels der Tabak verarbeitenden Industrie |
| GB0809135D0 (en) | 2008-05-20 | 2008-06-25 | British American Tobacco Co | Apparatus and method for making a smoking article |
| DE102008035383B4 (de) * | 2008-07-29 | 2013-02-07 | Hauni Maschinenbau Ag | Fördertrommeln der Tabak verarbeitenden Industrie |
| DE102008063847B4 (de) | 2008-12-19 | 2010-08-05 | Hauni Maschinenbau Ag | Taumelscheibe, Fördertrommel und Maschine der Tabak verarbeitenden Industrie |
| US10888110B2 (en) | 2013-03-15 | 2021-01-12 | Hauni Maschinenbau Gmbh | Modular machine for processing and/or testing rod-shaped articles, and related methods |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1173006B (de) * | 1957-01-02 | 1964-06-25 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Hintereinanderstaffeln von von stabfoermigen Gegenstaenden, etwa Filterstaeben abzuschneidenden Stab-, etwa Filterstabteilen |
| US3010561A (en) * | 1957-12-26 | 1961-11-28 | Koerber & Co Kg | Filter mouthpiece cigarette making machines |
| GB1046538A (en) * | 1964-08-04 | 1966-10-26 | Tabak & Ind Masch | Apparatus for wrapping sheets around tubes such as cigarettes |
| FR1414956A (fr) * | 1964-08-04 | 1965-10-22 | Tabak & Ind Masch | Dispositif pour enrouler une petite feuille de liaison autour de groupes formés de préférence par une embouchure double de cigarette et deux cigarettes |
| DE1258773B (de) * | 1964-11-14 | 1968-01-11 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Umrollen von stabfoermigen Tabakartikeln, wie Zigaretten, und von Filtern mit einem Umhuellungsblatt |
| US4745932A (en) * | 1985-07-10 | 1988-05-24 | G.D. Societa Per Azioni | Filter assembly machine |
| US4841993A (en) * | 1987-03-03 | 1989-06-27 | Korber Ag | Method of and machine for making filter cigarettes |
| IT1207721B (it) * | 1987-06-08 | 1989-05-25 | Gd Spa | Macchina mettifiltro |
| IT1229428B (it) * | 1988-06-11 | 1991-08-08 | Hauni Werke Koerber & Co Kg | Dispositivo di taglio. |
| IT1259802B (it) * | 1992-11-20 | 1996-03-26 | Gd Spa | Dispositivo di rullatura per macchine mettifiltro. |
| IT1266304B1 (it) * | 1993-04-23 | 1996-12-27 | Gd Spa | Metodo per la realizzazione di sigarette col filtro |
| IT1278160B1 (it) * | 1995-01-17 | 1997-11-17 | Gd Spa | Unita' di rullatura per la realizzazione di sigarette col filtro |
| IT1311424B1 (it) * | 1999-12-13 | 2002-03-12 | Gd Spa | Metodo e macchina per la realizzazione di sigarette col filtro. |
| DE10141703A1 (de) * | 2001-08-25 | 2003-03-06 | Hauni Maschinenbau Ag | Übertragungsvorrichtung und Verfahren zum Übertragen von Artikeln der tabakverarbeitenden Industrie |
-
2003
- 2003-04-11 DE DE50303565T patent/DE50303565D1/de not_active Expired - Lifetime
- 2003-04-11 DE DE50310723T patent/DE50310723D1/de not_active Expired - Lifetime
- 2003-04-11 AT AT03008450T patent/ATE327688T1/de not_active IP Right Cessation
- 2003-04-11 ES ES03008450T patent/ES2262920T3/es not_active Expired - Lifetime
- 2003-04-11 AT AT05017351T patent/ATE412346T1/de not_active IP Right Cessation
- 2003-04-11 EP EP05017351A patent/EP1595463B1/de not_active Expired - Lifetime
- 2003-04-11 EP EP03008450A patent/EP1466535B1/de not_active Expired - Lifetime
-
2004
- 2004-04-06 US US10/817,921 patent/US20040200486A1/en not_active Abandoned
- 2004-04-08 PL PL367124A patent/PL210063B1/pl unknown
- 2004-04-09 JP JP2004114926A patent/JP2004337162A/ja not_active Withdrawn
- 2004-04-12 CN CNB2004100343262A patent/CN100415129C/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011007091A1 (de) | 2011-04-08 | 2012-10-11 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| CN103491812A (zh) * | 2011-04-14 | 2014-01-01 | 豪尼机械制造股份公司 | 烟草加工业的棒形制品的输送 |
| CN103491812B (zh) * | 2011-04-14 | 2016-10-05 | 虹霓机械制造有限公司 | 烟草加工业的棒形制品的输送 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004337162A (ja) | 2004-12-02 |
| EP1595463B1 (de) | 2008-10-29 |
| CN100415129C (zh) | 2008-09-03 |
| ES2262920T3 (es) | 2006-12-01 |
| EP1595463A1 (de) | 2005-11-16 |
| PL210063B1 (pl) | 2011-11-30 |
| US20040200486A1 (en) | 2004-10-14 |
| PL367124A1 (en) | 2004-10-18 |
| EP1466535A1 (de) | 2004-10-13 |
| DE50303565D1 (de) | 2006-07-06 |
| DE50310723D1 (de) | 2008-12-11 |
| ATE327688T1 (de) | 2006-06-15 |
| ATE412346T1 (de) | 2008-11-15 |
| CN1541576A (zh) | 2004-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3259999B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1466535B1 (de) | Verfahren zum Vereinigen von Rauchartikelkomponenten | |
| EP2659792B1 (de) | Verfahren und Einrichtung zum Zusammenstellen von Filtersegmentgruppen | |
| DE202012012927U1 (de) | Modul und Anlage zur Herstellung von rauchbaren Artikeln | |
| EP1715767B1 (de) | Herstellung von filterzigaretten an einer doppelbahnigen filteransetzmaschine | |
| EP2688431A1 (de) | Herstellung von filterstopfen bzw. von filterzigaretten | |
| EP1638419B1 (de) | Doppelbahnige filteransetzmaschine und herstellung von filterzigaretten | |
| EP3685684B1 (de) | Herstellung von stabförmigen rauchprodukten | |
| EP1702523B1 (de) | Verfahren zur Herstellung von Filterzigaretten | |
| DE102012207582A1 (de) | Herstellung von Filterzigaretten | |
| EP1510142B1 (de) | Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie | |
| DE102005019681A1 (de) | Rollung von stabförmigen Rauchartikelgruppen | |
| DE2622449A1 (de) | Verfahren und vorrichtung zur herstellung von filterzigaretten | |
| EP2532257B2 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP1493341B1 (de) | Doppelbahnige Filteransetzmaschine | |
| EP2696709B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1588632A1 (de) | Verfahren und Einrichtung zum Fördern von Rauchartikeln | |
| EP2696707B1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1475002B1 (de) | Filteransetzmaschine mit doppelter Belagpapierzufuhr | |
| EP2604131A1 (de) | Betrieb einer Filteransetzmaschine | |
| EP1849371B1 (de) | Abstandhalter einer Fördertrommel der Tabak verarbeitenden Industrie | |
| EP4151098A1 (de) | Rollung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| DE946965C (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten | |
| DE1047694B (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten | |
| DE102004035063A1 (de) | Abstandslose Verbindungsblättchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050315 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060531 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50303565 Country of ref document: DE Date of ref document: 20060706 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000640 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061031 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2262920 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070417 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070418 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20070419 Year of fee payment: 5 |
|
| 26N | No opposition filed |
Effective date: 20070301 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070413 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070411 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080412 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20130423 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140422 Year of fee payment: 12 Ref country code: NL Payment date: 20140417 Year of fee payment: 12 Ref country code: DE Payment date: 20140423 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140411 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50303565 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20150501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151103 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150501 |