EP1361986B1 - Klappdeckelschachtel - Google Patents
Klappdeckelschachtel Download PDFInfo
- Publication number
- EP1361986B1 EP1361986B1 EP02704712A EP02704712A EP1361986B1 EP 1361986 B1 EP1361986 B1 EP 1361986B1 EP 02704712 A EP02704712 A EP 02704712A EP 02704712 A EP02704712 A EP 02704712A EP 1361986 B1 EP1361986 B1 EP 1361986B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- box
- lid
- collar
- front wall
- edges
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6685—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape
- B65D5/6691—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape the container being provided with an internal frame or the like for maintaining the lid in the closed position by friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
- B65D85/1048—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge characterized by the shape of the container
- B65D85/10484—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge characterized by the shape of the container having rounded corners
Definitions
- the invention relates to a hinged lid, in particular for cigarettes, with a lid and box part, whose Rear wall is hinged to the rear wall of the lid part.
- the Box also has a collar with a collar front wall and collar sidewalls and with a cutout in the collar front wall, wherein the collar on the inside of the Box front wall and the box side walls arranged is and partially protrudes from the box part.
- hinged lid or hinged lid boxes are next to soft cup packs the most common cigarette boxes.
- these hinged-lid boxes In the classic shape, these hinged-lid boxes have a rectangular Cross section on, i. the longitudinal edges are approximately at right angles.
- Hinged lid boxes with beveled longitudinal edges i.e. an 8-cornered cross-section
- rounded longitudinal edges With all these hinged-lid boxes the problem arises that, in particular after repeated opening and closing, the Lid does not automatically remain in the closed position, but something opens. This leads to a reinforced Aroma loss, and moreover, can be undesirable Tobacco crumbs, for example, in the pockets of the consumer trickle.
- EP 0 434 962 B1 which discloses a box according to the preamble of claim 1, provides a solution to this problem two-layer lid front wall before.
- the inside of the lid front wall is provided with recesses when closing the Lids with remaining next to the neckline of the collar front wall Come in contact with the edges in such a way that a Part of these edges between the inside and the outside the lid front wall comes to rest. This also happens to increased friction between the lid and collar and thus to a better closure of the lid.
- US 5,478,011 also works with cuts or Recesses on the inside of the lid front wall to a To achieve the most secure closure of the lid. additionally is in this font still an imprint on the inside the lid front wall is described, so that a cavity between the outside and inside of the lid front wall results. This facilitates the insertion of the collar edges between Outside and inside of the lid front wall.
- the object of the present invention is therefore to provide a Hinged lid box, in particular with beveled or rounded longitudinal edges, with secure closure of the lid provide that in the simplest possible way can be produced.
- the broadening can also by the ratio the center height width of the section to the maximum width of the Collar part can be specified in the finished box.
- This is for hinged lid boxes of the state of Technique with rectangular longitudinal edges approx. 0.74 and with beveled or round longitudinal edges approx. 0.69.
- this ratio is greater than 0.76, preferably 0.78 to 0.81, and for the boxes according to the invention with bevelled or round longitudinal edges greater than 0.71, preferably 0.72 to 0.73, be.
- one or more, in particular all longitudinal edges or just the two front longitudinal edges on the side the opening of the hinged lid boxes invention rounded or beveled, because then the remaining edge areas especially next to the neckline of the collar front wall protrude strongly forward and therefore especially good for safe Contribute closure of the lid.
- this effect is not so pronounced, so that for this one larger broadening, in particular from 5 to 10%, is preferred.
- the Blank sheet from which the cigarette box made is, at the edges of the cigarette box forming areas either with grooves or scribe lines.
- the grooves can be made in a mold in which the blank sheet in the relevant places is pressed by a creasing. Located on the opposite side there is a creasing channel in which the material of the blank sheet can be pressed.
- a creasing channel Located on the opposite side there is a creasing channel in which the material of the blank sheet can be pressed.
- a wavy Cross-section a wavy Cross-section.
- An alternative to grooves are scribe lines. This is by a scoring knife, the thickness of the Pack of forming material reduced.
- the blank sheet placed on a smooth surface and with a Scratching knife worked, so that in addition to compression, too to remove material.
- a v-shaped or u-shaped cross section is created.
- the pad does not like in the production of grooves on the the scribe knife opposite points channels, but rather a smooth surface, it comes to a Thickness reduction and not as in the grooves to a deformation without thickness reduction.
- the degree of thickness reduction depends on the material used, but is in the Rule 10 to 80% of the total thickness, preferably 20 to 70%, most preferably 40 to 50%, amount.
- the scribe lines are preferably on the side of the blank sheet, which forms the inside in the finished box. This has the advantage of a more appealing visual appearance of finished box.
- the scribe lines and grooves extend preferably over the entire length of the box, so that completely round or bevelled longitudinal edges obtained become.
- the boxes can be made from the usual materials for cigarette packs be made, such as paper, cardboard, Plastic, plastic or plastic laminate or one of the mentioned materials with an additional metal or Metal oxide coating.
- wide web paper or wide web carton is foldable Material for the lid and the box part as well as the Collar.
- the product-forming Material on a fast moving tape stored. This causes the long fibers in the material preferably oriented in the longitudinal direction. It depends on the cut sheet later along or transversely from the finished Material web is cut, the long fibers are in the Blank sheet transverse to the longitudinal axis of the blank sheet (wide web) or along the longitudinal axis of the blank sheet (narrow web) arranged. The orientation of the fibers transversely to the longitudinal direction The wide sheet blank sheet ensures good flexibility around the transverse axis, but poor bendability around the longitudinal axis.
- Hinged lid boxes with beveled or rounded Long edges are a bit problematic because on the one hand (as above discussed), the restoring forces are increased, on the other hand by the beveled or rounded edges the lateral Surfaces for bonding are smaller than normal Boxes. The residence times during the bonding must therefore be increased, causing a slowdown in production leads.
- the box according to the invention with rounded or bevelled Edges preferred that the restoring forces of Collar part can not be reduced. Therefore, it is preferable that the fold lines of the collar, the bevel or rounding off between collar front wall or collar sidewalls, be formed by grooves, since the outer edges of the Collar front wall then protrude more forward and the friction reinforced in the closed state with the lid inside becomes.
- the collar part can in addition to the described wide-web materials but also the ones commonly used for collars Narrow web materials are used, preferably in turn, in combination with grooves to the restoring forces reduce as little as possible and as effective as possible Ensuring the collar front wall edges are secured.
- a reinforcing panel with at least one, preferably two, recess (s) be formed, which is / are shaped so that when closing the lid part with the edge (s) of the collar edge / Collar edges interact / occur, so that in the closed Condition of the box at least a part of the / Edge / edges between the outside of the lid front wall and the reinforcement field comes to lie / come.
- the recesses essentially V-shaped, their edges arcuate (so that the collar edges are slightly under the reinforcing panel can slide), the lowest point of the recesses lies approximately in the middle of the height of the reinforcement field and the recesses extend starting at the top of the gain field about 50 to 90%, especially 60 to 70%, the Height of this reinforcement field (which in turn the insertion the collar edges between reinforcing panel and lid front panel outside facilitated).
- the thickness of the foldable material has and over the entire upper corner to the edge of the recess and the Upper edge of the gain field extends.
- the production of the boxes according to the invention takes place known manner of blank sheets and separate parts of the collar. That the blank sheets and the collar parts are made of webs cut sheet material stored on rolls, unwound and possibly printed, preferably as a wide-web blank sheets. It usually follows a single operation, at the cut sheets and the collar parts by a scoring knife or a corrugated body treated in the manner described and simultaneously punched and / or cut and possibly be shaped. In this operation, the widened Collar cut received, what procedural simply by appropriate adaptation of the cutting or Punching tool is feasible.
- the carton of the invention used blank sheets an embossing to the edge of the blank sheet have, for manufacturing reasons, first the Be made and then in a separate operation of the Blank sheet cut or punched out.
- By conventional folding and gluing the blank sheets on the side surfaces with simultaneous partial insertion and bonding of the collar with the box front wall and / or the Box sidewalls will then machine the finished cigarette box usually get one in one Innerliner wrapped cigarette group contains.
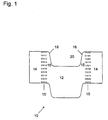
- Fig.1 shows a blank sheet of broad-web paper or -Carton for a collar 10 with collar front wall 12 and collar side walls 14. Rillines 15 are still visible between Collar front wall 12 and the two collar side walls 14. In total, seven creasing lines are 15 for each folding area provided at a distance of about 1 mm parallel to each other run. The entire folding area is therefore 6 mm wide.
- the collar 10 further has the edge regions 16, the through the edges 18 on one side and the folding areas be limited with the grooves 15 on the other side.
- the collar 10 has a cutout 20 which here has a center height of about 34 mm.
- Fig. 2 shows a blank sheet 100 of wide web paper or cardboard for making a cigarette box.
- Main surface fields 40, 42, 44 and 46 with the corresponding side surface panels 41, 43, 45 and 47, which in the finished cigarette box the Box front wall, the box back wall, the lid front wall, the lid rear wall, as well as the side walls of the lid and box part.
- the blank sheet 100 of Fig. 2 has seven substantially Scoring lines running parallel at a distance of approx. 1 mm 52 on. Further fold lines next to the score lines 52 are in 2 dashed lines and designated by the reference numeral 54.
- the blank sheet also has two Incisions 56 and over Sozanfeldendlappen 58 and 59.
- the main surface field 46 is followed by the reinforcement field at the top 30 on, on both sides via a respective approximately V-shaped Recess 32 has.
- the two upper corners 34 of Reinforcement panel 30 each have an embossment 36 which is completely from the top edge 38 of the reinforcing panel 30 to extend to the lowest point of the recesses 32.
- the amplification field 30 is glued inwardly onto the fourth major surface panel 46 and then the side surface panels 45 and 47 glued together.
- the collar 10 shown in Fig. 1 on the inside of the first main surface field 40 are arranged so that a Part of the collar protrudes from the box part.
- the connection of the collar with the box front wall, d. H. the first Main surface field 40, and possibly the corresponding side surface fields can be done by gluing.
- the gain field 30 Located on the lid front wall inside of the finished box then the gain field 30 with the two lateral Recesses 32.
- the gain field 30 When closing the box is due to the arcuate edge profile of the recesses 32nd the edge 18 of the collar edges 16, facilitated by the embossments 36, between gain field 30 and fourth main surface field 46, guided and held there by friction.
- the embossments 36 can also along the cut lines 39 be attached, as shown in Fig. 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Closures For Containers (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
- Passenger Equipment (AREA)
Description
- mit einem Schachtelteil, wobei der Schachtelteil eine Schachtelvorderwand, eine Schachtelrückwand, Schachtelseitenwände und einen Schachtelboden aufweist,
- mit einem Deckelteil, wobei der Deckelteil eine Deckelvorderwand, eine Deckelrückwand, Deckelseitenwände und eine Deckeloberseite aufweist, und
- mit einem Kragen, wobei der Kragen eine mit einem Ausschnitt versehene Kragenvorderwand und Kragenseitenwände aufweist, wobei
- der Deckelteil mit der Deckelrückwand an der Schachtelrückwand angelenkt ist,
- der Kragen in dem Schachtelteil angeordnet ist und
- die Kragenvorderwand und in der Regel auch die Kragenseitenwände zumindest teilweise aus dem Schachtelteil herausragen,
- Fig. 1
- einen Kragenzuschnittbogen 10,
- Fig. 2
- einen Zuschnittbogen 100 für den Schachtel- und Deckelteil und
- Fig. 3
- einen weiteren Zuschnittbogen 100 mit leicht abgewandeltem Verstärkungsfeld 30.
Claims (12)
- Schachtel aus faltbarem Materialdadurch gekennzeichnet, daßmit einem Schachtelteil, wobei der Schachtelteil eine Schachtelvorderwand (40), eine Schachtelrückwand (42), Schachtelseitenwände und einen Schachtelboden (48) aufweist,mit einem Deckelteil, wobei der Deckelteil eine Deckelvorderwand (46), eine Deckelrückwand (44), Deckelseiten-wände und eine Deckeloberseite (50) aufweist, undmit einem Kragen (10), wobei der Kragen (10) eine mit einem Ausschnitt (20) versehene Kragenvorderwand (12) und Kragenseitenwände (14) aufweist, wobeider Deckelteil mit der Deckelrückwand (44) an der Schach-telrückwand (42) angelenkt ist,der Kragen (10) in dem Schachtelteil angeordnet ist unddie Kragenvorderwand (12) zumindest teilweise aus dem Schachtelteil herausragt,
der neben dem Ausschnitt (20) links und rechts stehenbleibende Rand (16) der Kragenvorderwand (12) so schmal ist, daß er in Folge der Steifigkeit des faltbaren Materials, insbesondere in seinem oberen Bereich, nach vorne absteht. - Schachtel nach Anspruch 1, dadurch gekennzeichnet, daß der Deckel durch die Reibung zwischen den nach vorne abstehenden Rändern (16) und der Innenseite der Deckelvorderwand im wesentlichen in geschlossenem Zustand gehalten wird.
- Schachtel nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß jeweils ein oder mehrere der Längskanten des Schachtelteils, des Deckelteils und des Kragens abgerundet oder abgeschrägt sind.
- Schachtel nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das faltbare Material Papier oder Karton ist.
- Schachtel nach Anspruch 4, dadurch gekennzeichnet, daß das faltbare Material Breitbahn-Papier oder Breitbahn-Karton ist.
- Schachtel nach Anspruch 5, dadurch gekennzeichnet, daß ein oder mehrere der Längskanten der Schachtel abgerundet oder abgeschrägt sind und die Abschrägung oder Rundung der Längskanten des Schachtel- und Deckelteils durch Ritzlinien und die Abschrägung oder Rundung des Kragens (10) durch Rillen gebildet ist.
- Schachtel nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Innenseite der Deckelvorderwand durch ein Verstärkungsfeld (30) mit mindestens einer Aussparung (32) gebildet ist, die so geformt ist, daß sie beim Schließen des Deckelteils mit der Kante (18) eines Kragenrandes (16) in Wechselwirkung tritt, so daß im geschlossenen Zustand der Schachtel zumindest ein Teil des Kragenrandes (16) zwischen der Außenseite der Deckelvorderwand und dem Verstärkungsfeld (30) zu liegen kommt.
- Schachtel nach Anspruch 7, dadurch gekennzeichnet, daß die Aussparung(en) (32) im wesentlichen v-förmig ist/sind, die Kanten der Aussparung(en) (32) bogenförmig ist/sind, der tiefste Punkt der Aussparung(en) (32) etwa in der Mitte der Höhe des Verstärkungsfeldes (30) liegt/liegen und die Aussparung(en) (32) sich von der Oberkante (38) des Verstärkungsfeldes (30) über ca. 50 bis 90%, insbesondere 60 bis 70%, der Höhe des Verstärkungsfeldes (30) erstreckt/erstrecken.
- Schachtel nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, daß eine oder beide oberen Ecke(n) (34) des Verstärkungsfeldes (30) mit einer Prägung (36) versehen ist/sind.
- Schachtel nach Anspruch 9, dadurch gekennzeichnet, daß die Prägung(en) sich von der Oberkante (38) des Verstärkungsfeldes (30) und dem oder den oberen Ende(n) der Kanten der Aussparung(en) (32) nach innen auf das Verstärkungsfeld (30) ausdehnt/ausdehnen.
- Schachtel nach einem der Ansprüche 9 oder 10, dadurch gekennzeichnet, daß die Prägung (36) etwa der Dicke des faltbaren Materials entspricht.
- Kragen (10) aus faltbarem Material, der eine mit einem Ausschnitt (20) versehene Kragenvorderwand (12) und Kragenseitenwände (14) aufweist,
dadurch gekennzeichnet, daß
der neben dem Ausschnitt (20) links und rechts stehenbleibende Rand (16) der Kragenvorderwand (12) so schmal ist, daß er, in eine Klappdeckelschachtel eingesetzt, in Folge der Steifigkeit des faltbaren Materials, insbesondere in seinem oberen Bereich, nach vorne absteht.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10106549 | 2001-02-13 | ||
| DE10106549A DE10106549A1 (de) | 2001-02-13 | 2001-02-13 | Klappdeckelschachtel |
| PCT/EP2002/001477 WO2002064450A1 (de) | 2001-02-13 | 2002-02-13 | Klappdeckelschachtel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1361986A1 EP1361986A1 (de) | 2003-11-19 |
| EP1361986B1 true EP1361986B1 (de) | 2005-05-04 |
Family
ID=7673818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02704712A Expired - Lifetime EP1361986B1 (de) | 2001-02-13 | 2002-02-13 | Klappdeckelschachtel |
Country Status (18)
| Country | Link |
|---|---|
| US (2) | US7044294B2 (de) |
| EP (1) | EP1361986B1 (de) |
| JP (1) | JP4116883B2 (de) |
| KR (1) | KR100836997B1 (de) |
| CN (1) | CN1270943C (de) |
| AT (1) | ATE294755T1 (de) |
| AU (1) | AU2002238550B2 (de) |
| BG (1) | BG65016B1 (de) |
| BR (1) | BR0207220A (de) |
| CA (1) | CA2437925C (de) |
| DE (2) | DE10106549A1 (de) |
| EA (1) | EA004820B1 (de) |
| ES (1) | ES2241991T3 (de) |
| MX (1) | MXPA03007222A (de) |
| PT (1) | PT1361986E (de) |
| UA (1) | UA74626C2 (de) |
| WO (1) | WO2002064450A1 (de) |
| ZA (1) | ZA200306264B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006029752A1 (de) * | 2004-09-16 | 2006-03-23 | Focke & Co. (Gmbh & Co. Kg) | Klappschachtel für zigaretten |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10106549A1 (de) * | 2001-02-13 | 2002-08-22 | Philip Morris Prod | Klappdeckelschachtel |
| USD559101S1 (en) * | 2005-10-13 | 2008-01-08 | G.D Societa′ per Azioni | Blanks for cigarette packets |
| JP4822463B2 (ja) * | 2006-05-30 | 2011-11-24 | 日本たばこ産業株式会社 | 棒状喫煙物品のパッケージ |
| CN101668691B (zh) | 2007-05-01 | 2011-05-11 | 日本烟草产业株式会社 | 棒状吸烟物品的包装盒及其坯料 |
| KR101168483B1 (ko) * | 2007-05-01 | 2012-07-26 | 니뽄 다바코 산교 가부시키가이샤 | 봉상 끽연물품의 패키지 및 그 블랭크 |
| USD646159S1 (en) | 2007-11-30 | 2011-10-04 | Philip Morris Usa Inc. | Container |
| US7878324B2 (en) * | 2007-11-30 | 2011-02-01 | Philip Morris Usa Inc. | Pocket-size container for consumer items |
| ES2356795T3 (es) * | 2008-01-17 | 2011-04-13 | Josep Mª Berga Ferrer | Agrupador con zona de agarre para latas. |
| US20100059395A1 (en) | 2008-05-02 | 2010-03-11 | John England | Pack for Smoking Articles |
| USD638291S1 (en) * | 2008-05-02 | 2011-05-24 | British American Tobacco (Investments) Limited | Cigarette package |
| IT1391001B1 (it) * | 2008-07-04 | 2011-10-27 | Marco Vecchi | Pacchetto e relativo fustellato |
| US8348053B2 (en) | 2008-12-12 | 2013-01-08 | Philip Morris Usa Inc. | Adjacent article package for consumer products |
| US8607974B2 (en) * | 2008-12-22 | 2013-12-17 | British America Tobacco (Holdings) Limited | Pack for smoking articles |
| WO2011003926A1 (en) * | 2009-07-08 | 2011-01-13 | Philip Morris Products S.A. | Carton with a set of different containers |
| US20110083980A1 (en) * | 2009-10-09 | 2011-04-14 | Philip Morris Usa Inc. | Snus foil pack in side opening hard pack |
| SG187017A1 (en) * | 2010-07-19 | 2013-02-28 | Philip Morris Prod | Container for consumer goods |
| USD711741S1 (en) | 2010-12-20 | 2014-08-26 | British American Tobacco (Investments) Limited | Tobacco box |
| WO2012131834A1 (ja) * | 2011-03-25 | 2012-10-04 | 日本たばこ産業株式会社 | ブランクの罫線形成方法及びこれを用いたパッケージの製造方法及びパッケージ |
| EP2511088A1 (de) * | 2011-04-12 | 2012-10-17 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zur Herstellung einer Verpackung für Rauchartikel |
| CN104114452B (zh) * | 2011-12-07 | 2016-06-15 | 日本烟草产业株式会社 | 包装容器 |
| DE102012103863A1 (de) * | 2012-05-03 | 2013-11-07 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten |
| WO2015059786A1 (ja) * | 2013-10-23 | 2015-04-30 | 日本たばこ産業株式会社 | ヒンジリッドパッケージ及びそのブランク |
| DE102014011396A1 (de) * | 2014-08-06 | 2016-02-11 | Focke & Co. (Gmbh & Co. Kg) | Zigarettenpackung |
| KR20170101205A (ko) * | 2014-12-31 | 2017-09-05 | 필립모리스 프로덕츠 에스.에이. | 개선된 둥근 코너 용기 |
| TR201904334T4 (tr) * | 2015-05-27 | 2019-04-22 | Philip Morris Products Sa | İyileştirilmiş eğik kesimli kenara sahip muhafaza. |
| HK1252552A1 (zh) * | 2015-05-27 | 2019-05-31 | Philip Morris Products S.A. | 具有改进的弯曲边缘的容器 |
| HUE043444T2 (hu) | 2015-07-13 | 2019-08-28 | Mayr Melnhof Karton Ag | Csomagolás és kivágott darab csomagolás elõállítására |
| WO2017021343A1 (en) * | 2015-07-31 | 2017-02-09 | Philip Morris Products S.A. | Creased blank for forming a container with round or bevelled corners |
| KR102587407B1 (ko) * | 2015-07-31 | 2023-10-11 | 필립모리스 프로덕츠 에스.에이. | 비정사각 에지를 갖는 용기 |
| ES2825324T3 (es) * | 2015-09-17 | 2021-05-17 | Philip Morris Products Sa | Recipiente con borde biselado y borde curvo transversal adyacente |
| GB201517129D0 (en) * | 2015-09-28 | 2015-11-11 | British American Tobacco Co | Pack for smoking articles |
| DE202015106399U1 (de) | 2015-11-24 | 2016-11-25 | Mayr-Melnhof Karton Ag | Verpackung und Zuschnitt zur Herstellung einer Verpackung |
| DE202016102117U1 (de) | 2016-04-21 | 2017-04-25 | Mayr-Melnhof Karton Ag | Verpackung und Zuschnitt zur Herstellung einer Verpackung |
| DE202016102596U1 (de) | 2016-05-13 | 2017-05-16 | Mayr-Melnhof Karton Ag | Verpackung und Zuschnitt zur Herstellung einer Verpackung |
| DE202017105838U1 (de) * | 2017-09-26 | 2018-09-27 | Mayr-Melnhof Karton Ag | Verpackung und Zuschnitt zur Herstellung einer Verpackung |
| USD908277S1 (en) * | 2018-08-25 | 2021-01-19 | Amvac Chemical Corporation | Container for dry products |
| DE202019104013U1 (de) * | 2019-07-19 | 2020-07-21 | Mayr-Melnhof Karton Ag | Innenkragen für eine Verpackung und Verpackung |
| DE202019104106U1 (de) * | 2019-07-25 | 2020-07-28 | Mayr-Melnhof Karton Ag | Innenkragen für eine Verpackung und Verpackung |
| US11891222B2 (en) * | 2021-12-14 | 2024-02-06 | Shenzhen Yuto Packaging Technology Co., Ltd. | Flat plate member and packaging box |
| DE202023104715U1 (de) | 2023-08-18 | 2024-08-20 | Mayr-Melnhof Karton Ag | Verpackung und Zuschnitt zur Herstellung einer Verpackung |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB349970A (en) | 1930-03-05 | 1931-06-05 | Walter Keating Kelly | Improvements in or relating to boxes or cases particularly for cigarettes and the like |
| CH197747A (de) | 1936-06-22 | 1938-05-15 | Julius Fromm | Verpackungsschachtel. |
| CH219033A (fr) | 1940-11-22 | 1942-01-15 | Gallay Andre | Boîte. |
| CH237898A (de) | 1943-11-20 | 1945-05-31 | Singer Guido | Schachtel, insbesondere für Zigaretten. |
| US2553251A (en) * | 1947-01-02 | 1951-05-15 | Engineering Res Associates Inc | Vibrating tool |
| US2523251A (en) | 1949-08-17 | 1950-09-19 | Nat Folding Box Company Inc | Round cornered folding box |
| JPS5827578B2 (ja) | 1976-10-18 | 1983-06-10 | 三洋電機株式会社 | 記録再生装置 |
| GB2032887B (en) | 1978-10-16 | 1983-03-23 | British American Tobacco Co | Hinged-lid packets |
| DE3329455A1 (de) | 1983-08-16 | 1985-03-07 | Focke & Co, 2810 Verden | Kappenschachtel fuer zigaretten oder dergleichen |
| DE3329454A1 (de) | 1983-08-16 | 1985-03-07 | Focke & Co, 2810 Verden | Kappenschachtel fuer zigaretten oder dergleichen |
| DE3660131D1 (en) | 1985-05-02 | 1988-05-26 | Focke & Co | Case with hinged lid for cigarettes or the like |
| USD322687S (en) * | 1987-04-21 | 1991-12-24 | Fabriques De Tabac Reunies, S.A. | Pack for cigarettes |
| US4955531A (en) | 1989-02-21 | 1990-09-11 | Herman Graboyes | Blank for use in forming a container having a rounded edge |
| US4923059A (en) * | 1989-08-01 | 1990-05-08 | Philip Morris Incorporated | Hinged top cigarette box |
| DE3942034A1 (de) | 1989-12-20 | 1991-06-27 | Focke & Co | Klappschachtel, insbesondere fuer zigaretten |
| US5143282A (en) * | 1990-08-28 | 1992-09-01 | Philip Morris Incorporated | Apparatus and method for maintaining closed hinged lid boxes |
| US5478011A (en) * | 1990-08-28 | 1995-12-26 | Focke & Co (Gmbh & Co.,) | Interlocking closure for hinged lid boxes |
| DE4103612C2 (de) | 1991-02-07 | 1994-11-10 | Focke & Co | Klappschachtel für Zigaretten oder dergleichen |
| JP2846500B2 (ja) | 1991-02-25 | 1999-01-13 | タバコ リサーチ アンド ディベロップメント インスティテュート リミティド | 上開き蓋付きの厚紙箱 |
| DE4109702A1 (de) * | 1991-03-23 | 1992-09-24 | Focke & Co | Klappschachtel, insbesondere fuer zigaretten |
| US5341925A (en) | 1993-07-30 | 1994-08-30 | Philip Morris Incorporated | Cigarette hardpack having rounded corners and lid retaining flaps |
| DE19519505A1 (de) | 1995-05-31 | 1996-12-05 | Focke & Co | Klappschachtel für Zigaretten |
| DE19648240B4 (de) * | 1996-11-21 | 2006-01-05 | Focke & Co.(Gmbh & Co. Kg) | Klappschachtel für Zigaretten und Zuschnitt zur Herstellung derselben |
| US5924627A (en) * | 1997-08-07 | 1999-07-20 | Philip Morris Incorporated | Packaging blank and container made therefrom |
| WO1999065796A1 (de) * | 1998-06-17 | 1999-12-23 | Focke & Co. (Gmbh & Co.) | Klappschachtel für zigaretten oder dergleichen |
| USD441496S1 (en) * | 1998-12-10 | 2001-05-01 | Focke & Co. (Gmbh & Co.) | Cigarette pack |
| IT1308982B1 (it) * | 1999-01-21 | 2002-01-15 | Gd Spa | Pacchetto rigido con coperchio incernierato |
| US6360943B1 (en) * | 1999-02-17 | 2002-03-26 | Focke & Co. (Gmbh & Co.) | Flip-top box for cigarettes |
| DE10031319A1 (de) * | 2000-07-03 | 2002-01-17 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von Klappschachteln mit Schließhilfe |
| DE10106549A1 (de) * | 2001-02-13 | 2002-08-22 | Philip Morris Prod | Klappdeckelschachtel |
-
2001
- 2001-02-13 DE DE10106549A patent/DE10106549A1/de not_active Withdrawn
-
2002
- 2002-02-13 MX MXPA03007222A patent/MXPA03007222A/es active IP Right Grant
- 2002-02-13 AU AU2002238550A patent/AU2002238550B2/en not_active Ceased
- 2002-02-13 EP EP02704712A patent/EP1361986B1/de not_active Expired - Lifetime
- 2002-02-13 DE DE50202999T patent/DE50202999D1/de not_active Expired - Fee Related
- 2002-02-13 PT PT02704712T patent/PT1361986E/pt unknown
- 2002-02-13 WO PCT/EP2002/001477 patent/WO2002064450A1/de not_active Ceased
- 2002-02-13 UA UA2003098462A patent/UA74626C2/uk unknown
- 2002-02-13 BR BR0207220-3A patent/BR0207220A/pt not_active IP Right Cessation
- 2002-02-13 AT AT02704712T patent/ATE294755T1/de not_active IP Right Cessation
- 2002-02-13 EA EA200300888A patent/EA004820B1/ru not_active IP Right Cessation
- 2002-02-13 US US10/467,761 patent/US7044294B2/en not_active Expired - Lifetime
- 2002-02-13 KR KR1020037010554A patent/KR100836997B1/ko not_active Expired - Fee Related
- 2002-02-13 CA CA002437925A patent/CA2437925C/en not_active Expired - Fee Related
- 2002-02-13 CN CNB02804942XA patent/CN1270943C/zh not_active Expired - Fee Related
- 2002-02-13 ES ES02704712T patent/ES2241991T3/es not_active Expired - Lifetime
- 2002-02-13 JP JP2002564394A patent/JP4116883B2/ja not_active Expired - Fee Related
-
2003
- 2003-08-13 ZA ZA200306264A patent/ZA200306264B/en unknown
- 2003-08-18 BG BG108106A patent/BG65016B1/bg unknown
-
2006
- 2006-05-02 US US11/415,083 patent/US7562772B2/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006029752A1 (de) * | 2004-09-16 | 2006-03-23 | Focke & Co. (Gmbh & Co. Kg) | Klappschachtel für zigaretten |
| US7506755B2 (en) | 2004-09-16 | 2009-03-24 | Focke & Co. (Gmbh & Co. Kg) | Cigarette box comprising a hinged lid |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE294755T1 (de) | 2005-05-15 |
| BG65016B1 (bg) | 2006-12-29 |
| JP2004526637A (ja) | 2004-09-02 |
| CA2437925A1 (en) | 2002-08-22 |
| HK1063040A1 (zh) | 2004-12-10 |
| KR100836997B1 (ko) | 2008-06-10 |
| BR0207220A (pt) | 2004-08-17 |
| UA74626C2 (en) | 2006-01-16 |
| ZA200306264B (en) | 2004-06-30 |
| DE10106549A1 (de) | 2002-08-22 |
| KR20030081440A (ko) | 2003-10-17 |
| US7562772B2 (en) | 2009-07-21 |
| US20060283732A1 (en) | 2006-12-21 |
| AU2002238550B2 (en) | 2007-11-22 |
| MXPA03007222A (es) | 2005-02-14 |
| CN1270943C (zh) | 2006-08-23 |
| EA004820B1 (ru) | 2004-08-26 |
| CA2437925C (en) | 2007-06-19 |
| WO2002064450A1 (de) | 2002-08-22 |
| ES2241991T3 (es) | 2005-11-01 |
| PT1361986E (pt) | 2005-09-30 |
| US7044294B2 (en) | 2006-05-16 |
| EP1361986A1 (de) | 2003-11-19 |
| DE50202999D1 (de) | 2005-06-09 |
| JP4116883B2 (ja) | 2008-07-09 |
| US20040144661A1 (en) | 2004-07-29 |
| EA200300888A1 (ru) | 2003-12-25 |
| CN1491173A (zh) | 2004-04-21 |
| BG108106A (en) | 2004-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1361986B1 (de) | Klappdeckelschachtel | |
| EP0207407B1 (de) | Faltschachtel | |
| EP0745541B1 (de) | Klappschachtel für Zigaretten | |
| EP1361987B1 (de) | Zuschnittbogen und schachtel insbesondere fur zigaretten | |
| EP1361988B1 (de) | Zigarettenschachtel und zuschnittbogen | |
| DE10047447A1 (de) | Flacher Rohling zur Herstellung eines Hartboxpäckchens | |
| EP3150503A1 (de) | Packung für zigaretten und zuschnitt zur herstellung einer solchen packung | |
| EP0082388A1 (de) | Zuschnitt für eine für Zigaretten oder Zigarillos bestimmte Schachtel | |
| DE69304122T2 (de) | Polygonale Verpackung aus Karton oder dergleichen sowie Zuschnitt zu ihrer Herstellung | |
| EP1558503A1 (de) | Klappschachtel für zigaretten | |
| EP1015353B1 (de) | Klappschachtel für zigaretten | |
| EP2844572B1 (de) | Packung für zigaretten | |
| EP2704956B2 (de) | Packung für zigaretten | |
| EP2406143A1 (de) | Packung für zigaretten | |
| CH620165A5 (de) | ||
| EP1195329A2 (de) | Faltschachtel mit schachteleinwärts versetztem Innenboden | |
| DE60202687T2 (de) | Steife schachtel mit schwenkbarem deckel | |
| DE60307087T2 (de) | Behälter für tabakprodukte und entsprechendes herstellungsverfahren | |
| EP2363355B2 (de) | Kappenschachtel für Tabakprodukte | |
| DE3037109A1 (de) | Packung mit klappdeckelverschluss | |
| DE2710163A1 (de) | Klappdeckelpackung | |
| WO2010097097A1 (de) | Faltschachtel-verpackung, insbesondere für zigaretten oder dergleichen | |
| DE69503471T2 (de) | Zuschnitthülle aus Papier- oder Kunststofffolie für eine Weichpackung für Zellulosetücher | |
| DE2729483A1 (de) | Faltschachtel sowie verfahren und vorrichtung zur herstellung derselben | |
| DE10156847A1 (de) | Prismatische Verpackung mit Rechteckquerschnitt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030915 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50202999 Country of ref document: DE Date of ref document: 20050609 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050804 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050804 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050718 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20050402142 Country of ref document: GR Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Effective date: 20050803 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2241991 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080118 Year of fee payment: 7 Ref country code: ES Payment date: 20080212 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080118 Year of fee payment: 7 Ref country code: GB Payment date: 20080118 Year of fee payment: 7 Ref country code: IT Payment date: 20080123 Year of fee payment: 7 Ref country code: NL Payment date: 20080118 Year of fee payment: 7 Ref country code: PT Payment date: 20080118 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080110 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080114 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080208 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20080121 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20080118 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20090813 |
|
| BERE | Be: lapsed |
Owner name: S.A. *PHILIP MORRIS PRODUCTS Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090813 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090902 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |