EP1361986B1 - Box with hinged lid - Google Patents
Box with hinged lid Download PDFInfo
- Publication number
- EP1361986B1 EP1361986B1 EP02704712A EP02704712A EP1361986B1 EP 1361986 B1 EP1361986 B1 EP 1361986B1 EP 02704712 A EP02704712 A EP 02704712A EP 02704712 A EP02704712 A EP 02704712A EP 1361986 B1 EP1361986 B1 EP 1361986B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- box
- lid
- collar
- front wall
- edges
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6685—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape
- B65D5/6691—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape the container being provided with an internal frame or the like for maintaining the lid in the closed position by friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
- B65D85/1048—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge characterized by the shape of the container
- B65D85/10484—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge characterized by the shape of the container having rounded corners
Definitions
- the invention relates to a hinged lid, in particular for cigarettes, with a lid and box part, whose Rear wall is hinged to the rear wall of the lid part.
- the Box also has a collar with a collar front wall and collar sidewalls and with a cutout in the collar front wall, wherein the collar on the inside of the Box front wall and the box side walls arranged is and partially protrudes from the box part.
- hinged lid or hinged lid boxes are next to soft cup packs the most common cigarette boxes.
- these hinged-lid boxes In the classic shape, these hinged-lid boxes have a rectangular Cross section on, i. the longitudinal edges are approximately at right angles.
- Hinged lid boxes with beveled longitudinal edges i.e. an 8-cornered cross-section
- rounded longitudinal edges With all these hinged-lid boxes the problem arises that, in particular after repeated opening and closing, the Lid does not automatically remain in the closed position, but something opens. This leads to a reinforced Aroma loss, and moreover, can be undesirable Tobacco crumbs, for example, in the pockets of the consumer trickle.
- EP 0 434 962 B1 which discloses a box according to the preamble of claim 1, provides a solution to this problem two-layer lid front wall before.
- the inside of the lid front wall is provided with recesses when closing the Lids with remaining next to the neckline of the collar front wall Come in contact with the edges in such a way that a Part of these edges between the inside and the outside the lid front wall comes to rest. This also happens to increased friction between the lid and collar and thus to a better closure of the lid.
- US 5,478,011 also works with cuts or Recesses on the inside of the lid front wall to a To achieve the most secure closure of the lid. additionally is in this font still an imprint on the inside the lid front wall is described, so that a cavity between the outside and inside of the lid front wall results. This facilitates the insertion of the collar edges between Outside and inside of the lid front wall.
- the object of the present invention is therefore to provide a Hinged lid box, in particular with beveled or rounded longitudinal edges, with secure closure of the lid provide that in the simplest possible way can be produced.
- the broadening can also by the ratio the center height width of the section to the maximum width of the Collar part can be specified in the finished box.
- This is for hinged lid boxes of the state of Technique with rectangular longitudinal edges approx. 0.74 and with beveled or round longitudinal edges approx. 0.69.
- this ratio is greater than 0.76, preferably 0.78 to 0.81, and for the boxes according to the invention with bevelled or round longitudinal edges greater than 0.71, preferably 0.72 to 0.73, be.
- one or more, in particular all longitudinal edges or just the two front longitudinal edges on the side the opening of the hinged lid boxes invention rounded or beveled, because then the remaining edge areas especially next to the neckline of the collar front wall protrude strongly forward and therefore especially good for safe Contribute closure of the lid.
- this effect is not so pronounced, so that for this one larger broadening, in particular from 5 to 10%, is preferred.
- the Blank sheet from which the cigarette box made is, at the edges of the cigarette box forming areas either with grooves or scribe lines.
- the grooves can be made in a mold in which the blank sheet in the relevant places is pressed by a creasing. Located on the opposite side there is a creasing channel in which the material of the blank sheet can be pressed.
- a creasing channel Located on the opposite side there is a creasing channel in which the material of the blank sheet can be pressed.
- a wavy Cross-section a wavy Cross-section.
- An alternative to grooves are scribe lines. This is by a scoring knife, the thickness of the Pack of forming material reduced.
- the blank sheet placed on a smooth surface and with a Scratching knife worked, so that in addition to compression, too to remove material.
- a v-shaped or u-shaped cross section is created.
- the pad does not like in the production of grooves on the the scribe knife opposite points channels, but rather a smooth surface, it comes to a Thickness reduction and not as in the grooves to a deformation without thickness reduction.
- the degree of thickness reduction depends on the material used, but is in the Rule 10 to 80% of the total thickness, preferably 20 to 70%, most preferably 40 to 50%, amount.
- the scribe lines are preferably on the side of the blank sheet, which forms the inside in the finished box. This has the advantage of a more appealing visual appearance of finished box.
- the scribe lines and grooves extend preferably over the entire length of the box, so that completely round or bevelled longitudinal edges obtained become.
- the boxes can be made from the usual materials for cigarette packs be made, such as paper, cardboard, Plastic, plastic or plastic laminate or one of the mentioned materials with an additional metal or Metal oxide coating.
- wide web paper or wide web carton is foldable Material for the lid and the box part as well as the Collar.
- the product-forming Material on a fast moving tape stored. This causes the long fibers in the material preferably oriented in the longitudinal direction. It depends on the cut sheet later along or transversely from the finished Material web is cut, the long fibers are in the Blank sheet transverse to the longitudinal axis of the blank sheet (wide web) or along the longitudinal axis of the blank sheet (narrow web) arranged. The orientation of the fibers transversely to the longitudinal direction The wide sheet blank sheet ensures good flexibility around the transverse axis, but poor bendability around the longitudinal axis.
- Hinged lid boxes with beveled or rounded Long edges are a bit problematic because on the one hand (as above discussed), the restoring forces are increased, on the other hand by the beveled or rounded edges the lateral Surfaces for bonding are smaller than normal Boxes. The residence times during the bonding must therefore be increased, causing a slowdown in production leads.
- the box according to the invention with rounded or bevelled Edges preferred that the restoring forces of Collar part can not be reduced. Therefore, it is preferable that the fold lines of the collar, the bevel or rounding off between collar front wall or collar sidewalls, be formed by grooves, since the outer edges of the Collar front wall then protrude more forward and the friction reinforced in the closed state with the lid inside becomes.
- the collar part can in addition to the described wide-web materials but also the ones commonly used for collars Narrow web materials are used, preferably in turn, in combination with grooves to the restoring forces reduce as little as possible and as effective as possible Ensuring the collar front wall edges are secured.
- a reinforcing panel with at least one, preferably two, recess (s) be formed, which is / are shaped so that when closing the lid part with the edge (s) of the collar edge / Collar edges interact / occur, so that in the closed Condition of the box at least a part of the / Edge / edges between the outside of the lid front wall and the reinforcement field comes to lie / come.
- the recesses essentially V-shaped, their edges arcuate (so that the collar edges are slightly under the reinforcing panel can slide), the lowest point of the recesses lies approximately in the middle of the height of the reinforcement field and the recesses extend starting at the top of the gain field about 50 to 90%, especially 60 to 70%, the Height of this reinforcement field (which in turn the insertion the collar edges between reinforcing panel and lid front panel outside facilitated).
- the thickness of the foldable material has and over the entire upper corner to the edge of the recess and the Upper edge of the gain field extends.
- the production of the boxes according to the invention takes place known manner of blank sheets and separate parts of the collar. That the blank sheets and the collar parts are made of webs cut sheet material stored on rolls, unwound and possibly printed, preferably as a wide-web blank sheets. It usually follows a single operation, at the cut sheets and the collar parts by a scoring knife or a corrugated body treated in the manner described and simultaneously punched and / or cut and possibly be shaped. In this operation, the widened Collar cut received, what procedural simply by appropriate adaptation of the cutting or Punching tool is feasible.
- the carton of the invention used blank sheets an embossing to the edge of the blank sheet have, for manufacturing reasons, first the Be made and then in a separate operation of the Blank sheet cut or punched out.
- By conventional folding and gluing the blank sheets on the side surfaces with simultaneous partial insertion and bonding of the collar with the box front wall and / or the Box sidewalls will then machine the finished cigarette box usually get one in one Innerliner wrapped cigarette group contains.
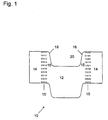
- Fig.1 shows a blank sheet of broad-web paper or -Carton for a collar 10 with collar front wall 12 and collar side walls 14. Rillines 15 are still visible between Collar front wall 12 and the two collar side walls 14. In total, seven creasing lines are 15 for each folding area provided at a distance of about 1 mm parallel to each other run. The entire folding area is therefore 6 mm wide.
- the collar 10 further has the edge regions 16, the through the edges 18 on one side and the folding areas be limited with the grooves 15 on the other side.
- the collar 10 has a cutout 20 which here has a center height of about 34 mm.
- Fig. 2 shows a blank sheet 100 of wide web paper or cardboard for making a cigarette box.
- Main surface fields 40, 42, 44 and 46 with the corresponding side surface panels 41, 43, 45 and 47, which in the finished cigarette box the Box front wall, the box back wall, the lid front wall, the lid rear wall, as well as the side walls of the lid and box part.
- the blank sheet 100 of Fig. 2 has seven substantially Scoring lines running parallel at a distance of approx. 1 mm 52 on. Further fold lines next to the score lines 52 are in 2 dashed lines and designated by the reference numeral 54.
- the blank sheet also has two Incisions 56 and over Sozanfeldendlappen 58 and 59.
- the main surface field 46 is followed by the reinforcement field at the top 30 on, on both sides via a respective approximately V-shaped Recess 32 has.
- the two upper corners 34 of Reinforcement panel 30 each have an embossment 36 which is completely from the top edge 38 of the reinforcing panel 30 to extend to the lowest point of the recesses 32.
- the amplification field 30 is glued inwardly onto the fourth major surface panel 46 and then the side surface panels 45 and 47 glued together.
- the collar 10 shown in Fig. 1 on the inside of the first main surface field 40 are arranged so that a Part of the collar protrudes from the box part.
- the connection of the collar with the box front wall, d. H. the first Main surface field 40, and possibly the corresponding side surface fields can be done by gluing.
- the gain field 30 Located on the lid front wall inside of the finished box then the gain field 30 with the two lateral Recesses 32.
- the gain field 30 When closing the box is due to the arcuate edge profile of the recesses 32nd the edge 18 of the collar edges 16, facilitated by the embossments 36, between gain field 30 and fourth main surface field 46, guided and held there by friction.
- the embossments 36 can also along the cut lines 39 be attached, as shown in Fig. 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Closures For Containers (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
- Passenger Equipment (AREA)
Abstract
Description
Die Erfindung betrifft eine Klappdeckelschachtel, insbesondere für Zigaretten, mit einem Deckel- und Schachtelteil, dessen Rückwand an die Rückwand des Deckelteils angelenkt ist. Die Schachtel verfügt weiterhin über einen Kragen mit einer Kragenvorderwand und Kragenseitenwänden und mit einem Ausschnitt in der Kragenvorderwand, wobei der Kragen an der Innenseite der Schachtelvorderwand und der Schachtelseitenwände angeordnet ist und teilweise aus dem Schachtelteil herausragt.The invention relates to a hinged lid, in particular for cigarettes, with a lid and box part, whose Rear wall is hinged to the rear wall of the lid part. The Box also has a collar with a collar front wall and collar sidewalls and with a cutout in the collar front wall, wherein the collar on the inside of the Box front wall and the box side walls arranged is and partially protrudes from the box part.
Solche Klappdeckel- bzw. Hinge-Lid-Schachteln sind neben Weichbecherpackungen die üblichsten Zigarettenschachteln. In der klassischen Form weisen diese Hinge-Lid-Schachteln einen rechteckigen Querschnitt auf, d.h. die Längskanten sind in etwa rechtwinklig. In jüngerer Zeit gibt es jedoch vermehrt auch Klappdeckelschachteln mit abgeschrägten Längskanten, (d.h. einem 8-eckigen Querschnitt) oder abgerundeten Längskanten. Bei all diesen Klappdeckelschachteln tritt das Problem auf, daß, insbesondere nach mehrmaligem Öffnen und Schließen, der Deckel nicht automatisch in der geschlossenen Stellung verbleibt, sondern sich etwas öffnet. Dies führt zu einem verstärkten Aromaverlust, und darüber hinaus können unerwünschterweise Tabakbrösel bspw. in die Taschen des Verbrauchers rieseln.Such hinged lid or hinged lid boxes are next to soft cup packs the most common cigarette boxes. In the classic shape, these hinged-lid boxes have a rectangular Cross section on, i. the longitudinal edges are approximately at right angles. Recently, however, there are more and more Hinged lid boxes with beveled longitudinal edges (i.e. an 8-cornered cross-section) or rounded longitudinal edges. With all these hinged-lid boxes the problem arises that, in particular after repeated opening and closing, the Lid does not automatically remain in the closed position, but something opens. This leads to a reinforced Aroma loss, and moreover, can be undesirable Tobacco crumbs, for example, in the pockets of the consumer trickle.
Zur Lösung dieses Problems weisen die handelsüblichen Hinge-Lid-Packungen an den Längskanten des Kragens Einschnitte auf. Dies hat den Effekt, daß beim Falten des Kragens das von den Einschnitten umfaßte Material seitlich wie Ohren absteht. So entsteht beim Schließen des Deckels ein zusätzlicher Reibungswiderstand, der für einen besseren Verschluß des Deckels sorgt. Nachteilig hierbei ist jedoch, daß beim mehrmaligen Öffnen und Schließen, insbesondere bei Schachteln mit abgerundeten und abgeschrägten Längskanten, die abstehenden Kragenteile umgebogen oder umgeklappt werden und sich in den Einschnitt einfügen, so daß die zusätzlichen Reibung wieder verloren geht.To solve this problem, the commercially available hinged-lid packs on the longitudinal edges of the collar incisions. This has the effect that when folding the collar that of the Incisions included material laterally as ears stick out. So creates an additional frictional resistance when closing the lid, for a better closure of the lid provides. The disadvantage here, however, is that the repeated Opening and closing, especially with boxes with rounded edges and beveled longitudinal edges, the projecting collar parts be bent or folded over and in the incision Insert so that the additional friction lost again goes.
Die EP 0 434 962 B1, die eine Schachtel gemäss dem Oberbegriff des Anspruchs 1 offenbart, sieht zur Lösung dieses Problems eine zweilagige Deckelvorderwand vor. Die Innenseite der Deckelvorderwand ist mit Aussparungen versehen, die beim Schließen des Deckels mit neben dem Ausschnitt der Kragenvorderwand verbleibenden Rändern in Kontakt kommen und zwar derart, daß ein Teil dieser Ränder zwischen der Innenseite und der Aussenseite der Deckelvorderwand zu liegen kommt. Auch hierdurch kommt es zu einer erhöhten Reibung zwischen Deckel und Kragen und damit zu einem besseren Verschluß des Deckels.EP 0 434 962 B1, which discloses a box according to the preamble of claim 1, provides a solution to this problem two-layer lid front wall before. The inside of the lid front wall is provided with recesses when closing the Lids with remaining next to the neckline of the collar front wall Come in contact with the edges in such a way that a Part of these edges between the inside and the outside the lid front wall comes to rest. This also happens to increased friction between the lid and collar and thus to a better closure of the lid.
Die US 5 478 011 arbeitet ebenfalls mit Einschnitten oder Aussparungen auf der Innenseite der Deckelvorderwand, um einen möglichst sicheren Verschluß des Deckels zu erreichen. Zusätzlich wird in dieser Schrift noch eine Prägung auf der Innenseite der Deckelvorderwand beschrieben, so daß ein Hohlraum zwischen Außen- und Innenseite der Deckelvorderwand resultiert. Dies erleichtert das Einführen der Kragenränder zwischen Außen- und Innenseite der Deckelvorderwand. US 5,478,011 also works with cuts or Recesses on the inside of the lid front wall to a To achieve the most secure closure of the lid. additionally is in this font still an imprint on the inside the lid front wall is described, so that a cavity between the outside and inside of the lid front wall results. This facilitates the insertion of the collar edges between Outside and inside of the lid front wall.
Nachteilig bei den Lösungsvorschlägen der EP 0 434 962 B1 und der US 5 478 011 ist, daß neben einem erhöhten Materialaufwand auch ein komplizierteres Herstellungsverfahren mit zusätzlichen Verfahrensschritten, verbunden mit der Anbringung zusätzlicher Einschnitte oder Aussparungen, notwendig ist.A disadvantage of the proposed solutions of EP 0 434 962 B1 and US 5,478,011 that, in addition to an increased cost of materials also a more complicated manufacturing process with additional Procedural steps, associated with the attachment of additional Cuts or recesses, necessary.
Die Aufgabe der vorliegenden Erfindung ist es daher, eine Klappdeckelschachtel, insbesondere mit abgeschrägten oder abgerundeten Längskanten, mit sicherem Verschluß des Deckels bereitzustellen, die sich auf möglichst einfache Art und Weise herstellen läßt.The object of the present invention is therefore to provide a Hinged lid box, in particular with beveled or rounded longitudinal edges, with secure closure of the lid provide that in the simplest possible way can be produced.
Diese Aufgabe wird gelöst durch eine Schachtel aus faltbarem Material, wie bspw. Papier, Karton, Plastik, Plastikfolie, Plastiklaminat,
- mit einem Schachtelteil, wobei der Schachtelteil eine Schachtelvorderwand, eine Schachtelrückwand, Schachtelseitenwände und einen Schachtelboden aufweist,
- mit einem Deckelteil, wobei der Deckelteil eine Deckelvorderwand, eine Deckelrückwand, Deckelseitenwände und eine Deckeloberseite aufweist, und
- mit einem Kragen, wobei der Kragen eine mit einem Ausschnitt versehene Kragenvorderwand und Kragenseitenwände aufweist, wobei
- der Deckelteil mit der Deckelrückwand an der Schachtelrückwand angelenkt ist,
- der Kragen in dem Schachtelteil angeordnet ist und
- die Kragenvorderwand und in der Regel auch die Kragenseitenwände zumindest teilweise aus dem Schachtelteil herausragen,
- with a box part, the box part having a box front wall, a box back wall, box side walls and a box bottom,
- with a lid part, wherein the lid part has a lid front wall, a lid rear wall, lid side walls and a lid top, and
- with a collar, the collar having a necked collar front wall and collar sidewalls, wherein
- the lid part is hinged to the lid rear wall on the box rear wall,
- the collar is arranged in the box part and
- the collar front wall and, as a rule, also the collar side walls protrude at least partially from the box part,
Um den gewünschten Effekt einer erhöhten Reibung durch die nach vorne abstehenden Ränder der Kragenvorderwand zu erzielen, reicht bereits eine geringfügige Erhöhung der Ausschnittsbreite gegenüber üblichen Zigarettenschachteln, bspw. einer Erhöhung um 3% oder mehr, insbesondere 4 bis 15%, vorzugsweise 4 bis 7%, besonders bevorzugt 4 bis 5 und etwa 4%.To the desired effect of increased friction by the to reach forwardly projecting edges of the collar front wall, Already a slight increase in the cut-out width is enough compared to usual cigarette packs, eg. an increase of 3% or more, especially 4 to 15%, preferably 4 to 7%, more preferably 4 to 5 and about 4%.
Bei einer handelsüblichen Schachtel (mit einer Maximalbreite des Kragenteils in der Schachtel von 5,6 cm), bei der alle Längskanten abgerundet sind, bedeuted dies konkret eine Verbreiterung des Ausschnitts um ca. 1,5 mm. D.h. die Ausschnittsbreite auf halber Höhe (Mittelhöhe gerechnet von der Unterkante des Ausschnitts bis zu der Maximalhöhe des Ausschnitts, die bei üblichen Zigarettenschachteln durch die waagrecht verlaufenden Oberkanten der Ränder der Kragenvorderwand bzw. der Kragenseitenwände definiert wird) ist ca. 3,25 cm. Wird diese Breite auf Mittelhöhe um 1,5 mm oder etwa 4,5% auf 3,40 cm erhöht, so tritt bereits der gewünschte Effekt einer deutlich erhöhten Reibung ein. Dieser Effekt ist auch schon bei einer nur ca. 3%igen Ausschnittsverbreiterung zu erkennen, wird jedoch mit einer Steigerung der Ausschnittsbreite bzw. mit einer Reduzierung der Breite der seitlich verbleibenden Ränder um so stärker, wobei jedoch durch die Gesamtbreite der Schachtel eine Obergrenze von ca. 20% gesetzt ist.In a commercial box (with a maximum width of the collar part in the box of 5.6 cm), at which all Long edges are rounded, this means concrete one Broadening of the section by approx. 1.5 mm. That the cutout width at half height (middle height calculated from the Lower edge of the cutout up to the maximum height of the cutout, the usual cigarette packs through the horizontally running upper edges of the edges of the collar front wall or the collar side walls is defined) is approx. 3,25 cm. Will this width be at center height around 1.5mm or about 4.5% increased to 3.40 cm, so already occurs the desired Effect of a significantly increased friction. This effect is even with only about 3% zoom broadening However, recognizing this is with an increase in the cut-out width or with a reduction in the width of the side remaining edges all the more, but by the Total width of the box set an upper limit of about 20% is.
Die Ausschnittsverbreiterung kann auch durch das Verhältnis der Mittelhöhenbreite des Ausschnitts zur Maximalbreite des Kragenteils in der fertigen Schachtel angegeben werden. Dieses beträgt für Klappdeckelschachteln des Stands der Technik mit rechteckigen Längskanten ca. 0,74 und mit abgeschrägten oder runden Längskanten ca. 0,69. Für die erfindungsmäßigen Schachteln mit rechteckigen Längskanten soll dieses Verhältnis größer 0,76, vorzugsweise 0,78 bis 0,81, und für die erfindungsgemäßen Schachteln mit abgeschrägten oder runden Längskanten größer 0,71, vorzugsweise 0,72 bis 0,73, betragen.The broadening can also by the ratio the center height width of the section to the maximum width of the Collar part can be specified in the finished box. This is for hinged lid boxes of the state of Technique with rectangular longitudinal edges approx. 0.74 and with beveled or round longitudinal edges approx. 0.69. For the inventive Boxes with rectangular longitudinal edges intended this ratio is greater than 0.76, preferably 0.78 to 0.81, and for the boxes according to the invention with bevelled or round longitudinal edges greater than 0.71, preferably 0.72 to 0.73, be.
Vorzugsweise sind eine oder mehrere, insbesondere alle Längskanten oder nur die beiden vorderen Längskanten auf der Seite der Öffnung der erfindungsgemäßen Klappdeckelschachteln abgerundet oder abgeschrägt, da dann die verbleibenden Randbereiche neben dem Ausschnitt der Kragenvorderwand besonders stark nach vorne abstehen und daher besonders gut zum sicheren Verschluß des Deckels beitragen. Bei den üblichen Klappdeckelschachteln mit im wesentlichen rechteckigen Kanten ist dieser Effekt nicht so stark ausgeprägt, so daß für diese eine größere Ausschnittsverbreiterung, insbesondere von 5 bis 10%, bevorzugt ist.Preferably, one or more, in particular all longitudinal edges or just the two front longitudinal edges on the side the opening of the hinged lid boxes invention rounded or beveled, because then the remaining edge areas especially next to the neckline of the collar front wall protrude strongly forward and therefore especially good for safe Contribute closure of the lid. In the usual hinged lid boxes with substantially rectangular edges this effect is not so pronounced, so that for this one larger broadening, in particular from 5 to 10%, is preferred.
Um abgerundete oder abgeschrägte Kanten zu erzielen, wird der
Zuschnittbogen, aus dem die Zigarettenschachtel hergestellt
wird, an den die Kanten der Zigarettenschachtel bildenden Bereichen
entweder mit Rillen oder Ritzlinien versehen. Gemäß
der US 4 955 531 können die Rillen in einer Form hergestellt
werden, in der der Zuschnittbogen an den betreffenden Stellen
von einem Rillkörper eingedrückt wird. An der Gegenseite befindet
sich ein Rillkanal, in den das Material des Zuschnittbogens
gedrückt werden kann. Bei parallel verlaufenden Rillen
entsteht entsprechend dem beschriebenen Verfahren ein wellenförmiger
Querschnitt. Eine Alternative zu Rillen sind Ritzlinien.
Hierbei wird durch ein Ritzmesser die Dicke des die
Packung bildenden Materials verringert. Hierzu wird der Zuschnittbogen
auf eine glatte Unterlage gelegt und mit einem
Ritzmesser bearbeitet, so daß es neben einer Kompression auch
zur Entfernung von Material kommen kann. Je nach Form des Ritzmessers
entsteht bspw. ein v- oder u-förmiger Querschnitt. Da
die Unterlage nicht wie bei der Herstellung von Rillen an den
dem Ritzmesser gegenüberliegenden Stellen Kanäle aufweist,
sondern vielmehr eine glatte Oberfläche, kommt es zu einer
Dickeverringerung und nicht wie bei den Rillen zu einer Verformung
ohne Dickeveringerung. Der Grad der Dickeverringerung
hängt von dem eingesetzten Material ab, wird jedoch in der
Regel 10 bis 80% der Gesamtdicke, vorzugsweise 20 bis 70%,
ganz besonders bevorzugt 40 bis 50%, betragen. Die Ritzlinien
befinden sich vorzugsweise auf der Seite des Zuschnittbogens,
die in der fertigen Schachtel die Innenseite bildet. Dies hat
den Vorteil eines ansprechenderen optischen Aussehens der
fertigen Schachtel. Die Ritzlinien und Rillen erstrecken sich
vorzugsweise über die gesamte Länge der Schachtel, so daß
vollständig runde oder abgeschrägte Längskanten erhalten
werden.To achieve rounded or beveled edges, the
Blank sheet from which the cigarette box made
is, at the edges of the cigarette box forming areas
either with grooves or scribe lines. According to
No. 4,955,531, the grooves can be made in a mold
in which the blank sheet in the relevant places
is pressed by a creasing. Located on the opposite side
there is a creasing channel in which the material of the blank sheet
can be pressed. For parallel grooves
arises according to the described method, a wavy
Cross-section. An alternative to grooves are scribe lines.
This is by a scoring knife, the thickness of the
Pack of forming material reduced. For this purpose, the blank sheet
placed on a smooth surface and with a
Scratching knife worked, so that in addition to compression, too
to remove material. Depending on the shape of the scoring knife
For example, a v-shaped or u-shaped cross section is created. There
the pad does not like in the production of grooves on the
the scribe knife opposite points channels,
but rather a smooth surface, it comes to a
Thickness reduction and not as in the grooves to a deformation
without thickness reduction. The degree of thickness reduction
depends on the material used, but is in the
Beim Zusammenfalten des so bearbeiteten Zuschnittbogens bilden sich dann automatisch entlang der Rillen oder Ritzlinien die (bei mehreren Rillen oder Ritzlinien pro Faltbereich) runden oder (bei zwei Rillen oder Ritzlinien pro Faltbereich) abgeschrägten Kanten der Zigarettenpackung. Durch die Anzahl der Rillen oder Ritzlinien und ihren Abstand voneinander kann das Ausmaß und die Art der Rundung festgelegt werden. Bevorzugt sind pro Faltbereich 6 bis 8, insbesondere 7, Rillen oder Ritzlinien, die sich in einem Abstand von ca. 1 mm zueinander befinden. Beim Falten entsteht eine Schachtel mit runden Kanten; der Radius der Rundung entspricht dann in etwa dem einer handelsüblichen Zigarette. Ebenfalls bevorzugt sind pro Faltbereich zwei Rillen oder Ritzlinien, die sich in einem Abstand von 6 bis 8 mm, insbesondere etwa 7 mm, befinden. Beim Falten entsteht dann eine Schachtel mit abgeschrägten Kanten.When folding up the cut sheet so processed form then automatically along the grooves or scribe lines the (in case of several grooves or scoring lines per fold area) round or (with two grooves or scoring lines per fold area) Beveled edges of the cigarette pack. By the number the grooves or scribe lines and their distance from each other the extent and nature of the rounding. Prefers are per folding area 6 to 8, in particular 7, grooves or Scoring lines that are at a distance of about 1 mm to each other are located. When folded, a box with rounded edges is created; the radius of the rounding then corresponds approximately to the one commercial cigarette. Also preferred are per folding area two grooves or scoring lines that are at a distance from 6 to 8 mm, in particular about 7 mm. When folding Then a box with bevelled edges is created.
Die Schachteln können aus den üblichen Materialien für Zigarettenschachteln gefertigt sein, wie bspw. Papier, Karton, Plastik, Plastikfolie oder Plastiklaminat oder eines der genannten Materialien mit einer zusätlichen Metall- bzw. Metalloxidbeschichtung.The boxes can be made from the usual materials for cigarette packs be made, such as paper, cardboard, Plastic, plastic or plastic laminate or one of the mentioned materials with an additional metal or Metal oxide coating.
Vorzugsweise eingesetzt werden Papier oder Karton, besonders bevorzugt ist Breitbahn-Papier oder Breitbahn-Karton als faltbares Material für den Deckel- und den Schachtelteil sowie den Kragen. Bei der Papier- oder Kartonherstellung wird das produktbildende Material auf einem sich schnell bewegenden Band abgelegt. Dies bewirkt, daß die langen Fasern in dem Material sich bevorzugt in Längsrichtung orientieren. Je nachdem, ob der Zuschnittbogen später längs oder quer aus der fertigen Materialbahn geschnitten wird, sind die langen Fasern in dem Zuschnittbogen quer zur Längsachse des Zuschnittbogens (Breitbahn) oder längs zur Längsachse des Zuschnittbogens (Schmalbahn) angeordnet. Die Orientierung der Fasern quer zur Längsrichtung des Breitbahn-Zuschnittbogens bewirkt eine gute Biegbarkeit um die Querachse, jedoch eine schlechte Biegbarkeit um die Längsachse. Die Rückstellkräfte für die seitliche Verklebung sind daher stärker als bei Schmalbahn-Zuschnittbögen, bei denen aufgrund der vertauschten Lage der langen Fasern in dem Material die Verhältnisse genau umgekehrt sind. Andererseits werden jedoch für Klappschachteln bevorzugt Breitbahn-Zuschnittbögen eingesetzt, da sie die Stabilität des Deckels (kein schiefer Verschluß, kein leichtes Abreißen des Deckels), die Steifheit der Packung durch eine höhere Beständigkeit in Querrichtung und die Flachlage der Packung, d. h. eine möglichst geringe Wölbung der Packung, gegenüber der Verwendung von Schmalbahn-Materialien deutlich begünstigen.Preferably used are paper or cardboard, especially Preferably, wide web paper or wide web carton is foldable Material for the lid and the box part as well as the Collar. In paper or cardboard production, the product-forming Material on a fast moving tape stored. This causes the long fibers in the material preferably oriented in the longitudinal direction. It depends on the cut sheet later along or transversely from the finished Material web is cut, the long fibers are in the Blank sheet transverse to the longitudinal axis of the blank sheet (wide web) or along the longitudinal axis of the blank sheet (narrow web) arranged. The orientation of the fibers transversely to the longitudinal direction The wide sheet blank sheet ensures good flexibility around the transverse axis, but poor bendability around the longitudinal axis. The restoring forces for the lateral bonding are therefore stronger than in narrow web cut sheets, at due to the reversed position of the long fibers in the Material the conditions are exactly the opposite. on the other hand However, for folding boxes are preferred wide web blank sheets used as it increases the stability of the lid (no slate closure, no easy tearing off the lid), the stiffness of the pack due to a higher resistance in Transverse direction and the flat position of the package, d. H. one possible slight curvature of the pack, compared to the use of narrow web materials clearly favor.
Für die erfindungsgemäßen Schachteln ist daher der Einsatz von Breitbahn-Materialien bevorzugt, da diese einerseits für den Deckel- und Schachtelteil die genannten positiven Eigenschaften wie Stabilität des Deckels und Steifheit und Flachlage der Packung ergeben, andererseits durch die bei Breitbahn-Materialien erhöhten Rückstellkräfte aufgrund der Orientierung der langen Fasern quer zur Längsachse des Kragens das Abstehen der Ränder der Kragenvorderwand noch zusätzlich verstärkt wird.For the cartons according to the invention, therefore, the use of Broad web materials preferred because these one hand for the Lid and box part the said positive properties like stability of the lid and stiffness and flatness of the Pack revealed, on the other hand by the case of wide web materials increased restoring forces due to the orientation of the long fibers transverse to the longitudinal axis of the collar, the standing of the Edges of the collar front wall is additionally reinforced.
Der Einsatz von Breitbahn-Materialien zur Herstellung von Klappdeckelschachteln mit abgeschrägten oder abgerundeten Längskanten ist etwas problematisch, da einerseits (wie oben diskutiert) die Rückstellkräfte erhöht sind, andererseits durch die abgeschrägten oder abgerundeten Kanten die seitlichen Flächen zur Verklebung kleiner sind als bei normalen Schachteln. Die Verweilzeiten bei der Verklebung müssen daher erhöht werden, was zu einer Verlangsamung der Produktion führt.The use of wide web materials for the production of Hinged lid boxes with beveled or rounded Long edges is a bit problematic because on the one hand (as above discussed), the restoring forces are increased, on the other hand by the beveled or rounded edges the lateral Surfaces for bonding are smaller than normal Boxes. The residence times during the bonding must therefore be increased, causing a slowdown in production leads.
Um dieses Problem zu umgehen, ist es bei den erfindungsgemäßen Schachteln mit abgerundeten oder abgeschrägten Längskanten bevorzugt, daß die Faltlinien, die zu der abgeschrägten oder runden Kante führen, bei dem Deckel- und Schachtelteil durch Ritzlinien gebildet werden. Durch die Ritzlinien werden im Gegensatz zu Rillen die Rückstellkräfte überraschenderweise deutlich reduziert, so daß auch mit Breitbahn-Materialien problemlos und schnell die Herstellung der erfindungsgemäßen Schachteln erfolgen kann, ohne daß es durch die geringere zur Verfügung stehende Klebefläche zu Problemen bei dem seitlichen Verschluß der Schachtel kommt.To circumvent this problem, it is in the inventive Boxes with rounded or beveled longitudinal edges are preferred, that the fold lines leading to the beveled or round Lead edge, at the lid and box part through Scoring lines are formed. By the scribe lines are in the Contrary to grooves, the restoring forces surprisingly significantly reduced, so that even with wide web materials easily and quickly the preparation of the invention Nesting can be done without it by the lower Available adhesive surface to problems with the lateral Closure of the box comes.
Im Gegensatz zum Schachtel- und Deckelteil ist es jedoch bei den erfindungsgemäßen Schachtel mit abgerundeten oder abgeschrägten Kanten bevorzugt, daß die Rückstellkräfte des Kragenteils nicht reduziert werden. Daher ist es bevorzugt, daß die Faltlinien des Kragens, die die Abschrägung oder Abrundung zwischen Kragenvorderwand oder Kragenseitenwänden ergeben, durch Rillen gebildet werden, da die äußeren Ränder der Kragenvorderwand dann stärker nach vorne abstehen und die Reibung in geschlossenem Zustand mit der Deckelinnenseite verstärkt wird.In contrast to the box and lid part, it is included the box according to the invention with rounded or bevelled Edges preferred that the restoring forces of Collar part can not be reduced. Therefore, it is preferable that the fold lines of the collar, the bevel or rounding off between collar front wall or collar sidewalls, be formed by grooves, since the outer edges of the Collar front wall then protrude more forward and the friction reinforced in the closed state with the lid inside becomes.
Für den Kragenteil können neben den beschriebenen Breitbahn-Materialien jedoch auch die üblicherweise für Krägen eingesetzten Schmalbahn-Materialien verwendet werden, vorzugsweise wiederum in Kombination mit Rillen, um die Rückstellkräfte möglichst wenig zu reduzieren und ein möglichst wirkungsvolles Abstehen der Kragenvorderwandränder sicherzustellen. For the collar part can in addition to the described wide-web materials but also the ones commonly used for collars Narrow web materials are used, preferably in turn, in combination with grooves to the restoring forces reduce as little as possible and as effective as possible Ensuring the collar front wall edges are secured.
Um den Verschluß des Deckels noch weiter zu verbessern, kann die Innenseite der Deckelvorderwand durch ein Verstärkungsfeld mit mindestens einer, vorzugsweise zwei Aussparung(en) gebildet sein, die so geformt ist/sind, daß sie beim Schließen des Deckelteils mit der/den Kante(n) des Kragenrandes/der Kragenränder in Wechselwirkung tritt/treten, so daß im geschlossenen Zustand der Schachtel zumindest ein Teil des/der Randes/Ränder zwischen der Außenseite der Deckelvorderwand und dem Verstärkungsfeld zu liegen kommt/kommen.To further improve the closure of the lid, can the inside of the lid front wall by a reinforcing panel with at least one, preferably two, recess (s) be formed, which is / are shaped so that when closing the lid part with the edge (s) of the collar edge / Collar edges interact / occur, so that in the closed Condition of the box at least a part of the / Edge / edges between the outside of the lid front wall and the reinforcement field comes to lie / come.
Um sicherzustellen, daß die Wechselwirkung zwischen der Aussparung und dem Kragenrand problemlos abläuft, sind die Aussparungen im wesentlichen v-förmig, ihre Kanten bogenförmig (so daß die Kragenränder leicht unter das Verstärkungsfeld gleiten können), der tiefste Punkt der Aussparungen liegt etwa in der Mitte der Höhe des Verstärkungsfeldes und die Aussparungen erstrecken sich beginnend an der Oberkante des Verstärkungsfeldes über ca. 50 bis 90%, insbesondere 60 bis 70%, der Höhe dieses Verstärkungsfeldes (was wiederum das Einschieben der Kragenränder zwischen Verstärkungsfeld und Deckelvorderwand-Außenseite erleichtert).To ensure that the interaction between the recess and the collar edge runs smoothly, the recesses essentially V-shaped, their edges arcuate (so that the collar edges are slightly under the reinforcing panel can slide), the lowest point of the recesses lies approximately in the middle of the height of the reinforcement field and the recesses extend starting at the top of the gain field about 50 to 90%, especially 60 to 70%, the Height of this reinforcement field (which in turn the insertion the collar edges between reinforcing panel and lid front panel outside facilitated).
Um eine weitere Erleichterung beim Einführen der Kragenränder zu erzielen, sind eine oder vorzugsweise beide oberen Ecken des Verstärkungsfeldes mit einer Prägung versehen, die vorzugsweise die Dicke des faltbaren Materials hat und sich über die gesamte obere Ecke bis zur Kante der Aussparung und der Oberkante des Verstärkungsfeldes erstreckt.To further facilitate insertion of the collar edges to achieve one or preferably both upper corners the reinforcing panel provided with an embossing, preferably the thickness of the foldable material has and over the entire upper corner to the edge of the recess and the Upper edge of the gain field extends.
Die Herstellung der erfindungsgemäßen Schachteln erfolgt auf bekannte Weise aus Zuschnittbögen und separaten Kragenteilen. D.h. die Zuschnittsbögen und die Kragenteile werden aus Bahnen aus Zuschnittbogenmaterial, die auf Rollen gelagert sind, abgewickelt und ggf. bedruckt, vorzugsweise als Breitbahn-Zuschnittbögen. Es folgt üblicherweise ein Arbeitsgang, bei dem die Zuschnittbögen und die Kragenteile durch ein Ritzmesser oder einen Rillkörper auf die beschriebenen Weise behandelt und gleichzeitig gestanzt und/oder geschnitten und ggf. geprägt werden. Bei diesem Arbeitsgang wird auch der verbreiterte Kragenausschnitt erhalten, was verfahrenstechnisch einfach durch entsprechende Anpasssung des Schneide- oder Stanzwerkzeugs realisierbar ist. Soweit die für die Herstellung der erfindungsgemäßen Schachtel verwendeten Zuschnittbögen eine Prägung bis an den Rand des Zuschnittbogens aufweisen, muß aus fertigungstechnischen Gründen zunächst die Prägung erfolgen und dann in einem seperaten Arbeitsgang der Zuschnittbogen ausgeschnitten oder ausgestanzt werden. Durch übliches Falten und Verkleben der Zuschnittbögen an den Seitenflächen unter gleichzeitigem teilweisem Einsetzen und Verkleben des Kragens mit der Schachtelvorderwand und/oder den Schachtelseitenwänden wird dann maschinell die fertige Zigarettenschachtel erhalten, die üblicherweise eine in einen Innerliner eingeschlagene Zigarettengruppe enthält.The production of the boxes according to the invention takes place known manner of blank sheets and separate parts of the collar. That the blank sheets and the collar parts are made of webs cut sheet material stored on rolls, unwound and possibly printed, preferably as a wide-web blank sheets. It usually follows a single operation, at the cut sheets and the collar parts by a scoring knife or a corrugated body treated in the manner described and simultaneously punched and / or cut and possibly be shaped. In this operation, the widened Collar cut received, what procedural simply by appropriate adaptation of the cutting or Punching tool is feasible. As far as the production The carton of the invention used blank sheets an embossing to the edge of the blank sheet have, for manufacturing reasons, first the Be made and then in a separate operation of the Blank sheet cut or punched out. By conventional folding and gluing the blank sheets on the side surfaces with simultaneous partial insertion and bonding of the collar with the box front wall and / or the Box sidewalls will then machine the finished cigarette box usually get one in one Innerliner wrapped cigarette group contains.
Die Erfindung wird im weiterem an Hand eines Ausführungsbeispiels erläutert. Es zeigen:
- Fig. 1
einen Kragenzuschnittbogen 10,- Fig. 2
einen Zuschnittbogen 100 für den Schachtel- und Deckelteil und- Fig. 3
- einen weiteren Zuschnittbogen 100 mit leicht abgewandeltem Verstärkungsfeld 30.
- Fig. 1
- a
collar cut sheet 10, - Fig. 2
- a
blank sheet 100 for the box and lid part and - Fig. 3
- another
blank sheet 100 with slightly modified gain field 30th
Fig.1 zeigt einen Zuschnittbogen aus Breitbahn-Papier oder
-Karton für einen Kragen 10 mit Kragenvorderwand 12 und Kragenseitenwänden
14. Zu erkennen sind weiterhin Rillinien 15 zwischen
Kragenvorderwand 12 und den beiden Kragenseitenwänden
14. Insgesamt sind für jeden Faltbereich sieben Rillinien 15
vorgesehen, die in einem Abstand von ca. 1 mm parallel zueinander
verlaufen. Der gesamte Faltbereich ist daher 6 mm breit.Fig.1 shows a blank sheet of broad-web paper or
-Carton for a
Der Kragen 10 verfügt weiterhin über die Randbereiche 16, die
durch die Kanten 18 auf der einen Seite und die Faltbereiche
mit den Rillen 15 auf der anderen Seite begrenzt werden. Weiterhin
verfügt der Kragen 10 über einen Ausschnitt 20, der
hier eine Mittelhöhe von ca. 34 mm aufweist. In einer erfindungsgemäßen
Schachtel, die den hier gezeigten Kragen enthält,
würden also die Ränder 16 nach vorne abstehen und damit im wesentlichen
einen sicheren Verschluß des Deckels bewirken.The
Fig. 2 zeigt einen Zuschnittbogen 100 aus Breitbahn-Papier
oder -Karton zur Herstellung einer Zigarettenschachtel. Zu sehen
sind die üblichen Felder, d. h. Hauptflächenfelder 40, 42,
44 und 46 mit den entsprechenden Seitenflächenfeldern 41,
43, 45 und 47, die in der fertigen Zigarettenschachtel die
Schachtelvorderwand, die Schachtelrückwand, die Deckelvorderwand,
die Deckelrückwand, sowie die Seitenwände des Deckel-
und Schachtelteils ergeben. Zu sehen sind weiterhin das Bodenfeld
48 und das Oberseitenfeld 50, die in der fertigen Schachtel
dem Schachtelboden und der Deckeloberseite entsprechen.
Der Zuschnittbogen 100 der Fig. 2 weist sieben im wesentlichen
parallel in einem Abstand von ca. 1 mm verlaufende Ritzlinien
52 auf. Weitere Faltlinien neben den Ritzlinien 52 sind in
Fig. 2 gestrichelt gezeichnet und mit der Bezugsziffer 54 gekennzeichnet.
Der Zuschnittbogen verfügt weiterhin über zwei
Einschnitte 56 sowie über Seitenflächenfeldendlappen 58 und
59. An das Hauptflächenfeld 46 schließt sich oben das Verstärkungsfeld
30 an, das an beiden Seiten über je eine in etwa v-förmige
Aussparung 32 verfügt. Die beiden oberen Ecken 34 des
Verstärkungsfeldes 30 weisen je eine Prägung 36 auf, die sich
vollständig von der Oberkante 38 des Verstärkungsfeldes 30 bis
zu dem tiefsten Punkt der Aussparungen 32 erstrecken.Fig. 2 shows a
Zur Herstellung der Zigarettenschachtel können zunächst die
Seitenflächenfelder 43 um 90° nach oben und die daran befindlichen
Seitenflächenfeldendlappen 58 ebenfalls um 90° nach innen
geklappt werden. Dann wird der untere Teil des Zuschnittbogens
100 mit der Bodenfläche 48 und dem ersten Hauptflächenfeld
40 um 90° nach oben geklappt, so daß die Seitenflächenfeldendlappen
58 mit dem Bodenfeld 48 in Kontakt kommen und
verklebt werden. Wird das erste Hauptflächenfeld 40 weiter eingeklappt
(um 90°), so kommen die Seitenflächenfelder 43 und 41
übereinander zu liegen und können verklebt werden, so daß der
Schachtelteil fertig ist. Auf ähnliche Weise wird der Deckelteil
hergestellt, d.h. die Seitenflächenfeldendlappen 59 werden
mit dem Oberseitenfeld 50 verklebt. Das Verstärkungsfeld
30 wird nach innen auf das vierte Hauptflächenfeld 46 geklebt
und sodann die Seitenflächenfelder 45 und 47 miteinander verklebt.
Während dieses Herstellungsprozesses oder anschließend
kann der bspw. in Fig. 1 gezeigte Kragen 10 auf der Innenseite
des ersten Hauptflächenfeldes 40 so angeordnet werden, daß ein
Teil des Kragen aus dem Schachtelteil heraussteht. Die Verbindung
des Kragens mit der Schachtelvorderwand, d. h. dem ersten
Hauptflächenfeld 40, sowie ggf. den entsprechenden Seitenflächenfeldern
kann durch Verkleben erfolgen.To produce the cigarette box can first
Side surface fields 43 up 90 ° and the one on it
Side surface field flaps 58 also at 90 ° inwards
be worked out. Then the lower part of the
Auf der Deckelvorderwand-Innenseite der fertigen Schachtel befindet
sich dann das Verstärkungsfeld 30 mit den beiden seitlichen
Aussparungen 32. Beim Schließen der Schachtel wird
aufgrund des bogenförmigen Randverlaufs der Aussparungen 32
die Kante 18 der Kragenränder 16, erleichtert durch die Prägungen
36, zwischen Verstärkungsfeld 30 und viertes Hauptflächenfeld
46, geführt und durch Reibung dort gehalten.Located on the lid front wall inside of the finished box
then the
Die Prägungen 36 können auch entlang der Schnitt-Linien 39
angebracht sein, wie es in Fig. 3 gezeigt ist.The
Claims (12)
- Box made of foldable materialcharacterized in thatwith a box part, the box part having a box front wall (40), a box rear wall (42), box side walls and a box base(48),with a lid part, the lid part having a lid front wall (46), a lid rear wall (44), lid side walls and a lid top side (50), andwith a collar (10), the collar (10) having a collar front wall (12) provided with a cut-out section (20) and collar side walls (14),the lid part being linked with the lid rear wall (44) on the box rear wall (42),the collar (10) being arranged in the box part andthe collar front wall (12) projecting at least partly out of the box part,
the rim (16) of the collar front wall (12) remaining on the left and right next to the cut-out section (20) is so narrow that it projects forward due to the rigidity of the foldable material, in particular in its upper area. - Box according to claim 1, characterized in that the lid is held essentially in the closed state by the friction between the forward-projecting rims (16) and the inside of the lid front wall.
- Box according to one of claims 1 or 2, characterized in that in each case one or more of the longitudinal edges of the box part, of the lid part and of the collar are rounded off or chamfered.
- Box according to one of claims 1 to 3, characterized in that the foldable material is paper or cardboard.
- Box according to claim 4, characterized in that the foldable material is shortgrain paper or shortgrain cardboard.
- Box according to claim 5, characterized in that one or more of the longitudinal edges of the box are rounded off or chamfered and the chamfering or the rounding of the longitudinal edges of the box and lid parts is formed by scoring lines and the chamfering or the rounding of the collar (10) by grooves.
- Box according to one of claims 1 to 6, characterized in that the inside of the lid front wall is formed by a strengthening field (30) with at least one recess (32) which is shaped such that upon closure of the lid part it interacts with the edge (18) of a collar rim (16) so that in the closed state of the box at least a part of the collar rim (16) comes to rest between the outside of the lid front wall and the strengthening field (30).
- Box according to claim 7, characterized in that the recess(es) (32) is/are essentially v-shaped, the edges of the recess(es) (32) is/are curved, the deepest point of the recess(es) (32) lies/lie roughly at mid-height of the strengthening field (30) and the recess(es) (32) extends/extend from the top edge (38) of the strengthening field (30) over approximately 50 to 90%, in particular 60 to 70%, of the height of the strengthening field (30).
- Box according to one of claims 7 or 8, characterized in that one or both top corner(s) (34) of the strengthening field (30) is/are provided with an embossed area (36).
- Box according to claim 9, characterized in that the embossed area(s) extends/extend inwards from the top edge (38) of the strengthening field (30) and the top end(s) of the edges of the recess(es) (32) to the strengthening field (30).
- Box according to one of claims 9 or 10, characterized in that the embossed area (36) approximately corresponds to the thickness of the foldable material.
- Collar (10) made of foldable material which has a collar front wall (12) provided with a cut-out section (20) and collar side walls (14)
characterized in that
the rim (16) of the collar front wall (12) remaining on the left and right next to the cut-out section (20) is so narrow that, when inserted into a box with a hinged lid, it projects forward due to the rigidity of the foldable material, in particular in its upper area.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10106549 | 2001-02-13 | ||
| DE10106549A DE10106549A1 (en) | 2001-02-13 | 2001-02-13 | Hinged lid box |
| PCT/EP2002/001477 WO2002064450A1 (en) | 2001-02-13 | 2002-02-13 | Box with hinged lid |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1361986A1 EP1361986A1 (en) | 2003-11-19 |
| EP1361986B1 true EP1361986B1 (en) | 2005-05-04 |
Family
ID=7673818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02704712A Expired - Lifetime EP1361986B1 (en) | 2001-02-13 | 2002-02-13 | Box with hinged lid |
Country Status (19)
| Country | Link |
|---|---|
| US (2) | US7044294B2 (en) |
| EP (1) | EP1361986B1 (en) |
| JP (1) | JP4116883B2 (en) |
| KR (1) | KR100836997B1 (en) |
| CN (1) | CN1270943C (en) |
| AT (1) | ATE294755T1 (en) |
| AU (1) | AU2002238550B2 (en) |
| BG (1) | BG65016B1 (en) |
| BR (1) | BR0207220A (en) |
| CA (1) | CA2437925C (en) |
| DE (2) | DE10106549A1 (en) |
| EA (1) | EA004820B1 (en) |
| ES (1) | ES2241991T3 (en) |
| HK (1) | HK1063040A1 (en) |
| MX (1) | MXPA03007222A (en) |
| PT (1) | PT1361986E (en) |
| UA (1) | UA74626C2 (en) |
| WO (1) | WO2002064450A1 (en) |
| ZA (1) | ZA200306264B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006029752A1 (en) * | 2004-09-16 | 2006-03-23 | Focke & Co. (Gmbh & Co. Kg) | Cigarette box comprising a hinged lid |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10106549A1 (en) * | 2001-02-13 | 2002-08-22 | Philip Morris Prod | Hinged lid box |
| CN101460377B (en) * | 2006-05-30 | 2011-02-09 | 日本烟草产业株式会社 | Package for stick-like smoking articles and blank for the same |
| EP2141091B1 (en) * | 2007-05-01 | 2016-03-23 | Japan Tobacco Inc. | Package of rod-shaped smoking article and its blank |
| UA94166C2 (en) | 2007-05-01 | 2011-04-11 | Джапан Тобакко Инк. | Package for rod-like smoking accessories and blank for it |
| USD646159S1 (en) | 2007-11-30 | 2011-10-04 | Philip Morris Usa Inc. | Container |
| US7878324B2 (en) * | 2007-11-30 | 2011-02-01 | Philip Morris Usa Inc. | Pocket-size container for consumer items |
| ATE488448T1 (en) * | 2008-01-17 | 2010-12-15 | Ferrer Josep M Berga | CARRIER FOR CANS WITH HANDLE AREA |
| US20100059395A1 (en) | 2008-05-02 | 2010-03-11 | John England | Pack for Smoking Articles |
| IT1391001B1 (en) | 2008-07-04 | 2011-10-27 | Marco Vecchi | PACKAGE AND RELATED DIE |
| US8348053B2 (en) | 2008-12-12 | 2013-01-08 | Philip Morris Usa Inc. | Adjacent article package for consumer products |
| US8607974B2 (en) * | 2008-12-22 | 2013-12-17 | British America Tobacco (Holdings) Limited | Pack for smoking articles |
| KR20120036349A (en) * | 2009-07-08 | 2012-04-17 | 필립모리스 프로덕츠 에스.에이. | Carton with a set of different containers |
| US20110083980A1 (en) * | 2009-10-09 | 2011-04-14 | Philip Morris Usa Inc. | Snus foil pack in side opening hard pack |
| EP2595900B1 (en) * | 2010-07-19 | 2016-03-16 | Philip Morris Products S.A. | Container for consumer goods |
| JP5886834B2 (en) * | 2011-03-25 | 2016-03-16 | 日本たばこ産業株式会社 | Cigarette package manufacturing method |
| EP2511088A1 (en) * | 2011-04-12 | 2012-10-17 | Boegli-Gravures S.A. | Method and device for producing a package for tobacco articles |
| EP2789547B1 (en) * | 2011-12-07 | 2016-07-27 | Japan Tobacco, Inc. | Packaging container |
| DE102012103863A1 (en) * | 2012-05-03 | 2013-11-07 | Focke & Co. (Gmbh & Co. Kg) | Pack for cigarettes |
| WO2015059786A1 (en) * | 2013-10-23 | 2015-04-30 | 日本たばこ産業株式会社 | Hinged-lid package and blank therefor |
| DE102014011396A1 (en) * | 2014-08-06 | 2016-02-11 | Focke & Co. (Gmbh & Co. Kg) | cigarette pack |
| SG11201703823RA (en) * | 2014-12-31 | 2017-06-29 | Philip Morris Products Sa | Improved round corner container |
| HUE043444T2 (en) | 2015-07-13 | 2019-08-28 | Mayr Melnhof Karton Ag | Packaging and blank for producing packaging |
| MX2018001049A (en) * | 2015-07-31 | 2018-05-17 | Philip Morris Products Sa | Container with non-squared edges. |
| WO2017021343A1 (en) * | 2015-07-31 | 2017-02-09 | Philip Morris Products S.A. | Creased blank for forming a container with round or bevelled corners |
| WO2017046364A1 (en) * | 2015-09-17 | 2017-03-23 | Philip Morris Products S.A. | Container with a bevelled edge and an adjacent transverse curved edge |
| GB201517129D0 (en) * | 2015-09-28 | 2015-11-11 | British American Tobacco Co | Pack for smoking articles |
| DE202015106399U1 (en) | 2015-11-24 | 2016-11-25 | Mayr-Melnhof Karton Ag | Packaging and cutting to produce a packaging |
| DE202016102117U1 (en) | 2016-04-21 | 2017-04-25 | Mayr-Melnhof Karton Ag | Packaging and cutting to produce a packaging |
| DE202016102596U1 (en) | 2016-05-13 | 2017-05-16 | Mayr-Melnhof Karton Ag | Packaging and cutting to produce a packaging |
| DE202017105838U1 (en) * | 2017-09-26 | 2018-09-27 | Mayr-Melnhof Karton Ag | Packaging and cutting to produce a packaging |
| USD908277S1 (en) * | 2018-08-25 | 2021-01-19 | Amvac Chemical Corporation | Container for dry products |
| DE202019104013U1 (en) * | 2019-07-19 | 2020-07-21 | Mayr-Melnhof Karton Ag | Inner collar for packaging and packaging |
| DE202019104106U1 (en) | 2019-07-25 | 2020-07-28 | Mayr-Melnhof Karton Ag | Inner collar for packaging and packaging |
| US11891222B2 (en) * | 2021-12-14 | 2024-02-06 | Shenzhen Yuto Packaging Technology Co., Ltd. | Flat plate member and packaging box |
| DE202023104715U1 (en) | 2023-08-18 | 2024-08-20 | Mayr-Melnhof Karton Ag | Packaging and cutting to produce packaging |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB349970A (en) | 1930-03-05 | 1931-06-05 | Walter Keating Kelly | Improvements in or relating to boxes or cases particularly for cigarettes and the like |
| CH197747A (en) | 1936-06-22 | 1938-05-15 | Julius Fromm | Packing box. |
| CH219033A (en) | 1940-11-22 | 1942-01-15 | Gallay Andre | Box. |
| CH237898A (en) | 1943-11-20 | 1945-05-31 | Singer Guido | Box, especially for cigarettes. |
| US2553251A (en) * | 1947-01-02 | 1951-05-15 | Engineering Res Associates Inc | Vibrating tool |
| US2523251A (en) * | 1949-08-17 | 1950-09-19 | Nat Folding Box Company Inc | Round cornered folding box |
| JPS5827578B2 (en) | 1976-10-18 | 1983-06-10 | 三洋電機株式会社 | Recording/playback device |
| GB2032887B (en) | 1978-10-16 | 1983-03-23 | British American Tobacco Co | Hinged-lid packets |
| DE3329454A1 (en) | 1983-08-16 | 1985-03-07 | Focke & Co, 2810 Verden | CAP BOX FOR CIGARETTES OR THE LIKE |
| DE3329455A1 (en) * | 1983-08-16 | 1985-03-07 | Focke & Co, 2810 Verden | CAP BOX FOR CIGARETTES OR THE LIKE |
| EP0204933B1 (en) | 1985-05-02 | 1988-04-20 | Focke & Co. (GmbH & Co.) | Case with hinged lid for cigarettes or the like |
| USD322687S (en) * | 1987-04-21 | 1991-12-24 | Fabriques De Tabac Reunies, S.A. | Pack for cigarettes |
| US4955531A (en) * | 1989-02-21 | 1990-09-11 | Herman Graboyes | Blank for use in forming a container having a rounded edge |
| US4923059A (en) * | 1989-08-01 | 1990-05-08 | Philip Morris Incorporated | Hinged top cigarette box |
| DE3942034A1 (en) * | 1989-12-20 | 1991-06-27 | Focke & Co | FOLDING BOX, IN PARTICULAR FOR CIGARETTES |
| US5143282A (en) * | 1990-08-28 | 1992-09-01 | Philip Morris Incorporated | Apparatus and method for maintaining closed hinged lid boxes |
| US5478011A (en) * | 1990-08-28 | 1995-12-26 | Focke & Co (Gmbh & Co.,) | Interlocking closure for hinged lid boxes |
| DE4103612C2 (en) | 1991-02-07 | 1994-11-10 | Focke & Co | Hinged box for cigarettes or the like |
| JP2846500B2 (en) | 1991-02-25 | 1999-01-13 | タバコ リサーチ アンド ディベロップメント インスティテュート リミティド | Cardboard box with upper lid |
| DE4109702A1 (en) * | 1991-03-23 | 1992-09-24 | Focke & Co | FOLDING BOX, IN PARTICULAR FOR CIGARETTES |
| US5341925A (en) * | 1993-07-30 | 1994-08-30 | Philip Morris Incorporated | Cigarette hardpack having rounded corners and lid retaining flaps |
| DE19519505A1 (en) | 1995-05-31 | 1996-12-05 | Focke & Co | Hinged box for cigarettes |
| DE19648240B4 (en) * | 1996-11-21 | 2006-01-05 | Focke & Co.(Gmbh & Co. Kg) | Folding box for cigarettes and blank for making the same |
| US5924627A (en) * | 1997-08-07 | 1999-07-20 | Philip Morris Incorporated | Packaging blank and container made therefrom |
| CN1131827C (en) * | 1998-06-17 | 2003-12-24 | 福克有限公司 | Hinge lid pack for cigarettes or such like |
| USD441496S1 (en) * | 1998-12-10 | 2001-05-01 | Focke & Co. (Gmbh & Co.) | Cigarette pack |
| IT1308982B1 (en) * | 1999-01-21 | 2002-01-15 | Gd Spa | RIGID PACKAGE WITH HINGED COVER |
| US6360943B1 (en) * | 1999-02-17 | 2002-03-26 | Focke & Co. (Gmbh & Co.) | Flip-top box for cigarettes |
| DE10031319A1 (en) * | 2000-07-03 | 2002-01-17 | Focke & Co | Method and device for producing folding boxes with a closing aid |
| DE10106549A1 (en) | 2001-02-13 | 2002-08-22 | Philip Morris Prod | Hinged lid box |
-
2001
- 2001-02-13 DE DE10106549A patent/DE10106549A1/en not_active Withdrawn
-
2002
- 2002-02-13 AT AT02704712T patent/ATE294755T1/en not_active IP Right Cessation
- 2002-02-13 UA UA2003098462A patent/UA74626C2/en unknown
- 2002-02-13 EP EP02704712A patent/EP1361986B1/en not_active Expired - Lifetime
- 2002-02-13 WO PCT/EP2002/001477 patent/WO2002064450A1/en active IP Right Grant
- 2002-02-13 CN CNB02804942XA patent/CN1270943C/en not_active Expired - Fee Related
- 2002-02-13 BR BR0207220-3A patent/BR0207220A/en not_active IP Right Cessation
- 2002-02-13 DE DE50202999T patent/DE50202999D1/en not_active Expired - Fee Related
- 2002-02-13 JP JP2002564394A patent/JP4116883B2/en not_active Expired - Fee Related
- 2002-02-13 PT PT02704712T patent/PT1361986E/en unknown
- 2002-02-13 AU AU2002238550A patent/AU2002238550B2/en not_active Ceased
- 2002-02-13 CA CA002437925A patent/CA2437925C/en not_active Expired - Fee Related
- 2002-02-13 EA EA200300888A patent/EA004820B1/en not_active IP Right Cessation
- 2002-02-13 US US10/467,761 patent/US7044294B2/en not_active Expired - Lifetime
- 2002-02-13 MX MXPA03007222A patent/MXPA03007222A/en active IP Right Grant
- 2002-02-13 ES ES02704712T patent/ES2241991T3/en not_active Expired - Lifetime
- 2002-02-13 KR KR1020037010554A patent/KR100836997B1/en not_active IP Right Cessation
-
2003
- 2003-08-13 ZA ZA200306264A patent/ZA200306264B/en unknown
- 2003-08-18 BG BG108106A patent/BG65016B1/en unknown
-
2004
- 2004-08-09 HK HK04105883A patent/HK1063040A1/en not_active IP Right Cessation
-
2006
- 2006-05-02 US US11/415,083 patent/US7562772B2/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006029752A1 (en) * | 2004-09-16 | 2006-03-23 | Focke & Co. (Gmbh & Co. Kg) | Cigarette box comprising a hinged lid |
| US7506755B2 (en) | 2004-09-16 | 2009-03-24 | Focke & Co. (Gmbh & Co. Kg) | Cigarette box comprising a hinged lid |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002064450A1 (en) | 2002-08-22 |
| US20060283732A1 (en) | 2006-12-21 |
| JP2004526637A (en) | 2004-09-02 |
| HK1063040A1 (en) | 2004-12-10 |
| DE10106549A1 (en) | 2002-08-22 |
| JP4116883B2 (en) | 2008-07-09 |
| UA74626C2 (en) | 2006-01-16 |
| US20040144661A1 (en) | 2004-07-29 |
| BR0207220A (en) | 2004-08-17 |
| CA2437925A1 (en) | 2002-08-22 |
| EA200300888A1 (en) | 2003-12-25 |
| CN1270943C (en) | 2006-08-23 |
| ES2241991T3 (en) | 2005-11-01 |
| ZA200306264B (en) | 2004-06-30 |
| KR100836997B1 (en) | 2008-06-10 |
| ATE294755T1 (en) | 2005-05-15 |
| US7562772B2 (en) | 2009-07-21 |
| CN1491173A (en) | 2004-04-21 |
| BG108106A (en) | 2004-08-31 |
| MXPA03007222A (en) | 2005-02-14 |
| BG65016B1 (en) | 2006-12-29 |
| EP1361986A1 (en) | 2003-11-19 |
| PT1361986E (en) | 2005-09-30 |
| US7044294B2 (en) | 2006-05-16 |
| EA004820B1 (en) | 2004-08-26 |
| AU2002238550B2 (en) | 2007-11-22 |
| KR20030081440A (en) | 2003-10-17 |
| CA2437925C (en) | 2007-06-19 |
| DE50202999D1 (en) | 2005-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1361986B1 (en) | Box with hinged lid | |
| EP0207407B1 (en) | Folding carton | |
| EP0745541B1 (en) | Hinged-lid box for cigarettes | |
| EP1361987B1 (en) | Cut sheet and packet, in particular for cigarettes | |
| EP1501747A1 (en) | Cigarette package | |
| DE10047447A1 (en) | Blank for producing a rigid cigarette package has precreased fold lines, one set of which has degree of weakening which is greater than that of second set | |
| EP1361988B1 (en) | Cigarette packet and cut sheet | |
| EP3150503A1 (en) | Package for cigarettes and blank for the production of such a package | |
| EP0082388A1 (en) | Blank for a cigarette or cigarillo box | |
| DE69304122T2 (en) | Polygonal packaging made of cardboard or the like and cut to size for its production | |
| EP2704956B2 (en) | Pack for cigarettes | |
| EP1015353B1 (en) | Hinge-lid box for cigarettes | |
| EP2844572B1 (en) | Pack for cigarettes | |
| CH620165A5 (en) | ||
| EP1558503A1 (en) | Hinge-lid packet for cigarettes | |
| EP1195329A2 (en) | Folding box with an offset internal bottom | |
| DE60307087T2 (en) | CONTAINER FOR TOBACCO PRODUCTS AND CORRESPONDING MANUFACTURING PROCESS | |
| DE60202687T2 (en) | STIFF BOX WITH SWIVEL LID | |
| EP2363355B2 (en) | Lidded carton for tobacco products | |
| WO2010102702A1 (en) | Package for cigarettes | |
| DE3037109A1 (en) | Cigarette carton with integral hinged lid - made from single sheet of material reinforced by folded panels | |
| DE2710163A1 (en) | FLIP-LID PACKING | |
| DE3645111C2 (en) | Rectangular cardboard cigarette pack | |
| DE69503471T2 (en) | Blank cover made of paper or plastic film for a soft pack for cellulose wipes | |
| DE2729483A1 (en) | Totally enclosed folding box making appts. - uses two pairs of rollers with two sets of cutting knives |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030915 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50202999 Country of ref document: DE Date of ref document: 20050609 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050804 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050804 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050718 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20050402142 Country of ref document: GR Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Effective date: 20050803 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2241991 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080118 Year of fee payment: 7 Ref country code: ES Payment date: 20080212 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080118 Year of fee payment: 7 Ref country code: GB Payment date: 20080118 Year of fee payment: 7 Ref country code: IT Payment date: 20080123 Year of fee payment: 7 Ref country code: NL Payment date: 20080118 Year of fee payment: 7 Ref country code: PT Payment date: 20080118 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080110 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080114 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080208 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20080121 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20080118 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20090813 |
|
| BERE | Be: lapsed |
Owner name: S.A. *PHILIP MORRIS PRODUCTS Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090813 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090902 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |