EP1283097A2 - Fabrication de matières pulvérentes - Google Patents
Fabrication de matières pulvérentes Download PDFInfo
- Publication number
- EP1283097A2 EP1283097A2 EP02023590A EP02023590A EP1283097A2 EP 1283097 A2 EP1283097 A2 EP 1283097A2 EP 02023590 A EP02023590 A EP 02023590A EP 02023590 A EP02023590 A EP 02023590A EP 1283097 A2 EP1283097 A2 EP 1283097A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressing
- powders
- anyone
- advancing
- conveyor means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000012254 powdered material Substances 0.000 title claims abstract description 15
- 238000004519 manufacturing process Methods 0.000 title description 4
- 239000000843 powder Substances 0.000 claims abstract description 143
- 238000003825 pressing Methods 0.000 claims abstract description 133
- 238000000034 method Methods 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims description 19
- 238000005096 rolling process Methods 0.000 claims description 11
- 230000007423 decrease Effects 0.000 claims description 8
- 229910010293 ceramic material Inorganic materials 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 42
- 239000000919 ceramic Substances 0.000 description 13
- 230000000694 effects Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000004927 clay Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000004075 alteration Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 241000252254 Catostomidae Species 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000013536 elastomeric material Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000004540 pour-on Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/005—Devices or processes for obtaining articles having a marble appearance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/008—Producing shaped prefabricated articles from the material made from two or more materials having different characteristics or properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/08—Producing shaped prefabricated articles from the material by vibrating or jolting
- B28B1/10—Producing shaped prefabricated articles from the material by vibrating or jolting and applying pressure otherwise than by the use of presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/14—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted
- B28B1/16—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted for producing layered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/14—Apparatus or processes for treating or working the shaped or preshaped articles for dividing shaped articles by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0205—Feeding the unshaped material to moulds or apparatus for producing shaped articles supplied to the moulding device in form of a coherent mass of material, e.g. a lump or an already partially preshaped tablet, pastil or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/022—Feeding several successive layers, optionally of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/027—Feeding the moulding material in measured quantities from a container or silo by using a removable belt or conveyor transferring the moulding material to the moulding cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0295—Treating the surface of the fed layer, e.g. removing material or equalization of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/04—Discharging the shaped articles
- B28B13/06—Removing the shaped articles from moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/003—Pressing by means acting upon the material via flexible mould wall parts, e.g. by means of inflatable cores, isostatic presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/12—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material
- B28B3/123—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material on material in moulds or on moulding surfaces moving continuously underneath or between the rollers, e.g. on an endless belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping
- B28B5/02—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type
Definitions
- the present invention concerns a system for manufacturing powder material, in particular for the production of ceramic tiles.
- PCT/EP95/04560 describes a system for pressing ceramic tiles, wherein a continuous strip of powders having a predetermined thickness and width is formed, predetermined areas of said strip being compacted to obtain tiles, or pre-compacted semimanufactured products which are precursors of the tiles to be formed. In the latter case there is provided pressing of semimanufactured products in a die to obtain corresponding tiles ready to be subsequently dried and fired.
- US-A-3,540,093 describes an apparatus for manufacturing ceramic tiles, having substantially uniform compactness, homogeneity, density and thickness, wherein from a bottom end of a hopper, in which powders of ceramic material are contained, a vertical strip of compacted powders is formed by action of opposed pressing rolls, from said strip some pre-compacted products being subsequently severed by cutting and distributed on a horizontal conveyor from which the severed products are transferred to a die to obtain tile bodies.
- GB-A-880,892 describes an apparatus for forming clay material in which a mass of clay, humidified in such a way as to result at a plastic state, is laminated between a pair of rolls to obtain a layer of plastic material and subsequently the layer is formed by a forming die, without substantial alteration of the volume, in such a way as to obtain a plurality of tiles interconnected by webs which are subsequently cut by rotating disks.
- Prior art comprises also some apparatuses for making tiles in which powders are distributed in two superimposed layers during distinct strokes of a distributing trolley or distinct phases of the same stroke of a distributing trolley, the trolley being generally provided with grids and each one leading the powders of a determined layer at the matrix of the press.
- An example of such a kind of apparatuses is described in IT-A-1,069,458.
- An object of the present invention is to improve the existent apparatuses for working ceramic tiles.
- a method for pressing powdered material to obtain tiles comprising the steps of:
- apparatus for pressing powdered material in such a way as to obtain tiles comprising flexible conveyor means for receiving powders thereon from distributing means and for advancing said powders along an advancing direction through a pressing station, containing means for laterally containing said powders on said conveyor means, said containing means being distinct from said powdered material, means for pressing said powders while advancing through said pressing station, characterized in that said side containing means are arranged to act on the powders to be pressed during said advancing and said pressing of the powders.
- forming means for forming ceramic material comprising moving means arranged to move, along a reciprocal approaching direction, powders to be pressed and pressing means to decrease significantly the volume of said powders, the pressing means being arranged to press said powders along a pressing direction transversally disposed with respect to said approaching direction, characterized in that said pressing means are conformed to act on said powders with pressing intensity which increases along said approaching direction.
- said pressing means comprises continuous pressing means, as rotating bodies, arranged to progressively press powders while said material advances.
- the pressing means comprises swinging pressing means disposed along the approaching direction.
- continuous pressing means acting on a horizontal strip of powders allows to significantly reduce the width of the areas of the strip of powders to be pressed and furthermore to limit scrap material.
- the forming of a continuous strip of pressed material renders possible feeding of the mould without using particular conveyor means: in fact the pressed strip may be advanced toward the mould by the action of pressing means acting on the belt conveyor means.
- the continuous pressing means may comprise rolls, belt conveyor means, swinging orbital elements and others.
- powders 1 are contained in hopper distributing means 2 having an outlet section controlled by a dosing squegee 2a, which is adjustable in height and faces with a horizontal upper part of belt conveyor means 3, advancing the powders to be pressed at a press with mould means 4 for ceramic tiles 5 ( Figure 4), in such a way as to form a strip 6, or main layer, of powders.
- distributing decorating means 7 may be interposed to pour on the strip 6 a decorating layer 8, the decorating means possibly comprising further hopper means 9 containing a decorating granular material 10, having the outlet section facing the strip 6 and controlled by a rotating dosing roll 11.
- the belt conveyor means 3 is partially rolled up on a roll 12 which defines an end of the belt conveyor means near to the mould 4, rotating about a first, substantially horizontal axis A, defining a vertical plane whereon, above the strip 6, a second axis B lies around which a second pressing roll 13 for pressing powders 6, 8 is rotatable.
- the strip of powders 6, 8 which passes on the belt conveyor means 3 between the rolls 12 and 13 is compacted to a greater or lower extent depending on the distance between the axes A and B, in such a way as to obtain, at the exit of the rolls 12, 13, from powders forming the strip 6, 8, a compacted layer 14, which is coherent, i.e.
- the mould means 4 are provided with lower frame means 16, substantially complanate with the transferring plane 15, and defining a lower cavity 17 ( Figure 2) arranged to contain longitudinally consecutive portions of layer 14 of compacted powders and to allow their pressing between a punch 18 and a bottom portion 19 of the mould means 4.
- Advancing of the compacted layer 14 is controlled by the motion of the rolls 12 and 13: thus, at the end of the pressing cycle, the layer 14 is advanced by the said rolls until the elimination, from the pressing area, of scrap materials 20 which may be collected by a crusher 21 and introduced again into the process as powders.
- the diameter of the rolls 12 and 13 has to be sufficiently large so that the rolls are sufficiently resistant to flexing during pressing and define a pressing sector C having suitable width.
- the width of the sector corresponds to the angle C of incidence defined between the tangent to the roll in the contact area at the entry of the powders and a direction parallel to the plane of the strip: to be successful the angle C of incidence should be suitably low.
- a pressing cycle comprises the following phases:
- the pressing cycle comprises the phases 1) and 3) as defined above, and the phases 2a) and 4a) described below:
- the lowering of the lower frame means 16 takes place together with the lowering of the moving plane 15, and, preferably, the belt conveyor means 3 with respective rolls 12 and 13, in the direction shown by the arrow F.
- Figures 15 and 16 show the use of a mould such as that shown in Figures 5 to 8 to obtain a tile 5 having a spacing portion 25 of greater dimension and a front face 26 formed above.
- Figure 9 shows that, in addition to the rolls 12 and 13, there may be provided further upper rolls 29 and lower rolls, parallel to each other and to rolls 12 and 13, the centrelines distance between the further upper rolls 29 and the corresponding further lower rolls 30 being progressively increasing moving away from the rolls 12 and 13 in such a way as to allow a more gradual compacting of the powders 6.
- the angle C of incidence is conveniently small for each upper rolls 29, so as to decrease the risk of heterogeneities in compactation which would arise from longitudinal movings of the powders.
- Figure 12 shows that on the plurality of upper pressing rolls 13, 29 compacting belt means 31 are peripherally rolled up to render more homogeneous and progressive the compacting of the powders.
- the compacting belt means 31 allow to define carefully a predetermined value of the angle of incidence C and allow to exert on the powders 6, 8 a particularly gradual action.
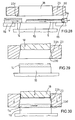
- Figures 13 and 18 show that the end area of the belt.
- conveyor means 3 and the transferring plane 15 next thereto may be hinged by a transversal axis Z passing through the strip of powders 6, before the area of beginning of compacting, in such a way as to allow the compacted material 14 to follow the lowering and the lifting of the transferring plane 15 and of the lower frame means 16 in the phases of the pressing cycle described referring to Figures 5 to 8.
- the upper compacting belt means 31 must be free to rotate about the axis Z of a relatively wide angular sector.
- Figure 18 shows that the lower frame means 16a may be open towards the moving plane 15, in such a way as to surround the bottom 19 only in three side, so as to limit the discharged material.
- the areas of the layer of compacted material 14, which are subjected to the action of the upper frame means 23, cause an interruption of the continuity of such a layer; when the moving plane 15, rotating about the axis Z, goes down with respect to the bottom 19, its edge nearest to the bottom 19 is no longer complanate thereto and thus only the portion 35 of the layer of compacted material 14, which are not subjected to the action of the frame means 23 and of the punch 18, are severed from the layer 14 along a fracture line Y.
- the belt conveyor means 3 may be provided with projections acting as longitudinal severing means 36 for severing powders 6, said severing means being received into respective recess means 38 of the pressing rolls 13, 29, and with lateral containing means 37, or side-walls, in such a way as to obtain two parallel layers 14a of compacted material from two respective layers 6a of powdered material.
- the recess means 38 may define pressing means 38a arranged to keep pressed, and, as a consequence, larger than their initial dimensions, the longitudinal severing means 36 and the lateral containing means 37 during pressing. This decreases the possibility of undesired moving of the severing means during pressing. Moreover, this supports the delivery of the pressed products 14 because, when the action of the pressing means 38a finishes, the longitudinal severing means 36 and the lateral containing means 37 assume again their initial dimensions, so detaching from the pressed products.
- lateral control means 39 limiting the deformations of the lateral containing means 37 during pressing, the lateral control means 39 advantageously comprising some rolls having vertical axes interacting with the lateral containing means 37 to avoid said lateral containing means 37 deforming outwardly during pressing.
- the lateral containing means 37 define side walls having wide-apart shape toward the outside of the belt conveyor means 3 in such a way as to support the delivering of the layer 14, 14a.
- the severing means 36 and the lateral containing means 37 may be made in elastic material in such a way as to be able to lengthen in the rolling on the rolls of the end of the belt conveyor means 3.
- the containing means are made in elastomeric material. This further supports the delivering of the compacted material 14 from the side of the mould 4.
- the entire group defined by the front end of the belt conveyor means 3 comprising the roll 12 and the pressing rolls 13, 29 may be translated far away from the mould 4 in such a way as to maintain uniform the relative speed of the powders 6 with respect to such rolls. At the end of pressing, said group will be moved again near to the mould 4.
- Figure 14 shows that, to obtain the compactation of the layer 6, 8, it is possible to use a compacting means 40 provided with orbital motion, or provided with a swinging, or vibrating motion, generally generating a circular action shown by arrows F4 and such as to compress the powders 6 and advance together with them along a portion of route of the belt conveyor means 3.
- a movable controlling block 41 Underneath the belt conveyor means 3 there is a movable controlling block 41, whereon the belt conveyor means 3 rests, the block being free to move along the direction Y1 toward the mould means 4 when the compacting means 40 compresses the powders 6 and to return at the initial position, under the action of a return spring 42, when the compacting means 40 does not compress the powders 6.
- the movable block 41 is set up on rolls 43 interposed between the block 41 and a base body 44.
- the compacting action of the compacting means 40 may also be obtained by a suitable vibrating-generator device: therefore the action of the compacting means 40 on the powders 6 may take place in a vertical plane orthogonal to the belt conveyor means 3.
- further decorating means may be inserted to distribute decorating substances on the upper face of the layer 14 of compacted powders.
- the surface of the roll 13 may be suitably hollow, or in relief, to obtain reliefs or, respectively depressions, in the upper face of the strip 6, 8 in such a way as to be able to produce seats on the strip 14 suitable to receive further decorating substances.
- first vertical driving means 46 for driving the upper frame means 23 and of second vertical driving means 47 for driving the lower frame means 16 is controlled.
- the first vertical driving means 46 are connected with a crossbar 48 of the press, while the second vertical driving means 47 are connected with the base 49.
- severing means 50 may be inserted to sever, from the layer 14, pre-formed elements to insert into the mould 4 by suitable forcing means, eventually incorporated into the severing means, which may be provided, in addition to a motion in the plane which is transverse with respect to the layer 14, as shown by the arrow F2, also with a motion in a longitudinal direction shown by the arrow F3 and parallel to the direction V of advancing of the powders 6, 8. This allows not to interrupt the action of the pressing rolls 12, 13 when the mould means 4 are driven.
- the severing means 50 may be constituted by rotating disks or by a pair of cutters lying in opposite side with respect to the compacted layer 14 to cause its cut or fracture along a predetermined fracture line.
- Figure 20 and 21 show an embodiment of apparatus for pressing powders on belt conveyor means 3 wherein the powders 54 are pressed by a pair of rolls 12, 13 eventually co-operating with one or more further pair of rolls formed by an upper roll 29 and by a lower roll 30.
- the transversal containing means may be formed by transversal lips 52a projecting from the belt conveyor means 3 and having narrowing section going far from the belt conveyor means.
- the powders 54 may be distributed in a layer having initial thickness greater than the height of the lips 52a and the height of the lips 52a may such that, after pressing, the powders of a cavity 53 may result severed from the powders of the next cavities 53 by means of the lips 52a.
- Figure 22 shows a further embodiment of the apparatus for pressing powders wherein a non-pressed layer 6 distributed on belt conveyor means 3 is pressed by belt pressing means 58 comprising upper belt means 59 ring-rolled up on the roll 13 and on an auxiliary roll 60: between the rolls 13 and 60 there is lodged in an adjustable way a controlling block 61, whereon some rolls 62 are rolling-coupled, said rolls 62 being operatively interposed between an active part of the belt means 59 facing the powders, which have being pressed, and the controlling block 61.
- Below the belt conveyor means 3 for supporting the powders 6 there is advantageously provided an analogous controlling block 61a with respective rolling rolls 62a which are operatively interposed between the block 61a and the belt conveyor means 3.
- the arrangement is such that the belt means 59 is tilted in the direction of advancing of the powders in such a way that between the belt conveyor means 3 and the upper belt means 59 a thickness of powders, which progressively decreases in the V-direction of advancing of the powders, is defined.
- Figure 23 shows that, to feed a press 4 with pre-compacted elements 14, a roll means 15a may be used and that the powders 6, 8 may be pressed on the belt conveyor means 3 by belt pressing means 58a comprising the belt means 59 rolled up on the rolls 13, 60, without the adjustable block 61 and the respective rolling. rolls 62. It is also shown that the tile obtainable from pressed powders 14 may be formed with the decorated face facing downwards, if the decorating substances 8 are distributed on the belt conveyor means 3 before the thicker portion of powders 6 forming the support is distributed thereon.
- Figures 20 to 23 show versions wherein powders to be pressed interact with pressing means on belt conveyor means in a particularly gradual way and therefore the risk of therir being pushed back on the belt conveyor means 3 thereby is greatly reduced.
- Figure 24 shows that the space defined between the compacting layer 40 and the belt conveyor means 3 has a first portion R with decreasing height to decrease the thickness of the powders 6, 8 in the pressing and a second portion R1 having constant height to stabilize the pressed powders and prevent uncontrolled movings of the powders in the pressing.
- the compacting means 40 may be elastically coupled with supporting means through elastic harmonizing means 40a and may be also coupled with vibration generating means 40b.
- the compacting means 40 may also be provided only with a reciprocating motion in a direction orthogonal to the belt conveyor means 3 and, in this case, the belt conveyor means 3 has to be driven with intermittent motion, i.e. step by step.
- Figures 25 to 28 show that the press 4 may have, close to the internal edge of the upper frame means 23, an annular edge-zone 23b being part of the cavity 23a and made in such a way as to correspondly form an external edge of the tile 5; advantageously, the annular edge-zone 23b is provided with a cutting corner 23c to remove an exceeding portion of the pre-compacted product 14 when the upper frame means 23 descend toward the product 14 to be pressed.
- Positioning means 63 bring the product 14 under the punch 18 in a central position with respect to the hollow defined by upper frame means 23 and extracting means 64 extract the formed tile 5 from the pressing area.
- the extracting means 64 may be provided with a depressurizing element 65 extending along an edge of the tile 5 and provided with an opening 66 through which, for difference in pressure, the correspoding edge of the tile is caught with a force sufficient to keep caught the tile while it is moved.
- the upper frame means 23 may be provided with a diverging area 23d which spreads toward the product 14 to be pressed in such a way as to fix it in the centre thereof when the frame means 23 are descended for the pressure.
- the lateral containing means for containing powders are boundless to the belt conveyor means 3 and act directly on the powders 6, 8, or 54; therefore the belt conveyor means 3 has not side walls or longitudinal severing partitions 36.
- the lateral containing means may comprise belt conveyor means 67 formed by a pair of belt means 68 rolled up on respective pulleys 69 supported to rotation about axes substantially orthogonal to the belt conveyor means 3 near to the pressing rolls 12, 13.
- Figure 31 and 32 show embodiments wherein the belt conveyor means 3 has not transversal severing means and, thus, from the powders 6, 8 a continuous pressed product 14 is obtained.
- the belt conveyor means 3 is provided with transversal severing means 52 and the lateral containing means for containing powders 54 are formed by rigid side walls 70 which extend laterally to the cavity in which the said powders are contained and may swing between the position indicated with continuous line and the position with dashed line to unengaged from the powders 54 after pressing has taken place with one of the systems described so far.
- the lateral containing means are formed by exceeding portions 71 of powders 6, 8 which contain the same powders up to the pressing area where the lateral roll containing means 39 laterally compact them during the action of compressing carried out by the rolls 12 and 13.
- Figure 36 shows an embodiment of pressing means for pressing powders wherein the powders 6, 8 are compacted between the belt conveyor means 3 and the upper belt means 59a between which a thickness of powders is defined, said thickness being progressively decreasing toward the V-direction of advancing of the powders.
- a plurality of plates 76 severed in two groups of plates hinged to form rings, acts on the belt means 3, 59a from the side opposite to the one in contact with the powders, said rings being an upper ring 77 of plates acting on the upper belt means 59a and a lower ring 78 of plates acting on the lower belt conveyor means 3.
- the belt means 3, 59a may be omitted and, in this case, the powders 6, 8 result in direct contact with the plates 76: the plates 76 disposed below the powders 6, 8 acting as conveyor means for the same powders.
- the rolls 79, 80 may have axes in fixed position, i.e. they may be rotatably supported by side walls, not shown, or they may be rollingly coupled with controlling blocks like the blocks 61, 61a already described, in the latter case the respective axes being movable along the peripheral portion of the respective controlling blocks.
- the belt conveyor means 3 is provided with transverse lips 52b extending, inside the powders 6, 8 to be pressed, for a relatively small portion, i.e. such that the lips 52b remain inserted inside the thickness of the powders 6, 8 also at the end of the pressing.
- the lips 52b define some predetermined fracture planes Z for the pressed powders.
- Figure 37 shows that in an apparatus for pressing ceramic tiles there are provided hopper distributing means 81 which pour various types of powders 6, 8, 82 contained thereinto, on the belt conveyor means 3 through a single outlet 81a, in such a way as to form on said belt conveyor means a formation of powders defining grains simulating the effect of natural stones.
- the types of powders 6, 8, 82 are introduced into the hopper 81 by respective conduit means 83, 84, 85 which are coupled with respective driving means inside the hopper distributing means 81, in such a way as to allow to vary the allocation of the powders inside the hopper distributing means and consequently vary the structure of the layer of powders 6, 8, 82 to compact.
- Figure 38 shows that the lateral containing means may be formed by belts 100 rolled up on the belt conveyor means 3.
- the belts 100 are rolled up on rolling means 101 different from the roll 12 whereon the belt conveyor means is rolled up, with the transversal containing means 52a.
- the belts 100 are rolled up on rolling means 101 different from the roll 12 whereon the belt conveyor means is rolled up, with the transversal containing means 52a.
- the belts 100 are pressed on the rolling means 101 by anti-sliding means 102.
- the belts 100 are so detained between the pressing means 38a which keep them on the belt conveyor means 3 and the rolling means 101 whereon they are kept by the anti-sliding means 102.
- the peripheral speed of the rolling means 101 may be greater than the peripheral speed of the roll 12 so as to determine an elongation on the belts 100 with reduction of transverse section.
- Figure 39 shows that the belts 100, when they are kept between the rolls 12 and 13 with interposition of the belt conveyor means 3, have a section S3 lowered toward the belt conveyor means 3 and widening towards the powders during pressing. Therefore, at the end of the action of the rolls 12 and 13, the section S3 would tend, anyway, to go far away from the pressed powders and have the initial section S2 supporting the delivery of the pressed product 14.
Landscapes
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMO960151 | 1996-11-22 | ||
| IT96MO000151 IT1287505B1 (it) | 1996-11-22 | 1996-11-22 | Metodo e mezzi per la pressatura di piastrelle ceramiche. |
| IT97MO000005 IT1292654B1 (it) | 1997-01-16 | 1997-01-16 | Sistema per la formatura di piastrelle ceramiche. |
| IT97MO000004 IT1292653B1 (it) | 1997-01-16 | 1997-01-16 | Apparato e metodo per distribuire polveri ceramiche in piu' strati a rispettivi mezzi pressatori. |
| ITMO970005 | 1997-01-16 | ||
| ITMO970004 | 1997-01-16 | ||
| EP97945854A EP0939691A2 (fr) | 1996-11-22 | 1997-10-17 | Fabrication de matieres pulverulentes |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97945854A Division EP0939691A2 (fr) | 1996-11-22 | 1997-10-17 | Fabrication de matieres pulverulentes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1283097A2 true EP1283097A2 (fr) | 2003-02-12 |
| EP1283097A3 EP1283097A3 (fr) | 2003-03-19 |
| EP1283097B1 EP1283097B1 (fr) | 2006-08-09 |
Family
ID=27274124
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01119709A Expired - Lifetime EP1170104B1 (fr) | 1996-11-22 | 1997-10-17 | Dispositif pour distribuer des matières pulvérulentes |
| EP97945854A Withdrawn EP0939691A2 (fr) | 1996-11-22 | 1997-10-17 | Fabrication de matieres pulverulentes |
| EP02023590A Expired - Lifetime EP1283097B1 (fr) | 1996-11-22 | 1997-10-17 | Procédé pour presser de matières pulvérentes |
| EP01119708A Expired - Lifetime EP1175982B1 (fr) | 1996-11-22 | 1997-10-17 | Procédé pour presser des matières pulvérulentes |
| EP01119710A Expired - Lifetime EP1170105B1 (fr) | 1996-11-22 | 1997-10-17 | Fabrication d'une matériau pulvérisé |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01119709A Expired - Lifetime EP1170104B1 (fr) | 1996-11-22 | 1997-10-17 | Dispositif pour distribuer des matières pulvérulentes |
| EP97945854A Withdrawn EP0939691A2 (fr) | 1996-11-22 | 1997-10-17 | Fabrication de matieres pulverulentes |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01119708A Expired - Lifetime EP1175982B1 (fr) | 1996-11-22 | 1997-10-17 | Procédé pour presser des matières pulvérulentes |
| EP01119710A Expired - Lifetime EP1170105B1 (fr) | 1996-11-22 | 1997-10-17 | Fabrication d'une matériau pulvérisé |
Country Status (7)
| Country | Link |
|---|---|
| EP (5) | EP1170104B1 (fr) |
| AU (1) | AU5120198A (fr) |
| DE (4) | DE69738589T2 (fr) |
| ES (4) | ES2266061T3 (fr) |
| IT (1) | IT1287505B1 (fr) |
| PT (2) | PT1283097E (fr) |
| WO (1) | WO1998023424A2 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1500480A2 (fr) * | 2003-07-22 | 2005-01-26 | System S.p.A. | Dispositif pour la fabrication d'articles en céramique comme par exemple des dalles, des carreaux et des articles similaires par pressage de poudre |
| WO2009010361A1 (fr) | 2007-07-18 | 2009-01-22 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Matériau céramique et dalles obtenues à partir du matériau céramique |
| ITPD20110104A1 (it) * | 2011-04-07 | 2012-10-08 | Cooperativa Ceramica D Imola S C | Procedimento per la realizzazione di lastre ceramiche di grandi dimensioni |
| WO2016046724A1 (fr) | 2014-09-22 | 2016-03-31 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Chaîne de fabrication de produits individuels en succession en cycle continu |
| CN110193968A (zh) * | 2019-06-06 | 2019-09-03 | 唐竹胜 | 一种粉状料定量布料装置及布料方法 |
| US20210114254A1 (en) * | 2018-03-26 | 2021-04-22 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1292745B1 (it) * | 1997-06-10 | 1999-02-11 | Alberto Franceschini | Procedimento ed impianto per la formatura di piastrelle ceramiche e simili. |
| IT1303926B1 (it) * | 1998-03-02 | 2001-03-01 | Sergio Miotto | Metodo e mezzi per la formatura di piastrelle ceramiche. |
| IT1306349B1 (it) * | 1998-08-21 | 2001-06-06 | Merli Fabio | Dispositivo di alimentazione della cavita' dello stampo nellepresse per ceramica e prodotto relativo |
| IT1302213B1 (it) * | 1998-09-16 | 2000-09-05 | Siti | Dispositivo per alimentare un apparato di pressatura, apparato dipressatura e procedimento di pressatura. |
| DE69918511T2 (de) * | 1998-09-28 | 2005-08-25 | Camorani, Carlo Antonio, Roteglia di Castellarano | Verfahren und Vorrichtung zur Übertragung von körnigem Material |
| EP0995562A1 (fr) * | 1998-10-15 | 2000-04-26 | Ronflette S.A. | Dispositif pour la fabrication d'éléments en céramique tels que carreaux et produits similaires par pressage de poudre |
| EP0995563A1 (fr) * | 1998-10-15 | 2000-04-26 | Ronflette S.A. | Installation et procédé pour la fabrication d'éléments en céramique tels que carreaux et produits similaires par pressage de poudre |
| EP1005967A1 (fr) * | 1998-11-30 | 2000-06-07 | Ceramiche Provenza S.R.L. | Procédé et dispositif d'alimentation pour moules dans les presses pour la fabrication de carreaux en céramique émaillés pressés |
| EP1136211B1 (fr) * | 2000-03-23 | 2004-06-02 | SYSTEM S.p.A. | Dispositif pour la fabrication d'articles en céramique comme par exemple des dalles, des carreaux et des articles similaires par pressage de poudre |
| DE60007958T2 (de) * | 2000-03-23 | 2004-12-16 | System S.P.A., Fiorano | Verbesserte Vorrichtung zum Herstellen von keramischen Gegenständen wie zum Beispiel Platten , Fliesen und ähnlichen Artikeln durch Pressen von Pulver |
| EP1175985B1 (fr) * | 2000-07-25 | 2002-10-02 | R.P. S.r.l. | Procédé et appareil pour l'alimentation des moules pour la fabrication de carreaux en céramique |
| IT1320102B1 (it) * | 2000-11-24 | 2003-11-18 | Marazzi Gruppo Ceramiche S P A | Pressa per la realizzazione di piastrelle, dotata di dispositivi dicaricamento a nastro. |
| ITRE20010047A1 (it) | 2001-05-08 | 2002-11-08 | Sacmi | Impianto per la formatura di piastrelle ceramiche di grandi dimensioni, e metodo |
| ITRE20010067A1 (it) * | 2001-06-12 | 2002-12-12 | Sacmi | Metodo ed impianto per la formatura di lastre e piastrelle ceramiche di grandi dimensioni |
| ITMO20020026A1 (it) * | 2002-02-07 | 2003-08-07 | Ronflette Sa | Metodo e apparecchiatura per la decorazione di lastre o piastrelle ceramiche |
| ITRE20020035A1 (it) * | 2002-04-24 | 2003-10-24 | Sacmi | Metodo ed impianto per la formatura di lastre o piastrelle ceramiche |
| ITMO20020175A1 (it) * | 2002-06-20 | 2003-12-22 | Ronflette Sa | Dispositivo per il carico di polveri |
| ITMO20020234A1 (it) * | 2002-08-12 | 2004-02-13 | Algeri Maris | Dispositivo e metodo per trasferire materiale granulare. |
| ITBO20030032A1 (it) * | 2003-01-24 | 2004-07-25 | T S C Spa | Apparecchiatura per l'applicazione di prodotti polverulenti |
| ITBO20030114A1 (it) * | 2003-03-04 | 2004-09-05 | T S C Spa | Dispositivo alimentatore per l'applicazione di prodotti |
| AU2003902691A0 (en) * | 2003-05-30 | 2003-06-19 | E.I.F.S. Holdings Limited | Method of forming composite light weight panels |
| ITRE20030071A1 (it) * | 2003-07-07 | 2005-01-08 | Sacmi | Metodo ed impianto per la formatura di lastre o |
| ITMO20030251A1 (it) * | 2003-09-17 | 2005-03-18 | Mira Di Algeri Maris | Metodo ed apparato per decorare. |
| ITRE20040001A1 (it) * | 2004-01-08 | 2004-04-08 | Sacmi | Metodo ed impianto di predisposizione delle polveri per la formatura di piastrelle o lastre ceramiche |
| ITTV20040118A1 (it) | 2004-10-20 | 2005-01-20 | Luca Toncelli | Apparecchiatura per la distribuzione in strato sottile di un impasto a base di materiale lapideo o ceramico agglomerato. |
| ITRE20040150A1 (it) * | 2004-12-10 | 2005-03-10 | Sacmi | Impianto perfezionato per la formatura di lastre o piastrelle ceramiche |
| ITRE20040151A1 (it) * | 2004-12-10 | 2005-03-10 | Sacmi | Impianto perfezionato per la formatura di lastre o piastrelle ceramiche |
| ITRE20050086A1 (it) * | 2005-07-19 | 2007-01-20 | Sacmi | Sistema per alterare la disposizione delle polveri formanti una striscia per la formatura di piastrelle o lastre ceramiche |
| KR101395732B1 (ko) | 2006-02-21 | 2014-05-21 | 시스템 에스.피.에이. | 분말재료 장식방법 |
| ITRE20070108A1 (it) * | 2007-10-15 | 2009-04-16 | Sacmi | '' apparato per la alimentazione continua di polveri nella fabbricazione di piastrelle ceramiche '' |
| US8002536B2 (en) | 2008-07-10 | 2011-08-23 | Ness Inventions, Inc. | Concrete block machine having a controllable cutoff bar |
| WO2010128953A1 (fr) | 2009-05-04 | 2010-11-11 | Scg Building Materials Co., Ltd. | Procédé et appareil de formation et de pressage de matériaux en poudre |
| US20100310695A1 (en) | 2009-06-03 | 2010-12-09 | Keystone Retaining Wall Systems, Inc. | Floating cut-off bar and method of use thereof |
| US8568129B2 (en) | 2009-06-03 | 2013-10-29 | Keystone Retaining Wall Systems Llc | Floating cut-off bar for a mold box |
| WO2011094118A1 (fr) * | 2010-01-26 | 2011-08-04 | Oldcastle Apg, Inc. | Procédé et appareil de remplissage de moule |
| CN101786290B (zh) * | 2010-02-11 | 2013-07-10 | 佛山市点石机械有限公司 | 使抛光砖形成啡网花纹的布料方法 |
| IT1398239B1 (it) * | 2010-02-26 | 2013-02-22 | T S C S P A | Dispositivo per compattare uno strato di polveri ceramiche e metodo attuabile dal dispositivo |
| BR112013026958B1 (pt) * | 2011-04-22 | 2021-02-02 | Vecor Ip Holdings Ltd | sistema e processo para fabricação de peças prensadas e peças prensadas |
| CN102350728B (zh) * | 2011-09-24 | 2013-05-08 | 湖南天牌实业有限公司 | 大规格纤维石膏板成型装置 |
| ITRE20110081A1 (it) * | 2011-10-07 | 2013-04-08 | Sacmi | Dispositivo e metodo per il trattamento di uno strato di materiale in polvere |
| ITMI20120614A1 (it) * | 2012-04-16 | 2013-10-17 | Gambarelli S R L | Apparato per la formatura di lastre ceramiche crude di grande formato |
| KR101552018B1 (ko) * | 2012-11-07 | 2015-09-09 | 오씨아이 주식회사 | 진공단열재 심재의 성형 장치 및 이를 통해 제조된 진공단열재 |
| ITMI20131708A1 (it) * | 2013-10-15 | 2015-04-16 | Tech S R L G | Apparato per la formatura di lastre ceramiche |
| ITUA20164307A1 (it) * | 2016-06-13 | 2017-12-13 | Sacmi | Macchina e metodo per la compattazione di polvere ceramica |
| CN107398987B (zh) * | 2017-09-29 | 2019-03-29 | 江西斯米克陶瓷有限公司 | 一种仿石纹理玻化砖的布料设备及工艺 |
| WO2019092628A1 (fr) * | 2017-11-10 | 2019-05-16 | System S.P.A. | Dispositif de pressage de poudres céramiques |
| CN108527631B (zh) * | 2018-04-26 | 2024-05-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| WO2020049520A1 (fr) * | 2018-09-07 | 2020-03-12 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Machine et procédé pour le compactage d'un matériau en poudre |
| IT201800010612A1 (it) * | 2018-11-27 | 2020-05-27 | Granitifiandre Spa | Metodo ed impianto per la formatura di lastre ceramiche |
| CN112171863A (zh) * | 2019-07-01 | 2021-01-05 | 徐州市贾汪区羡人工贸有限公司 | 一种建筑砖块生产用的压实设备 |
| CN111347547A (zh) * | 2020-04-01 | 2020-06-30 | 太仓北新建材有限公司 | 一种石膏料浆的挤压装置 |
| WO2022118214A1 (fr) * | 2020-12-01 | 2022-06-09 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Machine de compactage et installation de fabrication d'articles en céramique |
| CN112571848B (zh) * | 2020-12-21 | 2022-06-21 | 广东鸿懿药业科技有限公司 | 一种眼部美容化妆品制备方法 |
| IT202100024588A1 (it) * | 2021-09-24 | 2023-03-24 | Cooperativa Ceramica Dimola Soc Cooperativa In Breve Cooperativa Ceramica Dimola S C | Procedimento ed impianto per la realizzazione di elementi decorativi in materiale ceramico |
| CN113696321B (zh) * | 2021-11-01 | 2022-01-28 | 佛山市高明贝斯特陶瓷有限公司 | 一种基于数码布料的陶瓷制品生产系统 |
| CN114055602B (zh) * | 2021-11-10 | 2023-05-30 | 安庆惠嘉新型建材有限公司 | 一种红砖压铸用辅助装置 |
| ES2896309B2 (es) * | 2021-11-24 | 2024-03-06 | Kerajet S A | Prensa laminadora de polvos ceramicos con rodillo intercambiable y metodo de intercambio de rodillo de una prensa laminadora |
| SE2250089A1 (en) * | 2022-01-31 | 2023-08-01 | Reliefed Ab | A production method, and a ceramic product obtained by such method |
| WO2023233317A1 (fr) * | 2022-05-31 | 2023-12-07 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Machine de compactage et installation de production de produits céramiques |
| ES2977824A1 (es) * | 2024-02-23 | 2024-08-30 | Kerajet Sa | Rodillo de presión para prensa laminadora de polvos cerámicos |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2195683A (en) * | 1937-01-28 | 1940-04-02 | Rostone Inc | Block and tile pressing machine |
| JPH0272904A (ja) * | 1988-09-07 | 1990-03-13 | Nippon Kouatsu Electric Co | 壁材等の成形方法 |
| FR2640544A1 (fr) * | 1988-12-21 | 1990-06-22 | Combe Daniel | Procede de production de panneaux en continu et machine pour sa mise en oeuvre |
| US5145627A (en) * | 1989-11-20 | 1992-09-08 | Efisol | Process for producing colored decorative panels based on exfoliated rock particles |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1377188A (en) * | 1919-12-27 | 1921-05-10 | Hans P Domine | Tile-forming machine |
| US2082721A (en) * | 1935-09-10 | 1937-06-01 | Sanford Charles Lemuel | Concrete block machine |
| DE1142265B (de) * | 1956-10-11 | 1963-01-10 | Jurid Werke Gmbh | Verfahren zum Herstellen von zu sinternden Presslingen aus Metallpulver |
| FR1182282A (fr) * | 1957-05-16 | 1959-06-24 | Titanium | Procédé pour l'agglomération de matières divisées |
| GB880892A (en) * | 1959-10-05 | 1961-10-25 | Alexander John Cherney | An improved method and apparatus for the manufacture of tiles |
| US3540093A (en) * | 1966-03-21 | 1970-11-17 | Interpace Corp | Apparatus for manufacture of pressed ceramic articles |
| DE2016954A1 (de) * | 1970-04-09 | 1971-10-21 | Laeis-Werke Ag, 5500 Trier | Verfahren und Einrichtung zur Herstellung von keramischen Platten |
| US3901634A (en) * | 1972-11-09 | 1975-08-26 | John B Webb | Compactor for producing cement wall panels |
| EP0024237A3 (fr) * | 1979-08-09 | 1981-07-15 | So.De.Em Societe D'exploitation Des Etablissements Minato | Presse de moulage de produits en béton, comprenant un dispositif d'alimention en béton |
| NL8701601A (nl) * | 1987-07-08 | 1989-02-01 | Mosa Koninkl Bv | Set vloertegels, werkwijze voor het vervaardigen van een vloertegel behorende tot de set en inrichting voor het uitvoeren van de werkwijze. |
| JP2643378B2 (ja) * | 1988-10-26 | 1997-08-20 | 松下電工株式会社 | 砂撒き装置 |
| JPH05253462A (ja) * | 1992-02-26 | 1993-10-05 | C C A Kk | 粉粒体一定層厚供給装置、及び粉粒体一定層厚供給装置を用いた模様入り成形体の製造方法 |
| FR2714048B1 (fr) * | 1993-12-16 | 1996-02-16 | Everite Sa | Article, notamment plaque de revêtement de bâtiments, et procédé de fabrication d'un tel article. |
| US5419246B1 (en) * | 1994-08-02 | 1998-06-09 | Kenneth Bibby | Method and apparatus for laying a granular pattern |
| IT1269274B (it) * | 1994-11-22 | 1997-03-26 | Carlo Antonio Camorani | Metodo per la formatura di piastrelle ceramiche ed impianto relativo |
-
1996
- 1996-11-22 IT IT96MO000151 patent/IT1287505B1/it active IP Right Grant
-
1997
- 1997-10-17 DE DE69738589T patent/DE69738589T2/de not_active Expired - Lifetime
- 1997-10-17 DE DE69738916T patent/DE69738916D1/de not_active Expired - Lifetime
- 1997-10-17 EP EP01119709A patent/EP1170104B1/fr not_active Expired - Lifetime
- 1997-10-17 AU AU51201/98A patent/AU5120198A/en not_active Abandoned
- 1997-10-17 ES ES01119709T patent/ES2266061T3/es not_active Expired - Lifetime
- 1997-10-17 EP EP97945854A patent/EP0939691A2/fr not_active Withdrawn
- 1997-10-17 EP EP02023590A patent/EP1283097B1/fr not_active Expired - Lifetime
- 1997-10-17 ES ES01119708T patent/ES2301507T3/es not_active Expired - Lifetime
- 1997-10-17 ES ES02023590T patent/ES2269584T3/es not_active Expired - Lifetime
- 1997-10-17 EP EP01119708A patent/EP1175982B1/fr not_active Expired - Lifetime
- 1997-10-17 WO PCT/EP1997/005742 patent/WO1998023424A2/fr not_active Application Discontinuation
- 1997-10-17 EP EP01119710A patent/EP1170105B1/fr not_active Expired - Lifetime
- 1997-10-17 PT PT02023590T patent/PT1283097E/pt unknown
- 1997-10-17 ES ES01119710T patent/ES2311495T3/es not_active Expired - Lifetime
- 1997-10-17 DE DE69736496T patent/DE69736496D1/de not_active Expired - Lifetime
- 1997-10-17 PT PT01119710T patent/PT1170105E/pt unknown
- 1997-10-17 DE DE69736362T patent/DE69736362T2/de not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2195683A (en) * | 1937-01-28 | 1940-04-02 | Rostone Inc | Block and tile pressing machine |
| JPH0272904A (ja) * | 1988-09-07 | 1990-03-13 | Nippon Kouatsu Electric Co | 壁材等の成形方法 |
| FR2640544A1 (fr) * | 1988-12-21 | 1990-06-22 | Combe Daniel | Procede de production de panneaux en continu et machine pour sa mise en oeuvre |
| US5145627A (en) * | 1989-11-20 | 1992-09-08 | Efisol | Process for producing colored decorative panels based on exfoliated rock particles |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 256 (M-0980), 4 June 1990 (1990-06-04) & JP 02 072904 A (NIPPON KOUATSU ELECTRIC CO), 13 March 1990 (1990-03-13) * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1500480A2 (fr) * | 2003-07-22 | 2005-01-26 | System S.p.A. | Dispositif pour la fabrication d'articles en céramique comme par exemple des dalles, des carreaux et des articles similaires par pressage de poudre |
| EP1500480A3 (fr) * | 2003-07-22 | 2005-12-14 | System S.p.A. | Dispositif pour la fabrication d'articles en céramique comme par exemple des dalles, des carreaux et des articles similaires par pressage de poudre |
| WO2009010361A1 (fr) | 2007-07-18 | 2009-01-22 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Matériau céramique et dalles obtenues à partir du matériau céramique |
| ITPD20110104A1 (it) * | 2011-04-07 | 2012-10-08 | Cooperativa Ceramica D Imola S C | Procedimento per la realizzazione di lastre ceramiche di grandi dimensioni |
| WO2012137066A1 (fr) * | 2011-04-07 | 2012-10-11 | Cooperativa Ceramica D'imola S.C. | Méthode de production de plaques de céramique de grande taille |
| WO2016046724A1 (fr) | 2014-09-22 | 2016-03-31 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Chaîne de fabrication de produits individuels en succession en cycle continu |
| US20210114254A1 (en) * | 2018-03-26 | 2021-04-22 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
| US12109725B2 (en) * | 2018-03-26 | 2024-10-08 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
| CN110193968A (zh) * | 2019-06-06 | 2019-09-03 | 唐竹胜 | 一种粉状料定量布料装置及布料方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1998023424A3 (fr) | 1998-08-20 |
| DE69738589T2 (de) | 2009-04-23 |
| EP1170105A2 (fr) | 2002-01-09 |
| EP1175982B1 (fr) | 2008-03-19 |
| WO1998023424A2 (fr) | 1998-06-04 |
| EP1170104A2 (fr) | 2002-01-09 |
| EP1175982A3 (fr) | 2002-05-15 |
| PT1170105E (pt) | 2008-11-03 |
| EP0939691A2 (fr) | 1999-09-08 |
| EP1170104A3 (fr) | 2002-05-15 |
| EP1170105A3 (en) | 2002-05-15 |
| ES2266061T3 (es) | 2007-03-01 |
| IT1287505B1 (it) | 1998-08-06 |
| ITMO960151A1 (it) | 1998-05-22 |
| EP1170105B1 (fr) | 2008-08-13 |
| EP1175982A2 (fr) | 2002-01-30 |
| AU5120198A (en) | 1998-06-22 |
| DE69738916D1 (de) | 2008-09-25 |
| DE69736362T2 (de) | 2007-07-19 |
| DE69736362D1 (de) | 2006-08-31 |
| ES2311495T3 (es) | 2009-02-16 |
| DE69738589D1 (de) | 2008-04-30 |
| EP1283097A3 (fr) | 2003-03-19 |
| ITMO960151A0 (it) | 1996-11-22 |
| DE69736496D1 (de) | 2006-09-21 |
| EP1170104B1 (fr) | 2006-07-19 |
| PT1283097E (pt) | 2006-11-30 |
| EP1283097B1 (fr) | 2006-08-09 |
| ES2301507T3 (es) | 2008-07-01 |
| ES2269584T3 (es) | 2007-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1283097B1 (fr) | Procédé pour presser de matières pulvérentes | |
| EP0793565B1 (fr) | Procede de compactage de poudres et appareil associe | |
| US4592916A (en) | Method and apparatus for forming cakes | |
| KR101882546B1 (ko) | 압축물들을 생성시키기 위한 장치들, 시스템 및 방법들, 및 이에 의해 생성되는 압축물들 | |
| EP1701830A2 (fr) | Procede et installation de mise en place de poudres pour former des carreaux ou dalles de ceramique | |
| EP1594666B1 (fr) | Procede et usine pour former des tuiles ou des plaques ceramiques | |
| EP1641607B1 (fr) | Procede et installation permettant de fabriquer des dalles ou des carreaux en ceramique d'epaisseur commandee | |
| EP1585620B1 (fr) | Procede et installation de formage de dalles et de tuiles en ceramique | |
| JP2000117717A (ja) | タイル等のセラミック製品を粉末プレスによって形成するためのプラント及びプロセス | |
| US4083912A (en) | Process for the compression of black powder | |
| HU192118B (en) | Method for continuous moulding objects made of material of high viscosity and mould for slide moulding | |
| US4909974A (en) | Process for the preparation of multilayer blocks suitable for the production of slabs without the use of a sawing machine | |
| EP1136211B1 (fr) | Dispositif pour la fabrication d'articles en céramique comme par exemple des dalles, des carreaux et des articles similaires par pressage de poudre | |
| US11938652B2 (en) | Plant and method for the production of slabs made of composite stone material from a mix | |
| EP1375097B1 (fr) | Installation pour le pré-pressage d'ébauches en céramique pulvérulente et pour remplir la cavité d'un moule avec ces ébauches | |
| EP1266733B1 (fr) | Procédé et installation pour la fabrication de carreaux et dalles en céramique de grande dimension | |
| US2550862A (en) | Method and apparatus for manufacturing asbestos-cement sheet products | |
| RU2023585C1 (ru) | Установка для формования бетонных изделий | |
| SU1016207A1 (ru) | Роторна таблеточна машина | |
| SU1641630A1 (ru) | Установка дл получени гранул материала | |
| JPS62252660A (ja) | 鋳型解砕装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 20021023 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0939691 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Designated state(s): DE ES FR IT PT |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR IT PT |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 30B 5/04 B Ipc: 7B 28B 1/10 A Ipc: 7B 28B 3/12 B Ipc: 7B 28B 5/02 B |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L. |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L. |
|
| 17Q | First examination report despatched |
Effective date: 20030915 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT PT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERA |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERA |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR PRESSING POWDERED MATERIAL |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| 17Q | First examination report despatched |
Effective date: 20030915 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0939691 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060809 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: CAMORANI, CARLO ANTONIO Inventor name: ALGERI, MARIS |
|
| REF | Corresponds to: |
Ref document number: 69736496 Country of ref document: DE Date of ref document: 20060921 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061110 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20060911 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2269584 Country of ref document: ES Kind code of ref document: T3 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160922 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160923 Year of fee payment: 20 Ref country code: PT Payment date: 20161003 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20171025 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20171018 |