EP0917828A2 - Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak - Google Patents
Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak Download PDFInfo
- Publication number
- EP0917828A2 EP0917828A2 EP98121560A EP98121560A EP0917828A2 EP 0917828 A2 EP0917828 A2 EP 0917828A2 EP 98121560 A EP98121560 A EP 98121560A EP 98121560 A EP98121560 A EP 98121560A EP 0917828 A2 EP0917828 A2 EP 0917828A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tobacco
- drum
- nozzle
- moisture
- water flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XPPISMLFFJFBSC-UHFFFAOYSA-N C(C1)C2C1C(CC1)CC11C3(CC4)C14C23 Chemical compound C(C1)C2C1C(CC1)CC11C3(CC4)C14C23 XPPISMLFFJFBSC-UHFFFAOYSA-N 0.000 description 1
- GZCAEAFDISOWQM-UHFFFAOYSA-N CC(C)(C(CC1)CC1C1C2(C)C3C(C)(C)CC4C3C1C4C2)O Chemical compound CC(C)(C(CC1)CC1C1C2(C)C3C(C)(C)CC4C3C1C4C2)O GZCAEAFDISOWQM-UHFFFAOYSA-N 0.000 description 1
- HICYLMKNNFKEMK-UHFFFAOYSA-N CCCC1(C)CCCC1 Chemical compound CCCC1(C)CCCC1 HICYLMKNNFKEMK-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/04—Humidifying or drying tobacco bunches or cut tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/06—Loosening tobacco leaves or cut tobacco
Definitions
- the invention relates to a method and a device for regulating the Initial moisture content of a dissolving / conditioning and possibly a sauce drum processed tobacco.
- a dissolving / conditioning and optionally dissolving / conditioning / sauce drum has the function to loosen the raw tobacco delivered in bale form, to sauce and for the others Prepare process steps in tobacco preparation.
- Special embodiments such drums are for example from WO 90/13231, EP-B-0 424 501 and EP-A-0 471 513.
- FIG. 5 of EP-A-0 471 513 A typical embodiment is shown in Fig. 5 of EP-A-0 471 513, wherein the water nozzles are in the entry area of the drum and as two-substance nozzles are trained to apply a mixture of water and steam. It will sought that the tobacco, for example, when leaving the drum Initial moisture from about 12% to about. 16.5% has the exact value depends on the subsequent process steps of tobacco preparation.
- the invention is therefore based on the object, a method and a To provide device in which the disadvantages mentioned above do not occur and where in particular the initial moisture content of the tobacco is at an optimal value can be adjusted.
- the advantages achieved with the invention are based on the use of a two-stage water entry, namely once in the inlet area of the drum and on the other hand in the outlet area.
- the target value for the water flow rate in the The inlet area of the drum is calculated depending on the target value for the tobacco output moisture, which in turn is dependent on the following Process steps depends, and on the actual values for that of the drum supplied tobacco mass flow, the tobacco inlet moisture and the steam flow rate.
- a water flow rate is therefore used in the inlet area of the drum, which is tailored to the procedure, but is not yet strictly according to the Target value for the tobacco output moisture is aimed. This is only done by means of a second Water entry in the outlet area of the drum is set exactly, the target value this second water entry from the target and actual value for the tobacco outlet moisture is calculated. Only in the second stage is there in a way Fine-tuning the regulation of the tobacco outlet moisture, so that one with high Accuracy receives a value for the subsequent process steps of Preparation of tobacco is optimal.
- the water flow rate for the Water supply in the outlet area of the drum by comparison with the actual value adjusted for the amount of water sprayed to the lowest possible Obtain deviations from the target value for the tobacco source moisture.
- the sauce that may be added to the drum also contains water in extreme cases up to about 90%, according to a preferred embodiment when calculating the water flow rate for the inlet area of the drum the target value for the flow of the sauce fed into the drum is taken into account, in order to avoid excessive deviations or fluctuations here too.
- the calculation of the water flow rate for the Inlet area of the drum through a formula that defines the main influencing parameters considered, namely the target value for the tobacco source moisture, the Actual value for the tobacco mass flow, the actual value for the input moisture of the tobacco, the actual value for the steam flow and finally possibly the Target value for the sauce flow.
- the cutting frequency the slicer determined by the belt scale, so that with high uniformity A constant tobacco mass flow is supplied to the drum.
- a first light barrier that sits at the beginning of the impact belt and at the slicer actuates an empty message.
- the two nozzles are two-substance nozzles trained who inject a two-component mixture of water and steam.
- both the amount of steam supplied and the amount of water supplied recorded and adjusted to the respective target values in order to be too strong here Exclude fluctuations to a large extent.
- the sauce is also expediently introduced in the discharge area arranged two drum nozzle for a sauce / steam mixture.
- the drum is equipped with a "pneumatic Blade "that rinses contaminants from the surface of the drum, the too inhomogeneous process conditions and especially too strong Fluctuations in heat transfer can result.
- FIGS. 1 and 2 generally by reference number 10 indicated plant is used to process the delivered in the form of tobacco bales 12 Raw tobacco for the further process steps in tobacco preparation and has, seen in the conveying direction of the tobacco bales 12, a conveyor belt 14 on which the individual tobacco bales 12, which are released from their packaging, lie in a row.
- the conveyor belt 14 transports the tobacco bales 12 to one in the tobacco industry referred to as "slicer" cutting device 16, in which the Tobacco bale 12 by a vertically movable cutting knife 18 in individual Portions are divided.
- the cut front, such as disc or cuboid area 20 of each tobacco bale 12 falls down on a baffle 22, which brings this tobacco slice 20 to a belt scale 24, which weighs the tobacco slice and the belt speed the tobacco mass flow in kg per Hour determined, so that 20 for each cut tobacco slice current tobacco mass flow value.
- the tobacco slice 20 arrives at an entry channel 26 for a rotating release conditioning and optionally sauce drum 28, which over a two-fluid nozzle 30, which is located in the entry area of the drum 28, in the illustrated embodiment in the input end wall 32 of the drum 28, Water and steam is supplied, the amount of water sprayed so is set that the tobacco is dissolved and processed for transport.
- Another two-substance nozzle 34 is located in the discharge hood 36 of the drum 28 and also sprayed a mixture of water and motive steam on the dissolved Tobacco particles that are discharged from the drum 28.
- the amount of water sprayed on the outlet should have a uniform outlet moisture guarantee the tobacco that is used for further processing.
- nozzle 38 for the introduction of sauce and steam, which is used in the case that the drum 28 also as a sauce drum should serve.
- the three nozzles 30, 34 and 38 are steamed from supplied to a common line 40 which is connected to the nozzles.
- the drum has a recirculating air duct 42, into which steam from the line 40 is sprayed. This will change the temperature of the drum set.
- a hood heater is installed, which as Steam heat exchanger is designed to condense sauce and water at the To prevent discharge hood 36.
- a '' pneumatic blade '' is provided in the upper area of the drum, namely, a pipe 52 provided with outlet nozzles, which is fed with compressed air.
- the compressed air blown out cyclically from the nozzles approx. Every three minutes releases Contaminants from the inner wall of the drum 28, so that no sauce and Tobacco deposits can occur. Due to the rotation of the drum, the entire cylindrical inner surface of the drum in the region of the discharge end cleaned so that no contamination can occur there.
- the drum 28 is inclined downwards inclined so that the loosened, conditioned and possibly with sauce Tobacco can fall down on a discharge chute 46 that the tobacco one Conveyor belt 48 and thus the further process steps of tobacco preparation feeds.
- a first sensor 54 for the actual value of the input moisture which is located above the belt scale 24 and the Moisture of the tobacco slices 20 lying on the belt scale 24 with one of the in the Tobacco industry techniques determined.
- the belt scale 24 determines the actual value of the tobacco mass flow.
- the regulation of the tobacco mass flow takes place with the help of the belt scale 24.
- the belt scale 24 can run faster or slower. So the drum 28 a practically constant tobacco mass flow fed.
- the actual value determined by the belt weigher 24 and fed to the drum 28 Tobacco mass flow is also used to calculate the water flow rate on the drum entry that is sprayed from the nozzle 30, i.e., this Water flow rate depends on the current tobacco mass flow.
- Light barrier 50 is provided, which determines whether a tobacco slice 20 on the Band 22 is or not. If the light barrier 50 signals an empty message, see above is the next cut tobacco slice 20 on a slicer 16 Tilting device 53 released. If the second light barrier is empty 51 at the end of the impact belt 22, the speed of the impact belt 22 is increased, to close the gap between tobacco layers 20, thereby creating a Seamless allocation of the belt scale 24 is guaranteed.
- the cutting frequency of the slicer knife 18 through the belt scale 24 determines, i.e. if the tobacco mass flow falls below the target value, it will Slicer knife 18 moves faster to increase tobacco slices 20 per unit time to produce.
- a third transducer 58 is connected to a central feed 60 for the steam connected and determines the current actual value for the Steam mass flow.
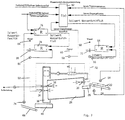
- the actual value for the tobacco mass flow, the actual value for the input moisture and the actual value for the steam mass flow is transferred to a computer 62, the one from the instantaneous values of these actual values and two process parameters on the other hand, namely the target value for the sauce flow and the target value for the tobacco outlet moisture, the target value for the water flow rate calculated, which is given to a first controller 64.
- the first controller 64 receives the output signal of a fourth Transducer 66 connected to a first water feed 68 for the Two-substance nozzle 30 is connected.
- the controller 64 processes the target and the actual value for the water flow rate in the usual way and produces a Control signal for a water flow valve 70, which is in the water supply line 72 to the two-substance nozzle 30 between the first water feed 68 and the fourth sensor 66 is located.
- the factor A contained in this formula is in the range of 0.4 to 1 and has the Purpose, the influence of the amount of steam on the amount of water on the process and on to adapt the system 10.
- the differences in the Condensation of steam on tobacco is taken into account, a characteristic of the following Influencing variables depends on: drum temperature, tobacco temperature, amount of steam and Airflow profile in the drum. Based on empirical data can be considered this parameter the factor A can be set.
- the value for the factor B is in the range from 0.6 to 0.8 and indicates that the calculated amount of water is about 60 to 80% of the total amount of water in the Process corresponds.
- the remaining amount of water i.e. 20% to 40% of the total amount of water, serves as a work area for regulating the initial moisture at the tobacco discharge, which takes place via the two-substance nozzle 34 in the discharge area.
- the sauce flow rate should still be considered as the sauce also contains water.
- the water content of commercially available sauces is in the range from 50% to almost 100% and is taken into account by the factor C, whose Numerical value is between 0.5 and almost 1.
- the actual value of the initial moisture content of the tobacco is included on the conveyor belt 48 a fifth transducer 74 determined, the output signal to one second controller 76 is given, which also the target value for the Tobacco outlet moisture receives, as can be seen from Figure 3.
- the second controller 76 processes the two signals in the usual manner in accordance with one of the known control mechanisms and generates a target value for the water flow in the discharge area, which is passed to a third controller 78, the the actual value of the water supply to the two-substance nozzle 34 from a sixth Sensor 80 receives, which is in the water line 82 between a second water feed 84 for the discharge area and the two-substance nozzle 34 located.
- the third controller 78 controls a flow control valve 86 that between the second water feed 84 and the transducer 80 is arranged.
- the actual values for the tobacco mass flow match Steam flow rate and the tobacco inlet moisture set the target value for the water flow rate constantly on, so that taking into account the target value for the Tobacco exit moisture, among others, from the following process steps and depends on the type of tobacco used, and possibly on the target value the optimum water flow rate for the sauce flow can be calculated can, from which in turn in the first controller 64 an optimal target value for the Amount of water is regulated, which at the inlet of the drum 28 by means of Two-substance nozzle 30 is sprayed onto the tobacco in the drum 28. Doing so automatically takes into account the mass of steam supplied to the system.
- the amount of water for the two-substance nozzle 34 is controlled by a cascade control 76 78 determines, the tobacco outlet moisture via the guide controller 76 is settled.
- the sauce flow rate is separated by a control circuit, not shown regulated.
- control circuit in the recirculation air duct injected amount of steam adjusted to the temperature of the drum 28 on a to keep the specified target value.
Landscapes
- Manufacture Of Tobacco Products (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
- Fig. 1
- eine schematische Anlagenübersicht,
- Fig. 2
- eine Detailansicht des Slicer's für die Tabakballen und der anschließenden Bandwaage, und
- Fig. 3
- das Regelungsschema für die Anlage.

Claims (12)
- Verfahren zur Regelung der Ausgangsfeuchte des von einer Löse/Konditionier- und gegebenenfalls Soßier-Trommel (28) aufbereiteten Tabaks mit den folgenden Merkmalen:
in den Eintragbereich der Trommel (28) wird durch eine erste Düse (30) eine Wasserdurchflußmenge eingespritzt, die in Abhängigkeit von dem Soll-Wert für die Tabakausgangsfeuchte und den Ist-Werten für den Tabakmassenstrom, den Dampfdurchfluß und die Tabakeingangsfeuchte geregelt wird; und im Auslaßbereich der Trommel (28) wird durch eine zweite Düse (34) eine Wasserdurchflußmenge eingespritzt, deren Soll-Wert in Abhängigkeit von Soll- und Ist-Wert für die Tabakausgangsfeuchte berechnet wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Wasserdurchflußmenge für die zweite Düse (34) durch Vergleich mit dem Ist-Wert für die aufgespritzte Wassermenge eingeregelt wird, und/oder daß die Wasserdurchflußmenge für die zweite Düse (34) durch Vergleich von Soll-und Ist-Tabakausgangsfeuchte geregelt wird.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß die Berechnung der Wasserdurchflußmenge für die erste Düse (30) unter Berücksichtigung des Sollwertes für den Durchfluß der der Trommel (28) zugeführten Soße erfolgt, und daß insbesondere die Wasserdurchflußmenge im Einlaßbereich der Trommel (28) durch die folgende Formel berechnet wird:
 wobei der Faktor A zwischen 0,4 und 1,Qw = Wasserdurchfluß QT = TabakmassenstromM2 = Soll Ausgangsfeuchte QD = Ist DampfmengeM1 = Ist Eingangsfeuchte Qs = Soßenmenge
wobei der Faktor A zwischen 0,4 und 1,Qw = Wasserdurchfluß QT = TabakmassenstromM2 = Soll Ausgangsfeuchte QD = Ist DampfmengeM1 = Ist Eingangsfeuchte Qs = Soßenmenge
der Faktor B zwischen 0,6 und 0,8 und
der Faktor C zwischen 0,5 und 1,0 liegen. - Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der der Trommel (28) zugeführte Tabakmassenstrom mittels einer Bandwaage (24) geregelt wird, die zwischen der Trommel (28) und einem der Trommel (28) vorgeschalteten Slicer (16) zur Herstellung von scheibenförmigen Tabakportionen (20) angeordnet ist, und daß die Schnittfrequenz des Slicers (16) durch die Bandwaage (24) bestimmt wird, wobei eine zwischen dem Slicer (16) und der Bandwaage (24) vorgesehene Lichtschranke (50) den Slicer (16) betätigt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß mittels der ersten Düse (30) und/oder mittels der zweiten Düse (34) ein Zweistoffgemisch aus Wasser und Dampf eingespritzt wird bzw. werden, während die Soße mittels einer im Austragbereich der Trommel (28) angeordneten Düse (38) eingespritzt wird, die als Zweistoffdüse für ein Soße/Dampf-Gemisch ausgebildet ist.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Temperatur der Trommel (28) durch Dampfeindüsung in einen Umluftkanal der Trommel (28) geregelt wird, und/oder daß die Austragshaube (36) der Trommel (28) durch einen Dampfwärmetauscher erwärmt wird, während die Tür der Austragshaube (36) elektrisch beheizt wird.
- Vorrichtung zur Regelung der Ausgangsfeuchte des von einer Löse-/Konditionier- und gegebenenfalls Soßier-Trommel (28) aufbereiteten Tabaks mit den folgenden Merkmalen:ein Rechner (62) zur Berechnung eines Soll-Wertes für die durch eine erste Düse (30) in den Eintragbereich der Trommel (28) eingespritzte Wasserdurchflußmenge aus den Ist-Werten für Tabakmassenstrom, Dampfdurchfluß und Tabakeingangsfeuchte; und dem Soll-Wert für die Tabakausgangsfeuchte; undeinen Regler (78) für die durch eine zweite Düse (34) in den Auslaßbereich der Trommel (28) eingespritzte Wassermenge in Abhängigkeit von Soll- und Ist-Wert für die Tabakausgangsfeuchte.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß ein Regler (76) dem Regler (78) als Führungsregler aufgeschaltet ist.
- Vorrichtung nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, daß der Trommel (28) eine Bandwaage (24) zur Zuführung eines konstanten Tabakmassenstroms zu der Trommel (28) vorgeschaltet ist, daß die Bandwaage (24) zwischen der Trommel (28) und einem Slicer (16) zur Herstellung von scheibenförmigen Tabakportionen (20) angeordnet ist, wobei eine erste, hinter dem Slicer (16) angeordnete Lichtschranke (50) den Slicer (16) betätigt.
- Vorrichtung nach Anspruch 9, gekennzeichnet durch eine zweite hinter dem Slicer (16) angeordnete Lichtschranke (51) zur lückenlosen Belegung der Bandwaage (24).
- Vorrichtung nach einem der Ansprüche 7 bis 10, gekennzeichnet durch einen weiteren Regler (64) zur Ermittlung der der ersten Düse (30) zugeführten Wasserdurchflußmenge aus dem berechneten Soll-Wert und dem Ist-Wert für den Wasserdurchfluß, und/oder durch einen weiteren Regler (76) zur Berechnung eines Soll-Wertes für den Wasserdurchfluß der der zweiten Düse (34) zugeführten Wasserdurchflußmenge aus dem Soll-Wert und dem Ist-Wert der Tabakausgangsfeuchte.
- Vorrichtung nach einem der Ansprüche 7 bis 11, gekennzeichnet durch eine in der Trommel (28) vorgesehene pneumatische Klinge (52).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19751525 | 1997-11-20 | ||
| DE19751525A DE19751525C2 (de) | 1997-11-20 | 1997-11-20 | Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0917828A2 true EP0917828A2 (de) | 1999-05-26 |
| EP0917828A3 EP0917828A3 (de) | 2000-01-12 |
| EP0917828B1 EP0917828B1 (de) | 2002-06-19 |
Family
ID=7849367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98121560A Expired - Lifetime EP0917828B1 (de) | 1997-11-20 | 1998-11-18 | Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US6155269A (de) |
| EP (1) | EP0917828B1 (de) |
| DE (1) | DE19751525C2 (de) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1486130A1 (de) * | 2002-03-14 | 2004-12-15 | Japan Tobacco Inc. | Verfahren zur kontrolle der feuchtigkeit von rohmaterial und feuchtigkeitskontrollmaschine |
| EP1759601A1 (de) * | 2005-08-31 | 2007-03-07 | International Tobacco Machinery Poland Ltd | Verfahren und Vorrichtung zur Thermischen Behandlung von lose Materialen, insbesondere organischen Pflanzenmaterialen |
| EP2417860A1 (de) * | 2010-08-11 | 2012-02-15 | Köhl Maschinenbau AG | Vorrichtung und Verfahren zum Abtrennen von Teilstücken von Ballen eines gepressten Guts |
| WO2012025130A1 (de) * | 2010-08-24 | 2012-03-01 | Hauni Maschinenbau Ag | Vorrichtung zum behandeln von tabak |
| CN102423128A (zh) * | 2011-11-02 | 2012-04-25 | 江苏智思机械集团有限公司 | 滚筒加料机 |
| CN102551188A (zh) * | 2011-12-31 | 2012-07-11 | 贵州烟叶复烤有限责任公司 | 烟叶梗头打叶处理工艺 |
| WO2012130823A1 (en) | 2011-03-30 | 2012-10-04 | Basf Se | Suspension concentrates |
| WO2012146535A1 (en) | 2011-04-28 | 2012-11-01 | Basf Se | Process for the preparation of 2-substituted 2,4-dihydro-[1,2,4]triazole-3-thiones |
| WO2012146598A1 (en) | 2011-04-28 | 2012-11-01 | Basf Se | Process for the preparation of 2-substituted 4-amino-2,4-dihydro-[1,2,4]triazole-3-thiones |
| CN103202526A (zh) * | 2012-01-11 | 2013-07-17 | 湖北中烟工业有限责任公司 | 用于大惯性系统烟片回潮机的加水离散调节方法 |
| WO2013167237A1 (de) * | 2012-05-07 | 2013-11-14 | Hauni Maschinenbau Ag | Verfahren und vorrichtung zum lösen, konditionieren und sossieren von tabak |
| WO2014060955A1 (en) * | 2012-10-16 | 2014-04-24 | Souza Cruz S.A. | Equipment for tobacco treatment or another bulk material sensitive to mechanical stress |
| CN104041934A (zh) * | 2013-03-11 | 2014-09-17 | 中烟机械技术中心有限责任公司 | 烟叶的浸泡装置及浸泡方法 |
| CN108294352A (zh) * | 2017-01-11 | 2018-07-20 | 红塔烟草(集团)有限责任公司 | 滚筒烘丝机物料水分超限预警控制系统 |
| CN109380761A (zh) * | 2018-10-12 | 2019-02-26 | 云南中烟工业有限责任公司 | 一种提高低等级烟叶综合品质的方法 |
| CN110879581A (zh) * | 2019-12-12 | 2020-03-13 | 河南中烟工业有限责任公司 | 一种叶片加料的料液控制方法及系统 |
| CN111077860A (zh) * | 2019-12-12 | 2020-04-28 | 河南中烟工业有限责任公司 | 一种烟片加料的质量控制方法及系统 |
| CN112800671A (zh) * | 2021-01-26 | 2021-05-14 | 联想(北京)有限公司 | 一种数据处理方法、装置及电子设备 |
| CN113383978A (zh) * | 2021-05-07 | 2021-09-14 | 四川省烟草公司德阳市公司 | 一种可移动式雪茄烟快速喷洒设备 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3871258B2 (ja) * | 2000-02-16 | 2007-01-24 | 日本たばこ産業株式会社 | 刻タバコの製造方法およびその製造システム |
| ITTV20010086A1 (it) * | 2001-07-02 | 2003-01-02 | Garbuio Spa | Macchina per il trattamento del tabacco |
| WO2005063060A1 (en) * | 2003-12-22 | 2005-07-14 | U.S. Smokeless Tobacco Company | Conditioning process for tobacco and/or snuff compositions |
| CN102918468B (zh) * | 2010-02-17 | 2015-12-02 | 豪尼机械制造股份公司 | 用于在烟草加工工业中制备烟草的装置和用于运行装置的方法 |
| CN103099301B (zh) * | 2011-11-14 | 2015-02-04 | 中烟机械技术中心有限责任公司 | 烟块松散分区回潮系统及工艺 |
| CN102813276A (zh) * | 2012-09-12 | 2012-12-12 | 云南烟草科学研究院 | 一种白肋烟及香料烟润叶加料装置 |
| CN103844337B (zh) * | 2012-11-28 | 2016-04-13 | 山东中烟工业有限责任公司青岛卷烟厂 | 烟叶松散回潮设备及其加水控制方法 |
| DE102012224272A1 (de) * | 2012-12-21 | 2014-06-26 | Hauni Maschinenbau Ag | Blendverfahren und Blendvorrichtung zum Mischen einer Mehrzahl von Tabakkomponenten |
| CN103082390B (zh) * | 2013-01-29 | 2015-08-12 | 福建中烟工业有限责任公司 | 一种滚筒式烘丝机三级调节的控制方法 |
| DE102013221663A1 (de) * | 2013-10-24 | 2015-04-30 | Hauni Maschinenbau Ag | Einrichtung und Verfahren zum Lösen von Tabakgut in einer Anlage der Tabak verarbeitenden Industrie |
| CN103919261A (zh) * | 2014-04-16 | 2014-07-16 | 重庆烟草工业有限责任公司重庆卷烟厂 | 一种烟草在线加工滚筒类增湿设备的增湿系统 |
| CN104865976A (zh) * | 2015-03-25 | 2015-08-26 | 红塔烟草(集团)有限责任公司大理卷烟厂 | 松散回潮物料水分自动控制模式 |
| WO2016193808A1 (en) * | 2015-06-05 | 2016-12-08 | Preciflex Sa | Device for active humidification and flavouring, system and method of using same |
| CN106723261B (zh) * | 2017-01-25 | 2018-09-14 | 广西中烟工业有限责任公司 | 一种叶片温度水分的控制工艺及其系统 |
| DE102017120169A1 (de) * | 2017-09-01 | 2019-03-07 | Hauni Maschinenbau Gmbh | Trommel der Tabak verarbeitenden Industrie zum Behandeln von Tabak |
| CN109700066A (zh) * | 2019-01-09 | 2019-05-03 | 广东中烟工业有限责任公司 | 一种双重加香料系统 |
| CN112021631A (zh) * | 2020-10-14 | 2020-12-04 | 河南中烟工业有限责任公司 | 一种松散回潮工序出口水分控制系统及方法 |
| CN114376254B (zh) * | 2020-10-19 | 2023-05-12 | 湖南中烟工业有限责任公司 | 烟草回潮筒内空气含水率测量装置、方法及回潮筒 |
| CN112914139B (zh) * | 2021-03-18 | 2022-04-19 | 河南中烟工业有限责任公司 | 一种松散回潮工序的加水量的控制方法及系统 |
| CN113017137B (zh) * | 2021-03-18 | 2022-04-19 | 河南中烟工业有限责任公司 | 一种烟梗的增压蒸梗出口温度的控制方法及系统 |
| CN114545995B (zh) * | 2022-03-10 | 2023-05-16 | 安徽中烟工业有限责任公司 | 一种松散回潮回风温度的控制方法 |
| CN114532564A (zh) * | 2022-03-24 | 2022-05-27 | 河南中烟工业有限责任公司 | 基于主成分分析策略的松散回潮出口烟丝含水率控制方法 |
| CN114831330B (zh) * | 2022-05-23 | 2023-07-25 | 红云红河烟草(集团)有限责任公司 | 一种制丝车间松散回潮工序智能加水模型的建立方法 |
| CN115005477A (zh) * | 2022-05-24 | 2022-09-06 | 山东中烟工业有限责任公司 | 一种烟用超级回潮机出口水分控制装置和工作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013231A1 (en) | 1989-05-04 | 1990-11-15 | Gbe International Plc | Improvements in or relating to apparatus for treating tobacco |
| EP0471513A1 (de) | 1990-08-14 | 1992-02-19 | Philip Morris Products Inc. | Konditionierungszylinder für Tabak und andere Teilchenmaterialien |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1063941A (en) * | 1963-11-18 | 1967-04-05 | Korber Kurt | Method of and apparatus for drying tobacco or similar foliate material |
| DE1813620C3 (de) * | 1968-12-10 | 1974-08-08 | Fa. Wilh. Quester, 5000 Koeln | Vorrichtung zum Konditionieren von Tabak mittels einer umlaufenden Trommel |
| DE1932906C3 (de) * | 1969-06-28 | 1979-02-08 | Hauni-Werke Koerber & Co Kg, 2050 Hamburg | Anordnung zum Vereinigen von im schwankenden Mengenstrom gefördertem Tabak mit Zusätzen |
| DE2019369C3 (de) * | 1970-04-22 | 1980-08-28 | Hauni-Werke Koerber & Co Kg, 2050 Hamburg | Verfahren zum Trocknen von Tabak und Trocknungsförderer |
| DE2135637C3 (de) * | 1971-07-16 | 1980-05-29 | Hauni-Werke Koerber & Co Kg, 2050 Hamburg | Verfahren und Vorrichtung zum Zusetzen einer Beimischung zu Tabak |
| US3785765A (en) * | 1972-02-17 | 1974-01-15 | Imasco Ltd | Rotary tobacco dryer |
| US3787985A (en) * | 1972-08-14 | 1974-01-29 | Industrial Nucleonics Corp | Dryer control system and method |
| DE2240682C2 (de) * | 1972-08-18 | 1983-09-01 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und Vorrichtung zum Feuchten von Tabak |
| US4045657A (en) * | 1973-06-07 | 1977-08-30 | Svenska Tobaks Aktiebolaget | Method of facilitating exact evaluation or control of the processing of a product mass, and apparatus for carrying said method into effect |
| US3905123A (en) * | 1973-10-15 | 1975-09-16 | Industrial Nucleonics Corp | Method and apparatus for controlling a tobacco dryer |
| DE2747232B2 (de) * | 1977-10-21 | 1980-05-08 | Fa. Wilh. Quester, 5000 Koeln | Regelungsverfahren zur kontinuierlichen Behandlung von Schüttgütern zur Veränderung ihrer physikalischen Eigenschaften |
| DE3001734A1 (de) * | 1980-01-18 | 1981-07-23 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Trommel zum behandeln von tabak |
| IT1151299B (it) * | 1981-07-07 | 1986-12-17 | Hauni Werke Koerber & Co Kg | Mezzi di comando per un essiccatore a tamburo |
| DE3223223A1 (de) * | 1981-07-07 | 1983-01-27 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Steueranordnung fuer trommeltrockner |
| EP0095866A1 (de) * | 1982-06-02 | 1983-12-07 | Amf Incorporated | Vorrichtung zum Schneiden und Aufgeben von Tabak |
| JPS6024171A (ja) * | 1983-07-21 | 1985-02-06 | 日本たばこ産業株式会社 | たばこの調湿機における水分および温度の制御装置 |
| JPS6054028B2 (ja) * | 1983-12-23 | 1985-11-28 | 日本たばこ産業株式会社 | たばこ用乾燥調和装置 |
| US4730627A (en) * | 1986-11-28 | 1988-03-15 | R. J. Reynolds Tobacco Company | Method and apparatus for treating particulate material |
| JP3019219B2 (ja) * | 1989-08-07 | 2000-03-13 | 株式会社木原製作所 | 葉たばこ乾燥機における湿度制御装置 |
| GB8924885D0 (en) * | 1989-11-03 | 1989-12-20 | Gbe International Plc | Improvements in or relating to rotary treatment cylinders |
| NZ270418A (en) | 1994-02-07 | 1997-09-22 | Eisai Co Ltd | Polycyclic triazole & imidazole derivatives, antifungal compositions |
| GB9602080D0 (en) | 1996-02-02 | 1996-04-03 | Pfizer Ltd | Pharmaceutical compounds |
| EP0829478A3 (de) | 1996-09-09 | 1998-03-25 | F. Hoffmann-La Roche Ag | N-Benzylimidazolium und N-Benzyltriazolium Derivate, deren Herstellung und deren Verwendung als fungizides und anti-mykotisches Mittel |
| WO1998043970A1 (en) | 1997-03-31 | 1998-10-08 | Takeda Chemical Industries, Ltd. | Azole compounds, their production and their use |
| DE69822514T2 (de) | 1997-12-31 | 2005-03-24 | The University Of Kansas, Lawrence | Wasserlösliche pro-pharmaka von arzneistoffen, die ein tertiäres amin enthalten, und verfahren zu ihrer herstellung |
-
1997
- 1997-11-20 DE DE19751525A patent/DE19751525C2/de not_active Expired - Lifetime
-
1998
- 1998-11-09 US US09/188,854 patent/US6155269A/en not_active Expired - Lifetime
- 1998-11-18 EP EP98121560A patent/EP0917828B1/de not_active Expired - Lifetime
-
2000
- 2000-12-04 US US09/729,405 patent/US6502581B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013231A1 (en) | 1989-05-04 | 1990-11-15 | Gbe International Plc | Improvements in or relating to apparatus for treating tobacco |
| EP0424501B1 (de) | 1989-05-04 | 1993-03-24 | Gbe International Plc | Einrichtung zur behandlung von tabak |
| EP0471513A1 (de) | 1990-08-14 | 1992-02-19 | Philip Morris Products Inc. | Konditionierungszylinder für Tabak und andere Teilchenmaterialien |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1486130A4 (de) * | 2002-03-14 | 2011-03-16 | Japan Tobacco Inc | Verfahren zur kontrolle der feuchtigkeit von rohmaterial und feuchtigkeitskontrollmaschine |
| EP1486130A1 (de) * | 2002-03-14 | 2004-12-15 | Japan Tobacco Inc. | Verfahren zur kontrolle der feuchtigkeit von rohmaterial und feuchtigkeitskontrollmaschine |
| EP1759601A1 (de) * | 2005-08-31 | 2007-03-07 | International Tobacco Machinery Poland Ltd | Verfahren und Vorrichtung zur Thermischen Behandlung von lose Materialen, insbesondere organischen Pflanzenmaterialen |
| EP2417860A1 (de) * | 2010-08-11 | 2012-02-15 | Köhl Maschinenbau AG | Vorrichtung und Verfahren zum Abtrennen von Teilstücken von Ballen eines gepressten Guts |
| WO2012025130A1 (de) * | 2010-08-24 | 2012-03-01 | Hauni Maschinenbau Ag | Vorrichtung zum behandeln von tabak |
| WO2012130823A1 (en) | 2011-03-30 | 2012-10-04 | Basf Se | Suspension concentrates |
| WO2012146598A1 (en) | 2011-04-28 | 2012-11-01 | Basf Se | Process for the preparation of 2-substituted 4-amino-2,4-dihydro-[1,2,4]triazole-3-thiones |
| WO2012146535A1 (en) | 2011-04-28 | 2012-11-01 | Basf Se | Process for the preparation of 2-substituted 2,4-dihydro-[1,2,4]triazole-3-thiones |
| CN102423128B (zh) * | 2011-11-02 | 2013-12-04 | 江苏智思机械集团有限公司 | 滚筒加料机 |
| CN102423128A (zh) * | 2011-11-02 | 2012-04-25 | 江苏智思机械集团有限公司 | 滚筒加料机 |
| CN102551188A (zh) * | 2011-12-31 | 2012-07-11 | 贵州烟叶复烤有限责任公司 | 烟叶梗头打叶处理工艺 |
| CN102551188B (zh) * | 2011-12-31 | 2014-04-02 | 贵州烟叶复烤有限责任公司 | 烟叶梗头打叶处理工艺 |
| CN103202526B (zh) * | 2012-01-11 | 2015-03-11 | 湖北中烟工业有限责任公司 | 用于大惯性系统烟片回潮机的加水离散调节方法 |
| CN103202526A (zh) * | 2012-01-11 | 2013-07-17 | 湖北中烟工业有限责任公司 | 用于大惯性系统烟片回潮机的加水离散调节方法 |
| WO2013167237A1 (de) * | 2012-05-07 | 2013-11-14 | Hauni Maschinenbau Ag | Verfahren und vorrichtung zum lösen, konditionieren und sossieren von tabak |
| WO2014060955A1 (en) * | 2012-10-16 | 2014-04-24 | Souza Cruz S.A. | Equipment for tobacco treatment or another bulk material sensitive to mechanical stress |
| US9427018B2 (en) | 2012-10-16 | 2016-08-30 | Souza Cruz, S.A. | Equipment for tobacco treatment or another bulk material sensitive to mechanical stress |
| CN104041934A (zh) * | 2013-03-11 | 2014-09-17 | 中烟机械技术中心有限责任公司 | 烟叶的浸泡装置及浸泡方法 |
| CN104041934B (zh) * | 2013-03-11 | 2016-08-24 | 中烟机械技术中心有限责任公司 | 烟叶的浸泡方法 |
| CN108294352A (zh) * | 2017-01-11 | 2018-07-20 | 红塔烟草(集团)有限责任公司 | 滚筒烘丝机物料水分超限预警控制系统 |
| CN109380761A (zh) * | 2018-10-12 | 2019-02-26 | 云南中烟工业有限责任公司 | 一种提高低等级烟叶综合品质的方法 |
| CN110879581A (zh) * | 2019-12-12 | 2020-03-13 | 河南中烟工业有限责任公司 | 一种叶片加料的料液控制方法及系统 |
| CN111077860A (zh) * | 2019-12-12 | 2020-04-28 | 河南中烟工业有限责任公司 | 一种烟片加料的质量控制方法及系统 |
| CN110879581B (zh) * | 2019-12-12 | 2022-12-23 | 河南中烟工业有限责任公司 | 一种叶片加料的料液控制方法及系统 |
| CN112800671A (zh) * | 2021-01-26 | 2021-05-14 | 联想(北京)有限公司 | 一种数据处理方法、装置及电子设备 |
| CN112800671B (zh) * | 2021-01-26 | 2024-05-31 | 联想(北京)有限公司 | 一种数据处理方法、装置及电子设备 |
| CN113383978A (zh) * | 2021-05-07 | 2021-09-14 | 四川省烟草公司德阳市公司 | 一种可移动式雪茄烟快速喷洒设备 |
| CN113383978B (zh) * | 2021-05-07 | 2023-01-24 | 四川省烟草公司德阳市公司 | 一种可移动式雪茄烟快速喷洒设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6155269A (en) | 2000-12-05 |
| US6502581B2 (en) | 2003-01-07 |
| DE19751525A1 (de) | 1999-06-02 |
| EP0917828B1 (de) | 2002-06-19 |
| DE19751525C2 (de) | 2003-02-13 |
| EP0917828A3 (de) | 2000-01-12 |
| US20010000095A1 (en) | 2001-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0917828B1 (de) | Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak | |
| EP2001607B1 (de) | Vorrichtung und verfahren zum flexiblen klassieren von polykristallinen silicium-bruchstücken | |
| DE2504902C2 (de) | Verfahren und Vorrichtung zum Steuern der Schnittleistung eines Tabakschneiders | |
| EP0285811B1 (de) | Vorrichtung zum Expandieren von zerkleinertem Tabakmaterial | |
| EP3230501B1 (de) | Verfahren und vorrichtung zum beschicken einer anlage mit fasern | |
| DE102006016323A1 (de) | Verfahren und Vorrichtung zum Zerkleinern und Sortieren von Polysilicium | |
| DE2017360C3 (de) | Verfahren und Maschine zum Herstellen von stabförmigen Artikeln der tabakverarbeitenden Industrie | |
| DE2747232A1 (de) | Verfahren und vorrichtung zur durchfuehrung von behandlungsvorgaengen fuer schuettgueter u.dgl. | |
| EP1853125B1 (de) | Verfahren und anlage zur herstellung stärke-, fett- oder proteinbasierter nahrungs- oder futtermittel mit definiertem schüttgewicht | |
| EP0399315B1 (de) | Reinigungs-Optimierung | |
| AT400830B (de) | Anlage zur überwachung der herstellung von aus einer oder mehreren mischungen bestehenden profilen | |
| EP0242824B1 (de) | Verfahren und Vorrichtung zur Regelung von mindestens zwei für die Qualität des fertigen Produktes massgeblichen physikalischen Eigenschaften eines aus rauchbarem Material hergestellten Strangs | |
| DE10338217B3 (de) | Verfahren und Vorrichtung zur Herstellung eines Produkts aus Süsswarenmasse | |
| DE2621410A1 (de) | Vorrichtung zum bilden eines fortlaufenden tabakvlieses zwecks herstellung stabfoermiger artikel der tabakverarbeitenden industrie | |
| EP0402941B1 (de) | Transportluftregelung | |
| DE102009041030B4 (de) | Verteilervorrichtung und Verfahren zum Beschicken einer Zigarettenstrangmaschine | |
| EP1149196A1 (de) | Mischen von faserkomponenten | |
| EP3184676B1 (de) | Faserbearbeitungsanlage sowie verfahren zum öffnen und mischen von fasermaterial in einer faserbearbeitungsanlage | |
| EP1917388A1 (de) | Flockenbeschickungssystem. | |
| DE60124968T2 (de) | Bestäubungseinrichtung für eine Bogenrotationsdruckmaschine | |
| DE2060100A1 (de) | Verfahren und Vorrichtung zum Bilden eines homogenen Stromes aus zerkleinertem Tabak,insbesondere aus Schnittabak | |
| EP1397964B1 (de) | Verfahren und Vorrichtung zur Justierung der Ausselektion von Winnowings | |
| DE69325885T2 (de) | Zigarettenherstellungsmaschine | |
| EP1506720B1 (de) | Regulierung eines Tabakfaserstroms | |
| EP0923996A2 (de) | Verfahren zum Sichten von Schüttgut |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): FR GB IT NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000518 |
|
| AKX | Designation fees paid |
Free format text: FR GB IT NL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011123 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB IT NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020619 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030320 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20171121 Year of fee payment: 20 Ref country code: NL Payment date: 20171120 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20171123 Year of fee payment: 20 Ref country code: IT Payment date: 20171122 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20181117 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20181117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20181117 |