EP0384978A2 - Transport- und Handhabungssystem für Vielstellen-Textilmaschinen insbesondere Zwirnmaschinen - Google Patents
Transport- und Handhabungssystem für Vielstellen-Textilmaschinen insbesondere Zwirnmaschinen Download PDFInfo
- Publication number
- EP0384978A2 EP0384978A2 EP89123872A EP89123872A EP0384978A2 EP 0384978 A2 EP0384978 A2 EP 0384978A2 EP 89123872 A EP89123872 A EP 89123872A EP 89123872 A EP89123872 A EP 89123872A EP 0384978 A2 EP0384978 A2 EP 0384978A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- transport
- handling machine
- handling
- machines
- rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/18—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/06—Supplying cores, receptacles, or packages to, or transporting from, winding or depositing stations
- B65H67/064—Supplying or transporting cross-wound packages, also combined with transporting the empty core
- B65H67/065—Manipulators with gripping or holding means for transferring the packages from one station to another, e.g. from a conveyor to a creel trolley
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/005—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving
- D01H9/006—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving for two-for-one twist type machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a transport and handling system for multi-position textile machines, in particular twisting machines with the features from the preamble of patent claim 1.
- the operations performed by the handling machine can, for example, be carried out on one Twisting machine can be both the changing of the supply bobbins and / or take-up bobbins as well as the feeding or removal of bobbin tubes, finishing containers or the like.
- the work goods and / or work equipment accommodated by transport devices can be, for example, coils, sleeves, finishing containers and the like.
- Spool transport systems are known by means of which, for example, feed spools for twisting machines are fed into the machines and take-up spools are conveyed out of the machines. It is also known to use automatic handling machines for changing bobbins on textile machines, by means of which the activity of changing the bobbins is automated.
- a difficulty with these methods is to match the mode of operation of the transport system to that of the handling machine in such a way that the handling machine has a sufficient number of bobbins available at the points at which it is to be replaced, and then both, within the shortest possible time , when working in the so-called wild change, in which the exchange of bobbins takes place at the places that may be relatively far apart where an exchange is necessary, or whether work is carried out in a block change, with all bobbins on one machine or part machine.
- DE-PS 1 510 865 describes a device for double-wire twisting machines for automatically changing bobbin units with a carriage which can be moved along the machine and on which a magazine for receiving bobbins and a gripping apparatus are arranged, with the aid of which the bobbins can be removed from the Spindles of the machine can be transported to the magazine and vice versa.
- the handling machine takes a certain number of coils with it, so to speak, in the "backpack method" in the magazine arranged with it on the carriage.
- the device has the disadvantage that the number of coils that can be carried is relatively limited, and because of this limited possibility of taking the device, the device is only suitable for wild changes on the machine.
- the numerous reloading processes required on the magazine require a great deal of time, so that the device is unsuitable for a fully automated operation in which work is also to be carried out according to the block changing method.
- a device with the features from the preamble of claim 1 is described for example in DE-OS 25 21 370.
- the bobbins are fed to the handling machine by storage wagons which can be assembled into a transport train.
- the handling machine can connect to the transport train and pull it along, it can but also drive along the stationary transport train when uncoupled from the transport train.
- Such a device is primarily suitable for a block change, the handling machine positioning the one or more storage trolleys on a predetermined machine longitudinal side and then changing the bobbins while moving along the stationary transport train.
- the device is less suitable for a wild change, because the operating machine would first have to move the transport train to a specific position for each change to be carried out, in which a storage cart equipped with bobbins is located at a change point and then move to the change point and carry out the change of bobbins. Such a procedure requires considerably more control and time.
- the invention has for its object to provide a transport and handling system with the features from the preamble of claim 1 so that the handling machine a sufficient number of coils is available within a very short period of time both when executing a block changing method and when changing wildly.
- the invention assumes that to provide a sufficient number of coils and the a quasi continuously operating transport system is available without time-consuming reloading processes.
- the spools are to be replaced via a movable handling machine.
- the basic idea of the invention consists in the direct assignment of the movements of the handling machine to the movements in the transport system.
- An important initial requirement is that the paths of the first running rail system on which the handling machine runs and the second running rail system on which the transport devices run must be such that the handling machine is direct at every point where a bobbin change is to take place Has access to the transport system.
- the handling machine itself serves as a drive device for the transport train and is designed so that it can not only pull or push the transport train but can also move according to the invention relative to its own position, both when it is standing and when it is moving.
- the transport system is preferably designed as a hanging conveyor system, and the handling machine is also suspended according to a hanging system. There are in principle, however, combinations between another transport system and a correspondingly guided handling machine are also possible.
- the system according to the invention allows a very variable assignment of the transport trains to one or more handling machines with regard to the quantity to be transported, the location and the time. It can be used with the block change process as well as in the wild alternation without major change in equipment.
- Another advantage of the system according to the invention is that the coils on the transport devices need not necessarily be arranged at intervals adapted to the machine division. In this way, the transport devices can be constructed to save space.
- FIG. 1 shows a system of a multi-position machine consisting of three machines Z1, Z2 and Z3, which can consist, for example, of double-wire twisting machines.
- Two running rail systems are passed through this system, namely a first running rail system 1, the path of which runs in a meandering manner through the machine system along all the long sides of the machines and on which one or more handling machines 3 are guided which change the bobbins on the machines Z1, Z2, Z3 .
- the exact design and guidance of the automatic handling machines 3 on the first running rail system 1 will be explained further below.
- a second running rail system 2 is provided, the running path of which is likewise meandering through the machine system Z1, Z2, Z3, in parallel to the running path of the first run Track system 1.
- the tracks of the second track system 2 are integrated in the entire area of the machine system with the tracks of the track system 1 in a common rail track.
- Transport devices of a transport system which is designed as an overhead conveyor system and is explained in more detail below, are guided on the second running rail system 2.
- the individual transport devices 4.0 each of which can carry one or two coils S, are coupled together to form a longer transport train 4.
- a superordinate transport system 5 is arranged on the front side of the machine system Z1, Z2, Z3, which has the same running rails and the same transport devices as the second running rail system 2 and can be designed, for example, as a "bobbin station" which receives the transport streams from the winder or specialist shop.
- the second running rail system 2 is connected to the higher-level transport system 5 via switch elements 6.1 and 6.2.
- the transport trains 4 are moved on by means of friction wheel drives 5.1, 5.2, 5.3 installed permanently on the route.
- the transport trains 4 are taken over by the handling machine 3 and moved on by it.
- Fig. 1 it is shown how the handling machine 3 moves in the arrow direction E1 into the system and thereby the transport train 4 in the arrow direction E2 via a switch element 6.2 from the parent transport system 5 pulls out behind it.
- the handling machine 3 can change its relative position to the transport train 4 at any time, even while driving, so that, for example after connecting the equipment, as also shown in FIG. 1, it moves the now empty transport train 4 in the direction of the arrow A1 pushes in front of it and over the switch element 6.1 in the direction of arrow A2 out of the machine system into the higher-level transport system 5.
- FIG. 1 shows the transport train pushed out of the machine system with empty transport devices 4.0.
- the transport devices 4.0 can of course also be equipped with expired bobbin tubes.
- the switch elements 6.1 and 6.2 are changed over accordingly, so that the handling machine 3 can continue to run in the direction of arrow U on the first running rail system 1.
- the switch element 6.2 After moving the switch element 6.2 again, it then takes over a new transport train 4, which is loaded with full bobbins, which is inserted into the running rail system 2 by means of a friction wheel drive 5.2 from the superordinate transport system 5 after the corresponding changeover of the switch element 6.2, and moves with this new transport train through the Machine system through.
- one or more combinations consisting of handling machines and transport trains move into the machine system.
- the need can be controlled by machine-integrated computers that are connected to a master computer.
- the exemplary embodiment shown in FIG. 1 has two running rail systems integrated in a common rail track.
- FIG. 1 a An exemplary embodiment is described below with reference to FIG. 1 a, in which the two running rail systems run separately from one another over their entire length.
- FIG. 1a shows a system of a multi-position machine consisting of three machines Z1, Z2 and Z3, which, as in the previous example, may consist of double-wire twisting machines.
- a first running rail system 11 which runs in a meandering manner through the machine system along all the long sides of the machines, one or more automatic handling machines 13 are guided which change the bobbins on the machines Z1 to Z3.
- a second running rail system which is denoted overall by 12, is also led into the machine system, but the running rails of this system are not in the running rails of the first run rail system 11 integrated, but designed as a separate rail track.
- a considerable space at the head ends of the machine system would be necessary for the protruding arch guides.
- the aisle width between the machines would have to be expanded considerably.
- the second running rail system 12 is fanned out into a number of rail tracks 12.1 to 12.4, each of which is guided along the long sides of the machines Z1 to Z3 in such a way that they run in the loops of the meandering first track system 11 lie so that, for example, the track sections 12.2 and 12.3 arranged between two machines are opposite each other on both sides of a section of the first track system 11 running parallel to them, and the handling machine 13 moving on this track system can be from Remove the coils from both sides of the transport train.
- the two rail tracks 12.1 and 12.4 running along the outer sides of the installation can be connected to one another.
- the rail tracks 12.1 to 12.4 of the second running rail system 12 are connected via switch elements 16.1 to 16.4 to a higher-level transport system 15, via which the transport trains 14 are moved on by means of friction wheel drives 15.1 to 15.4 installed permanently on the route.
- the transport devices of the transport trains 14 come, for example, from a winding or specialist machine (not shown) and are put together behind a bobbin transfer station (also not shown) for the transport trains.
- the handling machine 13 can be designed in a manner not specifically shown so that it takes over and moves the transport trains 14 entering the rail tracks 12.1 to 12.4, and can change its relative position to the transport train 14 at any time.
- FIG. 1a For example, a transport train 14 entering the rail track 12.3 is shown in FIG. 1a, while the handling machine 13 is still in the area of the rail track 12.2, where it has, for example, completed work on a smaller transport train 14 '.
- the handling machine 13 now runs in the direction of the incoming transport train 14 until it reaches the section of the first running rail system 11 which is guided parallel to the rail track 12.3.
- the movements The transport train 14 and the handling machine 13 are coordinated such that the handling machine 13 is mechanically coupled to the transport train 14 at the moment when the differential speed is approximately 0.
- the handling machine 13 has its own drive for the transport train 14, which it can also move relative to itself during its movement. This always happens when the handling machine 13 has to change the bobbin on the twisting machines.
- the handling machine 13 is uncoupled from the transport train 14.
- the handling machine 13 runs through the meandering arch and couples again to the transport train 14, which it then moves back and finally pushes back into the higher-level transport system 15.
- the transport train 14 is then again gripped by the friction roller drive 15.3 and moved on.
- the handling machine 13 can now, for example, pass through the meandering arch lying in front of it and take over a transport train entering the rail track 12.4 in a manner not shown. However, it can also run back and take over, for example, a transport train entering rail track 12.2 or 12.1.
- the embodiment of the running rail systems shown in FIG. 1a can also be used both in the wild change and in the block change process.
- one or more handling machines 13 run on the first running rail system 11 in each case to the points at which a bobbin change is to be carried out. You can they either take over 12 transport trains at the entry points of the rail tracks 12.1 to 12.4 of the second running rail system, or they get the necessary spools from transport trains that have already entered the rail tracks in an earlier cycle.
- the transport train can be pushed into one of the rail lines 12.1 to 12.4 in full length, and the handling machine 13 can be called independently of this on one of the long sides of the machines Z1 to Z3 or automatically passes this long side on its patrol.
- the transport train can be emptied of coils, it can be removed from the relevant rail track by means of one of the friction wheel drives 15.1 to 15.4.
- the handling machine 13 can then immediately move to a further longitudinal side of the machine in order to make the next block change there.
- the first running rail system 1 consists of double-T beams on which the handling machine 3 is suspended, while the second running rail system 2 and the superordinate transport system 5 consist of hollow profiles slotted on their underside.
- the hollow profiles of the second track system 2 each attached to the lower flange of the double-T beam of the running rail system 1.
- the handling machine 3 pushes the train 4 composed of empty transport devices 4.0 via the switch element 6.1 into the superordinate transport system 5, where it is continued in the manner already described by means of a friction roller drive. After swiveling a straight section back into the switch element 6.1, the handling machine 3 continues its straight path and finally takes over the transport train 4, which is brought up via the switch element 6.2 and is equipped with coils S.
- the handling machine 3 with a transport train 4 that is not completely emptied can, with the corresponding position of the switch elements 6.1 and 6.2, also be guided several times in a circuit through the running rail systems 1 and 2, and until the spool supply of the transport train is used up.
- the handling machine 3 has a substantially U-shaped frame 3.1, one of which follows
- a bracket 3.2 for a first drive motor 3.3 is arranged at the top of the elongated leg and drives a driving wheel 3.31 seated on the upper side of the upper belt 1.1 of the double-T support, while guide wheels 3.32 and 3.33 act on the two side surfaces of the upper belt 1.1.
- the double-T beam 1 is fastened via brackets 1.4, for example on a support frame, not shown.
- the hollow profile of the running rail system 2, in which the transport devices 4.0 are guided, is arranged on the underside of the lower flange 1.2 of the double-T beam 1.
- Each transport device 4.0 has (see FIG. 5) a support arm 4.1 which is inserted into the hollow profile 2 through a slot 2.2 and is suspended there via guide rollers 4.2.
- a fastening device 4.3 for one or two coils S is arranged.
- a drive coupling element 4.4 is arranged on the support arm 4.1, which consists of a flat band section running in the horizontal direction, which has a step 4.43 at one end and a complementary step 4.44 at the other end, one of which also has a passage slot (not shown) for has the support arm 4.1, such that in the case of a plurality of transport devices 4.0 attached to one another from the drive coupling elements 4.4. a continuous belt is created.
- each of the drive coupling elements 4.4 has vertical side surfaces 4.41 and 4.42, which are designed as guide surfaces and, likewise in the assembled state of the transport devices 4.0, form two continuous guide surfaces along the transport train 4.
- a second friction roller drive arranged on the handling machine 3 engages with a drive motor 3.4 and a friction wheel 3.41 which engages on the guide surface 4.41 and a guide wheel 3.42 which engages on the opposite guide surface 4.42 and which is connected to the frame 3.1 of the handling atomate 3.
- the handling machine 3 also has a pivotable robot arm 3.5 arranged in the lower apex of the frame 3.1 with a gripping device 3.6 at the free end.
- the robot arm 3.5 grips a coil unit S arranged on a transport device 4.0 and inserts it into the indicated twisting spindle ZS.
- the robot arm 3.5 is shown with solid lines in the rest position and with dashed lines in the position in which the coil unit S is inserted into the twisting spindle ZS.
- Fig. 6 shows this process again in perspective.
- the robot arm 3.5 can remove an empty coil sleeve beforehand and hang it in a free transport device 4.0.
- the function of the system when changing the bobbin is done in the case of a block-wise change in such a way that the handling machine 3 moves the transport train 4 relative to itself by a bobbin division after it has completed its work at a work station and thus, after its own movement to the next work station, again loads one with full bobbins Transport device for further Operating the machine.
- the handling machine 3 drives together with the transport train 4 patrolling through the machine system Z1, Z2, Z3, and by moving the transport train 4 relative to itself ensures that one pair of coils S is available for the next operation.
- the handling machine 3 can work in conjunction with the transport train 4 but also in a version in which the handling machine advances the entire filled transport train 4 relative to itself and then stops itself at the first job to be operated.
- the handling machine then works its way from work station to work station past the stationary transport train 4 to the last position of the transport train equipped with full bobbins.
- the handling machine would now have to get a new supply of bobbins. He does this by moving the empty transport train 4 with the mode of operation of a locomotive, and in turn pushing it in while driving relative to himself until he, as shown in FIGS. 1 and 2, to the connection point between the second track system 2 and the higher-level transport system 5 arrives where the transport train 4 is taken over by the friction wheel drive 5.1 of the higher-level transport system 5 in the manner already described.
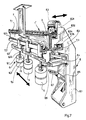
- FIG. 7 shows an embodiment of a transport and handling system in which the running rails of the second running rail system are integrated with the running rails of the first running rail system in a somewhat different way than shown in FIGS. 2 to 6 in a common rail track.
- the handling machine is also designed somewhat differently.
- the first rail system 1 'and the second rail system 2' are arranged on a common double-T beam 7.
- the support and guide surfaces of the first rail system are arranged on the upper chord 7.1 of the carrier and a bent part 7.3 of the lower chord 7.2 of the carrier.
- the vertical center plane of the double-T beam 7 forms the separation between the two running rail systems, because on the left in FIG. 7 of the lower flange 7.2 of the carrier, the running surfaces of the second running rail system 2 'are arranged. Both track systems are designed as hanging systems.
- the automatic handling machine 8 has a frame 8.1, on the upper part 8.2 of which a drive motor 8.3 is arranged, which drives a drive wheel 8.31 seated on the upper side of the upper belt 7.1 of the carrier, which is opposed by a support wheel 8.32 resting on the underside of the lower belt 7.1. Furthermore, guide wheels 8.34 engage a vertical section 7.3 of the lower flange 7.2 of the carrier and 8.35.
- the conveyors 9 carrying the coils S each have a support arm 9.1, at the upper end of which a holder 9.2 is arranged, on each of which a support roller 9.21 seated on the top of the lower flange 7.2 of the carrier and a guide roller 9.22 resting on the underside of this lower flange are arranged .
- a fastening device 9.3 for the coils S is arranged at the lower end of the support arm 9.1.
- a coupling element 9.4 is arranged on the support arm 9.1, which consists of a flat band section running in the horizontal direction, which, like in the embodiment according to FIG. 5, has a gradation at one end and a complementary gradation at the other end such that in the case of a plurality of one another attached transport devices 9, a continuous belt is formed from the coupling elements 9.4.
- the upper gripper arm 8.4 in FIG. 7 serves as a coupling and drive device between the handling machine 8 and the transport train composed of the transport devices 9. It can thus be used to couple the transport train to the handling machine 8 and to move it with it.
- a relative movement between handling machine 8 and transport train is also possible with it. So this is a positive connection between the handling machine and the transport train.
- the lower gripper arm 8.5 in FIG. 7 is used in an analogous manner, as described with reference to FIGS. 4 and 5, for removing the bobbins from the transport devices 9 and inserting them into the spindle, not shown, of the machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Intermediate Stations On Conveyors (AREA)
Abstract
Description
- Die Erfindung betrifft ein Transport- und Handhabungssystem für Vielstellen-Textilmaschinen insbesondere Zwirnmaschinen mit den Merkmalen aus dem Oberbegriff des Patentanspruchs 1.
- Die vom Handhabungsautomat ausgeführten Bedienungsvorgänge können dabei beispielsweise an einer Zwirnmaschiene sowohl das Wechseln der Vorlagespulen und/oder Auflaufspulen als auch das Zuführen oder Abführen von Spulenhülsen, Avivagebehältern oder dergleichen sein. Ebenso können die von Transporteinrichtungen aufgenommenen Arbeitsgüter und/oder Arbeitsmittel beispielsweise Spulen, Hülsen, Avivagebehälter und dergleichen sein.
- Es sind Spulentransportsysteme bekannt, mittels derer beispielsweise Vorlagespulen für Zwirnmaschinen in die Maschinen hineinbefördert und Aufwickelspulen aus den Maschinen herausbefördert werden. Es ist weiterhin bekannt, zum Wechseln von Spulen an Textilmaschinen Handhabungsautomaten einzusetzen, mittels derer die Tätigkeit des Auswechselns der Spulen automatisiert wird. Eine Schwierigkeit bei diesen Verfahren besteht darin, die Wirkungsweise des Transportsystems auf die des Handhabungsautomaten derart abustimmen, daß dem Handhabungsautomaten innerhalb möglichst kurzer Zeiten jeweils an den Stellen, an denen ausgewechselt werden soll, eine ausreichende Anzahl von Spulen zur Verfügung steht, und zwar sowohl dann, wenn im sogenannten wilden Wechsel gearbeitet wird, bei dem das Auswechseln von Spulen jeweils an den unter Umständen relativ weit auseinanderliegenden Stellen erfolgt, an denen ein Austausch erforderlich wird, oder ob im Blockwechsel gearbeitet wird, wobei jeweils alle Spulen an einer Maschine oder einem Teil einer Maschine ausgewechselt werden.
- Es ist bereits bekannt, eine Verkettung von Spulentransport und den automatisierten Vorgängen an der Maschine rechnergesteuert vorzunehmen. Aber auch dann macht es Schwierigkeiten über das Transport system innerhalb kurzer Zeiträume an die Stellen Spulen zu befördern, an denen sie vom Bedienungsautomaten gebraucht werden.
- In der DE-PS 1 510 865 ist eine Vorrichtung für Doppeldraht-Zwirnmaschinen zum selbsttätigen Wechseln von Spuleneinheiten beschrieben mit einem längs der Maschine verfahrbaren Wagen, an dem ein Magazin zur Aufnahme von Spulen sowie ein Greifapparat angeordnet sind, mit dessen Hilfe die Spulen von den Spindeln der Maschine zum Magazin und umgekehrt transportiert werden. Bei dieser bekannten Vorrichtung nimmt also der Handhabungsautomat sozusagen im "Rucksackverfahren" in dem mit ihm zusammen auf dem Wagen angeordnete Magazin eine gewisse Anzahl von Spulen mit. Die Vorrichtung hat den Nachteil, daß die Anzahl der Spulen, die mitgenommen werden können, relativ begrenzt ist, und wegen dieser begrenzten Mitnahmemöglichkeit die Vorrichtung nur für den wilden Wechsel an der Maschine geeignet ist. Die am Magazin notwendigen zahlreichen Umladungsvorgänge benötigen viel Zeit, so daß die Vorrichtung für einen vollautomatisierten Betrieb, bei dem auch nach dem Blockwechselverfahren gearbeitet werden soll, ungeeignet ist.
- Eine Einrichtung mit den Merkmalen aus dem Oberbegriff des Patentanspruchs 1 ist beispielsweise in der DE-OS 25 21 370 beschrieben. Bei dieser bekannten Einrichtung zum selbsttätigen Spulen- oder Hülsenwechsel an Spinn- oder Zwirnmaschinen werden die Spulen dem Handhabungsautomaten durch zu einem Transportzug zusammensetzbare Speicherwagen zugeführt. Der Handhabungsautomat kann sich an den Transportzug ankoppeln und diesen mitziehen, er kann aber auch im vom Transportzug abgekoppelten Zustand am stehenden Transportzug entlang fahren. Eine derartige Einrichtung ist in erster Linie für einen Blockwechsel geeignet, wobei der Handhabungsautomat den oder die Speicherwagen an einer vorgegebenen Maschinenlängsseite positioniert und dann am stehenden Transportzug entlangfahrend das Auswechseln von Spulen vornimmt. Für einen wilden Wechsel ist die Einrichtung weniger geeignet, weil der Bedienungsautomat den Transportzug für jeden auszuführenden Wechsel zunächst in eine bestimmte Position bringen müßte, in der sich an einer Auswechselstelle ein mit Spulen bestückter Speicherwagen befindet um dann an die Auswechselstelle hinzufahren und den Spulenwechsel vorzunehmen. Ein solches Verfahren bedingt einen wesentlichen höheren Steuerungs- und Zeitaufwand.
- Der Erfindung liegt die Aufgabe zugrunde, ein Transport- und Handhabungssystem mit den Merkmalen aus dem Oberbegriff des Patentanspruchs 1 so auszubilden, daß dem Handhabungsautomaten sowohl bei Ausführung eines Blockwechselverfahrens als auch bei wildem Wechsel innerhalb kürzester Zeiträume eine ausreichende Anzahl von Spulen zur Verfügung steht.
- Die Lösung dieser Aufgabe erfolgt erfindungsgemäß mit den Merkmalen aus dem kennzeichnenden Teil des Patentanspruchs 1.
- Vorteilhafte Weiterbildungen des erfindungsgemäßen Systems sind in den Unteransprüchen beschrieben.
- Die Erfindung geht davon aus, daß zur Bereitstellung einer ausreichenden Anzahl von Spulen und der gleichen ohne zeitraubende Umladevorgänge ein quasi kontinuierlich arbeitendes Transportsystem vorhanden ist. Andererseits soll das Auswechseln der Spulen über einen verfahrbaren Handhabungsautomaten erfolgen. Der Grundgedanke der Erfindung besteht in der direkten Zuordnung der Bewegungen des Handhabungsautomaten zu den Bewegungen im Transportsystem. Eine wichtige Ausgangsvoraussetzung besteht darin, daß die Laufwege des ersten Laufschienensystems, auf dem der Handhabungsautomat läuft, und des zweiten Laufschienensystems, auf dem die Transporteinrichtungen laufen, so geführt sein müssen, daß der Handhabungsautomat an jeder Stelle, an der ein Spulenwechsel erfolgen soll, direkten Zugriff zum Transportsystem hat.
- Dabei dient der Handhabungsautomat selbst als Antriebsvorrichtung für den Transportzug und ist so ausgebildet, daß er den Transportzug nicht nur ziehen oder schieben sondern gemäß der Erfindung auch relativ zu seiner Eigenposition bewegen kann und zwar sowohl wenn er steht, als auch wenn er sich selbst bewegt.
- Bei einer derartigen Ausführungsform ist es besonders vorteilhaft, wenn die Streckenabschnitte, auf denen dieser direkte Antrieb des Transportzuges durch den Handhabungsautomaten erfolgt, so ausgebildet sind, daß die Laufschienen der beiden Systeme in einem gemeinsamen Schienenstrang integriert sind (Anspruch 4).
- Vorzugsweise ist das Transportsystem als Hängefördersystem ausgebildet, und auch der Handhabungsautomat nach einem Hängesystem aufgehängt. Es sind aber im Prinzip auch Kombinationen zwischen einem anderen Transportsystem und einem entsprechend geführten Handhabungsautomaten möglich.
- Das erfindungsgemäße System gestattet eine sehr variable Zuordnung der Transportzüge zu einem oder mehreren Handhabungsautomaten im Hinblick auf die zu transportierende Menge, den Ort und die Zeit. Mit ihm kann ohne größere apparative Umstellung sowohl nach dem Blockwechselverfahren als auch im wilden Wechsel gearbeitet werden.
- Ein weiterer Vorteil des erfindungsgemäßen Systems besteht darin, daß die Spulen auf den Transporteinrichtungen nicht notwendig in an die Maschinenteilung angepaßten Abständen angeordnet zu sein brauchen. Auf diese Weise können die Transporteineinrichtungen platzsparend aufgebaut werden.
- Im folgenden wird ein Ausführungsbeispiel für ein Transport- und Handhabungssystem nach der Erfindung anhand der beigefügten Zeichnungen erläutert.
- In den Zeichnungen zeigen:
- Fig. 1 in einer schematisierten perspektivischen Darstellung eine Vielstellenmaschinenanlage mit einem Transport- und Handhabungssystem;
- Fig.1a in einer Darstellung analog Fig.1 eine Vielstellenmaschinenanlage mit einer anderen Ausführungsform eines Transport- und Handhabungssystems;
- Fig. 2 und 3 in einer gegenüber Fig. 1 vergrößerten und detaillierteren perspektivischen Darstellung Anschlußstellen des Transport systems nach Fig. 1 an ein übergeordnetes Transportsystem;
- Fig. 4 einen vertikalen Teilschnitt durch einen Handhabungsautomaten des System nach Fig. 1 bis 3;
- Fig. 5 in einer perspektivischen Detaildarstellung die Antriebsvorrichtung zwischen Handhabungsautomat und Transportzug, bei dem System nach den Fig. 1 bis 4;
- Fig. 6 in einer perspektivischen Detaildarstellung den Handhabungsautomaten des Systems nach Fig. 1 bis 5 beim Spulenwechsel.
- Fig. 7 in einer perspektivischen Darstellung eine andere Ausführungsform eines Handhabungsautomaten und der Laufschienensysteme.
- In Fig. 1 ist eine aus drei Maschinen Z1, Z2 und Z3 bestehende Anlage einer Vielstellenmaschine dargestellt, die beispielsweise aus Doppeldraht-Zwirnmaschinen bestehen kann. Durch diese Anlage sind zwei Laufschienensysteme hindurchgeführt, nämlich ein erstes Laufschienensystem 1, desen Laufweg mäanderförmig durch die Maschinenanlage an sämtlichen Längsseiten der Maschinen entlang läuft und auf dem ein oder mehrere Handhabungsautomaten 3 geführt sind, welche die Spulenwechsel an den Maschinen Z1, Z2, Z3 vornehmen. Die genaue Ausbildung und Führung der Handhabungsautomaten 3 auf dem ersten Laufschienensystem 1 wird weiter unten erläutert.
- Weiterhin ist ein zweites Laufschienensystem 2 vorgesehen, dessen Laufweg ebenfalls mäanderförmig durch die Maschinenanlage Z1, Z2, Z3 geführt ist, und zwar parallel zum Laufweg des ersten Lauf schienensystems 1. Wie weiter unten näher erläutert, sind die Laufschienen des zweiten Laufschienensystems 2 im gesamten Bereich der Maschinenanlage mit den Laufschienen des Laufschienensystems 1 in einen gemeinsamen Schienenstrang integriert. Auf dem zweiten Laufschienensystem 2 sind Transporteinrichtungen eines Transportsystems geführt, das als Hängefördersystem ausgebildet ist und weiter unten näher erläutert wird. Die einzelnen Transporteinrichtungen 4.0, von denen jede ein oder zwei Spulen S tragen kann, werden zu einem längeren Transportzug 4 zusammengekoppelt.
- Stirnseitig zur Maschinenanlage Z1, Z2, Z3 ist ein übergeordnetes Transportsystem 5 angeordnet, das die gleichen Laufschienen und die gleichen Transporteinrichtungen aufweist wie das zweite Laufschienensystem 2 und beispielsweise als "Spulenbahnhof" ausgebildet sein kann, der die Transportströme aus der Spulerei oder Facherei aufnimmt. Das zweite Laufschienensystem 2 ist über Weichenelemente 6.1 und 6.2 mit dem übergeordneten Transportsystem 5 verbunden.
- Innerhalb des übergeordneten Transportsystems 5 werden die Transportzüge 4 mittels fest an der Strecke installierter Reibradantriebe 5.1, 5.2, 5.3 weiterbewegt. An den Übergangsstellen zwischen dem übergeordneten Transportsystem 5 und dem zweiten Laufschienensystem 2 werden die Transportzüge 4 vom Handhabungsautomaten 3 übernommen und von diesem weiterbewegt. In Fig. 1 ist dargestellt, wie der Handhabungsautomat 3 sich in Pfeilrichtung E1 in die Anlage hineinbewegt und dabei den Transportzug 4 in Pfeilrichtung E2 über ein Weichenelement 6.2 aus dem übergeordneten Transportsystem 5 heraus hinter sich herzieht. Auf dem Laufweg durch die Maschinenanlage hindurch kann der Handhabungsautomat 3 jederzeit, auch während der Fahrt, seine relative Position zum Transportzug 4 ändern, so daß er beispielsweise nach Anschluß der Bestückung, wie in Fig. 1 ebenfalls dargestellt, den nun leeren Transportzug 4 in Pfeilrichtung A1 vor sich her und über das Weichenelement 6.1 in Pfeilrichtung A2 aus der Maschinenanlage hinaus in das übergeordnete Transportsystem 5 schiebt.
- In Fig. 1 ist der aus der Maschinenanlage herausgeschobene Transportzug mit leeren Transporteinrichtungen 4.0 dargestellt. Selbstverständlich können in diesem Falle die Transporteinrichtungen 4.0 auch mit abgelaufenen Spulenhülsen bestückt sein.
- Wenn der herauslaufende Transportzug, der vom Reibradantrieb 5.1 des übergeordneten Transportsystems 5 übernommen wird, ganz aus dem zweiten Laufschienensystem 2 herausgeführt ist, werden die Weichenelemente 6.1 und 6.2 entsprechend umgestellt, so daß der Handhabungsautomat 3 in Pfeilrichtung Ü auf dem ersten Laufschienensystem 1 weiterlaufen kann. Nach Wiederumstellen des Weichenelementes 6.2 übernimmt er dann wieder einen neuen mit vollen Spulen bestückten Transportzug 4, der mittels eines Reibradantriebes 5.2 aus dem übergeordneten Transportsystem 5 nach entsprechender Umstellung des Weichenelementes 6.2 in das Laufschienensystem 2 eingeschoben wird, und bewegt sich mit diesem neuen Transportzug durch die Maschinenanlage hindurch.
- Je nach der Größe der Maschinenanlage Z1, Z2, Z3 fahren eine oder mehrere Kombinationen bestehend aus Handhabungsautomaten und Transportzügen in die Maschinenanlage ein. In der Maschinenanlage selbst kann der Bedarf durch maschinenintegrierte Rechner, die mit einem Leitrechner in Verbindung stehen, gesteuert werden. Es ist aber auch möglich, bei einfachen Systemen die Anlage durch mechanisches oder optisches Erkennen zwischen Handhabungsautomat und einer zur Bedienung anstehenden Arbeitsstelle der Maschine zu steuern.
- Das in Fig. 1 dargestellte Ausführungsbeispiel besitzt zwei in einem gemeinsamen Schienenstrang integrierte Laufschienensysteme.
- Im folgenden wird anhand von Fig. 1a ein Ausführungsbeispiel beschrieben, bei dem die beiden Laufschienensysteme über ihre gesamte Länge getrennt voneinander verlaufen.
- In Fig. 1a ist eine aus drei Maschinen Z1, Z2 und Z3 bestehende Anlage einer Vielstellenmaschine dargestellt, die wie im vorhergehenden Beispiel aus Doppeldraht-Zwirnmaschinen bestehen kann. Auf einem ersten Laufschienensystem 11, das mäanderförmig durch die Maschinenanlage an sämtlichen Längsseiten der Maschinen entlangläuft, sind ein oder mehrere Handhabungsautomaten 13 geführt, welche die Spulenwechsel an den Maschinen Z1 bis Z3 vornehmen.
- Ein zweites Laufschienensystem, das insgesamt mit 12 bezeichnet ist, ist ebenfalls in die Maschinenanlage hineingeführt, die Laufschienen dieses Systems sind aber nicht in die Laufschienen des ersten Lauf schienensystems 11 integriert, sondern als getrennter Schienenstrang ausgebildet. In diesem Falle ist es nicht möglich, das zweite Laufschienensystem 12 parallel zum ersten Laufschienensystem, also mäanderförmig durch die Maschinenanlage hindurchzuführen, da an den Umkehrpunkten des Mäanders die Schienenstränge der beiden Laufschienensysteme unterschiedliche Radien beschreiben. Es wäre dann außerordentlich aufwendig, die Laufgeschwindigkeiten des Handhabungsautomaten 13 und der auf dem zweiten Laufschienensystem 12 geführten, zu einem Transportzug 14 zusammengestellten, Transporteinrichtungen für die Spulen aufeinander abzustimmen. Außerdem wäre für die ausladenden Bogenführungen ein erheblicher Platz an den Kopfenden der Maschinenanlage notwendig. Weiterhin müßte die Gangbreite zwischen den Maschinen erheblich erweitert werden.
- Um die angestrebte Koordinierung der Bewegungen des Handhabungsautomaten 13 zu den Bewegungen des Transportzuges 14 zu erreichen, wird das zweite Laufschienensystem 12 in eine Anzahl von Schienensträngen 12.1 bis 12.4 aufgefächert, die jeweils an den Längsseiten der Maschinen Z1 bis Z3 derart entlanggeführt sind, daß sie in den Schleifen des mäanderförmig geführten ersten Laufschienensystems 11 liegen, so daß beispielsweise die zwischen je zwei Maschinen angeordneten Schienenstränge 12.2 und 12.3 jeweils an beiden Seiten einem parallel zu ihnen verlaufenden Abschnitt des ersten Laufschienensystems 11 gegenüberliegen, und der auf diesem Laufschienensystem sich bewegende Handhabungsautomat 13 kann von beiden Seiten her Spulen aus dem Transportzug entnehmen.
- Wie in Fig. 1a gestrichelt angedeutet, können die beiden an den Außenseiten der Anlage entlangführenden Schienenstränge 12.1 und 12.4 miteinander verbunden sein.
- Die Schienenstränge 12.1 bis 12.4 des zweiten Laufschienensystems 12 sind über Weichenelemente 16.1 bis 16.4 an ein übergeordnetes Transportsystem 15 angeschlossen, über das die Transportzüge 14 mittels fest an der Strecke installierter Reibradantriebe 15.1 bis 15.4 weiterbewegt werden. Die Transporteinrichtungen der Transportzüge 14 kommen dabei beispielsweise aus einer nicht dargestellten Spul- oder Fachmaschine und werden hinter einer ebenfalls nicht dargestellten Spulenübergabestation zu den Transportzügen zusammengestellt.
- Auch bei diesem Ausführungsbeispiel kann in nicht eigens dargestellter Weise der Handhabungsautomat 13 so ausgebildet sein, daß er die in die Schienenstränge 12.1 bis 12.4 einlaufenden Transportzüge 14 übernimmt und weiterbewegt, wobei er jederzeit seine relative Position zum Transportzug 14 ändern kann.
- So ist beispielsweise in Fig. 1a ein in den Schienenstrang 12.3 einlaufender Transportzug 14 dargestellt, während sich der Handhabungsautomat 13 noch im Bereich des Schienenstrangs 12.2 befindet, wo er beispielsweise die Arbeit an einem kleineren Transportzug 14′ abgeschlossen hat. Der Handhabungsautomat 13 läuft nun in Richtung auf den einlaufenden Transportzug 14 bis er in den Abschnitt des ersten Laufschienensystems 11 gelangt, der parallel zum Schienenstran 12.3 geführt ist. Die Bewegungen von Transportzug 14 und Handhabungsautomat 13 werden so koordiniert, daß in dem Augenblick, wo die Differenzgeschwindigkeit etwa 0 ist, der Handhabungsautomat 13 mechanisch an den Transportzug 14 angekoppelt wird. Wie bei dem vorbeschriebenen Ausführungsbeispiel besitzt der Handhabungsautomat 13 einen eigenen Antrieb für den Transportzug 14, den er auch während seiner Bewegung relativ zu sich selbst verschieben kann. Dies geschieht immer dann, wenn der Handhabungsautomat 13 an den Zwirnmaschinen einen Spulenwechsel vorzunehmen hat.
- Am Ende des Schienenstranges 12.3 wird der Handhabungsautomat 13 vom Transportzug 14 abgekoppelt. Der Handhabungsautomat 13 durchläuft den Mäanderbogen und koppelt sich wieder an den Transportzug 14 an, den er dann zurückbewegt und schließlich wieder in das übergeordnete Transportsystem 15 hineinschiebt. Der Transportzug 14 wird dann wieder von dem Reibrollenantrieb 15.3 erfaßt und weiterbewegt. Der Handhabungsautomat 13 kann jetzt beispielsweise den vor ihm liegenden Mäanderbogen durchlaufen und in nicht dargestellter Weise einen in den Schienenstrang 12.4 einfahrenden Transportzug übernehmen. Er kann aber auch zurücklaufen und beispielsweise einen in den Schienenstrang 12.2 oder 12.1 einlaufenden Transportzug übernehmen. Auch mit der in Fig. 1a dargestellten Ausführungsform der Laufschienensysteme kann sowohl im wilden Wechsel als auch nach dem Blockwechselverfahren gearbeitet werden.
- Beim wilden Wechsel laufen ein oder mehrere Handhabungsautomaten 13 auf dem ersten Laufschienensystem 11 jeweils zu den Punkten, an denen ein Spulenwechsel vorgenommen werden soll. Dabei können sie entweder jeweils an den Einlaufpunkten der Schienenstränge 12.1 bis 12.4 des zweiten Laufschienensystems 12 Transportzüge übernehmen oder sie holen sich die notwendigen Spulen von bereits in einem früheren Zyklus in die Schienenstränge eingefahrenen Transportzügen.
- Beim Blockwechsel ist eine Koppelung zwischen dem Handhabungsautomat und dem Transportzug im Prinzip nicht erforderlich. In diesem Fall kann der Transportzug in einen der Schienenstränge 12.1 bis 12.4 in voller Länge eingeschoben werden, und der Handhabungsautomat 13 kann unabhängig davon an eine der Längsseiten der Maschinen Z1 bis Z3 gerufen werden oder kommt automatisch auf seiner Patrouille an dieser Längsseite vorbei. Hier kann er sich jetzt am Transportzug entlangarbeiten und die notwendigen Spulenwechsel nacheinander vornehmen. Wenn der Transportzug von Spulen entleert ist, kann er mittels eines der Reibradantriebe 15.1 bis 15.4 wieder aus dem betreffenden Schienenstrang herausgeholt werden. Der Handhabungsautomat 13 kann dann sogleich zu einer weiteren Maschinenlängsseite fahren, um dort den nächsten Blockwechsel vorzunehmen.
- Im folgenden werden weitere Einzelheiten des Systems nach Fig. 1 beschrieben.
- Wie aus den Fig. 2 bis 6 allgemein zu erkennen, besteht das erste Laufschienensystem 1 aus Doppel-T-Trägern, an denen der Handhabungsautomat 3 aufgehängt ist, während das zweite Laufschienensystem 2 und das übergeordnete Tansportsystem 5 aus an ihrer Unterseite geschlitzten Hohlprofilen bestehen. Dabei sind die Hohlprofile des zweiten Laufschienensystems 2 jeweils am Untergurt des Doppel-T-Trägers des Laufschienensystems 1 befestigt.
- Die Fig. 2 und 3 zeigen die Verbindungsstellen zwischen dem zweiten Laufschienensystem 2 und dem übergeordneten Transportsystem 5 im Bereich der Weichenelemente 6.1 und 6.2. Man erkennt, daß jeweils nur das Laufschienensystem 2 einen Weichenabschnitt aufweist, während das Laufschienensystem 1 gerade durchläuft. Gemäß Fig. 2 schiebt der Handhabungsautomat 3 den aus leeren Transporteinrichtungen 4.0 zusammengesetzten Zug 4 über das Weichenelement 6.1 in das übergeordnete Transportsystem 5 ein, wo er in bereits beschriebener Weise durch Reibrollenantrieb weitergeführt wird. Nach Wiedereinschwenken eines geraden Abschnittes in das Weichenelement 6.1 setzt der Handhabungsautomat 3 seinen geraden Weg fort und übernimmt schließlich gemäß Fig. 3 den über das Weichenelement 6.2 herangeführten, mit Spulen S bestückten Transportzug 4.
- Selbstverständlich kann der Handhabungsautomat 3 mit einem nicht völlig geleerten Transportzug 4 bei entsprechender Stellung der Weichenelemente 6.1 und 6.2 auch mehrfach im Kreislauf durch die Laufschienensysteme 1 und 2 geführt werden, und zwar solange bis der Spulenvorrat des Transportzuges verbraucht ist.
- Die genaue Art der Aufhängung des Handhabungsautomaten 3 am ersten Laufschienensystem 1 und des Transportzuges 4 am zweiten Laufschienensystem 2 ist Fig. 4 zu entnehmen.
- Der Handhabungsautomat 3 besitzt einen im wesentlichen U-förmigen Rahmen 3.1, an dessen einem nach oben verlängerten Schenkel eine Halterung 3.2 für einen ersten Antriebsmotor 3.3 angeordnet ist, der ein auf der Oberseite des Obergurtes 1.1 des Doppel-T-Trägers aufsitzende Treibrad 3.31 antreibt, während an den beiden Seitenflächen des Obergurtes 1.1 Führungsräder 3.32 und 3.33 angreifen. Der Doppel-T-Träger 1 ist über Halterungen 1.4 beispielsweise an einem nicht dargestellten Traggerüst befestigt.
- An der Unterseite des Untergurtes 1.2 des Doppel-T-Trägers 1 ist das Hohlprofil des Laufschienensystems 2 angeordnet, in dem die Transporteinrichtungen 4.0 geführt sind. Jede Transporteinrichtung 4.0 besitzt (siehe Fig. 5) einen Tragarm 4.1, der durch einen Schlitz 2.2 in das Hohlprofil 2 hineingeführt und dort über Führungsrollen 4.2 aufgehängt ist. Am unteren Ende des Tragarms 4.2 ist eine Befestigungsvorrichtung 4.3 für eine oder zwei Spulen S angeordnet. Weiterhin ist am Tragarm 4.1 ein Antriebs-Koppelelement 4.4 angeordnet, das aus einem in horizontaler Richtung verlaufenden flachen Bandabschnitt besteht, der an einem Ende eine Abstufung 4.43 und am anderen Ende eine komplementäre Ab- 4.44 aufweist, von denen eine noch einen nicht dargestellten Durchtrittsschlitz für den Tragarm 4.1 aufweist, dergestalt, daß bei mehreren aneinander angesetzten Transporteinrichtungen 4.0 aus den Antriebs-Koppelelementen 4.4. ein durchlaufendes Band entsteht. Weiterhin weist jedes der Antriebs-Koppelelemente 4.4 vertikale Seitenflächen 4.41 und 4.42 auf, die als Führungsflächen ausgebildet sind, und ebenfalls im zusammengesetzten Zustand der Transporteinrichtungen 4.0 zwei durchlaufende Führungsflächen entlang des Transportzuges 4 bilden.
- An diesen Führungsflächen greift ein zweiter am Handhabungsautomat 3 angeordneter Reibrollenantrieb an mit einem Antriebsmotor 3.4 und einem Reibrad 3.41, das an der Führungsfläche 4.41 angreift und einem an der gegenüberliegenden Führungsfläche 4.42 angreifenden Führungsrad 3.42, das mit dem Rahmen 3.1 des Handhabungsatomates 3 verbunden ist.
- Wie den Fig. 4 und 5 zu entnehmen, besitzt der Handhabungsautomat 3 außerdem einen im unteren Scheitel des Rahmens 3.1 angeordneten schwenkbaren Roboterarm 3.5 mit einer Greifeinrichtung 3.6 am freien Ende. Wie aus Fig. 4 und 5 ersichtlich ergreift der Roboterarm 3.5 eine an einer Transporteinrichtung 4.0 angeordnete Spuleneinheit S und setzt sie in die angedeutete Zwirnspindel ZS ein. In Fig. 4 ist der Roboterarm 3.5 mit ausgezogenen Linien in der Ruhestellung und mit gestrichelten Linien in der Stellung, in der die Spuleneinheit S in die Zwirnspindel ZS eingesetzt wird, dargestellt. Fig. 6 zeigt diesen Vorgang noch einmal in perspektivischer Darstellung. In gleicher Weise kann der Roboterarm 3.5 vorher eine leere Spulenhülse abnehmen und in eine freie Transporteinrichtung 4.0 einhängen.
- Die Funktionsweise des Systems beim Spulenwechsel geschieht im Fall des blockweisen Wechsels derart, daß der Handhabungsautomat 3 nach vollbrachter Tätigkeit an einer Arbeitsstelle den Transportzug 4 relativ zu sich selbst um eine Spulenteilung verschiebt und somit nach seiner eigenen Fortbewegung zur nächsten Arbeitsstelle wieder eine mit vollen Spulen bestückte Transporteinrichtung zur weiteren Bedienung der Maschine zur Verfügung hat.
- Beim wilden Wechsel fährt der Handhabungsautomat 3 zusammen mit dem Transportzug 4 patrouillierend durch die Maschinenanlage Z1, Z2, Z3, und sorgt dabei durch relatives Verschieben des Transportzuges 4 zu sich selbst dafür, daß jeweils ein Spulenpaar S für den nächsten Bedienungsvorgang zur Verfügung steht.
- Der Handhabungsautomat 3 kann im Zusammenspiel mit dem Transportzug 4 aber auch in einer Version arbeiten, bei der der Handhabungsautomat den gesamten gefüllten Transportzug 4 relativ zu sich selbst vorschiebt und danach an der ersten zur Bedienung anstehenden Arbeitsstelle selbst stoppt.
- Der Handhabungsautomat arbeitet sich danach von Arbeitsstelle zur Arbeitsstelle am stehenden Transportzug 4 vorbei bis zur letzten Position des mit vollen Spulen bestückten Transportzuges. Der Handhabungsautomat müßte jetzt wieder neuen Vorrat an Spulen holen. Dies tut er, indem er mit der Wirkungsweise einer Lokomotive den leeren Transportzug 4 weiterzieht, und diesen während der Fahrt wiederum relativ zu sich selbst vorschiebt bis er, wie in Fig. 1 und 2 dargestellt, an die Verbindungsstelle zwischen dem zweiten Laufschienensystem 2 und dem übergeordneten Transportsystem 5 gelangt, wo der Transportzug 4 in der bereits beschriebenen Weise von dem Reibradantrieb 5.1 des übergeordneten Transportsystems 5 übernommen wird.
- In Fig. 7 ist ein Ausführungsbeispiel eines Transportund Handhabungssystems dargestellt, bei dem die Laufschienen des zweiten Laufschienensystems mit den Laufschienen des ersten Laufschienensystems in etwas anderer Weise als in den Fig. 2 bis 6 dargestellt in einen gemeinsamen Schienenstrang integriert sind. Bei diesem Ausführungsbeispiel ist auch der Handhabungsautomat etwas anders ausgebildet.
- Die Streckenführung der beiden Laufschienensysteme durch eine aus mehreren Maschinen bestehende Anlage einer Vielstellenmaschine kann dabei beispielsweise analog Fig. 1 erfolgen.
- Bei der in Fig. 7 dargestellten Ausführungsform sind das erste Laufschienensystem 1′ und das zweite Laufschienensystem 2′ an einem gemeinsamen Doppel-T-Träger 7 angeordnet. Dabei sind die Trag- und Führungsflächen des ersten Laufschienensystems auf dem Obergurt 7.1 des Trägers sowie einem abgebogenen Teil 7.3 des Untergurtes 7.2 des Trägers angeordnet. Die vertikale Mittelebene des Doppel-T-Trägers 7 bildet dabei die Trennung zwischen den beiden Laufschienensystemen, denn auf der in Fig. 7 linken Seite des Untergurtes 7.2 des Trägers sind die Laufflächen des zweiten Laufschienensystems 2′ angeordnet. Beide Laufschienensysteme sind als Hängesysteme ausgebildet.
- Der Handhabungsautomat 8 besitzt einen Rahmen 8.1, an dessen Oberteil 8.2 ein Antriebsmotor 8.3 angeordnet ist, der ein auf der Oberseite des Obergurtes 7.1 des Trägers aufsitzendes Antriebsrad 8.31 antreibt, dem ein an der Unterseite des Untergurtes 7.1 anliegendes Stützrad 8.32 gegenüberliegt. Weiterhin greifen an einem vertikalen Abschnitt 7.3 des Untergurtes 7.2 des Trägers Führungsräder 8.34 und 8.35 an.
- Die die Spulen S tragenden Fördereinrichtungen 9 besitzen jeweils einen Tragarm 9.1, an dessen oberem Ende eine Halterung 9.2 angeordnet ist, an der jeweils eine auf der Oberseite des Untergurtes 7.2 des Trägers aufsitzende Tragrolle 9.21 und eine an der Unterseite dieses Untergurtes anliegende Führungsrolle 9.22 angeordnet sind. Am unteren Ende des Tragarms 9.1 ist eine Befestigungsvorrichtung 9.3 für die Spulen S angeordnet. Weiterhin ist am Tragarm 9.1 ein Koppelelement 9.4 angeordnet, das aus einem in horizontaler Richtung verlaufenden flachen Bandabschnitt besteht, der ähnlich wie in der Ausführungsform nach Fig. 5 an einem Ende eine Abstufung und am anderen Ende eine komplementäre Abstufung aufweist dergestalt, daß bei mehreren aneinander angesetzten Transporteinrichtungen 9 aus den Koppelelementen 9.4 ein durchlaufendes Band entsteht.
- Am Rahmen 8.1 des Handhabungsautomaten 8 sind zwei Greifarme 8.4 und 8.5 angeordnet, die jeweils am vorderen Ende eine Greifeinrichtung 8.6 bzw. 8.7 aufweisen. Der in Fig. 7 obere Greifarm 8.4 dient als Koppel- und Antriebsvorrichtung zwischen dem Handhabungsautomaten 8 und dem aus den Transporteinrichtungen 9 zusammengesetzten Transportzug. Durch ihn kann also der Transportzug einerseits an den Handhabungsautomat 8 angekoppelt und mit ihm bewegt werden. Andererseits ist mit ihm auch eine Relativbewegung zwischen Handhabungsautomat 8 und Transportzug möglich. Es handelt sich also hier um eine formschlüssige Verbindung zwischen Handhabungsautomat und Transportzug.
- Der in Fig. 7 untere Greifarm 8.5 dient in analoger Weise, wie anhand der Fig. 4 und 5 beschrieben, zur Entnahme der Spulen aus den Transporteinrichtungen 9 und dem Einfügen derselben in die nicht dargestellte Spindel der Maschine.
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3906718 | 1989-03-03 | ||
| DE3906718A DE3906718A1 (de) | 1989-03-03 | 1989-03-03 | Transport- und handhabungssystem fuer vielstellen-textilmaschinen insbesondere zwirnmaschinen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0384978A2 true EP0384978A2 (de) | 1990-09-05 |
| EP0384978A3 EP0384978A3 (de) | 1991-05-15 |
Family
ID=6375384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890123872 Withdrawn EP0384978A3 (de) | 1989-03-03 | 1989-12-23 | Transport- und Handhabungssystem für Vielstellen-Textilmaschinen insbesondere Zwirnmaschinen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4979360A (de) |
| EP (1) | EP0384978A3 (de) |
| JP (1) | JPH03216465A (de) |
| CZ (1) | CZ278306B6 (de) |
| DE (1) | DE3906718A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0502705A1 (de) * | 1991-03-05 | 1992-09-09 | Tsudakoma Kogyo Kabushiki Kaisha | Aufbewahrungsstation für Schussfadenspulentransportwagen und für eine Webfabrik |
| EP0536540A1 (de) * | 1991-09-19 | 1993-04-14 | Palitex Project-Company GmbH | Einrichtung zum Austausch von Daten an Textilmaschinenautomaten |
| EP1568806A2 (de) * | 2004-02-16 | 2005-08-31 | WF Logistik GmbH | Spulenfördereinrichtung zur Versorgung einer Gruppe von Feinspinnmaschinen, insbesondere Ringspinnmaschinenmit Vorganspulen von einer Gruppe von Vorspinnmaschinen, insbesondere Flyern |
| WO2007036335A1 (de) * | 2005-09-27 | 2007-04-05 | Autefa Automation Gmbh | Zuführverfahren und zuführeinrichtung für vorlagespulen |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6043149B2 (ja) * | 1981-08-31 | 1985-09-26 | ブラザー工業株式会社 | ミシンのためのプログラミング装置 |
| US5207052A (en) * | 1989-01-21 | 1993-05-04 | Palitex Project Company Gmbh | Method of transporting and positioning a set of yarn packages in a spindle assembly of a twister yarn processing machine and an adapter device for use therein |
| US5189872A (en) * | 1989-03-17 | 1993-03-02 | Murata Kikai Kabushiki Kaisha | Processing robot for a two-for-one twister |
| US5222351A (en) * | 1989-03-17 | 1993-06-29 | Murata Kikai Kabushiki Kaisha | Yarn exchange and doffing device for use with a two-for-one twister |
| DE3911765A1 (de) * | 1989-04-11 | 1990-10-18 | Zinser Textilmaschinen Gmbh | Vorgarnspulenwechselwagen |
| EP0410021B1 (de) * | 1989-07-24 | 1995-11-02 | Palitex Project-Company GmbH | Betriebsverfahren und Vorrichtung zum automatisierten Auswechseln von mit leeren Hülsen bestückten Spulenadaptern gegen mit vollen Vorlagespulen bestückte Spulenadapter im Bereich einer Fadenbearbeitungsstelle einer Textilmaschine |
| EP0410016A1 (de) * | 1989-07-24 | 1991-01-30 | Palitex Project-Company GmbH | Betriebsverfahren und Vorrichtung zur automatisierten Reinigung von Spulenhülsen von Fadenresten entlang einer textilen Fadenbearbeitungsmachine, insbesondere Doppeldraht-Zwirnmaschine, verfahrbare automatisierte Wartungs- und Bedienungsvorrichtung |
| DE58906216D1 (de) * | 1989-07-24 | 1993-12-23 | Palitex Project Co Gmbh | Betriebsverfahren und Vorrichtung zum automatisierten Herausnehmen eines Spulen- und Transportadapters aus einer Fadenbearbeitungsstelle, insbesondere aus dem Spulentopf einer Doppeldraht-Zwirnspindel. |
| US5230209A (en) * | 1989-09-18 | 1993-07-27 | Murata Kikai Kabushiki Kaisha | Method of conveying packages from draw false twisting machine |
| US5207051A (en) * | 1989-11-07 | 1993-05-04 | Palitex Project Company Gmbh | Apparatus for transferring full bobbins and empty bobbins between a bobbin winding machine and a transporting mechanism |
| IT1249471B (it) * | 1990-11-17 | 1995-02-23 | Murata Machinery Ltd | Sistema di collegamento di una roccatrice ad un torcitoio a doppia torsione. |
| DE4121772A1 (de) * | 1991-07-01 | 1993-01-07 | Palitex Project Co Gmbh | Anlage zum spulentransport zwischen vielstellen-textilmaschinen |
| DE4424423A1 (de) * | 1993-07-24 | 1995-01-26 | Barmag Barmer Maschf | Textilmaschine mit Transportvorrichtung |
| US5373930A (en) * | 1993-10-14 | 1994-12-20 | Tns Mills, Inc. | Package transport system and method |
| JPH07310245A (ja) * | 1994-05-13 | 1995-11-28 | Howa Mach Ltd | 粗糸ボビン搬送装置 |
| JPH08157144A (ja) * | 1994-11-30 | 1996-06-18 | Toyota Autom Loom Works Ltd | 紡機におけるボビン搬送システム |
| DE19601286C1 (de) * | 1996-01-16 | 1996-11-14 | Zinser Textilmaschinen Gmbh | Transportvorrichtung für textile Spulen und Hülsen |
| US6889813B1 (en) | 2000-06-22 | 2005-05-10 | Amkor Technology, Inc. | Material transport method |
| US6530735B1 (en) | 2000-06-22 | 2003-03-11 | Amkor Technology, Inc. | Gripper assembly |
| US6695120B1 (en) * | 2000-06-22 | 2004-02-24 | Amkor Technology, Inc. | Assembly for transporting material |
| DE10100764B4 (de) * | 2001-01-10 | 2005-03-10 | Neuenhauser Maschb Gmbh & Co K | Anordnung zum Austausch von leeren Spulen gegen volle Spulen in einem mit einer Bändchen oder Fäden verarbeitenden Maschine zusammenwirkenden Spulengatter |
| ITBO20020054A1 (it) * | 2002-01-31 | 2003-07-31 | U T I T S P A | Sistema e metodo per la movimentazione e lo smistamento di treni di articoli in un impianto per il trasporto di detti articoli |
| EP2790210A3 (de) | 2002-06-19 | 2014-12-31 | Murata Machinery, Ltd. | Automatisiertes Materialhandhabungssystem |
| KR101510614B1 (ko) * | 2002-10-11 | 2015-04-10 | 무라다기카이가부시끼가이샤 | 오버헤드 호이스트를 탑재한 오버헤드 호이스트 수송 차량 |
| DE10348706A1 (de) * | 2003-10-16 | 2005-05-12 | Saurer Gmbh & Co Kg | Rotorspinnmaschine |
| DE102004005517A1 (de) * | 2004-02-04 | 2005-08-25 | Wf Logistik Gmbh | Spulenumsetzvorrichtung zum selektiven Zugreifen auf einen Spulenzug in einer Spulenfördereinrichtung einer Spinnanlage |
| CA2604860A1 (en) * | 2007-10-01 | 2009-04-01 | Prism Medical Ltd. | Track for patient lift devices |
| CN103668601B (zh) * | 2013-11-30 | 2015-12-02 | 天津宏大纺织机械有限公司 | 用于粗细联输送系统的活动纱架 |
| DE102014107750B4 (de) * | 2014-06-03 | 2016-03-17 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Vorrichtung zum Aufwickeln von Filamenten oder Bändern |
| DE102017003189A1 (de) * | 2017-04-01 | 2018-10-04 | Oerlikon Textile Gmbh & Co. Kg | Schmelzspinnvorrichtung |
| CN107723858A (zh) * | 2017-11-29 | 2018-02-23 | 王新民 | 一种拔纱框横动装置 |
| JP7286385B2 (ja) * | 2019-04-08 | 2023-06-05 | Tmtマシナリー株式会社 | 繊維機械 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2521370A1 (de) * | 1975-05-14 | 1976-11-25 | Zinser Textilmaschinen Gmbh | Einrichtung zum selbsttaetigen spulen- oder huelsenwechsel an spinn- oder zwirnmaschinen |
| DE3601832A1 (de) * | 1986-01-22 | 1987-07-23 | Zinser Textilmaschinen Gmbh | Transportsystem fuer vorgarnspulen an spinnmaschinen |
| JPS62263332A (ja) * | 1986-05-03 | 1987-11-16 | Toyota Autom Loom Works Ltd | 粗紡・精紡工程間の粗糸巻搬送方法 |
| EP0307806A1 (de) * | 1987-09-12 | 1989-03-22 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Anordnung zum Transport von Vorgarnspulen zwischen der Herstellung von Vorgarnspulen und dem Spinnen |
| EP0314631A1 (de) * | 1987-10-13 | 1989-05-03 | FRATELLI MARZOLI & C. S.p.A. | Einrichtung zur Versorgung einer Spinnmaschine mit vollen Spulen und zum Austausch der leeren Spulen nach einer Zufallsverteilung |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1510865B1 (de) * | 1965-12-24 | 1970-07-23 | Palitex Project Co Gmbh | Vorrichtung fuer Doppeldrahtzwirnmaschinen zum selbsttaetigen Wechseln von Spuleneinheiten |
| US3534539A (en) * | 1968-05-20 | 1970-10-20 | Palitex Project Co Gmbh | Two-for-one twisting machine |
| DE2227105A1 (de) * | 1972-06-03 | 1973-12-13 | Zinser Textilmaschinen Gmbh | Transportanlage zum transportieren von spulen |
| CH555902A (de) * | 1972-06-28 | 1974-11-15 | Augsburger Kammgarn Spinnerei | Vorrichtung zur beschickung einer ringspinnmaschine mit spulen sowie verwendung der vorrichtung. |
| FR2240636A5 (de) * | 1973-08-08 | 1975-03-07 | Rhone Poulenc Textile | |
| CH589557A5 (de) * | 1974-12-24 | 1977-07-15 | Rieter Ag Maschf | |
| DE3600980A1 (de) * | 1986-01-15 | 1987-07-16 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zum positionieren von mit vorgarnspulen bestueckten, auf mindestens einer schiene laufenden haengewagen gegenueber verarbeitungsstellen einer fertiggarn-spinnmaschine |
| DE8700472U1 (de) * | 1987-01-10 | 1987-04-30 | Palitex Project-Company Gmbh, 4150 Krefeld | Einrichtung für den Abtransport von Spulen aus Vielstellenspinn- oder Vielstellenzwirnmaschinen |
| US4848077A (en) * | 1987-04-07 | 1989-07-18 | Murata Kikai Kabushiki Kaisha | Package feeding method and apparatus |
| JP2554606B2 (ja) * | 1987-12-10 | 1996-11-13 | 豊和工業株式会社 | 粗糸ボビン搬送装置 |
-
1989
- 1989-03-03 DE DE3906718A patent/DE3906718A1/de not_active Withdrawn
- 1989-12-23 EP EP19890123872 patent/EP0384978A3/de not_active Withdrawn
-
1990
- 1990-02-21 US US07/482,795 patent/US4979360A/en not_active Expired - Fee Related
- 1990-02-22 JP JP2039888A patent/JPH03216465A/ja active Pending
- 1990-03-02 CZ CS901033A patent/CZ278306B6/cs unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2521370A1 (de) * | 1975-05-14 | 1976-11-25 | Zinser Textilmaschinen Gmbh | Einrichtung zum selbsttaetigen spulen- oder huelsenwechsel an spinn- oder zwirnmaschinen |
| DE3601832A1 (de) * | 1986-01-22 | 1987-07-23 | Zinser Textilmaschinen Gmbh | Transportsystem fuer vorgarnspulen an spinnmaschinen |
| JPS62263332A (ja) * | 1986-05-03 | 1987-11-16 | Toyota Autom Loom Works Ltd | 粗紡・精紡工程間の粗糸巻搬送方法 |
| EP0307806A1 (de) * | 1987-09-12 | 1989-03-22 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Anordnung zum Transport von Vorgarnspulen zwischen der Herstellung von Vorgarnspulen und dem Spinnen |
| EP0314631A1 (de) * | 1987-10-13 | 1989-05-03 | FRATELLI MARZOLI & C. S.p.A. | Einrichtung zur Versorgung einer Spinnmaschine mit vollen Spulen und zum Austausch der leeren Spulen nach einer Zufallsverteilung |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 12, no. 148 (C-493)(2995) 07 Mai 1988, & JP-A-62 263332 (TOYODA AUTOM LOOM WORKS LTD) 16 November 1987, * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0502705A1 (de) * | 1991-03-05 | 1992-09-09 | Tsudakoma Kogyo Kabushiki Kaisha | Aufbewahrungsstation für Schussfadenspulentransportwagen und für eine Webfabrik |
| US5226922A (en) * | 1991-03-05 | 1993-07-13 | Tsudakoma Kogyo Kabushiki Kaisha | Carrier and storage station for weft packages |
| EP0536540A1 (de) * | 1991-09-19 | 1993-04-14 | Palitex Project-Company GmbH | Einrichtung zum Austausch von Daten an Textilmaschinenautomaten |
| EP1568806A2 (de) * | 2004-02-16 | 2005-08-31 | WF Logistik GmbH | Spulenfördereinrichtung zur Versorgung einer Gruppe von Feinspinnmaschinen, insbesondere Ringspinnmaschinenmit Vorganspulen von einer Gruppe von Vorspinnmaschinen, insbesondere Flyern |
| EP1568806A3 (de) * | 2004-02-16 | 2006-05-10 | WF Logistik GmbH | Spulenfördereinrichtung zur Versorgung einer Gruppe von Feinspinnmaschinen, insbesondere Ringspinnmaschinenmit Vorganspulen von einer Gruppe von Vorspinnmaschinen, insbesondere Flyern |
| WO2007036335A1 (de) * | 2005-09-27 | 2007-04-05 | Autefa Automation Gmbh | Zuführverfahren und zuführeinrichtung für vorlagespulen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3906718A1 (de) | 1990-09-06 |
| US4979360A (en) | 1990-12-25 |
| JPH03216465A (ja) | 1991-09-24 |
| CZ278306B6 (en) | 1993-11-17 |
| CS9001033A2 (en) | 1991-08-13 |
| EP0384978A3 (de) | 1991-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0384978A2 (de) | Transport- und Handhabungssystem für Vielstellen-Textilmaschinen insbesondere Zwirnmaschinen | |
| DE3850010T2 (de) | Verfahren und Vorrichtung zum Transport von Vorgarnspulen in einer Spinnerei. | |
| DE3630214C3 (de) | Vorrichtung zum selbsttätigen Austausch voller Spulen gegen leere Hülsen an einer Vorspinnmaschine (Flyer-Doffer) | |
| DE4338552A1 (de) | Kreuzspulen herstellende Textilmaschine mit einer Vielzahl von in Reihe angeordneten Spulstellen | |
| EP0343399B1 (de) | Hängefördersystem | |
| DE4015938A1 (de) | Spinnereianlage | |
| DE3513003A1 (de) | Verfahren und vorrichtung zum transport und zur lagerung von spulen, insbesondere zur entsorgung von spinnautomaten oder dergleichen | |
| EP0461569B1 (de) | Transporteinrichtung für voneinander unabhängige Paletten, die Spulen oder Spulenhülsen tragen | |
| EP0305456B1 (de) | Spulenübergabegerät und verfahren zum betrieb des geräts | |
| DE19505050C2 (de) | Transport- und Umsetzsystem zwischen mindestens einer Vorspinnmaschine und einem nachgeordneten Lager- oder Verarbeitungsbereich | |
| EP0855456B1 (de) | Verfahren und Vorrichtung zum Transportieren voller Vorgarnspulen bzw. leerer Vorgarnhülsen | |
| DE4015635C2 (de) | Transportanlage für Spinnspulen | |
| EP0628648B1 (de) | Vorrichtung zum Bestücken der Spulendorne eines Spulengatters | |
| DE202006018784U1 (de) | Spulengatter | |
| DE3876397T2 (de) | Vorrichtung zum beschicken von spinnmaschinen mit vorlagespulen. | |
| DE68909831T2 (de) | Verfahren zum Transport von Vorgarnspulen, bei dem das Vorgarn vorher in eine bestimmte Lage gebracht wurde. | |
| DE10224909A1 (de) | Verfahren und Anordnung zum Überleiten von auf Spulen gewickelten Fäden zu einer die Fäden aufnehmenden Vorrichtung | |
| DE69020250T2 (de) | Vorrichtung zur Übergabe von Spulen in Spinnmaschinen. | |
| DE4424423A1 (de) | Textilmaschine mit Transportvorrichtung | |
| EP0586722B1 (de) | Vielstellen-Textilmaschine, insbesondere Doppeldraht-Zwirnmaschine oder Kabliermaschine, mit reihenweise angeordneten Spulentöpfen | |
| EP0872582B1 (de) | Handhabegerät auf einem Kannenwechselwagen einer Spinnmaschine | |
| DE19503972C2 (de) | Verfahren zum Befördern von Transportwagen oder Zügen in einer Transportvorrichtung für Spinnereianlagen und Transportvorrichtung zur Durchführung des Verfahrens | |
| DE3811287A1 (de) | Vorrichtung zur aufnahme, speicherung und weiterverarbeitung von druckprodukten | |
| EP0401860A2 (de) | Verfahren und Vorrichtung zur Durchführung des Verfahrens sowie Anordnung zur automatischen Übergabe oder Übernahme von Spulen, vorzugsweise von Vorgarnspulen, an oder von Transportketten | |
| DE4445264C2 (de) | Transport- und Umsetzsystem für Vorgarnspulen und leere Hülsen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19911113 |
|
| 17Q | First examination report despatched |
Effective date: 19930609 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19931115 |