EP0070011A1 - Galvanisiereinrichtung - Google Patents
Galvanisiereinrichtung Download PDFInfo
- Publication number
- EP0070011A1 EP0070011A1 EP82106169A EP82106169A EP0070011A1 EP 0070011 A1 EP0070011 A1 EP 0070011A1 EP 82106169 A EP82106169 A EP 82106169A EP 82106169 A EP82106169 A EP 82106169A EP 0070011 A1 EP0070011 A1 EP 0070011A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drum
- liquid
- station
- partition
- objects
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009713 electroplating Methods 0.000 title claims abstract description 35
- 239000007788 liquid Substances 0.000 claims abstract description 46
- 239000003792 electrolyte Substances 0.000 claims abstract description 28
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 4
- 238000005192 partition Methods 0.000 claims description 34
- 230000008021 deposition Effects 0.000 claims description 6
- 238000005246 galvanizing Methods 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 4
- 239000007921 spray Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 2
- 239000005486 organic electrolyte Substances 0.000 abstract description 3
- 238000004070 electrodeposition Methods 0.000 abstract description 2
- 238000004320 controlled atmosphere Methods 0.000 abstract 1
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 8
- 239000011261 inert gas Substances 0.000 description 6
- 238000000151 deposition Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 101150114468 TUB1 gene Proteins 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 150000002739 metals Chemical group 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/16—Apparatus for electrolytic coating of small objects in bulk
- C25D17/18—Apparatus for electrolytic coating of small objects in bulk having closed containers
- C25D17/20—Horizontal barrels
Definitions
- the invention relates to a device for the electrolytic deposition of metals on objects, consisting of a galvanizing trough, in which an electrolyte is located during operation, a drum arranged in this galvanizing trough and connected to the one pole of a voltage source, in which the galvanizing objects are in operation, as well as an anode, which is connected to the other pole of the voltage source.
- Such a device is already known, in particular for the electroplating of small objects.
- the fully lockable drum is filled with a batch of the items to be electroplated, then placed in the electrolyte bath and rotated for a predetermined time.
- Such devices are unsuitable for carrying out a continuous electroplating process.
- they are unsuitable when it comes to the electrodeposition of metal from an oxygen-free and anhydrous electrolyte, an atmosphere of inert gas preferably having to be maintained over the electrolyte during the entire process.
- a device is now known from German Patent 25 37 256, in which a galvanizing trough with an annular electrolyte trough is used, the annular inner wall of which is closed above the electrolyte by a disk-shaped wall part, while on the outer wall, which extends to a higher level, a closing cover is attached.
- a contacting device is provided which has a series of support arms which are connected with their inner end to the axis of rotation of a drive mechanism. The other ends of the support arms, which protrude above the electrolyte in the annular trough, serve as a base for hanging goods racks to which the objects to be galvanized must be attached.
- These goods racks are first placed in a lock chamber which is arranged above the lid of the electrolyte trough and which can be filled with an inert gas. From there, the goods racks are lowered into the electroplating trough through a lockable door - and hung on one of the support arms. The removal of the goods racks is done in reverse order.
- This known device is only suitable for the electroplating of objects that can be attached to racks.
- this device is uneconomical because the clamping of such objects would be very labor intensive and therefore very expensive.
- the present invention has for its object to provide a device with which it is possible to galvanize even small objects in a continuous process, without these having to be opened.
- the drum as a cylinder rotatable about its longitudinal axis with open ends and that the drum is equipped with guiding means for moving the objects to be electroplated through the drum from a conveyed entry station at one open end to a conveyed exit station at the other open end of the drum.
- the objects to be electroplated are then brought into one by the transport means mentioned in the entrance station. brought open end of the rotatable drum.
- the guide means in the drum Through the guide means in the drum, the objects are gradually conveyed to the other open end of the drum, where the transport means present there take out the galvanized objects outside of the facility.
- the electroplating trough is designed to be gas-tight and lockable, an inert gas being insertable above the electrolyte and the entrance station and the exit station contain liquid locks.
- both the entrance station and the exit station are each provided with a partition projecting above the level of the electrolyte between the electroplating trough, in which the drum is located, and the liquid locks of the entrance station and the exit station, respectively.
- the liquid locks of the entrance station and the exit station are filled with liquid up to a level below the edge of the partition and are provided with a further partition which extends from the upper housing part down into the liquid.
- the device consists of an elongated electroplating trough 1, which at one end by an entrance station 2 arranged mainly transversely to the longitudinal direction of this electroplating trough 1 and at the other end also by an also mainly transversely to the longitudinal direction the electroplating tub 1 arranged exit station 3 is completed.
- the electroplating tub 1 and the entrance and exit stations 2 and 3 are arranged on a foundation 9 indicated schematically in the figures.
- an elongated drum 4 which is rotatably mounted on a number of pairs of rollers 5, 6, 7 and 8.
- each of these pairs of rollers is provided with two wheels or rollers 5a and 5b, which are fastened at some distance from one another in the electroplating trough.
- the corresponding rollers 5a, 6a, 7a and 8a like the corresponding rollers 5b, 6b, 7b and 8b, are aligned with one another in such a way that drum 4 provided with a number of reinforcing and guide rings 10 to 13 on these pairs of rollers 5 to 8 is rotatably mounted.
- the drum 4 is provided with guide means 15 in the form of ribs which are spirally attached to the inner surface and extend over this inner surface. When the drum 4 rotates, these ribs ensure that the small objects to be electroplated in the drum 4 are gradually conveyed from the entry station 2 to the exit station 3.
- the input station 2 contains a liquid lock which directly adjoins the electroplating trough 1.
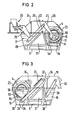
- Its housing 20 runs perpendicular to the longitudinal direction of the electroplating trough 1, as shown in FIG. 2.
- a partition 21 is attached, the upper edge 22 of which is above the level 23 of the Electrolyte 16 extends in the electroplating tank 1.
- the space on the other side of the partition wall 21 is filled with liquid 17, for example toluene, up to below the edge 22 of the partition wall 21 to form a liquid lock.
- a further partition wall 24 extends from the upper housing part 28 of the input station 2 into this liquid 17. As FIG.
- an insertion funnel 29 is located to the left of this further partition wall 24, through which the objects to be galvanized can be introduced into the input station 2 .
- the partition wall 24 extending into the liquid 17 ensures that the space above the liquid 17 and above the electrolyte 16 in the electroplating trough 1, in which there is an inert gas, is closed off from the outside world, so that on the one hand via the input station 2 no inert gas can escape and on the other hand no oxygen can enter this space.
- the objects to be electroplated are fed to the insertion funnel 29 shown schematically in FIG.
- the objects are gradually moved from the input station 2 to the rib-shaped guide means 15 during the rotation of the drum 4 Exit station 3 promoted.
- the output station 3 like the input station 2, consists of a self-contained housing 30 which connects to the electroplating trough 1. As FIG. 3 shows in more detail, there is also a partition 31 in the housing 30 of the starting station 3, the upper edge 32 of which protrudes above the level 23 of the electrolyte 17 in the electroplating trough 1.
- the exit station 3 also contains a liquid lock.
- this partition 31 which is filled with liquid 18, e.g. Toluene is filled:
- a further partition 34 extends from the upper housing part 19 of the starting station 3 into this liquid. 18.
- This further partition 34 has the same function as the further partition 24 in the entrance station 2.
- the galvanized objects emerging from the drum 4 are directed via a funnel-shaped outlet 35 in the direction of the lower end of a conveyor belt 36, the other end of which is led out of the electrolyte and extends up to or past the edge 32 of the partition 31.
- the galvanized objects transported out of the electrolyte 16 via this conveyor belt 36 are, before they leave this conveyor belt 36, from the adhering electrolyte by means of a series of spray nozzles 37, with which a liquid (for example toluene) is sprayed, which preferably itself forms part of the electrolyte , cleaned.
- a liquid for example toluene
- the cleaned objects pass via a funnel-shaped component 38 to a part immersed in the liquid 18 a further conveyor belt 39, the other end of which on the other side of the further partition 34 of the liquid lock ends above this liquid 18 and extends to the exit opening in the exit station 3, which in the present case is a funnel-shaped nozzle 40.
- an elongated anode 50 is located centrally in the drum 4, the ends of which are supported in an insulating manner.
- the support 55 is shown schematically on the left in FIG. 1, while the support on the right side is not shown.
- the manner in which the anode 50 is connected to the voltage source required for the electrolysis process is also not shown in the figure.
- the drum 4 is made of perforated material and there are further curved plate-shaped anodes 51, 52 and 53 on the outside of the drum 4.
- These curved plate-shaped anodes 51, 52 and 53 preferably extend over an angle ⁇ (see Figure 2), which is chosen so that these plate-shaped anodes are very close during the electroplating process in the vicinity of the objects to be electroplated because of the rotation of the drum 4 slightly up on the drum wall.
- the device described above is particularly suitable for the galvanic deposition of aluminum from an oxygen-free and water-free aluminum-organic electrolyte. However, it is easy to see that the device according to the invention can also be used for the deposition of other metals from a corresponding electrolyte.
- the device according to the invention can be galvanized for all Processes are used in which the access of oxygen must be avoided during the process, for example because the electrolyte is thereby deteriorated or because during the electroplating process vapors are released which can form an undesired connection with oxygen.
- the invention is not limited to the embodiment of the device described above, but that various modifications and changes can be made without departing from the scope of the invention.
- the funnel with metering shaker channel at the entrance of the entrance station can be replaced by another type of transport mechanism, for example by a conveyor belt or a screw conveyor or the like.
- the relative arrangement of the entrance and exit station to the electroplating trough can be chosen so that it is not transverse, but lying one behind the other, which leads to a different form of space in which the system must be accommodated.
- the guide means in the drum can also be designed as a loose blade, which are arranged relative to one another so that when the drum rotates, the parts to be treated move in the axial direction.
- liquid locks in the entrance and exit station instead of the liquid locks in the entrance and exit station, other locks, e.g. Gas locks are used.
- a liquid which is compatible with the electrolyte, for example toluene, is preferably used for the liquid locks.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Glass Compositions (AREA)
- Electrolytic Production Of Metals (AREA)
- Secondary Cells (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Surgical Instruments (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Einrichtung für das elektrolytische Abscheiden von Metallen auf Gegenständen, bestehend aus einer Galvanisierwanne, in der sich während des Betriebes ein Elektrolyt befindet, einer in dieser Galvanisierwanne angeordneten und mit dem einen Pol einer Spannungsquelle verbundenen Trommel, in der die zu galvanisierenden Gegenstände sich während des Betriebes befinden, sowie einer Anode, die mit dem anderen Pol der Spannungsquelle verbunden ist.
- Eine solche Einrichtung ist bereits bekannt, insbesondere für das Galvanisieren von kleinen Gegenständen. Die ganz abschließbare Trommel wird mit einer Charge der zu galvanisierenden Gegenstände gefüllt, dann in das Elektrolytbad gebracht und während einer vorausbestimmten Zeit gedreht. Solche Einrichtungen sind für die Durchführung eines fortlaufenden Galvanisiervorganges ungeeignet. Außerdem sind sie dann ungeeignet, wenn es sich um das galvanische Abscheiden von Metall aus einem sauerstoffreien und wasserfreien Elektrolyten handelt, wobei über dem Elektrolyten während des gesamten Vorgangs vorzugsweise eine Atmosphäre aus inertem Gas erhalten bleiben muß.
- Nunmehr ist aus der deutschen Patentschrift 25 37 256 eine Einrichtung bekannt, bei der eine Galvanisierwanne mit einem ringförmigen Elektrolyttrog verwendet wird, dessen ringförmige Innenwand über dem Elektrolyten durch einen scheibenförmigen Wandteil geschlossen ist, während auf der bis zu einem höheren Niveau reichenden Außenwand ein abschließender Deckel befestigt ist. Zwischen dem scheibenförmigen Wandteil und dem Deckel ist eine Kontaktiervorrichtung vorgesehen, die eine Reihe von Tragarmen aufweist, die mit ihrem inneren Ende mit der Rotationsachse eines Antriebsmechanismus verbunden sind. Die bis über den Elektrolyten in dem ringförmigen Trog herausragenden anderen Enden der Tragarme dienen als Stützpunkt für das Aufhängen von Warengestellen, an denen die zu galvanisierenden Gegenstände befestigt werden müssen. Diese Warengestelle werden zunächst in eine über dem Deckel des Elektrolyttroges angeordnete Schleusenkammer gebracht, die mit einem inerten Gas gefüllt werden kann. Von dort aus werden die Warengestelle durch eine verschließbare Tür in die Galvanisierwanne heruntergelassen-und an einem der Tragarme aufgehängt. Das Entfernen der Warengestelle erfolgt in umgekehrter Reihenfolge.
- Diese bekannte Einrichtung ist nur für das Galvanisieren von Gegenständen geeignet, die auf Gestellen befestigt werden können. Für das Galvanisieren von kleinen Gegenständen mit großen Stückzahlen, wie Bolzen, Muttern, Schrauben, Abstandsbuchsen und dergleichen ist diese Einrichtung unwirtschaftlich, weil das Aufspannen solcher Gegenstände sehr arbeitsintensiv und deshalb sehr teuer wäre.
- Der vorliegendeiErfindung liegt die Aufgabe zugrunde, eine Einrichtung zu schaffen, mit der es möglich ist, in einem fortlaufenden Prozeß auch kleine Gegenstände zu galvanisieren, ohne daß diese aufgespannt zu werden brauchen.
- Diese Aufgabe wird mit einer Einrichtung gemäß der Erfindung dadurch erreicht, daß die Trommel als ein um seine Längsachse drehbarer Zylinder mit offenen Enden ausgeführt ist, und daß die Trommel mit Führungsmitteln für das Bewegen der zu galvanisierenden Gegenstände durch die Trommel von einer mit Transportmitteln versehenen Eingangsstation an dem einen offenen Ende zu einer mit Transportmitteln versehenen Ausgangsstation an dem anderen offenen Ende der Trommel ausgerüstet ist. Die zu galvanisierenden Gegenstände werden nun durch die genannten Transportmittel in der Eingangsstation in das eine. offene Ende der drehbaren Trommel gebracht. Durch die Führungsmittel in der Trommel werden die Gegenstände allmählich zu dem anderen offenen Ende der Trommel gefördert, wo die dort vorhandenen Transportmittel das Ausbringen der galvanisierten Gegenstände nach außerhalb der Einrichtung besorgen.
- In einer bevorzugten Ausführungsform der Erfindung, die insbesondere für das galvanische Abscheiden von Aluminium aus einem von vornherein sauerstoffreien und wasserfreien aluminium-organischen Elektrolyten bestimmt ist, ist die Galvanisierwanne gasdicht abschließbar ausgeführt, wobei über dem Elektrolyten ein inertes Gas einführbar ist und wobei die Eingangsstation und die Ausgangsstation Flüssigkeitsschleusen enthalten.
- Bei einer bevorzugten Ausführungsform der Erfindung sind sowohl die Eingangsstation als auch die Ausgangsstation mit je einer bis über das Niveau des Elektrolyten ragenden Trennwand zwischen der Galvanisierwanne, in der sich und die Trommel befindet,/den Flüssigkeitsschleusen der Eingangsstation bzw. der Ausgangsstation versehen sind,.wobei die Flüssigkeitsschleusen der Eingangsstation und der Ausgangsstation mit Flüssigkeit bis zu einem Niveau unter dem Rand der Trennwand gefüllt sind und mit einer weiteren von dem oberen Gehäuseteil bis in die Flüssigkeit herunterreichenden weiteren Trennwand versehen sind.
- Diese weiteren Trennwände grenzen den Raum über dem Elektrolyten in der Galvanisierwanne von den Räumen über der Flüssigkeit der Flüssigkeitsschleusen der Eingangs- bzw. Ausgangsstation ab, also von den Räumen, die während der Durchführung des Galvanisierprozesses vorzugsweise mit einem trägen Gas gefüllt sind.
- Weitere Vorteile, Kennzeichen und Eigenschaften der Einrichtung ergeben sich aus der nachfolgenden Beschreibung eines in der Zeichnung dargestellten Ausführungsbeispiels.
- Anhand der Zeichnung, in der ein Ausführungsbeispiel schematisch dargestellt ist, wird die Erfindung näher erläutert; es zeigen:
- Figur 1 eine Vorderansicht einer Einrichtung,
- Figur 2 eine Schnittansicht einer nach der Linie II-II geschnittenen Eingangsstation der Einrichtung nach Figur 1. und
- Figur 3 eine Schnittansicht einer nach der Linie III-III geschnittenen Ausgangsstation der Einrichtung nach Figur 1.
- Im folgenden Text sind die in den verschiedenen Figuren vorkommenden gleichen Einzelteile mit denselben Bezugsziffern gekennzeichnet.
- Wie aus den Figuren zu ersehen ist, besteht die Einrichtung aus einer langgestreckten Galvanisierwanne 1, die an dem einen Ende durch eine in der Hauptsache quer zur Längsrichtung dieser Galvanisierwanne 1 angeordneten Eingangsstation 2 und an dem anderen Ende durch eine ebenfalls in der Hauptsache quer zur Längsrichtung der Galvanisierwanne 1 angeordneten Ausgangsstation 3 abgeschlossen ist. Die Galvanisierwanne 1 und die Eingangs-und Ausgangsstation 2 und 3 sind auf einem in den Figuren schematisch angedeuteten Fundament 9 angeordnet. In der Galvanisierwanne 1 befindet sich eine langgestreckte Trommel 4, die auf einer Anzahl von Rollenpaaren 5,6,7 und 8 drehbar gelagert ist. Wie insbesondere aus Figur 2 hervorgeht, wo das Rollenpaar 5 mehr im Detail sichtbar ist, ist jedes dieser Rollenpaare mit 2 Rädern oder Rollen 5a und 5b versehen, die in einigem Abstand voneinander in der Galvanisierwanne befestigt sind. Die entsprechenden Rollen 5a, 6a, 7a und 8a sind, ebenso wie die entsprechenden Rollen 5b, 6b, 7b und 8b, so untereinander ausgerichtet, daß mit einer Anzahl von Verstärkungs- und Führungsringen 10 bis 13 versehene Trommel 4 auf diesen Rollenpaaren 5 bis 8 drehbar gelagert ist. An der Galvanisierwanne 1 befindet sich weiter eine Antriebseinheit 14, die auf eine nicht näher angedeutete Weise für den Drehantrieb der Trommel 4 sorgt. Die Trommel 4 ist mit Führungsmitteln 15 in Form von auf der Innenoberfläche spiralförmig angebrachten, über diese Innenoberfläche verlaufenden Rippen versehen. Wenn sich die Trommel 4 dreht, dann sorgen diese Rippen dafür, daß die in der Trommel 4 befindlichen zu galvanisierenden kleinen Gegenstände allmählich von der Eingangsstation 2 zur Ausgangsstation 3 befördert werden.
- Anstelle einer einzelnen Rippe können auch mehrere ineinandergreifende spiralförmige Rippen verwendet werden.
- Die Eingangsstation 2 enthält bei dem gewählten Ausführungsbeispiel eine Flüssigkeitsschleuse, die sich unmittelbar an die Galvanisierwanne 1 anschließt. Ihr Gehäuse 20 verläuft senkrecht zur Längsrichtung der Galvanisierwanne 1, wie Figur 2 zeigt. In dem Gehäuse 20 der Eingangsstation 2 ist eine Trennwand 21 angebracht, deren oberer Rand 22 sich über das Niveau 23 des Elektrolyten 16 in der Galvanisierwanne 1 erstreckt. Der Raum an der anderen Seite der Trennwand 21 ist zur Bildung einer Flüssigkeitsschleuse bis unter den Rand 22 der Trennwand 21 mit Flüssigkeit 17, z.B. Toluol, gefüllt. Von dem oberen Gehäuseteil 28 der Eingangsstation 2 verläuft eine weitere Trennwand 24 bis in diese Flüssigle it 17. Wie Figur 2 zeigt, befindet sich links von dieser weiteren Trennwand 24 ein EinfUhrtrichter 29, durch den die zu galvanisierenden Gegenstände in die Eingangsstation 2 eingebracht werden können. Die bis in die Flüssigkeit 17 reichende Trennwand 24 sorgt dafür, daß der Raum über der Flüssigkeit 17 und über dem Elektrolyten 16 in der Galvanisierwanne 1, in dem sich ein inertes Gas befindet, von der Außenwelt abgeschlossen ist, so daß über die Eingangsstation 2 einerseits kein inertes Gas entweichen kann und andererseits kein Sauerstoff in diesen Raum eintreten kann. Die zu galvanisierenden Gegenstände werden den in Figur 2 schematisch wiedergegebenen Einführtrichter 29 mit einer Dosierschüttelrinne 25 zugeführt und gelangen dann auf ein in der Eingangsstation 2 angeordnetes Transportband 26, dessen eines Ende sich unter der Trennwand 24 der Flüssigkeitsschleuse bis an die eine Seite dieser Trennwand 24 in der Flüssigkeit 17 erstreckt und dessen anderes Ende auf der anderen Seite der Trennwand 24 über der Flüssigkeit 17 herauskommt und sich bis zur oder vorbei an der Trennwand 21 erstreckt. Die über den Einführtrichter 29 mit der Dosierschüttelrinne 25 eingebrachten Gegenstände werden von diesem Transportband 26 aus der Flüssigkeit 17 der Flüssigkeitsschleuse nach oben transportiert und gelangen dann über einen Trichter 27 zum vorderen Ende der Trommel 4.
- Wie bereits bemerkt wurde, werden die Gegenstände von den rippenförmigen Führungsmitteln 15 während der Drehung der Trommel 4 allmählich von der Eingangsstation 2 zur Ausgangsstation 3 befördert.
- Die Ausgangsstation 3 besteht ebenso wie die Eingangsstation 2 aus einem in sich geschlossenen Gehäuse 30, das sich an die Galvanisierwanne 1 anschließt. Wie Figur 3 mehr im Detail zeigt, befindet sich auch im Gehäuse 30 der Ausgangsstation 3 eine Trennwand 31, deren oberer Rand 32 über das Niveau 23 des Elektrolyten 17 in der Galvanisierwanne 1 herausragt.
- Wie Figur 3 zeigt, enthält auch die Ausgangsstation 3 eine Flüssigkeitsschleuse. Zu diesem Zweck befindet sich auf der rechten Seite dieser Trennwand 31 ein Raum, der bis unter den Rand 32 mit Flüssigkeit 18, z.B. Toluol, gefüllt ist: Von dem oberen Gehäuseteil 19 der Ausgangsstation 3 erstreckt sich eine weitere Trennwand 34 bis in diese Flüssigkeit.18. Diese weitere Trennwand 34 hat dieselbe Funktion wie die weitere Trennwand 24 in der Eingangsstation 2. Die aus der Trommel 4 austretenden galvanisierten Gegenstände werden über einen trichterförmigen Auslaß 35 in die Richtung des unteren Endes eines Transportbandes 36 gelenkt, dessen anderes Ende aus dem Elektrolyten herausgeführt ist und sich bis zu oder vorbei an den Rand 32 der Trennwand 31 erstreckt. Die über dieses Transportband 36 aus dem Elektrolyten 16 hinaustransportierten galvanisierten Gegenstände werden, bevor sie dieses Transportband 36 verlassen, vom anhaftenden Elektrolyten mittels einer Reihe von Sprühdüsen 37,mit denen eine Flüssigkeit (z.B. Toluol) verspritzt wird, die vorzugsweise selbst einen Bestandteil des Elektrolyten bildet, gereinigt.
- Von dem oberen Ende des Transportbandes 36 gelangen die gereinigten Gegenstände über ein trichterförmiges Bauteil 38 auf einen in die Flüssigkeit 18 eintauchenden Teil eines weiteren Transportbandes 39, dessen anderes Ende auf der anderen Seite der weiteren Trennwand 34 der Flüssigkeitsschleuse über dieser Flüssigkeit 18 endet und bis zur Ausgangsöffnung in der Ausgangsstation 3 verläuft, die im vorliegenden Fall ein trichterförmiger Stutzen 40 ist.
- Wie aus Figur 1 hervorgeht, befindet sich in der Trommel 4 zentral eine langgestreckte Anode 50, deren Enden isolierend abgestützt sind. Der Übersicht halber ist nur die Abstützung 55 links in Figur 1 schematisch dargestellt, während die Abstützung auf der rechten Seite nicht dargestellt ist. Auch die Art, in der die Anode 50 mit der für den Elektrolyseprozeß erforderlichen Spannungsquelle verbunden ist, ist in der Figur nicht dargestellt. Bei einer bevorzugten Ausführungsform der Erfindung ist die Trommel 4 aus perforiertem Material hergestellt und -es befinden sich an der Außenseite der Trommel 4 weitere gebogene plattenförmige Anoden 51, 52 und 53. Diese gebogenen plattenförmigen Anoden 51, 52 und 53 erstrecken sich vorzugsweise über einen Winkel α (siehe Figur 2), der so gewählt ist, daß diese plattenförmigen Anoden sich während des Galvanisiervorganges sehr dicht in der Nähe der wegen der Drehung der Trommel 4 etwas an der Trommelwand hochkrichenden zu galvanisierenden Gegenstände befinden.
- Die vorstehend beschriebene Einrichtung ist besonders für das galvanische Abscheiden von Aluminium aus einem sauerstoff- und wasserfreien aluminium-organischen Elektrolyten geeignet. Es ist aber leicht einzusehen, daß die Einrichtung gemäß der Erfindung auch für das Abscheiden anderer Metalle aus einem entsprechenden Elektrolyten verwendet werden kann.
- Die Einrichtung gemäß der Erfindung kann für alle galvanischen Prozesse verwendet werden, bei denen während des Prozesses der Zutritt von Sauerstoff vermieden werden muß, weil beispielsweise dadurch der Elektrolyt verschlechtert-wird oder weil während des Galvanisierprozesses Dämpfe freiwerden, die mit Sauerstoff eine ungewünschte Verbindung bilden können.
- Es ist verständlich, daß die Erfindung nicht auf die vorstehend beschriebene Ausführungsform der Einrichtung beschränkt ist, sondern daß verschiedene Modifikationen und Änderungen angebracht werden können, ohne den Rahmen der Erfindung zu verlassen. So ist es beisielsweise möglich, anstelle von Transportbändern Eimerkettenförderer zu verwenden; der Trichter mit Dosierschüttelrinne am Eingang der Eingangsstation kann durch eine andere Art Transportmechanismus ersetzt werden, beispielsweise durch ein Transportband oder einen Schneckenförderer oder dgl.. Auch die relative Anordnung der Eingangs- und Ausgangsstation zur Galvanisierwanne kann so gewählt sein, daß diese nicht quer, sondern hintereinander liegen, was zu einer anderen Form des Raumes führt, in dem die Anlage untergebracht werden muß. Weiterhin können die Führungsmittel in der Trommel auch als lose Schaufel ausgeführt sein, die so zueinander angeordnet sind, daß bei Drehung der Trommel eine Fortbewegung der zu behandelnden Teile in Achsrichtung erfolgt.
- Anstelle der Flüssigkeitsschleusen in der Eingangs- und Ausgangsstation können auch andere Schleusen, z.B. Gasschleusen verwendet werden. Vorzugsweise wird für die Flüssigkeitsschleusen eine Flüssigkeit verwendet, die sich mit dem Elektrolyten verträgt, beispielsweise Toluol.
-
- 1 Galvanisierwanne
- 2 Eingangsstation
- 3 Ausgangsstation
- 4 Trommel
- Rollenpaare
- 7,8
- 5a-- Rollen
- 8a "
- 5b - "
- 8b "
- 9 Fundament
- 10 - Verstärkungs- und Führungs-
- 13 ringe
- 14 Antriebseinheit
- 15 Führungsmittel (Rippen)
- 16 Elektrolyt
- 17 Flüssigkeit
- 18 "
- 19 Gehäuseteil
- 20 Gehäuse
- 21 Trennwand
- 22 Rand
- 23 Niveau
- 24 Trennwand
- 25 Dosierschüttelrinne
- 26 Transportband
- 27 Trichter
- 28 Gehäuseteil
- 29 Einführtrichter
- 30 Gehäuse
- 31 Trennwand
- 32 Rand
- 33 Niveau
- 34 Trennwand
- 35 trichterförmiger Auslaß
- 36 Transportband
- 37 Sprühdüsen
- 38 trichterförmiges Bauteil
- 39 Transportband
- 40 trichterförmiger Stutzen
- 50 Anode
- 51 plattenförmige Anoden
- 52
- 53 "
- 55 Unterstützung
- α Winkel
Claims (17)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82106169T ATE11433T1 (de) | 1981-07-10 | 1982-07-09 | Galvanisiereinrichtung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19813127390 DE3127390A1 (de) | 1981-07-10 | 1981-07-10 | Galvanisiereinrichtung |
| DE3127390 | 1981-07-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0070011A1 true EP0070011A1 (de) | 1983-01-19 |
| EP0070011B1 EP0070011B1 (de) | 1985-01-23 |
Family
ID=6136663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82106169A Expired EP0070011B1 (de) | 1981-07-10 | 1982-07-09 | Galvanisiereinrichtung |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4427518A (de) |
| EP (1) | EP0070011B1 (de) |
| JP (1) | JPS5819495A (de) |
| AT (1) | ATE11433T1 (de) |
| CA (1) | CA1184531A (de) |
| CS (1) | CS236675B2 (de) |
| DD (1) | DD202462A5 (de) |
| DE (2) | DE3127390A1 (de) |
| DK (1) | DK157622C (de) |
| FI (1) | FI70602C (de) |
| HU (1) | HU183995B (de) |
| NO (1) | NO158756C (de) |
| SU (1) | SU1192629A3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4668367A (en) * | 1985-07-09 | 1987-05-26 | Siemens Aktiengesellschaft | Lock for loading and unloading goods into a treatment apparatus having a protective atmosphere |
| US4670120A (en) * | 1985-07-09 | 1987-06-02 | Siemens Aktiengesellschaft | Apparatus for electrolytic surface treatment of bulk goods |
| US4701248A (en) * | 1985-07-09 | 1987-10-20 | Siemens Aktiengesellschaft | Apparatus for electrolytic surface treatment of bulk goods |
| US4803811A (en) * | 1985-07-09 | 1989-02-14 | Siemens Aktiengesellschaft | Lapping device for surface enhancement of bulk material |
| US4876801A (en) * | 1987-04-16 | 1989-10-31 | Siemens Aktiengesellschaft | Method and means for drying bulk goods |
| DE10011865C1 (de) * | 2000-03-10 | 2001-06-07 | Wilms Gmbh | Einrichtung zur Beschichtung von Gegenständen, insbesondere Galvanisierung von Kleinteilen |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3150545A1 (de) * | 1981-07-10 | 1983-06-30 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zum betreiben einer galvanisiereinrichtung |
| US4559122A (en) * | 1983-11-07 | 1985-12-17 | Luciano Folco | Continuous-cycle electroplating plant |
| DE3836256A1 (de) * | 1988-10-25 | 1990-04-26 | Schering Ag | Vorrichtung zum galvanisieren oder chemischen behandeln von metallischen teilen |
| US5608186A (en) * | 1992-01-27 | 1997-03-04 | Thomas & Betts Corporation | Ground rod |
| DE19907863C1 (de) * | 1999-02-23 | 2000-03-16 | Doerken Ewald Ag | Vorrichtung zur Elektrotauchlackierung |
| DE20122882U1 (de) | 2001-09-15 | 2009-02-19 | Müller, Alois | Horizontalmaschine |
| US7066187B2 (en) * | 2001-09-15 | 2006-06-27 | Mueller Alois | Modular treatment plant having horizontal drum machines |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2353592B2 (de) * | 1972-12-26 | 1975-06-05 | Trw Inc., Redondo Beach, Calif. (V.St.A.) | Galvanisiertrommel |
| DE2524315A1 (de) * | 1974-05-31 | 1975-12-11 | Monroe Belgium Nv | Galvanisiergestell |
| DE2538674B2 (de) * | 1975-08-30 | 1977-06-23 | Hojyo, Tetsuya, Osaka (Japan) | Galvanisiereinrichtung |
| DE2728366A1 (de) * | 1976-06-28 | 1977-12-29 | Trw Inc | Galvanisiertrommel fuer relativ grosse werkstuecke |
| US4105526A (en) * | 1977-04-28 | 1978-08-08 | Imperial Industries, Inc. | Processing barrel with stationary u-shaped hanger arm and collar bearing assemblies |
-
1981
- 1981-07-10 DE DE19813127390 patent/DE3127390A1/de not_active Withdrawn
-
1982
- 1982-05-28 NO NO821788A patent/NO158756C/no unknown
- 1982-06-01 US US06/383,979 patent/US4427518A/en not_active Expired - Fee Related
- 1982-07-01 DD DD82241316A patent/DD202462A5/de not_active IP Right Cessation
- 1982-07-08 JP JP57119128A patent/JPS5819495A/ja active Granted
- 1982-07-09 AT AT82106169T patent/ATE11433T1/de not_active IP Right Cessation
- 1982-07-09 CA CA000407019A patent/CA1184531A/en not_active Expired
- 1982-07-09 HU HU822244A patent/HU183995B/hu not_active IP Right Cessation
- 1982-07-09 SU SU823460494A patent/SU1192629A3/ru active
- 1982-07-09 EP EP82106169A patent/EP0070011B1/de not_active Expired
- 1982-07-09 CS CS825281A patent/CS236675B2/cs unknown
- 1982-07-09 DE DE8282106169T patent/DE3262046D1/de not_active Expired
- 1982-07-09 FI FI822457A patent/FI70602C/fi not_active IP Right Cessation
- 1982-07-09 DK DK309482A patent/DK157622C/da not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2353592B2 (de) * | 1972-12-26 | 1975-06-05 | Trw Inc., Redondo Beach, Calif. (V.St.A.) | Galvanisiertrommel |
| DE2524315A1 (de) * | 1974-05-31 | 1975-12-11 | Monroe Belgium Nv | Galvanisiergestell |
| DE2538674B2 (de) * | 1975-08-30 | 1977-06-23 | Hojyo, Tetsuya, Osaka (Japan) | Galvanisiereinrichtung |
| DE2728366A1 (de) * | 1976-06-28 | 1977-12-29 | Trw Inc | Galvanisiertrommel fuer relativ grosse werkstuecke |
| US4105526A (en) * | 1977-04-28 | 1978-08-08 | Imperial Industries, Inc. | Processing barrel with stationary u-shaped hanger arm and collar bearing assemblies |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4668367A (en) * | 1985-07-09 | 1987-05-26 | Siemens Aktiengesellschaft | Lock for loading and unloading goods into a treatment apparatus having a protective atmosphere |
| US4670120A (en) * | 1985-07-09 | 1987-06-02 | Siemens Aktiengesellschaft | Apparatus for electrolytic surface treatment of bulk goods |
| US4701248A (en) * | 1985-07-09 | 1987-10-20 | Siemens Aktiengesellschaft | Apparatus for electrolytic surface treatment of bulk goods |
| US4803811A (en) * | 1985-07-09 | 1989-02-14 | Siemens Aktiengesellschaft | Lapping device for surface enhancement of bulk material |
| US4876801A (en) * | 1987-04-16 | 1989-10-31 | Siemens Aktiengesellschaft | Method and means for drying bulk goods |
| DE10011865C1 (de) * | 2000-03-10 | 2001-06-07 | Wilms Gmbh | Einrichtung zur Beschichtung von Gegenständen, insbesondere Galvanisierung von Kleinteilen |
Also Published As
| Publication number | Publication date |
|---|---|
| SU1192629A3 (ru) | 1985-11-15 |
| NO821788L (no) | 1983-01-11 |
| EP0070011B1 (de) | 1985-01-23 |
| NO158756B (no) | 1988-07-18 |
| ATE11433T1 (de) | 1985-02-15 |
| FI822457L (fi) | 1983-01-11 |
| DE3262046D1 (en) | 1985-03-07 |
| DK309482A (da) | 1983-01-11 |
| CA1184531A (en) | 1985-03-26 |
| CS236675B2 (en) | 1985-05-15 |
| DD202462A5 (de) | 1983-09-14 |
| NO158756C (no) | 1988-10-26 |
| FI70602C (fi) | 1986-09-24 |
| US4427518A (en) | 1984-01-24 |
| HU183995B (en) | 1984-06-28 |
| FI70602B (fi) | 1986-06-06 |
| JPH0249400B2 (de) | 1990-10-30 |
| DK157622B (da) | 1990-01-29 |
| FI822457A0 (fi) | 1982-07-09 |
| DE3127390A1 (de) | 1983-02-10 |
| DK157622C (da) | 1990-06-18 |
| JPS5819495A (ja) | 1983-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0070011B1 (de) | Galvanisiereinrichtung | |
| DE69422821T2 (de) | Verfahren und vorrichtung zur oberflächenbehandlung von teilen | |
| DE2537256C3 (de) | Vorrichtung zum galvanischen Abscheiden von Aluminium | |
| EP0627022B1 (de) | Vorrichtung zur elektrolytischen beschichtung von kleinteilen | |
| EP0042503B1 (de) | Vorrichtung zum galvanischen Abscheiden von Aluminium | |
| DE2812559A1 (de) | Vorrichtung fuer die behandlung von schuettfaehigem massengut | |
| DE2232162C3 (de) | Verfahren und Vorrichtung zum kontinuierlichen gleichzeitigen Aufbringen eines Überzugs aus einer elektrisch abscheidbaren Zusammensetzung auf eine Vielzahl von kleinen Gegenständen | |
| DE3044975C2 (de) | Vorrichtung zum galvanischen Abscheiden von Aluminium | |
| DE3133162C2 (de) | Vorrichtung zum galvanischen Abscheiden von Aluminium | |
| EP0362512B1 (de) | Galvanisiereinrichtung für plattenförmige Werkstücke, insbesondere Leiterplatten | |
| DE8438375U1 (de) | Förderer für Maschine zum Vergolden der Lamellenkontakte gedruckter Schaltungen | |
| DD202460A5 (de) | Vorrichtung zum galvanischen abscheiden von aluminium | |
| EP0220419B1 (de) | Einrichtung für die Massengalvanisierung von schüttfähigem Gut | |
| DE2512762B2 (de) | Vorrichtung zum fuehren von werkstuecken in galvanischen metallisierungs-, insbesondere verchromungsanlagen | |
| EP0043440B1 (de) | Anlage zum galvanischen Abscheiden von Aluminium | |
| DE4037336A1 (de) | Galvanisiertrommel | |
| DE3102021C2 (de) | Vorrichtung zum galvanischen Abscheiden von Aluminium | |
| DE2735067C2 (de) | ||
| DE3019719A1 (de) | Vorrichtung zum chargenweisen oberflaechenbehandlung von werkstuecken, insbesondere zum galvanisieren | |
| DE2537095C3 (de) | Vorrichtung zur elektrolytischen Behandlung und zur weiteren, damit im Zusammenhang stehenden Behandlung eines Materials | |
| DE10011865C1 (de) | Einrichtung zur Beschichtung von Gegenständen, insbesondere Galvanisierung von Kleinteilen | |
| DE1596733C (de) | Vorrichtung zur elektrochemischen Beschichtung von Glasplatten mit Kupfer vermittels löslicher Anoden bei der Spiegelfabnkation | |
| DE1596733B1 (de) | Vorrichtung zur elektrochemischen Beschichtung von Glasplatten mit Kupfer vermittels loeslicher Anoden bei der Spiegelfabrikation | |
| DE9202403U1 (de) | Vorrichtung zur elektrolytischen Beschichtung von Kleinteilen | |
| DE3048511A1 (de) | Vorrichtung zum galvanischen abscheiden von aluminium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830228 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 11433 Country of ref document: AT Date of ref document: 19850215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3262046 Country of ref document: DE Date of ref document: 19850307 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910917 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19911030 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920619 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19920701 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920717 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920724 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920728 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19920731 Ref country code: CH Effective date: 19920731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920731 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930709 Ref country code: AT Effective date: 19930709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19930731 |
|
| BERE | Be: lapsed |
Owner name: SIEMENS A.G. BERLIN UND MUNCHEN Effective date: 19930731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930709 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82106169.4 Effective date: 19940210 |