-
HINTERGRUND
DER ERFINDUNG
-
Diese
Erfindung betrifft ein Verfahren zur Entfernung von flüchtigen
Bestandteilen, wie z.B. Wasser, und flüchtigen organischen Verbindungen,
wie z.B. Lösungsmitteln,
aus Polymerpulvern unter Verwendung eines Extruders. Das erfindungsgemäße Verfahren
vermeidet übermäßigen Rückfluss
von flüchtigen
Bestandteilen durch den Extruderzufuhrhals, ein Zustand, der ernsthaft
die Durchsatzgeschwindigkeiten einschränkt.
-
Die
Herstellung von verschiedenen Polymeren erfordert häufig einen
letztendlichen Trocknungsschritt, um Wasser und andere flüchtige Bestandteile
zu entfernen, die in dem Verfahren verwendet wurden, das verwendet
wird, um das Polymer herzustellen. In einigen Fällen erfordert das Trocknungsverfahren
die Behandlung eines feuchten Polymerpulvers, enthaltend flüchtige Bestandteile,
wie z.B. Lösungsmittel
oder andere flüchtige
Materialien, in einem nachgeschalteten Wirbelschichttrockner (fluidized
bed post dryer). Solche Ausrüstung
ist häufig
groß und
kostenintensiv und weist große
industrielle Trockner, Stickstoffzufuhrsysteme und Waschsysteme
(scrubber systems) auf, um unerwünschtes
Entkommen von flüchtigen
Bestandteilen in die Umwelt zu kontrollieren. Während solche Wirbelschichttrockner
typischerweise bei der Reduzierung der Feuchtigkeit und flüchtigen
organischen Bestandteilen aus einer Vielzahl von Polymerpulvern
wirksam sind, sind Prozesse, welche diese verwenden, relativ langsam
und kostenintensiv.
-
Während des
Trocknens von Polymerpulvern können
die Trocknungsgeschwindigkeiten von der Teilchengröße und der
Teilchengrößenverteilung
abhängen.
Z.B. haben typische Polycarbonatpulver, die folgend auf die Grenzflächenpolymerisation
einer dihydroxyaromatischen Verbindung mit Phosgen isoliert wurden, eine
breite Verteilung der Teilchengrößen im Bereich
von weniger als 100 Mikrometern bis zu gut oberhalb 1 Millimeter.
Die zahlenmittlere Teilchengröße ist typischerweise
geringer als 200 Mikrometer. Wenn der Feuchtigkeitsgehalt, der in
einem Polymerpulver vorhanden ist, unterhalb eines kritischen Feuchtigkeitsgehaltes
fällt, können die
Trocknungsgeschwindigkeiten durch die Geschwindigkeiten der Flüssigkeitsdiffusion
und des Kapillartransports in den Pulverteilchen begrenzt sein.
Demzufolge können
die letzten Stufen bei der Trocknung eines Polymerpulvers schwierig
sein und lange Trocknungszeiten erfordern. Es wäre daher wünschenswert, Vorrichtungen
für die
effiziente Entfernung von flüchtigen
Bestandteilen aus Polymerpulvern zu entdecken, die nicht die Verwendung
von komplexer Ausrüstung,
wie z.B. nachgeschalteten Wirbelschichttrocknern erfordert. Insbesondere
wäre es
wünschenswert,
hochwirksame Vorrichtungen für
die Entfernung von flüchtigen
Bestandteilen aus nassen Polycarbonatpulvern zu entdecken.
-
Die
vorliegende Erfindung stellt ein alternatives Verfahren zur Trocknung
von testen Polymerpulvern unter Verwendung eines Entgasungsextruders
zur Verfügung,
die flüchtige
Bestandteile, wie z.B. Wasser und organische Lösungsmittel enthalten.. Das
Verfahren verwendet Standardausrüstung
einer Art, die leicht in typischen Polymerendbearbeitungsanlagen
erhältlich
ist und kann so angepasst werden, dass andere Arbeitsschritte, die
das Polymer betreffen, ebenfalls eingeschlossen sind, wie z.B. Vermischen
mit anderen Polymeren, Funktionalisieren durch chemische Reaktion
und kontrollierte Molekulargewichtseinstellung. Die vorliegende
Erfindung reduziert die Notwendigkeit von Wirbelschichttrocknungs-Arbeitsabläufen und
erlaubt die Umsetzung von festen Polymerpulvern, die hohe Gehalte
an Wasser enthalten, zu Polymerzusammensetzungen, die im Wesentlichen
frei von Wasser sind, in einem einzelnen Extrusionsschritt. Die
Entfernung von Wasser aus dem Polymerpulver unter Verwendung des
erfindungsgemäßen Verfahrens
stellt als einen unerwarteten Vorteil auch die gleichzeitige Entfernung
von Verarbeitungslösungsmitteln
und Spurenverunreinigungen her, wie z.B. Restmonomer und niedrigmolekulargewichtige
Oligomere („Niedrige"), die die Produktcharakteristika
beeinträchtigen
können,
wie z.B. Ablagerungen während
des Formens der fertigen Polymerzusammensetzung. Das erfindungsgemäße Verfahren
stellt einen einfachen, preiswerten Fortschritt in der Polymertrocknungstechnologie
dar und kann Polymerzusammensetzungen ermöglichen, die verbesserte Produkteigenschaften
relativ zu Polymerzusammensetzungen haben, die unter Verwendung
von herkömmlicher
Trocknungstechnologie hergestellt wurden.
-
Im
Gegensatz zur vorliegenden Erfindung, bei der ein Polymerpulver,
enthaltend flüchtige
Bestandteile, Extrusionsentgasung unterzogen wird, ist die Extrusionsentgasung
von Polymeren in Lösung
wohl bekannt. Z. B. beschreiben Curry und Brauer in Polymer Devolatilization,
R. Albalak Hrsg. Marcel Deker Inc., S. 345, 1996, die Umsetzung
einer Lösung
aus hochdichtem Polyethylen in Cyclohexan zu einem festen Polymermaterial,
enthaltend etwa 10 Gew.-% Cyclohexan, unter Verwendung eines auf
einem Extruder basierenden Verfahrens, aufweisend schnelle Entfernung
von Lösungsmittel
aus einer überhitzten
Lösung
des Polymeren in Cyclohexan in einem Extruder, wobei der genannte
Extruder für
mehrstufiges Einspritzen und Belüften
des Abziehhilfsmittels ausgerüstet
ist.
-
Das
von Curry und Brauer beschriebene Verfahren ist jedoch auf die Entfernung
von wesentlichen Mengen von flüchtigen
Substanzen aus polymeren Materialien in Pulverform nicht anwendbar,
wie z.B. nasse Polymercarbonatpulver, die nachfolgend auf Grenzflächenpolymerisation
isoliert wurden. Solche Polycarbonatpulver enthalten typischerweise
zwischen 1 und etwa 20 Gew.-% Wasser und zwischen etwa 0,001 und etwa
5 Gew.-% Methylenchlorid. Versuche, solche Pulver unter Verwendung
eines Extruders zu entgasen, werden erschwert durch die Tendenz
des Dampfes, der erzeugt wird, wenn das Polycarbonatpulver geschert und
auf oberhalb seiner Glasübergangstemperatur
erwärmt
wird, aus dem Zufuhrhals des Extruders „rückwärts herauszutreten". Der Dampf verflüssigt das
gepulverte Polymermaterial, das in den Zufuhrhals eingebracht wird
und verursacht Zufuhrprobleme, wie z.B. Pulver, das aus dem Zufuhrhals
entkommt und Pulver, dass den Zufuhrhals „überbrückt". Zufuhrprobleme dieser Art können etwas
vereinfacht werden durch die Verwendung von Hilfsvorrichtungen,
wie z.B. Schraubenzufuhrstrangpressen (screw feeder stuffers) und
Stopfzuführer
(crammer feeder). Solche Vorrichtungen sind jedoch häufig unwirksam,
da die feinen Pulver, die durch aus dem Extruder entkommenden Dampf
vorangetrieben werden, nach wie vor noch aus den Strangpressen und
Stopfzuführern
entkommen können.
Zusätzlich
erhöhen
solche Hilfsvorrichtungen weiterhin die Kosten und die Komplexität des Arbeitsablaufs.
-
Eine
weitere mögliche
Lösung
für die
oben beschriebenen Zufuhrprobleme ist der Einsatz eines zusätzlichen
Schrittes, um das feuchte Pulver zu größeren Teilchen vor dem Einbringen
des Pulvers in den Extruder zu verdichten oder agglomerieren. Wiederum erfordert
dies bestimmte Ausrüstung
für zusätzliche
Verfahrensschritte, was in erhöhter
Verfahrenskomplexität,
höherem
Kapital und Arbeitskosten resultiert.
-
US-Patent
5 232 649 offenbart ein Verfahren, welches die mechanische Kraft
der Schrauben in einem Doppelschraubenextruder verwendet, um Wasser
und andere flüchtige
Stoffe aus einem feuchten Polymermaterial heraus zu quetschen. Das
Wasser wird aus dem Polymeren in einem flüssigen Zustand anstelle von Dampf
entfernt. Während
ein solches Verfahren gut bei polymeren Materialien arbeitet, die
niedrige Glasübergangstemperaturen
(Tg) haben, z.B. Materialien, die Tgs unterhalb von 100°C haben,
ist es nicht anwendbar für
die wirksame Entfernung von Wasser und anderen flüchtigen
Substanzen aus polymeren Materialien mit höherem Tg, wie z.B. Polycarbonat,
aufgrund ernsthafter Einschränkungen
der Durchsatzraten.
-
US-Patent
5 717 055 offenbart ein Verfahren für die Herstellung von Polycarbonatpellets
durch Schmelzkneten eines Polycarbonatpulvers in dem Knetabschnitt
eines Extruders, der einen „Schmelzversiegelungs"-Mechanismus aufweist,
bestehend aus Schraubenelementen mit umgekehrtem Gewindegang (reverse-flighted
screw elements) oder einem Sperrring (dam ring). Hochvakuum wird
an eine Belüftung
stromab der „Schmelzversiegelung" aufgebracht, um
flüchtige
Bestandteile zu entfernen. Es ist jedoch wohl bekannt, dass, wenn
Schraubenelemente mit umgekehrtem Gewinde (links herum) verwendet
werden, der stromaufwärts
liegende Schraubenabschnitt vollständig über einen gewissen Bereich
gefüllt
sein muss, um den Druck zu erzeugen der notwendig ist, um den Abschnitt
mit umgekehrtem Gewinde (links herum) zu überwinden (Rauwendaal, Plastics
Formulating & Compounding,
Nov./Dez., 1995). Demzufolge wird Dampf, der in den Schraubenabschnitten
erzeugt wird, die dem Abschnitt mit umgekehrtem Gewinde vorangehen,
dazu gezwungen, entlang den Schrauben zurück und aus dem Zufuhrhals des
Extruders heraus zu fließen.
Wiederum verflüssigt
der austretende Dampf das gepulverte Polymermaterial, das in den
Extruder eingebracht wird und kann Zufuhrprobleme verursachen. Wenn
das in den Extruder eingebrachte Polymer eine wesentliche Menge
an Wasser und anderen flüchtigen
Bestandteilen enthält,
muss die Geschwindigkeit des Einbringens des Polymeren beschränkt werden,
um die Wirkungen von großen
Mengen von Dampf, der durch den Zufuhrhals entkommt, zu vermeiden
und lediglich ein Teil des gesamten Drehmoments und der Leistung,
die für
die Polymerverarbeitung vorhanden ist, wird verwendet. Aus Produktivitätsgründen ist
es ein Nachteil, wenn es nicht möglich
ist, einen Extruder in der Nähe
der Drehmoments- und Leistungsgrenze des Extruders zu betreiben,
wie in dem Fall von trockener Pulverkompoundierung.
-
US-Patent
4 845 193 offenbart ein Verfahren zur Herstellung von Polycarbonat
mit kleinen Teilchen, aufweisend Liefern eines feuchten Polycarbonatpulvers
mit einem Wassergehalt von 0,5 bis 10 Gew.-% und einem organischen
Lösungsmittelgehalt
von 0,01 bis 5 Gew.-% in einen belüfteten Extruder. Die Referenz
offenbart ein herkömmliches
Schraubendesign und die Produktausstoßraten fallen deutlich unterhalb
jene, die durch das erfindungsgemäße Verfahren erreicht werden.
-
Das
japanische Patent
JP 09 193
230 offenbart ein Verfahren zum Einspritzen von Wasser
in geschmolzenes Polycarbonat in der Knetabteilung eines Extruders
als Mittel zur Entfernung von flüchtigen
Bestandteilen aus dem Polycarbonat. In diesem Fall ist das Polymer
jedoch an dem Punkt, an dem das Wasser eingebracht wird, bereits
geschmolzen und es wird kein Dampf entlang der Schrauben zu dem
Zufuhrhals zurückgezwungen.
Das Verfahren ist nicht anwendbar in Fällen, wenn das polymere Material,
das extrudiert werden soll, ein Pulver ist, das eine wesentliche
Menge an Wasser enthält,
wie z.B. ein feuchtes Polycarbonatpulver, enthaltend Methylenchlorid.
-
Die
europäische
Patentanmeldung 0 410 650 A1 beschreibt ein Verfahren zur Herstellung
von Polyamidprepolymeren durch Einbringen der einzelnen Monomere
in einen Extruder, der eine Pulverdichtung aufweist. Die Referenz
offenbart nicht das Verfahren der vorliegenden Erfindung.
-
WO-A-00
07 799 offenbart einen Doppelschraubenextruder zum Kneten von Bestandteilen
zu einem geschmolzenen aromatischen Polycarbonat, wobei der Extruder
zumindest ein Modul aufweist, bestehend aus einer Kneteinheit, einer
Materialabdichteinheit, einer Rückwärtskneteinheit
und einer durchgehenden Einheit (full flight unit), die von einer
stromaufwärts
Seite zu einer stromabwärts
Seite hin angebracht ist, sowie ein Verfahren zum Kneten von Bestandteilen
zu einem aromatischen Polycarbonat unter Verwendung des oben genannten
Extruders. Ein aromatisches Polycarbonat, das einen extrem kleinen
Gehalt an fremdem Material hat und frei ist von Verweilverschlechterung,
wie z.B. Verfärbung,
Vernetzen oder Gelierung wird erhalten, wenn das aromatische Polycarbonat
mit verschiedenen Bestandteilen unter Verwendung dieser Apparatur
verknetet wird.
-
KURZE ZUSAMMENFASSUNG
DER ERFINDUNG
-
Die
vorliegende Erfindung stellt ein Verfahren zur Entfernung von flüchtigen
Bestandteilen aus einem Polymerpulver zur Verfügung, wobei das genannte Verfahren
aufweist: Schritt (A) Einbringen eines Polymerpulvers, aufweisend
Wasser, in einen Extruder, wobei der genannte Extruder aufweist:
- (i) einen Pulverförderabschnitt;
- (ii) einen Pulverabdichtungsabschnitt, stromabwärts des
genannten Pulverförderabschnitts;
- (iii) einen Knet- und Schmelzabschnitt, stromabwärts des
genannten Pulverabdichtungsabschnitts und
- (iv) eine Vakuumentlüftung,
stromabwärts
des genannten Knet- und Schmelzabschnitts,
-
Schritt
(B) Förderung
des Polymerpulvers durch den genannten Pulverabdichtungsabschnitt
mit einer Zufuhrgeschwindigkeit und Schraubengeschwindigkeit, die
ausreicht, um eine Pulverabdichtung zu erzeugen,
-
Schritt
(C) Erwärmen
und Scheren des Polymerpulvers in dem genannten Knet- und Schmelzabschnitt,
um eine Polymerschmelze zu bilden, die Wasser aufweist und
-
Schritt
(D) Unterziehen der genannten Polymerschmelze einer Vakuumentlüftung an
der genannten Vakuumentlüftung.
-
Die
vorliegende Erfindung betrifft weiterhin ein Verfahren zum Durchführen eines
zweiten Arbeitsschrittes, der das Polymerpulver einbezieht, wie
z.B. Vermischen, Kompoundieren oder chemische Modifikation während der
Extruderentgasung. In einem erfindungsgemäßen Gesichtspunkt weist dieser
zweite Arbeitsschritt das Einbringen eines Hydrolysekatalysators
in den Extruder während
der Extruderentgasung des feuchten Polycarbonatpulvers auf und Bewirken
einer kontrollierten Molekulargewichtsreduktion des Polycarbonats. In
einem anderen erfindungsgemäßen Gesichtspunkt
wird während
der Extruderentgasung ein Polymerblend hergestellt.
-
KURZE BESCHREIBUNG
DER ZEICHNUNGEN
-
1 veranschaulicht
einen Extruder mit Schraubenelementen, die gemäß dem erfindungsgemäßen Verfahren
aufgebaut sind, und zeigt die Stellen eines Anfangspulverförderabschnittes,
eines Pulverabdichtabschnittes, eines Knet- und Schmelzabschnittes
und einer Vakuumentlüftung,
die stromabwärts
des genannten Knet- und
Schmelzabschnitts angebracht ist. 2 veranschaulicht
die Wirkung von Wasser, das während
der Extrusionsentgasung vorhanden ist, auf die kontrollierte Molekulargewichtseinstellung
von Polycarbonat. 3 veranschaulicht den Zusammenhang
zwischen Polycarbonatmolekulargewicht und Hydroxylendgruppenkonzentration,
der bei der kontrollierten Molekulargewichtseinstellung von Polycarbonat
beobachtet wird.
-
EINGEHENDE
BESCHREIBUNG DER ERFINDUNG
-
Die
vorliegende Erfindung kann leichter verstanden werden durch Bezugnahme
auf die folgende eingehende Beschreibung der bevorzugten Ausführungsformen
der Erfindung und die darin eingeschlossenen Beispiele. In der folgenden
Beschreibung und den Ansprüchen,
die folgen, wird Bezug genommen auf eine Anzahl von Bezeichnungen,
die definiert werden sollen, so dass sie die folgenden Bedeutungen
haben: Die Einzahlformen „ein", „einer" und „der/die/das" schließen Mehrzahlbezüge ein,
sofern der Zusammenhang nicht eindeutig etwas anderes vorschreibt.
-
„Wahlweise" bedeutet, dass das
nachfolgend beschriebene Ereignis oder Umstand eintreten kann oder
nicht und dass die Beschreibung Fälle beinhaltet, bei denen das
Ereignis eintritt und Fälle,
bei denen es dies nicht tut.
-
So
wie hier verwendet bedeutet die Bezeichnung „Polycarbonat" Polycarbonate, die
Struktureinheiten enthalten, die aus einem oder mehreren dihydroxyaromatischen
Verbindungen erhalten werden, und schließt Copolycarbonate und Polyestercarbonate
ein.
-
So
wie hier verwendet werden Polycarbonate gemäß ihren aufbauenden Bisphenolen
benannt, demzufolge werden „Bisphenol
A-Polycarbonat" und „1,1-Bis(3-methyl-4-hydroxyphenyl)cyclohexan-Polycarbonat" dazu verwendet,
Polycarbonate zu bezeichnen, die Struktureinheiten aufweisen, die
aus den Bisphenolen „Bisphenol
A" bzw. „1,1-Bis(3-methyl-4-hydroxyphenyl)cyclohexan" erhalten werden.
-
„BPA" ist hier definiert
als Bisphenol A oder 2,2-Bis(4-hydroxylphenyl)propan.
-
So
wie hier verwendet bedeutet die Bezeichnung „Extruderentgasung" das Entfernen von
flüchtigen Bestandteilen,
wie z.B. Wasser und Methylenchlorid, aus einem polymeren Material,
wie z.B. Polycarbonat, unter Verwendung eines Extruders, aufweisend
zumindest eine Vakuumentlüftung,
und wird austauschbar mit der Bezeichnung „Extrusionsentgasung" verwendet.
-
So
wie hier verwendet werden die Bezeichnungen „Doppelschraubenextruder" und „Zwillingsschraubenextruder" austauschbar verwendet
und haben die gleiche Bedeutung.
-
So
wie hier verwendet werden die Bezeichnungen „Knetelement" und „Knetblock" austauschbar verwendet
und haben die gleiche Bedeutung.
-
„Katalysatorsystem", so wie hier verwendet,
betrifft den Katalysator oder Katalysatoren, welche die Hydrolyse
von Carbonatbindungen in Polycarbonat katalysieren, welches Extruderentgasung
in der Gegenwart von Wasser unterliegt.
-
„Katalytisch
wirksame Menge" betrifft
die Menge des Katalysators, bei der katalytische Leistung erreicht
wird.
-
So
wie hier verwendet bedeutet die Bezeichnung „Molekulargewichteinstellung" die Reduktion des Molekulargewichts
eines Polymeren durch Katalysator vermittelten Polymerkettenschnitt,
wobei die genannte Reduktion des Molekulargewichts während der Extrusion
des Polymers auftritt. Molekulargewichtseinstellung wird veranschaulicht
durch die teilweise Hydrolyse von Polycarbonat, die auftritt, wenn
feuchtes Polycarbonat Extrusionsentgasung in der Gegenwart eines
Hydrolysekatalysators unterzogen wird.
-
So
wie hier verwendet, bedeutet die Bezeichnung „enthaltend eine wesentliche
Menge an Wasser", dass
etwa 1 Gew.-% von Wasser oder mehr enthalten sind. Zum Beispiel
wird von einem Polymerpulver, das zwischen etwa 1 und 20 Gew.-%
Wasser enthält,
gesagt, dass es eine wesentliche Menge an Wasser enthält.
-
So
wie hier verwendet, bedeutet die Bezeichnung „im wesentlichen frei von
Wasser", dass weniger
als etwa 0,5 Gew.-% Wasser enthalten sind. Zum Beispiel enthält ein Polycarbonat,
das im wesentlichen frei von Wasser ist, weniger als etwa 0,5 Gew.-%
Wasser.
-
So
wie hier verwendet, bedeutet die Bezeichnung „feuchtes Polycarbonatpulver" und „feuchtes
Polycarbonat" Polycarbonatpulver,
enthaltend eine wesentliche Menge an Wasser, wie hier definiert.
-
So
wie hier verwendet, bedeutet die Bezeichnung „Olefinpolymer" Polymere, aufweisend
Struktureinheiten, erhalten aus olefinischen Species durch Polymerisation.
Das Polymer ABS ist ein Beispiel eines Olefinpolymeren, so wie hier
verwendet, darin, dass es ein Polymer darstellt, aufweisend Struktureinheiten,
die aus der Polymerisation von olefinischen Species, Acrylnitril,
1,3-Butadien und Styrol, erhalten wurde.
-
So
wie hier verwendet, bedeutet die Bezeichnung „aliphatischer Rest" einen Rest, der
eine Wertigkeit von zumindest 1 hat, aufweisend einen linearen oder
verzweigten Bereich von Atomen, der nicht cyclisch ist. Der Bereich
kann Heteroatome, wie zum Beispiel Stickstoff, Schwefel und Sauerstoff
enthalten oder kann ausschließlich
aus Kohlenstoff und Wasserstoff zusammengesetzt sein. Beispiele
von aliphatischen Resten beinhalten Methyl, Methylen, Ethyl, Ethylen,
Hexyl, Hexamethylen und ähnliches.
-
So
wie hier verwendet, bedeutet die Bezeichnung „aromatischer Rest" einen Rest, der
eine Wertigkeit von zumindest eins hat, aufweisend zumindest eine
aromatische Gruppe. Beispiele von aromatischen Resten beinhalten
Phenyl, Pyridyl, Furanyl, Thienyl, Naphthyl, Phenylen und Biphenyl.
Die Bezeichnung beinhaltet Gruppen, die sowohl aromatische als auch
aliphatische Bestandteile enthalten, zum Beispiel eine Benzylgruppe.
-
So
wie hier verwendet, bedeutet die Bezeichnung „cycloaliphatischer Rest" einen Rest mit einer
Wertigkeit von zumindest eins, aufweisend einen Bereich von Atomen,
der cyclisch, aber nicht aromatisch ist. Der Bereich kann Heteroatome
wie zum Beispiel Stickstoff, Schwefel und Sauerstoff enthalten oder
kann ausschließlich
aus Kohlenstoff und Wasserstoff zusammengesetzt sein. Beispiel für cycloaliphatische
Reste beinhalten Cyclopropyl, Cyclopentyl, Cyclohexyl, Tetrahydrofuranyl
und ähnliches.
-
Die
vorliegende Erfindung stellt ein Verfahren für die Entfernung von flüchtigen
Bestandteilen, die in Polymerpulvern vorhanden sind, zur Verfügung. Es
wurde gefunden, dass das erfindungsgemäße Verfahren insbesondere geeignet
ist, wenn Polymerpulver eine wesentliche Menge an Wasser enthält, zum
Beispiel zwischen etwa 1 Gew.-% und etwa 20 Gew.-% Wasser.
-
Gemäß dem erfindungsgemäßen Verfahren
wird ein Polymerpulver, das Wasser und wahlweise ein oder mehrere
andere flüchtige
Bestandteile enthält,
wie zum Beispiel ein oder mehrere Lösungsmittel, in einen Extruder
eingebracht, aufweisend einen Pulverförderabschnitt, einen Pulverabdichtabschnitt,
der sich stromab des genannten Pulverförderabschnittes befindet, einen
Knet- und Schmelzabschnitt, der sich stromab des genannten Pulverabdichtabschnitts
befindet und eine Vakuumentlüftung,
die sich stromab des genannten Knet- und Schmelzabschnittes befindet.
Das Polymerpulver kann ein einzelnes Polymer, zum Beispiel Bisphenol A-Polycarbonat
aufweisen, oder das Polymerpulver kann eine Mischung aus Polymeren,
zum Beispiel einen Blend aus Bisphenol A-Polycarbonat mit einem
Olefinpolymeren, wie zum Beispiel ABS, aufweisen. Polymerpulver,
die unter Verwendung des erfindungsgemäßen Verfahrens „entgast" werden können, beinhalten
Polycarbonate, Polyphenylenether, Polyamide, Polyester, Polyimide,
Polyetherimide, Polyethersulfone, Olefinpolymere, sowie Mischungen
davon. Das erfindungsgemäße Verfahren
ist insbesondere gut geeignet für
die Entfernung von flüchtigen
Bestandteilen aus Polycarbonaten. Typischerweise beinhaltet das
Polymerpulver, welches der Extruderentgasung gemäß dem erfindungsgemäßen Verfahren
unterzogen wird, zwischen etwa 1 und etwa 20 Gew.-% Wasser und zwischen
etwa 0,001 und etwa 5 Gew-% organisches Lösungsmittel.
-
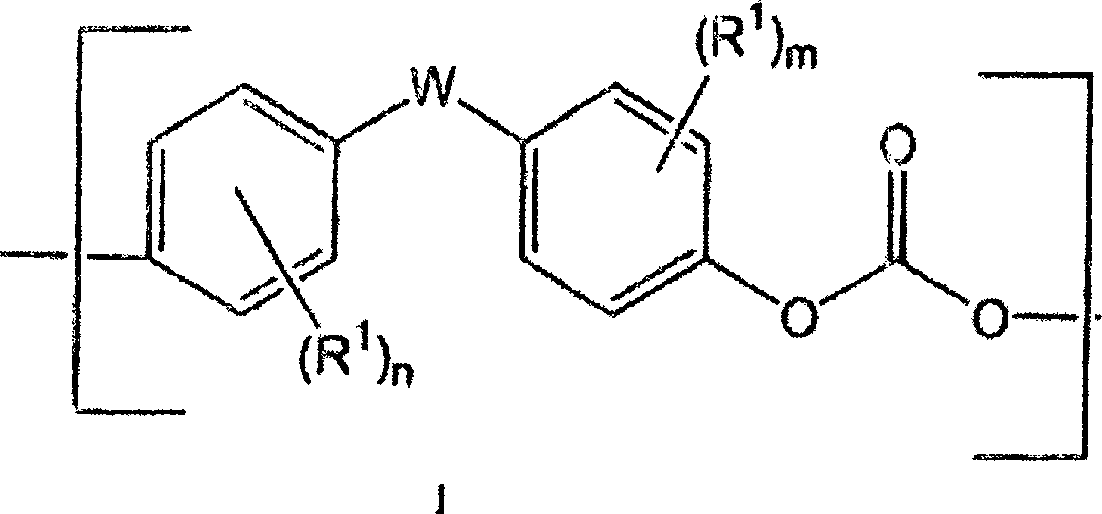
Polycarbonatpulver,
die gemäß dem erfindungsgemäßen Verfahren
behandelt werden können,
um Polycarbonatzusammensetzungen zur Verfügung zu stellen, die reduzierte
Gehalte von flüchtigen
Bestandteilen, folgend auf die Extrusionsentgasung aufweisen, beinhalten
Polycarbonate, aufweisend Wiederholungseinheiten mit Strtuktureinheiten
I
wobei R
1 unabhängig voneinander
bei jedem Auftreten ein Halogenatom, Nitrogruppe, Cyanogruppe, C
1-C
20 Alkylgruppe,
C
4-C
20 Cycloalkylgruppe
oder C
6-C
20 Arylgruppe
ist, n und m unabhängig
voneinander ganze Zahlen von 0-4 sind und W eine Bindung, ein Sauerstoffatom,
ein Schwefelataom, eine SO
2-Gruppe, ein
C
1-C
20 aliphatischer
Rest, ein C
6-C
20 aromatischer
Rest, ein C
6-C
20 cycloaliphatischer
Rest oder die Gruppe
ist, wobei R
2 und
R
3 unabhängig
voneinander ein Wasserstoffatom, C
1-C
20 Alkylgruppe, C
1-C
20 Cycloalkylgruppe oder C
4-C
20 Arylgruppe sind, oder R
2 und
R
3 zusammen einen C
4-C
20 cycloaliphatischen Ring bilden, der wahlweise
durch eine oder mehrere C
1-C
20 Alkyl,
C
6-C
20 Aryl, C
5-C
21 Aralkyl, C
5-C
20 Cycloalkylgruppen
oder eine Kombination davon substituiert ist. Bisphenol A-Polycarbonat
ist bevorzugt.
-
Polycarbonate,
die Wiederholungseinheiten mit Struktur I aufweisen, werden typischerweise
hergestellt durch die Grenzflächenpolymerisationsreaktion
von einem oder mehreren Bisphenolen mit Phosgen in der Gegenwart
eines Säureakzeptors,
wie zum Beispiel Natriumhydroxid, und eines Phasentransferkatalysators,
wie zum Beispiel einem guartären
Ammoniumsalz. Bisphenole, die für
die Verwendung bei der Herstellung von Polycarbonaten geeignet sind,
die Wiederholungseinheiten mit Struktur I aufweisen, beinhalten
Bisphenol A, 2,2-Bis(4-hydroxy-3-methylphenyl)propan, 2,2-Bis(3-chlor-4-hydroxyphenyl)propan, 2,2-Bis(3-brom-4-hydroxyphenyl)propan,
2,2-Bis(4-hydroxy-3-isopropylphenyl)propan,
1,1-Bis(4-hydroxyphenyl)cyclohexan, 1,1-Bis(4-hydroxy-3-methylphenyl)cyclohexan
und 1,1-Bis(4-hydroxyphenyl)-3,3,5-trimethylcyclohexan. Bisphenol
A ist typischerweise bevorzugt.
-
Der
gemäß dem erfindungsgemäßen Verfahren
verwendete Extruder kann jeder Extruder sein der dazu fähig ist,
eine Pulverdichtung zu erzeugen, durch die Pulver in zumindest einen
Schmelz- und Knetabschnitt gefördert
werden kann und dann zu zumindest einer Vakuumentlüftung. Der
Extruder gemäß dem erfindungsgemäßen Verfahren
hat anfangs einen Förderabschnitt,
der dazu fähig
ist, schnell Polymerpulver in einen stromabwärts liegenden Pulverabdichtungsabschnitt
zu liefern. Die Förderwirkung
der Schraubenelemente zusammen mit der kontinuierlichen Lieferung
von Polymerpulver auf der stromaufwärts liegenden Seite der Pulverdichtung
zwingt das Pulver auf der Stromabseite der Pulverdichtung weiter
stromab entlang des Extruderschraubenkanals in zumindest einen Knet-
und Schmelzabschnitt und zu zumindest einer Vakuumentlüftung. Diese
Bewegung des Polymerpulvers durch den Pulverabdichtabschnitt wird
als „Befördern des
Polymerpulvers durch den Polymerabdichtabschnitt" bezeichnet. Der Extruder gemäß dem erfindungsgemäßen Verfahren
kann zum Beispiel ein corotierender, innenmischender Doppelschraubenextruder(co-rotating,
intermeshing double screw extruder), ein gegenläufig rotierender, nicht ineinander
greifender Doppelschraubenextruder (counter-rotating, non-intermeshing
double screw extruder), ein hin- und hergehender Einschraubenextruder
(single screw reciprocating extruder) oder ein nicht hin- und hergehender
Einschraubenextruder (single screw non-reciprocating extruder) sein.
-
In
einer erfindungsgemäßen Ausführungsform
weist der Extruder einen nicht erwärmten Pulverzufuhrabschnitt
und einen erwärmten
Pulverförderabschnitt
auf. Die Temperatur des erwärmten
Pulverförderabschnitts
wird so kontrolliert, dass das Polymerpulver in dem genannten Pulverförderabschnitt
nicht zum Schmelzen gebracht wird. Der Pulverförderabschnitt weist Schraubenelemente
auf, die dazu fähig
sind, schnell Polymerpulver in einen stromab liegenden Pulverabdichtraum
zu liefern. Förderabschnittschraubenelemente
werden durch Schraubenelemente verkörpert, die eine relativ weite
Steigung haben und die vorwärts gewunden
sind. Der Pulverabdichtabschnitt ist typischerweise direkt stromab
des Pulverförderabschnittes
angebracht und weist Schraubenelemente auf, die den Stromabwärtsfortschritt
des Pulvers ausreichend verzögern,
um eine Pulverabdichtung zu erzeugen, die aber nicht die Bewegung
des Polymerpulvers quer durch die genannte Pulverdichtung verhindern.
Die Pulverdichtung weist dicht gepacktes Polymerpulver in einem
vollständig
gefüllten
Anteil des Schraubenkanals auf. Typische Schraubenelemente des Pulverabdichtabschnitts beinhalten
eng steigende Schraubenelemente und zylindrische Schraubenelemente,
so wie jene, wie sie in Plastics Compounding D. Todd, Herausgeber,
Hanser, S. 195, 1998 beschrieben sind. Stromabwärts des Pulverabdichtungsabschnitts
befindet sich zumindest ein Knet- und Schmelzabschnitt, in dem das
Polymerpulver, das Wasser aufweist, zu einer Polymerschmelze umgeformt
wird. Typischerweise gewährleistet
der Knet- und Schmelzabschnitt die Anwendung von extern zur Verfügung gestellter
Wärme,
sowie jene, die durch Scherung erzeugt wird. Die Schmelztemperatur
ist somit typischerweise höher
als die Solltemperatur des Gehäuses,
in dem sich der Knet- und Schmelzabschnitt befindet. Typische Schraubenelemente,
die in einer Knet- und Schmelzzone verwendet werden, beinhalten
vorwärts
und rückwärts gewundene
Knetblöcke.
Flüchtige
Bestandteile, die in dem Polymerpulver vorhanden sind, werden aufgrund
der Gegenwart der Pulverabdichtung daran gehindert, stromaufwärts entlang
des Schraubenkanals aus dem Knet- und Schmelzabschnitt zu wandern,
welche die Stromaufwärtsbewegung
von Dampf oder anderen tüchtigen
Bestandteilen blockiert.
-
Der
Extruder weist typischerweise zwischen etwa 5 und etwa 10 Zylinder
auf. In Fällen,
wenn der Extruder einen einzelnen Zylinder aufweist, hat der Extruder
typischerweise ein Längen-zu-Durchmesser-Verhältnis (L/D-Verhältnis) von
zwischen etwa 20 und etwa 60. Längere
Extruder, wie jene, die mehr Zylinder haben oder einfach ein größeres L/D-Verhältnis, wie
in dem Fall von Einzylinderextrudern, sind häufig besser geeignet für das Einbringen
von zusätzlichen
Schmelzknetabschnitten und Vakuumentlüftungen. Längere Extruder können in
manchen Ausführungsformen
der vorliegenden Erfindung einen höheren Grad an Entfernung von flüchtigen
Bestandteilen aus dem Polymerpulver, das der Extrusionsentgasung
unterzogen wird, zur Verfügung
stellen.
-
Der
Extruder, der für
das erfindungsgemäße Verfahren
verwendet wird, weist typischerweise sowohl erwärmte als auch nicht erwärmte Abschnitte
auf. Daher können der
Pulverförderabschnitt
und Pulverabdichtungsabschnitte ungeheizt sein, oder, falls geheizt,
werden sie auf eine Temperatur erhitzt, bei der kein ausreichender
Wärmetransfer
vorhanden ist, um das vorhandene Polymerpulver zu schmelzen. Erwärmte Abschnitte
beinhalten Knet- und Schmelzabschnitte, Schmelzförderabschnitte stromabwärts des
Pulverabdichtabschnitts und vakuumbelüftete Abschnitte. Typischerweise
haben die erwärmten
Abschnitte „Soll"-Temperaturen in
einem Temperaturbereich zwischen etwa 100°C und etwa 400°C, vorzugsweise
zwischen etwa 150°C und
etwa 350°C.
Typischerweise ist die Schmelztemperatur des Polymermaterials in
dem Extruder etwas höher
als die Extrudersolltemperatur und ist in einem Bereich zwischen
etwa 200°C
und etwa 450°C,
vorzugsweise zwischen etwa 300°C
und etwa 370°C.
-
Der
Extruder wird bei einer Zufuhrgeschwindigkeit und einer Schraubengeschwindigkeit
betrieben, die ausreichend ist, um eine Pulverabdichtung zu erzeugen,
und zusätzlich
werden die Zufuhrgeschwindigkeit und die Schraubengeschwindigkeit
so kontrolliert, dass die maximale Extruderleistungsausnutzung die
möglich
ist zur Verfügung
gestellt wird, vorbehaltlich normaler Betriebseinschränkungen,
wie zum Beispiel der maximalen Schmelztemperatur, der ein Polymermaterial
ohne dass es einem Abbau unterliegt unterzogen werden kann. Extruderleistungsausnutzung
ist abhängig
sowohl von Extruderdrehmoment als auch Schraubengeschwindigkeit.
In einer erfindungsgemäßen Ausführungsform
liegt die Extruderleistungsausnutzung in einem Bereich zwischen
etwa 50 und etwa 100%, vorzugsweise zwischen etwa 80 und etwa 95%
der maximalen verfügbaren Leistung.
Die Schraubengeschwindigkeit ist typischerweise in einem Bereich
zwischen etwa 50 und etwa 100% der maximal erreichbaren Schraubengeschwindigkeit.
Die maximal erreichbare Schraubengeschwindigkeit variiert von Maschine
zu Maschine, liegt aber typischerweise in einem Bereich zwischen
etwa 200 und etwa 1200 Umdrehungen pro Minute (Upm), und in einer
erfindungsgemäßen Ausführungsform
ist die Schraubengeschwindigkeit zwischen etwa 300 und etwa 600
Upm.
-
Der
Extruder, der für
das erfindungsgemäße Verfahren
verwendet wird, weist zumindest eine Vakuumentlüftung auf, die sich stromabwärts von
zumindest einem Knet- und Schmelzabschnitt befindet, der sich wiederum
stromabwärts
des Pulverabdichtabschnitts befindet. Die Vakuumentlüftung wird
vorzugsweise bei einem Druck zwischen etwa 1333 Pa und 100 kPa (1
und etwa 750 torr) und bevorzugt in einem Bereich zwischen etwa
133,3 Pa und 66,7 kPa (1 und etwa 500 torr) betrieben. Das aufgebrachte
Vakuum stellt eine Antriebskraft für den Stromabwärtsfluss
von in den stromaufwärts
liegenden Knet- und
Schmelzabschnitten erzeugtem Dampf zur Verfügung.
-
In
erfindungsgemäßen Ausführungsformen,
bei denen der Extruder eine Mehrzahl von Vakuumentlüftungen
aufweist, ist es allgemein bevorzugt, dass der Extruder in einer
Art und Weise betrieben wird, so dass ein wesentlicher Anteil der
flüchtigen
Bestandteile, die in dem Ausgangspolymerpulver vorhanden sind, durch die
erste Vakuumentlüftung
entfernt wird, auf die sie folgend auf das Kneten und Schmelzen
des Polymerpulvers in einem ersten Knet- und Schmelzabschnitt treffen.
Die an der genannten ersten Vakuumentlüftung entfernte Menge an den
flüchtigen
Bestandteilen kann durch Kontrolle der Zufuhrgeschwindigkeit des
Polymerpulvers, das Schraubendesign, Extruderbetriebsparameter,
wie zum Beispiel Schraubengeschwindigkeit und Temperatur, sowie
dem Druck, bei dem die erste Vakuumentlüftung betrieben wird, kontrolliert
werden. Die Entfernung von „einem
wesentlichen Anteil der flüchtigen
Bestandteile" an
der ersten Vakuumentlüftung
bedeutet, dass zumindest etwa 50%, vorzugsweise zumindest etwa 80%,
der flüchtigen
Bestandteile des Ausgangspolymerpulvers über die erste Vakuumentlüftung stromabwärts des
ersten Knet- und Schmelzabschnitts entfernt werden. In einer erfindungsgemäßen Ausführungsform
weist die „erste
Vakuumentlüftung" zwei oder mehr Vakuumentlüftungen
auf, die im Tandem betrieben werden, zum Beispiel wie in den Beispielen
1 bis 4, wobei die Vakuumentlüftungen
an den Zylindern 5 und 6 im Tandem betrieben werden.
-
Typischerweise
ist der Extruder gemäß dem erfindungsgemäßen Verfahren
mit einer Vielzahl von Knet- und Schmelzabschnitten und Vakuumentlüftungen
ausgerüstet.
Typischerweise folgt auf die Pulverabdichtung ein stromabwärts liegender
Knet- und Schmelzabschnitt, wobei auf den genannten stromabwärts liegenden
Knet- und Schmelzabschnitt zumindest eine Vakuumentlüftung folgt,
wobei auf die genannte Vakuumentlüftung ein oder mehrere zusätzliche
Knet- und Schmelzabschnitten und eine oder mehreren zusätzlichen Vakuumentlüftungen
folgen, die sich stromabwärts
entlang des Extruders befinden. Der Extruder kann mit einem oder
mehreren Schmelzabdichtabschnitten stromabwärts der ersten Vakuumentlüftung ausgerüstet sein. Die
zusätzlichen
Vakuumentlüftungen
dienen dazu, flüchtige
Bestandteile zu entfernen, die nicht durch die erste Vakuumentlüftung entfernt
wurden. Typischerweise werden die zusätzlichen Vakuumentlüftungen
bei einem Druck betrieben, der niedriger ist als der Druck, bei
dem die erste Vakuumentlüftung
betrieben wird. Der Druck, bei dem die genannten zusätzlichen
Vakuumbelüftungen
betrieben werden, ist typischerweise in einem Bereich zwischen etwa
133,3 Pa und 66,7 kPa (1 und etwa 500 Torr), vorzugsweise zwischen
etwa 133,3 Pa und 33,3 kPa (1 und etwa 250 Torr). In einer erfindungsgemäßen Ausführungsform
weist der Extruder zumindest eine zusätzliche Vakuumentlüftung zusätzlich zu
der ersten Vakuumentlüftung
auf wobei sich die genannte zusätzliche
Vakuumentlüftung
stromabwärts
der genannten ersten Vakuumentlüftung
befindet, die genannte zusätzliche
Vakuumentlüftung
bei einem Druck zwischen etwa 133,3 Pa und 66,7 kPa (1 und etwa
500 Torr), vorzugsweise zwischen etwa 133,3 Pa und 33,3 kPa (1 und
etwa 250 Torr) betrieben wird. Das in dem Extruder vorhandene geschmolzene
Polymer zwischen der ersten und zweiten Vakuumentlüftung wird
als die teilweise entgaste Polymerschmelze bezeichnet.
-
In
einer erfindungsgemäßen Ausführungsform
wird das geschmolzene Polymer, wenn einmal ein wesentlicher Anteil
der flüchtigen
Bestandteile an der ersten Vakuumentlüftung entfernt wurde, zusätzlicher
Knetung und Mischung in zumindest einem zusätzlichen Schmelz- und Knetabschnitt
unterzogen, stromabwärts der
genannten ersten Vakuumentlüftung.
Der zusätzliche
Schmelzknetabschnitt kann vorwärts
gewundene Schraubenelemente (forward flighted screw elements), Schraubenelementen
mit umgekehrtem Gewindegang (reverse flighted screw elements), neutrale
Schraubenelemente (neutral screw elements), Sperrringe (dam rings),
Verteilungsmischelemente, wie z.B. TMEs (Turbinenmischelemente)
und ZMEs ("Zahnmisch"elemente) oder Kombinationen
daraus aufweisen. TMEs und ZMEs sind erhältlich von Werner & Pfleiderer Corporation. Die
Verwendung von zweiten Knetabschnitten aus Schraubenelementen mit
umgekehrtem Gewindegang, neutralen Schraubenelementen, Sperrringen
oder Kombinationen davon resultiert typischerweise in der Bildung
einer Schmelzdichtung. Der Extruder kann für mehrstufige Abziehhilfsmitteleinspritzung
(multistage stripping agent injection) und Entlüftung an Orten stromabwärts der
genannten Schmelzdichtung ausgerüstet
sein, um die Entfernung von hartnäckigen flüchtigen Bestandteilen, die
vorhanden sein können,
zu vereinfachen. Hartnäckige
flüchtige
Bestandteile werden beispielhaft veranschaulicht durch Restmonomere,
wie zum Beispiel Bisphenol A, und hochsiedende Nebenprodukte, die
während
der Herstellung des Polymermaterials gebildet wurden, zum Beispiel
Diphenylcarbonat, das als ein Nebenprodukt während der Grenzflächenherstellung
von Bisphenol A-Polycarbonat unter Verwendung von Phenol als Endverkappungsmittel
gebildet wurde.
-
Additive,
wie zum Beispiel Flammschutzmittel, Wärmestabilisatoren, Lichtstabilisatoren,
Pigmente, Farbstoffe, Füller,
Weichmacher, Schlagzähmodifizierer
u.ä. können während des
Extrusionsentgasungsprozesses zugegeben werden. Diese werden vorzugsweise
stromabwärts
der ersten Vakuumentlüftung
in die Polymerschmelze eingebracht, um den Verlust der genannten
Additive durch die genannte erste Vakuumentlüftung zu minimieren. Zusätzlich können andere
Polymerharze, wie zum Beispiel das Olefinpolymer ABS, der Polyester
PBT u.ä.
in den Extruder eingebracht werden, um Polymerblends zu erhalten.
-
Das
erfindungsgemäße Verfahren
ist besonders geeignet für
die Entfernung von flüchtigen
Bestandteilen, die in feuchtem Polycarbonatpulver vorhanden sind,
das folgend auf die Grenzflächenpolymerisation von
Bisphenol A und Phosgen isoliert wird, kann jedoch auch für die Entfernung
von flüchtigen
Bestandteilen, die in anderen Polymerpulvern vorhanden sind, verwendet
werden. Zum Beispiel bezieht sich das erfindungsgemäße Verfahren
auf die Entfernung von flüchtigen
Bestandteilen aus Polymerpulvern, die eine wesentliche Menge an
flüchtigen
Substanzen enthalten, zum Beispiel Polyphenylenetherpulver, die
aus einem Lösungsmittel
wie zum Beispiel Toluol oder einem Nichtlösungsmittel wie zum Beispiel
Methanol isoliert werden, und von etwa 1 bis etwa 20 Gew.-% restliches
Lösungsmittel
oder Nichtlösungsmittel
enthalten.
-
Wie
erwähnt
kann in einer Ausführungsform
die vorliegende Erfindung so angepasst werden, dass andere Arbeitsabläufe, die
das Polymerpulver betreffen, wie zum Beispiel Vermischen mit anderen
Polymeren, Funktionalisieren durch chemische Reaktion und kontrollierte
Molekulargewichtseinstellung, enthalten sein können. Im Falle der kontrollierten
Molekulargewichtsteinstellung wäre
es wünschenswert,
eine Vielzahl von niedriger molekulargewichtigen Polycarbonaten
aus einem einzelnen Polycarbonat mit hohem Molekulargewicht herzustellen.
Polycarbonat wurde kontrollierter Molekulargewichtsreduktion durch
Extrusion von trockenem Polycarbonatpulver in der Gegenwart eines
Hydrolysekatalysators wie zum Beispiel Tetrabutylphosphoniumhydroxid
unterzogen. Ein geringe Menge an Wasser wird in den Extruder eingebracht,
um geeignete Geschwindigkeiten von Hydrolyse zu erreichen und dabei
niedrig molekulargewichtiges Polycarbonat zu erhalten. Das Verfahren
muss sorgfältig
kontrolliert werden, so dass das Polycarbonat sowohl das gewünschte Molekulargewicht
als auch eine enge Molekulargewichtsverteilung erhält.
-
Extrusionsentgasung
von Feuchtem Polycarbonat gemäß dem erfindungsgemäßen Verfahren
in der Gegenwart von zumindest einem Hydrolysekatalysator, wie zum
Beispiel Tetrabutylammoniumhydroxid, Tetrabutylphosphoniumhydroxid
oder einer Mischung davon, resultiert in einer kontrollierten Einstellung
des Polycarbonatmolekulargewichts nach unten. Der Grad, bis zu dem
das Polycarbonatmolekulargewicht abgebaut wird, ist eine Funktion
der Menge des eingesetzten Katalysators. Obwohl jede chemische Verbindung
oder Mischung von Verbindungen, die die Geschwindigkeit der Hydrolyse
von Carbonateinheiten erhöht,
eingesetzt werden kann, sind quaternäre Ammoniumsalze, quaternäre Phosphoniumsalze
und Mischungen daraus besonders wirksame Katalysatoren für die kontrollierte
Molekulargewichtseinstellung von Polycarbonat während der Extruderentgasung
gemäß dem erfindungsgemäßen Verfahren.
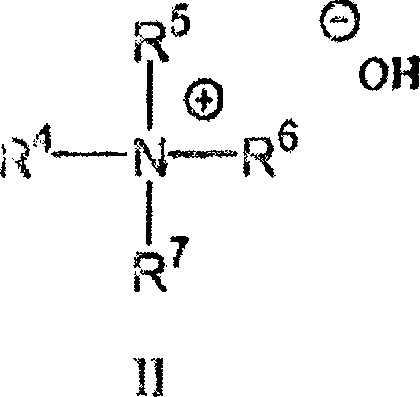
Geeignete Hydrolysekatalysatoren beinhalten quaternäre Ammoniumhydroxide
mit Struktur II
wobei jedes R
4-R
7 unabhängig
voneinander ein C
1-C
20 Alkylrest,
C
4-C
20 Cycloalkylrest
oder ein C
4-C
20 Arylrest ist.
Geeignete quaternäre
Ammoniumhydroxide beinhalten Tetramethylammoniumhydroxid, Tetrabutylammoniumhydroxid,
Phenyltrimethylammoniumhydroxid u.ä.
-
Geeignete
Hydrolysekatalysatoren beinhalten auch quaternäre Phosphoniumhydroxide mit
Struktur III
wobei R
4-R
7 wie in Struktur II definiert sind. Geeignete
quaternäre
Phosphoniumkatalysatoren beinhalten Tetramethylphosphoniumhydroxid,
Tetrabutylphosphoniumhydroxid, Decyltrimethylphosphoniumhydroxid,
Phenyltrimethylphosphoniumhydroxid u.ä.
-
Typischerweise
liegt die Menge an Hydrolysekatalysator, der bei der kontrollierten
Molekulargewichtseinstellung von Polycarbonat verwendet wird, in
einem Bereich zwischen etwa 10 und etwa 300, vorzugsweise zwischen
etwa 25 und etwa 50 je Million, basierend auf dem Gewicht des feuchten
Polycarbonats, das in den Extruder eingebracht wird. Der Katalysator
kann mit dem feuchtem Polycarbonatpulver vorvermischt werden oder
unabhängig
von dem Polycarbonat über
den Zufuhrhals oder an einem anderen Punkt entlang des Extruders
zugegeben werden.
-
Obwohl
dieser Gesichtspunkt des erfindungsgemäßen Verfahrens verwendet werden
kann, um die kontrollierte Hydrolyse zu bewirken und damit die kontrollierte
Molekulargewichtsreduktion von jedem Polycarbonat, zum Beispiel
Polycarbonate, aufweisend Struktureinheiten I, ist das Verfahren
besonders gut geeignet zur Kontrolle der Molekulargewichtsreduktion
von Bisphenol A-Polycarbonat. Bei Polycarbonaten, die kontrollierter
Molekulargewichtsreduktion gemäß dem erfindungsgemäßen Verfahren
unterzogen wurden, wird gefunden, dass sie weniger als etwa 0,5
Gew.-% Wasser aufweisen. Polycarbonate, die Methylenchlorid aufweisen,
bevor sie kontrollierter Molekulargewichtsrediktion während des
Extruderentgasungsverfahrens unterzogen wurden, ergeben geringer
molekulargewichtige Polycarbonate bei Extruderentgasung in der Gegenwart eines
Hydrolysekatalysators gemäß dem erfindungsgemäßen Verfahren
und enthalten weniger als etwa 1 Teil je Million Methylenchlorid.
-
In
einem anderen erfindungsgemäßen Gesichtspunkt
wird ein Polymerpulver, aufweisend Wasser und wahlweise eine oder
mehrere flüchtige
organische Verbindungen, in einen Extruder zusammen mit zumindest einem
zusätzlichen
Polymer eingebracht, wobei der genannte Extruder gemäß dem erfindungsgemäßen Verfahren
ausgerüstet
ist. Zum Beispiel kann ein feuchtes Polycarbonatpulver aus Struktureinheiten
I, etwa 10 Gew.-% Wasser und etwa 100 Teile je Million Methylenchlorid
zusammen mit einem zusätzlichen
Polymer in einen Extruder eingebracht werden, der gemäß dem erfindungsgemäßen Verfahren
ausgerüstet
ist, und Extruderentgasung unterzogen werden. Die aus dem Extruder gewonnene
polymere Zusammensetzung enthält weniger
als etwa 0,5 Gew.-% Wasser. Die gewonnene Polymerzusammensetzung
kann ein mischbarer Polymerblend, ein teilweise mischbarer Polymerblend
oder eine hochphasenseparierte Polymermischung sein.
-
Das
zusätzliche
Polymer, das während
des Extruderentgasungsverfahrens eingebracht wird, kann selbst Wasser
und ein oder mehrere flüchtige
organische Verbindungen aufweisen oder kann im Wesentlichen frei
von Wasser sein und lediglich sehr geringe Gehalte an flüchtigen
Organika enthalten. Das zusätzliche
Polymer kann eines oder mehr aus Polycarbonaten, Polyphenylenethern,
Polyamiden, Polyestern, Polyimiden, Polyetherimiden, Polyethersulfonen,
Olefinpolymeren oder Mischungen daraus sein. In einer erfindungsgemäßen Ausführungsform
ist das zusätzliche
Polymer ein Polycarbonat, aufweisend Struktureinheiten I. In einer alternativen
Ausführungsform
der vorliegenden Erfindung ist das zusätzliche Polymer ein Olefinpolymer,
zum Beispiel Acrylnitril-Butadien-Styrol-Kautschuk
(ABS).
-
1 veranschaulicht
einen 10-Zylinder-Extruder, ausgerüstet gemäß dem erfindungsgemäßen Verfahren.
Der Abwärtspfeil
zeigt den Punkt des Einbringens des Polymerpulvers. Aufwärtspfeile
zeigen die Position von Vakuumventilen und wahlweise Ventilen in
die Atmosphäre.
In 1 ist die Entlüftung
am Zylinder 3 eine Entlüftung
in die Atmosphäre,
wohingegen jene an Zylinder 5, 6 und 9 Vakuumentlüftungen
sind. Schraubenelemente, aufweisend den Pulverförderabschnitt, Pulverabdichtabschnitt,
Knet- und Schmelzabschnitte,
Schmelzförderabschnitt,
Schmelzknetabschnitt und Schmelzdichtabschnitt, werden unter Verwendung
der herkömmlichen
Kurzschriftschreibweise für
Extruderschraubenelemente gekennzeichnet. 1 wird in
größerem Detail
im Beispielabschnitt unten diskutiert.
-
Beispiele
-
Die
folgenden Beispiele werden aufgeführt, um den Durchschnittsfachmann
mit einer eingehenden Beschreibung auszurüsten, wie die hier beanspruchten
Verfahren bewerte werden und sind nicht dazu gedacht, den Umfang
dessen, was die Erfinder als ihre Erfindung betrachten, einzuschränken. Wenn
nicht anders angegeben, sind Teile in Gewicht und Temperatur in °C. Schraubenelemente
werden bezeichnet unter Verwendung der herkömmlichen (Werner und Pfleiderer)
Kurzschriftschreibweise. In den Beispielen und Vergleichsbeispielen
die folgen, betrifft, sofern nicht anders angegeben, die Bezeichnung
Polycarbonat Bisphenol A-Polycarbonat. Zufuhrgeschwindigkeiten geben
das Gewicht des aktuell in den Extruder eingebrachten Materials wieder.
Für feuchtes
Polycarbonatpulver bedeutet dies das Gewicht je Stunde eingebrachtes
Polycarbonat und Wasser. Zufuhrgeschwindigkeiten und „Durchsatzgeschwindigkeiten" können austauschbar
bei der Beschreibung der erfindungsgemäßen Verfahren verwendet werden,
da nur ein geringer oder kein Verlust an Polymerpulver besteht,
das in den Extruder eingebracht wird.
-
Beispiele 1 bis 4 und
Vergleichsbeispiele 1 bis 3
-
In
Beispielen 1 bis 4 und Vergleichsbeispielen 1 bis 3 wird ein Werner & Pfleiderer 58
mm corotierender, ineinandergreifender 10-Zylinder-Zwillingsschraubenextruder
(ZSK-58 Mega Compounder), der 3 Vakuumentlüftungen und eine Entlüftung in
die Atmosphäre
besitzt, eingesetzt. Ein Extruder, der dazu fähig ist, mit hohem spezifischem
Drehmoment und hoher Leistung zu arbeiten, wie der ZSK-58 Mega Compounder,
kann vorteilhaft bei der Erzeugung einer Pulverdichtung verwendet
werden. Der Extruder wird mit 10 Zylindern (barrels) und Abstandsstücken (spacers)
ausgerüstet,
um 11 zylindrische Wellen (barrel shafts) aufzunehmen. Zylinder
1 ist ein 6-Durchmesser-Zufuhrzylinder (6 diameter feed barrel),
in den feuchtes Polycarbonatpulver eingebracht wird. Stabilisator
und wahlweise Farbkonzentrate werden in Zylinder 7 über eine
ZSB-40-Seitenzufuhr (side feeder) eingebracht. Zylinder 3 (der sich
zwischen Durchmesser 13 bis 16 befindet) wird mit Atmosphärendruck über eine
Entlüftungspresse
(vent stuffer) belüftet.
Zylinder 5 und 6 (die sich zwischen Durchmessern 21-28 befinden)
und Zylinder 9 (der sich zwischen Durchmessern 37-40 befindet) sind
mit Vakuumentlüftungen
ausgerüstet.
Dampf aus den stromabwärts
liegenden Entlüftungen
wird unter Verwendung eines Wärmeaustauschers
kondensiert.
-
Polycarbonatharzpulver,
aufweisend zwischen etwa 8 und etwa 12 Gew.-% Wasser, werden als
Rohmaterialien verwendet. Der Extruder wird in 9 Heizzonen mit dem
folgenden Solltemperaturprofil unterteilt: 220°C (Zone 1, Zylinder 2), 265°C (Zone 2,
Zylinder 3), 275°C
(Zone 3, Zylinder 4), 290°C
(Zone 4, Zylinder 5), 295°C
(Zone 5, Zylinder 6), 295°C
(Zone 6, Zylinder 7), 300°C
(Zone 7, Zylinder 8), 300°C
(Zone 8, Zylinder 9), 305°C
(Zone 9, Zylinder 10), 305°C
(Düse).
Die Polymerschmelztemperatur ist in einem Bereich zwischen etwa
300°C und
etwa 400°C.
Die Extruderschrauben sind wie in 1 gezeigt
ausgebildet. Die Extruderschraubenausführung weist einen Förderabschnitt,
bestehend aus anfänglich
sechs 110/55 SK unterschnittenen Schraubenelementen (undercut screw
elements) in Zylinder 1 auf um die Zufuhr des Polycarbonatpulvers zu
vereinfachen. Der Förderabschnitt
beinhaltet zusätzliche
Schraubenelemente, die von den anfänglichen sechs Elementen auf
reguläre,
nicht unterschneidende 80/80-Elemente (regular non-undercut) „übergehen". Der Pulverabdichtungsabschnitt
besteht aus vier 80/80-Elementen und drei 60/60 eng steigenden (narrow pitch)
Elementen, die sich zwischen Zylindern 3 und 4 befinden. Auf die
Pulverabdichtzone folgt ein Knet- und Schmelzabschnitt in Zylinder
4, bestehend aus zwei 45/5/30-Knetblöcken, einem 45/5/30-LH umgekehrt
steigenden (reverse pitched) Knetblock, einem 45/5/30-Knetblock
und einem 45/5/30-LH umgekehrt steigenden Knetblock. Ein signifikanter
Anteil des feuchten Pulvers wird in diesem Knet- und Schmelzabschnitt
geknetet und geschmolzen. Der freigesetzte Dampf, wenn das Polycarbonat
oberhalb seiner Glasübergangstemperatur geschert
und erhitzt wird, wird durch die Vakuumentlüftungen, die sich an den Zylindern
5 und 6 befinden, entlüftet.
-
Die
Vakuumentlüftungen
an Zylindern 5 und 6 werden typischerweise im Tandem bei einem Druck
zwischen etwa 350 und etwa 500 Torr betrieben. Das meiste in dem
Polymer anfänglich
vorhandene Wasser wird durch die an Zylindern 5 und 6 befindlichen
Vakuumentlüftungen
entfernt. Hinter den Vakuumentlüftungen
an Zylindern 5 und 6 passiert die Polymerschmelze eine Schmelzdichtung,
gebildet von 40/5/60 und 90/5/30 neutralen Knetelementen, die sich
zwischen Durchmessern 27 und 28 befinden (die Abstandshalter zwischen
Zylindern 6 und 7). Wahlweise können
Stabilisator und Farbkonzentrate über eine ZSB-40-Seitenzufuhr
in Zylinder 7 eingebracht werden (der sich zwischen Durchmessern
29 und 32 befindet). Zwei Turbinenmischelemente (TMEs) und das neutrale
90/5/30-Knetelement vereinfachen Vermischen und Bilden einer Schmelzdichtung. Eine
zusätzliche
Vakuumentlüftung
befindet sich an Zylinder 9 und wird bei einem Druck unterhalb etwa
200 Torr betrieben. Das in 1 gezeigte
Schraubedesign wird in den Beispielen 1 bis 4 verwendet.
-
In
Beispielen 1 bis 4 und Vergleichsbeispielen 1 bis 3 wird der Extruder
bei zwischen etwa 600 und etwa 1.000 Upm betrieben und bei zwischen
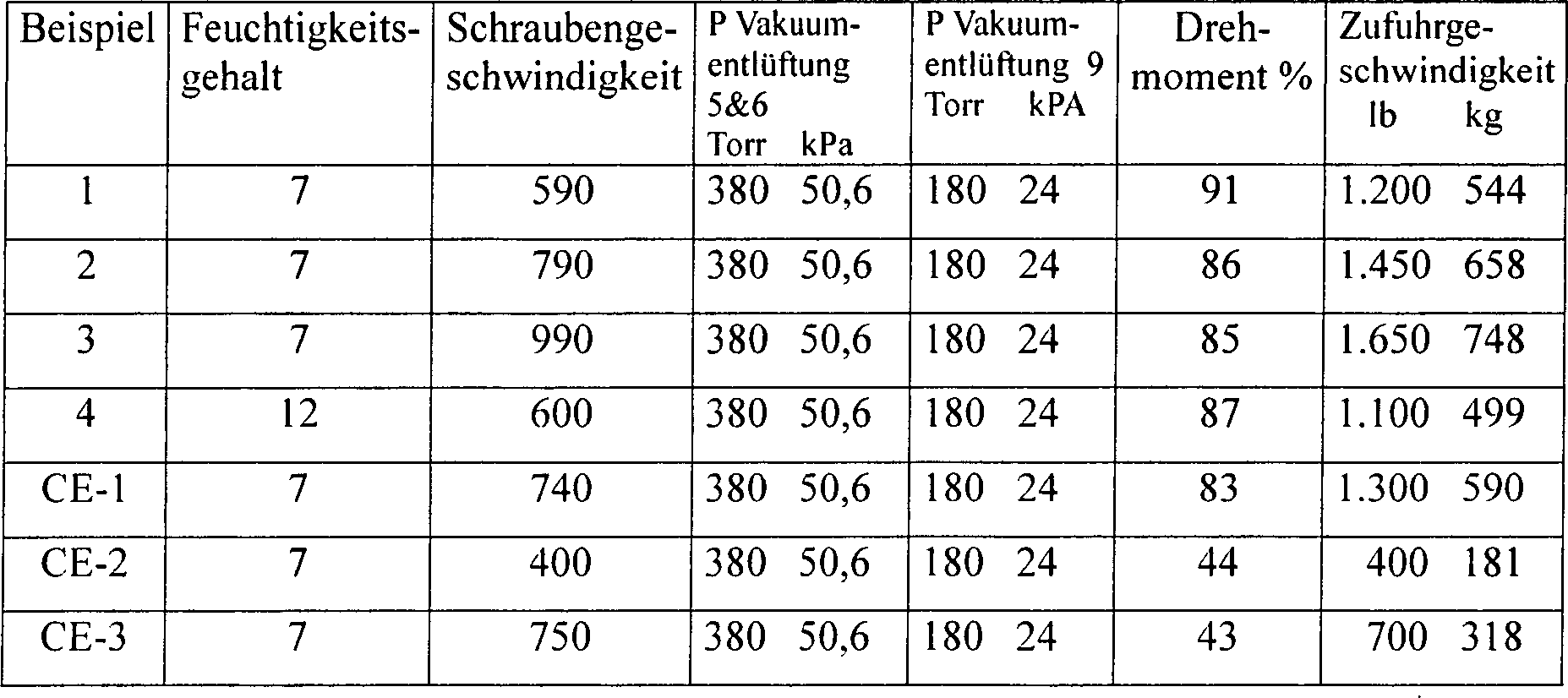
etwa 40 und etwa 90% des maximalen Drehmoments. Die Daten in Tabelle
1 zeigen, dass das Pulverdichtungsschraubendesign des erfindungsgemäßen Verfahrens
wirksam den Rückfluss
von Dampf, der aus dem feuchten Polycarbonatpulver während des
Knetens und Schmelzen freigesetzt wird, verhindert und einen schnellen
Durchsatz von Polymer mit Durchsatzraten zwischen etwa 499 kg und
788 kg (1.100 und etwa 1.650 Pfund) Polymerpulver je Stunde zur
Verfügung
stellt. Es wird im Wesentlichen kein Dampf beobachtet, der entweder
aus dem Extruderzufuhrhals oder der stromabwärts liegendenatmosphärischen
Entlüftung,
die sich an Zylinder 3 befindet, austritt. Die Extrusionsverarbeitung
ist stabil.
-
In
Tabelle 1 zeigt die Spalte „Feuchtigkeitsgehalt" die Menge an Wasser,
die in dem Ausgangspolycarbonatpulver vorhanden ist, und wird ausgedrückt in Gewichtsprozent. „Schraubengeschwindigkeit" wird ausgedrückt in Umdrehungen
pro Minute (Upm). Die Spaltenüberschrift „P Vakuumentlüftung 5&6" zeigt den Druck,
ausgedrückt
in Torr, bei dem die Vakuumentlüftungen,
die sich an den Zylindern 5 und 6 befinden, betrieben werden. Die
Spaltenüberschrift „P Vakuumentlüftung 9" zeigt den Druck,
ausgedrückt
in Torr, bei dem die Vakuumentlüftung,
die sich an Zylinder 9 befindet, betrieben wird. „Drehmoment%" zeigt den Prozentanteil des
maximal verfügbaren
Drehmoments. „Zufuhrgeschwindigkeit" ist ausgedrückt in Pfund
feuchtem Polycarbonat je Stunde und in Beispielen 1 bis 4 synonym
mit „Durchsatzrate". „CE-1" zeigt Vergleichsbeispiel
1. Andere Vergleichsbeispiele sind analog gekennzeichnet.
-
-
In
Vergleichsbeispielen 1 und 2 (CE-1, 2) wird ein Extruder eingesetzt,
der identisch ist mit dem in den Beispielen 1 bis 4 verwendeten,
mit dem Unterschied, dass die Pulverabdichtzone entfernt wurde und
alle Schraubenelemente in dem Abschnitt durch 110/55 SK-Elemente
ersetzt wurden. Signifikante Mengen an Dampf und Polycarbonatpulver
werden beobachtet, die aus dem stromaufwärts liegenden Stopfventil (das
sich an Zylinder 3 befindet) und Zufuhrtrichter austreten, da die
110/55 SK- unterschneidenden
Elemente mit einer hohen Steigung breite und tiefe Schraubenkanäle haben,
die dem Dampf erlauben, stromaufwärts zu wandern. Es wird beobachtet,
dass der aus dem Stopfventil und dem Zufuhrtrichter entweichende
Dampf Polycarbonatpulver aus dem Stopfventil und Zufuhrtrichter
heraus zwingt. Es wird gefunden, dass über 10% der gesamten Polycarbonatpulverzufuhr
in den Extruder in Vergleichsbeispiel 2 (CE-2) aus dem Stopfventil
und dem Zufuhrtrichter gezwungen wurde.
-
In
Vergleichsbeispiel 3 (CE-3) ist die Extruderschraubenkonfiguration
identisch zu der in Beispiel 2 verwendeten. Die Betriebsbedingungen
sind ebenfalls identisch zu den Betriebsbedingungen, wie sie in
Beispiel 2 verwendet werden, mit der Ausnahme, dass die Zufuhrgeschwindigkeit
317 kg (700 Pfund) je Stunde feuchtes Polycarbonatpulver anstelle
von 658 kg (1.450 Pfund) je Stunde ist. Es wird beobachtet, dass
Dampf aus dem stromaufwärts
liegenden Ventil an Zylinder 3 und dem Zufuhrtrichter austritt.
Dies ist die Folge aus der Tatsache, dass unter den eingesetzten
Betriebsbedingungen die Pulverabdichtzone nicht vollständig durch das
Polycarbonatpulver gefüllt
ist und demzufolge keine Pulverdichtung erzeugt wurde. In Abwesenheit
der Pulverdichtung wird der erzeugte Dampf, wenn das Polycarbonat
Temperaturen oberhalb des Siedepunktes von Wasser unterzogen wird,
stromaufwärts
entlang dem Extruderschraubenkanal wandern lassen und tritt an dem
Ventil an Zylinder 3 und dem Zufuhrtrichter aus.
-
Beispiel 5
-
Feuchtes
Bisphenol A-Polycarbonatpulver mit einem gewichtsmittleren Molekulargewicht
von etwa 55.000 Dalton (bestimmt durch Gelpermeationschromatografie
gegenüber
Polystyrolstandards), enthaltend 7 Gew.-% Wasser und 100 Teile je
Million Methylenchlorid, und trockenes Bisphenol A-Polycarbonatpulver,
enthaltend etwa 0,3 Gew.-% Wasser und mit einem gewichtsmittleren
Molekulargewicht von etwa 38.500 Dalton (bestimmt durch Gelpermeationschromatografie
gegenüber
Polystyrolstandards) werden in einen 58 mm corotierenden, ineinandergreifenden,
10-zylindrigen Zwillingsschraubenextruder, ausgerüstet und
betrieben, sofern nicht anders angegeben, wie in Beispiel 2, mit
einem Gewichtsverhältnis
von 65:35 von feuchten zu trockenen Harzen mit einer Gesamtdurchsatzgeschwindigkeit
von 680 kg (1.500 Pfund) je Stunde zugeführt. Die Schraubengeschwindigkeit
ist 800 Upm und das Drehmoment ist 85% des maximal möglichen
Drehmoments. Ein Stabilisatorkonzentrat wird bei Zylinder 7 durch
einen Seitenstopfer zugegeben. Der Betrieb ist sehr stabil, und
kein Dampf wird an dem Ventil an Zylinder 3 oder an dem Zufuhrtrichter
beobachtet, und es gibt keine Zufuhrprobleme.
-
Beispiele 6 bis 11 und
Vergleichsbeispiele 4 bis 9
-
In
Beispielen 6 bis 11 und Vergleichsbeispielen 4 bis 9 wird ein 58
mm corotierender ineinandergreifender 10-zylindriger Zwillingsschraubenextruder,
ausgerüstet
und betrieben, außer
wenn anders angegeben, wie in Beispiel 2 eingesetzt. Der Extruder
wird bei etwa 500 Upm und bei etwa 85% des maximalen Drehmoments
betrieben. Die Durchsatzgeschwindigkeiten sind zwischen etwa 454
und 544 kg (1.000 und etwa 1.200 Pfund) Polymer je Stunde.
-
In
Beispielen 6 bis 11 wird feuchtes Bisphenol A-Polycarbonatpulver,
hergestellt durch Grenzflächenpolymerisation,
Extrusionsentgasung unterzogen, wobei das genannte Polycarbonat
etwa 7 Gew.-% Wasser und zwischen etwa 1 und etwa 100 Teile je Million
Methylenchlorid aufweist. Ein Hydrolysekatalysator, Tetrabutylphosphoniumhydroxid,
wird in deionisiertem Wasser auf eine 1%ige Lösung verdünnt und wird in den Extruder
unter Verwendung einer Einspritzdüse, die sich in der Abstandshalterplatte
zwischen Zylinder 1 und Zylinder 2 befindet, in einer Menge eingespritzt,
die zu zwischen etwa 25 und etwa 50 Teilen je Million, bezogen auf
das Gewicht des eingesetzten feuchten Polycarbonats, korrespondiert.
In Vergleichsbeispielen 4 bis 9 wird trockenes Polycarbonatpulver,
aufweisend weniger als etwa 0,5 Gew.-% Wasser und zwischen etwa
1 und etwa 100 Teile je Million Methylenchlorid, den Bedingungen
der Extrusionsentgasung unterzogen. Ein Hydrolysekatalysator, Tetrabutylphosphoniumhydroxid,
wird in deionisiertem Wasser auf eine 1%ige Lösung verdünnt und wird in den Extruder
unter Verwendung einer Einspritzdüse eingespritzt, die sich in
der Abstandshalterplatte zwischen Zylinder 1 und Zylinder 2 befindet,
in einer Menge, die zu zwischen etwa 25 und etwa 200 Teilen je Million
Tetrabutylphosphoniumhydroxid, bezogen auf das Gewicht des eingesetzten
Polycarbonats, korrespondiert.
-
Daten
für Beispiele
6 bis 11 und Vergleichsbeispiele 4 bis 9 werden in Tabelle 2 gesammelt,
wobei „Katalysatorgehalt" die Menge an Tetrabutylphosphoniumhydroxid
anzeigt, das während
der Extrusion vorhanden ist. Werte von Katalysatorgehalten sind
in Teilen je Million (ppm) ausgedrückt. Das gewichtsmittlere Molekulargewicht
MW, bestimmt durch Gelpermeationschromatografie
unter Verwendung von Polystyrolmolekulargewichtsstandards und Chloroform
als Eluent, ist für
das Polycarbonat folgend auf die Extrusion angegeben. Werte, die
für MW angegeben sind, sind in Gramm je Mol. „% Feuchtigkeit" bedeutet die Menge
an Wasser, die in dem Polycarbonat folgend auf die Extrusion vorhanden
ist. Werte von „%
Feuchtigkeit" werden
in Gewichtsprozent Wasser ausgedrückt und werden bestimmt durch
thermisch-gravimetrische Analyse. Die Spaltenbezeichnungen „CH2Cl2" und „[OH]" zeigen die Mengen
an restlichem Methylenchlorid bzw. Hydroxylgruppenkonzentrationen,
die im Polycarbonat folgend auf die Extrusion vorhanden sind. Die
für „CH2Cl2" und „[OH]" gegebenen Werte
werden in Teilen je Million ausgedrückt und werden bestimmt durch
Gaschromatografie bzw quantitative Infrarotspektroskopie.
-
-
Die
Daten in Tabelle 2 machen deutlich, dass das Molekulargewicht des
Polycarbonats eingestellt werden kann, während es der Extrusionsentgasung
unterzogen wird, sowie die größere Wirksamkeit
der Katalysatorverwendung, wenn die Molekulargewichtseinstellung
während
der Extruderentgasung des feuchten Polycarbonatpulvers ausgeführt wird,
im Vergleich zur Molekulargewichtsteinstellung unter Verwendung
von trockenem Polycarbonatpulver. Dieser Effekt wird weiter veranschaulicht
in 2, wo der Zusammenhang zwischen Katalysatorbeladung
und dem Molekulargewicht des Polycarbonats, das nach Extrusion des
feuchten Polycarbonats, das in den Beispielen 6 bis 11 verwendet
wird (gekennzeichnet mit „7%
feuchtes Pulver")
erhalten wird und dem trockenen Polycarbonat, verwendet in Vergleichsbeispielen
4 bis 9 (gekennzeichnet mit „trockenes
Pulver"), gezeigt
wird.
-
Die
Daten in Tabelle 2 machen weiterhin deutlich, dass Hydroxylendgruppenkonzentrationen
in den Polycarbonatzusammensetzungen, folgend auf die Extrusion,
im Wesentlichen die gleiche ist für Polycarbonatzusammensetzungen,
die ähnliche
Molekulargewichte besitzen, was darauf hinweist, dass die Molekulargewichtsreduktion
sowohl in Beispielen 6 bis 11 als auch in Vergleichsbeispielen 4
bis 9 durch den gleichen Mechanismus auftritt. Dieser Effekt wird
veranschaulicht in 34, in der die
Konzentration der OH-Endgruppen, die in den extrudierten Polycarbonatproben
vorhanden sind, die in den Beispielen 6 bis 11 und Vergleichsbeispielen
4 bis 9 erhalten werden, gegen das gewichtsmittlere Molekulargewicht
der genannten Polycarbonatproben aufgetragen ist.
-
Die
Daten in Tabelle 2 machen auch die Wirksamkeit des erfindungsgemäßen Verfahrens
bei der Reduzierung des Gehalts an restlichem Lösungsmittel, das im Polycarbonat
vorhanden ist, deutlich. Es wird gezeigt, dass Beispiele 6 bis 11
frei von nachweisbaren Gehalten an restlichem Methylenchlorid sind.
Das Symbol „nd" zeigt, dass Methylenchlorid,
falls in der Polycarbonatzusammensetzung folgend auf die Extrusionsentgasung
vorhanden, in einer Konzentration von unterhalb 0,05 ppm, der Nachweisgrenze
für Methylenchlorid im
Polycarbonat durch das eingesetzte Gaschromatografieverfahren, vorhanden
ist. Die für
Vergleichsbeispiele 4 bis 9 gegebenen Daten zeigen die Gegenwart
von nachweisbaren Gehalten von Methylenchlorid in Proben, die durch
die Extrusionsentgasung von Polycarbonatproben hergestellt wurden,
die weniger als 0,5 Gew.-% Wasser enthalten, der oberen Grenze des
Feuchtigkeitsgehalts des trockenen Polycarbonatpulvers, das in Vergleichsbeispielen
4 bis 9 eingesetzt wird.
-
Beispiel 12
-
Eine
Mischung aus 504 kg (1.111 Pfund) feuchtem Bisphenol A-Polycarbonatpulver
mit einem gewichtsmittleren Molekulargewicht von etwa 25.000 Dalton
(bestimmt durch Gelpermeationschromatografie gegenüber Polystyrolstandards),
enthaltend 10 Gew.-% Wasser und 100 Teile je Million Methylenchlorid,
wird mit 1.000 Pfund trockenem 1,1-Bis(4-hydroxy-3-methyl)cyclohexan-polycarbonat
(BCC-Polycarbonat)-pulver mit einem gewichtsmittleren Molekulargewicht
von etwa 25.000 Dalton (bestimmt durch Gelpermeationschromatografie
gegenüber
Polystyrolstandards) vermischt und die Mischung als ein Pulver in
einen 58 mm corotierenden, ineinandergreifenden, 10-zylindrigen
Zwillingsschraubenextruder eingebracht, der ausgerüstet und
betrieben wird wie in Beispiel 1. Die Mischung wird mit einem maximalen
Durchsatz von etwa 467 kg (1.030 Pfund) je Stunde bei etwa 600 Upm
extrudiert. Die prozentuale Verwendung des maximal verfügbaren Drehmoments
ist in einem Bereich zwischen etwa 70 und etwa 95%. Ein Polycarbonatblend
aus Bisphenol A-Polycarbonat und BCC-Polycarbonat wird hergestellt,
wobei der genannte Blend weniger als 0,5 Gew.-% Wasser und weniger
als 1 Teil je Million Methylenchlorid aufweist, wobei der genannte
Blend eine Tg von zwischen 132 und 140°C hat.
 ist, wobei R2 und R3 unabhängig voneinander ein Wasserstoffatom, C1-C20 Alkylgruppe, C1-C20 Cycloalkylgruppe oder C4-C20 Arylgruppe sind, oder R2 und R3 zusammen einen C4-C20 cycloaliphatischen Ring bilden, der wahlweise durch eine oder mehrere C1-C20 Alkyl, C6-C20 Aryl, C5-C21 Aralkyl, C5-C20 Cycloalkylgruppen oder eine Kombination davon substituiert ist. Bisphenol A-Polycarbonat ist bevorzugt.
ist, wobei R2 und R3 unabhängig voneinander ein Wasserstoffatom, C1-C20 Alkylgruppe, C1-C20 Cycloalkylgruppe oder C4-C20 Arylgruppe sind, oder R2 und R3 zusammen einen C4-C20 cycloaliphatischen Ring bilden, der wahlweise durch eine oder mehrere C1-C20 Alkyl, C6-C20 Aryl, C5-C21 Aralkyl, C5-C20 Cycloalkylgruppen oder eine Kombination davon substituiert ist. Bisphenol A-Polycarbonat ist bevorzugt.