JP4252016B2 - 押出機 - Google Patents
押出機 Download PDFInfo
- Publication number
- JP4252016B2 JP4252016B2 JP2004182905A JP2004182905A JP4252016B2 JP 4252016 B2 JP4252016 B2 JP 4252016B2 JP 2004182905 A JP2004182905 A JP 2004182905A JP 2004182905 A JP2004182905 A JP 2004182905A JP 4252016 B2 JP4252016 B2 JP 4252016B2
- Authority
- JP
- Japan
- Prior art keywords
- kneading
- segment
- devolatilization
- downstream side
- flight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/765—Venting, drying means; Degassing means in the extruder apparatus
- B29C48/766—Venting, drying means; Degassing means in the extruder apparatus in screw extruders
- B29C48/767—Venting, drying means; Degassing means in the extruder apparatus in screw extruders through a degassing opening of a barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/488—Parts, e.g. casings, sealings; Accessories, e.g. flow controlling or throttling devices
- B29B7/489—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/74—Mixing; Kneading using other mixers or combinations of mixers, e.g. of dissimilar mixers ; Plant
- B29B7/7476—Systems, i.e. flow charts or diagrams; Plants
- B29B7/7495—Systems, i.e. flow charts or diagrams; Plants for mixing rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/84—Venting or degassing ; Removing liquids, e.g. by evaporating components
- B29B7/845—Venting, degassing or removing evaporated components in devices with rotary stirrers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/04—Particle-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/402—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders the screws having intermeshing parts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
前記連続混練機には、混練スクリュー体が単軸のものや2軸のものがある。
2軸連続混練機は、互いに連通する左右一対の混練室を内部に有するバレル体と、混練室内に回転自在に挿通された左右一対の混練スクリュー体と、混練室内に材料を供給すべくバレル体の上流側に接続された供給手段を備えている。
特許文献1に記載された2軸連続混練機も前述の構成を備えたものであって、成分調整の目的で材料から強制的に揮発分や水分を取り除くべく、真空吸引用の開口(真空ベント)を備えているものとなっている。真空ベントから吸気することで混練室内を負圧とし、材料の脱揮を促進すると共に真空ベントを介して強制的に揮発分を外部に導出するようになっている。
そこで、本発明は、材料からの効果的な脱揮が行えるようにした押出機を提供することを目的とする。
すなわち、本発明における課題解決のための技術的手段は、混練室を内部に有するバレル体と、複数のセグメントからなると共に前記混練室内に回転自在に挿通され且つ回転することで材料を混練しつつ上流側から下流側へ送る混練スクリュー体とを有する押出機において、前記混練スクリュー体には、材料を下流側に移送可能なように捩れた混練フライトを有すると共にこの混練フライトで材料を下流側に送りつつ練り混ぜて揮発分を分離する脱揮セグメント部が備えられ、前記バレル体には、当該脱揮セグメント部が挿通している混練室に通じる真空吸引用の開口が設けられ、前記脱揮セグメント部の上流側及び前記開口の下流側のそれぞれに、材料が混練室内に充満する充満部が設けられていることを特徴とする。
換言すれば、本発明は、充満部で気密性を保持された混練室内に、材料を下流側に送る方向に捩れた混練フライトを備える脱揮セグメント部を設けたものである。ゆえに、かかる脱揮セグメント部は、混練フライトで材料を下流側に送りつつ練り混ぜて、材料の表面更新を行い、さらに当該表面更新による揮発分の分離を促進するような作用効果を奏するものとなっている。
好ましくは、前記充満部の下流側には、下流側へ送られる材料の流れに対して抵抗となる抵抗体が設けられ、この抵抗体により、前記充満部に材料が充満し気密性が保たれるようにするとよい。
こうすることで、抵抗体を構成するセグメント(スクリューセグメントやロータセグメント)のフライトは、材料を上流側に移送可能な逆ネジ状態で捩れているため、上流側から移送されてきた材料はこの部分で滞留し、当該抵抗体の上流側に材料の充満率の高い充満部が形成され、かかる充満部の前後空間(上流側空間と下流側空間)を圧力的に確実に遮断でき、隣接する脱揮セグメント部を確実にシールすることが可能となる。
これにより、上流側から移送されてきた材料は、流路抵抗の大きいダイス、オリフィス、移送配管及び濾過装置などの排出部材で流路抵抗を受け、排出部材の上流側で充満部を形成する。かかる充満部は、前後空間(上流側空間と下流側空間)を圧力的に確実に遮断でき、隣接する脱揮セグメント部を確実にシールすることが可能となる。
また、本発明における課題解決のための技術的手段は、前記脱揮セグメント部は、径方向で互いに反対向きに突出する一対の混練フライトを備えた2条翼ロータセグメントからなり、前記混練室内壁への材料の薄膜形成とその掻き取りをすることで材料からの揮発分の分離を促進させるべく、前記混練フライトの先端部には、材料の薄膜形成が可能となるように混練室内壁とのチップクリアランスが大きく設定された低位チップ部と、前記薄膜を掻き取り可能なように混練室内壁とのチップクリアランスが小さく設定されている高位チップ部とが形成されていることを特徴とする。
なお好ましくは、前記バレル体の内部には互いに連通する一対の混練室が設けられており、前記混連室のそれぞれに混練スクリュー体が同方向に回転自在であるように挿通され、両混練スクリュー体は互いに噛み合うように配置するとよい。
また、前記脱揮セグメント部は、混練スクリュー体の軸芯方向で隣り合う各セグメントが、それぞれに備えられたフライトの側面が互いに段差なく連続するように連設されてなることを特徴とする。
なお、好ましくは、前記2条翼ロータセグメントのフライトの捩れ角は、混練スクリュー体の軸芯方向に対して0°より大きく60°以下の範囲とするとよい。
また、本発明に係る押出機は、混練室を内部に有するバレル体と、複数のセグメントからなると共に前記混練室内に回転自在に挿通され且つ回転することで材料を混練しつつ上流側から下流側へ送る混練スクリュー体とを有する押出機において、前記混練スクリュー体には、材料を下流側に移送可能なように捩れた混練フライトを有すると共にこの混練フライトで材料を下流側に送りつつ練り混ぜて揮発分を分離する脱揮セグメント部が備えられ、前記バレル体には、当該脱揮セグメント部が挿通している混練室に通じる真空吸引用の開口が設けられ、前記脱揮セグメント部の上流側及び前記開口の下流側のそれぞれに、材料が混練室内に充満する充満部が設けられており、前記脱揮セグメント部は、径方向で互いに反対向きに突出する一対の混練フライトを備えた2条翼ロータセグメントからなり、前記混練室内壁への材料の薄膜形成とその掻き取りをすることで材料からの揮発分の分離を促進させるべく、前記混練フライトの先端部には、材料の薄膜形成が可能となるように混練室内壁とのチップクリアランスが大きく設定された低位チップ部と、前記薄膜を掻き取り可能なように混練室内壁とのチップクリアランスが小さく設定されている高位チップ部とが形成されているのが好ましい。
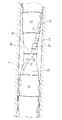
図1〜図4は本発明に係る同方向回転噛み合い型の2軸押出機1を示したものである。本押出機は、左右一対の混練スクリュー体2,2と、これらの混練スクリュー体2,2を回転自在に支持するバレル体3とを有している。バレル体3は複数のバレルセグメント4を軸心方向に接続して構成されている。
なお、説明において、図1の右側を上流側又は前側と呼び、図1の左側を下流側又は後側と呼ぶ。
バレル体3の上流側には材料供給口6が形成されており、この供給口6に接続したホッパー7を介して材料(被混練材)8を混練室5に供給する。ホッパー7の下流側にあるバレル体3には、投入された材料8を溶融するための電気ヒーターや加熱した油を用いた加熱装置(図示せず)が設けられており、高温となったバレル体3内を材料8が搬送されつつ融解するようになっている。
バレル体3の混練室5には、混練スクリュー体2がそれぞれ噛み合って回転するように挿通されており、この混練スクリュー体2が同方向に回転することで材料8を混練しつつ上流側から下流側へ送るようになっている。
図1に示すように、混練スクリュー体2は、上流側から第1送り部18、第1混練部19、第2送り部23、第1抵抗部24、脱揮部25、第2充満部28、第2抵抗部35となっており、第1抵抗部24、第2抵抗部35は、脱揮部25の上流側及び下流側に材料8を充満させるために、材料8の下流側への流れに対して抵抗となる抵抗体である。この抵抗体によって材料の流れが妨げられることで材料8の充満部が形成され、該充満部で脱揮部25の気密性が保たれるようになる。
第1送り部18は、スリューセグメントのフライト間で形成された溝部29で、材料8を下流側に搬送する機能を有しているが、同材料8を混練する機能はほとんど無い。
ニーディングセグメント15は、平板状の複数枚のニーディングディスクを互いに接合することによって構成されている。ニーディングディスクのフライトは、前記スクリューセグメント13と同じ断面を有すると共にチップクリアランス(フライト先端部と混練室内壁30との隙間)の極めて小さい2条翼タイプで、軸芯と平行に延びるように形成されている。このため、当該ニーディングセグメント15を通過する材料8は、チップクリアランスを通過する際に高い剪断力を受けて混練されることになる。
戻しセグメント14Bは、前記送りセグメント14Fのフライト20をちょうど逆向きに捩じった形状に形成されており、材料8を上流側に戻しながら混練することで混練室5内の材料8の充満率を増大させて混練度合いを高めるように働く。
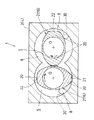
図3に示すように、ロータセグメント14のフライト20は、チップクリアランスが小さい高位チップ部21と、チップクリアランスが大きい低位チップ部22とを軸心方向に交互に並設することによって構成されている。混練スクリューが回転したときに、高位チップ部21のチップクリアランスを材料8が通過することで、材料8に対して大きな剪断力を付与し、混練室5の内面30に付着した材料8の表層を掻き落とす機能を有する。
送りセグメント14Fのフライト20の捩じれ角度は軸心方向に対して約30度に設定され、かつ、戻しセグメント14Bのフライト20の捩じれ角度はその逆の約−30度に設定されている。
前記第1混練部19の下流側は、第2送り部23となっている。
第2送り部23は、第1送り部18と略同様にスクリューセグメント13から構成されており、上流側部分23Aは、第1スクリューセグメント13と略同様な作用を奏する。
この第2送り部23は更に下流側部分23Bを有しており、その下流側部分23Bには隣接して、第1抵抗部24が設けられている。
脱揮部25は、材料8中に存在する揮発分を蒸発させ外部に放出する役目を有し、この脱揮作用により材料8の成分調整がなされる。本実施形態の脱揮部25は、上流側の脱揮セグメント部26とその下流側に位置する第3送り部27とからなっている。
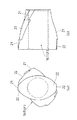
脱揮セグメント部26は、径方向で互いに反対向きに突出する一対のフライト20を備えた2条翼ロータセグメント16群から構成されている。この2条翼ロータセグメント16は、第1混練部19に用いられていた送りセグメント14Fと略同一形状を有するものであって、材料8を練り混ぜる機能を有しており、図4に示すように、軸芯方向で隣り合うセグメント間で段差ができないように連設されている。ゆえに、軸芯方向で隣り合うフライト20及びフライト20間に形成された溝部29は連続するようになり、脱揮セグメント部26は全体が滑らかなネジ状となっている。
前記フライト20の先端には、材料8の薄膜形成とその掻き取りをすることで材料8の脱揮をさらに促進するべく、材料8の薄膜形成が可能なように混練室5とのチップクリアランスが広く設定された低位チップ部22と、前記薄膜の掻き取りが可能なように混練室5とのチップクリアランスが狭く設定されている高位チップ部21とが形成されている。図3に示すように、一方のフライト20の前後両側が高位チップ部21で且つ中央部が低位チップ部22となっている場合、他方のフライト20は、その前後両側が低位チップ部22で且つ中央部が高位チップ部21となっている。こうすることで、脱揮セグメント部26は軸芯方向及び周方向で変化するチップ部を備えることになる。
高位チップ部21と低位チップ部22との形状は第1混練部19の送りセグメント14Fと略同一である。
2条翼ロータセグメント16のフライト20の捩れ角は、混練スクリュー体2の軸芯方向に対して0°より大きく60°以下の範囲となっている。なお、捩れ角とは、軸方向に対するフライト20頂部の傾き角であって、2条翼ロータセグメント16の展開図において、フライト20頂部が軸方向から傾斜した角度である。これにより、脱揮セグメント部26の螺旋形状はその軸芯に対して緩やかなものとなると同時に溝部29も緩やかな螺旋で、溝部29により形成される流路の全長がスクリューセグメント13に比して短くなり、ひいては後述する真空吸引用の開口10までの流動抵抗が小さいものとなっている。
前記脱揮セグメント部26の隣接下流側には、脱揮部25を構成する第3送り部27が設けられている。この第3送り部27は、第1送り部18と略同一の構成を有しており、材料8を下流側に送る機能を有している。
この真空ベント10を介して前記脱揮部25を減圧することで、材料8からの脱揮が行われる。前記脱揮セグメント部26のフライト20の側面とバレル内面30とで形成される空間である溝部29は、真空ベント10に通じるようになっており、材料8から蒸発した脱揮分は、この溝部29を流路として通じて真空ベント10に流れ込み、外部に排出されるようになる。前述の如く、当該溝部29はその流路長さが短い上に滑らかな流路を形成しているため、同じL/D(Lは脱揮セグメント部26の長さ、Dは混練室5の直径)のスクリューセグメントに比べて揮発分の流れに対する流動抵抗が少なく、真空ベント10からの減圧による脱揮効果が脱揮セグメント部26全域に及ぶようになっている。
第2充満部28は、下流側へゆくにしたがってフライトピッチが密になるように配置されたスクリューセグメント13群からなっており、詳しくは、図1に示すように、上流側からフライトの配置ピッチが異なる4つのスクリューセグメント13が連なるように配設されており、もっとも上流側のセグメントは前記第3送り部27を構成するスクリューセグメント13と略同一フライトピッチであり、後3つのセグメントは順にピッチ間隔が短いものとなっている。
以上のように、材料8の混練機能を有すると共に材料8が充満せず下流側へ移送可能に捩れたフライトを有するセグメントから構成された脱揮セグメント部26を設けることで、材料8の表面更新工程を積極的に揮発分の分離促進工程に利用し、同時に脱揮セグメント部26に対応する混練室5を長い範囲(全域)に亘って真空吸引するための負圧領域として利用することができる。
なお、脱揮セグメント部26の混練フライト20には、混練室内壁30への材料8の薄膜形成とその掻き取りを行うように低位チップ部22と高位チップ部21とが設けられている。このため、通常の混練フライトを用いる場合よりも更に表面更新作用が発揮される。
次に、本実施形態の2軸連続押出機1の作動態様について説明する。
2軸押出機1によってプラスチックコンパウンド等の複合樹脂材料を製造するには、まず、合成樹脂製のペレット等よりなる材料8をバレル体3の上流側ホッパー7に供給し、その材料8を第1送り部18で下流側に移送しながら加熱装置9で加熱し、さらに、第1混練部19で混練して溶融させる。
第1混練部19で混練が終わった材料8は、第2送り部23で下流側に移送され脱揮部25へと導入される。脱揮部25では、真空ベント10によって混練室5内は減圧状態となっており材料8は、脱揮セグメント部26で練り混ぜられて表面が更新されながら強制的に脱揮される(脱気・脱水される)。
また、高位チップ部21を材料8が通過する際には、材料8に高いせん断の加えられることになるため、内部に含まれている充填剤あるいは添加剤などの凝集体、又はポリマーゲルなどを効果的に拡散させ複合樹脂材料内に混合させることができるようになる。すなわち、当該脱揮セグメント部26では、混練物の脱揮・乾燥と同時に充填剤、ポリマーゲルなどの分散・混合を図ることができる。
真空ベント10からの吸引による減圧状態は、第3送り部27に移送された材料8に対しても及び、その部分でも脱揮が行われるようになる。
脱揮が終わった材料8は、ダイス35から押し出される。
図5は、本発明の第2実施形態に係る2軸連続押出機を示している。
本実施形態の押出機1が第1実施形態と異なる点は、複数の脱揮部31,32,34と中間抵抗部33,33(抵抗体)を有することである。
各脱揮部31,32,34は、第1実施形態の第1脱揮部31と略同様の構成を有しており、それぞれに設けられた真空ベント10を介して材料8からの脱揮を行うものとなっている。各抵抗部24,33,33も第1実施形態の抵抗部24,35と略同様の働きをしてその上流側に材料8を充満させ充満部としシール性を高めるようにしている。
なお、本実施形態の場合、第1混練部19の長さはL/D=10(Lは混練部の長さ、Dは混練室の直径)としており、第2および第3混練部の長さはL/D=4としている。第1混練部19の長さを長くしているのは、材料8中への添加物の分散効果を高める狙いがある。脱揮を主目的とした場合には、L/D=2〜10程度でも十分な効果を得ることが可能である。
なお、本発明は前記した各実施形態に限定されるものではない。
すなわち、本発明は、3条翼や単翼タイプのセグメントを採用した押出機にも採用することができる。単軸押出機に適用してもよい。
また、各抵抗部24,33は逆ネジのスクリューセグメント13から構成されているが、これに限定されず材料8の下流側への流れに対する抵抗となり、且つ材料8を滞留させて充満部を作るものであればよく、逆ネジのロータセグメント14で構成されていてもよい。第2抵抗部35はダイスで構成されているが、オリフィス、移送配管、濾過装置など材料8の下流側への流れに対する抵抗となるものであれば何ら問題はない。
第1実施形態で述べた2軸押出機1を用いて、材料8を実際に混練した例を以下述べる。
材料8はポリスチレン樹脂であって、その中に含まれるエチルベンゼンおよびスチレンモノマーを脱揮部25で脱揮するようにしている。まず、第1混練部19にてポリスチレンを可塑化・溶融し、脱揮部25ではポリスチレンを前方に向かって送りながら揮発成分であるエチルベンゼン、スチレンモノマーを蒸発させ、真空ポンプを用いて真空ベント10から吸引することで外部に排出するようにした。
当該押出機1から排出されたポリスチレンをストランドカット方式にて造粒し、エチルベンゼンおよびスチレンモノマーの含有率を測定したところ、エチルベンゼン含有率は0.054%、スチレンモノマー含有率は、0.0012%となっていた。原料ポリスチレン中に含まれるエチルベンゼンおよびスチレンモノマーの含有率は、0.98%および0.042%であり、効果的な脱揮が行われたことが判明した。
[実施例2]
材料8はポリスチレン樹脂であって、カーボンブラックを混合したコンパウンドを製造した例を示す。押出機1としては第2実施形態で説明したものを用い、混練スクリュー体2の直径は46mm、全長はL/D=54である。
材料押し出し量150kg/h、スクリュー回転数400rpm、混練物の温度228℃の条件下での混練作業の結果として、スチレンモノマー含有率0.001%以下の揮発性物質の含有率が少なく且つカーボン分散度の優れたコンパウンドが製造できた。
2 混練スクリュー体
3 バレル体
5 混練室
8 材料
10 真空吸引用の開口(真空ベント)
13 スクリューセグメント
16 2条翼ロータセグメント
20 (ロータセグメントの)フライト
21 高位チップ部
22 低位チップ部
23B 第1充満部
24 第1抵抗部
25 脱揮部
28 第2充満部
35 第2抵抗部(排出部材)
Claims (7)
- 混練室(5)を内部に有するバレル体(3)と、複数のセグメント(13)(14)(15)(16)からなると共に前記混練室(5)内に回転自在に挿通され且つ回転することで材料(8)を混練しつつ上流側から下流側へ送る混練スクリュー体(2)とを有する押出機において、
前記混練スクリュー体(2)には、材料(8)を下流側に移送可能なように捩れた混練フライト(20)を有すると共にこの混練フライト(20)で材料(8)を下流側に送りつつ練り混ぜて揮発分を分離する脱揮セグメント部(26)が備えられ、
前記バレル体(3)には、当該脱揮セグメント部(26)が挿通している混練室(5)に通じる真空吸引用の開口(10)が設けられ、
前記脱揮セグメント部(26)の上流側及び前記開口(10)の下流側のそれぞれに、材料(8)が混練室(5)内に充満する充満部(23B)(28)が設けられており、
前記脱揮セグメント部(26)は、径方向で互いに反対向きに突出する一対の混練フライト(20)(20)を備えた2条翼ロータセグメント(16)からなり、
前記混練室内壁(30)への材料(8)の薄膜形成とその掻き取りをすることで材料(8)からの揮発分の分離を促進させるべく、前記混練フライト(20)の先端部には、材料(8)の薄膜形成が可能となるように混練室内壁(30)とのチップクリアランスが大きく設定された低位チップ部(22)と、前記薄膜を掻き取り可能なように混練室内壁(30)とのチップクリアランスが小さく設定されている高位チップ部(21)とが形成されていることを特徴とする押出機。 - 前記充満部(23B)(28)の下流側には、下流側へ送られる材料(8)の流れに対して抵抗となる抵抗体が設けられ、この抵抗体により、前記充満部(23B)(28)に材料(8)が充満し気密性が保たれることを特徴とする請求項1に記載の押出機。
- 前記抵抗体は、材料(8)を上流側へ押し戻す方向に捩れたフライト(20)を有するセグメント(24)からなることを特徴とする請求項2に記載の押出機。
- 前記抵抗体は、材料(8)を外部に排出すると共に材料(8)が流入した際に流路抵抗を発生する排出部材(35)からなることを特徴とする請求項2に記載の押出機。
- 前記バレル体(3)の内部には互いに連通する一対の混練室(5)(5)が設けられており、前記混連室(5)(5)のそれぞれに混練スクリュー体(2)(2)が同方向に回転自在であるように挿通され、両混練スクリュー体(2)(2)は互いに噛み合うように配置されていることを特徴とする請求項1〜4のいずれかに記載の押出機。
- 前記脱揮セグメント部(26)は、混練スクリュー体(2)の軸芯方向で隣り合う各セグメント(16)(13)が、それぞれに備えられたフライトの側面が互いに段差なく連続するように連設されてなることを特徴とする請求項1〜5のいずれかに記載の押出機。
- 前記2条翼ロータセグメント(16)のフライト(20)の捩れ角は、混練スクリュー体(2)の軸芯方向に対して0°より大きく60°以下の範囲となっていることを特徴とする請求項1〜6のいずれかに記載の押出機。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004182905A JP4252016B2 (ja) | 2004-06-21 | 2004-06-21 | 押出機 |
| US11/149,198 US7419295B2 (en) | 2004-06-21 | 2005-06-10 | Extruder |
| DE102005028401.9A DE102005028401B4 (de) | 2004-06-21 | 2005-06-20 | Extruder |
| CN200510078659XA CN1721157B (zh) | 2004-06-21 | 2005-06-21 | 挤出机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004182905A JP4252016B2 (ja) | 2004-06-21 | 2004-06-21 | 押出機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006001252A JP2006001252A (ja) | 2006-01-05 |
| JP4252016B2 true JP4252016B2 (ja) | 2009-04-08 |
Family
ID=35514238
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004182905A Expired - Lifetime JP4252016B2 (ja) | 2004-06-21 | 2004-06-21 | 押出機 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7419295B2 (ja) |
| JP (1) | JP4252016B2 (ja) |
| CN (1) | CN1721157B (ja) |
| DE (1) | DE102005028401B4 (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3868757B2 (ja) * | 2001-04-25 | 2007-01-17 | 株式会社神戸製鋼所 | ゴム系組成物の混練装置および混練方法 |
| JP4252016B2 (ja) * | 2004-06-21 | 2009-04-08 | 株式会社神戸製鋼所 | 押出機 |
| WO2007006327A1 (en) * | 2005-07-12 | 2007-01-18 | Borealis Technology Oy | Counter-rotating twin screw extruder |
| JP4445478B2 (ja) * | 2006-03-10 | 2010-04-07 | 株式会社日本製鋼所 | プラスチック原料の可塑化混練押出機 |
| BRPI0712343B1 (pt) | 2006-06-09 | 2014-09-02 | Kobe Steel Ltd | Mola de aço com alta limpeza |
| JP4205127B2 (ja) * | 2006-11-28 | 2009-01-07 | 株式会社神戸製鋼所 | 混練スクリュー、2軸押出機、及び混練スクリューの組み立て方法 |
| DE502007003920D1 (de) * | 2006-12-14 | 2010-07-08 | Sulzer Chemtech Ag | Poröses Dosierelement mit Beschichtung |
| JP4907366B2 (ja) * | 2007-01-26 | 2012-03-28 | 株式会社神戸製鋼所 | 押出機用スクリュ、これに用いられる軸受セグメント、および押出機用スクリュを備える2軸押出機 |
| JP4746014B2 (ja) | 2007-07-09 | 2011-08-10 | 株式会社日本製鋼所 | 溶融混練脱揮押出機 |
| JP5085582B2 (ja) * | 2009-02-06 | 2012-11-28 | 株式会社日本製鋼所 | 脱揮用二軸スクリュ押出機 |
| ES2584514T3 (es) * | 2009-07-16 | 2016-09-28 | Blach Verwaltungs Gmbh & Co. Kg | Extrusora |
| US9481759B2 (en) | 2009-08-14 | 2016-11-01 | Boral Ip Holdings Llc | Polyurethanes derived from highly reactive reactants and coal ash |
| US8846776B2 (en) | 2009-08-14 | 2014-09-30 | Boral Ip Holdings Llc | Filled polyurethane composites and methods of making same |
| US9238723B2 (en) | 2010-10-29 | 2016-01-19 | Dow Global Technologies Llc | Melt devolatilization extrusion process |
| JP5675956B2 (ja) * | 2011-03-08 | 2015-02-25 | 日立マクセル株式会社 | 混練装置、及び熱可塑性樹脂成形体の製造方法 |
| JP5684063B2 (ja) * | 2011-07-28 | 2015-03-11 | 株式会社日本製鋼所 | 押出機における脱揮装置及び方法 |
| CN103890048B (zh) | 2011-09-27 | 2015-12-02 | 陶氏环球技术有限责任公司 | 熔体脱挥发分挤出方法 |
| SA112330882B1 (ar) * | 2011-09-28 | 2018-01-24 | ارلانكسيو دوتشلاند جى ام بى اتش. | جهاز لإزالة مكونات متطايرة من وسط يحتوي على بوليمر |
| CA2851349C (en) | 2011-10-07 | 2020-01-21 | Russell L. Hill | Inorganic polymer/organic polymer composites and methods of making same |
| JP6179318B2 (ja) * | 2012-09-26 | 2017-08-16 | 三菱ケミカル株式会社 | ポリカーボネート樹脂の製造方法 |
| JP5761871B2 (ja) * | 2013-08-23 | 2015-08-12 | 株式会社日本製鋼所 | 繊維強化樹脂組成物の製造に使用される二軸押出機及び繊維強化樹脂組成物の製造方法 |
| JP5619239B1 (ja) * | 2013-08-27 | 2014-11-05 | 株式会社日本製鋼所 | ベント式二軸混練押出装置及び方法 |
| JP6341921B2 (ja) * | 2013-09-26 | 2018-06-13 | 伏虎金属工業株式会社 | ブレンダ付きポンプ |
| JP6242232B2 (ja) | 2014-02-13 | 2017-12-06 | 株式会社神戸製鋼所 | 連続混練装置 |
| JP6251089B2 (ja) * | 2014-03-13 | 2017-12-20 | マクセルホールディングス株式会社 | 成形体の製造方法 |
| JP6198666B2 (ja) * | 2014-04-22 | 2017-09-20 | 宏平 澤 | 混練装置 |
| WO2016018226A1 (en) | 2014-07-28 | 2016-02-04 | Crocco Guy | The use of evaporative coolants to manufacture filled polyurethane composites |
| US9752015B2 (en) | 2014-08-05 | 2017-09-05 | Boral Ip Holdings (Australia) Pty Limited | Filled polymeric composites including short length fibers |
| WO2016118141A1 (en) | 2015-01-22 | 2016-07-28 | Boral Ip Holdings (Australia) Pty Limited | Highly filled polyurethane composites |
| WO2016195717A1 (en) | 2015-06-05 | 2016-12-08 | Boral Ip Holdings (Australia) Pty Limited | Filled polyurethane composites with lightweight fillers |
| JP6798101B2 (ja) | 2015-10-19 | 2020-12-09 | 住友ゴム工業株式会社 | 押出機 |
| WO2017082914A1 (en) | 2015-11-12 | 2017-05-18 | Boral Ip Holdings (Australia) Pty Limited | Filled polyurethane composites with size-graded fillers |
| US11273588B1 (en) * | 2017-10-13 | 2022-03-15 | Certainteed Llc | Extruder including rotating outlet and method of using the same |
| JP7172405B2 (ja) * | 2018-10-09 | 2022-11-16 | 東レ株式会社 | 熱可塑性樹脂組成物の製造方法 |
| EP4073126A4 (en) * | 2019-12-12 | 2023-12-20 | Archer Daniels Midland Company | ULTRA FINE STARCH OR GRAIN BASED FLOUR COMPOSITION AND ASSOCIATED METHODS |
| CN114272878B (zh) * | 2021-12-29 | 2024-02-13 | 万华化学集团股份有限公司 | 一种脱挥进料二合一装置、溶液聚合装置、聚合方法 |
| CN115317936B (zh) * | 2022-06-30 | 2024-09-20 | 武汉纺织大学 | 脱除pa6聚合熔体中单体和低聚物的薄膜蒸发器和方法 |
| CN117644594A (zh) * | 2023-11-30 | 2024-03-05 | 张家港市美特高分子材料有限公司 | 一种热塑性塑料的挤出造粒方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3917507A (en) * | 1971-02-22 | 1975-11-04 | Welding Engineers | Countercurrent combined liquid and vapor stripping in screw devolatilizer |
| US3985348A (en) * | 1975-01-14 | 1976-10-12 | W Bar E, Incorporated | Apparatus and method for feeding a powdery material to a plasticized, pressurized polymer |
| JPS5249267A (en) * | 1975-10-17 | 1977-04-20 | Japan Steel Works Ltd | Degassing modifying extruder |
| US4491417A (en) * | 1983-04-29 | 1985-01-01 | Usm Corporation | Devolatilizing mixing extruder |
| DE3744193C1 (de) * | 1987-12-24 | 1989-01-26 | Berstorff Gmbh Masch Hermann | Verfahren und Extruder zum Entgasen thermoplastischer Kunststoffschmelzen ueber einen weiten Viskositaetsbereich |
| CN2048820U (zh) | 1989-07-01 | 1989-12-06 | 北京化工学院 | 二阶式排气挤出机螺杆 |
| DE4021751A1 (de) * | 1990-07-07 | 1992-01-16 | Berstorff Gmbh Masch Hermann | Entgasungsextruder |
| JP2909577B2 (ja) * | 1993-10-29 | 1999-06-23 | トヨタ自動車株式会社 | 樹脂廃材の再生方法及び装置 |
| IT1283652B1 (it) * | 1996-08-02 | 1998-04-23 | Pomini Spa | Procedimento per la mescolazione ed estrusione in continuo di materiali polimerici con pre-mescolazione a secco del materiale e |
| JP3656957B2 (ja) | 2001-01-16 | 2005-06-08 | 株式会社神戸製鋼所 | 二軸連続混練機とこれによる混練方法 |
| JP3868757B2 (ja) * | 2001-04-25 | 2007-01-17 | 株式会社神戸製鋼所 | ゴム系組成物の混練装置および混練方法 |
| US6833096B2 (en) | 2001-08-29 | 2004-12-21 | General Electric Company | Method for removing water and other volatile components from polymer powders |
| KR100541042B1 (ko) * | 2002-09-04 | 2006-01-10 | 제일모직주식회사 | 난연 수지 조성물 펠렛을 제조하기 위한 압출기 설비 |
| JP4252016B2 (ja) * | 2004-06-21 | 2009-04-08 | 株式会社神戸製鋼所 | 押出機 |
-
2004
- 2004-06-21 JP JP2004182905A patent/JP4252016B2/ja not_active Expired - Lifetime
-
2005
- 2005-06-10 US US11/149,198 patent/US7419295B2/en active Active
- 2005-06-20 DE DE102005028401.9A patent/DE102005028401B4/de not_active Expired - Lifetime
- 2005-06-21 CN CN200510078659XA patent/CN1721157B/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE102005028401B4 (de) | 2016-11-10 |
| US7419295B2 (en) | 2008-09-02 |
| US20060003042A1 (en) | 2006-01-05 |
| DE102005028401A1 (de) | 2006-02-02 |
| CN1721157A (zh) | 2006-01-18 |
| CN1721157B (zh) | 2010-06-16 |
| JP2006001252A (ja) | 2006-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4252016B2 (ja) | 押出機 | |
| US6682213B2 (en) | Twin-screw continuous kneading apparatus and kneading method using the same | |
| CN112203818B (zh) | 混炼方法和混炼物 | |
| EP1156918B1 (en) | Screw extruder with improved dispersive mixing elements | |
| CN101037020B (zh) | 捏合挤出机 | |
| EP1711322B1 (en) | Apparatus for plasticating thermoplastics | |
| US8899820B2 (en) | Melting kneading devolatilizing extruder | |
| CN109789625A (zh) | 在优选为塑料的材料挤出时的脱气 | |
| US3085288A (en) | Material treating apparatus | |
| JP2010105285A5 (ja) | ||
| JP2009196303A (ja) | ニーディングディスクセグメント及び2軸押出機 | |
| JP2001129823A (ja) | 二軸連続混練機 | |
| CN104309095A (zh) | 双螺杆挤出机 | |
| JP3963042B2 (ja) | 連続混練機及び連続混練機のロータ | |
| US5356208A (en) | Screw element having shearing and scraping flights | |
| JP3812964B2 (ja) | 2軸押出機 | |
| US20030206482A1 (en) | Extrusion screw tip | |
| JP3530334B2 (ja) | 連続混練機及び連続混練機のロータ | |
| US20200055227A1 (en) | Vent Type Extruder and Method of Manufacturing Cable Jacket Using the Same | |
| CN102275285A (zh) | 螺杆三角形排列的差速锥形三螺杆挤出机 | |
| JP3204869B2 (ja) | 二軸混練押出機 | |
| CN101983121A (zh) | 挤压机和用于挤压聚合物的方法 | |
| JP2018504301A (ja) | スタッフィングスクリュー | |
| WO2004089587A1 (ja) | スクリュ式混練押出機 | |
| JPH021650B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4252016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130130 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130130 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |