CN1291467C - 电子器件的制造方法 - Google Patents
电子器件的制造方法 Download PDFInfo
- Publication number
- CN1291467C CN1291467C CNB011252278A CN01125227A CN1291467C CN 1291467 C CN1291467 C CN 1291467C CN B011252278 A CNB011252278 A CN B011252278A CN 01125227 A CN01125227 A CN 01125227A CN 1291467 C CN1291467 C CN 1291467C
- Authority
- CN
- China
- Prior art keywords
- electronic component
- chip
- wiring plate
- solder paste
- paste material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/60—Attaching or detaching leads or other conductive members, to be used for carrying current to or from the device in operation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L24/27—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/27—Manufacturing methods
- H01L2224/27001—Involving a temporary auxiliary member not forming part of the manufacturing apparatus, e.g. removable or sacrificial coating, film or substrate
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45144—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73201—Location after the connecting process on the same surface
- H01L2224/73203—Bump and layer connectors
- H01L2224/73204—Bump and layer connectors the bump connector being embedded into the layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/8319—Arrangement of the layer connectors prior to mounting
- H01L2224/83192—Arrangement of the layer connectors prior to mounting wherein the layer connectors are disposed only on another item or body to be connected to the semiconductor or solid-state body
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/14—Integrated circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/191—Disposition
- H01L2924/19101—Disposition of discrete passive components
- H01L2924/19105—Disposition of discrete passive components in a side-by-side arrangement on a common die mounting substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10636—Leadless chip, e.g. chip capacitor or resistor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10674—Flip chip
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/02—Details related to mechanical or acoustic processing, e.g. drilling, punching, cutting, using ultrasound
- H05K2203/0278—Flat pressure, e.g. for connecting terminals with anisotropic conductive adhesive
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/328—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49126—Assembling bases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49131—Assembling to base an electrical component, e.g., capacitor, etc. by utilizing optical sighting device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49133—Assembling to base an electrical component, e.g., capacitor, etc. with component orienting
- Y10T29/49137—Different components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49139—Assembling to base an electrical component, e.g., capacitor, etc. by inserting component lead or terminal into base aperture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49144—Assembling to base an electrical component, e.g., capacitor, etc. by metal fusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49147—Assembling terminal to base
- Y10T29/49149—Assembling terminal to base by metal fusion bonding
Abstract
一种制造电子器件的方法,所说电子器件包括:第一电子元件,所说第一电子元件是利用夹在布线板的一个主表面的第一区和所说第一电子元件间的粘合树脂,利用热压焊头,通过热压焊,安装在布线板的所说一个主表面上的;及第二电子元件,所说第二电子元件是通过熔化焊膏材料,安装于布线板的所说一个主表面的不同于第一区的第二区上的,其安装后的高度高于所说第一电子元件,其中在安装所说第二电子元件之前,安装所说第一电子元件。
Description
技术领域
本发明涉及一种电子器件及其制造方法,特别涉及一种能有效应用于在布线板上安装有电子元件的电子器件的技术,这种技术可适用于不同的实施方式。
背景技术
现在大家已将所谓的“MCM(多芯片组件)”的电子器件用作电子器件。MCM是一种多个半导体芯片安装或实现于布线板上构成一种集成功能的器件,所说的每个半导体芯片中都形成有集成电路。为了加快MCM的数据传输速率,并减小其尺寸,已有效地将倒装芯片安装技术用于MCM,按照这种技术,分别在设置于电路形成表面上的电极焊盘上,形成突起电极,并将其安装于布线板上。
在倒装芯片安装技术中,已提出了各种安装或封装方法或系统,并已投入实际应用。其中之一是利用片状各向异性导电膜作粘合树脂的ACF安装或封装系统(ACF:各向异性导电膜)。ACF安装系统是一种应用于半导体芯片的方法,其中,在设置于电路形成表面的电极焊盘上,分别形成例如每个都包括金(Au)的接线柱凸点,在ACF树脂夹在半导体芯片和布线板之间的状态下,热压焊半导体芯片,将半导体芯片焊接并固定到布线板上,并分别电连接布线板上布线的连接部分与半导体芯片的电极焊盘。各向异性导电膜是通过以分散形式在绝缘膜树脂中混合大量导电颗粒得到的导电膜。未审查专利公开平10(1998)-270496(USP.6,208,525)中介绍了这种ACF安装技术。
除ACF安装系统外,还有利用片状非导电膜作粘合树脂的NCF安装系统(NCF:非导电膜)、利用膏状各向异性导电树脂作粘合树脂的ACP安装系统(ACP:各向异性导电膏)等。
另一方面,除半导体芯片外,通过焊接安装或封装在布线板上的焊接器件或电子元件通称作表面安装器件(SMD:表面安装器件)。焊接电子元件包括无源元件或部件和有源元件或部件。作为焊接无源元件,例如有片式电容器、片式电阻器、片式电感器等。关于焊接有源元件,例如有诸如BGA(球栅阵列)型、CSP(芯片尺寸封装)型、QFP(方形扁平封装)型、QFN(方形扁平无引线封装)型等都包括已封装的半导体芯片的半导体器件。
发明内容
与此同时,本发明人已开发出一种MCM,其中象ACG安装系统中一样利用热压焊安装的半导体芯片(此后称为“压焊安装IC(集成电路)芯片”)和焊接电子元件,按混合方式设置于同一布线板上。在开发该MCM时,本发明人发现了以下问题。
(1)焊接电子元件包括一些安装后高度(对应于从布线板的主表面起到其上部的高度)高于压焊安装IC芯片的元件。当在压焊安装IC芯片前安装高度大的这些焊接电子元件时,在安装压焊安装IC芯片过程中,热压焊压焊安装IC芯片的热压焊头,容易接触已安装的焊接电子元件。因此,需要加宽每个焊接电子元件与其相应的压焊安装IC芯片间的间隔。另外,这样还会妨碍MCM尺寸的减小。
当从提高产生率角度出发,希望一起热压焊多个压焊安装IC芯片时,对于热压头来说,需要使用一个大于压焊安装IC芯片的压焊头。然而,当在热压焊头范围内存在高度大的焊接电子元件时,很难一起热压焊这些IC芯片。
(2)在布线板上的布线的连接部分上施加焊膏材料(对应于通过将大量焊料颗粒与焊剂混合和捏和在一起得到的半固态焊接材料),然后,安装焊接电子元件,使布线板上的布线的连接部分与焊接电子元件的相应电极部分面对,从而使它们与夹在它们间的焊膏材料面对,然后,对它们进行热处理,熔化焊膏材料,由此进行焊接电子元件的安装。施加焊膏材料,采用丝网印刷法或分散法。丝网印刷法是一种利用刮板,将设置在丝网掩模上的焊膏材料通过在丝网掩模上限制的每个孔或开口,传递到基板表面上的方法。分散法是一种通过细喷嘴将焊膏材料排出,并涂敷的方法。
能够一起施加焊膏材料的丝网印刷法适用于提高MCM的生产率。然而,当在每个焊接电子元件之前,安装压焊安装IC芯片时,很难在安装焊接电子元件时利用丝网印刷施加焊膏材料。通过采用在已安装的压焊安装IC芯片的一部分处至少具有一个突起部分的所谓的“凸凹掩模”,进行焊膏材料的施加,以避免该部分,从而允许通过一次操作施加焊膏材料。然而,这种情况下,需要将凸凹掩模的突起部分的平面尺寸设定得大于压焊安装IC芯片的平面尺寸,从而产生平滑的突起形状,使刮板可以顺利地滑过。因此,焊接电子元件不能设置在压焊安装电子元件附近,因而妨碍了MCM尺寸的减小。
(3)要为需要高耗散的MCM选择散热器。由于与其电路形成表面相对的压焊安装IC芯片的背面是裸露的,散热器通过夹在其间的导热片安装到压焊安装IC芯片的背面上,压焊安装IC芯片可以具有很好的辐射效果。然而,当安装后高度高于压焊安装IC芯片的焊接电子元件存在时,这些焊接电子元件会妨碍压焊安装IC芯片与导热片间的接触,因此减少了MCM的耗散。
本发明的目的在于提供一种能够提高电子器件生产率的技术。
本发明另一目的在于提供一种能够减小电子器件的尺寸的技术。
本发明再一目的是提供一种能够提高电子器件的耗散的技术。
本发明的上述和其它目的及新颖特征,将通过本说明书的介绍和各附图变得更清楚。
下面简要介绍本申请中公开的各项发明的概况:
(1)提供一种制造电子器件的方法,所说电子器件包括:第一电子元件,第一电子元件是利用夹在布线板的一个主表面的第一区和第一电子元件间的粘合树脂,利用热压焊头,通过热压焊,安装在布线板的一个表面上的;第二电子元件,第二电子元件是通过熔化焊膏材料,安装于布线板的所说一个主表面的不同于第一区的第二区上的,其安装后的高度高于第一电子元件,其中在安装第二电子元件之前,安装第一电子元件。
(2)在上述第(1)条所说的方法中,粘合树脂是热固树脂。
(3)在上述第(1)条所说的方法中,热压焊第一电子元件时,热压焊头的温度高于焊膏材料的熔点。
(4)在上述第(1)条所说的方法,第一电子元件是其中形成有电路的有源部件,第二电子元件是无源部件。
(5)提供一种制造电子器件的方法,所说电子器件包括:第一电子元件,所说第一电子元件是利用夹在布线板的一个主表面的第一区和所说第一电子元件间的粘合树脂,利用热压焊头,通过热压焊安装到布线板的一个主表面上的;第二电子元件,第二电子元件是通过熔化焊膏材料,安装到布线板的一个主表面的不同于第一区的第二区上的,其中在安装第一电子元件之前,安装第二电子元件。
(6)在上述第(5)条所说的方法中,利用丝网印刷法进行焊膏材料的施加。
(7)在上述第(5)条所说的方法中,第二电子元件的安装后高度高于所说第一电子元件。
(8)在上述第(5)条所说的方法中,第一电子元件是其中形成有电路的无源部件,第二电子元件是有源部件。
(9)提供一种电子器件,包括:
布线板;
实现于布线板的一个主表面的第一区中的多个第一电子元件;
实现于布线板的所说一个主表面的不同于第一区的第二区的多个第二电子元件,每个第二电子元件具从布线板的所说一个主表面延伸到上部的高度,该高度高于每个第一电子元件的高度;及
安装到多个第一电子元件上,而未安装到多个第二电子元件上的导热片。
(10)在上述第(9)条所说的电子器件中,提供安装到所说导热片上的散热器,该散热器的平面尺寸形成为覆盖多个第一电子元件和多个第二电子元件。
附图说明
尽管本说明书以特别指出和明确要求的作为本发明的主题的权利要求结束,但相信,通过以下结合附图所作的介绍,可以更好地理解本发明、本发明的目的和特征及其它目的、特征和优点,其中:
图1是展示本发明第一实施例的MCM(电子器件)的平面图;
图2是图1所示MCM的底视图;
图3是展示建立于图1所示MCM中的控制芯片、缓冲芯片和片式电容器的安装状态的剖面图;
图4(A)和4(B)是描述本发明第一实施例的MCM的制造方法的剖面图;
图5(A)和5(B)是描述本发明第一实施例的MCM的制造方法的剖面图;
图6(A)和6(B)是描述本发明第一实施例的MCM的制造方法的剖面图;
图7(A)和7(B)是描述本发明第一实施例的MCM的制造方法的剖面图;
图8是描述本发明的第一实施例MCM的制造方法的平面图;
图9是描述本发明的第一实施例MCM的制造方法的平面图;
图10(A)和10(B)是描述本发明第二实施例的MCM的制造方法的剖面图;
图11(A)和11(B)是描述本发明第二实施例的MCM的制造方法的剖面图;
图12(A)和12(B)是描述本发明第二实施例的MCM的制造方法的剖面图;
图13(A)和13(B)是描述本发明第二实施例的MCM的制造方法的剖面图;
图14(A)和14(B)是描述本发明第二实施例的MCM的制造方法的剖面图;
图15是描述本发明第二实施例的MCM的制造方法的剖面图;
图16是描述本发明第二实施例的MCM的制造方法的平面图;
图17是描述本发明第二实施例的MCM的制造方法的平面图;
图18是展示本发明第三实施例的例示MCM的示意结构的剖面图;
图19是图18所示MCM的设计图;
图20是图18所示MCM的设计图;
图21是本发明无法应用于其中的MCM的剖面图。
具体实施方式
下面结合附图详细介绍本发明的优选实施例。
顺便提及,在介绍本发明各实施例的各附图中,具有相同作用的部件,分别由相同的参考数字表示,因此将省略对它们的重复介绍。
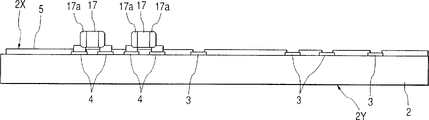
图1是展示本发明第一实施例的MCM(电子器件)的平面图。图2是图1所示MCM的底视图;图3是展示建立于图1所示MCM中的控制芯片、缓冲芯片和片式电容器的安装状态的剖面图。顺便提及,图3中省略了剖面的剖面线,以便于观察附图。
如图1和2所示,根据本实施例的MCM(电子器件)1的结构如下,多个焊接部件或元件和压接IC芯片设置在布线板2的一个主表面2X上,多个球形焊料凸点22设置在与布线板2的主表面2X相反的反面或背侧(另一主表面)2Y,作为外部连接端子。其中形成有控制电路的一个半导体芯片(此后称“控制芯片”)10、每个都形成有存储电路(例如,SDRAM:同步动态随机存取存储器)的四个半导体芯片(此后称为“存储芯片”)12、每个都形成有缓冲电路的五个半导体芯片(此后称为“缓冲芯片”)14、和其中形成有NAND电路的一个半导体芯片16用作压接IC芯片。这些压焊安装电子部件或元件通过ACF封装系统安装或封装。多个片式电容器(17,18)和片式电阻器19用作焊接电子部件或元件。这些焊接电子元件通过回流焊方法安装。
焊料凸点22例如分别由具有Pb-Sn成分的焊料形成。焊料凸点22与设置于布线板2的背面2Y上的相应电极焊盘电和机械连接。
控制芯片10、存储芯片12、缓冲芯片14和运算芯片16的平面形状分别形成为方形。在本实施例中,缓冲芯片14和存储芯片12例如分别形成为矩形,而控制芯片10和运算芯片16例如分别形成为方形。
尽管对控制芯片10、存储芯片12、缓冲芯片14和运算芯片16没有限制,但原则上它们分别构成为应具有半导体衬底、通过在半导体衬底的电路形成表面上多次层叠绝缘层和布线层形成的多层互连层、和形成为覆盖多层互连层的表面保护膜(最终保护)。半导体衬底例如由单晶硅形成,绝缘层例如由氧化硅膜形成,布线层由例如铝(Al)或铝合金等金属膜形成。每个存储芯片12的表面保护膜例如由能够提高存储器的抗α射线强度的聚酰亚胺树脂形成。控制芯片10、缓冲芯片14和运算芯片16中的每一个的表面保护膜都由例如氧化硅或氮化硅等绝缘膜形成。
尽管未具体示出,但布线板2构成为具有刚性基板、利用内建工艺(build-up process)形成于刚性基板上的柔性层和形成于柔性层上的绝缘膜5。刚性基板和柔性层形成为多层互连结构。刚性基板的每个绝缘层例如都由利用环氧树脂或聚酰亚胺树脂浸渍玻璃纤维得到的高弹性的树脂板构成。用于柔性层的每个绝缘层都由低弹性环氧树脂形成。另外,刚性基板的各布线层和柔性层分别由例如包括铜(Cu)的金属膜形成。绝缘膜5例如由环氧树脂形成。绝缘膜5用于控制安装时焊料泄漏散布到焊接电子元件(本实施例中为17,18和19)上,就压焊安装电子部件或元件(本实施例中为10,12,14和16)而言,用于保证封装中的粘合或焊接树脂的粘合力。
在布线层中提供多个连接部分3和电极焊盘4,它们都包括在布线层中形成的对应于布线板2的上层的布线部分。这些连接部分3和电极焊盘4分别通过限定于绝缘膜5中的孔或开口,从布线板2的一个主表面2X露出。
如图3所示,在控制芯片10和每个缓冲芯片14中,多个电极焊盘(10a和14a)形成于分别对应于各芯片的一个主表面和与之相对的另一主表面的对应电路形成表面(10X和14X)。各芯片的多个电极焊盘(10a和14a),形成在对应于各芯片的多层互连层的上层的相应布线层中。它们通过在各芯片的表面保护膜中限定的键合开口或孔,从各芯片的对应电路形成表面露出。尽管图中未示出,但类似于控制芯片10和缓冲芯片14的方式,甚至在两个芯片的情况下,多个电极焊盘也可以形成于存储器和运算芯片12和16的相应电路形成表面上。控制芯片10的电极焊盘10a和缓冲芯片14的电极焊盘14a和运算芯片16的电极焊盘都按四侧焊盘排列的方式设置,每个存储芯片12的电极焊盘都按中心焊盘排列的方式设置。
在安装工艺前的阶段,例如由Au构成的接线柱凸点11分别形成于控制芯片10和缓冲芯片14的电极焊盘上及存储芯片12和运算芯片16的电极焊盘上作为突起电极。接线柱凸点11例如利用如Au丝等,并结合超声振动与热压焊的球焊方法形成。这种球焊方法是这样一种方法,首先在Au丝的引出端形成球,然后在其上施加超声振动的同时,将这些球热压焊接到每个芯片的相应电极焊盘上,然后,从各球部分切断Au丝,从而形成凸点。于是形成于电极焊盘上的接线柱凸点牢固地连接于相应的电极焊盘上。
如图3所示,在其电路形成表面10X面对布线板2的一个主表面2X的状态下,安装控制芯片10。例如,在每个缓冲芯片14和布线板2间夹入各向异性导电树脂20,作为键合或粘合树脂。控制芯片10通过各向异性导电树脂20键合并固定到布线布板2上。
控制芯片10的接线柱凸点11通过限定于绝缘膜5中的开口,分别设置在控制芯片10的各电极焊盘10a和布线板2上的各连接部分3之间,从而电连接两者。利用夹在布线板2和控制芯片10间的各向异性导电树脂20的热收缩力(相当于各向异性导电树脂20从被加热状态恢复到室温状态时产生的收缩力),热固化收缩力(相当于热固性树脂固化时产生的收缩力),热压焊头产生的压接力等,将接线柱凸点11压焊到布线板2的相应连接部分5a上。大量混合于各向异性导电树脂20中的部分导电颗粒分别夹在接线柱凸点11和布线板2的连接部分5a之间。顺便提及,存储芯片12、缓冲芯片14和运算芯片16也按类似于控制芯片10的方式封装或安装。
每个片式电容器17形成为矩形,在它们的两端具有电极部分17a。片式电容器18和片式电阻19也按类似于片式电容器17的方式构成。片式电容器17和18及片式电阻器19通过限定在绝缘膜5中的开口,由焊料21电和机械连接到布线板2的相应电极焊盘4上。
安装后各电子元件的高度(相当于从布线板2的一个主表面2X到安装后电子元件的上部的高度)如下。
控制芯片10和存储芯片12的高度约为0.4mm,缓冲芯片14和运算芯片16的高度约为0.28mm,每个片式电容器17的高度约为0.85mm,每个片式电容器18的高度约为0.8mm,每个片式电阻器19的高度约为0.45mm。
下面结合图4至9介绍MCM 1的制造方法。图4至7分别是描述MCM的制造工艺的剖面图,图8和9分别是描述MCM的制造工艺的平面图。顺便提及,图4-7中省略了剖面的剖面线,以便于观察附图。
关于本实施例,下面介绍在压焊安装电子元件的安装或封装后,安装焊接电子元件的实施例。
首先制备压焊安装电子元件(对应于控制芯片10、存储芯片12、缓冲芯片14和运算或算术芯片16)和焊接电子元件(对应于片式电容器17和18,片式电阻器19),并制备图4(A)所示的布线板2。接线柱焊盘11已形成于控制芯片10、存储芯片12、缓冲芯片14和运算芯片16的相应电极焊盘上。
然后,如图4(B)所示,利用涂敷或粘附工具(粘附头)25,将片状各向异性导电树脂膜20A从敷带(cover tape)23上转移到布线板2的一个主表面的相应控制芯片安装或装载区上。如图5(A)所示,将各向异性导电树脂膜20A设置在布线板2的一个主表面2X的相应控制芯片安装区。可以采用例如将大量导电颗粒混合于热固性环氧树脂得到的各向异性导电树脂膜20A。
然后,如图5(B)所示,将相应的控制芯片10设置在布线板2的一个主表面2X的相应控制芯片安装区上,两者间夹有各向异性导电树脂膜20A。控制芯片10设置成其电路形成表面10X面对布线板2的一个主表面2X。利用芯片装载器的输运夹头,将控制芯片10从存储盘送到布线板2的一个主表面2X的控制芯片安装区。
然后,如图6(A)所示,利用热压焊头26A,热压焊控制芯片10,从而连接接线柱凸点11与布线板2的相应连接部分3。然后,保持其热压焊状态直到各向异性导电树脂膜20A固化。各向异性导电树脂膜20A熔化一次,然后固化。于是,如图6(B)所示,控制芯片10通过固化的各向异性导电树脂20粘合并固定到布线板2上。控制芯片10的电极焊盘10a压焊到布线板2的相应连接部分3上,从而通过接线柱凸点11和大量混合到各向异性导电树脂20中的部分导电颗粒,电连接到布线板2的连接部分3。按本工艺,芯片的热压焊利用夹在控制芯片10和热压焊头26A之间的特氟隆片24进行。
然后,利用类似于控制芯片10的方法,将每个存储芯片12设置在布线板2的一个主表面2X的相应存储芯片安装区。然后,利用类似于控制芯片10的方法,将每个缓冲芯片14设置在布线板2的一个主表面2X的相应缓冲芯片安装区。之后,利用类似于控制芯片10的方法,将每个运算芯片16设置在布线板2的一个主表面2X的相应运算芯片安装区。于是,如图8所示,将压焊安装或封装的元件设置在布线板2的一个主表面2X上。
当在压焊安装电子元件的安装之前,安装比压焊安装电子元件封装后高度大的焊接电子元件时,用于热压焊压焊安装电子元件的热压焊头26A变得容易接触已安装的焊接元件。因此,需要加宽每个焊接元件与相应的压焊安装电子元件间的间隔。然而,像本实施例一样,在焊接电子元件之前,安装压焊安装电子元件,可以基本消除热压焊头26A接触焊接元件的问题。因此,可以使焊接电子元件与相应的压焊安装电子元件间的间隔变窄。
另外,在本实施例中,在180℃和20秒的条件下,进行各向异性导电树脂膜20A的固化。在预先将布线板2的温度设置到65℃后,利用加热到235℃的热压焊头26A,进行此时的加热。当与该热压焊工艺条件相比,在200℃和10秒的条件下,固化各向异性导电树脂膜20A,以进一步提高生产率时,需要将热压焊头26A的设定温度提供到265℃,同时布线板2的温度保持在65℃。
当热压焊工艺的处理温度高于用作焊膏材料21A的焊料的熔点(例如,183℃)时,如果在压焊安装电子元件之前,安装焊接电子元件,每个焊接元件的焊料会由于热压焊工艺期间的热而熔化。当具休采用其尺寸可以覆盖焊接电子元件的安装区的热压焊头26A时,甚至在每个焊接电子元件的安装后高度高于或低于每个压焊安装电子元件的安装后高度的情况下,焊料也会熔化,因此,会引起例如遗漏每个焊接电子元件的问题。然而,当象本实施例一样,在焊接电子元件前安装压焊安装电子元件时,热压焊工艺期间的热处理没有对焊接电子元件产生不良影响的危险。另外,熔化焊膏材料21A的工艺期间的热在对已固化的各向异性导电树脂20产生不良影响方面也几乎没有危险。所以,有益的效果是由于在焊接电子元件之前,安装压焊安装电子元件,甚至可用于热压焊大芯片的大热压焊头26A,以及可以一起热压焊多个芯片的工艺也可以用于热压焊小芯片的工艺。
当希望一起热压焊多个压焊安装电子元件,以提高生产率时,需要采用大于压焊安装电子元件的热压焊头。如果这种情况下,大高度的焊接电子元件存在于压焊头范围内,很难一起热压焊它们。然而,在焊接电子元件之前安装压焊安装电子元件,可以一起热压焊多个压焊安装电子元件。
当象本实施例所介绍的一样,采用至少大于压焊安装电子元件的热压焊头26A时,特氟隆片24可以夹在每个压焊安装电子元件和热压焊头26A之间,以防止热压焊头26A由于向着每个压焊安装电子元件的外围延伸的各向异性导电树脂20而被污染。
然后,在布线板2的一个主表面2X上,在每个电极焊盘4上施加焊膏材料21A。利用分散法进行焊膏材料21A的施加,将焊膏材料21A从细喷嘴27中排出,施加于每个电极焊盘上,如图7(A)所示。关于焊膏材料21A,可以采用至少混合和捏和细焊料颗粒和焊剂得到的焊膏材料。在本实施例中,例如,可以采用混合和捏和成分为37wt%Pb-63wt%Sn的焊料颗粒得到的焊膏材料。顺便提及,焊剂可以包括松香、活性材料和有机溶剂等。
然后,如图7(B)所示,在布线板2的一个主表面2X的相应电极焊盘4上,设置片式电容器17和18及片式电阻器19,两者间夹有焊膏材料21A。之后,进行热处理,以熔化焊膏材料21A,从而如图3所示,布线板2上的电极焊盘4和片式电容器17的电极17A通过焊料21彼此电和机械连接,布线板2上的电极焊盘4及片式电容器18和片式电阻器19的电极也按类似于片式电容器17的方式,通过焊料彼此电和机械连接。于是,如图9所示,焊接电子元件设置在布线板2的一个主表面2X上。
在熔化焊膏材料21A的过程中,每个焊接电子元件的外围被焊膏材料21A中包含的焊剂成分污染。然而,在焊接电子元件之前,安装压焊安装电子元件,可以防止与压焊安装电子元件连接的布线板2的各连接部分3被焊剂成分污染。
上述实施例具有以下有益效果。
(1)在压焊安装电子元件之前,安装或封装与压焊安装电子元件相比安装后高度大的焊接电子元件。于是,由于可以基本上消除热压焊头26A与焊接电子元件接触,所以可以使焊接电子元件和压焊安装电子元件间的间隔变窄。结果,可以减小MCM1的尺寸。
由于在焊接电子元件之前实现或封装压焊安装电子元件,所以甚至是热压焊每个小芯片,也可以采用能够用于热压焊大芯片的工艺和一起热压焊多个芯片的工艺的大热压焊头26A。
由于可以一起热压焊多个压焊安装电子元件,所以可以提高MCM1的生产率。
当采用至少大于压焊安装电子元件的热压焊头26A时,可以在压焊安装电子元件和热压焊头26A之间夹入特氟隆片24,以防止热压焊头26A被向每个压焊安装电子元件外围延伸的各向异性导电树脂20污染。于是,可以提高MCM1的生产率。
在焊接电子元件之前,安装压焊安装电子元件,可以防止与压焊安装电子元件连接的布线板2的各连接部分3被焊剂成分污染。结果,可以提高MCM1的生产率。
(2)利用分散法施加焊膏材料21A。于是,由于甚至在安装了压焊安装电子元件后,也可以将焊膏材料21A施加到布线板2的电极焊盘4上,所以甚至在安装了压焊安装电子元件后,也可以安装或封装焊接电子元件。
甚至可以利用凸凹掩模,利用丝网印刷法实施安装了压焊安装电子元件后的焊膏材料21A的施加。然而,这种情况下,很难邻近(约5mm以下)压焊安装电子元件设置每个焊接电子元件。因此,利用分散法施加焊膏材料的优点在于可以减小MCM1的尺寸。另一方面,当象焊接电子元件一样安装例如多管脚BGA、CSP、QFP和QFN型等半导体器件时,施加焊膏材料的点数增加。因此,无法利用分散法施加焊膏材料。当封装或实现这种多管脚半导体器件时,有利的是利用凸凹掩模,利用丝网印刷法施加焊膏材料。
作为第二实施例,下面介绍制造MCM时,在安装了焊接安装的元件后,完成压焊安装元件的实施例。
图10至15分别是描述本发明的第二实施例MCM的制造方法的剖面图。图16和17分别是本发明第二实施例的MCM制造方法的平面图。顺便提及,图10-15中省略了剖面的剖面线,以便于观察附图。
首先,制备压焊安装部件或元件(控制芯片10,存储芯片12,缓冲芯片14和算术或运算芯片16)和焊接安装的部件或元件(片式电容器17和18,片式电阻器19)。另外,制备图10(A)所示的布线板2。在控制芯片10、存储芯片12、缓冲芯片14和运算芯片16的相应电极焊盘上形成接线柱凸点11。
然后,在布线板2的一个主表面2X上设置丝网掩模28。丝网掩模28在与布线板2上的各焊盘4相反的位置处具有孔或开口。
然后,在丝网掩模28的一个表面上施加半固态焊膏材料(膏状焊料)21A。关于焊膏材料21A,可以采用通过至少混合和捏和细焊料颗粒和焊剂得到的焊膏材料。本实施例中,采用例如混合和捏和每个成分都为37(wt%)铅(Pb)-63(wt%)锡(Sn)的焊料颗粒得到的焊膏材料。顺便提及,焊剂可以包括松香、活性材料和有机溶剂等。
然后,如图10(B)所示,刮板29沿丝网掩模28的一个表面滑动,以便将焊膏材料21A填入丝网掩模28的开口28A中,并去掉额外的焊膏材料21A。刮板29滑动几次。然后,除掉丝网掩模28,通过丝网印刷法使焊膏材料21A施加到布线板2的各电极焊盘4上,如图11(A)所示。以此方式,利用丝网印刷法,将焊膏材料21A一起施加到布线板2的各电极焊盘4上,与利用分散法等,将焊膏材料21A施加到各电极焊盘4上的情况相比,有利于例如多管脚BGA、CSP、QFP和QFN型等半导体器件的安装。
然后,如图11(B)所示,在布线板2的一个主表面2X的相应电极焊盘4上,设置片式电容器17和18及片式电阻器19,两者间夹有焊膏材料21A。之后,进行热处理,以熔化焊膏材料21A,从而如图12(A)所示,布线板2上的电极焊盘4和片式电容器17的电极17A通过焊料21彼此电和机械连接,布线板2上的电极焊盘4及片式电容器18和片式电阻器19的电极也按类似于片式电容器17的方式,通过焊料21彼此电和机械连接。于是,如图16所示,焊接电子元件设置在布线板2的一个主表面2X上。
然后,如图12(B)所示,在安装压焊安装元件之前,用等离子体P清洗布线板2的各连接部分3(等离子体清洗)。这种等离子体清洗可以很好地去除由于焊膏材料21A中的焊剂成分造成的污染,防止接线柱焊盘11和布线板2的各连接部分3间的连接失效。
然后,如图13(A)所示,利用涂敷头或粘附头25,将片状各向异性导电树脂膜20A从敷带23转移到布线板2的一个主表面的相应控制芯片安装或装载区。如图13(B)所示,在布线板2的一个主表面2X的相应控制芯片安装区上,设置各向异性导电树脂膜20A。可以采用例如将大量导电颗粒混合到环氧热固性环氧树脂中得到各向异性导电树脂膜20A。
然后,如图14(A)所示,将控制芯片10设置在布线板2的一个主表面2X的相应控制芯片安装区上,两者间夹有各向异性导电树脂膜20A。控制芯片10设置成使其电路形成表面10X面对布线板2的一个主表面2X。利用芯片装载器的输运夹头,将控制芯片10从存储盘送到布线板2的一个主表面2X的控制芯片安装区。
然后,如图14(B)所示,利用热压焊头26B,热压焊控制芯片10,从而连接接线柱凸点11与布线板2的相应连接部分3。然后,保持其热压焊状态直到各向异性导电树脂膜20A固化。各向异性导电树脂膜20A熔化一次,然后固化。于是,如图15所示,控制芯片10通过固化的各向异性导电树脂20粘合并固定到布线板2上。控制芯片10的电极焊盘10a压焊到布线板2的相应连接部分3上,从而通过接线柱凸点11和大量混合到各向异性导电树脂20中的部分导电颗粒,电连接到布线板2的相应连接部分3。
然后,利用类似于控制芯片10的方法,将每个存储芯片12设置在布线板2的一个主表面2X的相应存储芯片安装区。然后,利用类似于控制芯片10的方法,将每个缓冲芯片14设置在布线板2的一个主表面2X的相应缓冲芯片安装区。之后,利用类似于控制芯片10的方法,将每个运算芯片16设置在布线板2的一个主表面2X的相应运算芯片安装区。于是,如图15和17所示,将压焊安装或封装的元件设置在布线板2的一个主表面2X上。
当在压焊安装电子元件的安装之前,安装焊接电子元件时,需要采用小到热压焊头26A不影响焊接电子元件的程度的热压焊头26B。由于采用热压焊头26B的头表面小于将热压焊的压焊安装电子元件的压焊头,可以防止热压焊头26B被向压焊安装电子元件外围延伸的各向异性导电树脂20污染。
另外,由于所有接线柱凸点的上部被热压焊头26B的头表面覆盖,热压焊头26B的头表面小于压焊安装电子元件,热压焊头26B的表面的外围设定成在平面布局中位于接线柱凸点和压焊安装电子元件的外围之间。因此,热压焊头26B所加的热和压力可以更均匀地加于所有接线柱凸点上。
上述实施例具有以下有益效果。
(1)由于在压焊安装电子元件之前安装焊接电子元件,可以根据标准丝网印刷法施加焊膏材料21A,所以与利用凸凹掩模,利用丝网印刷法,施加焊膏材料的情况相比,可以减小MCM的尺寸。另外,与利用分散法施加焊膏材料21A的情况相比,可以提高MCM的生产率。
(2)由于采用小于本实施例中要热压焊每个压焊安装电子元件的热压焊头26B的头表面,其中,在压焊安装电子元件之前安装焊接电子元件,所以,可以防止热压焊头26B被向压焊安装电子元件的外围延伸的各向异性导电树脂20污染。所以,可以提高生产率。
(3)在压焊安装电子元件之前,实现焊接电子元件的实施例中,热压焊头26B的头表面的外围设定成位于接线柱凸点和每个压焊安装电子元件之间。因此,热压焊头26B所加的所有热和压力都可以更均匀地加于所有接线柱凸点上。
(4)由于在安装每个压焊安装电子元件之前,可以通过等离子体屏蔽(plasma screening)清洗被焊膏材料21A中的焊剂等污染的布线板2的连接部分3,所以可以控制或限制压焊安装电子元件和布线板2的连接部分3间的电连接失效。所以,可以提高MCM的成品率。
(5)采用小于要热压焊的每个压焊安装电子元件的热压焊头,从而可避免已安装的焊接电子元件与热压焊头间的接触。
顺便提及,第一和第二实施例分别介绍了接线柱凸点用作形成于半导体芯片的电极焊盘上的突起电极的例子。然而,本发明不限于此。例如,可以采用具有Pb-Sn成分的焊料凸点。然而,也可以采用这样的焊料凸点,即包括熔点高于每个焊接电子元件安装时的焊料熔化温度和每个压焊安装电子元件安装时的热压焊温度的材料。
尽管第一和第二实施例分别介绍了夹在压焊安装电子元件的电极焊盘与布线板的相应连接部分间的突起电极,预先形成于压焊安装电子元件的相应电极焊盘上的例子,但突起电极可预先形成于布线板的连接部分上。
另外,尽管第一和第二实施例分别介绍了采用片状导电树脂作为将每个压焊安装电子元件焊接和固定于布线板上的焊接树脂的例子,但本发明不限于此。例如,可以采用膏状各向异性导电树脂(ACP)和片状非导电树脂(NCF)。
作为第三实施例,下面介绍其上附有散热器的MCM。
图18是本发明第三实施例的MCM的剖面图,图19和20分别是图18中所示MCM的设计图。顺便提及,图18中省略了剖面的剖面线,以便于观察。
如图18至20所示,根据本发明的MCM构成为具有导热片30和散热器31。导热片30例如由弹性硅橡胶形成,散热器31例如由铝构成的平板形成。
导热片30的形状构成为使之与每个压焊安装电子元件的背面接触,而不与片式电容器17和18接触。将具有这种形状的导热片30安装到每个压焊安装电子元件的背面,将散热器31安装到导热片30上,从而可以利用导热片30的厚度,实现压焊安装电子元件与每个片式电容器17和18间的垂直间隔差。因此,片式电容器17和18的高度大不会影响压焊安装电子元件与导热片30间的接触,如图21所示。所以,压焊安装电子元件工作产生的热可以有效地传送到导热片30,因此,可以提高MCM的耗散。
散热器31形成为覆盖多个压焊安装电子元件和多个焊接电子元件,其平面尺寸大于导热片30,所以散热器31的面积增大,于是可以提高MCM的耗散。
另外,导热片30的形状形成为使之与每个片式电阻器19A接触。是由于设置于片式电阻器19A两侧的控制芯片10和每个存储芯片12的高度皆为0.4mm,而片式电阻器19A的高度为0.45mm,两者间垂直高度差等于能够容许导热片30形变的程度。由于以此方式,在导热片30的应用或粘附区内,在焊接元件间选择安装后高度较低的元件的位置,也可以有效地利用相邻压焊安装电子元件间的面积,所以可以减小MCM的尺寸。
尽管利用例示的实施例对本发明人所做的上述发明做了介绍,但本发明不限于这些实施例。无需说,在不脱离本发明的本质的情况下,可以对其做出各种变化。下面简单介绍一下本申请所公开的发明的有益效果:
根据本发明,可以提高电子器件的生产率。
根据本发明,可以减小电子器件的尺寸。
根据本发明,可以增强电子器件的耗散。
Claims (10)
1.一种制造电子器件的方法,所说电子器件包括:
第一电子元件,所说第一电子元件是利用夹在布线板的一个主表面的第一区和所说第一电子元件间的粘合树脂,利用热压焊头,通过热压焊,安装在布线板的所说一个主表面上的;及
第二电子元件,所说第二电子元件是通过熔化焊膏材料,安装于布线板的所说一个主表面的不同于第一区的第二区上,所说第二电子元件高于所说第一电子元件,
所说方法包括以下步骤:
在安装所说第二电子元件之前,安装所说第一电子元件。
2.根据权利要求1的方法,其中粘合树脂是热固树脂。
3.根据权利要求1的方法,其中热压焊第一电子元件时,热压焊头的温度高于焊膏材料的熔点。
4.根据权利要求1的方法,其中所说第一电子元件是其中形成有电路的有源部件,其中所说第二电子元件是无源部件。
5.根据权利要求1的方法,其中利用分散器施加所述焊膏材料。
6.一种制造电子器件的方法,包括以下步骤:
第一步,在布线板的一个主表面的第一区上设置第一电子元件,该第一电子元件和第一区之间夹有粘合树脂,然后,利用热压焊头,热压焊第一电子元件,将第一电子元件焊接并固定到布线板的所说一个主表面的第一区,并通过突起电极分别电连接设置在所说布线板的所说一个主表面的第一区的第一连接部分和设置在第一电子元件中的电极焊盘,所述突起电极设在所述第一连接部分和第一电子元件的电极焊盘之间;及
第二步,在设置于布线板的所说一个主表面的不同于第一区的第二区的第二连接部分上,施加焊膏材料,然后,在第二连接部分上分别设置第二电子元件的电极,该第二电子元件的电极和第二连接部分之间夹有焊膏材料,然后熔化所说焊膏材料,从而分别电连接布线板的第二连接部分和第二电子元件的电极,
其中所说第一步在所说第二步之前进行。
7.根据权利要求6的方法,其中所说第二电子元件从布线板的所说一个主表面延伸到顶部的高度高于第一电子元件的高度。
8.根据权利要求6的方法,其中所说粘合树脂是热固性树脂。
9.根据权利要求6的方法,其中在热压焊第一电子元件时,热压焊头的温度高于焊膏材料的熔点。
10.根据权利要求6的方法,其中利用分散法进行焊膏材料的施加。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP263864/2000 | 2000-08-31 | ||
| JP2000263864A JP2002076589A (ja) | 2000-08-31 | 2000-08-31 | 電子装置及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1340851A CN1340851A (zh) | 2002-03-20 |
| CN1291467C true CN1291467C (zh) | 2006-12-20 |
Family
ID=18751356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011252278A Expired - Fee Related CN1291467C (zh) | 2000-08-31 | 2001-08-31 | 电子器件的制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (4) | US6553660B2 (zh) |
| JP (1) | JP2002076589A (zh) |
| KR (1) | KR20020018133A (zh) |
| CN (1) | CN1291467C (zh) |
| SG (1) | SG101995A1 (zh) |
| TW (1) | TW523839B (zh) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6305076B1 (en) * | 2000-01-21 | 2001-10-23 | Cypress Semiconductor Corp. | Apparatus for transferring a plurality of integrated circuit devices into and/or out of a plurality of sockets |
| JP3767474B2 (ja) * | 2001-01-15 | 2006-04-19 | セイコーエプソン株式会社 | 表示装置及びその製造方法 |
| JP4105409B2 (ja) * | 2001-06-22 | 2008-06-25 | 株式会社ルネサステクノロジ | マルチチップモジュールの製造方法 |
| US7714432B2 (en) * | 2002-07-26 | 2010-05-11 | Intel Corporation | Ceramic/organic hybrid substrate |
| JP4206320B2 (ja) * | 2003-09-19 | 2009-01-07 | 株式会社ルネサステクノロジ | 半導体集積回路装置の製造方法 |
| US7145234B2 (en) * | 2004-01-15 | 2006-12-05 | Via Technologies, Inc. | Circuit carrier and package structure thereof |
| US7167375B2 (en) * | 2004-01-16 | 2007-01-23 | Motorola, Inc. | Populated printed wiring board and method of manufacture |
| US20050205292A1 (en) * | 2004-03-18 | 2005-09-22 | Etenna Corporation. | Circuit and method for broadband switching noise suppression in multilayer printed circuit boards using localized lattice structures |
| GB2412790B (en) * | 2004-04-02 | 2007-12-05 | Univ City Hong Kong | Process for assembly of electronic devices |
| JPWO2006001087A1 (ja) * | 2004-06-29 | 2008-04-17 | 株式会社ルネサステクノロジ | 半導体装置 |
| US20060107523A1 (en) * | 2004-11-24 | 2006-05-25 | Trw Inc. | Method of making a printed circuit board |
| US7916263B2 (en) * | 2004-12-02 | 2011-03-29 | Semiconductor Energy Laboratory Co., Ltd. | Display device |
| JP2006303173A (ja) * | 2005-04-20 | 2006-11-02 | Mitsubishi Electric Corp | 回路基板デバイスおよびその製造方法 |
| US20070065964A1 (en) * | 2005-09-22 | 2007-03-22 | Yinon Degani | Integrated passive devices |
| CN1945822B (zh) * | 2005-10-07 | 2012-05-23 | 日立麦克赛尔株式会社 | 半导体器件、半导体模块及半导体模块的制造方法 |
| US7637415B2 (en) | 2005-10-31 | 2009-12-29 | General Electric Company | Methods and apparatus for assembling a printed circuit board |
| US7871865B2 (en) * | 2007-01-24 | 2011-01-18 | Analog Devices, Inc. | Stress free package and laminate-based isolator package |
| JP4454673B2 (ja) * | 2008-08-01 | 2010-04-21 | 株式会社新川 | 金属ナノインクとその製造方法並びにその金属ナノインクを用いるダイボンディング方法及びダイボンディング装置 |
| WO2010038574A1 (ja) | 2008-09-30 | 2010-04-08 | ソニーケミカル&インフォメーションデバイス株式会社 | アクリル系絶縁性接着剤 |
| KR101044008B1 (ko) * | 2008-10-08 | 2011-06-24 | 주식회사 하이닉스반도체 | 플랙시블 반도체 패키지 및 이의 제조 방법 |
| CN102450112A (zh) * | 2009-06-01 | 2012-05-09 | 住友电气工业株式会社 | 连接方法、连接结构和电子装置 |
| JP2012028513A (ja) * | 2010-07-22 | 2012-02-09 | Elpida Memory Inc | 半導体装置及びその製造方法 |
| JP5794577B2 (ja) * | 2011-10-21 | 2015-10-14 | 株式会社アマダミヤチ | ヒータチップ及び接合装置及び接合方法並びに導体細線と端子の接続構造 |
| KR101940237B1 (ko) * | 2012-06-14 | 2019-01-18 | 한국전자통신연구원 | 미세 피치 pcb 기판에 솔더 범프 형성 방법 및 이를 이용한 반도체 소자의 플립 칩 본딩 방법 |
| TW201436665A (zh) * | 2013-03-07 | 2014-09-16 | Delta Electronics Inc | 電路板設置緩衝墊的自動化製程及結構 |
| JP2015015442A (ja) | 2013-07-08 | 2015-01-22 | 三菱電機株式会社 | 半導体装置 |
| TWI582905B (zh) * | 2016-01-07 | 2017-05-11 | 晨星半導體股份有限公司 | 晶片封裝結構及其製作方法 |
| KR101908915B1 (ko) * | 2016-06-10 | 2018-10-18 | 크루셜머신즈 주식회사 | 릴-투-릴 레이저 리플로우 방법 |
| CN112968109A (zh) * | 2020-11-27 | 2021-06-15 | 重庆康佳光电技术研究院有限公司 | 一种驱动背板及其制作方法 |
| JP2022125682A (ja) * | 2021-02-17 | 2022-08-29 | レノボ・シンガポール・プライベート・リミテッド | 電子基板および電子機器 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4515304A (en) * | 1982-09-27 | 1985-05-07 | Northern Telecom Limited | Mounting of electronic components on printed circuit boards |
| FR2556550B1 (fr) * | 1983-12-09 | 1987-01-30 | Lignes Telegraph Telephon | Procede de brasage de composants electroniques sur un circuit imprime et circuit hybride obtenu par ce procede |
| US4761881A (en) * | 1986-09-15 | 1988-08-09 | International Business Machines Corporation | Single step solder process |
| US4872261A (en) * | 1987-12-11 | 1989-10-10 | Digital Equipment Corporation | Method of and apparatus for surface mounting electronic components onto a printed wiring board |
| DE3806738C1 (zh) * | 1988-03-02 | 1989-09-07 | Espe Stiftung & Co Produktions- Und Vertriebs Kg, 8031 Seefeld, De | |
| JP2502663B2 (ja) * | 1988-03-17 | 1996-05-29 | 松下電器産業株式会社 | プリント配線板の製造方法 |
| US4982376A (en) * | 1989-04-20 | 1991-01-01 | U.S. Philips Corporation | Method of mounting electrical and/or electronic components on a single-sided printed board |
| US4998342A (en) * | 1989-08-31 | 1991-03-12 | International Business Machines Corporation | Method of attaching electronic components |
| US4941255A (en) * | 1989-11-15 | 1990-07-17 | Eastman Kodak Company | Method for precision multichip assembly |
| JP2824148B2 (ja) * | 1990-11-28 | 1998-11-11 | 富士通株式会社 | 両面ワイヤボンディング基板組立体製造用ワークテーブル |
| US5155904A (en) * | 1991-04-03 | 1992-10-20 | Compaq Computer Corporation | Reflow and wave soldering techniques for bottom side components |
| US5604978A (en) * | 1994-12-05 | 1997-02-25 | International Business Machines Corporation | Method for cooling of chips using a plurality of materials |
| US5754401A (en) * | 1996-02-16 | 1998-05-19 | Sun Microsystems, Inc. | Pressure compliantly protected heatsink for an electronic device |
| US5978221A (en) * | 1996-04-30 | 1999-11-02 | Denki Kagaku Kogyo Kabushiki Kaisha | Radiating spacer, its use and silicone composition |
| US5678304A (en) * | 1996-07-24 | 1997-10-21 | Eastman Kodak Company | Method for manufacturing double-sided circuit assemblies |
| US5812374A (en) * | 1996-10-28 | 1998-09-22 | Shuff; Gregg Douglas | Electrical circuit cooling device |
| US5729896A (en) * | 1996-10-31 | 1998-03-24 | International Business Machines Corporation | Method for attaching a flip chip on flexible circuit carrier using chip with metallic cap on solder |
| US6144101A (en) * | 1996-12-03 | 2000-11-07 | Micron Technology, Inc. | Flip chip down-bond: method and apparatus |
| DE19651528B4 (de) * | 1996-12-11 | 2005-10-06 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Chipanordnung und Verfahren zum Herstellen derselben |
| JPH10270496A (ja) * | 1997-03-27 | 1998-10-09 | Hitachi Ltd | 電子装置、情報処理装置、半導体装置並びに半導体チップの実装方法 |
| US5990564A (en) * | 1997-05-30 | 1999-11-23 | Lucent Technologies Inc. | Flip chip packaging of memory chips |
| JP3982876B2 (ja) * | 1997-06-30 | 2007-09-26 | 沖電気工業株式会社 | 弾性表面波装置 |
| JP3687280B2 (ja) * | 1997-07-02 | 2005-08-24 | 松下電器産業株式会社 | チップ実装方法 |
| JP3109477B2 (ja) * | 1998-05-26 | 2000-11-13 | 日本電気株式会社 | マルチチップモジュール |
| JP4448617B2 (ja) * | 1998-07-01 | 2010-04-14 | セイコーエプソン株式会社 | 半導体装置及びその製造方法、回路基板並びに電子機器 |
| DE19924289A1 (de) * | 1999-05-27 | 2000-12-07 | Siemens Ag | Elektronisches Schaltungsmodul mit flexibler Zwischenschicht zwischen elektronischen Bauelementen und einem Kühlkörper |
| JP2001210763A (ja) * | 2000-01-27 | 2001-08-03 | Mitsubishi Electric Corp | 半導体モジュ−ル装置 |
| US6212074B1 (en) * | 2000-01-31 | 2001-04-03 | Sun Microsystems, Inc. | Apparatus for dissipating heat from a circuit board having a multilevel surface |
| US6673690B2 (en) * | 2000-04-27 | 2004-01-06 | Siliconware Precision Industries Co., Ltd. | Method of mounting a passive component over an integrated circuit package substrate |
-
2000
- 2000-08-31 JP JP2000263864A patent/JP2002076589A/ja active Pending
-
2001
- 2001-08-08 SG SG200104762A patent/SG101995A1/en unknown
- 2001-08-13 TW TW090119799A patent/TW523839B/zh not_active IP Right Cessation
- 2001-08-23 US US09/935,170 patent/US6553660B2/en not_active Expired - Fee Related
- 2001-08-30 KR KR1020010052729A patent/KR20020018133A/ko not_active Application Discontinuation
- 2001-08-31 CN CNB011252278A patent/CN1291467C/zh not_active Expired - Fee Related
-
2002
- 2002-05-23 US US10/152,839 patent/US20020135986A1/en not_active Abandoned
-
2003
- 2003-02-04 US US10/357,221 patent/US6722028B2/en not_active Expired - Fee Related
-
2004
- 2004-03-02 US US10/790,057 patent/US7015070B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| SG101995A1 (en) | 2004-02-27 |
| KR20020018133A (ko) | 2002-03-07 |
| US20020135986A1 (en) | 2002-09-26 |
| TW523839B (en) | 2003-03-11 |
| CN1340851A (zh) | 2002-03-20 |
| US6553660B2 (en) | 2003-04-29 |
| US20020023342A1 (en) | 2002-02-28 |
| US7015070B2 (en) | 2006-03-21 |
| US20030135996A1 (en) | 2003-07-24 |
| US6722028B2 (en) | 2004-04-20 |
| JP2002076589A (ja) | 2002-03-15 |
| US20040166608A1 (en) | 2004-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1291467C (zh) | 电子器件的制造方法 | |
| CN1271712C (zh) | 具有从密封树脂暴露出来的散热器的半导体器件 | |
| CN1143375C (zh) | 半导体装置及其制造方法、电路基板和电子装置 | |
| CN1235286C (zh) | 一种电子装置与制作此装置的方法 | |
| CN1266766C (zh) | 半导体器件及其制造方法 | |
| CN100337327C (zh) | 半导体器件及其制造方法 | |
| CN1185698C (zh) | 半导体装置及其制造方法、电路板以及电子设备 | |
| CN1516898A (zh) | 半导体装置及其制造方法 | |
| KR100424382B1 (ko) | 열확산기를 부착한 반도체 장치 및 그 제조 방법 | |
| CN1790651A (zh) | 芯片集成基板的制造方法 | |
| CN1591861A (zh) | 电路元件内置模块及其制造方法 | |
| CN1532932A (zh) | 半导体装置及其制造方法、电子设备、电子仪器 | |
| CN1270417A (zh) | 半导体器件及其制造方法 | |
| CN1767177A (zh) | 半导体器件以及电子设备 | |
| CN1702857A (zh) | 半导体器件及其制造方法 | |
| CN1819133A (zh) | 半导体装置的制造方法以及电连接部的处理方法 | |
| CN102386112A (zh) | 半导体器件的制造方法 | |
| CN1674278A (zh) | 电路装置 | |
| CN1638122A (zh) | 制造半导体器件的方法 | |
| CN1294652C (zh) | 半导体器件及其制造方法 | |
| CN1542963A (zh) | 半导体装置及其制造方法、电子设备、电子仪器 | |
| TWI770405B (zh) | 封裝元件及其製備方法 | |
| JP2004363220A (ja) | 実装構造体の製造方法及び接続体 | |
| CN1286158C (zh) | 半导体装置的制造方法和电子设备的制造方法 | |
| CN1577782A (zh) | 半导体装置及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20061220 Termination date: 20090930 |