CN115179410A - 一种静压免烧砖成型机构 - Google Patents
一种静压免烧砖成型机构 Download PDFInfo
- Publication number
- CN115179410A CN115179410A CN202210860574.0A CN202210860574A CN115179410A CN 115179410 A CN115179410 A CN 115179410A CN 202210860574 A CN202210860574 A CN 202210860574A CN 115179410 A CN115179410 A CN 115179410A
- Authority
- CN
- China
- Prior art keywords
- static pressure
- pipeline
- bottom plate
- sliding
- free brick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/29—Producing shaped prefabricated articles from the material by profiling or strickling the material in open moulds or on moulding surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/08—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form with two or more rams per mould
- B28B3/083—The juxtaposed rams working in the same direction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Abstract
本发明涉及一种静压免烧砖成型机构,本发明包括支撑架,支撑架内设置有支撑台,支撑台上配合有底板,通过重复收放模具,将砖体成型在底板上,有利于系统化的收放砖体,通过压板带动压块对成型孔内填充的物料进行挤压,成型孔和压块的外形和设计为不同形式,能够得到不同形状的砖体,只需改变模具就能生产不同砖体,经济实用,且本发明中的上料机构被整合入成型机构内,节省了机器占用的空间,并通过添加分料机构对成型孔内填充的物料进行不同程度的填充,并在刮板的作用下,将物料进行充分填充刮平,避免了物料不必要的浪费,结构紧凑,值得推广。
Description
技术领域
本发明属于制砖机械的技术领域,尤其涉及一种静压免烧砖成型机构。
背景技术
烧砖指利用粉煤灰、煤渣、天然砂等作为主要原料,不经高温煅烧而制造成型的一种墙体材料,目前制造免烧砖的技术大致分为振压式、静压式和蒸养式三种;
其中静压式因具有较小的噪音,且利用液压成型,提高了脱模、出砖速度,但现有静压免烧砖机设计的结构中配置,上料机构和成型机构是独立分开的,例如群峰机械生产的型号为QP800的全自动固废环保砖静压成型机,此种设计不仅浪费了制砖线的工位,占用了额外的场地空间,同时,现有的砖机的上料机构的功能过于简单,不具备分料功能,往往只简单采用摊铺式灌料,并随后在模具上进行抹平处理,模具上将多余的砖料将会被直接清除,造成了砖料的浪费。
发明内容
针对现有技术的不足,本发明的目的是提供了一种静压免烧砖成型机构,解决了现有的成砖机上料机构与成型机构过于独立分开,浪费制砖线的工位,同时上料机构不具备分料功能。造成了砖料的浪费。
本发明的上述技术目的是通过以下技术方案得以实现的:
发明内容部分:一种静压免烧砖成型机构,包括支撑架,其特征在于,所述支撑架上竖向滑动连接有滑动架,所述滑动架下方置有固定连接在支撑架上的支撑台,所述支撑台上配合有底板,所述底板上竖向滑动配合有模具,所述模具被抖动机构带动进行纵向的反复滑动,所述磨具上方配合有固定连接在滑动架上的压板,所述压板上排列设置有压块,所述压块与开设在模具上的成型孔对应配合,所述压块侧边配合有放料块,多个所述放料块共同与固定连接在滑动架内的分料机构连通,还包括纵向滑动连接在模具上的刮板。
本发明的有益效果:
1、本发明包括支撑架,支撑架内设置有支撑台,支撑台上配合有底板,通过重复收放模具,将砖体成型在底板上,有利于系统化的收放砖体;
2、本发明通过压板带动压块对成型孔内填充的物料进行挤压,成型孔和压块的外形和设计为不同形式,能够得到不同形状的砖体,只需改变模具就能生产不同砖体,经济实用;
3、本发明中的上料机构被整合入成型机构内,节省了机器占用的空间,并通过添加分料机构对成型孔内填充的物料进行不同程度的填充,并在刮板的作用下,将物料进行充分填充刮平,避免了物料不必要的浪费,结构紧凑,值得推广。
附图说明
图1是本发明的主视图。
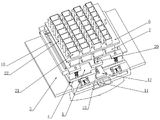
图2是本发明的立体视图一。
图3是本发明的立体视图二。
图4是本发明的部分结构视图一。
图5是本发明的部分结构视图二。
图6是本发明的部分结构视图三。
图7是本发明的部分结构视图四。
图8是本发明的部分结构视图五。
图9是本发明的部分结构视图六。
图10是发明的部分结构视图七。
图中,1、支撑架;2、滑动架;3、支撑台;4、底板;5、模具;6、压板;7、压块;8、成型孔;9、放料块;10、刮板;11、滑动板;12、定位板;13、挡块;14、固定销;15、销槽;16、固定杆;17、缓冲垫;18、第一弹簧;19、配合板;20、配合块;21、分料腔;22、第一管道;23、第二管道;24、第一通料孔;25、储料仓;26、第三管道;27、第四管道;28、第二通料孔;29、主液压缸;30、固定块;31、定位槽。
具体实施方式
以下结合附图1-10对本发明的具体实施方式作进一步的详细说明。
本发明在实施时,结合附图1-10,一种静压免烧砖成型机构,包括支撑架1,所述支撑架1上竖向滑动连接有滑动架2,预设的,所述支撑架1上固定连接有主液压缸30,所述主液压缸30驱动滑动架2进行竖向的滑动,在本实施例中,所述主液压缸30将作为砖体压制成型的驱动动力源,所述滑动架2下方置有固定连接在支撑架1上的支撑台3,所述支撑台3上配合有底板4,所述底板4上竖向滑动配合有模具5,预设的,在实施时,底板4将作为标准件进行配套生产,在生产时,需要配套多个底板4,类似的,模具5也将作为标准件进行制造,但模具5内用于成型的腔室结构,可根据实际生产的砖形进行单独设计,预设的,本产品在实施时可单独实施,也可并入砖体制造线内进行实施,在进行单独实施时,支撑台3将作为支撑成型机构成型的底座,主要起到支撑作用,在将本产品并入砖体制造线上时,支撑台3的高度需要与传送带的高度一致,保证从传动带上传输的底板4能够进入支撑台3,预设的,所述支撑台3上横向滑动连接有多个滚轮组,多个所述滚轮组通过传动机构连接并被同步同向驱动转动,多个所述滚轮组与支撑台3之间置有第二弹簧,满足在第二弹簧的作用下,滚轮组将对底板4具有较小的挤压力,从而在底板4在刚进入支撑台3上时,底板4将在输送带的作用下挤开滚轮组,随后在输送带对底板4作用下减少不足以驱动底板4继续行进时,滚轮组能够驱动底板4进行持续行进,直至将底板4带动至设定的位置处,在此过程中,设置有用于检测底板4到位的检测装置,检测装置可采用常用的光学传感器,对底板4是否到位进行检测,同时所述支撑台3上固定连接有固定块30,所述固定块30与开设在模具5上的定位槽31滑动配合,满足通过固定块30与定位槽31的配合关系对底板4进行滑动方向的定位;
预设的,所述磨具上方配合有固定连接在滑动架2上的压板6,所述压板6上排列设置有压块7,所述压块7与开设在模具5上的成型孔8对应配合,在本实施例中,成型孔8的外形可根据所需砖体的外形进行设计,同时压块7的外形与成型孔8的外形配合,在本实施例中,压板6将作为直接挤压物料,使得物料挤压成砖体的结构件,所述压块7侧边配合有放料块9,预设的,在本实施例中,多个所述放料块9内开设有倾斜通道,能够满足将进入放料块9内的物料排出,所述放料块9的倾斜通道的开口端朝向压块7的侧壁,满足在压块7的开口端未滑出压块7的侧壁范围内时,压块7将会限制物料从倾斜通道的流出,在放料块9滑出压块7的范围后,倾斜通道才会处于开放状态,预设的,多个所述放料块9共同连接一同被一直线驱动机构驱动进行竖向滑动,在本实施例中,此直线驱动机构可采用液压缸、丝杠、电动伸缩杆或气缸等常见机构,预设的,多个所述放疗块被一副液压缸驱动进行竖向的滑动,所述副液压缸竖向安装在滑动架2上,满足通过福液压缸驱动多个放料块9一同进行竖向的滑动,从而控制放料块9上的倾斜通道的开放与闭合,预设的,为确保密封性,所述放料块9与压块7贴合的侧面上连接有橡胶材质的胶套;
在本实施例中,设定的在进行生产时,模具5是持续使用的,成型的砖体将会设置在底板4上进行运输,即本产品在进行生产时,在底板4到位后,需要将模具5放置在底板4上,随后再依次进行上料、刮平、挤压成型的操作,即在本实施例中初始状态时,模具5是需要固定连接在滑动架2上的,通过滑动架2的滑动带动模具5放置在底板4上,预设的,滑动架2上纵向驱动连接有两个配合板19,在本实施例中,可采用电动伸缩杆、气缸、丝杠等常见的直线驱动部件对两个配合块20进行驱动,两个所述配合板19与固定连接在模具5上的配合块20配合,预设的,所述配合板19和配合块20上分别开设有能够相互配合的齿,在带动配合块20伸出与配合块20接触时,将通过配合板19和配合块20上的齿使得模具5连接在滑动架2上,在滑动架2进行上下滑动时能够带动模具5一同进行滑动,在将滑动板11收回时将解锁模具5,预设的,在本实施例中,所述底板4上竖向固定连接有多个与模具5配合的固定杆16,多个所述固定杆16上竖向滑动连接有缓冲垫17,所述缓冲垫17与固定杆16之间置有套设在固定杆16上的第一弹簧18,在实际实施时,初始状态时,模具5与滑动架2是连接在一起的,且一同处于初始状态位,即所能移动的最高位置处,在底板4移动至设定的位置上后,滑动架2带动模具5向下移动至设定的上料位,在此位置处时,模具5将与固定杆16进行配合,即固定杆16将穿入模具5上卡设的槽孔内,随后,解锁模具5,模具5将在自重的作用下压缩第一弹簧18向下滑动,直至落入底板4上,预设的,第一弹簧18和缓冲垫17的设置只为保证模具5下落过程中的受力均匀以及一定的缓冲能力,能够保证模具5在自身重力作用下能够完全落入底板4上;
在将模具5放置在底板4上后,将要进行上料的操作,在本实施例中,上料的操作将基于上述的通过控制放料块9的滑动完成,在进行刮平操作时,现有的均采用直接将物料进行刮除,多出的物料将会被直接浪费掉,为减少对物料的浪费,本实施例中,在滑动架2内设置有与上料机构连通的分料机构,所述分料机构包括多个安装在滑动架2内的分料腔21,预设的,在本实施例中,所述分料腔21与纵向驱动连接在模具5上的刮板10进行配合,预设的,所述刮板10被一套丝杠导杆机构驱动进行纵向的滑动,所述刮板10初始时位于远离所有成型孔8的一侧,满足通过刮板10的滑动将所有成型孔8内的物料刮平,设定的,在刮板10被驱动进行滑动将高出成型孔8的物料进行刮除的过程中,靠近刮板10初始位置处的成型孔8处的堆积物料将会被刮板10带动依次经过剩下的成型孔8,在此过程中,若减少远离刮板10的成型孔8内填充的物料,在刮板10进行刮除作业时,这些成型孔8内将会被刮板10带动的物料进行填充,从而减少了传统的现有成型机中上料时的物料浪费情况,预设的,位于同一排的所述分料腔21规格相同,越靠近刮板10初始位置处的分料腔21的规格尺寸越大,即以刮板10初始位置处为起点方向,向刮板10行进方向延伸,不同排的分料腔21的规格将依次减小,需要注意的是,成型孔8的体积是可以计算得出的,在本实施例中,每个成型孔8均有一个分料腔21对应进行上料,因此分料腔21内实际需要填充的物料也是能够准确计算的,只需要保证靠近刮板10初始位置处的分料腔21内填充的物料体积多于成型孔8实际体积并保证能够远能够弥补,远离刮板10初始位置处的分料腔21内填充的物料体积,就能够确保在刮板10的作用下,所有的成型孔8内均能够被填充满物料,但在此程中,需要保证分料腔21在完成注料后不再继续进行补充,从而能够准确确定分料腔21内填充的物料体积,同时同理也需要保证分料块与分料腔21之间能够进行阻断,只有在进行上料时才能连通;
预设的,所述粉料机构还包括设置在支撑架1上的储料仓25,所述储料仓25与物料输送带连通被填充物料,所述储料仓25与多个固定连接在支撑架1上的第三管道26连通,多个所述第三管道26内竖向滑动连接有固定连接在滑动架2上的第四管道27,所述第四管道27上设置有第二通料孔28,预设的,所述第四管道27与多个分料腔21连通对分料腔21进行上料,在实际实施时,因为滑动架2是需要进行竖向滑动的,所以滑动架2与支撑架1之间的距离是会发生变化的,若采用软管连接将会可能发生堵塞的情况,故在本实施例中,第三管道26和第四管道27均采用硬质材质制成,可采用塑料或者铝材,所述第二通料孔28的开设形式为设置在朝向第三管道26与储料仓25连通的一侧,设定的,在滑动架2处于初始位置处,即滑动架2处于移动的最高位置处时,此时第二通料孔28与第三管道26上的开口连通,此时第三管道26才能与第四管道27连通,分料腔21被储料仓25上料,在物料堆积填充使得第二通料孔28被堵塞时,分料腔21上料完成,此时储料仓25内的物料将不再能够进入第四管道27内,在滑动架2向下滑动时,第四管道27将带动第二通料孔28一同进行移动,从而使得第四管道27的侧壁堵塞第三管道26的开口处,此时第四管道27也不会与第三管道26连通,避免分料腔21内持续进料,预设的,所述第三管道26的上端延伸端要大于第四管道27,保证第四管道27内存有一定的缓冲区域,避免发生堵塞;
预设的,所述放料块9与分料腔21之间的连通方式与分料腔21与储料仓25之间的连通方式类似,即多个所述分料腔21侧边连通有安装在滑动架2内的第一管道22,所述第一管道22内竖向滑动连接有与放料块9连通的第二管道23,所述第二管道23上开设有第一通料孔24,满足在放料块9处于放料位,即其所处的最低位置处时,第一通料孔24与第一管道22的开口处连通,此时分料腔21内的物料将从放料块9的倾斜通道内流出,并落入成型孔8内,在完成上料后,放料块9将在副液压缸的带动下向上滑动,其倾斜通道首先闭合,随后随着放料块9的持续上升,第一通料孔24将不再与第一管道22的开口处连通,从而使得第二管道23和第二管道23不再连通,即使分料腔21再尽心上料时,第二管道23内也不会再进入物料,预设的,所述第一管道22的上端延伸端要大于第二管道23,保证第二管道23内存有一定的缓冲区域,避免发生堵塞,需要注意的是,在本实施例中,第二管道23上开设的第一通料孔24为第二管道23最上端的开口,第四管道27上开设的第二通料孔28开设在第二管道23的侧边,同时第二管道23的最上方也为敞开结构;
在本实施例中,底板4在支撑台3上进行上料时,因为放料块9位置固定,所以将会导致物料下落的位置固定,为避免物料落入成型孔8内的位置过于集成,设定的,所述模具5被抖动机构带动进行纵向的反复滑动,从而能够使得物料在成型孔8内分布不会过于集中,所述抖动机构包括两个纵向滑动连接在支撑台3上的滑动板11,两个滑动板11分别被设置在支撑台3上的曲柄机构驱动进行往复滑动,预设的,在本实施例中,此处采用的曲柄机构为常见的曲柄机构,即采用伺服电机带动一转动连接在支撑台3上的曲柄转动,曲柄上设置有销柱,销柱与设置在滑动板11滑动配合,从而满足通过曲柄的转动带动滑动板11进行往复滑动,预设的,两个所述滑动板11上分别竖向伸缩连接有定位板12,在本实施例中,两个所述定位板12与挡板的驱动形式一样,均可采用电动伸缩杆、丝杠、或气缸进行驱动进行竖向的滑动,两个所述定位板12分别与固定连接在底板4上的挡块13配合,满足初始状态时,定位板12被带动至某一高度处,在此高度下,定位板12能够阻拦底板4上的挡块13,从而将底板4限位在定位板12处,所述挡块13侧边置有固定连接在底板4上的固定销14,所述固定销14与开设在定位板12上的销槽15配合,在底板4被限位在定位板12处后,通过设置的检测机构检测到底板4到位,随后滚轮组停止转动此处驱动滚轮组进行转动的电机应采用不带自锁功能的电机,定位板12被驱动向下滑动通过销槽15与固定销14的配合将使得底板4与定位板12进行连接,在定位板12被曲柄驱动进行往复滑动时,定位板12将带动底板4一同在支撑台3上进行往复的滑动,从而使得物料落入成型孔8内的区域扩大,避免物料堆积过于集中。
本发明在实施时,具体流程为:底板4在滚轮组的带动下在支撑台3上进行滑动,在初始状态下,定位板12处于能够阻挡挡块13但不会与固定销14配合的位置处,在检测到底板4滑动至被定位板12阻挡的位置处后,定位板12向下滑动,销槽15与固定销14配合,随后,滑动架2从最高位的初始状态位被主液压缸30驱动向下进行滑动,直至滑动至设定的上料位,在此位置处时,模具5将与底板4上的固定杆16进行配合,即固定杆16将进入模具5上设置的槽内,随后配合板19被驱动滑动回收,随后模具5被解锁,模具5将挤压第一弹簧18向下落在底板4上,且在此位置时,压块7所在的高度将完全与成型孔8分离,且高过刮板10的位置,随后,副液压缸动作将放料块9向下滑动,随后分料腔21内的物料通过放料块9落入成型孔8内,且在此过程中曲柄动作带动模具5进行往复滑动,避免物料堆积过于集中,在分料腔21内的物料完全落入成型孔8内后,放料块9回复至初始状态位,刮板10被丝杠带动对模具5表面的物料进行刮平动作,即刮板10进行一个往复行进动作,随后滑动架2被主液压缸30继续动作向下滑动,压块7将会挤压物料在成型孔8内挤压成砖体,即滑动架2移动至接触模具5的位置处,随后配合板19再次伸出与配合块20配合将模具5与滑动架2锁定连接,随后滑动架2在主液压缸30的带动下回复至初始状态位,在滑动架2回复至初始状态位时,储料仓25内的物料将通过第二通孔进入第二管道23并最终对分料腔21重新进行填充,随后等待下一个底板4到达支撑台3持续进行上述操作进行砖体的生产,本发明将上料机构整合入成型机构内,不仅节省了空间,通过添加分料机构对成型孔8内填充的物料进行不同程度的填充,并在刮板10的作用下,将物料进行充分填充刮平,避免了物料不必要的浪费,结构紧凑,值得推广。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种静压免烧砖成型机构,包括支撑架(1),其特征在于,所述支撑架(1)上竖向滑动连接有滑动架(2),所述滑动架(2)下方置有固定连接在支撑架(1)上的支撑台(3),所述支撑台(3)上配合有底板(4),所述底板(4)上竖向滑动配合有模具(5),所述模具(5)被抖动机构带动进行纵向的反复滑动,所述磨具上方配合有固定连接在滑动架(2)上的压板(6),所述压板(6)上排列设置有压块(7),所述压块(7)与开设在模具(5)上的成型孔(8)对应配合,所述压块(7)侧边配合有放料块(9),多个所述放料块(9)共同与固定连接在滑动架(2)内的分料机构连通,还包括纵向滑动连接在模具(5)上的刮板(10)。
2.根据权利要求1所述一种静压免烧砖成型机构,其特征在于,所述抖动机构包括两个纵向滑动连接在支撑台(3)上的滑动板(11),两个滑动板(11)分别被设置在支撑台(3)上的曲柄机构驱动进行往复滑动,两个所述滑动板(11)上分别竖向伸缩连接有定位板(12),两个所述定位板(12)分别与固定连接在底板(4)上的挡块(13)配合,所述挡块(13)侧边置有固定连接在底板(4)上的固定销(14),所述固定销(14)与开设在定位板(12)上的销槽(15)配合。
3.根据权利要求2所述一种静压免烧砖成型机构,其特征在于,所述底板(4)上竖向固定连接有多个与模具(5)配合的固定杆(16),多个所述固定杆(16)上竖向滑动连接有缓冲垫(17),所述缓冲垫(17)与固定杆(16)之间置有套设在固定杆(16)上的第一弹簧(18)。
4.根据权利要求2所述一种静压免烧砖成型机构,其特征在于,所述滑动架(2)上纵向驱动连接有两个配合板(19),两个所述配合板(19)与固定连接在模具(5)上的配合块(20)配合,满足在配合板(19)伸出时将与配合块(20)配合使得滑动架(2)带动模具(5)一同滑动。
5.根据权利要求1所述一种静压免烧砖成型机构,其特征在于,所述刮板(10)被一套丝杠导杆机构驱动进行纵向的滑动,所述刮板(10)初始时位于远离所有成型孔(8)的一侧,满足通过刮板(10)的滑动将所有成型孔(8)内的物料刮平。
6.根据权利要求5所述一种静压免烧砖成型机构,其特征在于,所述分料机构包括多个安装在滑动架(2)内的分料腔(21),位于同一排的所述分料腔(21)规格相同,越靠近刮板(10)初始位置处的分料腔(21)的规格尺寸越大,多个所述分料腔(21)侧边连通有安装在滑动架(2)内的第一管道(22),所述第一管道(22)内竖向滑动连接有与放料块(9)连通的第二管道(23),所述第二管道(23)上开设有第一通料孔(24)。
7.根据权利要求6所述一种静压免烧砖成型机构,其特征在于,所述粉料机构还包括设置在支撑架(1)上的储料仓(25),所述储料仓(25)与多个固定连接在支撑架(1)上的第三管道(26)连通,多个所述第三管道(26)内竖向滑动连接有固定连接在滑动架(2)上的第四管道(27),所述第四管道(27)上设置有第二通料孔(28)。
8.根据权利要求1或6所述一种静压免烧砖成型机构,其特征在于,多个所述放料块(9)共同连接一同被直线驱动机构驱动进行竖向滑动。
9.根据权利要求1或7所述一种静压免烧砖成型机构,其特征在于,所述滑动架(2)被一主液压缸(30)驱动进行竖向滑动。
10.根据权利要求3所述一种静压免烧砖成型机构,其特征在于,所述支撑台(3)上固定连接有纵向设置的固定块(30),所述固定块(30)与开设在底板(4)上的定位槽(31)滑动配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210860574.0A CN115179410B (zh) | 2022-07-22 | 2022-07-22 | 一种静压免烧砖成型机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210860574.0A CN115179410B (zh) | 2022-07-22 | 2022-07-22 | 一种静压免烧砖成型机构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115179410A true CN115179410A (zh) | 2022-10-14 |
| CN115179410B CN115179410B (zh) | 2023-07-14 |
Family
ID=83519220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210860574.0A Active CN115179410B (zh) | 2022-07-22 | 2022-07-22 | 一种静压免烧砖成型机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115179410B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116551814A (zh) * | 2023-04-27 | 2023-08-08 | 浙江弼土新材料股份有限公司 | 建筑垃圾回收制砖一体化设备及其加工工艺 |
Citations (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR365658A (fr) * | 1906-04-24 | 1906-09-14 | James J Cox | Machines à mouler les briques et pierres de construction |
| WO1986000042A1 (en) * | 1984-06-08 | 1986-01-03 | Siegfried Geitlinger | Method and plant for fabricating building blocks with a swellable material in a multicavity mould |
| EP0262278A1 (fr) * | 1986-10-01 | 1988-04-06 | André Accetta | Machine pour la production de blocs à bâtir en terre stabilisée |
| EP0749815A1 (de) * | 1995-06-21 | 1996-12-27 | Franz Carl Nüdling Basaltwerke GmbH & Co. KG | Mit einer geometrischen Oberflächengestaltung versehenen Formling, sowie Verfahren und Vorrichtung zu dessen Herstellung |
| JP2002011716A (ja) * | 2000-06-30 | 2002-01-15 | Takasago Tile Kk | 陶磁器原料の成形型への充填装置 |
| WO2003022543A1 (fr) * | 2001-09-07 | 2003-03-20 | Guoquan Huang | Procede et unite a double distribution permettant la formation de carreaux de ceramique et produits obtenus conformement audit precede |
| CN106956354A (zh) * | 2017-01-06 | 2017-07-18 | 林凯锋 | 一种陶瓷砖布料设备及方法 |
| CN206544246U (zh) * | 2017-02-27 | 2017-10-10 | 天津市龙建丰液压机械有限公司 | 一种免烧砖的制砖出砖系统 |
| CN207206714U (zh) * | 2017-09-26 | 2018-04-10 | 重庆鸿基木业有限公司 | 一种石英石台面板生产线 |
| CN108908655A (zh) * | 2018-07-28 | 2018-11-30 | 南通瑞强机械制造有限公司 | 一种用于制砖机的压砖装置 |
| CN209304765U (zh) * | 2018-07-21 | 2019-08-27 | 山东东风双隆机械有限公司 | 一种新型水泥砌块成型机面料布料装置 |
| CN110405914A (zh) * | 2018-04-28 | 2019-11-05 | 台山市河朗新型环保建材有限公司 | 一种新型大型混凝土砖块的压制成型装置 |
| CN209851188U (zh) * | 2018-07-28 | 2019-12-27 | 南通瑞强机械制造有限公司 | 一种用于制砖机的压砖装置 |
| EP3597385A1 (en) * | 2018-07-20 | 2020-01-22 | Kvm Industrimaskiner A/S | Mould for concrete blocks with (large) level differences, such as kerbstones/blocks/lock stones with or without cavities/drain |
| CN110883908A (zh) * | 2019-11-08 | 2020-03-17 | 福建群峰机械有限公司 | 一种压砖机的成型机构 |
| CN110919843A (zh) * | 2019-12-27 | 2020-03-27 | 昆山市惠盛实业有限公司 | 一种免烧砖生产装置 |
| CN112339102A (zh) * | 2020-11-06 | 2021-02-09 | 泉州市益鑫机械科技有限公司 | 一种免托板制砖机 |
| CN112388817A (zh) * | 2020-12-16 | 2021-02-23 | 遵义汉丰装饰材料有限责任公司 | 一种半干法静压成型砌块生产线 |
| CN213533065U (zh) * | 2020-09-18 | 2021-06-25 | 刘钊 | 一种免烧砖成型模具 |
| CN213971745U (zh) * | 2020-10-14 | 2021-08-17 | 舞钢市恒润达新型建材有限公司 | 一种多功能制砖模具 |
| KR102325583B1 (ko) * | 2021-05-25 | 2021-11-11 | 조민현 | 생산성 향상된 옹벽블럭 자동 제조장치 |
| CN215038516U (zh) * | 2021-06-18 | 2021-12-07 | 山东天康恒达科技有限公司 | 全自动挤压设备 |
| CN215150134U (zh) * | 2021-07-16 | 2021-12-14 | 江苏胤昊新材料科技有限公司 | 一种轻质隔墙板加工用挤压定型设备 |
| CN114055602A (zh) * | 2021-11-10 | 2022-02-18 | 安庆惠嘉新型建材有限公司 | 一种红砖压铸用辅助装置 |
| CN215943278U (zh) * | 2021-07-08 | 2022-03-04 | 郑州科技学院 | 固废细料生产的制砖装置 |
| CN114516108A (zh) * | 2022-02-24 | 2022-05-20 | 胡佳彤 | 一种新型制砖机 |
-
2022
- 2022-07-22 CN CN202210860574.0A patent/CN115179410B/zh active Active
Patent Citations (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR365658A (fr) * | 1906-04-24 | 1906-09-14 | James J Cox | Machines à mouler les briques et pierres de construction |
| WO1986000042A1 (en) * | 1984-06-08 | 1986-01-03 | Siegfried Geitlinger | Method and plant for fabricating building blocks with a swellable material in a multicavity mould |
| EP0262278A1 (fr) * | 1986-10-01 | 1988-04-06 | André Accetta | Machine pour la production de blocs à bâtir en terre stabilisée |
| EP0749815A1 (de) * | 1995-06-21 | 1996-12-27 | Franz Carl Nüdling Basaltwerke GmbH & Co. KG | Mit einer geometrischen Oberflächengestaltung versehenen Formling, sowie Verfahren und Vorrichtung zu dessen Herstellung |
| JP2002011716A (ja) * | 2000-06-30 | 2002-01-15 | Takasago Tile Kk | 陶磁器原料の成形型への充填装置 |
| WO2003022543A1 (fr) * | 2001-09-07 | 2003-03-20 | Guoquan Huang | Procede et unite a double distribution permettant la formation de carreaux de ceramique et produits obtenus conformement audit precede |
| CN1466508A (zh) * | 2001-09-07 | 2004-01-07 | 黄国权 | 陶瓷砖复式布料设备和布料方法及生产的产品 |
| CN106956354A (zh) * | 2017-01-06 | 2017-07-18 | 林凯锋 | 一种陶瓷砖布料设备及方法 |
| CN206544246U (zh) * | 2017-02-27 | 2017-10-10 | 天津市龙建丰液压机械有限公司 | 一种免烧砖的制砖出砖系统 |
| CN207206714U (zh) * | 2017-09-26 | 2018-04-10 | 重庆鸿基木业有限公司 | 一种石英石台面板生产线 |
| CN110405914A (zh) * | 2018-04-28 | 2019-11-05 | 台山市河朗新型环保建材有限公司 | 一种新型大型混凝土砖块的压制成型装置 |
| EP3597385A1 (en) * | 2018-07-20 | 2020-01-22 | Kvm Industrimaskiner A/S | Mould for concrete blocks with (large) level differences, such as kerbstones/blocks/lock stones with or without cavities/drain |
| CN209304765U (zh) * | 2018-07-21 | 2019-08-27 | 山东东风双隆机械有限公司 | 一种新型水泥砌块成型机面料布料装置 |
| CN108908655A (zh) * | 2018-07-28 | 2018-11-30 | 南通瑞强机械制造有限公司 | 一种用于制砖机的压砖装置 |
| CN209851188U (zh) * | 2018-07-28 | 2019-12-27 | 南通瑞强机械制造有限公司 | 一种用于制砖机的压砖装置 |
| CN110883908A (zh) * | 2019-11-08 | 2020-03-17 | 福建群峰机械有限公司 | 一种压砖机的成型机构 |
| CN110919843A (zh) * | 2019-12-27 | 2020-03-27 | 昆山市惠盛实业有限公司 | 一种免烧砖生产装置 |
| CN213533065U (zh) * | 2020-09-18 | 2021-06-25 | 刘钊 | 一种免烧砖成型模具 |
| CN213971745U (zh) * | 2020-10-14 | 2021-08-17 | 舞钢市恒润达新型建材有限公司 | 一种多功能制砖模具 |
| CN112339102A (zh) * | 2020-11-06 | 2021-02-09 | 泉州市益鑫机械科技有限公司 | 一种免托板制砖机 |
| CN112388817A (zh) * | 2020-12-16 | 2021-02-23 | 遵义汉丰装饰材料有限责任公司 | 一种半干法静压成型砌块生产线 |
| KR102325583B1 (ko) * | 2021-05-25 | 2021-11-11 | 조민현 | 생산성 향상된 옹벽블럭 자동 제조장치 |
| CN215038516U (zh) * | 2021-06-18 | 2021-12-07 | 山东天康恒达科技有限公司 | 全自动挤压设备 |
| CN215943278U (zh) * | 2021-07-08 | 2022-03-04 | 郑州科技学院 | 固废细料生产的制砖装置 |
| CN215150134U (zh) * | 2021-07-16 | 2021-12-14 | 江苏胤昊新材料科技有限公司 | 一种轻质隔墙板加工用挤压定型设备 |
| CN114055602A (zh) * | 2021-11-10 | 2022-02-18 | 安庆惠嘉新型建材有限公司 | 一种红砖压铸用辅助装置 |
| CN114516108A (zh) * | 2022-02-24 | 2022-05-20 | 胡佳彤 | 一种新型制砖机 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116551814A (zh) * | 2023-04-27 | 2023-08-08 | 浙江弼土新材料股份有限公司 | 建筑垃圾回收制砖一体化设备及其加工工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115179410B (zh) | 2023-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205112230U (zh) | 斜式注塑机 | |
| CN101130260A (zh) | 一种大规格超薄瓷板的压制设备及其压制方法 | |
| CN110962217A (zh) | 一种陶瓷杯耳挤出成型机 | |
| CN111531793B (zh) | 一种酒盒底座生产用的注塑装置 | |
| CN106313297B (zh) | 一种用于免烧砖生产的自动成型装置 | |
| CN115179410A (zh) | 一种静压免烧砖成型机构 | |
| CN107932971B (zh) | 挤压成型产品的压制生产系统 | |
| CN108215060A (zh) | 一种自动软管注肩机 | |
| CN116922543B (zh) | 砂浆物料输送成型装置 | |
| CN112388817A (zh) | 一种半干法静压成型砌块生产线 | |
| CN113306003A (zh) | 一种砌块成型机 | |
| CN219926423U (zh) | 一种新型的烧结砖成型机 | |
| CN218227165U (zh) | 一种用于耐火砖生产的压砖设备 | |
| CN112339071B (zh) | 一种烧结砖生产用快速成型分切一体化设备 | |
| CN215241566U (zh) | 一种组合式页岩空心砖加工装置 | |
| CN214293675U (zh) | 一种用于机压耐火材料的精准布料装置 | |
| CN210551978U (zh) | 一种便于调节制砖尺寸的双向挤压式制砖机 | |
| CN210477620U (zh) | 一种注塑机上料机构 | |
| CN210045960U (zh) | 全自动湿黏土砂制芯机 | |
| CN113618879B (zh) | 一种下压式液压压砖机 | |
| CN109227894B (zh) | 一种带托板的模箱流转系统 | |
| CN220614386U (zh) | 一种生产陶瓷的等静压机 | |
| CN214082048U (zh) | 一种半干法静压成型砌块生产线 | |
| CN212097272U (zh) | 一种注塑机上料装置 | |
| CN217621991U (zh) | 一种敷胶双螺杆脱模装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |