CN110217547B - 一种用于蓄电池的拆卸装置 - Google Patents
一种用于蓄电池的拆卸装置 Download PDFInfo
- Publication number
- CN110217547B CN110217547B CN201910620125.7A CN201910620125A CN110217547B CN 110217547 B CN110217547 B CN 110217547B CN 201910620125 A CN201910620125 A CN 201910620125A CN 110217547 B CN110217547 B CN 110217547B
- Authority
- CN
- China
- Prior art keywords
- plate
- positioning
- discharging
- box body
- electric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/008—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes the parts being continuously transported through the machine during assembling or disassembling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G29/00—Rotary conveyors, e.g. rotating discs, arms, star-wheels or cones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/82—Rotary or reciprocating members for direct action on articles or materials, e.g. pushers, rakes, shovels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/54—Reclaiming serviceable parts of waste accumulators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/84—Recycling of batteries or fuel cells
Abstract
本发明涉及蓄电池回收领域,具体是一种用于蓄电池的拆卸装置,包括工作台和转盘,所述工作台内设有步进电机,所述转盘呈水平安装在步进电机的输出端上,所述转盘上设有五个沿转盘周向均匀分布的定位治具,转盘的旁侧依次设有上料机构、螺丝拆除机构、加热机构、搬运机构和转运机构,所述搬运机构的旁侧设有接料盒,所述转运机构的旁侧设有接料输送带,所述上料机构包括容纳盒体、推料组件和放料组件,所述容纳盒体底部设有出料槽和四个呈矩形分布的支撑脚,所述推料组件安装在容纳盒体上,所述放料组件安装在出料槽上。本发明实现了将封盖从底壳上自动拆卸掉,无需人工操作,提高了拆卸效率,提高了极板返修利用率。
Description
技术领域
本发明涉及蓄电池回收领域,具体是涉及一种用于蓄电池的拆卸装置。
背景技术
随着社会的发展,铅蓄电池的使用也越来越广发,铅酸蓄电池是目前世界上产量最大、用途最广的一种电池,然而,报废的废旧铅蓄电池也逐年增加,这类电池的污染主要是重金属铅和电解质溶液的污染。铅能够引起神经系统的神经衰弱、手足麻木,消化系统的消化不良,血液中毒和肾损伤等症状。
目前,废旧铅酸蓄电池有很多情况是整体电池出现故障不能使用,但电池内部的部分板栅单体结构完好,完全可以取出经处理再组装继续使用。传统的铅酸蓄电池拆卸是采用人工将封盖与底壳连接的螺丝拆卸下来,然后通过工具将封盖与底壳拆开分离,人工拆卸虽然能够有效的拆卸分离封盖与底壳,但是存在拆卸效率太低的缺点。也有用切割锯将底壳与封盖封合处切割分离,但是这种拆卸方式容易产生震动,震动能够造成板栅单体受损,从而造成废旧铅酸蓄电池的拆解极板返修利用率非常低。
发明内容
本发明所要解决的技术问题是提供一种用于蓄电池的拆卸装置,以解决上述背景技术的问题。
为解决上述技术问题,本发明提供以下技术方案:
一种用于蓄电池的拆卸装置,包括工作台和转盘,所述工作台内设有步进电机,所述转盘呈水平安装在步进电机的输出端上,所述转盘上设有五个沿转盘周向均匀分布的定位治具,转盘的旁侧依次设有上料机构、螺丝拆除机构、加热机构、用于拆卸封盖的搬运机构和用于搬运底壳的转运机构,所述搬运机构的旁侧设有接料盒,所述转运机构的旁侧设有接料输送带,所述上料机构包括容纳盒体、推料组件和放料组件,所述容纳盒体底部设有出料槽和四个呈矩形分布的支撑脚,所述推料组件安装在容纳盒体上,所述放料组件安装在出料槽上。
进一步的,所述定位治具包括定位框体、压板、定位电动推杆、定位推板、两个具有外螺纹的连接柱、两个弹簧和两个定位帽,所述定位框体固定在转盘上,所述压板的一端设有两个对称设置的伸缩板,所述定位框体上开设有两个与两个伸缩板一一滑动配合的伸缩槽,两个连接柱对称设置在压板上,并且两个伸缩板位于两个连接柱之间,所述定位框体上开设有两个供连接柱穿过的穿孔,两个定位帽分别安装在两个连接柱上,两个弹簧分别套设在两个连接柱上,两个弹簧的一端均连接在定位框体的侧壁上,两个弹簧的另一端分别与一个定位帽连接,所述定位电动推杆呈水平安装在转盘上,并且定位电动推杆的输出端朝向压板设置,所述定位推板安装在定位电动推杆的输出端上。
进一步的,所述推料组件包括驱动电机、第一链轮、第二链轮、丝杆、平衡滑杆和推料件,所述容纳盒体的左右侧壁上均设有两个对称设置的连接板,丝杆转动安装在两个连接板上,平衡滑杆安装在另两个连接板上,所述容纳盒体的后侧壁上设有呈水平设置的第一安装板,所述驱动电机安装在第一安装板上,所述第一链轮安装在驱动电机的输出端上,所述第二链轮安装在丝杆的一端,并且第二链轮位于第一链轮的正上方,所述第二链轮与第一链轮通过链条传动连接,所述推料件上开设有与丝杆螺纹配合的螺纹孔和与平衡滑杆滑动配合的滑动孔。
进一步的,所述放料组件包括第一放料板、第二放料板、放料电机、第一齿轮、第二齿轮和联动杆,第一放料板与第二放料板间隔且转动的安装在出料槽内,第一放料板的一端侧壁上设有第一凸出转轴,所述第一齿轮安装在第一凸出转轴上,所述第一凸出转轴上设有竖直朝上设置的第一从动板,第二放料板的第一端侧壁上设有第二凸出转轴,第二凸出转轴上设有竖直朝下设置的第二从动板,所述联动杆的两端分别转动安装在第一从动板和第二从动板上,容纳盒体的侧壁上设有呈竖直设置的第二安装板,所述放料电机呈水平安装在第二安装板上,所述第二齿轮安装在放料电机的输出端上,并且第二齿轮与第一齿轮啮合。
进一步的,所述螺丝拆除机构包括第一安装台、第一升降气缸、升降板、第一电缸、第二电缸和电动螺丝刀,第一升降气缸呈竖直安装在第一安装台的顶部,所述升降板安装在第一升降气缸的输出端上,所述第一电缸安装在升降板的底部,所述第二电缸安装在第一电缸的滑台上,并且第二电缸与第一电缸呈十字型,所述第二电缸的滑台上设有U型板,所述电动螺丝刀呈竖直安装在U型板上。
进一步的,所述加热机构包括第二安装台、连接管道和排气箱体,所述连接管道呈竖直安装在第二安装台的顶部,所述排气箱体呈水平连接在连接管道的底部,所述排气箱体的底部设有若干个喷气头。
进一步的,所述搬运机构与转运机构的结构相同且均包括第三安装台、第二升降气缸、第三安装板、第三电缸和两个机械爪,所述第二升降气缸呈竖直安装在第三安装台的顶部,所述第三安装板呈水平安装在第二升降气缸的输出端上,所述第三安装板的顶部设有两个对称设置的导向杆,所述第三安装台上设有两个与两个导向杆一一导向配合的导向座,所述第三电缸安装在第三安装板的底部,所述第三电缸的滑台上设有呈U型的第四安装板,两个机械爪分别安装在第四安装板的两端上。
本发明与现有技术相比具有的有益效果是:
其一,通过步进电机能够驱动转盘进行步进式转动,在转动过程中,通过上料机构能够将蓄电池依次上料到对应的定位治具内,定位治具能够将蓄电池定位固定在其内,通过螺丝拆除机构能够将封盖与底壳连接的螺丝自动拆除,通过加热机构能够对封盖进行加热,让封盖略微膨胀软化,之后通过搬运机构将封盖从底壳上拔出分离,并且搬运机构还将封盖搬运放置到接料盒内,通过转运机构将底壳搬运到接料输送带上,与现有技术相比较,本发明实现了将封盖从底壳上自动拆卸掉,无需人工操作,提高了拆卸效率,提高了极板返修利用率。
其二,在上料过程中,先将蓄电池上到容纳盒体内,然后通过推料组件将位于容纳盒体内的所有蓄电池向出料槽推动,最前端一个蓄电池被第一放料板和第二放料板进行承托,随后放料电机驱动第一齿轮进行步进式转动,第一齿轮带动第二齿轮以及第一放料板进行同步转动,第一放料板由水平状态逐渐变为竖直状态,与此同时,第一从动板通过联动杆带动第二从动板、第二凸出转轴以及第二放料板进行反方向步进式转动,第一放料板与第二放料板之间的夹角随着转动越来越大,蓄电池在第一放料板和第二放料板上逐渐向定位框体下落,第一放料板和第二放料板均变为竖直状态后,蓄电池失去了阻碍力,之后蓄电池就平稳的落入定位框体内,这样避免了蓄电池从出料槽落出后不能够精准的落入定位治具内,以及避免蓄电池损坏。
附图说明
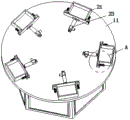
图1为本发明的立体结构示意图;
图2为工作台的立体示意图;
图3为图2中A处的放大图;
图4为上料机构的局部示意图一;
图5为上料机构的局部示意图二;
图6为螺丝拆除机构的立体示意图;
图7为加热机构的立体示意图;
图8为搬运机构的立体示意图;
图中标号为:工作台1,转盘11,定位治具2,定位框体21,压板22,伸缩板221,定位电动推杆23,定位推板231,连接柱24,弹簧25,定位帽26,上料机构3,容纳盒体31,支撑脚311,出料槽312,连接板313,第一安装板314,推料组件32,驱动电机321,第一链轮322,第二链轮323,丝杆324,平衡滑杆325,推料件326,放料组件33,第一放料板331,第一从动板3311,第二放料板332,第二凸出转轴3321,第二从动板3322,放料电机333,第一齿轮334,第二齿轮335,联动杆336,螺丝拆除机构4,第一安装台41,第一升降气缸42,升降板43,第一电缸44,第二电缸45,U型板451,电动螺丝刀46,加热机构5,第二安装台51,连接管道52,排气箱体53,喷气头54,搬运机构6,第三安装台61,导向座611,第二升降气缸62,第三安装板63,导向杆631,第三电缸64,第四安装板641,机械爪65,转运机构7,接料盒8,接料输送带9。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1至图8可知,一种用于蓄电池的拆卸装置,包括工作台1和转盘11,所述工作台1内设有步进电机,所述转盘11呈水平安装在步进电机的输出端上,所述转盘11上设有五个沿转盘11周向均匀分布的定位治具2,转盘11的旁侧依次设有上料机构3、螺丝拆除机构4、加热机构5、用于拆卸封盖的搬运机构6和用于搬运底壳的转运机构7,所述搬运机构6的旁侧设有接料盒8,所述转运机构7的旁侧设有接料输送带9,所述上料机构3包括容纳盒体31、推料组件32和放料组件33,所述容纳盒体31底部设有出料槽312和四个呈矩形分布的支撑脚311,所述推料组件32安装在容纳盒体31上,所述放料组件33安装在出料槽312上;通过步进电机能够驱动转盘11进行步进式转动,所有定位治具2也能够随着转盘11进行同步转动,在转动过程中,推料组件32能够将位于容纳盒体31内的蓄电池向出料槽312内推动,最前端的蓄电池处于出料槽312处时,推料组件32停止工作,之后放料组件33工作缓慢的将蓄电池从出料槽312处放出,蓄电池会缓慢的落入到定位治具2内,定位治具2能够将蓄电池夹固住,螺丝拆除机构4能够将封盖与底壳之间连接的螺丝全部自动拆除,通过加热机构5能够对封盖进行加热,使得封盖进行略微膨胀软化,通过搬运机构6能够将封盖从底壳上拆卸下来并搬运放置到接料盒8内,通过转运机构7能够将底壳从定位治具2中搬运放置到接料输送带9上。
所述定位治具2包括定位框体21、压板22、定位电动推杆23、定位推板231、两个具有外螺纹的连接柱24、两个弹簧25和两个定位帽26,所述定位框体21固定在转盘11上,所述压板22的一端设有两个对称设置的伸缩板221,所述定位框体21上开设有两个与两个伸缩板221一一滑动配合的伸缩槽,两个连接柱24对称设置在压板22上,并且两个伸缩板221位于两个连接柱24之间,所述定位框体21上开设有两个供连接柱24穿过的穿孔,两个定位帽26分别安装在两个连接柱24上,两个弹簧25分别套设在两个连接柱24上,两个弹簧25的一端均连接在定位框体21的侧壁上,两个弹簧25的另一端分别与一个定位帽26连接,所述定位电动推杆23呈水平安装在转盘11上,并且定位电动推杆23的输出端朝向压板22设置,所述定位推板231安装在定位电动推杆23的输出端上;当蓄电池落入定位框体21内后,定位电动推杆23能够驱动定位推板231向压板22移动,之后压板22上的两个伸缩板221会缩进对应的伸缩槽内,与此同时,两个连接柱24和两个定位帽26也会随着压板22进行同步移动,两个弹簧25会因定位帽26的位置的改变变成拉伸的状态,最后压板22将蓄电池牢牢定位固定在定位框体21内,定位电动推杆23撤去驱动力后,压板22会通过两个弹簧25的弹性回复力回到初始的位置。
所述推料组件32包括驱动电机321、第一链轮322、第二链轮323、丝杆324、平衡滑杆325和推料件326,所述容纳盒体31的左右侧壁上均设有两个对称设置的连接板313,丝杆324转动安装在两个连接板313上,平衡滑杆325安装在另两个连接板313上,所述容纳盒体31的后侧壁上设有呈水平设置的第一安装板314,所述驱动电机321安装在第一安装板314上,所述第一链轮322安装在驱动电机321的输出端上,所述第二链轮323安装在丝杆324的一端,并且第二链轮323位于第一链轮322的正上方,所述第二链轮323与第一链轮322通过链条传动连接,所述推料件326上开设有与丝杆324螺纹配合的螺纹孔和与平衡滑杆325滑动配合的滑动孔;驱动电机321驱动第一链轮322转动,第一链轮322通过链条带动第二链轮323转动,第二链轮323带动丝杆324同步转动,丝杆324带动推料件326在丝杆324和平衡滑杆325上进行缓慢移动,推料件326将位于容纳盒体31内的蓄电池进行推动,直到最前端的蓄电池处于出料槽312处时,驱动电机321停止工作。
所述放料组件33包括第一放料板331、第二放料板332、放料电机333、第一齿轮334、第二齿轮335和联动杆336,第一放料板331与第二放料板332间隔且转动的安装在出料槽312内,第一放料板331的一端侧壁上设有第一凸出转轴,所述第一齿轮334安装在第一凸出转轴上,所述第一凸出转轴上设有竖直朝上设置的第一从动板3311,第二放料板332的第一端侧壁上设有第二凸出转轴3321,第二凸出转轴3321上设有竖直朝下设置的第二从动板3322,所述联动杆336的两端分别转动安装在第一从动板3311和第二从动板3322上,容纳盒体31的侧壁上设有呈竖直设置的第二安装板,所述放料电机333呈水平安装在第二安装板上,所述第二齿轮335安装在放料电机333的输出端上,并且第二齿轮335与第一齿轮334啮合;放料电机333驱动第二齿轮335进行步进式转动,第二齿轮335带动第一齿轮334带动,第一齿轮334带动第一凸出转轴以及第一放料板331绕第一凸出转轴的轴线进行转动,第一放料板331由水平状态逐渐变为竖直状态,与此同时,第一凸出转轴上的第一从动板3311也随其进行同步转动,第一从动板3311通过联动杆336带动第二从动板3322、第二凸出转轴3321以及第二放料板332进行反方向步进式转动,第一放料板331与第二放料板332之间的夹角随着转动越来越大,蓄电池在第一放料板331和第二放料板332上逐渐向定位框体21下落,第一放料板331和第二放料板332均变为竖直状态后,蓄电池失去了阻碍力,之后蓄电池就平稳的落入定位框体21内。
所述螺丝拆除机构4包括第一安装台41、第一升降气缸42、升降板43、第一电缸44、第二电缸45和电动螺丝刀46,第一升降气缸42呈竖直安装在第一安装台41的顶部,所述升降板43安装在第一升降气缸42的输出端上,所述第一电缸44安装在升降板43的底部,所述第二电缸45安装在第一电缸44的滑台上,并且第二电缸45与第一电缸44呈十字型,所述第二电缸45的滑台上设有U型板451,所述电动螺丝刀46呈竖直安装在U型板451上;第一升降气缸42能够驱动电动螺丝刀46进行升降移动,第一电缸44能够驱动电动螺丝刀46进行前后移动,第二电缸45能够驱动电动螺丝刀46进行左右移动,因此,电动螺丝刀46实现了三轴向的移动,这样便于让电动螺丝刀46拆除封盖与底壳连接的螺丝。
所述加热机构5包括第二安装台51、连接管道52和排气箱体53,所述连接管道52呈竖直安装在第二安装台51的顶部,所述排气箱体53呈水平连接在连接管道52的底部,所述排气箱体53的底部设有若干个喷气头54;通过软管将供热设备连接到连接管道52上,热量从连接管道52进入排气箱体53内,最后从所有喷气头54喷射到封盖上。
所述搬运机构6与转运机构7的结构相同且均包括第三安装台61、第二升降气缸62、第三安装板63、第三电缸64和两个机械爪65,所述第二升降气缸62呈竖直安装在第三安装台61的顶部,所述第三安装板63呈水平安装在第二升降气缸62的输出端上,所述第三安装板63的顶部设有两个对称设置的导向杆631,所述第三安装台61上设有两个与两个导向杆631一一导向配合的导向座611,所述第三电缸64安装在第三安装板63的底部,所述第三电缸64的滑台上设有呈U型的第四安装板641,两个机械爪65分别安装在第四安装板641的两端上;第二升降气缸62能够驱动两个机械爪65进行升降,第三电缸64能够驱动两个机械爪65进行前后移动,两个机械爪65实现了两轴向的移动,两个机械爪65能够将封盖夹固,然后通过第二升降气缸62将封盖从底壳上分离出。
本发明的工作原理:通过步进电机能够驱动转盘11进行步进式转动,所有定位治具2也能够随着转盘11进行同步转动,在转动过程中,首先,驱动电机321驱动第一链轮322转动,第一链轮322通过链条带动第二链轮323转动,第二链轮323带动丝杆324同步转动,丝杆324带动推料件326在丝杆324和平衡滑杆325上进行缓慢移动,推料件326将位于容纳盒体31内的蓄电池进行推动,直到最前端的蓄电池处于出料槽312处时,驱动电机321停止工作,紧接着,放料电机333驱动第二齿轮335进行步进式转动,第二齿轮335带动第一齿轮334带动,第一齿轮334带动第一凸出转轴以及第一放料板331绕第一凸出转轴的轴线进行转动,第一放料板331由水平状态逐渐变为竖直状态,与此同时,第一凸出转轴上的第一从动板3311也随其进行同步转动,第一从动板3311通过联动杆336带动第二从动板3322、第二凸出转轴3321以及第二放料板332进行反方向步进式转动,第一放料板331与第二放料板332之间的夹角随着转动越来越大,蓄电池在第一放料板331和第二放料板332上逐渐向定位框体21下落,第一放料板331和第二放料板332均变为竖直状态后,蓄电池失去了阻碍力,之后蓄电池就平稳的落入定位框体21内;然后,定位电动推杆23驱动定位推板231向压板22移动,之后压板22上的两个伸缩板221会缩进对应的伸缩槽内,与此同时,两个连接柱24和两个定位帽26也会随着压板22进行同步移动,两个弹簧25会因定位帽26的位置的改变变成拉伸的状态,最后压板22将蓄电池牢牢定位固定在定位框体21内;然后,第一升降电机、第一电缸44和第二电缸45配合驱动电动螺丝刀46进行三轴向的移动,之后电动螺丝刀46会将拆除封盖与底壳连接的螺丝全部拆除;随后,将供热设备提供的热量从连接管道52通入排气箱体53内,所有喷气头54会将喷射到封盖上,封盖会略微膨胀软化;随后,搬运机构6上的第二升降气缸62和第三气缸配合驱动两个机械爪65进行两轴向移动,移动过程中两个机械爪65将封盖夹固住,紧接着将封盖从底壳上分离出并搬运放置到收集盒内;最后,转运机构7的工作原理与搬运机构6相同,转运机构7将底壳从定位治具2上搬运放置到接料输送带9上,当底壳脱离定位框体21后,定位电动推杆23会撤去驱动力,压板22会通过两个弹簧25的弹性回复力回到初始的位置。
Claims (4)
1.一种用于蓄电池的拆卸装置,包括工作台(1)和转盘(11),所述工作台(1)内设有步进电机,所述转盘(11)呈水平安装在步进电机的输出端上,所述转盘(11)上设有五个沿转盘(11)周向均匀分布的定位治具(2);
其特征在于:
转盘(11)的旁侧依次设有上料机构(3)、螺丝拆除机构(4)、加热机构(5)、用于拆卸封盖的搬运机构(6)和用于搬运底壳的转运机构(7),所述搬运机构(6)的旁侧设有接料盒(8),所述转运机构(7)的旁侧设有接料输送带(9);
所述定位治具(2)包括定位框体(21)、压板(22)、定位电动推杆(23)、定位推板(231)、两个具有外螺纹的连接柱(24)、两个弹簧(25)和两个定位帽(26),所述定位框体(21)固定在转盘(11)上,所述压板(22)的一端设有两个对称设置的伸缩板(221),所述定位框体(21)上开设有两个与两个伸缩板(221)一一滑动配合的伸缩槽,两个连接柱(24)对称设置在压板(22)上,并且两个伸缩板(221)位于两个连接柱(24)之间,所述定位框体(21)上开设有两个供连接柱(24)穿过的穿孔,两个定位帽(26)分别安装在两个连接柱(24)上,两个弹簧(25)分别套设在两个连接柱(24)上,两个弹簧(25)的一端均连接在定位框体(21)的侧壁上,两个弹簧(25)的另一端分别与一个定位帽(26)连接,所述定位电动推杆(23)呈水平安装在转盘(11)上,并且定位电动推杆(23)的输出端朝向压板(22)设置,所述定位推板(231)安装在定位电动推杆(23)的输出端上;
所述上料机构(3)包括容纳盒体(31)、推料组件(32)和放料组件(33),所述容纳盒体(31)底部设有出料槽(312)和四个呈矩形分布的支撑脚(311),所述推料组件(32)安装在容纳盒体(31)上,所述放料组件(33)安装在出料槽(312)上;
所述推料组件(32)包括驱动电机(321)、第一链轮(322)、第二链轮(323)、丝杆(324)、平衡滑杆(325)和推料件(326),所述容纳盒体(31)的左右侧壁上均设有两个对称设置的连接板(313),丝杆(324)转动安装在两个连接板(313)上,平衡滑杆(325)安装在另两个连接板(313)上,所述容纳盒体(31)的后侧壁上设有呈水平设置的第一安装板(314),所述驱动电机(321)安装在第一安装板(314)上,所述第一链轮(322)安装在驱动电机(321)的输出端上,所述第二链轮(323)安装在丝杆(324)的一端,并且第二链轮(323)位于第一链轮(322)的正上方,所述第二链轮(323)与第一链轮(322)通过链条传动连接,所述推料件(326)上开设有与丝杆(324)螺纹配合的螺纹孔和与平衡滑杆(325)滑动配合的滑动孔;
所述放料组件(33)包括第一放料板(331)、第二放料板(332)、放料电机(333)、第一齿轮(334)、第二齿轮(335)和联动杆(336),第一放料板(331)与第二放料板(332)间隔且转动的安装在出料槽(312)内,第一放料板(331)的一端侧壁上设有第一凸出转轴,所述第一齿轮(334)安装在第一凸出转轴上,所述第一凸出转轴上设有竖直朝上设置的第一从动板(3311),第二放料板(332)的第一端侧壁上设有第二凸出转轴(3321),第二凸出转轴(3321)上设有竖直朝下设置的第二从动板(3322),所述联动杆(336)的两端分别转动安装在第一从动板(3311)和第二从动板(3322)上,容纳盒体(31)的侧壁上设有呈竖直设置的第二安装板,所述放料电机(333)呈水平安装在第二安装板上,所述第二齿轮(335)安装在放料电机(333)的输出端上,并且第二齿轮(335)与第一齿轮(334)啮合;
通过步进电机能够驱动转盘(11)进行步进式转动,所有定位治具(2)随着转盘(11)进行同步转动,在转动过程中,推料组件(32)能够将位于容纳盒体(31)内的蓄电池向出料槽(312)内推动,最前端的蓄电池处于出料槽(312)处时,推料组件(32)停止工作,之后放料组件(33)工作将蓄电池从出料槽(312)处放出,蓄电池会落入到定位治具(2)内,定位治具(2)能够将蓄电池夹固住;然后通过螺丝拆除机构(4)能够将封盖与底壳之间连接的螺丝全部自动拆除,通过加热机构(5)能够对封盖进行加热,使得封盖进行膨胀软化,通过搬运机构(6)能够将封盖从底壳上拆卸下来并搬运放置到接料盒(8)内,通过转运机构(7)能够将底壳从定位治具(2)中搬运放置到接料输送带(9)上。
2.根据权利要求1所述的用于蓄电池的拆卸装置,其特征在于:所述螺丝拆除机构(4)包括第一安装台(41)、第一升降气缸(42)、升降板(43)、第一电缸(44)、第二电缸(45)和电动螺丝刀(46),第一升降气缸(42)呈竖直安装在第一安装台(41)的顶部,所述升降板(43)安装在第一升降气缸(42)的输出端上,所述第一电缸(44)安装在升降板(43)的底部,所述第二电缸(45)安装在第一电缸(44)的滑台上,并且第二电缸(45)与第一电缸(44)呈十字型,所述第二电缸(45)的滑台上设有U型板(451),所述电动螺丝刀(46)呈竖直安装在U型板(451)上。
3.根据权利要求1所述的用于蓄电池的拆卸装置,其特征在于:所述加热机构(5)包括第二安装台(51)、连接管道(52)和排气箱体(53),所述连接管道(52)呈竖直安装在第二安装台(51)的顶部,所述排气箱体(53)呈水平连接在连接管道(52)的底部,所述排气箱体(53)的底部设有若干个喷气头(54)。
4.根据权利要求1所述的用于蓄电池的拆卸装置,其特征在于:所述搬运机构(6)与转运机构(7)的结构相同且均包括第三安装台(61)、第二升降气缸(62)、第三安装板(63)、第三电缸(64)和两个机械爪(65),所述第二升降气缸(62)呈竖直安装在第三安装台(61)的顶部,所述第三安装板(63)呈水平安装在第二升降气缸(62)的输出端上,所述第三安装板(63)的顶部设有两个对称设置的导向杆(631),所述第三安装台(61)上设有两个与两个导向杆(631)一一导向配合的导向座(611),所述第三电缸(64)安装在第三安装板(63)的底部,所述第三电缸(64)的滑台上设有呈U型的第四安装板(641),两个机械爪(65)分别安装在第四安装板(641)的两端上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910620125.7A CN110217547B (zh) | 2019-07-10 | 2019-07-10 | 一种用于蓄电池的拆卸装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910620125.7A CN110217547B (zh) | 2019-07-10 | 2019-07-10 | 一种用于蓄电池的拆卸装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110217547A CN110217547A (zh) | 2019-09-10 |
| CN110217547B true CN110217547B (zh) | 2021-07-06 |
Family
ID=67812954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910620125.7A Active CN110217547B (zh) | 2019-07-10 | 2019-07-10 | 一种用于蓄电池的拆卸装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110217547B (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110797586A (zh) * | 2019-09-26 | 2020-02-14 | 俞树龙 | 一种铅酸蓄电池加工维护装置及其使用方法 |
| CN110697179A (zh) * | 2019-10-30 | 2020-01-17 | 湖南大用智能科技有限公司 | 袋装系统及槟榔包装线 |
| CN110815676A (zh) * | 2019-11-23 | 2020-02-21 | 王伟 | 一种环保橡胶o型圈材料加工装置 |
| CN111029883B (zh) * | 2019-11-25 | 2021-06-15 | 浙江凯美特电器科技有限公司 | 一种插座铜片自动装配设备 |
| CN111070710B (zh) * | 2020-01-10 | 2021-12-28 | 东营经济技术开发区东汇新能源有限公司 | 一种汽车悬挂拉杆衬套成型设备 |
| CN111215883B (zh) * | 2020-04-01 | 2021-03-16 | 长丰吾道智能光电科技有限公司 | 用于实现盒体转运拆卸的系统 |
| CN113753591A (zh) * | 2020-06-02 | 2021-12-07 | 深圳市特兹信息技术有限公司 | 一种自动化码垛装置 |
| CN111846361B (zh) * | 2020-07-25 | 2022-05-27 | 涂小翠 | 一种能够自动上料的口罩包装机 |
| CN112355621B (zh) * | 2020-10-20 | 2022-03-29 | 骆驼集团(安徽)再生资源有限公司 | 废旧铅酸蓄电池回收处理用预拆解装置 |
| CN112317251B (zh) * | 2020-10-29 | 2021-07-23 | 江苏汉印机电科技股份有限公司 | 一种印制电路板金属涂层涂布系统 |
| CN112935773A (zh) * | 2021-01-27 | 2021-06-11 | 深圳市驰速自动化设备有限公司 | 一种螺栓自动拆解分离机 |
| CN113978307B (zh) * | 2021-11-17 | 2024-01-19 | 上海悠遥科技有限公司 | 用于新能源汽车制造的电池换装机构及其换装方法 |
| CN114789423B (zh) * | 2022-06-07 | 2023-06-23 | 中国航发航空科技股份有限公司 | 用于导向器拔销的液压装置 |
| CN116810351B (zh) * | 2023-08-30 | 2023-11-10 | 常州武进中瑞电子科技股份有限公司 | 一种自动脱圈机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003276825A (ja) * | 2002-03-25 | 2003-10-02 | Nitto Seiko Co Ltd | 部品供給装置 |
| CN207242736U (zh) * | 2017-09-04 | 2018-04-17 | 福州国化智能技术有限公司 | 一种开关暗盒自动组装装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU393786A1 (ru) * | 1971-12-13 | 1973-08-10 | Ордена Трудового Красного Знамени Автотранспортный комбинат | УСТРОЙСТВО дл РЕМОНТА АККУМУЛЯТОРОВв ПТ5rMl/J;] ^'/"г^г'чт ч'»^*|Д -^ '-^i\'^S \ |
| CN203437284U (zh) * | 2013-08-19 | 2014-02-19 | 张亚明 | 一种自动涂覆机的升降加料斗 |
| CN104385178B (zh) * | 2014-10-10 | 2016-03-23 | 东莞华贝电子科技有限公司 | 一种tp板保压盒的拆装夹具 |
| CN204604592U (zh) * | 2015-05-08 | 2015-09-02 | 桐乡市有发新型墙体材料有限公司 | 一种建筑垃圾的称量装置 |
| CN204689066U (zh) * | 2015-05-28 | 2015-10-07 | 苏州巨通自动化设备有限公司 | 一种轮胎对中装置 |
| CN105855835A (zh) * | 2016-06-01 | 2016-08-17 | 河南宝润机械有限公司 | 一种电池拆分机 |
| CN107352228B (zh) * | 2017-09-04 | 2023-07-28 | 福州国化智能技术有限公司 | 一种开关暗盒自动组装装置 |
| CN107985931A (zh) * | 2017-10-20 | 2018-05-04 | 钟立朋 | 一种用于旋转的凸台装置 |
| CN207390277U (zh) * | 2017-11-03 | 2018-05-22 | 杭州泰尚机械有限公司 | 用于铁芯分解自动装配机中的分度转盘装置 |
| CN108163535B (zh) * | 2017-12-25 | 2020-06-16 | 芜湖扬展新材料科技服务有限公司 | 一种电感器组装焊接与点胶一体机的上料装置 |
| CN208345129U (zh) * | 2018-03-15 | 2019-01-08 | 江西正源智能科技有限公司 | 一种电池转盘输送系统 |
| CN208051756U (zh) * | 2018-04-12 | 2018-11-06 | 佛山市速瑞模型制品实业有限公司 | 一种异形件定位检测测量工装夹具 |
| CN208516419U (zh) * | 2018-05-17 | 2019-02-19 | 邵东智能制造技术研究院有限公司 | 一种用于打火机自动分类的旋转设备 |
| CN208729099U (zh) * | 2018-09-05 | 2019-04-12 | 新乐电器(江苏)有限公司 | 螺栓跟缓冲垫组装机器 |
-
2019
- 2019-07-10 CN CN201910620125.7A patent/CN110217547B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003276825A (ja) * | 2002-03-25 | 2003-10-02 | Nitto Seiko Co Ltd | 部品供給装置 |
| CN207242736U (zh) * | 2017-09-04 | 2018-04-17 | 福州国化智能技术有限公司 | 一种开关暗盒自动组装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110217547A (zh) | 2019-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110217547B (zh) | 一种用于蓄电池的拆卸装置 | |
| CN109746247B (zh) | 一种废旧蓄电池拆解方法 | |
| CN109273308B (zh) | 一种全自动键盘组装流水线 | |
| CN109773469B (zh) | 一种废旧动力电池拆解装置 | |
| CN110733663A (zh) | 一种无人机自动换电池装置及方法 | |
| CN111250984A (zh) | 一种多工位端子组装机 | |
| CN111843921A (zh) | 自动化拆卸动力电池模组的装置 | |
| CN211305471U (zh) | 一种电动车轮毂组装装置 | |
| CN217667723U (zh) | 一种电机端盖自动供料组装机构 | |
| CN113965029B (zh) | 电机转子拆解装置 | |
| CN216504598U (zh) | 一种便于使用的机器人工装快插装置 | |
| CN204747994U (zh) | 一种工业机器人自动鼠标装配机 | |
| CN113955477B (zh) | 一种动刀组件输送装置及输送方法 | |
| CN114749457B (zh) | 核垃圾处理用机载万用工具仓 | |
| CN111189342A (zh) | 一种用于热管自动化生产的抽真空和密封装置及方法 | |
| CN215279292U (zh) | 一种折弯机用的可移动前托料 | |
| CN215404511U (zh) | 一种石墨舟片卡钉安装设备 | |
| CN220560468U (zh) | 一种燃气管道开孔装置 | |
| CN215930794U (zh) | 一种石墨舟片卡钉安装设备 | |
| CN116619002B (zh) | 一种管件连接用紧固圈安装机构 | |
| CN218856065U (zh) | 一种钉柱抓取结构和通用型钉柱自动安装装置 | |
| CN216371219U (zh) | 一种拖拉机前托架的加工夹具 | |
| CN216779110U (zh) | 一种管式离心机转鼓运输卸料装置 | |
| CN220197718U (zh) | 一种机械自动化机械爪 | |
| CN220296356U (zh) | 一种汽车空调冷凝器芯子接头侧管总成自动铆接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20210617 Address after: Room 2402-03, Jianlian building, 818 Wanchang Middle Road, Chengdong street, Wenling City, Taizhou City, Zhejiang Province, 317500 (for public use only) Applicant after: Taizhou Hengli Metal Products Co.,Ltd. Address before: 239200 Building 1, 177 North Street, Xin'an Town, Lai'an county, Chuzhou City, Anhui Province Applicant before: Zheng Yunlong |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |