CN107206483B - 用于修复冶金容器中的耐火套筒的方法和设备 - Google Patents
用于修复冶金容器中的耐火套筒的方法和设备 Download PDFInfo
- Publication number
- CN107206483B CN107206483B CN201580076529.4A CN201580076529A CN107206483B CN 107206483 B CN107206483 B CN 107206483B CN 201580076529 A CN201580076529 A CN 201580076529A CN 107206483 B CN107206483 B CN 107206483B
- Authority
- CN
- China
- Prior art keywords
- slurry
- mud
- sleeve
- distributor
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/52—Manufacturing or repairing thereof
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/44—Refractory linings
- C21C5/445—Lining or repairing the taphole
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/16—Making or repairing linings increasing the durability of linings or breaking away linings
- F27D1/1626—Making linings by compacting a refractory mass in the space defined by a backing mould or pattern and the furnace wall
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/15—Tapping equipment; Equipment for removing or retaining slag
- F27D3/1509—Tapping equipment
- F27D3/1536—Devices for plugging tap holes, e.g. plugs stoppers
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
本发明涉及用于修复冶金容器的排流壳(6)的方法和装置,所述壳刚性地安装在容器的耐火内衬(4、5)中。根据本发明通过使用泥浆分配器(9)将泥浆涂覆到壳的浇铸通道(7)来实施所述壳的修复,泥浆分配器(9)可被插入到浇铸通道中,并且当被抽出到浇铸通道外时在整个通道长度之上校准浇铸通道。在涂覆泥浆期间,泥浆分配器(9)以与浇铸壳(7)同轴旋转的方式被驱动,且在所限定的时间段之后同样以旋转方式被抽出到浇铸壳(7)外。本发明特别适合用于修复具有滑动闭合件的浇铸浇包的内壳,滑动闭合件邻接浇包排流处,并且滑动闭合件的维护在浇铸系统的维护站中自动地实施。当正在对滑动闭合件实施维护时,在滑动闭合件的维护期间,内壳的修复同样在维护站中自动地实施。
Description
技术领域
本发明涉及一种用于修复冶金容器的耐火套筒的方法,并且涉及一种用于实施所述方法的设备。
背景技术
开头提到的类型的耐火套筒是容纳熔融金属的浇铸浇包的内套筒等。内套筒被插入到耐火浇包内衬的多孔砖中,并且在外部上邻接滑动闭合件的闭合板。
内套筒形成浇铸浇包的浇注通道(Ausgusskanal),并因此在操作期间遭受大量磨损。因而必须经常用新的未损坏的套筒来替换已磨损的套筒。然而,这个过程通常非常耗时费力,因为人们必须首先打破已磨损的套筒,修复多孔砖的被损坏的支承表面,并且然后安装新的套筒,使得其恰当地在容器内位于中心。这导致长的停工时间以便解决遇到问题的容器。
一种用于修复冶金容器的放出口的方法从专利AT-A-242 175中已知,该方法利用如下的管区段而实施,所述管区段可作为泥浆分配器被引入到放出口中。然而,这种已知的方法不适合用于修复嘴部套筒(Ausgusshülsen),因为用作泥浆分配器的管区段具有围绕周界分布的钻孔,并且具有与待修复的嘴部(Ausguss)的目标直径完全相同的外直径。这带来的结果一方面在于泥浆没有被均匀地施加到损坏的通道壁,并且另一方面在于在已经将泥浆施加到嘴部之后存在有如下风险:当移除带孔管区段时将会损坏所施加的泥浆层。
发明内容
本发明所基于的目的是设想出一种用于修复已磨损的套筒的方法,使得借助于该方法,已修复的套筒的操作可靠性和尺寸精确度是有保证的。
根据本发明,该目的通过如下方式来实现:通过利用泥浆分配器将泥浆施加到套筒的浇铸通道来实施套筒修复,泥浆分配器可以以就自身而言已知的方式被插入到浇铸通道中,并且泥浆分配器当从浇铸通道退出时在整个通道长度之上校准浇铸通道,泥浆分配器在施加泥浆期间与浇铸通道同轴地旋转,并且在所限定的时间段之后依旧处于旋转状态从浇铸通道退出。
根据本发明的修复方法的特征在于,其可利用相对不复杂的设备来实施,因为旋转的泥浆分配器提供了到通道壁的泥浆的均匀施加,并且提供了对通道壁的精确校准。
所述方法的另一优点是使时间消耗最小化,因为其可在相对高的容器温度的情况下来实施,并且因为泥浆的施加以及已施加的泥浆质量块的硬化两者均快速地发生。
另外地,本方法使得以下内容成为可能:使泥浆分配器的功能自动化并且适应必要参数,例如套筒的或相应所使用的泥浆的构成。
如果根据本发明的方法被用于修复浇铸浇包的内套筒,则这些优点是特别重要的,浇铸浇包具有邻接浇包嘴部的滑动闭合件,滑动闭合件的维护在浇铸设备的维护站中由自动控制装置自动地实施。在这种情况下,本发明作出如下的预先安排:在滑动闭合件的维护期间优选地利用同一自动控制装置还自动地实施对内套筒的修复。
以这种方式以下内容是可能的:对于每一次板更换,在转换过程期间修复内套筒,而不是在小次数的浇铸之后用新的套筒来替换它。以这种方式降低了耐火材料的成本,并且使得用于维护浇包所需要的时间最小化。
在该背景下,如果在将泥浆施加到套筒的浇铸通道时泥浆分配器以相对快的旋转速度旋转,则这是有利的,旋转速度使得借助于所生成的离心力利用强的离心效应来使泥浆质量块喷溅到套筒的通道壁上。
如果泥浆分配器在泥浆硬化过程开始之后取决于泥浆的构成还旋转达特定时间量,则这也有利于泥浆的更好的粘附。
此外,本发明作出如下的预先安排:在从浇铸通道移除旋转的泥浆分配器时,喷溅到通道壁上的泥浆质量块被泥浆分配器螺旋形地擦除,泥浆分配器的旋转速度能够取决于泥浆的构成以及通道壁的结构和构成来设定。以这种方式,有助于使泥浆分配器从浇铸通道移除,而且同时浇铸通道获得无瑕光滑的内壁。
为了优化对泥浆质量块的施加和使泥浆质量块光滑化,本发明还作出如下的预先安排:在套筒温度优选地高于300 ℃时将泥浆施加到套筒。
用于实施所提出的方法的根据本发明的设备的特征在于,泥浆分配器由绕纵向轴线旋转的管区段形成,并且管区段具有径向且纵向地定向的叶片,管区段的长度对应于待修复的套筒的浇铸通道长度,并且管区段的由叶片限定的外直径等于套筒的浇铸通道直径的目标值。
在施加泥浆期间,泥浆质量块被旋转的叶片被均匀地离心到套筒的通道壁上,使得通道壁被覆盖有致密且粘附良好的泥浆层。在该背景下,如果叶片沿管区段的旋转方向略微凸起地弯曲,则这是有利的。
在移除设备时螺旋形旋转的叶片导致对具有无暇光滑的通道表面的浇铸通道的精确校准。
附图说明
下面将会参考附图借助于示例性实施例更加详细地描述本发明。这些附图示出了如下内容:
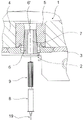
图1示出了以截面示意性地图示的浇包嘴部,该浇包嘴部具有用于由根据本发明的方法修复内套筒的设备;
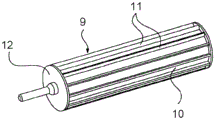
图2以透视图示出了根据图1的设备;
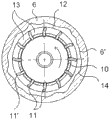
图3示出了内套筒的以及根据图2的设备的截面;
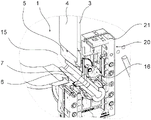
图4示出了在浇铸设备的浇包工位处的浇包嘴部的有角度截面,该浇包嘴部具有邻接内套筒的滑动闭合件;以及
图5示出了所述设备的变体的透视图。
具体实施方式
图1示出了钢浇包1的局部区域,钢浇包1的嘴部2可设置有滑动闭合件(未显示)。钢浇包1具有带耐火内衬4的外钢护套3,耐火多孔砖5配合在其中以便容纳由耐火材料制成的内套筒6。
在操作期间,套筒6在其位于浇铸通道7的区域中的内壁6’上遭受大量磨损。出于该原因,在某一次数的浇铸之后,套筒6不再能够使用。
根据本发明,通过使用泥浆分配器9将泥浆施加到套筒6的内壁6’来实现套筒修复,泥浆分配器9可被插入到浇铸通道7中,并且泥浆通过浇铸通道7被运送到外部进入形成在泥浆分配器9和套筒6的已磨损的内壁6’之间的空腔14中。
在随后从浇铸通道7移除泥浆分配器之后,套筒在整个通道长度之上被涂覆具有足够粘附力的泥浆,并且被校准。
根据本发明,设备8被致动成使得泥浆分配器9在施加泥浆期间与浇铸通道7同轴地相对快速地旋转达一限定的时间,且在泥浆硬化期间依旧处于旋转状态从浇铸通道移除。已修复的浇铸通道7的内壁6’因此被处理成是均匀光滑的,并且在浇铸期间,防止正流经的熔融金属由于不平整而被保留以及可能的话发生粘附。
泥浆分配器9的旋转速度例如对应于具有每分钟近似500到1000转的手钻的旋转速度。示出了用于旋转驱动的驱动轴19,驱动轴19联接到泥浆分配器。
在进行与此相关的尝试期间,所表明的是,如果泥浆分配器9总共旋转例如60秒,并且如果泥浆在套筒温度优选地高于300°C时被施加到套筒的内壁,则是有利的。采取这种方式,套筒修复可在浇铸浇包仍然是热的时候来实施。
为了由根据本发明的方法来修复内套筒,通常被用于类似目的泥浆类型都在考虑之列。设备的旋转速度可取决于泥浆的构成以及通道壁的结构和构成来设定。
如可从图2和图3看到的,泥浆分配器9由圆柱形管区段10组成,管区段10具有径向且纵向地定向的叶片11,管区段的长度对应于套筒6的浇铸通道长度,而管区段10的由叶片11限定的外直径等于内套筒的通道直径的目标值。在所描述的示例性实施例中,叶片11以轴向地平行于管区段10的方式对准,并且在两端上由盘形凸缘12确定边界,以使得在各个叶片之间形成长形的泥浆空间13,以便容纳耐火泥浆。
通过旋转管区段10,泥浆被离心到泥浆空间13外,且在整个通道长度之上被均匀地施加到套筒6的已磨损的内壁6’,离心效应有助于使泥浆能够牢固地粘附到内壁6’,以及粘附到形成于其间的空腔14。为了增加这种离心效应,如果叶片11沿管区段10的旋转方向略微凸起地弯曲,以使得泥浆可在所形成的外边缘11’之上被推出,并且这些边缘11’具有切割效果,则这是有利的。
与管区段10一起旋转的叶片11还用来擦除过量的泥浆,以及校准内套筒的浇铸通道,而通道壁没有由此被损坏。当移除所述设备时,这同样适用,因为此后继续旋转的管区段10执行螺旋形运动,这有效地支持移除过程。
有利地,泥浆分配器9的这些泥浆空间13的尺寸被设置成使得预定的泥浆量可例如通过手来浇注到泥浆分配器9中,泥浆量近似对应于形成在泥浆分配器和套筒的内壁之间的空腔14,从而使得该过量泥浆的擦除成为可能。这些泥浆空间13因此被用泥浆填充,使得该泥浆被浇注进入从而与叶片11的外周界近似齐平并且在这里被均匀地分布。
根据本发明的套筒修复方法特别地适合用于浇铸设备,在浇铸设备中,主要借助于在维护站(即所谓的浇包工位)中的自动控制装置实施浇包的滑动闭合件的维护和准备。
图4示出了定位在维护站中的浇铸浇包1的嘴部,内套筒6被插入到浇铸浇包1的多孔砖5中。就其自身而言已知的滑动闭合件20邻接内套筒6,以便关闭和打开浇铸通道7。在操作期间,磨损区域15从多孔砖5的自由通路区域延伸到内套筒6的出口,进入到滑动闭合件20的壳体21中的耐火闭合板(未示出)紧密地邻接内套筒。
在图4中,浇铸浇包1处于维护工位,在该工位中,浇铸浇包1水平放倒。滑动闭合件20部分地以截面示出,其具有可被插入到其机构中的耐火部件,即闭合板、滑动件板以及嘴部套筒。在使滑动闭合件的滑动件单元16翻转并移除基板之后,浇铸浇包的套筒6能够自由地进入,并可在维护站中得到修复,同时实施对滑动闭合件的维护和准备。修复在这里自动地发生,优选地利用被用于更换板的自动控制装置。
图5示出了适合用于该目的的修复设备17。修复设备17与根据图2的设备8的不同之处仅在于,为了将设备联接到自动控制装置,其具有泥浆供给装置的第二管区段18,第二管区段18被设置为管区段10的延伸部,并且其同时可用于向另外的管区段10供应泥浆。修复设备17利用自动控制装置自动地精确定位,并且由其驱动轴19驱动成使得其在浇铸通道7中以相应地优化旋转速度来旋转。
根据本发明的设备可被容易地设计成与所描述的示例性实施例中相比是不同的。仅必要的是,其起到上面所描述的功能。
根据本发明的套筒修复方法当然也适合用于如下的其他套筒,所述套筒被固定在耐火容器内衬中并且在这里遭受大量磨损,诸如那些例如在转炉、电炉的放出口中的套筒,或者中间包(Tundish)中的套筒。作为套筒的注塑(gespritzte)成套筒形的通道、多孔砖、套筒插入件、或者自动喷嘴(Freilaufdüsen)也能够由根据本发明的方法被修复。
然而,所述方法特别有利地适合用于修复浇铸浇包的内套筒,因为其提供了如下可能性:在浇铸操作的自动化过程中,利用每次更换板来快速地修复内套筒,并且因此降低了对新的内套筒的需求。另外,在更换套筒时所需要的对多孔砖的清洁不再是必须的。多孔砖的磨损得以降低,且没有发生令人烦恼的熔合。
本发明通过上面所描述的示例性实施例得到充分的展示。然而,其还可以由其它变体来说明。固定在滑动闭合件等的机构中的耐火替换嘴部因此也能够由根据本发明的方法来修复。
作为叶片的替代,其它形式的确定空间边界的装置(例如螺纹状抬升部)也能够被设置在泥浆分配器的管区段中。
原则上,该泥浆也能够通过如下方式而被运送到套筒的内壁上:例如借助于圆柱形的可充气的类似气球的主体等推到外部。
Claims (13)
1.一种用于修复冶金容器中的耐火套筒的方法,所述套筒配合在所述容器的耐火内衬(4)中或者配合在机构中,其特征在于:
通过利用泥浆分配器(9)将泥浆施加到所述套筒(6)的内壁(6’)来实施所述修复,所述泥浆分配器(9)能够被插入到浇铸通道(7)中,
其特征在于,
预定量的泥浆被填充到并被保持在所述泥浆分配器(9)的管区段(10)中的多个轴向延伸的泥浆空间(13)中,所述泥浆经由所述泥浆空间(13)的开放的径向向外的侧部填充,并且所述泥浆通过旋转所述管区段(10)被离心到所述泥浆空间(13)外并且被运送到外部进入形成在所述泥浆分配器(9)和所述套筒(6)的已磨损的内壁(6’)之间的空腔(14),其中,所述泥浆被施加到所述套筒的内壁的长度上,所述长度对应于所述泥浆分配器的相对的轴向端部上的结构之间的长度。
2.根据权利要求1所述的方法,其特征在于:
当将泥浆施加到所述套筒(6)的内壁(6’)时,所述泥浆分配器(9)以一旋转速度旋转,使得所述泥浆质量块被所生成的离心力运送或喷溅到所述套筒的内壁上以及形成的该空腔(14)上。
3.根据权利要求1所述的方法,其特征在于:
在插入到所述套筒(6)中的状态下,所述泥浆分配器(9)在施加所述泥浆期间发生喷溅之后在所述浇铸通道中同轴地旋转达某一时间。
4.根据权利要求3所述的方法,其特征在于:
在所述泥浆硬化过程开始之后,取决于所述泥浆的构成,所述泥浆分配器(9)在所述套筒中旋转达特定时间量。
5.根据前述权利要求1-4中的任一项所述的方法,其特征在于:
当从所述浇铸通道移除旋转的泥浆分配器(9)时,喷溅到所述通道壁上的泥浆质量块被所述泥浆分配器(9)螺旋形地擦除。
6.根据前述权利要求1-4中的任一项所述的方法,其特征在于:
所述泥浆喷射器(9)的旋转速度能够取决于所述泥浆的构成以及所述通道壁的结构和构成来设定。
7.根据前述权利要求1-4中的任一项所述的方法,其特征在于:
在套筒温度高于300 ℃时将所述泥浆施加到所述套筒(6)。
8.根据权利要求1所述的方法,其特征在于:
为了修复具有滑动闭合件(20)的浇铸浇包的所述套筒(6),所述滑动闭合件(20)邻接所述浇包嘴部,所述滑动闭合件(20)在所述浇铸设备的维护站中由自动控制装置自动地维护,在所述滑动闭合件(20)在所述维护站中进行维护期间,所述泥浆被施加到所述套筒(6),所述泥浆分配器(9)由所述自动控制装置自动地定位和驱动,以便操纵所述滑动闭合件(20)。
9.一种用于实施根据前述权利要求1-8中的任一项所述的方法的设备,其特征在于:
所述泥浆分配器(9)由绕纵向轴线旋转的管区段(10)形成,所述管区段(10)具有围绕其周界分布的位于外部上的泥浆空间(13),这些泥浆空间(13)的尺寸被设置成使得预定量的泥浆能够被浇注到它们中,所述预定量对应于形成在所述泥浆分配器(9)和所述套筒(6)的内壁(6’)之间的空腔(14),其中,驱动轴(19)联接到所述泥浆分配器(9)以便进行旋转驱动。
10.根据权利要求9所述的设备,其特征在于:
所述泥浆分配器(9)的管区段(10)形成有径向且纵向地定向的叶片(11),所述管区段(10)的长度对应于待修复的套筒的浇铸通道长度,而所述管区段(10)的由所述叶片限定的外直径等于所述套筒在修复之后的浇铸通道直径的目标值。
11.根据权利要求10所述的设备,其特征在于:
所述叶片(11)沿所述管区段(10)的旋转方向略微凸起地弯曲。
12.根据权利要求10或11所述的设备,其特征在于:
所述叶片(11)之间的泥浆空间(13)能够由泥浆供给装置单独地或共同地填充泥浆质量块。
13.根据权利要求12所述的设备,其特征在于:
所述泥浆供给装置设置在所述管区段(10)的延伸部中。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00243/15A CH710773B1 (de) | 2015-02-20 | 2015-02-20 | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
| CH243/15 | 2015-02-20 | ||
| PCT/EP2015/078719 WO2016131510A1 (de) | 2015-02-20 | 2015-12-04 | Verfahren und vorrichtung zur reparatur einer feuerfesten hülse eines metallurgischen gefässes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107206483A CN107206483A (zh) | 2017-09-26 |
| CN107206483B true CN107206483B (zh) | 2021-09-07 |
Family
ID=54783603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580076529.4A Active CN107206483B (zh) | 2015-02-20 | 2015-12-04 | 用于修复冶金容器中的耐火套筒的方法和设备 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US10857593B2 (zh) |
| EP (1) | EP3259085B1 (zh) |
| JP (1) | JP6849601B2 (zh) |
| KR (1) | KR102495554B1 (zh) |
| CN (1) | CN107206483B (zh) |
| AR (1) | AR103741A1 (zh) |
| BR (1) | BR112017015145B1 (zh) |
| CA (1) | CA2973136C (zh) |
| CH (1) | CH710773B1 (zh) |
| ES (1) | ES2878410T3 (zh) |
| MX (1) | MX2017010438A (zh) |
| PL (1) | PL3259085T3 (zh) |
| RU (1) | RU2707684C2 (zh) |
| TW (1) | TWI682819B (zh) |
| UA (1) | UA122141C2 (zh) |
| WO (1) | WO2016131510A1 (zh) |
| ZA (1) | ZA201705337B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH710773B1 (de) | 2015-02-20 | 2019-04-30 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
| EP3424618B1 (de) | 2017-07-05 | 2021-03-10 | Refractory Intellectual Property GmbH & Co. KG | Schiebeverschluss für ein metallschmelze enthaltendes gefäss |
| CH715297A2 (de) * | 2018-09-04 | 2020-03-13 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren zur Wartung eines Schiebeverschlusses am Ausguss eines metallurgischen Gefässes sowie ein Schiebeverschluss. |
| EP3760340A1 (de) | 2019-07-03 | 2021-01-06 | Refractory Intellectual Property GmbH & Co. KG | Einrichtung zum manipulieren vorzugsweise eines giessrohrs bei einer wechselvorrichtung am ausguss eines metallurgischen behälters |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034729A (en) * | 1958-04-09 | 1962-05-15 | Pittsburgh Chemical Company | Apparatus and method for coating pipe surfaces |
| AT242175B (de) | 1963-03-15 | 1965-09-10 | Voest Ag | Einrichtung zur Ausbesserung und Erneuerung von Abstichlöchern an Tiegeln, Konvertern oder andern metallurgischen Gefäßen |
| US3737489A (en) * | 1970-10-01 | 1973-06-05 | Air Repair Inc | Method of applying refractory lining on hot metallurgical ladles,soaking pits and furnaces |
| US4023781A (en) | 1973-05-12 | 1977-05-17 | Eisenwerk-Gesellschaft Maximilianshutte Mbh | Tuyere for metallurgical vessels |
| US4217079A (en) | 1976-02-08 | 1980-08-12 | Smith George L | Apparatus for the production of plastics articles |
| DE2744670C2 (de) | 1977-10-04 | 1985-06-20 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Pfannendrehturm |
| JPS5919789B2 (ja) * | 1979-07-27 | 1984-05-08 | 新日本製鐵株式会社 | スライデイングノズルの補修方法 |
| US4440350A (en) | 1982-02-03 | 1984-04-03 | General Electric Company | Apparatus and method for coating with an atomizable material |
| US4465648A (en) * | 1982-07-26 | 1984-08-14 | Nippon Steel Corporation | Method for repairing refractory wall of furnace |
| US4532885A (en) | 1984-11-05 | 1985-08-06 | Kennecott Corporation | Apparatus for applying internal coatings in hot vessels |
| JPH01119614A (ja) * | 1987-10-30 | 1989-05-11 | Kawasaki Refract Co Ltd | 転炉出鋼孔の補修装置 |
| JP2683807B2 (ja) * | 1988-03-17 | 1997-12-03 | 黒崎窯業株式会社 | 溶融金属流出口投射施工方法及びその装置 |
| US5259880A (en) * | 1988-03-17 | 1993-11-09 | Kurosaki Refractories Co., Ltd. | Projection molten impeller for concave section used in apparatus |
| BE1002746A6 (fr) * | 1989-01-16 | 1991-05-28 | Cockerill Sambre Sa | Dispositif pour la refection de trous de coulee. |
| JPH0375492A (ja) * | 1989-05-16 | 1991-03-29 | Nippon Steel Corp | 円筒耐火材の補修方法 |
| CA2111876C (en) | 1993-12-20 | 1997-09-09 | Enbridge Gas Distribution Inc. | Device for repairing pipe joints |
| US5452853A (en) | 1994-05-04 | 1995-09-26 | Action Products Marketing Corporation | Method and apparatus for spraying grout onto the interior surface of an enclosed elongated cavity |
| JP3326031B2 (ja) * | 1994-10-20 | 2002-09-17 | 黒崎播磨株式会社 | 溶融金属容器用上ノズルの補修方法 |
| RU2077138C1 (ru) * | 1994-12-21 | 1997-04-10 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ восстановления канала разливочного стакана шиберного затвора |
| CN2276877Y (zh) * | 1996-10-18 | 1998-03-25 | 上海中条管道工程公司 | 地下管道水泥砂浆涂衬机 |
| CA2218436A1 (en) | 1997-10-15 | 1999-04-15 | Consolidated Edison Company Of New York, Inc. | Device for repairing pipes |
| US6902758B2 (en) | 2002-04-03 | 2005-06-07 | Lear Corporation | Applicator and method for in-mold coating |
| US7132127B2 (en) | 2003-01-17 | 2006-11-07 | National-Oilwell, L.P. | Centrifugal applicator |
| US7963371B2 (en) | 2008-04-30 | 2011-06-21 | National Oilwell Varco, L.P. | Centrifugal applicator system |
| US20100263764A1 (en) | 2009-04-17 | 2010-10-21 | Glenn Cox | Spill curtailing tool |
| DE102009050216A1 (de) * | 2009-05-28 | 2010-12-02 | Sms Siemag Ag | Robotergestützter Abstichschieberwechsel an Stahlgießpfannen |
| EP2489979B1 (de) | 2011-02-19 | 2013-06-05 | Refractory Intellectual Property GmbH & Co. KG | Verfahren zur Erkennung und Vermessung von zylindrischen Oberflächen an feuerfesten keramischen Bauteilen in metallurgischen Anwendungen |
| CN202097804U (zh) * | 2011-05-18 | 2012-01-04 | 上海蓝云管道工程有限公司 | 一种大型管道内衬水泥砂浆喷涂机 |
| CH710773B1 (de) | 2015-02-20 | 2019-04-30 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
-
2015
- 2015-02-20 CH CH00243/15A patent/CH710773B1/de unknown
- 2015-12-04 RU RU2017129309A patent/RU2707684C2/ru active
- 2015-12-04 PL PL15805170T patent/PL3259085T3/pl unknown
- 2015-12-04 EP EP15805170.6A patent/EP3259085B1/de active Active
- 2015-12-04 CN CN201580076529.4A patent/CN107206483B/zh active Active
- 2015-12-04 MX MX2017010438A patent/MX2017010438A/es unknown
- 2015-12-04 WO PCT/EP2015/078719 patent/WO2016131510A1/de active Application Filing
- 2015-12-04 JP JP2017540577A patent/JP6849601B2/ja active Active
- 2015-12-04 UA UAA201708425A patent/UA122141C2/uk unknown
- 2015-12-04 US US15/551,972 patent/US10857593B2/en active Active
- 2015-12-04 KR KR1020177025010A patent/KR102495554B1/ko active IP Right Grant
- 2015-12-04 BR BR112017015145-6A patent/BR112017015145B1/pt active IP Right Grant
- 2015-12-04 ES ES15805170T patent/ES2878410T3/es active Active
- 2015-12-04 CA CA2973136A patent/CA2973136C/en active Active
-
2016
- 2016-02-17 TW TW105104636A patent/TWI682819B/zh active
- 2016-02-19 AR ARP160100450A patent/AR103741A1/es active IP Right Grant
-
2017
- 2017-08-07 ZA ZA2017/05337A patent/ZA201705337B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US10857593B2 (en) | 2020-12-08 |
| CA2973136C (en) | 2023-03-07 |
| KR102495554B1 (ko) | 2023-02-02 |
| CH710773B1 (de) | 2019-04-30 |
| JP6849601B2 (ja) | 2021-03-24 |
| WO2016131510A1 (de) | 2016-08-25 |
| UA122141C2 (uk) | 2020-09-25 |
| RU2707684C2 (ru) | 2019-11-28 |
| CH710773A2 (de) | 2016-08-31 |
| CN107206483A (zh) | 2017-09-26 |
| AR103741A1 (es) | 2017-05-31 |
| US20180029117A1 (en) | 2018-02-01 |
| CA2973136A1 (en) | 2016-08-25 |
| MX2017010438A (es) | 2017-11-13 |
| BR112017015145A2 (pt) | 2018-01-23 |
| PL3259085T3 (pl) | 2021-11-15 |
| ZA201705337B (en) | 2018-12-19 |
| BR112017015145B1 (pt) | 2021-09-28 |
| TW201637752A (zh) | 2016-11-01 |
| EP3259085B1 (de) | 2021-05-26 |
| ES2878410T3 (es) | 2021-11-18 |
| EP3259085A1 (de) | 2017-12-27 |
| RU2017129309A (ru) | 2019-03-20 |
| RU2017129309A3 (zh) | 2019-06-20 |
| KR20170119686A (ko) | 2017-10-27 |
| JP2018508362A (ja) | 2018-03-29 |
| TWI682819B (zh) | 2020-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107206483B (zh) | 用于修复冶金容器中的耐火套筒的方法和设备 | |
| CN105050739A (zh) | 用于通过金属合金给管加衬里的方法 | |
| CA2902969C (en) | Centrifugal casting method and apparatus | |
| JP4616182B2 (ja) | 永久磁石式回転子用の接着剤塗布装置及び接着剤塗布方法 | |
| EP3858491A1 (en) | Method for lining metallurgical units, and apparatus for carrying out same | |
| JPH09276997A (ja) | 熱間回転用タンディッシュのノズル−羽口構造 | |
| SU1722220A3 (ru) | Запирающий и/или регулирующий орган дл выпуска жидкого металла из металлургической емкости | |
| JP2007263481A (ja) | 横型回転乾燥機 | |
| RU2510307C2 (ru) | Элемент для разливки металла, содержащая его установка разливки жидкого металла и способ его разливки | |
| JP7345368B2 (ja) | スライディングゲートのコレクターノズル及びその使用方法 | |
| JP5058595B2 (ja) | 円筒容器内面のライニング材の施工方法、施工装置、並びにライニング材施工用目地スペーサ | |
| JP2024142978A (ja) | 管内面防食管及びその製造方法 | |
| JP7333435B1 (ja) | 注湯装置及びその製造方法 | |
| CN112246586B (zh) | 一种在溜管内壁均匀浇注聚氨酯的工艺 | |
| JPH09239502A (ja) | タンディッシュ羽口の補修方法 | |
| RU2338007C2 (ru) | Способ нанесения покрытий из металлических порошков на цилиндрические детали | |
| KR20050037117A (ko) | Mspc 조성물 이송장치 | |
| WO2008153982A1 (en) | Apparatus and method for the applying of refractory material | |
| JPH11285812A (ja) | 中空体の砂残り検査装置 | |
| KR20090059927A (ko) | 래들 상부 캐스타블층 시공장치 | |
| JP2022165865A (ja) | 補修システムおよび補修方法 | |
| JPH08313171A (ja) | 補修材吹付け装置 | |
| JPH11351761A (ja) | 樋内張り耐火物の吹付け施工方法 | |
| JP2000246425A (ja) | 溶融金属鋳造用タンディッシュの羽口周りの熱間補修方法及びそれに用いる熱間補修用容器 | |
| JPH11229018A (ja) | 混銑車耐火物の施工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |