RU2707684C2 - Способ и устройство для ремонта огнеупорной втулки металлургического контейнера - Google Patents
Способ и устройство для ремонта огнеупорной втулки металлургического контейнера Download PDFInfo
- Publication number
- RU2707684C2 RU2707684C2 RU2017129309A RU2017129309A RU2707684C2 RU 2707684 C2 RU2707684 C2 RU 2707684C2 RU 2017129309 A RU2017129309 A RU 2017129309A RU 2017129309 A RU2017129309 A RU 2017129309A RU 2707684 C2 RU2707684 C2 RU 2707684C2
- Authority
- RU
- Russia
- Prior art keywords
- solution
- sleeve
- dispenser
- wall
- channel
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/52—Manufacturing or repairing thereof
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/44—Refractory linings
- C21C5/445—Lining or repairing the taphole
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/16—Making or repairing linings increasing the durability of linings or breaking away linings
- F27D1/1626—Making linings by compacting a refractory mass in the space defined by a backing mould or pattern and the furnace wall
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/15—Tapping equipment; Equipment for removing or retaining slag
- F27D3/1509—Tapping equipment
- F27D3/1536—Devices for plugging tap holes, e.g. plugs stoppers
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
Изобретение относится к области металлургии. Раствор для ремонта наносят на внутреннюю стенку (6') сливной втулки (6) с помощью дозатора (9), установленного в литейном канале (7). Дозатор (9) выполнен в виде трубчатого элемента (10) с расположенными снаружи пространствами (13), распределенными по его окружности. Размеры пространств (13) обеспечивают их заполнение заранее определенным количеством раствора, приблизительно соответствующим полости (14) между дозатором (9) и внутренней стенкой (6') втулки (6). Дозатор (9) через пространства (13) заполняют заранее определенным количеством раствора, и путем вращения трубчатого элемента (10), раствор центрифугируют из пространств (13) в полость (14). Обеспечивается эксплуатационная надежность устройства для ремонта и точность размеров отремонтированных втулок. 2 н. и 10 з.п. ф-лы, 5 ил.
Description
Изобретение относится к способу ремонта огнеупорной втулки металлургического контейнера, в соответствии с преамбулой пункта 1 формулы изобретения, и к устройству для осуществления способа.
Огнеупорные втулки указанного в начале описания типа представляют собой, помимо прочего, внутренние втулки литейных ковшей, предназначенных для удержания расплавленного металла. Внутренняя втулка вставляется в перфорированный кирпич огнеупорной футеровки ковша и наружной частью примыкает к запорной плите шиберного затвора.
Внутренняя втулка формирует разливочный канал литейного ковша и поэтому подвергается существенному износу в процессе эксплуатации. Следовательно, необходима частая замена изношенных втулок новыми, неповрежденными. Однако этот процесс, как правило, очень трудоемкий, поскольку сначала необходимо выломать изношенную втулку, отремонтировать поврежденную рабочую поверхность перфорированного кирпича и затем вставить новую втулку так, чтобы она была правильно центрирована внутри контейнера. Это приводит к длительному времени простоя пострадавших контейнеров.
Из патента АТ-А-242 175 известен способ ремонта выпускных отверстий металлургических контейнеров, согласно которому в выпускное отверстие в качестве дозатора раствора может быть введен трубчатый элемент. Однако, известный способ не подходит для ремонта втулки выпускного отверстия, поскольку трубчатый элемент, служащий в качестве дозатора раствора, имеет высверленные отверстия, распределенные по окружности, и имеет такой же внешний диаметр, что и заданный диаметр выпускного отверстия, подлежащего ремонту. Результатом этого является, с одной стороны, то, что раствор неравномерно наносится на поврежденную стенку канала, а, с другой стороны, после попадания раствора в выпускное отверстие существует риск того, что нанесенный слой раствора будет поврежден во время извлечения перфорированного трубчатого элемента.
Задача данного изобретения заключается в разработке такого способа ремонта изношенных втулок, при котором гарантируется эксплуатационная надежность и точность размеров отремонтированных втулок.
В соответствии с изобретением, эта задача решается посредством ремонта втулки путем нанесения раствора на литейный канал втулки с помощью дозатора раствора, который может быть вставлен в литейный канал известным способом, и который при извлечении из литейного канала калибрует его по всей длине канала, дозатор раствора вращается коаксиально с литейным каналом во время нанесения раствора и через определенный промежуток времени, все еще вращаясь, извлекается из литейного канала.
Особенностью способа ремонта в соответствии с изобретением является и то, что он может быть реализован с помощью относительно несложного устройства, поскольку вращающийся дозатор раствора обеспечивает равномерное нанесение раствора на стенку канала и его точную калибровку.
Еще одним преимуществом способа является минимизация затрат времени, поскольку он может быть реализован при относительно высокой температуре контейнера, и потому, что и нанесение раствора, и отверждение массы нанесенного раствора происходит быстро.
Кроме того, этот способ позволяет автоматизировать работу дозатора раствора и адаптировать ее к таким важным параметрам, как состав втулки или соответствующего используемого раствора.
Предпочтительно, если способ в соответствии с изобретением используется для ремонта внутренней втулки литейного ковша с примыкающим к носку ковша шиберным затвором, обслуживание которого выполняется автоматически с помощью робота на станции технического обслуживания литейной установки. В этом случае изобретением предусмотрено то, что ремонт внутренней втулки автоматически выполняется там же во время технического обслуживания шиберного затвора, преимущественно тем же роботом.
Таким образом, при каждой замене плиты возможен ремонт внутренней втулки вместо ее замены новой втулкой после небольшого количества отливок. Следовательно, уменьшается стоимость огнеупорного материала и минимизируется время, необходимое для обслуживания ковша.
В этом контексте предпочтительно, если при нанесении раствора на литейный канал втулки дозатор раствора вращается с настолько высокой скоростью, что растворная масса распыляется на стенку канала втулки с сильным центробежным действием вследствие возникающей центробежной силы.
С целью улучшения адгезии раствора полезно, если дозатор раствора вращается в течение определенного времени после начала процесса отверждения раствора, зависящего от состава раствора.
Кроме того, изобретением предусмотрено, что при извлечении вращающегося дозатора раствора из литейного канала растворная масса, распыляемая на стенку канала, спирально затирается дозатором раствора, а скорость вращения дозатора раствора является регулируемой и зависит от состава раствора, а также от структуры и состава стенки канала. Таким образом, облегчается извлечение дозатора раствора из литейного канала, и, в то же время, литейный канал сохраняет безупречно гладкую внутреннюю стенку.
С целью оптимизации нанесения и сглаживания растворной массы, изобретением также предусмотрено то, что раствор наносится на втулку при такой ее температуре, которая предпочтительно превышает 300°С.
Устройство в соответствии с изобретением для реализации предлагаемого способа отличается тем, что дозатор раствора образован трубчатым элементом, который вращается вокруг продольной оси и имеет радиальные продольные ребра, длина которых соответствует длине литейного канала втулки, подлежащей ремонту, а его наружный диаметр, определяемый ребрами, равен заданной величине диаметра литейного канала втулки.
Во время нанесения раствора растворная масса равномерно центрифугируется на стенку канала втулки посредством вращающихся ребер, так что в результате стенка канала оказывается покрытой сплошным и хорошо прикрепленным к ней слоем раствора. В этом контексте предпочтительно, если ребра являются немного выпукло изогнутыми в направлении вращения трубчатого элемента.
Спирально вращающиеся во время извлечения устройства ребра обеспечивают точную калибровку литейного канала с безупречно гладкой его поверхностью.
Изобретение далее будет описано детально на примере варианта осуществления со ссылками на чертежи, на которых показано:
- на фиг. 1 - схематически изображенный в разрезе носок ковша с устройством для ремонта внутренней втулки с помощью способа согласно изобретению;
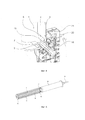
- на фиг. 2 - устройство согласно фиг. 1 в перспективе;
- на фиг. 3 - сечение устройства согласно фиг. 2 и внутренней втулки;
- на фиг. 4 - угловое сечение носка ковша с примыкающим к внутренней втулке шиберным затвором при установке ковша в литейной установке;
- на фиг. 5 - вид в перспективе варианта устройства.
На фиг. 1 показана часть стального ковша 1, носок 2 которого может быть снабжен шиберным затвором (не показан). Стальной ковш 1 имеет наружный стальной корпус 3 с огнеупорной футеровкой 4, в котором установлен огнеупорный перфорированный кирпич 5 для размещения внутренней втулки 6 из огнеупорного материала.
Во время работы втулка 6 на своей внутренней стенке 6' в области литейного канала 7 подвергается значительному износу. По этой причине после определенного количества отливок она становится неисправной.
В соответствии с изобретением, ремонт втулки происходит путем нанесения раствора на внутреннюю стенку 6' втулки 6 с помощью дозатора 9 раствора, который может быть вставлен в литейный канал 7, через который раствор перемещается наружу в полость 14, образованную между дозатором 9 раствора и изношенной внутренней стенкой 6' втулки 6.
После последующего извлечения дозатора раствора из литейного канала 7 втулка оказывается покрытой раствором с достаточной адгезией и откалиброванной по всей длине канала.
В соответствии с изобретением, устройство 8 приводится в действие таким образом, что дозатор 9 раствора в течение определенного времени относительно быстро вращается коаксиально с литейным каналом 7 во время нанесения раствора, и, все еще вращаясь, извлекается из литейного канала во время отверждения раствора. Таким образом, внутренняя стенка 6' восстановленного литейного канала 7 является равномерно гладко обработанной, и во время литья протекающего через канал расплавленного металла предотвращается его задержка и возможное прилипание из-за неровностей.
Скорость вращения дозатора 9 раствора соответствует, например, скорости ручной дрели с приблизительным значением от 500 до 1000 оборотов в минуту. Вал привода 19 показан соединенным с дозатором раствора для вращающегося привода.
Во время соответствующих исследований было установлено, что предпочтительным является то, что дозатор 9 раствора вращается в течение, например, 60 секунд, и что раствор наносится на внутреннюю стенку втулки при температуре втулки, которая преимущественно превышает 300°С. Таким образом, ремонт втулки может выполняться тогда, когда литейный ковш все еще горячий.
Для восстановления внутренней втулки по способу согласно изобретению, используются типы растворов, обычно применяемые для аналогичных целей. Скорость вращения устройства может быть установлена в зависимости от состава раствора, структуры и состава стенки канала.
Как видно на фиг. 2 и фиг. 3, дозатор 9 раствора состоит из цилиндрического трубчатого элемента 10 с радиальными продольными ребрами 11, длина трубчатого элемента соответствует длине литейного канала втулки 6, тогда как его наружный диаметр, определяемый ребрами 11, равен заданной величине диаметра литейного канала втулки. В описанном примере варианта осуществления ребра 11 расположены в осевом направлении параллельно трубчатому элементу 10 и ограничены на обоих торцах диско-подобными фланцами 12 так, что между отдельными ребрами образованы удлиненные пространства 13 для размещения огнеупорного раствора.
Путем вращения трубчатого элемента 10 раствор центрифугируется из пространств 13 и равномерно наносится на изношенную внутреннюю стенку 6' втулки 6 по всей длине канала, причем благодаря центрифугированию раствор может быть надежно прикреплен к внутренней стенке 6' в полости 14, образованной между дозатором раствора и внутренней стенкой. С целью увеличения эффекта от центрифугирования полезно, если ребра 11 являются немного выпукло изогнутыми в направлении вращения трубчатого элемента 10 так, что раствор может выступать над образованными наружными краями 11', и эти края 11' обладают режущим эффектом.
Ребра 11, которые вращаются вместе с трубчатым элементом 10, также служат для удаления избытка раствора и для калибровки литейного канала внутренней втулки без повреждения стенки канала. Это также применимо при извлечении устройства, поскольку в этом случае трубчатый элемент 10, который продолжает вращаться, выполняет винтовое перемещение, что существенно способствует процессу извлечения.
Указанные пространства 13 дозатора 9 раствора преимущественно имеют такие размеры, что они могут быть заполнены, например вручную, заранее определенным количеством раствора, приблизительно соответствующим полости 14, образованной между дозатором раствора и внутренней стенкой втулки, так, что становится возможным удаление избытка раствора. Таким образом, упомянутые пространства 13 заполняются раствором так, что при наливании этого раствора он должен быть на приблизительно одном уровне с внешней окружностью ребер 11 и должен быть в них равномерно распределен.
Способ ремонта втулки согласно изобретению особенно подходит для литейных установок, в которых техническое обслуживание и подготовка шиберного затвора ковша централизованно выполняются роботом на станции технического обслуживания, - так называемая литейная установка.
На фиг. 4 показан носок литейного ковша 1, расположенного на станции технического обслуживания, в перфорированный кирпич 5 которого вставлена внутренняя втулка 6. К ней примыкает шиберный затвор 20, известный сам по себе, для запирания и открытия литейного канала 7. В процессе эксплуатации зона износа 15 простирается от области свободного пропуска кирпича 5 до выхода внутренней втулки 6, а огнеупорная запорная плита (не показана) в корпусе 21 шиберного затвора 20 плотно прилегает к внутренней втулке.
На фиг. 4 показан литейный ковш 1, находящийся в рабочем положении, в котором он расположен горизонтально. Шиберный затвор 20 показан в частичном разрезе с огнеупорными компонентами, которые могут быть вставлены в его механизм, а именно запорная плита, подвижная плита и сливная втулка. После поворота подвижного узла 16 шиберного затвора и извлечения базовой плиты втулка 6 литейного ковша становится свободно доступной и может быть отремонтирована на станции технического обслуживания во время выполнения технического обслуживания и подготовки шиберного затвора. Ремонт здесь происходит автоматически, предпочтительно с помощью робота, используемого для замены плит.
На фиг. 5 показано подходящее для этой цели ремонтное устройство 17. Оно отличается от устройства 8 согласно фиг. 2 тем, что для связи устройства с роботом оно имеет второй трубчатый элемент 18 устройства для подачи раствора, предусмотренный в качестве удлинителя трубчатого элемента 10 и который, в то же время, может служить для подвода другого трубчатого элемента 10 с раствором. Ремонтное устройство 17 автоматически точно позиционируется роботом и приводится в движение посредством его вала привода 19 так, что оно вращается в литейном канале 7 с оптимальной скоростью вращения.
Устройство в соответствии с изобретением может быть легко спроектировано иначе, чем в описанном примере варианта воплощения. Важно только, чтобы оно функционировало так, как описано выше.
Способ ремонта втулки согласно изобретению также подходит для других втулок, которые закреплены в огнеупорной футеровке контейнера и подвергаются существенному износу, например, для таких, как находящиеся в выпускном отверстии конвертера, дуговой печи или в разливочном устройстве. Также способом в соответствии с изобретением могут быть восстановлены перфорированные кирпичи, вставки втулки, возвратные форсунки или втулкоподобные распылительные каналы.
Однако наиболее предпочтительным этот способ является для ремонта внутренних втулок литейных ковшей, поскольку он предоставляет возможность быстрого ремонта внутренней втулки при каждой замене плиты в ходе автоматизированного процесса литья и, таким образом, уменьшается потребность в новых внутренних втулках. Очистка перфорированного кирпича, необходимая при замене втулки, больше не требуется. Износ перфорированного кирпича уменьшается, и никаких проблематичных наслоений не возникает.
Изобретение достаточно полно проиллюстрировано на примере описанных выше вариантов осуществления. Однако оно также может быть проиллюстрировано другими вариантами. В частности, способом согласно изобретению может быть также восстановлен заменяемый огнеупорный носок, закрепленный в механизме шиберного затвора, или тому подобное.
Вместо ребер трубчатого элемента дозатора раствора могут быть предусмотрены средства ограничения пространства иной формы, например, с резьбоподобным профилем.
В принципе, указанный раствор также может подаваться на внутреннюю стенку втулки посредством нажатия на наружную сторону, например, с помощью цилиндрического надувного баллоноподобного тела или подобного элемента.
Claims (12)
1. Способ ремонта огнеупорной втулки металлургической емкости, установленной в огнеупорной футеровке (4) контейнера (1) или в шиберном затворе (20), согласно которому раствор наносят на внутреннюю стенку (6') втулки (6) с помощью дозатора (9) раствора, который может быть вставлен в литейный канал (7), отличающийся тем, что дозатор (9) раствора через пространства (13) заполняют заранее определенным количеством раствора, и путем вращения трубчатого элемента (10) раствор центрифугируют из пространств (13) и подают наружу в полость (14), образованную между дозатором (9) раствора и изношенной внутренней стенкой (6') втулки (6).
2. Способ по п. 1, отличающийся тем, что при нанесении раствора на внутреннюю стенку (6') втулки (6) дозатор (9) раствора вращают с такой скоростью, что растворную массу подают или распыляют на внутреннюю стенку втулки и в указанную полость (14) вследствие возникающей центробежной силы.
3. Способ по п. 1, отличающийся тем, что в состоянии, когда дозатор (9) раствора вставлен во втулку (6), он вращается в литейном канале коаксиально с ним после распыления наносимого раствора.
4. Способ по п. 3, отличающийся тем, что после начала процесса отверждения раствора дозатор (9) раствора вращают во втулке.
5. Способ по любому из пп. 1-4, отличающийся тем, что при извлечении вращающегося дозатора (9) раствора из литейного канала растворную массу, распыляемую на стенку канала, спирально затирают дозатором (9) раствора.
6. Способ по любому из пп. 1-5, отличающийся тем, что скорость вращения дозатора (9) раствора устанавливают в зависимости от состава раствора, структуры и состава стенки канала.
7. Способ по любому из пп. 1-6, отличающийся тем, что раствор наносят на втулку (6) при температуре втулки, которая предпочтительно превышает 300°С.
8. Способ по п. 1, отличающийся тем, что ремонт внутренней втулки (6) литейного ковша (10) с шиберным затвором (20), примыкающим к носку ковша, автоматически выполняют роботом на станции технического обслуживания литейной установки, а раствор наносят на втулку (6) во время обслуживания шиберного затвора (20) на станции технического обслуживания, при этом дозатор (9) раствора автоматически позиционируют и приводят в движение, предпочтительно роботом, который обрабатывает шиберный затвор (20).
9. Дозатор раствора для ремонта огнеупорной втулки металлургической емкости по любому из пп. 1-8, характеризующийся тем, что дозатор (9) раствора выполнен в виде трубчатого элемента (10), вращающегося вокруг продольной оси, с расположенными снаружи пространствами (13), распределенными по его окружности, причем эти пространства (13) имеют такие размеры, что они могут быть заполнены заранее определенным количеством раствора, приблизительно соответствующим полости (14), образованной между дозатором (9) раствора и внутренней стенкой (6') втулки (6).
10. Дозатор по п. 9, отличающийся тем, что трубчатый элемент (10) дозатора (9) раствора выполнен с радиальными продольными ребрами (11), длина которых соответствует длине литейного канала втулки, подлежащей ремонту, а его наружный диаметр, определяемый ребрами, равен заданной величине диаметра литейного канала втулки после ремонта.
11. Дозатор по п. 10, отличающийся тем, что ребра (11) являются выпукло изогнутыми в направлении вращения трубчатого элемента.
12. Дозатор по п. 10 или 11, отличающийся тем, что пространства (13) между ребрами (11) выполнены с возможностью заполнения растворной массой по отдельности или вместе с помощью устройства подачи раствора, предпочтительно расположенного в удлинителе трубчатого элемента (10).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00243/15A CH710773B1 (de) | 2015-02-20 | 2015-02-20 | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
| CH243/15 | 2015-02-20 | ||
| PCT/EP2015/078719 WO2016131510A1 (de) | 2015-02-20 | 2015-12-04 | Verfahren und vorrichtung zur reparatur einer feuerfesten hülse eines metallurgischen gefässes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| RU2017129309A RU2017129309A (ru) | 2019-03-20 |
| RU2017129309A3 RU2017129309A3 (ru) | 2019-06-20 |
| RU2707684C2 true RU2707684C2 (ru) | 2019-11-28 |
Family
ID=54783603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017129309A RU2707684C2 (ru) | 2015-02-20 | 2015-12-04 | Способ и устройство для ремонта огнеупорной втулки металлургического контейнера |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US10857593B2 (ru) |
| EP (1) | EP3259085B1 (ru) |
| JP (1) | JP6849601B2 (ru) |
| KR (1) | KR102495554B1 (ru) |
| CN (1) | CN107206483B (ru) |
| AR (1) | AR103741A1 (ru) |
| BR (1) | BR112017015145B1 (ru) |
| CA (1) | CA2973136C (ru) |
| CH (1) | CH710773B1 (ru) |
| ES (1) | ES2878410T3 (ru) |
| MX (1) | MX2017010438A (ru) |
| PL (1) | PL3259085T3 (ru) |
| RU (1) | RU2707684C2 (ru) |
| TW (1) | TWI682819B (ru) |
| UA (1) | UA122141C2 (ru) |
| WO (1) | WO2016131510A1 (ru) |
| ZA (1) | ZA201705337B (ru) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH710773B1 (de) | 2015-02-20 | 2019-04-30 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
| EP3424618B1 (de) | 2017-07-05 | 2021-03-10 | Refractory Intellectual Property GmbH & Co. KG | Schiebeverschluss für ein metallschmelze enthaltendes gefäss |
| CH715297A2 (de) * | 2018-09-04 | 2020-03-13 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren zur Wartung eines Schiebeverschlusses am Ausguss eines metallurgischen Gefässes sowie ein Schiebeverschluss. |
| EP3760340A1 (de) | 2019-07-03 | 2021-01-06 | Refractory Intellectual Property GmbH & Co. KG | Einrichtung zum manipulieren vorzugsweise eines giessrohrs bei einer wechselvorrichtung am ausguss eines metallurgischen behälters |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01119614A (ja) * | 1987-10-30 | 1989-05-11 | Kawasaki Refract Co Ltd | 転炉出鋼孔の補修装置 |
| BE1002746A6 (fr) * | 1989-01-16 | 1991-05-28 | Cockerill Sambre Sa | Dispositif pour la refection de trous de coulee. |
| US5259880A (en) * | 1988-03-17 | 1993-11-09 | Kurosaki Refractories Co., Ltd. | Projection molten impeller for concave section used in apparatus |
| RU2077138C1 (ru) * | 1994-12-21 | 1997-04-10 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ восстановления канала разливочного стакана шиберного затвора |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034729A (en) * | 1958-04-09 | 1962-05-15 | Pittsburgh Chemical Company | Apparatus and method for coating pipe surfaces |
| AT242175B (de) | 1963-03-15 | 1965-09-10 | Voest Ag | Einrichtung zur Ausbesserung und Erneuerung von Abstichlöchern an Tiegeln, Konvertern oder andern metallurgischen Gefäßen |
| US3737489A (en) * | 1970-10-01 | 1973-06-05 | Air Repair Inc | Method of applying refractory lining on hot metallurgical ladles,soaking pits and furnaces |
| US4023781A (en) | 1973-05-12 | 1977-05-17 | Eisenwerk-Gesellschaft Maximilianshutte Mbh | Tuyere for metallurgical vessels |
| US4217079A (en) | 1976-02-08 | 1980-08-12 | Smith George L | Apparatus for the production of plastics articles |
| DE2744670C2 (de) | 1977-10-04 | 1985-06-20 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Pfannendrehturm |
| JPS5919789B2 (ja) * | 1979-07-27 | 1984-05-08 | 新日本製鐵株式会社 | スライデイングノズルの補修方法 |
| US4440350A (en) | 1982-02-03 | 1984-04-03 | General Electric Company | Apparatus and method for coating with an atomizable material |
| US4465648A (en) * | 1982-07-26 | 1984-08-14 | Nippon Steel Corporation | Method for repairing refractory wall of furnace |
| US4532885A (en) | 1984-11-05 | 1985-08-06 | Kennecott Corporation | Apparatus for applying internal coatings in hot vessels |
| JP2683807B2 (ja) * | 1988-03-17 | 1997-12-03 | 黒崎窯業株式会社 | 溶融金属流出口投射施工方法及びその装置 |
| JPH0375492A (ja) * | 1989-05-16 | 1991-03-29 | Nippon Steel Corp | 円筒耐火材の補修方法 |
| CA2111876C (en) | 1993-12-20 | 1997-09-09 | Enbridge Gas Distribution Inc. | Device for repairing pipe joints |
| US5452853A (en) | 1994-05-04 | 1995-09-26 | Action Products Marketing Corporation | Method and apparatus for spraying grout onto the interior surface of an enclosed elongated cavity |
| JP3326031B2 (ja) * | 1994-10-20 | 2002-09-17 | 黒崎播磨株式会社 | 溶融金属容器用上ノズルの補修方法 |
| CN2276877Y (zh) * | 1996-10-18 | 1998-03-25 | 上海中条管道工程公司 | 地下管道水泥砂浆涂衬机 |
| CA2218436A1 (en) | 1997-10-15 | 1999-04-15 | Consolidated Edison Company Of New York, Inc. | Device for repairing pipes |
| US6902758B2 (en) | 2002-04-03 | 2005-06-07 | Lear Corporation | Applicator and method for in-mold coating |
| US7132127B2 (en) | 2003-01-17 | 2006-11-07 | National-Oilwell, L.P. | Centrifugal applicator |
| US7963371B2 (en) | 2008-04-30 | 2011-06-21 | National Oilwell Varco, L.P. | Centrifugal applicator system |
| US20100263764A1 (en) | 2009-04-17 | 2010-10-21 | Glenn Cox | Spill curtailing tool |
| DE102009050216A1 (de) * | 2009-05-28 | 2010-12-02 | Sms Siemag Ag | Robotergestützter Abstichschieberwechsel an Stahlgießpfannen |
| EP2489979B1 (de) | 2011-02-19 | 2013-06-05 | Refractory Intellectual Property GmbH & Co. KG | Verfahren zur Erkennung und Vermessung von zylindrischen Oberflächen an feuerfesten keramischen Bauteilen in metallurgischen Anwendungen |
| CN202097804U (zh) * | 2011-05-18 | 2012-01-04 | 上海蓝云管道工程有限公司 | 一种大型管道内衬水泥砂浆喷涂机 |
| CH710773B1 (de) | 2015-02-20 | 2019-04-30 | Refractory Intellectual Property Gmbh & Co Kg | Verfahren und Vorrichtung zur Reparatur einer feuerfesten Hülse eines metallurgischen Gefässes. |
-
2015
- 2015-02-20 CH CH00243/15A patent/CH710773B1/de unknown
- 2015-12-04 RU RU2017129309A patent/RU2707684C2/ru active
- 2015-12-04 PL PL15805170T patent/PL3259085T3/pl unknown
- 2015-12-04 EP EP15805170.6A patent/EP3259085B1/de active Active
- 2015-12-04 CN CN201580076529.4A patent/CN107206483B/zh active Active
- 2015-12-04 MX MX2017010438A patent/MX2017010438A/es unknown
- 2015-12-04 WO PCT/EP2015/078719 patent/WO2016131510A1/de active Application Filing
- 2015-12-04 JP JP2017540577A patent/JP6849601B2/ja active Active
- 2015-12-04 UA UAA201708425A patent/UA122141C2/uk unknown
- 2015-12-04 US US15/551,972 patent/US10857593B2/en active Active
- 2015-12-04 KR KR1020177025010A patent/KR102495554B1/ko active IP Right Grant
- 2015-12-04 BR BR112017015145-6A patent/BR112017015145B1/pt active IP Right Grant
- 2015-12-04 ES ES15805170T patent/ES2878410T3/es active Active
- 2015-12-04 CA CA2973136A patent/CA2973136C/en active Active
-
2016
- 2016-02-17 TW TW105104636A patent/TWI682819B/zh active
- 2016-02-19 AR ARP160100450A patent/AR103741A1/es active IP Right Grant
-
2017
- 2017-08-07 ZA ZA2017/05337A patent/ZA201705337B/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01119614A (ja) * | 1987-10-30 | 1989-05-11 | Kawasaki Refract Co Ltd | 転炉出鋼孔の補修装置 |
| US5259880A (en) * | 1988-03-17 | 1993-11-09 | Kurosaki Refractories Co., Ltd. | Projection molten impeller for concave section used in apparatus |
| BE1002746A6 (fr) * | 1989-01-16 | 1991-05-28 | Cockerill Sambre Sa | Dispositif pour la refection de trous de coulee. |
| RU2077138C1 (ru) * | 1994-12-21 | 1997-04-10 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ восстановления канала разливочного стакана шиберного затвора |
Also Published As
| Publication number | Publication date |
|---|---|
| US10857593B2 (en) | 2020-12-08 |
| CA2973136C (en) | 2023-03-07 |
| KR102495554B1 (ko) | 2023-02-02 |
| CH710773B1 (de) | 2019-04-30 |
| JP6849601B2 (ja) | 2021-03-24 |
| WO2016131510A1 (de) | 2016-08-25 |
| UA122141C2 (uk) | 2020-09-25 |
| CH710773A2 (de) | 2016-08-31 |
| CN107206483A (zh) | 2017-09-26 |
| AR103741A1 (es) | 2017-05-31 |
| US20180029117A1 (en) | 2018-02-01 |
| CA2973136A1 (en) | 2016-08-25 |
| MX2017010438A (es) | 2017-11-13 |
| BR112017015145A2 (pt) | 2018-01-23 |
| PL3259085T3 (pl) | 2021-11-15 |
| ZA201705337B (en) | 2018-12-19 |
| BR112017015145B1 (pt) | 2021-09-28 |
| TW201637752A (zh) | 2016-11-01 |
| EP3259085B1 (de) | 2021-05-26 |
| ES2878410T3 (es) | 2021-11-18 |
| EP3259085A1 (de) | 2017-12-27 |
| CN107206483B (zh) | 2021-09-07 |
| RU2017129309A (ru) | 2019-03-20 |
| RU2017129309A3 (ru) | 2019-06-20 |
| KR20170119686A (ko) | 2017-10-27 |
| JP2018508362A (ja) | 2018-03-29 |
| TWI682819B (zh) | 2020-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2707684C2 (ru) | Способ и устройство для ремонта огнеупорной втулки металлургического контейнера | |
| JPH11254086A (ja) | 鋳造または成形用鋳型の壁を次の鋳造サイクルに備えて準備するための方法および装置、遠心分離および空気制御を伴う噴霧素子、並びに本質的に溶剤のない鋳型壁処理剤を噴霧するためのこの噴霧素子の使用法 | |
| JP2018043268A (ja) | 鋳造装置用湯口閉塞部材、鋳造装置、離型剤塗布方法及び鋳造方法 | |
| US4555094A (en) | Process for the repair of slide plates | |
| US2193537A (en) | Centrifugal casting method | |
| AU2009317591B2 (en) | Reusable casting member | |
| SU1669739A1 (ru) | Установка дл центробежного формовани втулок из полимерных материалов | |
| JP6890670B2 (ja) | 均一な溶融固化体の形成のためのモールド支持装置及び均一な溶融固化体の形成方法 | |
| JP3051052B2 (ja) | 鋳造用上ノズルのモルタル塗布装置とその塗布方法 | |
| KR20030082821A (ko) | 로스왁스 주물법의 석고분리 및 세척장치 | |
| KR20240062360A (ko) | 원심 주조 시스템 | |
| US3072979A (en) | Process and apparatus for making shell core and mold products | |
| KR100699500B1 (ko) | 침지 노즐용 보온재 고정 장치 | |
| JP5268665B2 (ja) | 鋳物用中子の塗型方法及び塗型装置 | |
| SU1186374A1 (ru) | Установка дл центробежной биметаллизации деталей | |
| WO2016166577A2 (en) | Arrangement for simultaneously pouring first and second mould cavities and method therefor | |
| SU1186397A1 (ru) | Распыливающее устройство | |
| RU2338007C2 (ru) | Способ нанесения покрытий из металлических порошков на цилиндрические детали | |
| RU2187410C2 (ru) | Фланец для центробежной наплавки деталей | |
| US86304A (en) | Improvement in apparatus for the manufacture of iron and steel | |
| KR20220149130A (ko) | 지그를 가지는 알루미늄 배관 수지 코팅장치 | |
| KR200180031Y1 (ko) | 다이캐스팅기계의 플런저에 사용되는 윤활기 | |
| CN112246586A (zh) | 一种在溜管内壁均匀浇注聚氨酯的工艺 | |
| UA54962C2 (en) | Centrifugal casting machine with horizontal axis of rotation of roller type | |
| JPH0691360A (ja) | 金属溶湯の給湯方法 |