CN101822591B - 吸收性物品的连续片的复合体的制造方法以及制造装置 - Google Patents
吸收性物品的连续片的复合体的制造方法以及制造装置 Download PDFInfo
- Publication number
- CN101822591B CN101822591B CN201010139843.1A CN201010139843A CN101822591B CN 101822591 B CN101822591 B CN 101822591B CN 201010139843 A CN201010139843 A CN 201010139843A CN 101822591 B CN101822591 B CN 101822591B
- Authority
- CN
- China
- Prior art keywords
- mentioned
- serialgram
- outer peripheral
- peripheral face
- single sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
- B65H35/08—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators from or with revolving, e.g. cylinder, cutters or perforators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15723—Partitioning batts; Cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/14—Associating sheets with webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/57—Diaper manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Manufacturing & Machinery (AREA)
- Epidemiology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
本发明提供一种在制造吸收性物品的连续片的复合体时不用更换辊就能变换产品尺寸的吸收性物品的连续片的复合体的制造方法以及制造装置。该方法包括如下工序:以比辊的圆周速度慢的第1速度将第1连续片供给到该辊的外周面上、且一边使第1连续片在外周面上滑动一边将第1连续片保持在外周面上;在设于外周面上的刀具砧刀经过刀具所在的位置时截断第1连续片而产生单片状片;将单片状片保持在外周面上并以圆周速度沿周向输送该单片状片;选择大于圆周速度的第2速度被输送的连续片或以圆周速度以上且小于第2速度的第3速度被输送的连续片作为第2连续片;向以圆周速度旋转的辊的外周面供给所选择的连续片而将外周面上的单片状片粘贴在连续片上。
Description
技术领域
本发明涉及一种一次性尿布等吸收性物品的连续片的复合体的制造方法以及制造装置。
背景技术
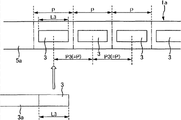
以往,在一次性尿布、经期用卫生巾等吸收性物品的生产线中,如图1所示那样截断连续薄膜101而产生具有规定长度L 103的单片状薄膜103,然后沿无纺布等的连续片105的连续方向以规定的粘贴间距P103将所产生的各个单片状薄膜103、103……粘贴在该连续片105上。
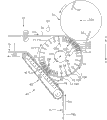
作为该方法的一例,在专利文献1中公开了如下的方法,即、使用被驱动而沿周向Dc旋转的砧辊(anvil roll)111、与砧辊111相对配置而与该砧辊111同步旋转的刀辊(cutter roll)121、和配置在比刀辊121靠上述周向Dc下游侧的转贴辊131。
接下来详细说明上述方法,首先,在以规定的圆周速度(线速度)V111旋转的砧辊111的外周面111a上以比上述圆周速度V 111慢的速度V101供给连续薄膜101,然后利用外周面的吸附部一边使连续薄膜101的前端侧的部分101e在外周面111a上滑动,一边将该部分101e以面接触的状态保持在该外周面111a上。然后,当砧辊111的外周面111a的刀具砧刀113经过刀辊121所在的位置时,由上述刀辊121的刀123和上述刀具砧刀113截断上述连续薄膜101而切出该连续薄膜101的前端侧的部分101e,由此产生上述单片状薄膜103。这样,利用砧辊111的外周面111a的吸附部保持所产生的该单片状薄膜103,并以该砧辊111的圆周速度V111沿周向Dc输送该单片状薄膜103,在该周向Dc的输送路径上,当单片状薄膜103经过与转贴辊131相对的位置时,单片状薄膜103被粘贴在由该转贴辊131输送的上述连续片105上。
并且在该专利文献1的方法中,将连续片105的输送速度V105和砧辊111的圆周速度V111设定为彼此相同的速度。
专利文献1:日本特开平10-218471号公报
另一方面,一般在生产线上变换产品尺寸。例如,在将产品尺寸从S尺寸变换为L尺寸的情况下,需向增加单片状薄膜103的长度L103、粘贴间距P103的方向进行调整。
这里,对作为前者的单片状薄膜103的长度L103的变换而言,可通过增加或减少连续薄膜101的相对于砧辊111的圆周速度V111的、供给速度V101来容易地进行变换。例如,在增加单片状薄膜103的长度L103的情况下,提高上述供给速度V101即可,相反在减小单片状薄膜103的长度L103的情况下,降低上述供给速度V101即可。
但是,改变作为后者的粘贴间距P103的尺寸并不像上述改变单片状薄膜103的长度L103那样简单。即、如上述专利文献1所述,在受限于“将砧辊111的圆周速度V111和连续片105的输送速度V105设为彼此相同的速度”这一限制条件的情况下,为了改变粘贴间距P103的尺寸,必须改用具有与该粘贴间距P103对应的辊径的砧辊111。这是因为,由于砧辊111的圆周速度V111和连续片105的输送速度V105彼此相同,所以上述粘贴间距P103毫无疑义地由砧辊111的刀具砧刀113的在上述周向Dc上的配置间距P113决定。
结果,需要设置产品尺寸变换用的辊更换设备从而使设备的结构变得复杂,或者不得不定期地进行辊更换作业而导致设备运转率下降。
发明内容
本发明是鉴于上述那样的以往问题而做成的,目的在于提供一种不用更换辊就能变换产品尺寸的吸收性物品的连续片的复合体的制造方法以及制造装置。
用于达到上述目的的主要发明提供一种吸收性物品的连续片的复合体的制造方法,该方法截断第1连续片而产生具有规定长度的单片状片,然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该方法包括如下工序,即,
以比辊的圆周速度慢的第1速度将上述第1连续片连续地供给到该辊的外周面上,且一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在设在上述外周面上的刀具砧刀经过与上述外周面相对地配置在上述辊的周向的规定位置上的刀具所在的位置时,利用上述刀具截断上述第1连续片而产生上述单片状片;
将所产生的上述单片状片保持在上述外周面上并以上述圆周速度沿上述周向输送该单片状片;
作为上述第2连续片,在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中,选择1种连续片;
使所选择的上述连续片的输送方向和上述辊的旋转方向一致,并向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
另外,本发明还提供一种吸收性物品的连续片的复合体的制造装置,该装置截断第1连续片而产生具有规定长度的单片状片,然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该装置包括:
辊,其被驱动而以规定的轴为旋转中心以规定的圆周速度旋转;
第1供给机构,其用于将上述第1连续片供给到上述辊的外周面上;
刀具,其与上述外周面相对地配置在上述辊的周向上的规定位置上;
刀具砧刀,其设在上述辊的外周面上,且用于与上述刀具共同截断上述第1连续片;
第2供给机构,其用于在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中,选择1种连续片作为上述第2连续片,而供给到上述外周面上;
上述第1供给机构以比上述辊的上述圆周速度慢的第1速度连续地供给上述第1连续片,从而一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在上述刀具砧刀经过上述刀具所在的位置时,上述刀具与上述刀具砧刀共同截断上述第1连续片而产生上述单片状片;
上述辊将所产生的上述单片状片保持在上述外周面上并以上述圆周速度输送该单片状片;
上述第2供给机构使所选择的上述连续片的输送方向和上述辊的旋转方向一致,向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
根据本说明书以及附图的说明能够了解本发明的其他特征。
采用本发明,在制造吸收性物品的连续片的复合体时,不用更换辊就能变换产品尺寸。
附图说明
图1是以往的制造方法以及制造装置的说明图。
图2A以及图2B是背面片1以及作为该背面片1原料的半成品1a的概略俯视图。
图3是本实施方式的制造方法所用的制造装置10的概略侧视图。
图4是在制造S尺寸的半成品1a的情况下的制造装置10的概略侧视图。
图5是在制造L尺寸的半成品1a的情况下的制造装置10的概略侧视图。
图6是在砧辊11的周向D c上的吸气动作的进行范围以及非进行范围的一例的说明图。
图7是在砧辊11的外周面11a上的吸气孔13的配置图案的说明图,且是该外周面11a的沿周向Dc的展开图。
图8是砧辊11的前端部保持区域A3e的放大侧视图。
图9是砧辊11的剩余的区域A3r的放大侧视图。
图10是在环形带44上设有突出部44p的吸气带式输送机(suction belt conveyor)43的说明图。
图11是作为另一实施方式的一例的锤辊(hammer roll)51的说明图。
具体实施方式
根据本说明书以及附图的说明至少了解下述事项。
作为一种吸收性物品的连续片的复合体的制造方法,该方法截断第1连续片而产生具有规定长度的单片状片、然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该方法包括如下工序,即,
以比辊的圆周速度慢的第1速度将上述第1连续片连续地供给到该辊的外周面上,一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在设于上述外周面上的刀具砧刀经过与上述外周面相对地配置在上述辊的周向的规定位置上的刀具所在的位置时,利用上述刀具截断上述第1连续片而产生上述单片状片;
将所产生的上述单片状片保持在上述外周面上并以上述圆周速度沿上述周向输送该单片状片;
在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中选择1种连续片,作为上述第2连续片;
使所选择的上述连续片的输送方向和上述辊的旋转方向一致,并向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
采用上述的连续片的复合体的制造方法,能够易于变换产品尺寸。即、在随着产品尺寸的变换而改变单片状片的长度的情况下,相对于上述辊的圆周速度相对性地改变第1连续片的第1速度即可,并且至少能够通过选择以上述第2速度被输送的连续片、或以上述第3速度被输送的连续片两者中的任意1种连续片为第2连续片来改变单片状片的粘贴间距。由此,不用更换辊就能变换产品尺寸。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、在上述选择操作中,当选择以上述第2速度被输送的连续片为上述第2连续片时,在进行上述粘贴操作过程中,在将上述单片状片的上述周向的前端部粘接在上述第2连续片上后,借助上述前端部将上述单片状片拉向上述第2连续片,从而一边使上述单片状片的被保持在上述外周面上的部分相对于上述外周面沿前进方向相对滑行,一边自上述外周面逐渐剥离上述单片状片的被保持在上述外周面上的上述部分,从而将该部分重叠粘接在上述第2连续片上。
采用上述的连续片的复合体的制造方法,在将单片状片的前端部粘接在第2连续片上之前,单片状片是与上述辊的上述外周面一体地以上述圆周速度移动的,但在将该前端部粘接在第2连续片上之后,单片状片是相对于上述外周面相对滑行(滑动)的,从而能够使单片状片以第2连续片的输送速度即第2速度与第2连续片一起移动。因此,能够抑制出现因在上述外周面的圆周速度与第2连续片的第2速度之间产生速度差而导致在该外周面与该第2连续片之间交接单片状片时对单片状片施加过多负荷的情况,结果能够防止在将单片状片粘贴在第2连续片上时在单片状片上产生褶皱。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、在将单片状片的上述前端部粘接在上述第2连续片上之前,使上述单片状片与上述外周面一体地以上述圆周速度移动,在将上述单片状片的前端部粘接在上述第2连续片上之后,使上述单片状片一边向前进方向相对于上述外周面滑行一边与上述第2连续片一起以上述第2速度移动。
采用上述的连续片的复合体的制造方法,能够顺利地将单片状片自上述外周面交接到上述第2连续片上。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向后方的部分的后方部保持区域,且就用于将上述单片状片保持在上述外周面上的每单位面积的保持力而言,上述后方部保持区域的该保持力小于上述前端部保持区域的该保持力。
采用上述的连续片的复合体的制造方法,能够顺利地进行应该在将上述前端部粘接在第2连续片上之后进行的、上述后方的部分相对于上述外周面的相对滑行。
另外,由于能够利用上述前端部保持区域的较大的保持力有效防止当在外周面上以上述圆周速度输送处于保持状态的单片状片时因空气阻力等的作用而发生的上述前端部的卷起,因此能够减少单片状片的向第2连续片的粘贴不良。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域,且上述前端部保持区域具有比上述剩余的区域向上述辊径向外方突出的突出部。
采用上述的连续片的复合体的制造方法,在将单片状片的前端部粘接在第2连续片上时,能够利用前端部保持区域的上述突出部向第2连续片按压上述前端部。因此,能够提高上述前端部与第2连续片的粘接强度。
另外,上述剩余的区域中的至少因未设有上述突出部而相应地比前端部保持区域更大程度地相对性地离开第2连续片。因此,虽然增大了施加在上述前端部上的按压力,但却能抑制第2连续片与上述外周面的接触,由此能够抑制因第2连续片与上述外周面的相对速度差导致产生的第2连续片的表面上的擦过状损伤。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面具有与上述周向正交的宽度方向;在上述外周面上形成有多个吸气孔,利用来自上述吸气孔的吸气作用将上述单片状片吸附并保持在上述外周面上;在上述外周面上形成有能通气地连接上述吸气孔中的至少几个吸气孔的槽部,且上述槽部的一部分比上述单片状片靠上述宽度方向的外侧。
采用上述的连续片的复合体的制造方法,在与槽部相连的吸气孔中,自其槽部的上述一部分克服较小的阻力即可引入外部空气。因此,能够避免吸气孔被单片状片封闭时产生的真空状的牢固的吸附力。结果,由于能够抑制单片状片被牢固地保持在外周面上的情况,因此在上述“粘贴操作”中,能够减小在自上述外周面剥离单片状片时的剥离阻力,从而能够顺利地将单片状片自上述外周面交接到第2连续片上。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向的后方的部分的后方部保持区域;上述槽部与位于上述后方部保持区域的上述吸气孔中的几个吸气孔能通气地相连。
采用上述的连续片的复合体的制造方法,能够有效防止在后方部保持区域产生的施加在单片状片上的像在真空条件下那样的牢固的吸附力。由此,能够顺利地进行应该在将上述前端部粘接在第2连续片上之后进行的、后方部保持区域与单片状片的上述后方的部分的相对滑行。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面具有与上述周向正交的宽度方向;在上述外周面上形成有多个吸气孔,利用来自上述吸气孔的吸气作用将上述单片状片吸附并保持在上述外周面上;在上述辊的内部,上述吸气孔中的至少几个吸气孔借助连通路彼此能通气地相连通;利用上述连通路彼此连通的上述吸气孔中的几个吸气孔比上述单片状片靠上述宽度方向外侧。
采用上述的连续片的复合体的制造方法,与槽部相连的吸气孔中,自与该连通路相连的位于上述宽度方向的外侧的吸气孔克服比较小的阻力即可引入外部空气。因此,能够避免吸气孔被单片状片封闭时产生的真空状的牢固的吸附力。结果,由于能够抑制单片状片被牢固地保持在外周面上的情况,因此在上述“粘贴操作”中,能够减小在自上述外周面剥离单片状片时的剥离阻力,从而能够顺利地将单片状片自上述外周面交接到第2连续片上。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向后方的部分的后方部保持区域;上述连通路与位于上述后方部保持区域的上述吸气孔中的几个吸气孔能通气地相连通。
采用上述的连续片的复合体的制造方法,能够有效防止在后方部保持区域上产生的施加在单片状片上的像在真空条件下那样的牢固的吸附力。由此,能够顺利地进行应该在将上述前端部粘接在第2连续片上之后进行的、后方部保持区域与单片状片的后方的部分的相对滑行。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述第2连续片的透气性比上述单片状片的透气性好;沿与上述外周面的切线方向平行的方向设置上述第2连续片的输送路径;在上述输送路径上的最接近上述外周面的接近位置上设有吸气机构,该吸气机构用于隔着上述第2连续片向将上述单片状片自上述外周面剥下的方向进行吸气;在上述粘贴操作中,当上述外周面的各部分经过上述接近位置时,减弱用于保持上述各部分上的上述单片状片的保持力,从而使上述单片状片中经过了上述接近位置的部分逐渐自上述外周面转移到上述第2连续片上。
采用上述的连续片的复合体的制造方法,能够凭借第2连续片的较高的透气性使上述接近位置上的由吸气机构的吸气作用产生的抽吸力隔着第2连续片作用在单片状片上。另外,在上述外周面的各部分经过上述接近位置时能够减弱上述各部分的保持力。因此,能够在上述接近位置上顺利地将单片状片自上述外周面交接到第2连续片上。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述吸气机构是用于输送上述第2连续片的吸气带式输送机;上述吸气带式输送机具有带有多个吸气孔的带,该带一边利用来自上述吸气孔的吸气作用吸附上述第2连续片,一边沿上述输送路径移动;在上述粘贴操作中,使由来自上述带的上述吸气孔的吸气作用产生的抽吸力,隔着上述第2连续片作用在上述单片状片上的自上述外周面转移到上述第2连续片上的部分上。
采用上述的连续片的复合体的制造方法,能够隔着第2连续片将单片状片吸附在带上。因此,能够使在将单片状片的上述前端部粘接在第2连续片之后的、用于自外周面剥离单片状片的负荷由带来负担,结果能够减轻该负荷作用在第2连续片上的负担,从而抑制第2连续片产生褶皱。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域;上述剩余的区域与上述带之间的间隙大于上述单片状片的厚度与上述第2连续片的厚度之和。
采用上述的连续片的复合体的制造方法,能够减轻上述剩余的区域与第2连续片的接触强度,由此能够抑制因第2连续片与上述剩余的区域的相对速度差导致产生的第2连续片的表面上的擦过状损伤。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述辊的上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域;上述第2连续片的透气性比上述单片状片的透气性好;沿与上述外周面的切线方向平行的方向设置上述第2连续片的输送路径;在上述输送路径上的最接近上述外周面的接近位置上设有吸气机构,该吸气机构用于隔着上述第2连续片向自上述外周面剥离上述单片状片的方向进行吸气;上述吸气机构是用于输送上述第2连续片的吸气带式输送机;上述吸气带式输送机具有带有多个吸气孔的带,该带一边利用来自上述吸气孔的吸气作用将上述第2连续片吸附到该带的外周面上,一边沿上述输送路径移动;在上述带的上述外周面上的应该与上述辊的上述前端部保持区域相对的部位上设有突出部。
采用上述的连续片的复合体的制造方法,在将单片状片的前端部粘接在第2连续片上时,能够利用吸气带式输送机的带的吸气作用向第2连续片抽吸上述前端部,而且能够利用该带的上述突出部向上述前端部按压第2连续片。因此,能够提高上述前端部与第2连续片的粘接强度。
在该吸收性物品的连续片的复合体的制造方法中,优选采用如下结构,即、上述第3速度与上述圆周速度相同;在上述选择操作中,在选择以上述第3速度被输送的连续片为上述第2连续片的情况下,利用以规定的卷绕角度将上述第2连续片卷绕在上述外周面上的那样的输送路径向上述辊输送该第2连续片;在上述粘贴操作中,在上述第2连续片以上述卷绕角度卷绕在上述外周面上的期间内,将上述单片状片逐渐粘贴到上述第2连续片上。
采用上述的连续片的复合体的制造方法,在选择以第3速度被输送的连续片为上述第2连续片的情况下,由于该第2连续片的输送速度与上述外周面的上述圆周速度相同,因此被保持在该外周面上的单片状片与第2连续片之间几乎没有相对速度差,由此能够有效抑制在将该单片状片粘贴到第2连续片上时该单片状片产生褶皱。
另外,作为一种吸收性物品的连续片的复合体的制造装置,该装置截断第1连续片而产生具有规定长度的单片状片,然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该装置包括:
辊,其被驱动而绕规定的旋转轴以规定的圆周速度旋转;
第1供给机构,其用于将上述第1连续片供给到上述辊的外周面上;
刀具,其与上述外周面相对地配置在上述辊的周向上的规定位置上;
刀具砧刀,其设在上述辊的外周面上,且与上述刀具共同截断上述第1连续片;
第2供给机构,其在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中,选择1种连续片作为上述第2连续片,而供给到上述外周面上;
上述第1供给机构以比上述辊的上述圆周速度慢的第1速度连续地供给上述第1连续片,从而一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在上述刀具砧刀经过上述刀具所在的位置时,上述刀具与上述刀具砧刀共同截断上述第1连续片而产生上述单片状片;
上述辊将所产生的上述单片状片保持在上述外周面上并以上述圆周速度输送该单片状片;
上述第2供给机构使所选择的上述连续片的输送方向和上述辊的旋转方向一致,向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
采用上述的连续片的复合体的制造装置,能够获得与上述制造方法相同的作用效果。
本实施方式
在第1实施方式中的吸收性物品的连续片的复合体的制造方法中,制造作为该连续片的复合体的一个例子的、作为一次性尿布的背面片1原料的半成品1a。
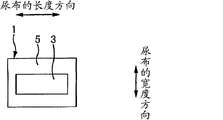
图2A以及图2B分别表示背面片1以及作为该背面片原料的半成品1a的概略俯视图。
图2A所示的背面片1是包括用于构成尿布的外壳的外装片5、和被粘贴在外装片5内侧的面(面朝穿着者的肌肤侧的面)上的液体不可透过性的防漏薄膜3的复合片1。并且,在该防漏薄膜3上依次层压固定有通过成形纸浆纤维而成的未图示的吸收体、同样未图示的液体透过性的表面片等,由此形成尿布的基部。
作为外装片5的原料的一例,能够使用主要材料是树脂纤维的无纺布等,这里使用无纺布。另外,作为防漏薄膜3的原料的一例,能够举出树脂薄膜等,这里使用树脂薄膜。
另外,从削减成本等方面考虑,使防漏薄膜3的平面尺寸小于外装片5的平面尺寸。另外,防漏薄膜3的厚度方向(贯穿纸面的方向)上的透气性低于外装片5的厚度方向上的透气性。
如图2B所示,作为上述背面片1原料的半成品1a是以产品间距P分割成上述背面片1的单位之前的连续体。即、通过在作为外装片5的原料的无纺布的连续片5a上沿该连续片5a的连续方向以与上述产品间距P相同的粘贴间距P 3间歇性地粘贴多个防漏薄膜3、3……而形成该半成品1a。
因此,该半成品1a的制造方法包括如下工序,即、截断作为防漏薄膜3的原料的连续薄膜3a(相当于第1连续片)而产生具有规定长度L3的单片状薄膜3(相当于单片状片);将所产生的单片状薄膜3作为防漏薄膜3沿作为外装片5的原料的连续片5a(相当于第2连续片)的连续方向以上述粘贴间距P 3粘贴在该连续片5a上。
这里,在上述制造方法中,为了变换产品尺寸必须改变单片状薄膜3的长度L3、粘贴间距P3,但如果采用本实施方式的制造方法,则如下所述那样,不用更换辊等大规模的装置更换等操作就能容易地变换产品尺寸。
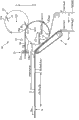
图3是本实施方式的制造方法所用的制造装置10的概略侧视图。另外,在下述说明中,也将连续片5a的宽度方向称作CD方向,该CD方向与连续片5a的输送方向(连续方向)正交,在图3中朝向贯穿纸面的方向。
该制造装置10包括:(1)砧辊11,其被驱动而绕朝向CD方向延伸的旋转轴C11沿周向Dc以规定的圆周速度V11旋转;(2)连续薄膜供给机构21,其以比上述圆周速度V11慢的供给速度V3a将连续薄膜3a连续供给到砧辊11的外周面11a上;(3)刀辊31,其与砧辊11相对地配置在上述周向Dc上的规定位置Q31上,与砧辊11共同截断连续薄膜3a从而产生单片状薄膜3;(4)连续片输送机构41,其为了将被保持在砧辊11的外周面11a上的上述单片状薄膜3粘贴在连续片5a上而使上述连续片5a的输送方向和上述砧辊11的旋转方向一致,并向砧辊11的外周面11a连续供给该连续片5a。
另外,这里是利用粘接将上述单片状薄膜3粘贴在连续片5a上的。也就是说,在粘贴之前预先在连续片5a和单片状薄膜3上的应该被相互粘合的面彼此间的至少某1个面上涂覆粘接剂。在本例中,如图3所示,在即将把连续薄膜3a供给到砧辊11上之前,利用粘接剂涂覆装置81遍布连续薄膜3a的一面的大致整个表面涂覆热熔类粘接剂。
下面,说明各构成要素11、21、31、41。
砧辊11(相当于辊)是截面为正圆形的圆柱体,在其外周面11a上具有用于承托上述刀辊31的平刀32的砧刀12(相当于刀具砧刀)。砧刀12沿周向Dc以等间距P12配置,在图示的例子中,配置在周向Dc上的2处。由此,砧辊11每旋转半圈进行截断而产生1片单片状薄膜3。
另外,外周面11a具有以面接触的状态卷绕并保持片状物的功能,由此,外周面11a以面接触的状态保持被刀辊31截断而产生的单片状薄膜3以及截断成单片状薄膜3之前的连续薄膜3a的前端部3ae。在本例中,利用形成在外周面11a上的多个吸气孔13(图3中未图示)实现该保持功能。即、利用来自上述吸气孔13的吸气作用使砧辊11的外周面11a具有吸附力,该吸附力成为用于保持上述单片状薄膜3、连续薄膜3a的前端部3ae的保持力。
连续薄膜供给机构21(相当于第1供给机构)包括例如上下1对的夹送辊22a、22b。于是,通过在由上述夹送辊22a、22b夹持着连续薄膜3a的状态下驱动夹送辊22a、22b旋转,从而能以规定的供给速度V3a将连续薄膜3a供给到砧辊11的外周面11a上。
这里,该供给速度V3a(相当于第1速度)被设定为比砧辊11的圆周速度V11慢的速度。由此,在刀辊31截断连续薄膜3a而切下该连续薄膜3a的前端部3ae之前,连续薄膜3a的前端部3ae一边沿相对于砧辊11的外周面11a落后的方向滑动一边以面接触的状态被保持在该外周面11a上。也就是说,连续薄膜3a的前端部3ae一边以上述供给速度V3a在外周面11a上滑动,一边慢慢向周向Dc的下游侧移动。然后,如图3所示,在利用刀辊31自连续薄膜3a切下该前端部3ae之后,该前端部3ae作为单片状薄膜3被一体地保持在砧辊11的外周面11a上,从而以与砧辊11的圆周速度V11相同的速度V3移动。另外,由此在与之后截断产生的尾随的单片状薄膜3之间产生间隔。然后,在该单片状薄膜3到达被设定在周向Dc下游的上述连续片5a的供给位置Q5a时,单片状薄膜3被粘贴在连续片5a上而与该连续片5a一体地移动。
刀辊31(相当于刀具)以被驱动而绕朝向CD方向延伸的旋转轴C31旋转的辊31为主体,且在其外周面31a上具有上述平刀32。于是,通过与砧辊11同步地驱动该刀辊31旋转,该刀辊31能与砧辊11共同自上述连续薄膜3a截下其前端部3ae而产生上述单片状薄膜3。
详细而言,驱动刀辊31旋转,使得在砧辊11的沿周向Dc旋转的砧刀12每经过刀辊31的位置Q31时,刀辊31的平刀32与砧辊11的砧刀12呈相对状,由此刀辊31与砧辊11共同自连续薄膜3a切下其前端部3ae。在图示的例子中,为了进行上述动作,将刀辊31的平刀32的节圆(平刀32的刀尖的移动轨迹)的周长与砧辊11的砧刀12的节圆(砧刀12的刀尖的移动轨迹)的周长设为同一尺寸,并且使平刀32的刀数为与砧刀12的刀数相同的2片。
连续片输送机构41(相当于第2供给机构)例如包括图3中双点划线所示的用于输送S尺寸用的连续片5aS(5a)的S用输送路线RS、和该图3中实线所示的用于输送L尺寸用的连续片5aL(5a)的L用输送路线RL。这里,L用输送路线RL能够将上述周向Dc上的规定位置作为L用供给位置Q5aL(Q5a),向砧辊11的外周面11a供给连续片5aL。另一方面,S用输送路线RS能够将比上述L用供给位置Q5aL靠上述周向Dc上游侧的位置作为S用供给位置Q5aS(Q5a),向外周面11a供给连续片5aS。并且,能够依据产品尺寸的变换择一性地选择使用上述S用输送路线RS或L用输送路线RL,通过使该择一性的选择与由上述连续薄膜供给机构21进行的改变连续薄膜3a的供给速度V3a的操作相互协作而如下所述地变换产品尺寸。
例如,在制造S尺寸用的半成品1a的情况下,连续薄膜供给机构21将连续薄膜3a的供给速度V3a设为S尺寸用的较慢的速度V3aS。由此,砧辊11每旋转半圈所对应的连续薄膜3a的供给量变少,利用刀辊31等以S尺寸用的较短的长度L3S截断连续薄膜3a的前端部3ae,结果在砧辊11的外周面11a上产生并保持有S尺寸用的较短的单片状薄膜3。
另一方面,在连续片输送机构41中选择S用输送路线RS。在该S用输送路线RS中,输送与S尺寸对应的宽度较窄的连续片5aS(相当于以第3速度被输送的连续片)。另外,以与S尺寸对应的输送速度V5aS(相当于第3速度)输送该连续片5aS,在本例中,以与砧辊11的圆周速度V11相同的速度输送该连续片5aS。由此,在连续片5aS上以与S尺寸对应的粘贴间距P3S间歇性地粘贴有S尺寸用的较短的单片状薄膜3,从而制成S尺寸用的半成品1a。
相反,在制造L尺寸用的半成品1a的情况下,首先,连续薄膜供给机构21将连续薄膜3a的供给速度V3a设为比S尺寸的供给速度V3aS快的速度V3aL。由此,砧辊11每旋转半圈所对应的连续薄膜3a的供给量变多,利用刀辊31等以L尺寸用的较长的长度L3L截下连续薄膜3a的前端部3ae,结果在砧辊11的外周面11a上产生并保持L尺寸用的较长的单片状薄膜3。
另一方面,在连续片输送机构41中选择L用输送路线RL。在该L用输送路线RL中,输送与L尺寸对应的宽度较宽的连续片5aL(相当于以第2速度被输送的连续片)。另外,以比上述S尺寸的输送速度V5aS快的、与L尺寸对应的输送速度V5aL(相当于第2速度)输送该连续片5aL,也就是说,在图3的例子中,以比砧辊11的圆周速度V11快的速度V5aL输送该连续片5aL。由此,在连续片5aL上以与L尺寸对应的较长的粘贴间距P3L间歇性地粘贴L尺寸用的较长的单片状薄膜3,从而制成L尺寸用的半成品1a。
也就是说,该L尺寸的粘贴间距P3L比S尺寸的粘贴间距P3S大出的距离,与L尺寸的输送速度V5aL同S尺寸的输送速度V5aS的速度比R(=V5aL/V5aS)相应,由此与上述的改变单片状薄膜3的长度L3(L3S→L3L)的操作相应地,实现从S尺寸向L尺寸的产品尺寸的变换。
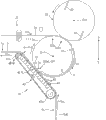
但是,在本例中,如图4所示,S用输送路线RS被设定为将S尺寸用的连续片5aS以规定的卷绕角度θ卷绕在砧辊11的外周面11a上的那样的输送路径。并且,在被保持在砧辊11的外周面11a上的单片状薄膜3经过该卷绕范围Aw时,自外周面11a向连续片5aS交接单片状薄膜3而将该单片状薄膜3粘贴在连续片5aS上,在进行该交接操作时,如上所述砧辊11的圆周速度V11与连续片5aS的输送速度V5aS彼此相同。因此,不会随着该交接操作的进行而出现因相对速度差导致的在单片状薄膜3、连续片5aS上褶皱增多的情况。
相反,在L尺寸的L用输送路线RL的情况下,如图3中实线所示,砧辊11的圆周速度V11与连续片5aL的输送速度V5aL互不相同。这里,在该相对速度差较小的情况下,因连续片5aL、单片状薄膜3的弹性变形而使褶皱往往不明显。但是,在相对速度差较大的情况下,当交接单片状薄膜3时,该速度差很有可能导致在单片状薄膜3、连续片5aL上的褶皱增多。
于是,为了防止产生该褶皱,在本实施方式中,如下所述地对连续片输送机构41、砧辊11采取若干措施。下面,说明该措施。
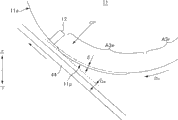
首先,参照图5从对连续片输送机构41采取的措施开始说明。在该由连续片输送机构41形成的L用输送路线RL、也就是L尺寸的连续片5aL的输送路径RL中,沿与砧辊11的外周面11a的切线方向平行的方向设定该输送路径RL的一部分的路径RLP。并且,该输送路径RLP被设定为是在上述周向Dc上的上述供给位置Q5aL处最接近上述外周面11a的那样的路线。在下述说明中,当提到在L用输送路线RL以及上述周向Dc上的各种操作时,也将该最接近外周面11a的位置即上述供给位置Q5aL称作“接近位置CP”。
由此,在单片状薄膜3经过上述接近位置CP时,首先,单片状薄膜3中的上述周向Dc上的下游端部即前端部3e粘接在连续片5aL上。然后,在该前端部3e粘接在连续片5aL上之后,由于连续片5aL的输送速度V5aL比砧辊11的圆周速度V11快,因此经由该前端部3e将单片状薄膜3拉拽到连续片5aL上,从而单片状薄膜3上的被保持在上述外周面11a上的部分3r相对于上述外周面11a向前进方向相对滑行(滑动)。然后,一边进行该相对滑行一边自上述外周面11a逐渐剥离上述部分3r而使该部分3r重叠粘接在连续片5aL上。
也就是说,在图3所示地将前端部3e粘贴在连续片5aL上之前,单片状薄膜3以外周面11a的圆周速度V11与外周面11a一体地移动,但在图5所示地将前端部3e粘贴在连续片5aL上之后,单片状薄膜3向前进方向相对于该外周面11a滑行,从而以与连续片5aL的输送速度V5aL与连续片5aL一起移动。由此,能够抑制因为连续片5aL与外周面11a的相对速度差导致对单片状薄膜3施加拉拽形式的过大负荷,结果能够防止在进行该粘贴操作时产生褶皱。另外,对后述的对砧辊11采取的措施,对该相对滑行也起了很大作用,详细说明见后述。
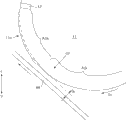
在图5的例子中,为了借助上述前端部3e交接单片状薄膜3,使用吸气带式输送机43(相当于吸气机构)为L用输送路线RL的输送机构。
即、该输送机43具有在规定的轨道上运行的环形带44,在该环形带44的载置面上大致遍布其整个表面地形成有多个吸气孔45、45……。于是,利用来自上述吸气孔45、45……的吸气作用将连续片5aL一体地吸附在上述载置面上。这里,沿与砧辊11的外周面11a的切线方向平行的方向设定该轨道的一部分,由此,如上所述沿与砧辊11的外周面11a的切线方向平行的方向设定上述一部分的输送路径RLP。另外,在环形带44的各部位经过该输送路径RLP上的上述接近位置CP时,自各吸气孔45、45……仍然发挥吸气作用。
由此,在单片状薄膜3的前端部3e经过上述周向Dc上的上述接近位置CP时,还隔着高透气性的连续片5aL进行用于自上述外周面11a剥离单片状薄膜3的方向的吸气作用,由此,首先将单片状薄膜3的前端部3e拉向连续片5aL而将该前端部3e粘接在连续片5aL上。然后,在这之后,比该前端部3e靠后方的各部分3r经过上述接近位置CP,届时上述各部分3r同样被隔着高透气性的连续片5aL进行的来自环形带44的吸气作用逐渐拉向连续片5aL而粘接在连续片5aL上。
另外,针对单片状薄膜3中自外周面11a转移到连续片5aL上的部分,基于连续片5aL的透气性比单片状薄膜3的透气性高这一点,由上述环形带44的吸气作用产生的抽吸力隔着该连续片5aL全部作用在单片状薄膜3上。由此,能使该环形带44吸附单片状薄膜3,从而能使环形带44负担起自外周面11a剥离单片状薄膜3所需的力的输送方向分力。结果,在将前端部3e粘接在连续片5aL上之后,使环形带44主要负担能借助该前端部3e作用在连续片5aL上的上述剥离操作所需的负荷,从而减轻作用向该连续片5aL的负荷,由此还能抑制连续片5aL产生褶皱。
附带说明一下,在图5的输送机43中,也能以用于形成该环形带44环形轨道的1对的皮带轮47a、47b中的任意一个为支点,使该环形带44能沿接近砧辊11或离开砧辊11的方向摆动。例如,也能以L用输送路线RL中位于比上述接近位置CP靠上游侧的位置上的皮带轮47b为支点,使位于下游侧的皮带轮47a摆动。并且,在该结构中,在单片状薄膜3的前端部3e要经过上述接近位置CP时,使环形带44接近砧辊11,从而向上述前端部3e推压连续片5aL,而在该前端部3e经过了该接近位置CP后,只要使该前端部3e移动到相距砧辊11规定距离的退避位置上,就能将前端部3e牢固地粘贴在连续片5aL上。
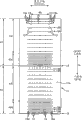
接下来,说明对砧辊11采取的措施。砧辊11在其平滑的外周面11a上具有多个上述吸气孔13、13……,以上说明了通过来自上述吸气孔13、13……的吸气作用将单片状薄膜3吸附在外周面11a上,但上述吸气孔13、13……当然也随着砧辊11的旋转而与外周面11a一体地沿上述周向Dc移动。并且,在该移动过程中,各吸气孔13、13……依据它们在该周向Dc的位置而分别进行吸气动作或不进行吸气动作。图6是在周向Dc上的吸气动作的进行范围以及非进行范围的一例的说明图,在该图中,表示了砧辊11以及吸气带式输送机43的内部构造。
如图6所示,在吸气孔13沿周向Dc移动的过程中,在自将连续薄膜3a供给到向外周面11a上的供给位置Q3a起、经过刀辊31的位置Q31到达相当于单片状薄膜3的交接位置的上述接近位置CP的范围内,吸气孔13的吸气作用处于开启状态,而在吸气孔13经过了该接近位置CP的时刻,吸气孔13的吸气作用切换到关闭状态。因此,在上述周向Dc上当上述外周面11a上的各部分经过上述接近位置CP时,该各部分的吸气孔13停止吸气。由此,能使单片状薄膜3中经过上述接近位置CP的部分逐渐地自外周面11a顺利转移到连续片5aL上。然后,在吸气孔13进一步沿周向Dc移动而返回到上述连续薄膜3a的供给位置Q3a上时,吸气孔13的吸气作用再次返回到开启状态,之后重复上述动作。
图7是砧辊11的外周面11a上的吸气孔13的配置图案的说明图,且表示的是沿周向Dc展开的外周面11a。在本例中,外周面11a沿周向Dc并列具有2个用于吸附并保持单片状薄膜3的区域A3、A3。并且,各区域A3、A3分别能够保持1片单片状薄膜3。另外,各区域A3、A3分别包括前端部保持区域A3e以及后方部保持区域A3r。前端部保持区域A3e是吸附并保持单片状薄膜3的前端部3e的区域,以最接近砧刀12上游侧的位置为起点,自该起点在周向Dc的上游侧遍布规定范围地设定该前端部保持区域A3e。另一方面,后方部保持区域A3r被设定在比前端部保持区域A3e靠周向Dc上游侧的位置上,由此能够吸附并保持单片状薄膜3中比上述前端部3e靠后方的部分3r。
这里,参照图7得知,后方部保持区域A3r的吸气孔13的配置密度(外周面11a的每单位面积上的吸气孔13的配置数量)低于前端部保持区域A3e的吸气孔13的配置密度。由此,后方部保持区域A3r每单位面积上的对单片状薄膜3的保持力小于前端部保持区域A3e每单位面积上的对单片状薄膜3的保持力。
因此能够顺利地进行应该在将上述前端部3e粘接在连续片5aL上之后进行的、上述后方的部分3r相对于外周面11a的滑行。另外,在以砧辊11的圆周速度V11一体地输送在外周面11a上处于保持状态的单片状薄膜3时,由于空气阻力等因素,单片状薄膜3的前端部3e可能卷起,但如上所述由于前端部保持区域A3e的保持力较大,因此能够有效防止该前端部3e发生卷起。结果,能够防止单片状薄膜3向连续片5aL上粘贴时产生粘贴不良。
另外,在吸气孔13被完全堵住而处于密封状态时,形成真空状态而牢固地吸附单片状薄膜3。于是,在自上述外周面11a剥离单片状薄膜3时,不易剥离该单片状薄膜3,结果阻碍了将单片状薄膜3顺利地交接到连续片5aL上的交接操作。于是,在该图7的例子中,在外周面11a上形成有能通气地连接吸气孔13、13……中的至少几个吸气孔13的槽部15,并且使该槽部15的一部分15e探出到比单片状薄膜3靠宽度方向(CD方向)外侧的位置上,由此,能够将外部空气自该一部分15e引入到吸气孔13中。
更具体而言,在图7的例子中,沿周向Dc并列配置有多个吸气孔列13R,该吸气孔列13R由多个吸气孔13、13沿CD方向并列而成,在各吸气孔列13R上分别形成有沿CD方向的槽部15,由此,属于同一吸气孔列13R的吸气孔13、13彼此能够借助槽部15通气地相连通。并且,在该图中表示了单片状薄膜3的宽度尺寸W3,槽部15的两端部15e、15e的位置分别位于比单片状薄膜3靠宽度方向外侧的位置上。因此,在与槽部15相连的吸气孔13、13……中,自其槽部15的两端部15e、15e克服比较小的阻力即可引入外部空气,所以即使吸气孔13被单片状薄膜3完全覆盖住,吸气孔13也不会形成为真空状的密封状态,也就是能够抑制单片状薄膜3被外周面11a牢固地保持的情况,结果能够在外周面11a上顺利地将单片状薄膜3交接到连续片5aL上。
此外,当在位于后方部保持区域A3r的吸气孔列13R上形成上述槽部15时尤其有效。即、槽部15也可以能通气地连接位于后方部保持区域A3r的几个吸气孔13。这样,也能够顺利地进行应该在将单片状薄膜3的前端部3e粘贴到连续片5aL上之后进行的、单片状薄膜3相对于后方部保持区域A3r的滑行,结果能够更有效地抑制单片状薄膜3产生褶皱。
此外,在本例中,由于图7的吸气孔13的配置图案是沿周向Dc以及CD方向排列吸气孔13的大致格子状,因此如该图所示地形成沿CD方向的槽部15,但该槽部15所形成的图案完全不限定于此。例如,在吸气孔13的配置图案为所谓的锯齿形状的情况下,也可以利用曲折的折线状的槽部15来连接在CD方向上呈曲折状排列的各吸气孔13、13……。
另外,除了设置上述槽部15,也可以如下所述地防止随着吸气孔13被封闭而产生的牢固的吸附力。即、也可以借助砧辊11内部的连通路14彼此能通气地连接吸气孔13、13……中的至少几个吸气孔13,并且将利用上述连通路14而彼此连通的吸气孔13、13……中的几个吸气孔13配置在比单片状薄膜3靠CD方向外侧的位置上。
例如,在图6以及图7的例子中,在砧辊11的内部,与吸气孔列13R对应地形成有沿CD方向的上述连通路14,利用所对应的连通路14,能通气地将属于同一吸气孔列13R的吸气孔13、13彼此连通。并且,如图7所示,各吸气孔列13R中的CD方向上的两端的吸气孔13、13分别位于比单片状薄膜3靠宽度方向外侧的位置上。这样,在与连通路14相连的各吸气孔13、13……中,自CD方向上的两端的吸气孔13、13克服比较小的阻力即可引入外部空气,所以即使除上述两端之外的吸气孔13被单片状薄膜3完全覆盖住,吸气孔13也不会形成为真空那样的密封状态,也就是能够抑制单片状薄膜3被外周面11a牢固地保持的情况。另外,也可以在该连通路14上设置用于调整吸气量的阀。
此外,上述连通路14等用于防止吸气孔13形成真空状况的封闭状态的构造与上述槽部15相同,也尤其适合设在位于后方部保持区域A3r的吸气孔列13R中。即、上述连通路14也可以能通气地连通位于后方部保持区域A3r的吸气孔13、13……中的几个吸气孔13。这样,也能够顺利地进行应该在将单片状薄膜3的前端部3e粘贴到连续片5aL上后进行的、单片状薄膜3相对于后方部保持区域A3r的滑行。
另外,优选如图8的砧辊11的放大侧视图所示,前端部保持区域A3e具有突出部11p,该突出部11p优选比外周面11a上的除前端部保持区域A3e之外的剩余的区域A3r向砧辊11径向外侧突出。在图示的例子中,在前端部保持区域A3e上,自砧刀12的位置在周向Dc的上游侧(后方侧)的规定范围内设定半径增大区域作为突出部11p。该半径增大量δ例如为在半径上多出0.2mm~1.0mm。
这样,在将单片状薄膜3的前端部3e粘接在连续片5aL上时,能够利用前端部保持区域A3e的上述突出部11p向连续片5aL按压上述前端部3e。结果,能够提高上述前端部3e与连续片5aL的粘接强度。
另外,为了更可靠地获得该按压效果,可以在吸气带式输送机43的环形带44与砧辊11的外周面11a彼此最接近的上述接近位置CP上,使上述突出部11p与环形带44之间的间隙Ge小于单片状薄膜3的厚度与连续片5aL的厚度之和。附带说明一下,能够利用例如厚度计(商品名PEACOK DIAL THICKNESSGAUGE No.I1352)所具有的一对压头,以在沿厚度方向以3(g/cm2)的压力夹持10cm×10cm的正方形样品的整个表面时的上述一对压头间的分开距离作为上述各构件的厚度进行测量。
另外,如上所述,当在前端部保持区域A3e上设有突出部11p的情况下,上述剩余的区域A3r至少因未设有突出部11p而相应地比前端部保持区域A3e更大程度地离开连续片5a。因此,虽然增大了施加在前端部3e上的按压力,但却能抑制连续片5aL与外周面11a接触,从而能够抑制因连续片5aL与外周面11a的相对速度差导致产生的连续片5aL表面上的擦过状损伤。
另外,从抑制在该连续片5aL上产生擦过状损伤的方面考虑,如图9所示,优选使上述接近位置CP上的环形带44与上述外周面11a的上述剩余的区域A3r之间的间隙Gr大于单片状薄膜3的厚度与连续片5aL的厚度之和。这样,能够避免上述剩余的区域A3r与连续片5aL接触,从而能够进一步可靠地抑制上述的在连续片5aL上产生擦过状的损伤的情况出现。
另外,如图10所示,除了设置图8的前端部保持区域Ae的突出部11p之外,也可以在吸气带式输送机43的环形带44上设置突出部44p。即、也可以将砧辊11的外周面11a形成为遍布其整个圆周均不设置突出部11p的恒定半径,而在环形带44的外周面上的应该与砧辊11的前端部保持区域Ae相对的部位上形成突出部44p。在图示的例子中,作为沿环形带44的轨道方向以规定的配置间距在多处配置该突出部44p的一例,配置2处该突出部44p,该配置间距与L尺寸的单片状薄膜3的粘贴间距P3L一致。另外,与环形带44的其他部分相同,在突出部44p上设有吸气孔45。
然后,在使用图10的该种结构的情况下,相比图8的在砧辊11上设置突出部11p的结构,能够进一步减少成本。这是因为,与在砧辊11的外周面11a上加工形成突出部44p的情况相比,在环形带44上追加设置突出部44p更加廉价。
此外,该图10所示的该输送机43是用于制造L尺寸用的半成品1a的构件,虽然未必一定要用于制造S尺寸用的半成品1a,但假设在也用该输送机43制造S尺寸用的半成品1a的情况下,随着产品尺寸从L尺寸变换为S尺寸,需要更换输送机43。这是因为,环形带44的突出部44p的上述配置间距与单片状薄膜3的粘贴间距P3是一致的,就该粘贴间距P3而言,S尺寸的该粘贴间距P3S与L尺寸的该间距P3L彼此不同。但是,在该结构中,也不用更换砧辊11。
其他实施方式
以上说明了本发明的实施方式,但本发明并不限定于该实施方式,也可以进行如下变形。
在上述的实施方式中,作为将被保持在砧辊11的外周面11a上的单片状薄膜3的前端部3e粘接在连续片5aL上的方法,举例说明了使用吸气机构的方法。即、利用作为吸气机构的吸气带式输送机43,自砧辊11的外周面11a抽吸单片状薄膜3的前端部3e而将该前端部3e粘接在连续片5aL上,但本发明完全不限定于此,例如也能利用物理性的按压方式,更具体而言,能够使用图11所示的那样的锤辊51。
锤辊51以与砧辊11的外周面11a相对地配置在上述接近位置CP上的辊构件为主体,被驱动而绕朝向CD方向延伸的旋转轴C 51旋转。另外,在锤辊51的周向D c51上的一部分上具有沿锤辊51的径向突出而成的凸部51a。而且,锤辊51被驱动而旋转,使得每次在被保持在砧辊11的外周面11a上的单片状薄膜3的前端部3e经过上述接近位置CP时,上述凸部51a都与上述外周面11a相对。因此,利用该凸部51a能够将连续片5aL按压在单片状薄膜3的前端部3e上,从而能够将前端部3e牢固地粘接在连续片5aL上。
此外,在使用该锤辊51的情况下,也可以使用吸气带式输送机43为用于形成连续片5aL的输送路径RL的输送机构,只要能够设定上述那样的L用输送路线RL,本发明就完全不限定于此,例如也可以在图11所示的那样的2根生产线辊(path lineroll)53、54上架设连续片5aL,从而设定L用输送路线RL。
在上述的实施方式中,并未详细说明图3中的单片状薄膜3的周向Dc上的长度L3(L3S、L3L),例如可以将该长度L3设为比砧辊11的外周面11a上的砧刀12的沿周向Dc的设置间距P12的一半长度长、且比该设置间距P12短的尺寸。并且,在这样设定该长度L3的情况下,因单片状薄膜3的长度比较长而导致该单片状薄膜3被牢固地吸附在砧辊11的外周面11a上,从而难以自外周面11a剥离单片状薄膜3。因此,正是在该种情况下,对砧辊11所采取的上述措施能够发挥其作用,能够有效地享受到其作用效果(防止吸气孔13随着被真空化而形成为密封状态等)。
在上述的实施方式中公开了如下例子,即、为了不仅利用抽吸作用还利用按压作用将单片状薄膜3的前端部3e粘接在连续片5aL上,如图8所示在砧辊11的前端部保持区域A3e上形成突出部11p、并使该突出部11p与吸气带式输送机43的环形带44之间的间隙Ge小于单片状薄膜3的厚度与连续片5aL的厚度之和,但相反也可以使间隙Ge大于单片状薄膜3的厚度与连续片5aL的厚度之和。在该情况下,由于能使单片状薄膜3的前端部3e自前端部保持区域A3e跳向连续片5aL,因此不易受到砧辊11的外周面11a与连续片5aL的相对速度差的影响,结果能够更可靠地抑制在单片状薄膜3的前端部3e上产生褶皱。
在上述的实施方式中,作为产品尺寸的变换例,说明了产品尺寸从S尺寸变为L尺寸的例子,但本发明完全不限定于此,也可以再添加M尺寸而进行3种尺寸的变换,此外还能添加SS、XL等其他尺寸。
在上述的实施方式中,作为“以第3速度被输送的连续片”的一例的S尺寸的连续片5aS的输送路径RS,举例说明了图4所示的那样的以规定的卷绕角度θ卷绕在砧辊11上的路径,但本发明完全不限定于此,也能如图5的L用输送路线RL所示,将不卷绕在砧辊11上的输送路径应用为S尺寸的连续片5aS的输送路径。另外,在该情况下,能够在砧辊11的圆周速度V11以上且小于上述输送速度V5aL的范围内自由设定S尺寸的连续片5aS的输送速度V5aS。
在上述的实施方式中,作为将单片状薄膜3等保持在砧辊11的外周面11a上的方法,举例说明了利用该外周面11a上的吸气孔13吸附该单片状薄膜3的方法,但只要能相对于外周面11a滑动地将单片状薄膜3保持在该外周面11a上即可,本发明完全不限定于上述方法。
在上述的实施方式中,说明了使用薄膜作为单片状片以及第1连续片的片的例子,但只要是片状即可,本发明完全不限定于使用薄膜,也可以使用无纺布、织布等。另外,还说明了使用无纺布作为第2连续片的例子,但同样只要是片状即可,本发明完全不限定于使用无纺布,也可以使用织布、薄膜等。
Claims (18)
1.一种吸收性物品的连续片的复合体的制造方法,该方法截断第1连续片而产生具有规定长度的单片状片,然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该方法包括如下工序,即,
以比辊的圆周速度慢的第1速度将上述第1连续片连续地供给到该辊的外周面上,且一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在设于上述外周面上的刀具砧刀经过与上述外周面相对地配置在上述辊的周向的规定位置上的刀具所在的位置时,利用上述刀具截断上述第1连续片而产生上述单片状片;
将所产生的上述单片状片保持在上述外周面上并以上述圆周速度沿上述周向输送该单片状片;
在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中选择1种连续片,作为上述第2连续片;
使所选择的上述连续片的输送方向和上述辊的旋转方向一致,并向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
2.根据权利要求1所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
在上述选择操作中,当选择以上述第2速度被输送的连续片为上述第2连续片时,在进行上述粘贴操作的过程中,在将上述单片状片的上述周向的前端部粘接在上述第2连续片上后,借助上述前端部将上述单片状片拉向上述第2连续片,从而一边使上述单片状片的被保持在上述外周面上的部分相对于上述外周面沿前进方向相对滑行,一边自上述外周面逐渐剥离上述单片状片的被保持在上述外周面上的上述部分,从而将该部分重叠粘接在上述第2连续片上。
3.根据权利要求2所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
在将上述单片状片的上述前端部粘接在上述第2连续片上之前,使上述单片状片与上述外周面一体地以上述圆周速度移动;
在将上述前端部粘接在上述第2连续片上之后,使上述单片状片一边向前进方向相对于该外周面滑行一边与上述第2连续片一起以上述第2速度移动。
4.根据权利要求2所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向后方的部分的后方部保持区域;
就用于将上述单片状片保持在上述外周面上的每单位面积的保持力而言,上述后方部保持区域的该保持力小于上述前端部保持区域的该保持力。
5.根据权利要求3所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向后方的部分的后方部保持区域;
就用于将上述单片状片保持在上述外周面上的每单位面积的保持力而言,上述后方部保持区域的该保持力小于上述前端部保持区域的该保持力。
6.根据权利要求2~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域;
上述前端部保持区域具有比上述剩余的区域向上述辊径向外方突出的突出部。
7.根据权利要求2~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面具有与上述周向正交的宽度方向;
在上述外周面上形成有多个吸气孔,利用来自上述吸气孔的吸气作用将上述单片状片吸附并保持在上述外周面上;
在上述外周面上形成有能通气地连接上述吸气孔中的至少几个吸气孔的槽部,且上述槽部的一部分比上述单片状片靠上述宽度方向的外侧。
8.根据权利要求6所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面具有与上述周向正交的宽度方向;
在上述外周面上形成有多个吸气孔,利用来自上述吸气孔的吸气作用将上述单片状片吸附并保持在上述外周面上;
在上述外周面上形成有能通气地连接上述吸气孔中的至少几个吸气孔的槽部,且上述槽部的一部分比上述单片状片靠上述宽度方向的外侧。
9.根据权利要求7所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向的后方的部分的后方部保持区域;
上述槽部与位于上述后方部保持区域的上述吸气孔中的几个吸气孔能通气地相连。
10.根据权利要求8所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向的后方的部分的后方部保持区域;
上述槽部与位于上述后方部保持区域的上述吸气孔中的几个吸气孔能通气地相连。
11.根据权利要求2~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面具有与上述周向正交的宽度方向;
在上述外周面上形成有多个吸气孔,利用来自上述吸气孔的吸气作用将上述单片状片吸附并保持在上述外周面上;
在上述辊的内部,上述吸气孔中的至少几个吸气孔借助连通路彼此能通气地相连通;
利用上述连通路彼此连通的上述吸气孔中的几个吸气孔比上述单片状片靠上述宽度方向外侧。
12.根据权利要求11所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和用于保持比上述前端部靠上述周向后方的部分的后方部保持区域;
上述连通路与位于上述后方部保持区域的上述吸气孔中的几个吸气孔能通气地相连通。
13.根据权利要求2~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述第2连续片的透气性比上述单片状片的透气性好;
沿与上述外周面的切线方向平行的方向设置上述第2连续片的输送路径;
在上述输送路径上的最接近上述外周面的接近位置上设有吸气机构,该吸气机构用于隔着上述第2连续片向将上述单片状片自上述外周面剥下的方向进行吸气;
在上述粘贴操作中,当上述外周面的各部分经过上述接近位置时减弱用于保持上述各部分上的上述单片状片的保持力,从而使上述单片状片中的经过了上述接近位置的部分逐渐自上述外周面转移到上述第2连续片上。
14.根据权利要求13所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述吸气机构是用于输送上述第2连续片的吸气带式输送机;
上述吸气带式输送机具有带有多个吸气孔的带,该带一边利用来自上述吸气孔的吸气作用吸附上述第2连续片,一边沿上述输送路径移动;
在上述粘贴操作中,使由来自上述带的上述吸气孔的吸气作用产生的抽吸力,隔着上述第2连续片作用在上述单片状片上的自上述外周面转移到上述第2连续片上的部分上。
15.根据权利要求14所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域;
上述剩余的区域与上述带之间的间隙大于上述单片状片的厚度与上述第2连续片的厚度之和。
16.根据权利要求2~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述辊的上述外周面包括用于保持上述前端部的前端部保持区域、和除上述前端部保持区域之外的剩余的区域;
上述第2连续片的透气性比上述单片状片的透气性好;
沿与上述外周面的切线方向平行的方向设置上述第2连续片的输送路径;
在上述输送路径上的最接近上述外周面的接近位置上设有吸气机构,该吸气机构用于隔着上述第2连续片向自上述外周面剥离上述单片状片的方向进行吸气;
上述吸气机构是用于输送上述第2连续片的吸气带式输送机;
上述吸气带式输送机具有带有多个吸气孔的带,该带一边利用来自上述吸气孔的吸气作用将上述第2连续片吸附到该带的外周面上,一边沿上述输送路径移动;
在上述带的上述外周面上的应该与上述辊的上述前端部保持区域相对的部位上设有突出部。
17.根据权利要求1~5中任意一项所述的吸收性物品的连续片的复合体的制造方法,其特征在于,
上述第3速度与上述圆周速度相同;
在上述选择操作中,在选择以上述第3速度被输送的连续片作为上述第2连续片的情况下,利用以规定的卷绕角度将上述第2连续片卷绕在上述外周面上的那样的输送路径向上述辊输送该第2连续片;
在上述粘贴操作中,在上述第2连续片以上述卷绕角度卷绕在上述外周面上的期间内,将上述单片状片逐渐粘贴到上述第2连续片上。
18.一种吸收性物品的连续片的复合体的制造装置,该装置截断第1连续片而产生具有规定长度的单片状片、然后沿第2连续片的连续方向以规定的粘贴间距将该单片状片粘贴在该第2连续片上从而制造吸收性物品的连续片的复合体,其特征在于,
该装置包括:
辊,其被驱动而绕规定的旋转轴以规定的圆周速度旋转;
第1供给机构,其将上述第1连续片供给到上述辊的外周面上;
刀具,其与上述外周面相对地配置在上述辊的周向上的规定位置上;
刀具砧刀,其设在上述辊的外周面上,且与上述刀具共同截断上述第1连续片;
第2供给机构,其在包括以大于上述圆周速度的第2速度被输送的连续片、以及以在上述圆周速度以上且小于上述第2速度的第3速度被输送的连续片在内的多种连续片中,选择1种连续片作为上述第2连续片,而供给到上述外周面上;
上述第1供给机构以比上述辊的上述圆周速度慢的第1速度连续地供给上述第1连续片,从而一边使上述第1连续片在上述外周面上滑动一边将该第1连续片保持在该外周面上;
在上述刀具砧刀经过上述刀具所在的位置时,上述刀具与上述刀具砧刀共同截断上述第1连续片而产生上述单片状片;
上述辊将所产生的上述单片状片保持在上述外周面上并以上述圆周速度输送该单片状片;
上述第2供给机构使所选择的上述连续片的输送方向和上述辊的旋转方向一致,向以上述圆周速度旋转的上述辊的上述外周面供给该连续片,从而将上述外周面上的上述单片状片粘贴在上述连续片上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-240709 | 2009-10-19 | ||
| JP2009240709A JP5393394B2 (ja) | 2009-10-19 | 2009-10-19 | 吸収性物品に係る連続シートの複合体の製造方法、及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101822591A CN101822591A (zh) | 2010-09-08 |
| CN101822591B true CN101822591B (zh) | 2013-10-09 |
Family
ID=42686901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010139843.1A Active CN101822591B (zh) | 2009-10-19 | 2010-03-30 | 吸收性物品的连续片的复合体的制造方法以及制造装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120247661A1 (zh) |
| EP (1) | EP2491906B1 (zh) |
| JP (1) | JP5393394B2 (zh) |
| CN (1) | CN101822591B (zh) |
| AR (1) | AR078670A1 (zh) |
| TW (1) | TW201125543A (zh) |
| WO (1) | WO2011048954A1 (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014006902A1 (en) * | 2012-07-06 | 2014-01-09 | Unicharm Corporation | Method for manufacturing a composite body of continuous sheets for an absorbent article and apparatus of the same |
| ITBO20120562A1 (it) * | 2012-10-15 | 2014-04-16 | Gdm Spa | Macchine per la realizzazione di articoli assorbenti igienici |
| CN105377203A (zh) * | 2013-05-16 | 2016-03-02 | 宝洁公司 | 用于折叠吸收制品的方法和设备 |
| EP2996652A1 (en) | 2013-05-16 | 2016-03-23 | The Procter & Gamble Company | Methods and apparatuses for folding absorbent articles |
| US10308462B2 (en) | 2013-09-06 | 2019-06-04 | Kimberly-Clark Worldwide, Inc. | Plate for an anvil roll with a reduced-vacuum region for use in a slip and cut system and method of using the same |
| FR3019493B1 (fr) * | 2014-04-08 | 2017-11-10 | Aplix Sa | Procede pour impartir du developpe agrippant a un stratifie et stratifie obtenu par le procede |
| WO2015173952A1 (ja) * | 2014-05-16 | 2015-11-19 | オリオン機械工業株式会社 | 製品搬送装置 |
| EP3160411A1 (en) | 2014-06-26 | 2017-05-03 | The Procter & Gamble Company | Method and apparatus for transferring a discrete substrate |
| ES2626959T3 (es) * | 2014-12-05 | 2017-07-26 | Fameccanica.Data S.P.A. | Aparato y procedimiento de producción de una banda elástica composite con secciones elásticas intermitentes |
| EP3363418A4 (en) * | 2015-10-14 | 2018-09-26 | Unicharm Corporation | Conveying method and conveying device of cut sheet for absorbent article |
| WO2017078038A1 (ja) * | 2015-11-04 | 2017-05-11 | 花王株式会社 | 吸収性物品の製造方法及び吸収性物品の製造装置 |
| EP3466382B1 (en) * | 2016-06-06 | 2020-07-01 | Unicharm Corporation | Production method and production device for continuous sheet composite for absorbent article |
| CN107235366A (zh) * | 2017-07-24 | 2017-10-10 | 广州市兴世机械制造有限公司 | 连续弹性带材用的一体式切断装置及其使用方法 |
| CN107720343A (zh) * | 2017-09-06 | 2018-02-23 | 苏州盛风文化创意发展有限公司 | 扇面贴覆系统 |
| JP2019097614A (ja) * | 2017-11-28 | 2019-06-24 | 花王株式会社 | シート片の製造方法及びシート片の製造装置並びに吸収体の製造方法 |
| CN108433876B (zh) * | 2018-04-09 | 2023-03-31 | 瑞光(上海)电气设备有限公司 | 用于全尺寸涂覆材料的涂覆粘贴复合装置 |
| CN108835706B (zh) * | 2018-08-22 | 2024-05-24 | 四川三联新材料有限公司 | 用于降低复合棒褶皱缺陷的装置以及复合棒错位装置 |
| JP7171428B2 (ja) * | 2018-12-28 | 2022-11-15 | ユニ・チャーム株式会社 | 吸収性物品に係る連続シートの複合体を製造する方法、及び、製造装置 |
| JP7252434B2 (ja) * | 2020-01-10 | 2023-04-05 | 株式会社瑞光 | 使い捨て着用物品の製造方法 |
| WO2022270233A1 (ja) * | 2021-06-23 | 2022-12-29 | 株式会社瑞光 | 着用物品の製造方法および製造装置 |
| CN114033105B (zh) * | 2021-11-09 | 2022-11-04 | 中冶建工集团有限公司 | 用于墙柱、梁板结构的钢筋保护层垫条施工工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002035027A (ja) * | 2000-07-27 | 2002-02-05 | Zuiko Corp | 着用物品の製造設備 |
| JP2002104320A (ja) * | 2000-10-05 | 2002-04-10 | Toumei Engineering:Kk | 簡易包装装置 |
| CN1646404A (zh) * | 2002-04-03 | 2005-07-27 | 3M创新有限公司 | 倾斜的产品传输器 |
| JP2005199395A (ja) * | 2004-01-16 | 2005-07-28 | Koyo Autom Mach Co Ltd | 回転カッタ装置 |
| JP2007260875A (ja) * | 2006-03-29 | 2007-10-11 | Kao Corp | シート切断方法及び装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6413358A (en) * | 1987-07-06 | 1989-01-18 | Omori Machinery | Device to transfer soft sheetform article to accumulating device and the like |
| US5296080A (en) * | 1988-04-19 | 1994-03-22 | Paper Converting Machine Company | Apparatus for applying an elastic waistband to a disposable diaper |
| DE4417415C1 (de) * | 1994-05-18 | 1995-10-05 | Windmoeller & Hoelscher | Vorrichtung zum Überführen von in Richtung ihrer längeren Achsen geförderten Werkstücken in eine Querrichtung |
| JP3695875B2 (ja) * | 1997-02-04 | 2005-09-14 | 花王株式会社 | 貼付シートの間欠切断転写装置 |
| JP3692699B2 (ja) * | 1997-03-31 | 2005-09-07 | コニカミノルタホールディングス株式会社 | 画像記録装置 |
| US6276421B1 (en) * | 1998-06-05 | 2001-08-21 | Armstrong World Industries, Inc. | Release sheet application apparatus |
| JPH11347504A (ja) * | 1998-06-11 | 1999-12-21 | Sony Corp | 帯状部材のクリーニング装置及びクリーニング方法 |
| US6183576B1 (en) * | 1999-05-27 | 2001-02-06 | Kimberly-Clark Worldwide, Inc. | Multiple path bonding |
| US6604623B2 (en) * | 2001-01-31 | 2003-08-12 | Zuiko Corporation | Article transfer apparatus |
| US6634269B2 (en) * | 2001-03-15 | 2003-10-21 | The Procter & Gamble Company | Apparatus and method for associating cut sheet sections with a moving carrier web |
| JP4712756B2 (ja) * | 2001-08-29 | 2011-06-29 | 株式会社瑞光 | 物品の製造方法 |
| US6895649B2 (en) * | 2001-08-29 | 2005-05-24 | Zuiko Corporation | Article production method |
| US20040007328A1 (en) * | 2002-07-15 | 2004-01-15 | Kimberly-Clark Worldwide, Inc. | Apparatus for cutting and placing limp pieces of material |
| US7347914B2 (en) * | 2002-12-13 | 2008-03-25 | Zuiko Corporation | Method for producing an article having an elastic bonded between two webs |
| JP4571812B2 (ja) * | 2003-02-24 | 2010-10-27 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | シート搬送装置 |
| JP4518842B2 (ja) * | 2004-05-31 | 2010-08-04 | 花王株式会社 | シート切断装置 |
| US7537215B2 (en) * | 2004-06-15 | 2009-05-26 | Curt G. Joa, Inc. | Method and apparatus for securing stretchable film using vacuum |
| JP4076527B2 (ja) * | 2004-08-27 | 2008-04-16 | 花王株式会社 | シートカット貼付け制御方法 |
| US7533709B2 (en) * | 2005-05-31 | 2009-05-19 | Curt G. Joa, Inc. | High speed vacuum porting |
| US7770712B2 (en) * | 2006-02-17 | 2010-08-10 | Curt G. Joa, Inc. | Article transfer and placement apparatus with active puck |
| JP5280754B2 (ja) * | 2008-06-30 | 2013-09-04 | ユニ・チャーム株式会社 | 間欠切断転写装置 |
-
2009
- 2009-10-19 JP JP2009240709A patent/JP5393394B2/ja not_active Expired - Fee Related
-
2010
- 2010-03-30 CN CN201010139843.1A patent/CN101822591B/zh active Active
- 2010-10-07 US US13/501,286 patent/US20120247661A1/en not_active Abandoned
- 2010-10-07 EP EP10824803.0A patent/EP2491906B1/en not_active Not-in-force
- 2010-10-07 WO PCT/JP2010/067619 patent/WO2011048954A1/ja active Application Filing
- 2010-10-18 AR ARP100103799A patent/AR078670A1/es unknown
- 2010-10-19 TW TW099135581A patent/TW201125543A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002035027A (ja) * | 2000-07-27 | 2002-02-05 | Zuiko Corp | 着用物品の製造設備 |
| JP2002104320A (ja) * | 2000-10-05 | 2002-04-10 | Toumei Engineering:Kk | 簡易包装装置 |
| CN1646404A (zh) * | 2002-04-03 | 2005-07-27 | 3M创新有限公司 | 倾斜的产品传输器 |
| JP2005199395A (ja) * | 2004-01-16 | 2005-07-28 | Koyo Autom Mach Co Ltd | 回転カッタ装置 |
| JP2007260875A (ja) * | 2006-03-29 | 2007-10-11 | Kao Corp | シート切断方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120247661A1 (en) | 2012-10-04 |
| EP2491906B1 (en) | 2014-09-03 |
| TW201125543A (en) | 2011-08-01 |
| EP2491906A1 (en) | 2012-08-29 |
| JP2011083547A (ja) | 2011-04-28 |
| CN101822591A (zh) | 2010-09-08 |
| EP2491906A4 (en) | 2013-08-28 |
| AR078670A1 (es) | 2011-11-23 |
| JP5393394B2 (ja) | 2014-01-22 |
| WO2011048954A1 (ja) | 2011-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101822591B (zh) | 吸收性物品的连续片的复合体的制造方法以及制造装置 | |
| JP4169283B2 (ja) | ウエブ材料のログを形成するためのマルチ処理装置とログ製造方法 | |
| CN100415469C (zh) | 窗帘窝状结构的制造设备及方法 | |
| JPH09504202A (ja) | 引っ張られた弾性部材を移動支持体ウェブと結合するための方法および装置 | |
| US6425547B1 (en) | System and method for producing coreless fabric rolls | |
| CN102019742A (zh) | 粘合带粘贴方法和粘合带粘贴装置 | |
| CN203045808U (zh) | 转印装置以及吸收性物品制造装置 | |
| CN200974344Y (zh) | 信封制作机搭叠涂口胶及贴纸装置 | |
| CN213057672U (zh) | 载带剥离编带机 | |
| CN110040548A (zh) | 一种复卷机 | |
| CN218434163U (zh) | 一种医用敷料成型机用敷料裁切装置 | |
| CN109808969B (zh) | 一种四通道全自动手帕纸生产线 | |
| CN211281795U (zh) | 新型电池标签包装机 | |
| JP2013180546A (ja) | 薄膜の剥離方法、薄膜の剥離装置、及びキャリアフィルム付薄膜 | |
| JP2987143B1 (ja) | 粘着性シートの製造装置 | |
| CN218274713U (zh) | 用于圆柱形电池的贴胶机构 | |
| JPH0311981B2 (zh) | ||
| CN111498536A (zh) | 把平张印刷品复合成卷筒不干胶机贴标签的装置及方法 | |
| JPS6278037A (ja) | 包装用材に対する開封用テ−プの貼合装置 | |
| CN110844239A (zh) | 新型电池标签包装机 | |
| JP3231253B2 (ja) | 粘着性被覆体の製造装置及び粘着性被覆体の製造方法 | |
| JP3231252B2 (ja) | 粘着性被覆体の製造装置 | |
| KR100455610B1 (ko) | 봉투용 밀봉테이프 부착장치 | |
| CN216330709U (zh) | 片料剥离装置及贴合设备 | |
| CN208305795U (zh) | 一种胶膜与焊带复合用设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |