WO2020090741A1 - メタリック調熱可塑性樹脂ペレット - Google Patents
メタリック調熱可塑性樹脂ペレット Download PDFInfo
- Publication number
- WO2020090741A1 WO2020090741A1 PCT/JP2019/042178 JP2019042178W WO2020090741A1 WO 2020090741 A1 WO2020090741 A1 WO 2020090741A1 JP 2019042178 W JP2019042178 W JP 2019042178W WO 2020090741 A1 WO2020090741 A1 WO 2020090741A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metallic
- thermoplastic resin
- pellet
- parts
- polyamide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/201—Pre-melted polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/346—Clay
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2369/00—Characterised by the use of polycarbonates; Derivatives of polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
Definitions
- the present invention relates to a pellet made of a metallic thermoplastic resin composition, and particularly to a thermoplastic resin pellet for producing a metallic molded product.
- thermoplastic resin are generally used for interior and exterior covers of automobile instrument panels, lamp parts, engine covers, home appliances, etc.
- the appearance of such a resin molding may require a metallic color tone such as steel or aluminum alloy.
- the demand for the appearance of the resin molded body has increased, and the appearance of the resin molded body is required to have not only a metallic color tone but also a glossy feeling while suppressing a high brilliance. ..
- various metallic tones are required, from silver gray to slightly whitish gray.
- metallic coating has been conventionally used to coat the surface of the resin molded body with a paint containing metal powder such as aluminum.
- this metallic coating has a problem in terms of working environment because it uses an organic solvent, and also has a problem of poor productivity and high cost.
- thermoplastic resin such as polyamide, a metal powder such as aluminum, mica, wollastonite, a resin composition obtained by filling the surface of a glass or the like with glossy particles coated with a metal Is proposed to be used.
- Patent Document 1 discloses a polyamide resin composition obtained by mixing particles in which a layered silicate is uniformly dispersed at a molecular level with particles exhibiting a metallic color.
- Patent Document 2 discloses a polyamide resin composition containing a polyamide resin and metal flakes.
- Patent Document 3 discloses a resin composition using an aliphatic polyamide resin and an amorphous polyamide resin as the polyamide resin.
- Patent Document 4 discloses a polyamide resin composition containing metallic particles having different particle sizes.
- the molded product obtained from the thermoplastic resin composition described in the prior art document has insufficient metallic color development, insufficient surface smoothness, and / or insufficient flow mark suppressing property. It was As a result, the metallic appearance was insufficient as compared with painting and plating. In particular, the flow mark was more prominent as the injection speed was higher when the molded body was manufactured by injection molding.
- An object of the present invention is to provide a thermoplastic resin pellet which is excellent in metallic color developability, surface smoothness, and flow mark suppressing properties, and which can provide a molded product having a sufficient metallic appearance.
- the present invention is excellent in metallic color developability, surface smoothness and flow mark suppression properties, while having a sufficient metallic appearance, it is possible to obtain a molded article having excellent heat resistance and mechanical properties, a thermoplastic resin pellet.
- the purpose is to provide.
- the present inventors have arrived at the present invention as a result of intensive research to solve such problems.
- the gist of the present invention is as follows. ⁇ 1> Metallic heat control containing 100 parts by weight of a thermoplastic resin (A), 0.5 to 10 parts by weight of metallic particles (B), and 0 to 10 parts by weight of a plate-like, fibrous and / or granular filler (C).
- a plastic resin pellet The pellet has a columnar shape with a circular or elliptical cross section perpendicular to the long axis direction,
- a metallic thermoplastic thermoplastic resin pellet wherein the pellet has a length of 0.5 to 2.8 mm and a cross-sectional major axis of 0.5 to 2.8 mm.
- the metallic thermoplastic resin pellet according to ⁇ 1> wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 8.
- the metallic particles (B) include aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium, and copper; an alloy of two or more kinds of the metals; and the metals and the alloys.
- the metallized thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 3> which is particles of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides, and carbides of.
- the filler (C) is at least one kind of inorganic filler selected from the group consisting of swellable layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica, ⁇ 1> to The metallic thermoplastic resin pellet according to any one of ⁇ 6>.
- thermoplastic resin (A) is polyamide, The metallic thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 9>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 5.5.
- thermoplastic resin (A) is polyamide, The product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 2;
- ⁇ 12> A molded product obtained by injection molding or extrusion molding using the metallic thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 11>.
- the metallic thermoplastic resin pellets of the present invention When the metallic thermoplastic resin pellets of the present invention are used, it is possible to obtain a molded product that is excellent in metallic color development, surface smoothness, and flow mark suppression properties and has a sufficient metallic appearance. Specifically, according to the present invention, it is possible to obtain a molded product in which metallic coloration is good and uniform, there is no color unevenness, and which has good gloss.
- the metallic thermoplastic resin pellets of the present invention contain a thermoplastic resin (A) and metallic particles (B), and exhibit metallic color developability, surface smoothness, and flow mark suppression properties. From the viewpoint of further improving the metallic appearance, heat resistance and mechanical properties, it is preferable that the filler (C) is further included.
- the thermoplastic resin (A) is not particularly limited and is a polymer that can be injection-molded or extruded.
- Specific examples of the thermoplastic resin (A) include, for example, polyolefin (eg polyethylene, polypropylene), ABS resin (acrylonitrile-butadiene-styrene resin), polystyrene, polymethyl methacrylate, polyamide, polyacetal, polyethylene terephthalate, polybutylene terephthalate, Examples thereof include polycarbonate, polyphenylene ether, polyarylate and the like.
- the thermoplastic resin (A) is a polyolefin (especially polypropylene), an ABS resin, or a polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, heat resistance and mechanical properties, and economic efficiency.
- polycarbonate is preferable, polyamide, polyolefin (particularly polypropylene) or polycarbonate is more preferable, and polyamide is more preferable.
- the metallic color developability is a characteristic that a metallic color is developed on the surface of the molded body. More specifically, the higher the flip-flop value, the better the metallic coloring.
- the surface smoothness is a characteristic relating to the gloss of the surface of the molded product. Specifically, the higher the surface glossiness, the better the surface smoothness.
- the flow mark suppression property is a property of suppressing the generation of flow marks that cause color unevenness of metallic color on the surface of the molded body.
- the flow mark is a stripe-shaped flow mark generated due to the melt flowing while solidifying in the mold during molding, and often occurs near the gate during injection molding, for example.
- the metallic appearance is a characteristic in which the visual appearance of the obtained molded body is similar to that of a real metal.
- the metallic appearance is one of the comprehensive characteristics regarding color development, gloss and color unevenness.
- the metallic appearance is a characteristic that is obtained for the first time due to its excellent metallic color development, surface smoothness, and flow mark suppression characteristics.
- Heat resistance is the property of a molded body to withstand deformation due to heat.
- Mechanical physical properties are characteristics relating to mechanical strength (for example, bending strength) of a molded product.
- the polyamide is not particularly limited, but an aliphatic polyamide or an aromatic polyamide can be used, and they can be mixed and used.
- the polyamide is preferably an aliphatic polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance.
- Examples of the aliphatic polyamide include polycaproamide (polyamide 6), polytetramethylene adipamide (polyamide 46), polyhexamethylene adipamide (polyamide 66), polycaproamide / polyhexamethylene adipamide copolymer (polyamide). 6/66), polyundecamide (polyamide 11), polycaproamide / polyundecamide copolymer (polyamide 6/11), polydecamide (polyamide 12), polycaproamide / polydodecamide copolymer (polyamide 6/12) , Polyhexamethylene sebacamide (polyamide 610), polyhexamethylene dodecamide (polyamide 612), and the like.
- Polyamide is a polyamide 6, a polyamide 66, a polyamide 11, a polyamide 12, a polyamide 6/11, a polyamide 6/12, or a mixture thereof, from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. Is preferred.
- polyhexamethylene terephthalamide nylon 6T
- polyhexamethylene terephthal / isophthalamide nylon 6T / 6I
- polybis (4-aminocyclohexyl) methandodecamide nylon PACM12
- polybis (3-methyl) -4-Aminocyclohexyl) methandodecamide nylon dimethyl PACM12
- polymethaxylylene adipamide nylon MXD6
- polynonamethylene terephthalamide nylon 9T
- polydecamethylene terephthalamide nylon 10T
- polyundecamethylene Crystalline polyamides such as terephthalamide (nylon 11T) and polyundecamethylene hexahydroterephthalamide (nylon 11T (H)
- the aromatic polyamide is preferably an amorphous polyamide in terms of the effects of improving the light resistance and surface appearance of the resulting molded article, and is a polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine.
- a polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine / bis (3-methyl-4-aminocyclohexyl) methane or a mixture thereof can be more preferably used.
- an aliphatic polyamide is preferably used from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property, and the metallic appearance, but an aromatic polyamide can also be mixed and used.
- an aromatic polyamide can also be mixed and used.
- it is preferable that aliphatic polyamide / aromatic polyamide 50/50 to 100/0 (mass ratio).
- the relative viscosity which is an index of the molecular weight of polyamide, is not particularly limited, but the relative viscosity measured with 96% by mass concentrated sulfuric acid as a solvent at a temperature of 25 ° C. and a concentration of 1 g / dl is metallic coloration, surface smoothness, From the viewpoint of further improving the flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties, it is preferably 1.5 to 3.5, more preferably 1.7 to 3.1. More preferably, it is 9 to 2.8.
- the MFR which is an index of the molecular weight of a polyolefin (for example, polypropylene), is not particularly limited, but the MFR measured at a temperature of 230 ° C. and a load of 2.16 kgf according to the method specified in JIS K7210 is metallic color developability, surface smoothness, From the viewpoint of further improving the flow mark suppressing property and metallic appearance, it is preferably 1 to 60 g / 10 minutes, more preferably 5 to 50 g / 10 minutes, and further preferably 10 to 50 g / 10 minutes. ..
- the intrinsic viscosity which is an index of the molecular weight of the polycarbonate resin, is not particularly limited, but the intrinsic viscosity (dl / g) at 20 ° C. in a methylene chloride solvent is preferably 0.4 to 1.5, and 0.45 to 1 It is more preferably 0.0, still more preferably 0.45 to 0.8.
- the metallic particles (B) are not particularly limited as long as they are additives capable of exhibiting a metallic color in the molded product.
- metallic particles (B) for example, aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium and copper; an alloy of two or more kinds of the above metals; and the above metals and the above Particles (especially powders) of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides and carbides of alloys.
- aluminum is preferable from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, and metallic appearance.
- the metallic particles (B) (particularly aluminum particles) preferably have a plate shape or a granular shape, and preferably have a plate shape from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property and the metallic appearance. ..
- the plate shape means a flake shape or a flat plate shape.
- the metallic particles (B) are preferably powders having an average particle diameter of 1 to 100 ⁇ m, particularly 5 to 100 ⁇ m, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the powder is preferably 10 to 80 ⁇ m.
- the average particle diameter of the metallic particles (B) is the average value of the maximum diameters (or maximum lengths) in the granular form, and is the average value of the maximum lengths in the maximum plane in the plate-like form. When two or more types of metallic particles having different average particle diameters are used as described later, it is preferable that the average particle diameter of each metallic particle (B) is within the above range.
- the average particle size of the metallic particles (B) can be measured by a laser diffraction / scattering type particle size distribution measuring device, for example, Microtrac 2 (manufactured by Nikkiso Co., Ltd.).
- the metallic particles (B) two or more kinds (particularly two kinds) of metallic particles (B) having different average particle diameters are used from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the metallic particles (B) having an average particle diameter of 1 to 20 ⁇ m (particularly plate-shaped aluminum powder) and the metallic particles (B) having an average particle diameter of 40 to 60 ⁇ m (particularly plate-shaped aluminum powder) may be used in combination. preferable.
- the content of the metallic particles (B) is required to be 0.5 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A), and the metallic color developability, surface smoothness, flow mark suppressing property and From the viewpoint of further improving the metallic appearance, the amount is preferably 0.5 to 9 parts by mass, more preferably 1 to 5 parts by mass, and further preferably 1.5 to 4.5 parts by mass.
- the total content thereof should be within the above range. If the content of the metallic particles (B) is less than this range, the metallic color developability deteriorates, and a good metallic appearance cannot be obtained. If the content exceeds this range, the surface smoothness and the flow mark suppressing property deteriorate, and a sufficient metallic appearance cannot be obtained.
- the pellet of the present invention contains a plate-like, fibrous and / or granular filler (C) from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties.
- C a filler
- the metallic appearance of the obtained molded product is further improved. As a result, the visual appearance of the obtained molded body is much closer to that of a genuine metallic product.
- a plate-like filler may be used as the filler (C), a fibrous filler may be used, or a granular filler may be used. Means that two or more kinds of these fillers may be used in combination.
- the plate shape means a flake shape or a flat plate shape.
- the fibrous shape means an elongated shape as a whole and includes a rod shape.
- the term "granular" as long as it has a particle-like shape as a whole for example, a substantially spherical shape, a substantially elliptical spherical shape, a substantially cubic shape, a substantially rectangular parallelepiped shape, or a composite shape thereof. Good.
- the filler (C) preferably has a plate shape from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance, and mechanical properties.
- Examples of the filler (C) include at least one kind of inorganic filler selected from the group consisting of swelling layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica. From the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, one kind selected from the group consisting of swellable layered silicate, kaolin, and wollastonite among the above fillers (C). The above is preferable, and the swelling layered silicate is more preferable. The most preferred embodiment from the viewpoint of metallic color developability is a case where the swellable layered silicate is used alone among the filler (C).
- thermoplastic resin (A) is an aliphatic polyamide and contains a swellable layered silicate as a filler (C)
- a metallic appearance is remarkably increased in each part of the three-dimensional part of the resulting molded article.
- the metallic three-dimensional effect is a state in which the flip-flop value is high.
- the swellable layered silicate has a structure in which a plurality of layers are stacked, and has a plate shape as a whole.
- Talc, kaolin, calcium carbonate, silica and mica have a granular form.
- Wollastonite has a fibrous shape.
- the swelling layered silicate may be a naturally occurring one or an artificially synthesized or modified one.
- smectite group (montmorillonite, beidellite, hectorite, sauconite, etc.), vermiculite group (vermiculite, etc.), mica group ( Fluorine micas, muscovite, paragonite, phlogopite, lepidrite, etc.), brittle mica group (margarite, clintnite, anandite, etc.), chlorite group (donbasite, sudoite, kukkeite, clinochlore, chamonite, nimite, etc.) Be done.
- swellable fluoromica and montmorillonite are particularly preferably used. Two or more swelling layered silicates may be used in combination.
- the swellable fluoromica preferably used in the present invention generally has a structural formula represented by the following formula.
- M a (Mg X Li b ) Si 4 O Y F Z (In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium.
- a, b, X, Y, and Z each represent a coefficient, and 0 ⁇ a ⁇ 0.5. , 0 ⁇ b ⁇ 0.5, 2.5 ⁇ X ⁇ 3, 10 ⁇ Y ⁇ 11, 1.0 ⁇ Z ⁇ 2.0.)
- swellable fluoromica for example, silicon oxide, magnesium oxide and various fluorides are mixed, and the mixture is completely melted in a temperature range of 1400 to 1500 ° C. in an electric furnace or a gas furnace.
- a melting method in which crystals of swellable fluoromica are grown in the reaction vessel during the cooling process.
- talc Mg 3 Si 4 O 10 (OH) 2
- alkali metal ions are intercalated into the starting material to impart swelling property to obtain swelling fluoromica
- swelling fluoromica can be obtained by heat-treating talc and alkali silicofluoride mixed in a predetermined mixing ratio in a magnetic crucible at a temperature of 700 to 1200 ° C. for a short time.
- the amount of alkali silicofluoride mixed with talc is preferably in the range of 10 to 35 mass% of the entire mixture.
- the montmorillonite is represented by the following formula, and can be obtained by purifying naturally occurring ones using hydration treatment or the like.
- M a Si (Al 2 -aMg) O 10 (OH) 2 ⁇ nH 2 O
- M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6. Further, the number of water molecules bound to the ion-exchange cations between the layers depends on the cation species and humidity.
- montmorillonite Since it can be changed variously depending on the type, it is represented by nH 2 O in the formula.) It is known that montmorillonite has the same type of ion-substituted compounds such as magnesian montmorillonite, iron montmorillonite, iron magnesian montmorillonite, and these may be used.
- the filler (C) is one or more known compounds selected from the group consisting of an organic compound having an amide group, an amino group, a carboxyl group, a mercapto group, a glycidyl group and / or an acid anhydride group and derivatives thereof.
- the surface treatment may be performed by the surface treatment agent (coupling agent). Among the above, it is preferable that the surface treatment is performed with an organic compound having an amino group, an acid anhydride group, or a glycidyl group.
- the amount of the surface treatment agent used is preferably 0.1 to 2 parts by mass with respect to 100 parts by mass of the inorganic filler.
- the average particle diameter of the filler (C) is 0.01 to 10 ⁇ m, preferably 0.05 to 10 ⁇ m, and more preferably 0.1 to 7 ⁇ m.
- the average particle diameter of the filler (C) is the average value of the maximum diameter (or maximum length) when it is granular, the average value of the fiber diameter when it is fibrous, and the maximum value on the maximum surface when it is plate-like. It is the average value of the length.
- the average particle diameter is a number average value of at least 100 particles observed by an electron microscope.
- the average fiber length thereof is preferably 0.1 to 100 ⁇ m, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the thickness is more preferably 0.5 to 50 ⁇ m, further preferably 1 to 25 ⁇ m.
- the average thickness and average fiber length of the filler (C) can be calculated by a simple average of 50 arbitrary measurements with an electron microscope.
- the filler (C) can be mixed in an amount of 0 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A).
- the content of the filler (C) is preferably 2 to 10 parts by mass, more preferably from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, metallic appearance, heat resistance, and mechanical properties. Is 2 to 8 parts by mass, more preferably 2 to 6 parts by mass.
- the metallic color developability, surface smoothness, and metallic appearance are further improved.
- the polymerization reaction of the monomer component constituting the thermoplastic resin (A) (particularly polyamide) may be carried out in the presence of the swelling layered silicate.
- the swellable layered silicate can be uniformly dispersed in the thermoplastic resin (A), the surface glossiness of the resulting molded article can be further increased, and as a result, the metallic appearance can be further improved.
- thermoplastic resin (A) is a polyamide
- an aminocarboxylic acid or a lactam thereof can be used as the monomer used in the polymerization reaction. Therefore, the lactam is used as an aminocarboxylic acid as a raw material for the polymerization reaction. May be.
- an initiator such as water is used and the temperature is 240 to 300 ° C., the pressure is 0.2 to 3 MPa, and the range is 1 to 15 hours.
- a method of performing a melt polycondensation reaction can be mentioned.
- ⁇ -caprolactam When ⁇ -caprolactam is used, it is preferable to carry out the polymerization at a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 1 to 5 hours (particularly 3 to 5 hours).
- a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 1 to 5 hours (particularly 3 to 5 hours).
- the polyamide resin pellets In order to remove the aminocarboxylic acid (lactam) remaining in the polyamide resin after polymerization, it is preferable to subject the polyamide resin pellets to scouring with hot water. Treatment in water for 8 hours or more can be mentioned.
- the thermoplastic resin pellet according to the present invention has a columnar shape whose cross section perpendicular to the major axis direction is circular or elliptical.
- the major axis direction is the height direction of a cylindrical shape.
- the length (L) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the thickness is more preferably 0.8 to 2.3 mm, further preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm.
- the major axis (D) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm, more preferably 0.5 to 2.5 mm from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. It is preferably 0.8 to 2.3 mm, more preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. If the length (L) of the pellets is less than 0.5 mm, the pellets are often chipped when cut with a pelletizer, dust is increased, and molding stability may be impaired. On the other hand, if the length (L) of the pellets exceeds 2.8 mm, color unevenness due to flow marks is likely to occur, and as a result, the metallic appearance deteriorates.
- the major axis (D) of the pellet cross section is less than 0.5 mm, the discharge amount in the step of melt kneading may not be increased or the strand may be easily broken, resulting in poor processing efficiency, which is not preferable.
- the major axis (D) of the pellet cross section exceeds 2.8 mm, color unevenness due to flow marks is likely to occur or the metallic color developability is deteriorated.
- the length of the pellet (L) is the maximum length in the major axis direction of each pellet.
- the major axis (D) of the pellet is the maximum major axis of the cross section perpendicular to the major axis direction of each pellet.
- the vertical cross section of the pellet in the direction of the major axis is circular, there is no distinction between the major axis and the minor axis, and the major axis (D) is the diameter of the circle.
- the length (L) and the long diameter (D) of the pellet an average value of 20 pellets arbitrarily selected is used.
- each of the pellets of the present invention does not have to have a cylindrical shape in the strict sense, and slight distortion or deformation is allowed.
- each pellet may have a portion whose length in the major axis direction is 0.8 ⁇ L to 1 ⁇ L with respect to the maximum length L in the major axis direction of the pellet.
- each pellet may have a portion having a major axis of 0.8 ⁇ D to 1 ⁇ D with respect to the maximum major axis D of the pellet.
- each pellet may have a portion whose minor axis is 0.8 ⁇ M to 1 ⁇ M with respect to the maximum minor axis M of the pellet.
- the product (L ⁇ D) of the length (L) (mm) of the pellet and the major axis (D) (mm) of the cross section is from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. , Preferably 0.5 to 8, more preferably 0.5 to 5.5, still more preferably 0.5 to 2.
- the minor axis (M) of the pellet may be within the same range as the major axis (D), as long as it is generally shorter than the major axis (D).
- the ratio of the major axis to the minor axis (major axis / minor axis) in the vertical cross section of the pellet with respect to the major axis direction is preferably 1 to 2, and more preferably 1 to 1.7 from the viewpoint of weighing stability during molding. preferable.
- the length (L) of pellets can be adjusted from the speed of the take-up roller of the pelletizer and the rotation speed of the cutter blade during melt-kneading.
- the major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer and the strand cooling timing.
- the hole size (diameter) of the die is not particularly limited, but it is preferably 2 to 5 mm, more preferably 2.5 to 4 mm.
- the number of holes in the die is set by the discharge rate, but the discharge rate per hole is preferably 10 to 40 kg / h, more preferably 15 to 35 kg / h. If the hole size of the die is more than 5 mm or if the discharge amount per hole is less than 10 kg, the strands may be easily broken and the processing stability may be insufficient, which is not preferable. On the other hand, when the size of the die is less than 2 mm or when the discharge amount per hole exceeds 40 kg, the resin pressure in the die is high, which may cause vent up or lack stability of the strand, which is not preferable. ..
- the horizontal distance between the strands leaving the die and the first immersion in water is 100 to 300 mm.
- the water immersion distance of the strand is not particularly limited, but is preferably 0.1 to 5 m.
- the pellet temperature immediately after cutting with a pelletizer is 140 ° C. or lower, preferably 120 ° C. or lower.
- the water immersion distance is the distance from the time when the strand is immersed in water to the time when the strand comes out of the water.
- thermoplastic resin pellets of the present invention are pigments, plasticizers, viscosity reducers, lubricants, release agents, dispersants, impact-resistant materials, antistatic agents, heat-resistant agents, and antioxidants, as long as the characteristics are not significantly impaired. Additives such as agents, weathering agents, antibacterial agents, flame retardants and the like can be contained.
- the pellets of the present invention contain a black pigment or a black dye as a pigment because the metallic color developability, surface smoothness and metallic appearance are further improved.
- the black pigment is not particularly limited, and examples thereof include carbon black, acetylene black, lamp black, bone black, graphite, iron black, aniline black, cyanine black and titanium black. Among them, carbon black is particularly preferable because the effects of the present invention can be easily expressed.
- the black dye is not particularly limited, and examples thereof include an azine dye containing nigrosine and a polycyclic condensation dye containing anthraquinone.
- azine dyes are preferable because they are easy to handle, and examples thereof include NYB27620B (manufactured by Sanyo Kako Co., Ltd.), Orient Spirit Black SB (manufactured by Orient Chemical Industry Co., Ltd.), and Spirit Black No.
- Commercially available products such as 850 (manufactured by Sumitomo Chemical Co., Ltd.) and Nigrosine Base LK (manufactured by BASF) can be used.
- the above black pigment or black dye may be used alone or in combination.
- nigrosine is particularly preferable. As nigrosine, C. in COLOR INDEX. I. SOLVENT BLACK 5 and C.I. I.
- Such nigrosine can be synthesized, for example, by subjecting aniline, aniline hydrochloride and nitrobenzene to oxidation and dehydration condensation at a reaction temperature of 160 to 180 ° C. in the presence of iron chloride.
- the purified nigrosine obtained by purifying the thus obtained nigrosine and containing less than 0.1% of aniline and diphenylamine is more preferable.
- NUBIAN BLACK series manufactured by Orient Chemical Industry Co., Ltd. is commercially available.
- thermoplastic resin pellets of the present invention The method for producing the thermoplastic resin pellets of the present invention will be described.
- a known melt-kneading extruder can be used, although not limited thereto.
- the screw can be used either uniaxially or polyaxially, but it is preferable to use biaxially in order to suppress crushing or breakage due to kneading of the metallic particles as much as possible, and further improve the metallic color developability and surface smoothness of the molded body. preferable.
- a mixture of the thermoplastic resin (A), the metallic particles (B) and the filler (C) is collectively charged from the upstream main hopper.
- the kneaded product is usually extruded in a strand form from a die, then cooled and pelletized to obtain pellets having a cylindrical shape with a predetermined size. Cooling is usually accomplished by dipping the strands in a water bath.
- the vertical cross-sectional shape of the pellet with respect to the long axis direction usually reflects the opening shape of the die.
- the length (L) of the pellet can be adjusted by the speed of the take-up roller and the rotational speed of the cutter blade in the pelletizer for pelletizing.
- the major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer, and the cooling timing of the strand, as described above.
- the molding method using the thermoplastic resin pellets includes injection molding method, blow molding method, extrusion molding method, inflation molding method, and vacuum molding method after sheet processing, pressure molding method, vacuum pressure molding method, etc. Is mentioned. Among them, it is preferable to use the injection molding method, and besides the general injection molding method, the gas injection molding method, the injection press molding method, etc. can be adopted.
- the temperature conditions for injection molding are the same as the general temperature conditions for each thermoplastic resin.
- the cylinder temperature are, for example, 150 to 240 ° C. for polypropylene, 220 to 290 ° C. for polyamide 6, 260 to 300 ° C. for polyamide 66, 180 to 250 ° C. for ABS resin, and polycarbonate.
- the temperature is 260 to 350 ° C.
- the mold temperature may be selected in the range of 40 to 150 ° C. according to the characteristics of each thermoplastic resin.
- the relatively high injection speed is used. Even at (for example, 50 mm / sec), it is possible to obtain a molded product that does not have sufficient flow marks and has metallic color development and surface smoothness.
- the mold used in injection molding has a cavity surface polished to a surface roughness (Ra) of 0. It is preferably 1 ⁇ m or less.
- the surface roughness is measured according to JIS B0601 (2001).
- a diamond file, a grindstone, a ceramic grindstone, a ruby grindstone, a GC grindstone, or the like is used as the file, and the surface roughness of the inner surface of the mold is 0.1 ⁇ m by polishing with an ultrasonic grinder or by hand.
- the abrasive grain size is preferably # 1000 or more, more preferably # 5000 or more, and further preferably # 8000 or more.
- the steel material of the mold is preferably a quenched and tempered steel having a hardness of 40 HRC or more, and more preferably a hardness of 50 HRC or more.
- a mold having the surface of the cavity plated with chromium may be used instead of polishing the mold cavity. It is also possible to use a die that has been polished as described above and then plated with chromium.
- Examples of molded articles using the thermoplastic resin pellets of the present invention include various automobile parts, electric and electronic parts. Since the molded product of the present invention is excellent in metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, it can be used as an automobile part in a speedometer in an instrument panel, a tachometer, a fuel gauge, a water temperature meter, and a distance meter. Etc., such as various instruments, car stereos, navigation systems, various switches around air conditioners, buttons, shift levers in the center console, side brake grips, door trims, armrests, door levers, etc. Can be used as a replacement material for metal or conventional resin parts.
- Thermoplastic resin (A) -A-1 Polyamide 6 "A1030BRL” manufactured by Unitika Ltd. Relative viscosity 2.5 ⁇
- A-2 polypropylene "J106” manufactured by Prime Polymer MFR 15g / 10 minutes ⁇
- A-3 polycarbonate "S-3000” manufactured by Mitsubishi Engineering Plastics Co., Ltd. viscosity 0.475dl / g
- A-4 Production Example 1 Layered silicate-blended polyamide 6 To 100 parts by mass of ⁇ -caprolactam (manufactured by Ube Industries, Ltd.), 0.4 parts by mass of phosphorous acid, 4 parts by mass of a swelling layered silicate (C-1) described later, and 5 parts by mass of water were charged into an autoclave, After stirring at 80 ° C. for 1 hour, the mixture was stirred at 260 ° C. and 0.7 Ma for 1 hour, and then at 260 ° C. and normal pressure for 1 hour to carry out polymerization. The resin was discharged from the autoclave in the form of strands and cut into pellets.
- ⁇ -caprolactam manufactured by Ube Industries, Ltd.
- C-1 swelling layered silicate
- the obtained pellets were washed in water at 95 ° C for 12 hours to remove unreacted monomer components, and dried in a vacuum dryer at 100 ° C for 24 hours to obtain layered silicate-containing polyamide 6.
- This layered silicate-blended polyamide 6 contains 4.2 parts by weight of layered silicate per 100 parts by weight of polyamide 6 component.
- Polyamide 6 had a relative viscosity of 2.5.
- C-1 swellable fluoromica, “ME-100” manufactured by Coop Chemical Co., average particle size 4.6 ⁇ m, cation exchange capacity 110 meq / 100 g
- plate-shaped C-2 talc, manufactured by Nippon Talc Co.
- Talc K-1 average particle size 8 ⁇ m
- granular C-3 wollastonite
- NYAD1250 manufactured by Imerys, average particle size (average fiber diameter) 3 ⁇ m, average length 9 ⁇ m, fibrous
- the plate type test piece is a plate-shaped molded body having a length of 90 mm, a width of 50 mm and a thickness of 2 mm.
- one side gate width 10 mm, thickness 2 mm
- the surface of the die is mirror-finished by polishing with 8000 mesh.
- thermoplastic resin pellets an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., cylinder diameter 32 mm) was used under two conditions of injection speeds of 5 mm / s and 50 mm / s.
- the cooling time was 30 seconds.
- the holding pressure switching position was set at a position where 95% of the cavity volume was filled with the primary pressure, and the holding pressure was 40 MPa.
- the cavity capacity refers to the capacity including the test piece and the sprue runner.
- the temperature conditions were set as follows depending on the type of resin used.
- A-1 Cylinder temperature 260 ° C, mold temperature 100 ° C
- A-2 Cylinder temperature 200 ° C, mold temperature 60 ° C
- A-3 Cylinder temperature 290 ° C, mold temperature 120 ° C
- A-4 Cylinder temperature 260 ° C, mold temperature 100 ° C
- ⁇ : ⁇ L * was 0 or more and 0.2 or less (best); ⁇ : ⁇ L * was more than 0.2 and 0.5 or less (good); ⁇ : ⁇ L * was more than 0.5 and 1 or less (no problem in practical use); X: ⁇ L * was more than 1 (problem in practical use).
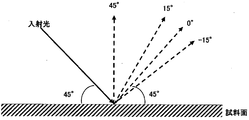
- FF 0.908 x L15-0.069 x L25-0.412 x L45 ⁇ : FF was 90 or more (best); ⁇ : FF was 74 or more and less than 90 (good); ⁇ : FF was 70 or more and less than 74 (no problem in practical use); X: FF was less than 70 (there is a problem in practical use).
- thermoplastic resin pellets using an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., barrel diameter 32 mm), the same temperature conditions as when the plate type test piece was prepared (that is, holding pressure 40 MPa, injection speed 50 mm) / S and cooling time 30 seconds), injection molding was performed to obtain an ISO multipurpose test piece (A type). The obtained test piece was used to measure the heat distortion temperature T under a load of 1.8 MPa according to ISO75. ⁇ : T was 130 ° C.
- T was 60 ° C or higher and lower than 130 ° C (good); ⁇ : T was 40 ° C or higher and lower than 60 ° C (no problem in practical use); X: T was less than 40 ° C (there is a problem in practical use).
- Example 1 As a thermoplastic resin, 100 parts by mass of polyamide 6 (A-1), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder ( It was charged from a main hopper of TEM26SS manufactured by Toshiba Machine Co., Ltd. and melt-kneaded. The kneaded product was extruded in a strand form from a die, cooled in a water tank and pelletized to obtain a polyamide resin composition pellet having a columnar shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 150 mm, and the water immersion distance was 2 m.
- Example 2 As a thermoplastic resin, 100 parts by mass of polypropylene (A-2), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polypropylene resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 100 mm, and the water immersion distance was 2.5 m.
- Example 3 As a thermoplastic resin, 100 parts by mass of polycarbonate (A-3), 0.5 parts by mass of metallic particles (B-1) and 0.5 parts by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polycarbonate resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 200 mm, and the water immersion distance was 2 m.
- Example 4 Pellets were obtained in the same manner as in Example 1 except that the respective components were blended in the blending amounts shown in Table 1, and injection molding was further performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- Example 5 Pellets were obtained in the same manner as in Example 2 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- Example 6 Pellets were obtained in the same manner as in Example 3 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- the molded products produced from the pellets obtained in Examples 1 to 13 were excellent in metallic color developability, surface smoothness and flow mark suppressing properties, and as a result, a sufficient metallic appearance was obtained. Further, the molded body was also excellent in heat resistance and mechanical properties. The metallic appearance of Example 9 was remarkably good.
- the molded body produced from the pellets obtained in Comparative Example 1 had a large amount of metallic particles, so that the surface smoothness was lowered, and as a result, a metallic appearance was not sufficiently obtained.
- the molded product produced from the pellets obtained in Comparative Example 2 had an excessive filler content, so that the metallic color developability, the surface smoothness and the flow mark suppressing property were deteriorated, and as a result, a metallic appearance was sufficiently obtained. There wasn't.
- the pellets did not have a predetermined size, so the flow mark suppressing property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
- the molded product produced from the pellets obtained in Comparative Example 6 had an excessively small amount of metallic particles, so that the metallic coloring property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
- the metallic thermoplastic resin pellet of the present invention can be suitably used for applications such as automobile interior parts and electric / electronic parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/289,669 US20210403710A1 (en) | 2018-10-31 | 2019-10-28 | Metallic-tone thermoplastic resin pellet |
| JP2020513677A JP6733986B1 (ja) | 2018-10-31 | 2019-10-28 | メタリック調熱可塑性樹脂ペレット |
| CN201980071483.5A CN112955504B (zh) | 2018-10-31 | 2019-10-28 | 金属色调热塑性树脂颗粒 |
| EP19879398.6A EP3875532B1 (en) | 2018-10-31 | 2019-10-28 | Metallic-tone thermoplastic resin pellet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-205148 | 2018-10-31 | ||
| JP2018205148 | 2018-10-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020090741A1 true WO2020090741A1 (ja) | 2020-05-07 |
Family
ID=70462415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/042178 Ceased WO2020090741A1 (ja) | 2018-10-31 | 2019-10-28 | メタリック調熱可塑性樹脂ペレット |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210403710A1 (https=) |
| EP (1) | EP3875532B1 (https=) |
| JP (2) | JP6733986B1 (https=) |
| CN (1) | CN112955504B (https=) |
| WO (1) | WO2020090741A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021220786A1 (ja) * | 2020-04-27 | 2021-11-04 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023006824A (ja) * | 2021-06-30 | 2023-01-18 | 株式会社タツフト | 調理機器用移動抑制シリコンマット及びその移動抑制シリコンマットセット |
| KR102676259B1 (ko) * | 2021-10-26 | 2024-06-19 | 단국대학교 산학협력단 | 금속감을 가지는 생체모방형 고분자 다층 구조체 및 그 제조방법 |
| KR102597538B1 (ko) * | 2021-10-26 | 2023-11-03 | 단국대학교 산학협력단 | 금속감을 가지는 고분자 매트릭스 복합재료의 제조방법 및 이에 의해 제조된 고분자 매트릭스 복합재료 |
| CN115819947B (zh) * | 2022-12-13 | 2025-03-25 | 重庆会通科技有限公司 | 一种无熔接线免喷涂金属质感的pc/abs合金材料及其制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246419B2 (https=) | 1978-04-05 | 1987-10-02 | Nippon Crowncork | |
| JPH02149415A (ja) | 1988-01-21 | 1990-06-08 | Agency Of Ind Science & Technol | フッ素雲母の製造方法 |
| WO1999013006A1 (en) | 1997-09-08 | 1999-03-18 | Unitika Ltd | Polyamide resin corporation |
| JP2001509524A (ja) | 1997-07-07 | 2001-07-24 | ビーエーエスエフ アクチェンゲゼルシャフト | メタリックカラーポリアミド |
| JP2002365595A (ja) * | 2001-06-11 | 2002-12-18 | Hasegawa Gankyo Kk | 眼鏡フレームの製造方法およびそれによる眼鏡フレーム |
| JP2007137963A (ja) * | 2005-11-16 | 2007-06-07 | Sumitomo Chemical Co Ltd | 光輝材含有樹脂組成物 |
| WO2012165258A1 (ja) * | 2011-05-27 | 2012-12-06 | 旭化成ケミカルズ株式会社 | 強化ポリアミド樹脂ペレット |
| JP2014167049A (ja) | 2013-02-28 | 2014-09-11 | Unitika Ltd | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| WO2015053025A1 (ja) * | 2013-10-10 | 2015-04-16 | レジノカラー工業株式会社 | マスターバッチ、マスターバッチ群、マスターバッチの製造方法及び合成樹脂成形品 |
| WO2016121894A1 (ja) * | 2015-01-26 | 2016-08-04 | 帝人株式会社 | 樹脂組成物 |
| WO2017111055A1 (ja) * | 2015-12-23 | 2017-06-29 | 日本合成化学工業株式会社 | 樹脂組成物ペレット |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05112668A (ja) * | 1991-10-23 | 1993-05-07 | Nippon Kararingu Kk | 合成樹脂組成物 |
| JP3385107B2 (ja) * | 1994-06-28 | 2003-03-10 | ユニチカ株式会社 | 樹脂組成物およびその製造方法 |
| CA2243288A1 (en) * | 1997-10-27 | 1999-04-27 | James M. Hurley | Method for making metallic-effect polyamides with improved color development and brightness |
| JP2000017169A (ja) * | 1998-06-30 | 2000-01-18 | Toyo Alum Kk | 熱可塑性樹脂組成物及びその成形品 |
| EP2000509B1 (en) * | 2006-03-30 | 2014-07-09 | Asahi Kasei Chemicals Corporation | Resin composition and molded product thereof |
| JP5451970B2 (ja) * | 2006-11-01 | 2014-03-26 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物ペレットブレンド物、成形品およびペレットブレンド物の製造方法 |
| JP2014076626A (ja) * | 2012-10-12 | 2014-05-01 | Panasonic Corp | 光輝材を有する熱可塑性樹脂の射出成形品 |
| JP6246419B2 (ja) * | 2015-03-16 | 2017-12-13 | ユニチカ株式会社 | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| WO2018159433A1 (ja) * | 2017-02-28 | 2018-09-07 | 株式会社プライムポリマー | ポリプロピレン系樹脂組成物及び成形体 |
-
2019
- 2019-10-28 EP EP19879398.6A patent/EP3875532B1/en active Active
- 2019-10-28 JP JP2020513677A patent/JP6733986B1/ja active Active
- 2019-10-28 US US17/289,669 patent/US20210403710A1/en not_active Abandoned
- 2019-10-28 CN CN201980071483.5A patent/CN112955504B/zh active Active
- 2019-10-28 WO PCT/JP2019/042178 patent/WO2020090741A1/ja not_active Ceased
-
2020
- 2020-07-06 JP JP2020116305A patent/JP2020169340A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246419B2 (https=) | 1978-04-05 | 1987-10-02 | Nippon Crowncork | |
| JPH02149415A (ja) | 1988-01-21 | 1990-06-08 | Agency Of Ind Science & Technol | フッ素雲母の製造方法 |
| JP2001509524A (ja) | 1997-07-07 | 2001-07-24 | ビーエーエスエフ アクチェンゲゼルシャフト | メタリックカラーポリアミド |
| WO1999013006A1 (en) | 1997-09-08 | 1999-03-18 | Unitika Ltd | Polyamide resin corporation |
| JP2002365595A (ja) * | 2001-06-11 | 2002-12-18 | Hasegawa Gankyo Kk | 眼鏡フレームの製造方法およびそれによる眼鏡フレーム |
| JP2007137963A (ja) * | 2005-11-16 | 2007-06-07 | Sumitomo Chemical Co Ltd | 光輝材含有樹脂組成物 |
| WO2012165258A1 (ja) * | 2011-05-27 | 2012-12-06 | 旭化成ケミカルズ株式会社 | 強化ポリアミド樹脂ペレット |
| JP2014167049A (ja) | 2013-02-28 | 2014-09-11 | Unitika Ltd | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| WO2015053025A1 (ja) * | 2013-10-10 | 2015-04-16 | レジノカラー工業株式会社 | マスターバッチ、マスターバッチ群、マスターバッチの製造方法及び合成樹脂成形品 |
| WO2016121894A1 (ja) * | 2015-01-26 | 2016-08-04 | 帝人株式会社 | 樹脂組成物 |
| WO2017111055A1 (ja) * | 2015-12-23 | 2017-06-29 | 日本合成化学工業株式会社 | 樹脂組成物ペレット |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3875532A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021220786A1 (ja) * | 2020-04-27 | 2021-11-04 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112955504A (zh) | 2021-06-11 |
| CN112955504B (zh) | 2024-02-13 |
| EP3875532A1 (en) | 2021-09-08 |
| JP6733986B1 (ja) | 2020-08-05 |
| JP2020169340A (ja) | 2020-10-15 |
| JPWO2020090741A1 (ja) | 2021-02-15 |
| US20210403710A1 (en) | 2021-12-30 |
| EP3875532B1 (en) | 2024-01-17 |
| EP3875532A4 (en) | 2022-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6733986B1 (ja) | メタリック調熱可塑性樹脂ペレット | |
| JP5799445B2 (ja) | ポリアミド成形組成物および成型品 | |
| JP6246419B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| CN115836111B (zh) | 无机增强聚酰胺树脂组合物 | |
| JP6076664B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP6274782B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JPH11279289A (ja) | 樹脂成形品 | |
| JP6128643B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| WO2020110978A1 (ja) | ポリアミド樹脂組成物、及びその製造方法 | |
| JP2020204024A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP2014070202A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP6059044B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP5105677B2 (ja) | ポリアミド樹脂組成物およびこれを用いた成形品 | |
| JP2014173057A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP2013100412A (ja) | ポリアミド樹脂組成物および成形品 | |
| JP6619188B2 (ja) | ポリアミド樹脂組成物およびそれからなる成形体 | |
| JPH1017767A (ja) | 高流動性ポリアミド樹脂組成物 | |
| JP7613892B2 (ja) | 樹脂組成物および成形品 | |
| JP2022122042A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP6928946B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2003105198A (ja) | ポリアミド樹脂組成物およびこれを用いた成形品 | |
| JP2003105197A (ja) | ポリアミド樹脂組成物およびこれを用いた成形品 | |
| JP2023043542A (ja) | 樹脂組成物、成形品および成形品の製造方法 | |
| JP2022066840A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| WO2026088645A1 (ja) | 樹脂組成物、ペレット、成形品、および、樹脂組成物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020513677 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19879398 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019879398 Country of ref document: EP Effective date: 20210531 |