WO2021220786A1 - ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 - Google Patents
ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 Download PDFInfo
- Publication number
- WO2021220786A1 WO2021220786A1 PCT/JP2021/015171 JP2021015171W WO2021220786A1 WO 2021220786 A1 WO2021220786 A1 WO 2021220786A1 JP 2021015171 W JP2021015171 W JP 2021015171W WO 2021220786 A1 WO2021220786 A1 WO 2021220786A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide resin
- resin composition
- mass
- parts
- max
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
Definitions
- the present invention relates to a polyamide resin composition capable of obtaining a molded product having excellent metallic feeling, glossiness and design, and the molded product thereof or a molded product having a protective layer formed on the surface of the molded product.
- a molded body made of a thermoplastic resin such as a polyamide resin is generally used for an automobile engine cover and an interior / exterior cover of a home appliance or the like.
- the appearance of such a molded product may be required to have a metallic color tone such as that of steel or aluminum alloy.
- the surface of the molded body is conventionally coated with a paint containing a metal powder such as aluminum, that is, so-called metallic coating or plating treatment is performed.
- metallic coating and the plating treatment use an organic solvent, there is a problem in terms of working environment, and there is a problem that the productivity is inferior and the cost is high.
- Patent Document 1 discloses a polyamide resin composition in which a polyamide resin, a layered silicate, and particles expressing a metallic color are blended.
- Patent Document 2 discloses a polyamide resin composition containing a polyamide resin and metal flakes.
- the molded product obtained from the polyamide resin composition described in Patent Documents 1 and 2 does not have a sufficient metallic feeling and glossiness, and / or has a surface surface as compared with a painted product or a plated product.
- agglomerates were likely to be present and the design was inferior.
- scratch resistance there is a problem that the surface is easily roughened by scratches and the glossiness is deteriorated.
- weather resistance there is a problem that the glossiness is changed by ultraviolet rays or the like when used for a long period of time.
- An object of the present invention is to provide a polyamide resin composition capable of obtaining a molded product having sufficiently good metallic feeling, glossiness and design.
- the present invention also provides a molded product to which scratch resistance and weather resistance are imparted while maintaining a sufficiently good metallic feeling, glossiness and design by forming a protective layer on the surface of the molded body. It is an object of the present invention to provide a polyamide resin composition which can be obtained.
- the present inventors have kneaded the polyamide resin and the metallic pigment in a specific ratio under specific conditions, and as a result, a sufficiently good metallic feeling is obtained. , And have found that it is possible to obtain a polyamide resin composition capable of obtaining a molded product having a glossy feeling and a design property, and arrived at the present invention.
- the present inventors further form a protective layer on the surface of the molded product made of the polyamide resin composition, thereby maintaining sufficiently good metallic feeling, glossiness and design, and scratch resistance and weather resistance.
- the present invention has been reached by finding that
- the gist of the present invention is as follows. ⁇ 1> A polyamide resin composition containing 100 parts by mass of a polyamide resin (A) and 0.05 to 9 parts by mass of a metallic pigment (B).
- the molded body containing the polyamide resin composition has an incident angle of ⁇ 45 ° with respect to the normal of the surface of the molded body, and the light receiving angle is ⁇ 15 °, 15 °, 25 °, 45 from the obtained specular reflection angle.
- the L * value D65 light source / viewing angle 2 °
- the respective L * values are (L * -15), (L * 15), and (L * 25).
- the polyamide resin composition is characterized by satisfying the following formulas (A1) to (E1).
- ⁇ 4> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 3>, wherein the metallic pigment (B) is aluminum or pearl mica.
- ⁇ 5> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 4>, wherein the layered silicate (C) is swellable fluorine mica or montmorillonite.
- ⁇ 6> The method according to any one of ⁇ 1> to ⁇ 5>, wherein the content of the metallic pigment (B) is 1 part by mass or more and less than 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Polyamide resin composition.
- the polyamide resin (A) is polyamide 6
- the metallic pigment (B) is aluminum having an average particle size of 10 to 25 ⁇ m, and the content thereof is 1 part by mass or more and less than 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Described in any of ⁇ 1> to ⁇ 7>, wherein the layered silicate (C) is a swellable fluorine mica, and the content thereof is 0 to 8 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Polyamide resin composition.
- the polyamide resin (A) is supplied from the top feeder of the twin-screw extruder.
- a method for producing a polyamide resin composition wherein the metallic pigment (B) is supplied from the side feeder of the twin-screw extruder in an amount of 0.05 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A). .. ⁇ 11>
- the distance X from the top feeder to the side feeder is 0.25Y to 0.9Y, where Y is the distance from the top feeder to the discharge port. , ⁇ 10>.
- the method for producing a polyamide resin composition is 0.25Y to 0.9Y, where Y is the distance from the top feeder to the discharge port.
- ⁇ 12> The method for producing a polyamide resin composition according to ⁇ 10> or ⁇ 11>, wherein the screw rotation speed of the twin-screw extruder is 100 to 300 rpm.
- the polymerization reaction of the monomer components constituting the polyamide resin (A) is carried out in the presence of the layered silicate (C).
- the content of the layered silicate (C) in the polyamide resin composition is 12 parts by mass or less with respect to 100 parts by mass of the polyamide resin (A), according to any one of ⁇ 10> to ⁇ 12>.
- ⁇ 14> The method for producing a polyamide resin composition according to any one of ⁇ 10> to ⁇ 13>, wherein the polyamide resin composition according to any one of ⁇ 1> to ⁇ 9> is produced.
- ⁇ 15> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 9>, which is produced by the method for producing a polyamide resin composition according to any one of ⁇ 10> to ⁇ 14>.
- ⁇ 16> A molded product obtained by molding the polyamide resin composition according to any one of ⁇ 1> to ⁇ 9>.
- ⁇ 17> The molded product according to ⁇ 16>, which has a protective layer on the surface of the molded product.
- the present invention it is possible to provide a polyamide resin composition capable of obtaining a molded product having sufficiently good metallic feeling, glossiness and design.
- a layered silicate to the polyamide resin composition of the present invention, the mechanical properties (for example, flexural modulus) of the obtained molded product can be improved.
- the polyamide resin composition of the present invention can be suitably used for automobile parts, electric / electronic parts and the like.
- the polyamide resin composition of the present invention contains a polyamide resin (A) and a metallic pigment (B).
- the polyamide resin (A) used in the polyamide resin composition of the present invention is not particularly limited, and is, for example, polycaproamide (polyamide 6), polytetramethylene adipamide (polyamide 46), polyhexamethylene adipamide (polyamide 66).
- Polycaproamide / polyhexamethylene adipami copolymer (polyamide 6/66), polyundecamide (polyamide 11), polycaproamide / polyundecamide copolymer (polyamide 6/11), polydecamide (polyamide 12), Polycaproamide / polydodecamide copolymer (polyamide 6/12), polyhexamethylene sebacamide (polyamide 610), polyhexamethylene dodecamide (polyamide 612), polyundecamethylene adipamide (polyamide 116), polydecachi Examples thereof include lentelephthalamide (polyamide 10T) and mixtures thereof, and polymers thereof.
- polyamide 6, polyamide 66, polyamide 11, polyamide 12, and polyamide 612 are preferable, and polyamide 6 and polyamide 612 are more preferable, because the mechanical properties are excellent.
- Polyamide 6 is most preferable from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product.
- the present invention does not prevent the polyamide resin composition from containing a polymer other than polyamide such as ionomer, but from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product, the polymer other than polyamide It is preferable not to contain.
- the content ratio of the polyamide resin (A) in the polymer component contained in the polyamide resin composition is preferably 65% by mass or more from the viewpoint of further improving the metallic feeling, glossiness and designability of the obtained molded product. It is more preferably 80% by mass or more, and further preferably 100% by mass.
- the polymer component is any organic compound (particularly a polymer compound) having a molecular weight of 1000 or more contained in the polyamide resin composition.
- the polymer component is a metallic pigment (B), a layered silicate (C), a scratch resistant agent and a plasticizer, a lubricant, a mold release agent, a weather resistant agent, an ultraviolet absorber, a light stabilizer, and heat, which will be described later. It shall not include additives such as stabilizers and antistatic agents.
- the relative viscosity which is an index of the molecular weight of the polyamide resin (A)
- the relative viscosity is not particularly limited, but a molded product obtained by measuring the relative viscosity using 96% by mass concentrated sulfuric acid as a solvent at a temperature of 25 ° C. and a concentration of 1 g / dL. From the viewpoint of further improving the metallic feeling and glossiness of the molded product, and improving the moldability and scratch resistance of the molded product, it is preferably 1.5 to 3.5, and more preferably 1.7 to 3.2. It is preferably 1.9 to 3.0, and more preferably 1.9 to 3.0.
- the polyamide resin composition of the present invention needs to contain a metallic pigment (B) in order to improve the metallic feeling and glossiness of the obtained molded product.
- the metallic pigment (B) used in the polyamide resin composition of the present invention is not particularly limited, and is, for example, a metal such as aluminum, iron, nickel, chromium, tin, zinc, indium, titanium, silicon, copper, and the metal. Examples thereof include alloys, oxides, nitrides, sulfides and carbides of the metal or alloys of the metals.
- the metallic pigment (B) include pearl mica and titanium-coated mica. Among them, one or more kinds selected from the group consisting of aluminum, iron, oxides thereof, titanium oxide-coated mica, and titanium oxide-coated mica because the metallic feeling and glossiness of the molded product are further improved.
- the material is preferred, one or more materials selected from the group consisting of aluminum and titanium oxide coated mica is more preferred, and aluminum is even more preferred. Titanium oxide coated mica is also called "pearl mica".
- the metallic pigment (B) one of the above may be used, or two or more of the above may be used in combination.
- the average particle size of the metallic pigment (B) is not particularly limited, and is 1 to 100 ⁇ m from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product, and improving the handling of the polyamide resin composition. It is preferably 2 to 80 ⁇ m, more preferably 3 to 60 ⁇ m, particularly preferably 4 to 40 ⁇ m, and most preferably 10 to 25 ⁇ m.
- the average particle size of the metallic pigment (B) can be measured by a laser diffraction / scattering type particle size distribution measuring device, for example, Microtrac 2 (manufactured by Nikki So Co., Ltd.).
- the average thickness of the metallic pigment (B) is not particularly limited, and is preferably 0.1 to 30 ⁇ m from the viewpoint of further improving the metallic feeling and glossiness of the obtained molded product and improving the rigidity of the molded product. It is more preferably 0.1 to 20 ⁇ m, and even more preferably 0.1 to 10 ⁇ m.
- the average thickness of the metallic pigment (B) can be calculated by a simple average of 50 measurements of the metallic pigment (B) by an electron microscope.
- the aspect ratio (average particle size / average thickness) of the metallic pigment (B) is not particularly limited, and may be 2 to 100 from the viewpoint of further improving the metallic feeling, glossiness, and design of the obtained molded product. It is preferably 10 to 60, more preferably 20 to 60, and even more preferably 20 to 60.
- the content of the metallic pigment (B) needs to be 0.05 to 9 parts by mass (particularly 0.08 to 9 parts by mass) with respect to 100 parts by mass of the polyamide resin (A), and the obtained molded product
- the amount is preferably 0.3 to 9 parts by mass, more preferably 1 to 9 parts by mass, and preferably 1 to 5 parts by mass. More preferably, it is particularly preferably 1 part by mass or more and less than 5 parts by mass, and most preferably 1 to 4 parts by mass.
- the content of the metallic pigment (B) is less than 0.05 parts by mass, the metallic feeling and glossiness of the obtained molded product are not improved, which is not preferable.
- the content of the metallic pigment (B) exceeds 9 parts by mass, the dispersion of the metallic pigment (B) in the obtained molded product is hindered, so that agglomerates are generated and the design is deteriorated. Not preferred.
- the metallic pigment (B) may be used in the form of particles (or powder) as it is, or may be used in the form of a dispersion (for example, paste) dispersed in a dispersion medium.
- a dispersion medium for example, polyethylene glycol can be used.
- the content of the metallic pigment (B) in the dispersion may be within the above range.
- the polyamide resin composition of the present invention needs to contain a metallic pigment (B) in order to improve the metallic feeling and glossiness of the obtained molded product, but it is necessary to contain a specific amount together with the metallic pigment (B). It is preferable to simultaneously contain the layered silicate (C) of.
- the layered silicate (C) By containing the layered silicate (C), the dispersibility of the metallic pigment (B) can be improved and the molding cycle can be shortened. Further, the metallic feeling (particularly the multi-angle optical characteristics) and the glossy feeling are improved, and even if the content of the metallic pigment (B) is small, the metallic feeling and the glossy feeling of the molded product can be efficiently enhanced.
- the layered silicate (C) used in the present invention may be naturally occurring or artificially synthesized and modified, and may be, for example, smectite group (montmorillonite, biderite, hectrite, saconite, etc.), vermiculite group (vermiculite). Etc.), Mica (fluorine mica, muscovite, paragonite, phlogopite, lepidrite, etc.), brittle mica (margarite, clintite, anandite, etc.), chlorite (donbasite, vermiculite, couquiate, clinochloa, chamonite, etc.) , Mica, etc.).
- one or more materials selected from the group consisting of swellable fluorine mica and montmorillonite are preferable, and swellable fluorine mica is preferable. Is more preferable.
- the layered silicate (C) one of the above may be used alone, or two or more thereof may be used in combination.
- the swellable fluorine mica preferably used in the present invention generally has a structural formula represented by the following formula.
- Ma (MgXLib) Si4OYFZ (In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium.
- a, b, X, Y and Z each represent a coefficient, and 0 ⁇ a ⁇ 0.5, respectively. 0 ⁇ b ⁇ 0.5, 2.5 ⁇ X ⁇ 3, 10 ⁇ Y ⁇ 11, 1.0 ⁇ Z ⁇ 2.0)
- a method for producing such a swellable fluorine mica for example, silicon oxide, magnesium oxide and various fluorides are mixed, and the mixture is completely melted in an electric furnace or a gas furnace in a temperature range of 1400 to 1500 ° C.
- a melting method in which crystals of swellable fluorine mica are grown in the reaction vessel in the cooling process can be mentioned.
- There is also a method of using talc [Mg3Si4O10 (OH) 2] as a starting material and intercalating it with an alkali metal ion to impart swelling property to obtain swelling fluorine mica Japanese Patent Laid-Open No. 2-149415).
- swellable fluorine mica can be obtained by heat-treating talc and alkali silicate mixed in a predetermined compounding ratio in a magnetic rubbing pot at a temperature of 700 to 1200 ° C. for a short time.
- the amount of alkali silicate mixed with talc is preferably in the range of 10 to 35% by mass of the whole mixture. If it is out of this range, the production yield of swellable fluorine mica may decrease.
- the montmorillonite preferably used in the present invention is represented by the following formula, and can be obtained by purifying a naturally produced montmorillonite by water treatment or the like.
- Masi (Al 2-a Mg) O 10 (OH) 2 ⁇ nH 20 (In the formula, M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6.
- M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6.
- the number of water molecules bonded to the ion-exchange cation between layers depends on conditions such as cation species and humidity.
- montmorillonite Since it can change in various ways, it is represented by nH 2 O in the formula.) It is known that montmorillonite has isomorphic ion substituents such as magnesian montmorillonite, iron montmorillonite, and iron magnesian montmorillonite, and these may be used.
- the content of the layered silicate (C) in the polyamide resin composition of the present invention is usually 12 parts by mass or less (that is, 0 to 12 parts by mass) with respect to 100 parts by mass of the polyamide resin (A), that is, the layered silicate. (C) may or may not be contained from the viewpoint of metallic feeling, glossiness and designability of the obtained molded product, and if it is contained, the content thereof is a polyamide resin ( A) It is 12 parts by mass or less with respect to 100 parts by mass.
- the lower limit of the content of the layered silicate (C) is not particularly limited, and the content is the polyamide resin (A) from the viewpoint of improving mechanical properties.
- the content of the layered silicate (C) is from the viewpoint of further improving the metallic feeling, glossiness and designability of the obtained molded product. , 0 to 11 parts by mass, more preferably 0 to 8 parts by mass, further preferably 0 to 6 parts by mass, and 0 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). It is particularly preferable that the content is by mass.
- the content of the layered silicate (C) exceeds 12 parts by mass, the monomer components constituting the polyamide resin (A) are polymerized in the presence of the layered silicate (C) described later. The reaction may be difficult, or the dispersion of the layered silicate (C) may be significantly inhibited.
- the polyamide resin composition of the present invention preferably contains a scratch resistant agent in order to improve scratch resistance.
- a scratch resistant agent include an olefin-based modifier, a silicone-based modifier, and a fluorine-based modifier.
- the olefin-based modifier used as a scratch-resistant agent refers to a polyolefin modified by graft polymerization or copolymerization.
- the polyolefin modified by graft polymerization include polyethylene, polypropylene, ethylene-glycidyl methacrylate copolymer, ethylene-ethyl acrylate copolymer, and ethylene-vinyl acetate copolymer in the main chain, and side chains.
- Examples thereof include polyolefins, styrene-acrylonitrile copolymers, butyl acrylate-methyl methacrylate copolymers, and polyolefins graft-polymerized with methyl methacrylate-methyl methacrylate copolymers.
- Examples of the copolymer-modified polyolefin include an ethylene-glycidyl methacrylate copolymer, an ethylene-ethyl acrylate copolymer, and an ethylene-vinyl acetate copolymer.
- a polyolefin graft-polymerized with polyethylene on the main chain and a styrene-acrylonitrile copolymer on the side chain is preferable because it has a high effect of improving scratch resistance.
- olefin modifiers include Modiper A1401 manufactured by NOF CORPORATION (polyolefin graft-polymerized with polyethylene on the main chain and a styrene-acrylonitrile copolymer on the side chain).
- the silicone-based modifier used as an anti-scratch agent refers to silicone or modified silicone.
- Silicone is a polymer compound having a linear structure composed of a siloxane bond, and examples thereof include dimethylpolysiloxane, diphenylpolysiloxane, and methylphenylpolysiloxane.
- the modified polysilicone is a silicone in which a part of the substituent is substituted, for example, an ester-modified polysiloxane substituted with a fatty acid ester group, a vinyl-modified silicone substituted with a vinyl group, and a hydro substituted with a hydrogen atom.
- alkyl-modified silicone substituted with an alkyl group polyether-modified silicone substituted with a polyether group, amino-modified silicone substituted with a group having an amino group, carbinol-modified silicone substituted with a hydroxylalkyl group, Examples thereof include an epoxy-modified silicone substituted with a group having an oxylan ring and a carboxy-modified silicone substituted with a group having a carboxyl group.
- ester-modified polysiloxane is preferable because it has a high effect of improving scratch resistance.
- examples of commercially available silicone-based modifiers include Tegomer H-Si 6441P (ester-modified polysiloxane) manufactured by EVONIC.
- the fluorine-based modifier used as an anti-scratch agent is a polyolefin containing fluorine in the main chain.
- the fluoromodifier include polytetrafluoroethylene (tetrafluoroethylene resin, PTFE), trifluoroethylene chloride resin (PCTFE), tetrafluoroethylene hexafluoropropylene resin (PFEP), and vinyl fluoride.
- PVDF billinidene fluoride resin
- ethylene dichloride resin tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer (PFA), tetrafluoroethylene / hexafluoropropylene copolymer, tetrafluoroethylene -Examples include ethylene copolymer (ETFE), polyvinylidene fluoride, polychlorotrifluoroethylene, and chlorotrifluoroethylene-ethylene copolymer (ECTFE).
- ETFE ethylene copolymer
- ECTFE chlorotrifluoroethylene-ethylene copolymer
- the content is required to be in the range of 0.1 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin (A).
- the polyamide resin composition of the present invention may contain a black pigment and / or a black dye in order to improve the profound feeling. Either the black pigment and the black dye may be used alone or in combination.
- the black pigment used in the polyamide resin composition of the present invention is not particularly limited, and examples thereof include carbon black, acetylene black, lamp black, bone black, graphite, iron black, aniline black, cyanine black, and titanium black. Of these, carbon black is particularly preferable because the effects of the present invention can be easily exhibited.
- the black pigment one of the above may be used alone, or two or more thereof may be used in combination.
- the black dye used in the polyamide resin composition of the present invention is not particularly limited, and examples thereof include an azine dye containing niglocin and a polycyclic condensation dye containing anthraquinone. Of these, azine dyes are preferable because they are easy to handle. Among the azine dyes, niglosin is preferable. As niglosin, for example, COLOR INDEX and C.I. I. SOLVENT BLACK 5 and C.I. I. Examples thereof include a black azine-based condensed mixture as described as SOLVENT BLACK 7.
- niglosin can be obtained, for example, by oxidizing and dehydrating and condensing aniline, aniline hydrochloride and nitrobenzene in the presence of iron chloride at a reaction temperature of 160 to 180 ° C. Further, purified niglocin obtained by purifying the niglosin thus obtained to have less than 0.1% of aniline or diphenylamine is more preferable. Examples of commercially available products of niglocin include Cramity 81 and NUBIAN BLACK series manufactured by Orient Chemical Industries Co., Ltd. As the black dye, one of the above may be used alone, or two or more thereof may be used in combination.
- the mass ratio [(C) / (B)] of the layered silicate (C) and the metallic pigment (B) is 0.4. It is preferably 40 to 40. Generally, in order to produce a molded product, it is preferable that the production speed is high and the molding cycle is short. In the present invention, the molding cycle can be shortened by setting the mass ratio [(C) / (B)] to 0.4 to 40.
- the polyamide resin composition of the present invention can be produced by melt-kneading a polyamide resin (A), a metallic pigment (B), a layered silicate (C) and other additives, if necessary.
- the layered silicate (C) when used, the polymerization reaction of the monomer components constituting the polyamide resin (A) is carried out in the presence of the layered silicate (C) to carry out the polymerization reaction between the polyamide resin (A) and the layered silicate. It is preferable to prepare a composite mixture with the salt (C) and melt-knead the composite mixture with the metallic pigment (B) and, if necessary, other additives to produce a polyamide resin composition.
- the polyamide resin composition of the present invention usually has a pellet form.
- the layered silicate (C) By carrying out the polymerization reaction of the monomer components constituting the polyamide resin (A) in the presence of the layered silicate (C), the layered silicate (C) can be uniformly dispersed in the polyamide resin (A). The metallic feeling and glossiness of the obtained molded product can be further improved.
- the lactam may be used as the raw material aminocarboxylic acid in the polymerization reaction.
- the layered silicate (C) As a method of polymerizing the aminocarboxylic acid (lactam) in the presence of the layered silicate (C), the layered silicate (C) and the aminocarboxylic acid (lactam) are autoclaved.
- a method of melt-polymerization method in the range of a temperature of 240 to 300 ° C. and a pressure of 0.2 to 3 MPa and 1 to 15 hours using an initiator such as water can be mentioned.
- ⁇ -caprolactam it is preferable to polymerize at a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 3 to 5 hours.
- melt-kneading extruder When the polyamide resin (A) and the metallic pigment (B) and other additives are melt-kneaded if necessary, or a composite mixture of the polyamide resin (A) and the layered silicate (C) and the metallic pigment ( When melt-kneading B) and other additives as necessary, a known melt-kneading extruder can be used. In order to suppress crushing or breakage due to kneading of metallic pigments as much as possible, it is usually preferable to use the screw in a single shaft rather than in a biaxial manner. The dispersibility of other additives may be deteriorated, and even if the metallic pigment can be suppressed from being crushed or broken, the dispersibility of the metallic pigment may be insufficient and the metallic feeling may be impaired.
- achieving uniform dispersion without applying screw shear stress during melt-kneading to the metallic pigment as much as possible imparts specific multi-angle optical properties of the molded body surface required for the resin composition of the present invention. It is important to do.
- a twin-screw extruder is used to obtain a polyamide resin (A) or a composite mixture of the polyamide resin (A) and the layered silicate (C), and if necessary.
- additives other than the metallic pigment (B) are collectively added from the main hopper (also referred to as “top feeder”), and the metallic pigment (B) is supplied by the side feeder from the middle of the extruder. It is more preferable that the metallic pigment (B) is supplied downstream of the extruder as much as possible.
- the obtained molded product cannot obtain the multi-angle optical characteristics described later, and the metallic feeling tends to be lowered. ..
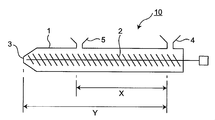
- the twin-screw extruder 10 usually accommodates two screws 2 in a cylinder 1 and discharges a top feeder 4 and a side feeder 5 for supplying raw materials, and a kneaded product. Further has a discharge port 3 for the purpose.
- the twin-screw extruder a commercially available one can be used, and examples thereof include TEM37 (manufactured by Toshiba Machine Co., Ltd.).
- FIG. 1 is a schematic cross-sectional view of an example of a twin-screw extruder for producing the polyamide resin composition of the present invention, and is a schematic cross-sectional view of the twin-screw extruder for explaining the position of a side feeder.
- the molded body has multi-angle optical characteristics (particularly the formulas (A1) to (E1), preferably the formulas (A2) to (E2), more preferably the formulas (A3) to (E3), which will be described later.
- the twin-screw extruder satisfies the following conditions (1) and (2) from the viewpoint of satisfying the formulas (A4) to (E4)) and obtaining a further improved metallic feeling as a result. As a result, the glossiness and design are further improved.
- the distance X from the top feeder 4 to the side feeder 5 is the distance from the top feeder 4 to the discharge port 3 as Y.
- Y is not particularly limited, and is usually 500 to 50,000 mm, particularly 1000 to 10000 mm. Is.
- the screw rotation speed of the twin-screw extruder is 100 to 300 rpm, preferably 100 to 250 rpm, and more preferably 150 to 250 rpm.
- the polyamide resin composition of the present invention can impart specific multi-angle optical properties to the molded product and the molded product having a protective layer formed on the surface thereof, and as a result, further enhance the metallic feeling and the glossy feeling. Can be improved.
- the specific multi-angle optical characteristics will be described below.
- the incident angle is ⁇ 45 with respect to the surface of the molded body or the normal of the surface of the molded body having a protective layer formed on the surface.
- the L * value (D65 light source / viewing angle 2 °) is measured, where the light receiving angle is -15 °, 15 °, 25 °, 45 °, 75 °, 110 ° from the obtained specular reflection angle.
- the respective L * values of are set to (L * -15), (L * 15), (L * 25), (L * 45), (L * 75), and (L * 110), and all the received light is further received.
- the molded body Since the L * value of each light receiving angle is within the range of the above equation, the molded body is actually changed with the human naked eye in the range of 110 ° to -15 ° with respect to the specular reflection angle of the incident light. When observing the surface, a high metallic feeling can be visually obtained.
- the A value, B value, C value, D value and E value are, for example, the contents of each of the metallic pigment (B) and the layered silicate (C) and the production conditions (for example) of the resin composition (pellet) of the present invention. It can be controlled by adjusting the distance X from the top feeder 4 to the side feeder 5 and the screw rotation speed in the twin-screw extruder.
- a higher metallic feeling can be obtained by satisfying the following equations (A2) to (E2) for the multi-angle optical characteristics.
- (A2) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.7
- B2) ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.6
- C2 0.7 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.4
- D2 0.4 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.1
- E2) 0.2 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 1.0, particularly preferably 0.95.
- the lower limit of the E value is usually 0.01.
- a higher metallic feeling can be obtained by satisfying the following equations (A3) to (E3) for the multi-angle optical characteristics.
- (A3) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.7
- B3 ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.6
- C3 0.68 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.41
- D3 0.4 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.11
- E3) 0.2 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 0.95, preferably 0.9, particularly preferably 0.85, and particularly preferably 0.82.
- the lower limit of the E value is usually 0.01.
- a higher metallic feeling can be obtained by satisfying the following equations (A4) to (E4) for the multi-angle optical characteristics.
- (A4) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.72
- B4 ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.62
- C4 0.67 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.42
- D4 0.2 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.12
- E4) 0.06 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN)))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 0.9, particularly preferably 0.82.
- the lower limit of the E value is usually 0.02, particularly 0.025.
- L * -15 "L * 15”, “L * 25”, “L * 45”, “L * 75” and "L * 110", which define multi-angle optical characteristics, are BYK.
- the multi-angle optical property that defines the polyamide resin composition of the present invention is a property related to a molded product obtained by using the polyamide resin composition.
- a molded product for measuring multi-angle optical characteristics after the polyamide resin composition is sufficiently dried, the resin temperature is 260 ° C., the mold temperature is 60 ° C., the holding pressure is 30 MPa, the injection speed is 100 mm / sec, and the injection pressure is 100 MPa.
- a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm obtained by injection molding under the condition of a cooling time of 10 seconds can be used.
- any device may be used as long as it can perform injection molding under the above conditions, and examples thereof include EC-100II type manufactured by Toshiba Machine Co., Ltd.
- the present invention also provides a molded product.
- the molded product of the present invention is obtained by molding the above-mentioned polyamide resin composition of the present invention.
- the molding method include injection molding, blow molding, extrusion molding, inflation molding, and vacuum molding after sheet processing, pressure molding, vacuum pressure molding, and the like.
- it is preferable to use an injection molding method and in addition to a general injection molding method, gas injection molding, injection press molding and the like can also be adopted.
- the cylinder temperature is preferably equal to or higher than the melting point or flow start temperature of the resin composition (for example, 190 to 270 ° C.), and the mold temperature is set to the resin.
- the condition that the composition is (melting point ⁇ 20 ° C.) or less can be mentioned. If the molding temperature is too low, the moldability may become unstable, such as a short circuit may occur in the molded product, or the metallic and glossy feeling of the obtained molded product may be lost. On the contrary, if the molding temperature is too high, the polyamide resin composition may be decomposed, which may cause a decrease in the strength of the obtained molded product or a decrease in metallic feeling and glossiness.
- the molded product of the present invention particularly the molded product obtained by the injection molding method, has a high metallic feeling and a glossy feeling, but various conditions at the time of injection molding, such as resin temperature, injection speed, injection pressure, and mold.
- resin temperature By setting the temperature in a well-balanced manner, it is possible to further improve the metallic feeling and the glossy feeling.
- these conditions are carefully set because they affect the fluidity of the molten polyamide resin composition in the mold and the dispersibility of the metallic pigment (B) in the polyamide resin composition. It is preferable to do so.
- the injection speed should be set to a low to medium speed.
- a protective layer can be formed on the surface of a portion of the molded product that requires designability, or on the entire surface.
- the protective layer By forming the protective layer, the scratch resistance and light resistance of the molded product can be improved.
- a specific multi-angle optical characteristic within the scope of the present invention on the surface on which the protective layer is formed, it is possible to achieve both designability.
- a coating material as a raw material for the protective layer is applied to the surface of the molded product of the present invention to form a coating layer, and then the applied coating composition is heated and / or irradiated with ultraviolet rays. It is cured to form a protective layer that covers the surface of the molded product (curing step).
- the protective layer may be formed not only in one layer but also in two or more layers. When forming two or more layers, two or more kinds of paints as raw materials may be used.
- the coating method in the coating process known methods such as spray coating, brush coating, roller coating, dipping coating, electrostatic coating, and electrodeposition coating can be applied.
- the dipping coating is also called dipping coating, and is a coating method in which an object to be coated is immersed in the paint and then pulled up.
- the film thickness of the coating layer in the coating step is preferably formed so that the film thickness of the coating film after curing is 1 to 50 ⁇ m, and more preferably 5 to 40 ⁇ m. If the film thickness of the coating film after curing is less than 1 ⁇ m, the effect as a protective layer is reduced, which is not preferable. If the coating layer is formed so that the film thickness of the coating film after curing is 50 ⁇ m or more, problems such as armpits and sagging are likely to occur, and the metallic feeling is reduced, which is not preferable.
- the armpit is a foam-like surface defect on the surface of the coating film, and the solvent remaining inside the coating film evaporates due to heating during baking or the like to generate bubbles in the coating film, which is already cured.
- the coating material used as a raw material for the protective layer is not particularly limited, and for example, a liquid or powder coating composition containing a substrate resin and a cross-linking agent can be applied.
- the base resin include acrylic resins, polyester resins, alkyd resins, fluororesins, urethane resins, silicon-containing resins and the like, which contain crosslinkable functional groups such as hydroxyl groups, carboxyl groups, silanol groups and epoxy groups.
- the cross-linking agent contains a melamine resin, a urea resin, a polyisocyanate compound, a blocked polyisocyanate compound, an epoxy compound or a resin, a carboxyl group-containing compound or a resin, an acid anhydride, and an alkoxysilane group that can react with the functional group of the substrate resin.
- a solvent such as water or an organic solvent, a curing catalyst, a defoaming agent, an ultraviolet absorber, a rheology control agent, an antioxidant, a surface conditioner and other additives can be appropriately added.
- UV curable paint also contains a radical photopolymerization initiator as a raw material.
- a radical photopolymerization initiator any known photopolymerization initiator can be appropriately used as long as it generates radicals by irradiation with ultraviolet rays, and benzoin-based, benzophenone-based, benzyl-based, acetophenone-based, quinone-based, and thioxanthone. It can be arbitrarily selected from known compounds such as a system, a phenylglyoxylic acid system, and a phosphine oxide system.
- photopolymerization initiator examples include benzophenone, p-methoxybenzophenone, o-benzoylbenzoic acid, methyl o-benzoylbenzoate, 4,4'-bis (dimethylamino) benzophenone, and 4,4'-bis.
- Benzophenone compounds such as (diethylamino) benzophenone; acetophenone, 2,2-diethoxyacetophenone, 2,2-dimethoxy-2-phenylacetophenone, 2,2-dimethoxy-1,2-diphenylethane-1-one, 1- Acetophenone compounds such as hydroxycyclohexylphenyl ketone, 2-hydroxy-2-methyl-1-phenylpropan-1-one; bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide, bis (2,6-- Dimethoxybenzoyl) -2,4,4-trimethyl-pentylphosphine oxide, 2,4,6-trimethylbenzoyl-diphenylphosphine oxide and other phosphine oxide compounds are used alone or in combination.
- the paint used as the raw material of the protective layer can be timely blended with a coloring pigment within a range that does not impair the multi-angle optical characteristics of the present invention.
- a coloring pigment one kind or a combination of two or more kinds of pigments conventionally known for inks and paints can be blended.
- the amount to be added may be appropriately determined, but is 30 parts by mass or less, preferably 0.01 to 15 parts by mass, particularly preferably 0.01, as a solid content with respect to 100 parts by mass of the resin solid content in the coating film. It is in the range of ⁇ 10 parts by mass.
- the coating film in the case of the baking dry type, it can be crosslinked and cured at a temperature of about 50 to about 180 ° C., and in the case of the normal temperature drying type or the forced drying type, it is usually dried at room temperature. It can be crosslinked and cured at a temperature of about 80 ° C.
- the coating film can be cured by irradiating the coating film with ultraviolet rays and heating as necessary.
- the ultraviolet rays can be irradiated by using a known ultraviolet curing device including a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- a known ultraviolet curing device including a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- the coating film is completely cured by further heating and curing after the ultraviolet curing, depending on the degree of progress of the heat curing by heating before the start of the ultraviolet curing.
- the heating before UV curing is called preheating
- the heating after UV curing is called main heating.
- the physical properties of the polyamide resin composition were measured by the following method.
- DSC differential scanning calorimetry
- the number of agglomerates of 0.3 mm or more was counted in the obtained five plate-shaped molded bodies, and the total number was judged as follows. ⁇ : Less than 5 (good); X: 5 or more (failed).
- Multi-angle optical characteristics After the obtained polyamide resin composition is sufficiently dried at 100 ° C. for 12 hours, a mold is used at a resin temperature of 260 ° C. using an injection molding machine (EC-100II type manufactured by Toshiba Machine Co., Ltd.). Injection molding was performed under the conditions of a temperature of 60 ° C., a holding pressure of 30 MPa, an injection speed of 100 mm / sec, an injection pressure of 100 MPa, and a cooling time of 10 seconds to prepare a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm.
- an injection molding machine EC-100II type manufactured by Toshiba Machine Co., Ltd.
- a protective layer was formed on the surface of the molded product using a two-component thermosetting paint to prepare a surface protective layer-formed molded product.
- the paint was applied using a roll coater so as to have a film thickness of 20 ⁇ m, and the curing conditions were 80 ° C. for 30 minutes.
- BYK-maci BYK Adaptives & Instruments
- the L * value (D65 light source / viewing angle 2 °) was measured with the light receiving angles set to ⁇ 15 °, 15 °, 25 °, 45 °, 75 °, and 110 °.
- Each L * value is set to (L * -15), (L * 15), (L * 25), (L * 45), (L * 75), (L * 110), and each light receiving angle is further changed.
- the following equations (A) to (E) were calculated with the maximum value of the L * value as (L * MAX) and the minimum value as (L * MIN).
- the metallic feeling is "aluminum feeling” when an aluminum pigment is used as the metallic pigment (B), and “pearl feeling” when pearl mica is used, and the brilliance and texture of metallic (aluminum or pearl). Including.
- ⁇ ⁇ The metallic feeling of the molded body surface was very close to the metallic feeling of the actual metal surface (best); ⁇ : The metallic feeling on the surface of the molded body was sufficiently close to the metallic feeling on the actual metal surface, but it was not as close as the metallic feeling of “ ⁇ ” above (excellent); ⁇ : Although the metallic feeling on the surface of the molded body was very close to the metallic feeling on the actual metal surface, it was not as close as the metallic feeling of “ ⁇ ” above (good); ⁇ : The metallic feeling on the surface of the molded body was similar to the metallic feeling on the actual metal surface, but it was not as close as the metallic feeling of “ ⁇ ” above (passed); ⁇ : Although the metallic feeling of the molded body surface was slightly similar to the metallic feeling of the actual metal surface, it was not as close as the metallic feeling of the above “ ⁇ ” (failure); XX: The metallic feeling on the surface of the molded product did not approximate the metallic feeling on the actual metal surface (failed).
- the metallic feeling is a characteristic represented by the multi-angle optical characteristics as described above.
- the degree of approximation of the visually perceived metallic feel to the actual metallic feel of the metal surface corresponded well with the multi-angle optical characteristics shown below: Molds with a metallic feel of " ⁇ ”: Molds that satisfy the formulas (A4) to (E4); Molds with a metallic feel of " ⁇ ” or higher: Molds satisfying the formulas (A3) to (E3); Molds with a metallic feel of " ⁇ ” or more: Molds satisfying the formulas (A2) to (E2); Molded product having a metallic feeling of " ⁇ ” or more: A molded product satisfying the formulas (A1) to (E1).
- Gloss Residual Rate (Glossy Before Test-Glossy After Test / Glossy Before Test) x 100 The higher the scratch resistance, the larger the gloss residual ratio.
- 50% or more is acceptable, 60% or more is preferable, and 70% or more is more preferable.
- Gloss Residual Rate (Glossy Before Test-Glossy After Test / Glossy Before Test) x 100 The higher the weather resistance, the larger the gloss residual ratio.
- 50% or more is acceptable, 60% or more is preferable, and 70% or more is more preferable.
- the molding cycle refers to the time from the start of injection of the molded product of the first shot to the start of injection of the molded product of the second shot when continuously molding under the same injection conditions. That is, it means the time required to mold one molded product (total of injection time + cooling time + take-out time). In the present invention, 30 seconds or less is a pass, and 25 seconds or less is preferable.
- Raw materials (1) Polyamide resin monomer component ⁇ ⁇ -caprolactam (manufactured by Ube Industries, Ltd.) ⁇ 12-Aminododecanoic acid (manufactured by Ube Industries, Ltd.)
- Metallic pigment / aluminum pigment (particle size 20 ⁇ m): “Silbeads M200-BP” manufactured by Asahi Kasei Chemicals Co., Ltd., average particle diameter 20 ⁇ m, average thickness 0.4 ⁇ m, aluminum paste, aluminum component 90%, polyethylene glycol 10%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Aluminum-based pigment (particle size 28 ⁇ m): “SILVET 880-30-E1” manufactured by SILVERLINE, average particle size 28 ⁇ m, aluminum component 80%, polyethylene wax 30%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Aluminum pigment particle size 35 ⁇ m
- SILVET 790-20-E manufactured by SILVERLINE, average particle diameter 35 ⁇ m, aluminum component 80%, polyethylene wax 20%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Pearl mica "TWINCLE PEARL SXE” manufactured by Nippon Koken Kogyo Co., Ltd., particle size 37 ⁇ m, titanium oxide-coated synthetic mica.
- thermosetting paint A "Econet EY-SS” manufactured by Origin Electric Co., Ltd.
- thermosetting paint B "Origi Plate Z-NY” manufactured by Origin Electric Co., Ltd.
- Production example 5 To 80 parts by mass of ⁇ -caprolactam and 20 parts by mass of 12-aminododecanoic acid, 0.4 parts by mass of phosphite, 4.5 parts by mass of swelling fluorine mica, and 5 parts by mass of water were charged, and 1 hour at 80 ° C. After stirring, the mixture was stirred at 260 ° C. and 0.7 MPa for 1 hour, then at 260 ° C. and normal pressure for 1 hour, and polymerized to obtain a polyamide 612 resin containing a swellable fluorine mica. The content of fluorine mica in the obtained resin was measured and found to be 4.0% by mass.
- Example 1 100 parts by mass of the polyamide resin obtained in Production Example 4 is charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table is side-fed from the downstream of the extruder. It was fed, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 2 104 parts by mass of the layered silicate-containing polyamide resin obtained in Production Example 5 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 3 104 parts by mass of the layered silicate-containing polyamide resin obtained in Production Example 1 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 4 to 11 and Comparative Examples 6 and 7 The same operation as in Example 3 was carried out except that the raw materials and the blending amounts were changed so as to obtain the resin compositions shown in Tables 1 and 3, to obtain polyamide resin composition pellets.
- Example 12 13 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 87.5 parts by mass of the polyamide resin obtained in Production Example 4 were mixed in a batch and a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.). ), 3 parts by mass of the aluminum pigment shown in the table is side-fed from the downstream of the extruder, melt-kneaded, extruded into strands from a die, cooled and pelletized to form a polyamide resin composition. A product pellet was obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 13 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 2 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 14 104 parts by mass of the montmorillonite-containing polyamide resin obtained in Production Example 3 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was added from the downstream of the extruder.
- the side feed was supplied, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets.
- the melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Examples 15 and 16 The results of evaluation of the resin composition obtained in Example 3 with a molded product having a surface protective layer formed by the two-component thermosetting paints A and B were designated as Examples 15 and 16, respectively.
- Example 17 The same operation as in Example 3 was carried out except that a twin-screw extruder having a different side feeder position was used to obtain a polyamide resin composition pellet.
- Example 18 A polyamide resin composition pellet was obtained by performing the same operation as in Example 3 except that the screw rotation speed was changed to 300 rpm.
- Comparative Example 1 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table are mixed in a batch, charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and melt-kneaded. After extruding into a strand shape from a die, the mixture was cooled and pelletized to obtain a polyamide resin composition pellet. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Comparative Example 2 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table were mixed together and from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.). The mixture was charged, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Comparative Example 3 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table were collectively mixed, charged from the main hopper of a single-screw extruder, melt-kneaded, and extruded into a strand shape from a die. After that, it was cooled and pelletized to obtain a polyamide resin composition pellet. Melt kneading was carried out at a resin temperature of 260 ° C., a screw rotation of 400 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 4 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table are collectively mixed, charged from the main hopper of a single-screw extruder, melt-kneaded, and then melt-kneaded. After extruding into strands, it was cooled and pelletized to obtain polyamide resin composition pellets. Melt kneading was carried out at a resin temperature of 260 ° C., a screw rotation of 400 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 5 The result of evaluation of the resin composition obtained in Comparative Example 4 with a molded product having a surface protective layer formed by the two-component thermosetting paint A was designated as Comparative Example 5.
- Comparative Example 8 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table are collectively charged from the main hopper of the single-screw extruder, extruded into a strand shape from a die, and then cooled and pelletized. , Polyamide resin composition pellets were obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 9 100 parts by mass of the polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table are collectively charged from the main hopper of the single-screw extruder, extruded into a strand shape from a die, and then cooled and pelletized. , Polyamide resin composition pellets were obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 10 The same operation as in Comparative Example 9 was carried out except that the raw materials and the blending amounts were changed so as to obtain the resin composition shown in Table 3, to obtain polyamide resin composition pellets.
- Reference example 1 (plating) A commercially available acrylonitrile butadiene styrene resin (UMG ABS, 3001M) is pre-dried at 85 ° C. for 3 hours, and then used by an injection molding machine (EC-100II, Toshiba Machinery Co., Ltd.) at a resin temperature of 240 ° C. and gold. Injection molding was performed under the conditions of a mold temperature of 60 ° C., a holding pressure of 30 MPa, an injection speed of 100 mm / sec, an injection pressure of 100 MPa, and a cooling time of 10 seconds to prepare a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm.
- UMG ABS, 3001M acrylonitrile butadiene styrene resin
- EC-100II Toshiba Machinery Co., Ltd.
- the obtained plate-shaped molded product was subjected to degreasing treatment, chromic acid etching, neutralization, catalyst, accelerator, electroless plating, and electroplating treatment in that order to obtain a chrome-plated plate-shaped molded product. Only the evaluation of the multi-angle optical characteristics was carried out for this molded product.
- Tables 1 to 3 show the resin compositions of the polyamide resin compositions obtained in Examples 1 to 18, Comparative Examples 1 to 11 and Reference Example 1, and their evaluations.
- the resin composition pellets of Examples 1 to 18 were used, a molded product having sufficiently excellent metallic feeling, glossiness, and designability could be obtained.
- the molded product obtained by using the resin composition pellets of Examples 15 and 16 has a surface protective layer, and therefore has excellent scratch resistance and weather resistance.
- the polyamide resin composition pellets are produced by feeding the metallic pigment (B) from the side feeder of the twin-screw extruder while having a specific composition. Therefore, the molded product composed of the pellets had the following characteristics: -The molded product obtained multi-angle optical characteristics satisfying the above formulas (A1) to (E1), and as a result, had a good metallic feeling; -The molded product had good luster; and-the molded product had good design.
- the molded product composed of the pellets obtains multi-angle optical characteristics satisfying the above formulas (A2) to (E2).
- the metallic feeling is further improved: -The content of the metallic pigment (B) is 0.3 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A); The side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (ie, where X is 0.4Y to 0.75Y in FIG. 1); -When the screw rotation speed of the twin-screw extruder is moderately low (that is, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm).
- the pellet when the pellet composition satisfies the following conditions and the following twin-screw extruder conditions, the pellet is composed of the pellets.
- the molded product to be molded has multi-angle optical characteristics satisfying the above equations (A3) to (E3), and as a result, the metallic feeling is further improved: -The content of the metallic pigment (B) is 1 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A); The side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (eg, where X is 0.4Y to 0.75Y in FIG. 1); -The screw rotation speed of the twin-screw extruder is moderately low (for example, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm)).
- the pellets are used.
- the formed molded product has multi-angle optical characteristics satisfying the above equations (A4) to (E4), and as a result, the metallic feeling is further improved:
- the polyamide resin (A) is polyamide 6;
- the metallic pigment (B) is aluminum having an average particle diameter of 10 to 25 ⁇ m, and the content thereof is 1 part by mass or more and less than 5 parts by mass (particularly 1 to 4 parts by mass) with respect to 100 parts by mass of the polyamide resin (A).
- the layered silicate (C) is a swellable fluorine mica, and its content is 0 to 8 parts by mass (particularly 0 to 6 parts by mass) with respect to 100 parts by mass of the polyamide resin (A);
- the side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (eg, where X is 0.4Y to 0.75Y in FIG. 1); -The screw rotation speed of the twin-screw extruder is moderately low (for example, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm)).
- the resin composition pellets of Comparative Examples 1 to 5 and 8 to 10 were obtained by feeding the polyamide resin (A) and the metallic pigment (B) from the top feeder of a twin-screw extruder or a single-screw extruder, and thus have a screw rotation speed. However, the predetermined multi-angle optical characteristics were not satisfied, and the metallic feeling was poor.
- the resin composition pellet of Comparative Example 6 had a poor design because the content of the metallic pigment (B) was too large.
- the polyamide resin composition of the present invention can be suitably used for automobile parts, electric parts, and electronic parts.
- Automotive parts include, for example, various instruments such as speedometers, tachometers, fuel gauges, water temperature gauges, and distance meters on instrument panels, car stereos, navigation systems, various switches around air conditioners, buttons, and center consoles. Examples include shift levers, side brake grips, door trims, armrests, and door levers.
- Examples of the electric and electronic parts include various parts and housings around a personal computer, mobile phone parts and housings, and resin parts for electric appliances such as other OA equipment parts.
Abstract
本発明は、十分に良好なメタリック感、光沢感および意匠性を有する成形体を得ることができるポリアミド樹脂組成物を提供する。本発明は、ポリアミド樹脂(A)100質量部およびメタリック顔料(B)0.05~9質量部を含有するポリアミド樹脂組成物であって、該ポリアミド樹脂組成物を含む成形体が、所定の(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)、(L*MAX)および(L*MIN)について、特定の多角度光学特性を示すポリアミド樹脂組成物に関する。
Description
本発明は、メタリック感、光沢感および意匠性に優れた成形体を得ることができるポリアミド樹脂組成物およびその成形体またはその成形体表面に保護層が形成された成形体に関する。
自動車のエンジンカバーや家電製品等の内外装カバーには、ポリアミド樹脂等の熱可塑性樹脂からなる成形体が、一般的に用いられている。このような成形体の外観には、鋼やアルミニウム合金のようなメタリック感のある色調が要求される場合がある。
メタリック感のある色調を得るためには、従来、成形体の表面に、アルミニウム等の金属粉を含有する塗料を塗装する、いわゆるメタリック塗装がおこなわれたり、めっき処理がおこなわれている。しかしながら、メタリック塗装やメッキ処理は、有機溶剤を用いるために、作業環境面で問題があり、また、生産性に劣り、コストが高くなるという問題がある。
メタリック成形体の製造に用いる樹脂組成物としては、例えば、特許文献1に、ポリアミド樹脂と層状珪酸塩とメタリック色を発現する粒子を配合してなるポリアミド樹脂組成物が開示されている。また例えば、特許文献2には、ポリアミド樹脂と金属フレークとを含有してなるポリアミド樹脂組成物が開示されている。
しかしながら、特許文献1、2に記載されたポリアミド樹脂組成物から得られた成形体は、十分なメタリック感および光沢感が得られなかったり、かつ/または塗装品やめっき処理品に比べて表面に凝集物が存在し易く意匠性に劣っていたりするという問題があった。また耐擦傷性についても、傷により表面が荒れやすく、光沢感が劣化するという問題があった。さらに耐候性についても、長期間使用すると紫外線等により光沢感が変化するという問題があった。
本発明は、十分に良好なメタリック感、光沢感および意匠性を有する成形体を得ることができるポリアミド樹脂組成物を提供することを目的とする。
本発明はまた、さらにその成形体表面に保護層を形成させることにより、十分に良好なメタリック感、光沢感および意匠性を保持したままに、耐擦傷性および耐候性も付与された成形体を得ることができるポリアミド樹脂組成物を提供することを目的とする。
本発明者らは、このような課題を解決するために、鋭意研究を重ねた結果、ポリアミド樹脂とメタリック顔料とを特定の比率で特定の条件により混錬することで、十分に良好なメタリック感、光沢感および意匠性を有する成形体を得ることができるポリアミド樹脂組成物を得ることができることを見出し、本発明に到達した。
本発明者らはさらに、当該ポリアミド樹脂組成物からなる成形体の表面に保護層を形成することにより、十分に良好なメタリック感、光沢感および意匠性を保持しながら、耐擦傷性および耐候性を付与できることを見出し、本発明に到達した。
すなわち、本発明の要旨は下記の通りである。
<1> ポリアミド樹脂(A)100質量部およびメタリック顔料(B)0.05~9質量部を含有するポリアミド樹脂組成物であって、
該ポリアミド樹脂組成物を含む成形体が、該成形体表面の法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°110°として、L*値(D65光源/視野角2°)を測定したときのそれぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、その各L*値のうち、最大のL*値を(L*MAX),最小のL*値を(L*MIN)としたとき、下記(A1)~(E1)の式を満たすことを特徴とするポリアミド樹脂組成物。
(A1) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(B1) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.5
(C1) 0.8≧(L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.2
(D1) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E1) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<2> 前記各L*値が下記(A2)~(E2)の式を満たす、<1>に記載のポリアミド樹脂組成物。
(A2) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B2) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C2) 0.7≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.4
(D2) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E2) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<3> さらに、ポリアミド樹脂(A)100質量部に対して、層状珪酸塩(C)を12質量部以下で含有する、<1>または<2>に記載のポリアミド樹脂組成物。
<4> 前記メタリック顔料(B)が、アルミニウムまたはパールマイカである、<1>~<3>いずれかに記載のポリアミド樹脂組成物。
<5> 前記層状珪酸塩(C)が、膨潤性フッ素雲母またはモンモリロナイトである、<1>~<4>いずれかに記載のポリアミド樹脂組成物。
<6> 前記メタリック顔料(B)の含有量が、ポリアミド樹脂(A)100質量部に対して、1質量部以上5質量部未満である、<1>~<5>のいずれかに記載のポリアミド樹脂組成物。
<7> 前記メタリック顔料(B)の平均粒子径が10~25μmである、<1>~<6>のいずれかに記載のポリアミド樹脂組成物。
<8> 前記各L*値が下記(A3)~(E3)の式を満たし、
前記メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して1~9質量部である、<1>~<7>のいずれかに記載のポリアミド樹脂組成物。
(A3) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B3) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C3) 0.68≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.41
(D3) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.11
(E3) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<9> 前記各L*値が下記(A4)~(E4)の式を満たし、
前記ポリアミド樹脂(A)がポリアミド6であり、
前記メタリック顔料(B)が平均粒子径10~25μmのアルミニウムであり、その含有量がポリアミド樹脂(A)100質量部に対して1質量部以上5質量部未満であり、
前記層状珪酸塩(C)が膨潤性フッ素雲母であり、その含有量がポリアミド樹脂(A)100質量部に対して0~8質量部である、<1>~<7>のいずれかに記載のポリアミド樹脂組成物。
(A4) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.72
(B4) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.62
(C4) 0.67≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.42
(D4) 0.2≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.12
(E4) 0.06≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<10> ポリアミド樹脂(A)およびメタリック顔料(B)を二軸押出機により溶融混練する、ポリアミド樹脂組成物の製造方法であって、
前記ポリアミド樹脂(A)を前記二軸押出機のトップフィーダより供給し、
前記メタリック顔料(B)を、前記ポリアミド樹脂(A)100質量部に対して0.05~9質量部の量で、前記二軸押出機のサイドフィーダより供給する、ポリアミド樹脂組成物の製造方法。
<11> 前記二軸押出機の押出方向において、前記トップフィーダから前記サイドフィーダまでの距離Xが、前記トップフィーダから吐出口までの距離をYとしたとき、0.25Y~0.9Yである、<10>に記載のポリアミド樹脂組成物の製造方法。
<12> 前記二軸押出機のスクリュー回転数が100~300rpmである、<10>または<11>に記載のポリアミド樹脂組成物の製造方法。
<13> 前記ポリアミド樹脂(A)を構成するモノマー成分の重合反応を、層状珪酸塩(C)の存在下でおこない、
前記ポリアミド樹脂組成物中の前記層状珪酸塩(C)の含有量が、ポリアミド樹脂(A)100質量部に対して、12質量部以下である、<10>~<12>のいずれかに記載のポリアミド樹脂組成物の製造方法。
<14> <1>~<9>いずれかに記載のポリアミド樹脂組成物を製造する、<10>~<13>のいずれかに記載のポリアミド樹脂組成物の製造方法。
<15> <10>~<14>のいずれかに記載のポリアミド樹脂組成物の製造方法により製造された、<1>~<9>のいずれかに記載のポリアミド樹脂組成物。
<16> <1>~<9>のいずれかに記載のポリアミド樹脂組成物を成形してなる成形体。
<17> 前記成形体の表面に保護層を有する、<16>に記載の成形体。
<1> ポリアミド樹脂(A)100質量部およびメタリック顔料(B)0.05~9質量部を含有するポリアミド樹脂組成物であって、
該ポリアミド樹脂組成物を含む成形体が、該成形体表面の法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°110°として、L*値(D65光源/視野角2°)を測定したときのそれぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、その各L*値のうち、最大のL*値を(L*MAX),最小のL*値を(L*MIN)としたとき、下記(A1)~(E1)の式を満たすことを特徴とするポリアミド樹脂組成物。
(A1) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(B1) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.5
(C1) 0.8≧(L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.2
(D1) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E1) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<2> 前記各L*値が下記(A2)~(E2)の式を満たす、<1>に記載のポリアミド樹脂組成物。
(A2) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B2) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C2) 0.7≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.4
(D2) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E2) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<3> さらに、ポリアミド樹脂(A)100質量部に対して、層状珪酸塩(C)を12質量部以下で含有する、<1>または<2>に記載のポリアミド樹脂組成物。
<4> 前記メタリック顔料(B)が、アルミニウムまたはパールマイカである、<1>~<3>いずれかに記載のポリアミド樹脂組成物。
<5> 前記層状珪酸塩(C)が、膨潤性フッ素雲母またはモンモリロナイトである、<1>~<4>いずれかに記載のポリアミド樹脂組成物。
<6> 前記メタリック顔料(B)の含有量が、ポリアミド樹脂(A)100質量部に対して、1質量部以上5質量部未満である、<1>~<5>のいずれかに記載のポリアミド樹脂組成物。
<7> 前記メタリック顔料(B)の平均粒子径が10~25μmである、<1>~<6>のいずれかに記載のポリアミド樹脂組成物。
<8> 前記各L*値が下記(A3)~(E3)の式を満たし、
前記メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して1~9質量部である、<1>~<7>のいずれかに記載のポリアミド樹脂組成物。
(A3) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B3) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C3) 0.68≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.41
(D3) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.11
(E3) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<9> 前記各L*値が下記(A4)~(E4)の式を満たし、
前記ポリアミド樹脂(A)がポリアミド6であり、
前記メタリック顔料(B)が平均粒子径10~25μmのアルミニウムであり、その含有量がポリアミド樹脂(A)100質量部に対して1質量部以上5質量部未満であり、
前記層状珪酸塩(C)が膨潤性フッ素雲母であり、その含有量がポリアミド樹脂(A)100質量部に対して0~8質量部である、<1>~<7>のいずれかに記載のポリアミド樹脂組成物。
(A4) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.72
(B4) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.62
(C4) 0.67≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.42
(D4) 0.2≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.12
(E4) 0.06≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
<10> ポリアミド樹脂(A)およびメタリック顔料(B)を二軸押出機により溶融混練する、ポリアミド樹脂組成物の製造方法であって、
前記ポリアミド樹脂(A)を前記二軸押出機のトップフィーダより供給し、
前記メタリック顔料(B)を、前記ポリアミド樹脂(A)100質量部に対して0.05~9質量部の量で、前記二軸押出機のサイドフィーダより供給する、ポリアミド樹脂組成物の製造方法。
<11> 前記二軸押出機の押出方向において、前記トップフィーダから前記サイドフィーダまでの距離Xが、前記トップフィーダから吐出口までの距離をYとしたとき、0.25Y~0.9Yである、<10>に記載のポリアミド樹脂組成物の製造方法。
<12> 前記二軸押出機のスクリュー回転数が100~300rpmである、<10>または<11>に記載のポリアミド樹脂組成物の製造方法。
<13> 前記ポリアミド樹脂(A)を構成するモノマー成分の重合反応を、層状珪酸塩(C)の存在下でおこない、
前記ポリアミド樹脂組成物中の前記層状珪酸塩(C)の含有量が、ポリアミド樹脂(A)100質量部に対して、12質量部以下である、<10>~<12>のいずれかに記載のポリアミド樹脂組成物の製造方法。
<14> <1>~<9>いずれかに記載のポリアミド樹脂組成物を製造する、<10>~<13>のいずれかに記載のポリアミド樹脂組成物の製造方法。
<15> <10>~<14>のいずれかに記載のポリアミド樹脂組成物の製造方法により製造された、<1>~<9>のいずれかに記載のポリアミド樹脂組成物。
<16> <1>~<9>のいずれかに記載のポリアミド樹脂組成物を成形してなる成形体。
<17> 前記成形体の表面に保護層を有する、<16>に記載の成形体。
本発明によれば、メタリック感、光沢感および意匠性が十分に良好な成形体を得ることができるポリアミド樹脂組成物を提供することができる。
本発明のポリアミド樹脂組成物に、さらに層状珪酸塩を含有させることにより、得られる成形体の機械特性(例えば曲げ弾性率)を向上させることができる。
本発明のポリアミド樹脂組成物は、自動車部品や電気・電子部品等に好適に用いることができる。
本発明のポリアミド樹脂組成物に、さらに層状珪酸塩を含有させることにより、得られる成形体の機械特性(例えば曲げ弾性率)を向上させることができる。
本発明のポリアミド樹脂組成物は、自動車部品や電気・電子部品等に好適に用いることができる。
[ポリアミド樹脂組成物]
本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)とメタリック顔料(B)とを含有するものである。
本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)とメタリック顔料(B)とを含有するものである。
本発明のポリアミド樹脂組成物に用いるポリアミド樹脂(A)は特に限定されないが、例えば、ポリカプロアミド(ポリアミド6)、ポリテトラメチレンアジパミド(ポリアミド46)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリカプロアミド/ポリヘキサメチレンアジパミコポリマー(ポリアミド6/66)、ポリウンデカアミド(ポリアミド11)、ポリカプロアミド/ポリウンデカミドコポリマー(ポリアミド6/11)、ポリデカミド(ポリアミド12)、ポリカプロアミド/ポリドデカミドコポリマー(ポリアミド6/12)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカメチレンアジパミド(ポリアミド116)、ポリデカチレンテレフタルアミド(ポリアミド10T)およびこれらの混合物、およびこれらの重合体が挙げられる。上記の中でも、機械特性が優れることから、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド612が好ましく、ポリアミド6、ポリアミド612がより好ましい。得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、ポリアミド6が最も好ましい。本発明は、ポリアミド樹脂組成物がアイオノマーなどのポリアミド以外のポリマーを含むことを妨げるものではないが、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、ポリアミド以外のポリマーを含まないことが好ましい。
ポリアミド樹脂組成物に含まれるポリマー成分におけるポリアミド樹脂(A)の含有割合は、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、65質量%以上とすることが好ましく、80質量%以上とすることがより好ましく、100質量%とすることがさらに好ましい。ポリマー成分とは、ポリアミド樹脂組成物に含まれる分子量1000以上のあらゆる有機化合物(特に高分子化合物)のことである。なお、本明細書中、ポリマー成分は後述のメタリック顔料(B)、層状珪酸塩(C)、耐擦傷剤ならびに可塑剤、滑剤、離型剤、耐候剤、紫外吸収剤、光安定剤、熱安定剤、帯電防止剤等の添加剤を包含しないものとする。
ポリアミド樹脂(A)の分子量の指標である相対粘度は、特に制限されないが、96質量%濃硫酸を溶媒とし、温度25℃、濃度1g/dLの条件で測定した相対粘度が、得られる成形体のメタリック感および光沢感のさらなる向上ならびに成形体の成形性および耐擦傷性の向上の観点から、1.5~3.5であることが好ましく、1.7~3.2であることがより好ましく、1.9~3.0であることがさらに好ましい。
本発明のポリアミド樹脂組成物には、得られる成形体のメタリック感および光沢感を向上させるため、メタリック顔料(B)を含有させることが必要である。
本発明のポリアミド樹脂組成物に用いるメタリック顔料(B)は特に限定されないが、例えば、アルミニウム、鉄、ニッケル、クロム、スズ、亜鉛、インジウム、チタン、シリコン、銅等の金属、および、前記金属の合金、前記金属または前記金属の合金の酸化物、窒化物、硫化物、炭化物が挙げられる。メタリック顔料(B)としては、パールマイカやチタンコーティングされたマイカも挙げられる。中でも、成形体のメタリック感および光沢感がさらに向上することから、アルミニウム、鉄、これらの酸化物、酸化チタンコーティングされたマイカ、酸化チタンコーティングされたマイカからなる群から選択される1種以上の材料が好ましく、アルミニウムおよび酸化チタンコーティングされたマイカからなる群から選択される1種以上の材料がより好ましく、アルミニウムがさらに好ましい。酸化チタンコーティングされたマイカは「パールマイカ」とも呼ばれている。メタリック顔料(B)は上記のうち1種を用いてもよいし、2種以上を併用してもよい。
メタリック顔料(B)の平均粒子径は、特に限定されず、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上ならびにポリアミド樹脂組成物のハンドリングの向上の観点から、1~100μmであることが好ましく、2~80μmであることがより好ましく、3~60μmであることがさらに好ましく、4~40μmであることが特に好ましく、10~25μmであることが最も好ましい。メタリック顔料(B)の平均粒子径は、レーザ回折・散乱式粒度分布測定装置、例えば、マイクロトラック2(日機装社製)により測定することができる。
メタリック顔料(B)の平均厚みは、特に限定されず、得られる成形体のメタリック感および光沢感のさらなる向上ならびに成形体の剛性の向上の観点から、0.1~30μmであることが好ましく、0.1~20μmであることがより好ましく、0.1~10μmであることがさらに好ましい。メタリック顔料(B)の平均厚みは、電子顕微鏡によるメタリック顔料(B)50個測定の単純平均により算出することができる。
メタリック顔料(B)のアスペクト比(平均粒子径/平均厚み)は、特に限定されず、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、2~100であることが好ましく、10~60であることがより好ましく、20~60であることがさらに好ましい。
メタリック顔料(B)の含有量は、ポリアミド樹脂(A)100質量部に対し、0.05~9質量部(特に0.08~9質量部)であることが必要であり、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、0.3~9質量部であることが好ましく、1~9質量部であることがより好ましく、1~5質量部であることがさらに好ましく、1質量部以上5質量部未満であることが特に好ましく、1~4質量部であることが最も好ましい。一方、メタリック顔料(B)の含有量が0.05質量部未満では、得られる成形体のメタリック感および光沢感が向上しないので好ましくない。一方、メタリック顔料(B)の含有量が9質量部を超えると、得られる成形体でのメタリック顔料(B)の分散が阻害されるため、凝集物が発生する等、意匠性が低下するので好ましくない。
メタリック顔料(B)は、そのままの粒子形態(または粉体形態)で使用されてもよいし、または分散媒に分散されてなる分散体(例えばペースト)の形態で使用されてもよい。分散媒としては、例えば、ポリエチレングリコールが使用可能である。メタリック顔料(B)が分散体の形態で使用される場合、分散体中のメタリック顔料(B)の含有量が上記範囲内であればよい。
本発明のポリアミド樹脂組成物には、得られる成形体のメタリック感および光沢感を向上させるために、メタリック顔料(B)を含有させることが必要であるが、メタリック顔料(B)とともに、特定量の層状珪酸塩(C)を同時に含有することが好ましい。層状珪酸塩(C)を含有することにより、メタリック顔料(B)の分散性を向上させることができ、成形サイクルを短縮することができる。また、メタリック感(特に多角度光学特性)や光沢感が向上し、メタリック顔料(B)の含有量が少なくても、成形体のメタリック感および光沢感を効率よく高めることができる。
本発明で用いる層状珪酸塩(C)は、天然に産出するものでも、人工的に合成および変性されたものでもよく、例えばスメクタイト族(モンモリロナイト、バイデライト、ヘクトライト、ソーコナイト等)、バーミキュライト族(バーミキュライト等)、雲母族(フッ素雲母、白雲母、パラゴナイト、金雲母、レピドライト等)、脆雲母族(マーガライト、クリントナイト、アナンダイト等)、緑泥石族(ドンバサイト、スドーアイト、クッケアイト、クリノクロア、シャモナイト、ニマイト等)が挙げられる。本発明においては、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、膨潤性フッ素雲母およびモンモリロナイトからなる群から選択される1種以上の材料が好ましく、膨潤性フッ素雲母がより好ましい。層状珪酸塩(C)は、上記のうち1つを単独で用いてもよいし、2種以上を併用してもよい。
本発明において好適に用いられる膨潤性フッ素雲母は一般的に次式で示される構造式を有するものである。
Ma(MgXLib)Si4OYFZ
(式中、Mはイオン交換性のカチオンを表し、具体的にはナトリウムやリチウムが挙げられる。また、a、b、X、YおよびZはそれぞれ係数を表し、0≦a≦0.5、0≦b≦0.5、2.5≦X≦3、10≦Y≦11、1.0≦Z≦2.0である。)
Ma(MgXLib)Si4OYFZ
(式中、Mはイオン交換性のカチオンを表し、具体的にはナトリウムやリチウムが挙げられる。また、a、b、X、YおよびZはそれぞれ係数を表し、0≦a≦0.5、0≦b≦0.5、2.5≦X≦3、10≦Y≦11、1.0≦Z≦2.0である。)
このような膨潤性フッ素雲母の製造法としては、例えば、酸化珪素、酸化マグネシウムおよび各種フッ化物を混合し、その混合物を電気炉またはガス炉中で1400~1500℃の温度範囲で完全に溶融し、その冷却過程で反応容器内に膨潤性フッ素雲母の結晶成長させる溶融法が挙げられる。また、タルク〔Mg3Si4O10(OH)2〕を出発物質として用い、これにアルカリ金属イオンをインターカレーションして膨潤性を付与し、膨潤性フッ素雲母を得る方法もある(特開平2-149415号公報)。この方法では、所定の配合比で混合したタルクと珪フッ化アルカリを、磁性ルツボ内で700~1200℃の温度下に短時間加熱処理することによって、膨潤性フッ素雲母を得ることができる。この際、タルクと混合する珪フッ化アルカリの量は、混合物全体の10~35質量%の範囲とすることが好ましい。この範囲を外れる場合には膨潤性フッ素雲母の生成収率が低下することがある。
本発明において好適に用いられるモンモリロナイトは次式で表されるもので、天然に産出するものを水ひ処理等を用いて精製することにより得ることができる。
MaSi(Al2-aMg)O10(OH)2・nH20
(式中、Mはナトリウム等のカチオンを表し、0.25≦a≦0.6である。また層間のイオン交換性カチオンと結合している水分子の数はカチオン種や湿度等の条件によって様々に変わりうるため、式中、nH2Oで表した。)
モンモリロナイトにはマグネシアンモンモリロナイト、鉄モンモリロナイト、鉄マグネシアンモンモリロナイト等の同型イオン置換体の存在が知られており、これらを用いてもよい。
MaSi(Al2-aMg)O10(OH)2・nH20
(式中、Mはナトリウム等のカチオンを表し、0.25≦a≦0.6である。また層間のイオン交換性カチオンと結合している水分子の数はカチオン種や湿度等の条件によって様々に変わりうるため、式中、nH2Oで表した。)
モンモリロナイトにはマグネシアンモンモリロナイト、鉄モンモリロナイト、鉄マグネシアンモンモリロナイト等の同型イオン置換体の存在が知られており、これらを用いてもよい。
本発明のポリアミド樹脂組成物における層状珪酸塩(C)の含有量は通常、ポリアミド樹脂(A)100質量部に対し、12質量部以下(すなわち0~12質量部である。すなわち、層状珪酸塩(C)は、得られる成形体のメタリック感、光沢感および意匠性の観点からは、含有されなくてもよいし、または含有されてもよく、含有される場合、その含有量はポリアミド樹脂(A)100質量部に対し12質量部以下である。層状珪酸塩(C)の含有量の下限値は、特に限定されず、機械特性の向上の観点から、当該含有量はポリアミド樹脂(A)100質量部に対し0.1質量部以上、特に3質量部以上が好ましい。層状珪酸塩(C)の含有量は、得られる成形体のメタリック感、光沢感および意匠性のさらなる向上の観点から、ポリアミド樹脂(A)100質量部に対し、0~11質量部であることが好ましく、0~8質量部であることがより好ましく、0~6質量部であることがさらに好ましく、0~5質量部であることが特に好ましい。層状珪酸塩(C)の含有量が12質量部を超えると、後述する層状珪酸塩(C)の存在下、ポリアミド樹脂(A)を構成するモノマー成分の重合反応をすることが困難となったり、層状珪酸塩(C)の分散が大きく阻害されたりする場合がある。
本発明のポリアミド樹脂組成物には、成形体表面に保護層を形成させない場合には、耐擦傷性を向上させるため、耐擦傷剤を含有させることが好ましい。耐擦傷剤としては、例えば、オレフィン系改質剤、シリコーン系改質剤、フッ素系改質剤が挙げられる。
耐擦傷剤として使用するオレフィン系改質剤とは、グラフト重合または共重合等により変性したポリオレフィンのことをいう。グラフト重合により変性したポリオレフィンとしては、例えば、主鎖にポリエチレン、ポリプロピレン、エチレン-メタクリル酸グリシジル共重合体、エチレン-アクリル酸エチル共重合体、エチレン-酢酸ビニル共重合体を有し、側鎖にポリスチレン、スチレンーアクリロニトリル共重合体、アクリル酸ブチル-メタクリル酸メチル共重合体、メタクリル酸メチル-メタクリル酸共重合体をグラフト重合したポリオレフィンが挙げられる。共重合により変性したポリオレフィンとしては、例えば、エチレン-メタクリル酸グリシジル共重合体、エチレン-アクリル酸エチル共重合体、エチレン-酢酸ビニル共重合体が挙げられる。中でも、耐擦傷性の向上効果が高いことから、主鎖にポリエチレン、側鎖にスチレンーアクリロニトリル共重合体のグラフト重合したポリオレフィンが好ましい。オレフィン系改質剤の市販品としては、例えば、日油社製モディパーA1401(主鎖にポリエチレン、側鎖にスチレンーアクリロニトリル共重合体のグラフト重合したポリオレフィン)が挙げられる。
耐擦傷剤として使用するシリコーン系改質剤とは、シリコーンまたは変性シリコーンのことをいう。シリコーンとは、シロキサン結合からなる直鎖構造を有する高分子化合物であり、例えば、ジメチルポリシロキサン、ジフェニルポリシロキサン、メチルフェニルポリシロキサンが挙げられる。変性ポリシリコーンとは、置換基の一部が置換されたシリコーンであり、例えば、脂肪酸エステル基に置換されたエステル変性ポリシロキサン、ビニル基に置換されたビニル変性シリコーン、水素原子で置換されたハイドロジェンシリコーン、アルキル基で置換されたアルキル変性シリコーン、ポリエーテル基で置換されたポリエーテル変性シリコーン、アミノ基を有する基で置換されたアミノ変性シリコーン、ヒドロキシルアルキル基で置換されたカルビノール変性シリコーン、オキシラン環を有する基で置換されたエポキシ変性シリコーン、カルボキシル基を有する基で置換されたカルボキシ変性シリコーンが挙げられる。中でも、耐擦傷性の向上効果が高いことから、エステル変性ポリシロキサンが好ましい。シリコーン系改質剤の市販品としては、例えば、EVONIC社製TegomerH-Si 6441P(エステル変性ポリシロキサン)が挙げられる。
耐擦傷剤として使用するフッ素系改質剤とは、フッ素を主鎖に含有するポリオレフィンのことをいう。フッ素系改質剤としては、例えば、ポリテトラフルオロエチレン(四フッ化エチレン樹脂、PTFE)、三フッ化塩化エチレン樹脂(PCTFE)、四フッ化エチレン六フッ化プロピレン樹脂(PFEP)、フッ化ビニル樹脂(PVF)、フッ化ビリニデン樹脂(PVDF)、二フッ化二塩化エチレン樹脂、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン・エチレン共重合体(ETFE)、ポリビニリデンフルオライド、ポリクロロトリフルオロエチレン、クロロトリフルオエチレン・エチレン共重合体(ECTFE)が挙げられる。
本発明のポリアミド樹脂組成物に耐擦傷剤を含有させる場合の含有量としては、ポリアミド樹脂(A)100質量部に対し、0.1~10質量部の範囲の含有量が必要である。
本発明のポリアミド樹脂組成物には、重厚感を向上させるため、黒色顔料および/または黒色染料を含有させてもよい。黒色顔料と黒色染料は、どちらか単独を用いてもよいし、併用してもよい。
本発明のポリアミド樹脂組成物に用いる黒色顔料としては特に限定されないが、例えば、カーボンブラック、アセチレンブラック、ランプブラック、ボーンブラック、黒鉛、鉄黒、アニリンブラック、シアニンブラック、チタンブラックが挙げられる。中でも、本発明の効果を容易に発現できることから、カーボンブラックが特に好ましい。黒色顔料は、上記のうち1種を単独で用いてもよいし、2種以上を併用してもよい。
本発明のポリアミド樹脂組成物に用いる黒色染料としては特に限定されないが、例えば、ニグロシンを含むアジン系染料およびアンスラキノンを含む多環縮合染料が挙げられる。中でも、取扱いが簡便な点で、アジン系染料が好ましい。前記アジン系染料の中でも、ニグロシンが好ましい。ニグロシンとしては、例えば、COLOR INDEXにC.I.SOLVENT BLACK 5およびC.I.SOLVENT BLACK 7として記載されているような黒色アジン系縮合混合物が挙げられる。このようなニグロシンの合成は、例えば、アニリン、アニリン塩酸塩およびニトロベンゼンを、塩化鉄の存在下、反応温度160~180℃で酸化および脱水縮合することにより得ることができる。さらに、このようにして得られたニグロシンを精製し、アニリンやジフェニルアミンを0.1%未満にした精製ニグロシンがより好ましい。ニグロシンの市販品としては、オリヱント化学工業社製のCramity81やNUBIAN BLACKシリーズが挙げられる。黒色染料は、上記のうち1種を単独で用いてもよいし、2種以上を併用してもよい。
本発明のポリアミド樹脂組成物には、本発明の効果を損なわない限りにおいて、可塑剤、滑剤、離型剤、耐候剤、紫外吸収剤、光安定剤、熱安定剤、帯電防止剤等の添加剤を加えることができる。
本発明のポリアミド樹脂組成物に、層状珪酸塩(C)を含有させる場合は、層状珪酸塩(C)とメタリック顔料(B)との質量比率[(C)/(B)]を0.4~40とすることが好ましい。一般に、成形体を作製するには、製造速度が速いことが好ましく、成形サイクルが短いことが好ましい。本発明においては、前記質量比率[(C)/(B)]を0.4~40とすることにより、成形サイクルを短縮することができる。
[ポリアミド樹脂組成物の製造方法]
本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)とメタリック顔料(B)と、必要に応じて層状珪酸塩(C)やその他添加剤とを溶融混練することによって製造することができる。本発明において、層状珪酸塩(C)を用いる場合、層状珪酸塩(C)の存在下に、ポリアミド樹脂(A)を構成するモノマー成分の重合反応をおこなって、ポリアミド樹脂(A)と層状珪酸塩(C)との複合化混合物を作製し、この複合化混合物とメタリック顔料(B)および必要に応じてその他添加剤とを溶融混練してポリアミド樹脂組成物を製造することが好ましい。本発明のポリアミド樹脂組成物は通常、ペレット形態を有する。
本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)とメタリック顔料(B)と、必要に応じて層状珪酸塩(C)やその他添加剤とを溶融混練することによって製造することができる。本発明において、層状珪酸塩(C)を用いる場合、層状珪酸塩(C)の存在下に、ポリアミド樹脂(A)を構成するモノマー成分の重合反応をおこなって、ポリアミド樹脂(A)と層状珪酸塩(C)との複合化混合物を作製し、この複合化混合物とメタリック顔料(B)および必要に応じてその他添加剤とを溶融混練してポリアミド樹脂組成物を製造することが好ましい。本発明のポリアミド樹脂組成物は通常、ペレット形態を有する。
層状珪酸塩(C)の存在下に、ポリアミド樹脂(A)を構成するモノマー成分の重合反応をおこなうことにより、層状珪酸塩(C)をポリアミド樹脂(A)に均一に分散することができ、得られる成形体のメタリック感および光沢感をより向上させることができる。
重合反応に用いる上記モノマーとしては、アミノカルボン酸やそのラクタムを用いることができるので、重合反応の原料のアミノカルボン酸として、そのラクタムを用いてもよい。
層状珪酸塩(C)を用いる場合、層状珪酸塩(C)の存在下に、アミノカルボン酸(ラクタム)を重合する方法としては、層状珪酸塩(C)とアミノカルボン酸(ラクタム)とをオートクレーブに仕込んだ後、水等の開始剤を用い、温度240~300℃、圧力0.2~3MPa、1~15時間の範囲内で溶融重縮合法する方法が挙げられる。ε-カプロラクタムを用いる場合は、温度250~280℃、圧力0.5~2MPa、3~5時間の範囲で重合することが好ましい。
また、重合後のポリアミド樹脂に残留しているアミノカルボン酸(ラクタム)を除去するために、ポリアミド樹脂のペレットに対して熱水による精練をおこなうことが好ましく、その条件としては、90~100℃の熱水中で8時間以上の処理をすることが挙げられる。
ポリアミド樹脂(A)とメタリック顔料(B)および必要に応じてその他添加剤とを溶融混練をおこなう場合、またはポリアミド樹脂(A)と層状珪酸塩(C)との複合化混合物と、メタリック顔料(B)および必要に応じてその他添加剤とを溶融混練をおこなう場合、公知の溶融混練押出機を用いることができる。メタリック顔料の混練による破砕または折損を極力抑制するためには、通常は、スクリューは二軸で用いるよりも単軸で用いることが好ましいが、単軸では、さらに他の添加剤を配合する場合、その他の添加剤の分散性が悪くなったり、メタリック顔料についても、破砕や折損は抑制できても、メタリック顔料の分散性が不十分でメタリック感が損なわれる場合がある。
本発明においては、溶融混練時のスクリュー剪断応力をメタリック顔料に極力与えずに均一な分散を達成することが、本発明の樹脂組成物に必要な成形体表面の特定の多角度光学特性を付与するために重要である。
このため、本発明の樹脂組成物の製造に際しては、二軸押出機を使用して、ポリアミド樹脂(A)またはポリアミド樹脂(A)と層状珪酸塩(C)の複合化混合物、および必要に応じてメタリック顔料(B)以外の添加剤を主ホッパー(「トップフィーダ」ともいう)より一括投入し、メタリック顔料(B)を押出機途中よりサイドフィーダーにて供給することが好ましい。メタリック顔料(B)は、なるべく押出機下流にて供給することがより好ましい。この製造方法によって、メタリック顔料の破砕や折損を抑制しつつ、分散性も向上させ、よりメタリック感を向上させることができる。例えば、メタリック顔料(B)を二軸押出機または単軸押出機のトップフィーダから供給すると、得られる成形体は後述する多角度光学特性を得ることができず、メタリック感が低下する傾向がある。
図1に示すように、二軸押出機10は通常、シリンダ1内に2本のスクリュー2を収容してなり、原料を供給するためのトップフィーダ4およびサイドフィーダ5、ならびに混練物を吐出するための吐出口3をさらに有する。二軸押出機としては、市販品として入手可能なものを使用することができ、例えば、TEM37(東芝機械社製)等が挙げられる。図1は、本発明のポリアミド樹脂組成物を製造するための二軸押出機の一例の概略断面図であって、サイドフィーダの位置を説明するための二軸押出機の概略断面図である。
本発明においては、成形体が後述の多角度光学特性(特に(A1)~(E1)の式、好ましくは(A2)~(E2)の式、より好ましくは(A3)~(E3)の式、さらに好ましくは(A4)~(E4)の式)を満たし、結果としてさらに向上したメタリック感を得る観点から、二軸押出機は以下の条件(1)および(2)を満たすことが好ましい。これにより、光沢感および意匠性もさらに向上する。
条件(1):メタリック顔料(B)を供給するサイドフィーダ5について、トップフィーダ4からサイドフィーダ5までの距離X(図1参照)は、トップフィーダ4から吐出口3までの距離をYとしたとき、0.25Y~0.9Y、好ましくは0.3Y~0.8Y、より好ましくは0.4Y~0.75Yである;Yは特に限定されず、通常は500~50000mm、特に1000~10000mmである。
条件(2):二軸押出機のスクリュー回転数は、100~300rpm、好ましくは100~250rpm、より好ましくは150~250rpmである。
本発明のポリアミド樹脂組成物は、その成形体およびその表面に保護層を形成させた成形体に、特定の多角度光学特性を付与することができ、その結果として、メタリック感および光沢感を一層向上させることができる。以下にその特定の多角度光学特性について説明する。
本発明の樹脂組成物に必要な特定の多角度光学特性としては、図2に示すように、成形体表面または表面に保護層を形成させた成形体表面の法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°、110°として、L*値(D65光源/視野角2°)を測定したときのそれぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、さらにその全受光角度のL*値のうち、最大のL*値を(L*MAX),最小のL*値を(L*MIN)としたとき、下記(A1)~(E1)の式を満たす必要がある。
(A1) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(B1) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.5
(C1) 0.8≧(L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.2
(D1) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E1) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
(A1) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(B1) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.5
(C1) 0.8≧(L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.2
(D1) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E1) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
上記(A1)の式において、「((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))」(以下、単に「A値」ということがある)の上限値は通常、1.0である。
上記(B1)の式において、「((L*15)-(L*MIN))/((L*MAX)-(L*MIN))」(以下、単に「B値」ということがある)の上限値は通常、1.0、特に好ましくは0.95である。
上記(C1)の式において、「(L*25)-(L*MIN))/((L*MAX)-(L*MIN))」を単に「C値」ということがある。
上記(D1)の式において、「((L*45)-(L*MIN))/((L*MAX)-(L*MIN))」を単に「D値」ということがある。
上記(E1)の式において、「((L*75)-(L*MIN))/((L*MAX)-(L*MIN))」(以下、単に「E値」ということがある)の下限値は通常、0.01である。
上記(B1)の式において、「((L*15)-(L*MIN))/((L*MAX)-(L*MIN))」(以下、単に「B値」ということがある)の上限値は通常、1.0、特に好ましくは0.95である。
上記(C1)の式において、「(L*25)-(L*MIN))/((L*MAX)-(L*MIN))」を単に「C値」ということがある。
上記(D1)の式において、「((L*45)-(L*MIN))/((L*MAX)-(L*MIN))」を単に「D値」ということがある。
上記(E1)の式において、「((L*75)-(L*MIN))/((L*MAX)-(L*MIN))」(以下、単に「E値」ということがある)の下限値は通常、0.01である。
各受光角度のL*値が上記式の範囲にあることで、実際に人間の肉眼で入射光の正反射の角度に対して、110°から-15°の範囲で角度を変えながら、成形体表面を観察した時に、視覚的に、高いメタリック感を得ることができる。
A値、B値、C値、D値およびE値は、例えば、メタリック顔料(B)および層状珪酸塩(C)それぞれの含有量ならびに本発明の樹脂組成物(ペレット)の製造条件(例えば、二軸押出機におけるトップフィーダ4からサイドフィーダ5までの距離X、およびスクリュー回転数)を調整することにより、制御することができる。
多角度光学特性について、下記(A2)~(E2)の式を満たすことにより、さらに高いメタリック感を得ることができる。
(A2) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B2) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C2) 0.7≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.4
(D2) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E2) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
(A2) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B2) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C2) 0.7≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.4
(D2) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E2) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
上記(A2)の式において、A値の上限値は通常、1.0である。
上記(B2)の式において、B値の上限値は通常、1.0、特に好ましくは0.95である。
上記(E2)の式において、E値の下限値は通常、0.01である。
上記(B2)の式において、B値の上限値は通常、1.0、特に好ましくは0.95である。
上記(E2)の式において、E値の下限値は通常、0.01である。
多角度光学特性について、下記(A3)~(E3)の式を満たすことにより、さらに高いメタリック感を得ることができる。
(A3) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B3) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C3) 0.68≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.41
(D3) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.11
(E3) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
(A3) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B3) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C3) 0.68≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.41
(D3) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.11
(E3) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
上記(A3)の式において、A値の上限値は通常、1.0である。
上記(B3)の式において、B値の上限値は通常、0.95、好ましくは0.9、特に好ましくは0.85、特に好ましくは0.82である。
上記(E3)の式において、E値の下限値は通常、0.01である。
上記(B3)の式において、B値の上限値は通常、0.95、好ましくは0.9、特に好ましくは0.85、特に好ましくは0.82である。
上記(E3)の式において、E値の下限値は通常、0.01である。
多角度光学特性について、下記(A4)~(E4)の式を満たすことにより、さらに高いメタリック感を得ることができる。
(A4) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.72
(B4) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.62
(C4) 0.67≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.42
(D4) 0.2≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.12
(E4) 0.06≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
(A4) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.72
(B4) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.62
(C4) 0.67≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.42
(D4) 0.2≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.12
(E4) 0.06≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
上記(A4)の式において、A値の上限値は通常、1.0である。
上記(B4)の式において、B値の上限値は通常、0.9、特に好ましくは0.82である。
上記(E4)の式において、E値の下限値は通常、0.02、特に0.025である。
上記(B4)の式において、B値の上限値は通常、0.9、特に好ましくは0.82である。
上記(E4)の式において、E値の下限値は通常、0.02、特に0.025である。
本発明において、多角度光学特性を規定する「L*-15」、「L*15」、「L*25」、「L*45」、「L*75」および「L*110」は、BYK-mac i(BYK Additives & Instruments)により測定された値を用いているが、入射角度-45°からの上記受光角度における正反射に基づくL*値を測定可能な装置であれば、あらゆる装置により測定されてもよい。
本発明のポリアミド樹脂組成物を規定する多角度光学特性は、当該ポリアミド樹脂組成物を用いて得られた成形体に関する特性である。このような多角度光学特性測定用の成形体としては、ポリアミド樹脂組成物を十分に乾燥した後、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこなって得られた、縦90mm×横50mm×厚さ2mmの板状成形体を用いることができる。射出成形機としては、上記条件での射出成形が可能な装置であれば、あらゆる装置が使用されてもよく、例えば、東芝機械社製EC-100II型が挙げられる。
[本発明のポリアミド樹脂組成物を用いた成形体]
本発明は成形体も提供する。本発明の成形体は、上記本発明のポリアミド樹脂組成物を成形してなるものである。成形方法としては、射出成形、ブロー成形、押出成形、インフレーション成形、およびシート加工後の真空成形、圧空成形、真空圧空成形等の方法が挙げられる。これらの成形方法の中でも、射出成形法を用いることが好ましく、一般的な射出成形法のほか、ガス射出成形、射出プレス成形等も採用できる。
本発明は成形体も提供する。本発明の成形体は、上記本発明のポリアミド樹脂組成物を成形してなるものである。成形方法としては、射出成形、ブロー成形、押出成形、インフレーション成形、およびシート加工後の真空成形、圧空成形、真空圧空成形等の方法が挙げられる。これらの成形方法の中でも、射出成形法を用いることが好ましく、一般的な射出成形法のほか、ガス射出成形、射出プレス成形等も採用できる。
本発明のポリアミド樹脂組成物に適した射出成形条件として、例えば、シリンダー温度を樹脂組成物の融点または流動開始温度以上(例えば190~270℃)とすることが好ましく、また、金型温度を樹脂組成物の(融点-20℃)以下とする条件が挙げられる。成形温度が低すぎると成形体にショートが発生する等成形性が不安定になったり、得られる成形体のメタリック感および光沢感が失われることがある。逆に、成形温度が高すぎるとポリアミド樹脂組成物が分解し、得られる成形体の強度が低下したり、メタリック感および光沢感を低下させる要因となる場合がある。
本発明の成形体、特に射出成形法により得られた成形体は、メタリック感および光沢感が高いものであるが、射出成形時の各種条件、例えば、樹脂温度、射出速度、射出圧、金型温度をバランス良く設定することで、さらに、メタリック感および光沢感を向上させることが可能である。なお、これらの条件は、溶融したポリアミド樹脂組成物の金型内での流動性、さらには、ポリアミド樹脂組成物中での、メタリック顔料(B)の分散性に影響を与えるため、慎重に設定することが好ましい。例えば、射出速度を高速とした場合には、メタリック顔料(B)の配向が乱れてしまい、メタリック感および光沢感が低下する傾向があるため、射出速度は低速から中速とした方がよい。
本発明で得られた成形体は、その成形体で意匠性が必要な部分の表面、または全表面に保護層を形成させることもできる。保護層を形成することで、成形体の耐擦傷性および耐光性を向上させることができる。保護層を形成した表面において、上記したように、特定の多角度光学特性を本発明の範囲とすることで、意匠性も両立させることができる。
保護層を形成させる方法としては、保護層の原料となる塗料を、本発明の成形体表面に塗布して塗布層を形成した後、塗布した塗料組成物を、加熱および/または紫外線照射により、硬化させて、成形体表面を被覆する保護層を形成(硬化工程)する。本発明の範囲内であれば、保護層形成は1層だけでなく、2層以上形成させてもよい。2層以上形成させる場合は、原料となる塗料を2種以上使用してもよい。
塗布工程の塗布方法としては、スプレー塗装、刷毛塗装、ローラー塗装、ディッピング塗装、静電塗装、電着塗装等の公知の方法を適用できる。なお、ディッピング塗装とは、浸漬塗りともいい、塗料中に被塗物を漬け、その後引き上げる塗布方法である。
前記塗布工程における塗布層の膜厚は、硬化後の塗膜の膜厚が1~50μmとなるように形成することが好ましく、より好ましくは5~40μmである。硬化後の塗膜の膜厚が、1μm未満であると保護層としての効果が小さくなるため好ましくない。そして硬化後の塗膜の膜厚が、50μm以上となるように塗布層を形成するとワキ、タレなどの問題が生じ易くなったり、メタリック感が低減するため、好ましくない。なお、ワキとは、塗膜表面の泡状の表面欠陥であり、塗布層内部に残留している溶剤が焼き付け時の加熱等で蒸発して塗膜内に気泡を生じ、これが既に硬化した塗膜表面を変形させて泡状欠陥となって現れる現象をいう。また、タレとは、塗料を塗装後、乾燥・硬化するまでの間に、被塗物の傾斜等により塗料が流れて、局部的に塗膜の膜厚が厚くなる現象をいう。
保護層の原料となる塗料としては、特に限定されないが、例えば、基体樹脂及び架橋剤を含有する液状もしくは粉体状の塗料組成物が適用できる。基体樹脂の例としては、水酸基、カルボキシル基、シラノール基、エポキシ基などの架橋性官能基を含有する、アクリル樹脂、ポリエステル樹脂、アルキド樹脂、フッ素樹脂、ウレタン樹脂、シリコン含有樹脂などが挙げられる。架橋剤としては、前記基体樹脂の官能基と反応しうるメラミン樹脂、尿素樹脂、ポリイソシアネート化合物、ブロックポリイソシアネート化合物、エポキシ化合物又は樹脂、カルボキシル基含有化合物又は樹脂、酸無水物、アルコキシシラン基含有化合物又は樹脂等が挙げられる。また、必要に応じて、水や有機溶剤等の溶媒、硬化触媒、消泡剤、紫外線吸収剤、レオロジーコントロール剤、酸化防止剤、表面調整剤等の添加剤を適宜配合することができる。
紫外線硬化型塗料の場合は、さらに原料としてラジカル型光重合開始剤も含む。光重合開始剤は、紫外線の照射によってラジカルを発生するものであれば、公知の光重合開始剤を適宜に使用することができ、ベンゾイン系、ベンゾフェノン系、ベンジル系、アセトフェノン系、キノン系、チオキサントン系、フェニルグリオキシル酸系、フォスフィンオキサイド系等の公知の化合物から任意に選択することができる。
光重合開始剤としては、具体的には、ベンゾフェノン、p-メトキシベンゾフェノン、o-ベンゾイル安息香酸、o-ベンゾイル安息香酸メチル、4,4´-ビス(ジメチルアミノ)ベンゾフェノン、4,4´-ビス(ジエチルアミノ)ベンゾフェノン等のベンゾフェノン系化合物;アセトフェノン、2,2-ジエトキシアセトフェノン、2,2-ジメトキシ-2-フェニルアセトフェノン、2,2-ジメトキシ-1,2-ジフェニルエタン-1-オン、1-ヒドロキシシクロヘキシルフェニルケトン、2-ヒドロキシ-2-メチル-1-フェニルプロパン-1-オン等のアセトフェノン系化合物;ビス(2,4,6-トリメチルベンゾイル)-フェニルフォスフィンオキサイド、ビス(2,6-ジメトキシベンゾイル)-2,4,4-トリメチル-ペンチルフォスフィンオキサイド、2,4,6-トリメチルベンゾイル-ジフェニルフォスフィンオキサイド等のフォスフィンオキサイド系化合物を単独または組み合わせて用いる。
また保護層の原料となる塗料には、本発明の多角度光学特性を損なわない範囲内において、着色顔料を適時配合することができる。着色顔料としては、インク用、塗料用として従来公知の顔料を1種あるいは2種以上を組み合わせて配合することができる。その添加量は、適宜決定されて良いが、塗膜中の樹脂固形分100質量部に対して、固形分として30質量部以下、好ましくは0.01~15質量部、特に好ましくは0.01~10質量部の範囲内である。
塗膜を硬化させる工程であるが、焼き付け乾燥型の場合、通常、約50~約180℃の温度で架橋硬化させることができ、常温乾燥型又は強制乾燥型の場合には、通常、常温乾燥~約80℃の温度で架橋硬化させることができる。
紫外線硬化型の場合、塗膜に紫外線照射および必要に応じて加熱させることによって塗膜を硬化させることができる。紫外線の照射は、高圧水銀ランプ、メタルハライドランプ等の光源と照射器(ランプハウス)を含む公知の紫外線硬化装置を用いて照射することができる。保護膜の形成において、紫外線照射と加熱を両方行う場合、加熱と紫外線照射を同時に行ってもよいし、それぞれ順番に行ってもよいが、光沢性などの良好な外観を実現する観点から、最初に加熱から硬化を進めた後に、紫外線を照射して硬化させることが好ましい。また、紫外線硬化開始前の加熱による熱硬化の進行度合いに応じて、紫外線硬化の後にさらに加熱硬化して塗膜を完全硬化させることも好ましい。ここで、紫外線硬化前の加熱を予備加熱、紫外線硬化後の加熱を本加熱という。
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
1.評価方法
ポリアミド樹脂組成物の物性測定は、以下の方法によりおこなった。
(1)ガラス転移温度、融点
DSC(示差走査熱量測定)装置(パーキンエルマー社製、DSC7)を用いて昇温速度10℃/分で昇温し、昇温曲線中のガラス転移に由来する2つの折曲点温度の中間値をガラス転移温度とした。
また、示差走査熱量計(パーキンエルマー社製 DSC-7型)を用いて昇温速度20℃/分で360℃まで昇温した後、360℃で5分間保持し、続いて降温速度20℃/分で25℃まで降温し、さらに25℃で5分間保持後、再び昇温速度20℃/分で昇温測定した際の吸熱ピークのトップを融点とした。
ポリアミド樹脂組成物の物性測定は、以下の方法によりおこなった。
(1)ガラス転移温度、融点
DSC(示差走査熱量測定)装置(パーキンエルマー社製、DSC7)を用いて昇温速度10℃/分で昇温し、昇温曲線中のガラス転移に由来する2つの折曲点温度の中間値をガラス転移温度とした。
また、示差走査熱量計(パーキンエルマー社製 DSC-7型)を用いて昇温速度20℃/分で360℃まで昇温した後、360℃で5分間保持し、続いて降温速度20℃/分で25℃まで降温し、さらに25℃で5分間保持後、再び昇温速度20℃/分で昇温測定した際の吸熱ピークのトップを融点とした。
(2)樹脂中の層状珪酸塩の含有量
製造例で得られた樹脂を、熱風炉を用いて、600℃で12時間処理し、灰分を得、層状珪酸塩の含有量を求めた。
製造例で得られた樹脂を、熱風炉を用いて、600℃で12時間処理し、灰分を得、層状珪酸塩の含有量を求めた。
(3)曲げ強度
得られた樹脂組成物のペレットを100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、ダンベル試験片を作製した。
得られたダンベル試験片を用いて、ISO 178に準拠して測定した。
得られた樹脂組成物のペレットを100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、ダンベル試験片を作製した。
得られたダンベル試験片を用いて、ISO 178に準拠して測定した。
(4)意匠性(凝集物)
得られたポリアミド樹脂組成物を100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
凝集物の指標として、得られた板状成形体5枚において、0.3mm以上の凝集物の数をカウントして、その全個数で下記のように判断した。
◎:5個未満(良好);
×:5個以上(不合格)。
得られたポリアミド樹脂組成物を100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
凝集物の指標として、得られた板状成形体5枚において、0.3mm以上の凝集物の数をカウントして、その全個数で下記のように判断した。
◎:5個未満(良好);
×:5個以上(不合格)。
(5)多角度光学特性
得られたポリアミド樹脂組成物を100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
さらに一部の成形体については、2液熱硬化型塗料を用いて成形体表面に保護層を形成し、表面保護層形成成形体を作製した。塗料の塗布はロールコーターを用いて膜厚20μmとなるように塗布し、硬化条件は80℃×30分間とした。
得られた板状成形体および表面保護層形成成形体を用いて、BYK-mac i(BYK Additives & Instruments)を用い、図2のように、試料法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°、110°として、L*値(D65光源/視野角2°)を測定した。それぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、さらに各受光角度のL*値の最大の値を(L*MAX)、最小の値を(L*MIN)として、下記(A)~(E)式を計算した。
(A) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))
(B) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))
(C) ((L*25)-(L*MIN))/((L*MAX)-(L*MIN))
(D) ((L*45)-(L*MIN))/((L*MAX)-(L*MIN))
(E) ((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
得られたポリアミド樹脂組成物を100℃で12時間十分に乾燥した後、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度260℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
さらに一部の成形体については、2液熱硬化型塗料を用いて成形体表面に保護層を形成し、表面保護層形成成形体を作製した。塗料の塗布はロールコーターを用いて膜厚20μmとなるように塗布し、硬化条件は80℃×30分間とした。
得られた板状成形体および表面保護層形成成形体を用いて、BYK-mac i(BYK Additives & Instruments)を用い、図2のように、試料法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°、110°として、L*値(D65光源/視野角2°)を測定した。それぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、さらに各受光角度のL*値の最大の値を(L*MAX)、最小の値を(L*MIN)として、下記(A)~(E)式を計算した。
(A) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))
(B) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))
(C) ((L*25)-(L*MIN))/((L*MAX)-(L*MIN))
(D) ((L*45)-(L*MIN))/((L*MAX)-(L*MIN))
(E) ((L*75)-(L*MIN))/((L*MAX)-(L*MIN))
(6)メタリック感(目視評価)
(5)で得られた成形体および表面保護層形成成形体を用いて、可変角度ステージ付き光源ブース(ドイツBYK―Gardner社製ビコスペクトラエフェクト)を用い、全体として客観的に目視評価を実施し、下記基準で評価した。メタリック感は、メタリック顔料(B)としてアルミニウム系顔料を用いる場合においては「アルミニウム感」、パールマイカを用いる場合においては「パール感」のことであり、メタリック(アルミニウムまたはパール)の光輝感および質感を包含する。
◎◎:成形体表面のメタリック感が実際の金属表面のメタリック感と非常によく近似していた(最良);
◎:成形体表面のメタリック感が実際の金属表面のメタリック感と十分によく近似していたものの、上記「◎◎」のメタリック感ほど近似していなかった(優良);
○:成形体表面のメタリック感が実際の金属表面のメタリック感とよく近似していたものの、上記「◎」のメタリック感ほど近似していなかった(良);
△:成形体表面のメタリック感が実際の金属表面のメタリック感と近似していたものの、上記「○」のメタリック感ほど近似していなかった(合格);
×:成形体表面のメタリック感が実際の金属表面のメタリック感とわずかに近似していたものの、上記「△」のメタリック感ほど近似していなかった(不合格);
××:成形体表面のメタリック感が実際の金属表面のメタリック感と近似していなかった(不合格)。
(5)で得られた成形体および表面保護層形成成形体を用いて、可変角度ステージ付き光源ブース(ドイツBYK―Gardner社製ビコスペクトラエフェクト)を用い、全体として客観的に目視評価を実施し、下記基準で評価した。メタリック感は、メタリック顔料(B)としてアルミニウム系顔料を用いる場合においては「アルミニウム感」、パールマイカを用いる場合においては「パール感」のことであり、メタリック(アルミニウムまたはパール)の光輝感および質感を包含する。
◎◎:成形体表面のメタリック感が実際の金属表面のメタリック感と非常によく近似していた(最良);
◎:成形体表面のメタリック感が実際の金属表面のメタリック感と十分によく近似していたものの、上記「◎◎」のメタリック感ほど近似していなかった(優良);
○:成形体表面のメタリック感が実際の金属表面のメタリック感とよく近似していたものの、上記「◎」のメタリック感ほど近似していなかった(良);
△:成形体表面のメタリック感が実際の金属表面のメタリック感と近似していたものの、上記「○」のメタリック感ほど近似していなかった(合格);
×:成形体表面のメタリック感が実際の金属表面のメタリック感とわずかに近似していたものの、上記「△」のメタリック感ほど近似していなかった(不合格);
××:成形体表面のメタリック感が実際の金属表面のメタリック感と近似していなかった(不合格)。
メタリック感は、上記のように多角度光学特性により表される特性である。目視により感じるメタリック感の、実際の金属表面のメタリック感との近似の程度は、以下に示す多角度光学特性とよく対応していた:
メタリック感が「◎◎」の成形体:(A4)~(E4)の式を満たす成形体;
メタリック感が「◎」以上の成形体:(A3)~(E3)の式を満たす成形体;
メタリック感が「○」以上の成形体:(A2)~(E2)の式を満たす成形体;
メタリック感が「△」以上の成形体:(A1)~(E1)の式を満たす成形体。
メタリック感が「◎◎」の成形体:(A4)~(E4)の式を満たす成形体;
メタリック感が「◎」以上の成形体:(A3)~(E3)の式を満たす成形体;
メタリック感が「○」以上の成形体:(A2)~(E2)の式を満たす成形体;
メタリック感が「△」以上の成形体:(A1)~(E1)の式を満たす成形体。
(7)表面光沢度
光沢感の指標として、(5)で得られた成形体および表面保護層形成成形体を用いて、光沢度計(日本電色社製グロスメーターVG7000型)を用い、JIS Z 8741に基づき、測定をおこなった。
表面光沢度は、光沢感が高いほど大きな値となる。
◎:95以上;
○:90以上、95未満;
△:85以上、90未満(合格);
×:85未満(不合格)。
光沢感の指標として、(5)で得られた成形体および表面保護層形成成形体を用いて、光沢度計(日本電色社製グロスメーターVG7000型)を用い、JIS Z 8741に基づき、測定をおこなった。
表面光沢度は、光沢感が高いほど大きな値となる。
◎:95以上;
○:90以上、95未満;
△:85以上、90未満(合格);
×:85未満(不合格)。
(8)耐擦傷性(光沢残存率)
耐擦傷性の指標として、(5)で得られた成形体および表面保護層形成成形体を用いて、学振型摩耗試験機(安田精機製作所)を用い、5μ粒子研磨フィルム(3M社製「#3000」)を垂直過重9Nの条件で接触させ往復5回擦った。光沢度計(日本電色社製グロスメーターVG7000)を用い、摩耗試験前後の試験面の光沢度を測定し、下記式により光沢残存率を算出した。
光沢残存率=(試験前光沢度 - 試験後光沢度/試験前光沢度)×100
光沢残存率は、耐擦傷性が高いほど大きな値となる。成形体表面に保護層を形成させる場合は50%以上が合格であり、60%以上であることが好ましく、70%以上であることがより好ましい。
耐擦傷性の指標として、(5)で得られた成形体および表面保護層形成成形体を用いて、学振型摩耗試験機(安田精機製作所)を用い、5μ粒子研磨フィルム(3M社製「#3000」)を垂直過重9Nの条件で接触させ往復5回擦った。光沢度計(日本電色社製グロスメーターVG7000)を用い、摩耗試験前後の試験面の光沢度を測定し、下記式により光沢残存率を算出した。
光沢残存率=(試験前光沢度 - 試験後光沢度/試験前光沢度)×100
光沢残存率は、耐擦傷性が高いほど大きな値となる。成形体表面に保護層を形成させる場合は50%以上が合格であり、60%以上であることが好ましく、70%以上であることがより好ましい。
(9)耐候性(光沢残存率)
耐候性の指標として、(5)で得られた成形体および表面保護層形成成形体を用い、温度63℃で相対湿度50%の雰囲気下でサンシャインカーボンアーク灯式の耐候性試験機(サンシャインウェザーメータ JIS B7753)を用い、照射及び噴霧サイクル120分(102分間の照射、続いて18分間の照射及び噴霧)の条件にて2000時間耐候試験を実施し、耐候試験前後の試験面の光沢度を測定し、下記式により光沢残存率を算出した。
光沢残存率=(試験前光沢度 - 試験後光沢度/試験前光沢度)×100
光沢残存率は、耐候性が高いほど大きな値となる。成形体表面に保護層を形成させる場合は50%以上が合格であり、60%以上であることが好ましく、70%以上であることがより好ましい。
耐候性の指標として、(5)で得られた成形体および表面保護層形成成形体を用い、温度63℃で相対湿度50%の雰囲気下でサンシャインカーボンアーク灯式の耐候性試験機(サンシャインウェザーメータ JIS B7753)を用い、照射及び噴霧サイクル120分(102分間の照射、続いて18分間の照射及び噴霧)の条件にて2000時間耐候試験を実施し、耐候試験前後の試験面の光沢度を測定し、下記式により光沢残存率を算出した。
光沢残存率=(試験前光沢度 - 試験後光沢度/試験前光沢度)×100
光沢残存率は、耐候性が高いほど大きな値となる。成形体表面に保護層を形成させる場合は50%以上が合格であり、60%以上であることが好ましく、70%以上であることがより好ましい。
(10)成形サイクル
(3)の条件で成形時に、突出ピンで成形体に対し変形を与えないで容易に取出しが可能な最短の冷却時間を計測した。ここで成形サイクルとは、同じ射出条件で連続して成形した際、1ショット目の成形体の射出が開始してから、2ショット目の成形体の射出が開始するまでの時間をいう。すなわち、一つの成形体を成形するのに要する時間(射出時間+冷却時間+取出し時間の合計)をいう。本発明においては、30秒間以下が合格であり、25秒以下であることが好ましい。
(3)の条件で成形時に、突出ピンで成形体に対し変形を与えないで容易に取出しが可能な最短の冷却時間を計測した。ここで成形サイクルとは、同じ射出条件で連続して成形した際、1ショット目の成形体の射出が開始してから、2ショット目の成形体の射出が開始するまでの時間をいう。すなわち、一つの成形体を成形するのに要する時間(射出時間+冷却時間+取出し時間の合計)をいう。本発明においては、30秒間以下が合格であり、25秒以下であることが好ましい。
2.原料
(1)ポリアミド樹脂モノマー成分
・ε-カプロラクタム(宇部興産社製)
・12-アミノドデカン酸(宇部興産社製)
(1)ポリアミド樹脂モノマー成分
・ε-カプロラクタム(宇部興産社製)
・12-アミノドデカン酸(宇部興産社製)
(2)メタリック顔料
・アルミニウム系顔料(粒径20μm):旭化成ケミカルズ社製「シルビーズM200-BP」、平均粒子径20μm、平均厚み0.4μm、アルミペースト、アルミ成分90%、ポリエチレングリコール10%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・アルミニウム系願顔料(粒径28μm):SILVERLINE社製「SILVET 880-30-E1」、平均粒子径28μm、アルミ成分80%、ポリエチレンワックス30%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・アルミニウム系顔料(粒径35μm):SILVERLINE社製「SILVET 790-20-E」、平均粒子径35μm、アルミ成分80%、ポリエチレンワックス20%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・パールマイカ:日本光研工業社製「TWINCLE PEARL SXE」、粒径37μm、酸化チタン被覆合成マイカ。
・アルミニウム系顔料(粒径20μm):旭化成ケミカルズ社製「シルビーズM200-BP」、平均粒子径20μm、平均厚み0.4μm、アルミペースト、アルミ成分90%、ポリエチレングリコール10%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・アルミニウム系願顔料(粒径28μm):SILVERLINE社製「SILVET 880-30-E1」、平均粒子径28μm、アルミ成分80%、ポリエチレンワックス30%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・アルミニウム系顔料(粒径35μm):SILVERLINE社製「SILVET 790-20-E」、平均粒子径35μm、アルミ成分80%、ポリエチレンワックス20%。実施例におけるアルミニウム系顔料の含有量は、当該アルミニウム系顔料に含有されるアルミニウムの含有量を示す。
・パールマイカ:日本光研工業社製「TWINCLE PEARL SXE」、粒径37μm、酸化チタン被覆合成マイカ。
(3)層状珪酸塩
・膨潤性フッ素雲母:コープケミカル社製「ME-100」、平均粒子径6.0μm、陽イオン交換容量110ミリ当量/100g
・モンモリロナイト:ホージュン社製「ベンゲルHV」、平均粒子径5.0μm、陽イオン交換容量70ミリ当量/100g
・膨潤性フッ素雲母:コープケミカル社製「ME-100」、平均粒子径6.0μm、陽イオン交換容量110ミリ当量/100g
・モンモリロナイト:ホージュン社製「ベンゲルHV」、平均粒子径5.0μm、陽イオン交換容量70ミリ当量/100g
(4)保護層用原料
・2液熱硬化型塗料A:オリジン電気社製「エコネットEY-SS」
・2液熱硬化型塗料B:オリジン電気社製「オリジプレート Z-NY」
・2液熱硬化型塗料A:オリジン電気社製「エコネットEY-SS」
・2液熱硬化型塗料B:オリジン電気社製「オリジプレート Z-NY」
製造例1
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド6樹脂を得た。得られた樹脂の膨潤性フッ素雲母の含有量を測定したところ、4.0質量%であった。
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド6樹脂を得た。得られた樹脂の膨潤性フッ素雲母の含有量を測定したところ、4.0質量%であった。
製造例2
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母11質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド6樹脂を得た。得られた樹脂の膨潤性フッ素雲母の含有量を測定したところ、10.0質量%であった。
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母11質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド6樹脂を得た。得られた樹脂の膨潤性フッ素雲母の含有量を測定したところ、10.0質量%であった。
製造例3
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、モンモリロナイト4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、モンモリロナイトを含有するポリアミド6樹脂を得た。得られた樹脂のモンモリロナイトの含有量を測定したところ、4.0質量%であった。
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、モンモリロナイト4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、モンモリロナイトを含有するポリアミド6樹脂を得た。得られた樹脂のモンモリロナイトの含有量を測定したところ、4.0質量%であった。
製造例4
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、ポリアミド6樹脂を得た。
ε-カプロラクタム100質量部に対して、亜リン酸0.4質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、ポリアミド6樹脂を得た。
製造例5
ε-カプロラクタム80質量部と12-アミノドデカン酸20質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド612樹脂を得た。得られた樹脂のフッ素雲母の含有量を測定したところ、4.0質量%であった。
ε-カプロラクタム80質量部と12-アミノドデカン酸20質量部に対して、亜リン酸0.4質量部、膨潤性フッ素雲母4.5質量部、水5質量部を仕込み、80℃で1時間攪拌した後、260℃、0.7MPa下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合をおこない、膨潤性フッ素雲母を含有するポリアミド612樹脂を得た。得られた樹脂のフッ素雲母の含有量を測定したところ、4.0質量%であった。
実施例1
製造例4で得られたポリアミド樹脂100質量部を二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例4で得られたポリアミド樹脂100質量部を二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例2
製造例5で得られた層状珪酸塩含有ポリアミド樹脂104質量部を、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例5で得られた層状珪酸塩含有ポリアミド樹脂104質量部を、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例3
製造例1で得られた層状珪酸塩含有ポリアミド樹脂104質量部を、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例1で得られた層状珪酸塩含有ポリアミド樹脂104質量部を、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例4~11および比較例6,7
表1および3に記載の樹脂組成になるように原料および配合量を変更する以外は、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
表1および3に記載の樹脂組成になるように原料および配合量を変更する以外は、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
実施例12
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂13質量部、製造例4で得られたポリアミド樹脂87.5質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を、押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂13質量部、製造例4で得られたポリアミド樹脂87.5質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を、押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例13
製造例2で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部を二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例2で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部を二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例14
製造例3で得られたモンモリロナイト含有ポリアミド樹脂104質量部、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例3で得られたモンモリロナイト含有ポリアミド樹脂104質量部、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、表に示すアルミニウム系顔料3質量部を押出機下流よりサイドフィード供給し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
実施例15および16
実施例3で得られた樹脂組成物について、2液熱硬化型塗料A,Bで表面保護層を形成させた成形体で評価した結果をそれぞれ実施例15および16とした。
実施例3で得られた樹脂組成物について、2液熱硬化型塗料A,Bで表面保護層を形成させた成形体で評価した結果をそれぞれ実施例15および16とした。
実施例17
サイドフィーダの位置が異なる二軸押出機を用いたこと以外、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
サイドフィーダの位置が異なる二軸押出機を用いたこと以外、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
実施例18
スクリュー回転数を300rpmに変更したこと以外、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
スクリュー回転数を300rpmに変更したこと以外、実施例3と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
比較例1
製造例4で得られたポリアミド樹脂100質量部、表に示すアルミニウム系顔料3質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例4で得られたポリアミド樹脂100質量部、表に示すアルミニウム系顔料3質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
比較例2
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部、表に示すアルミニウム系顔料3質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部、表に示すアルミニウム系顔料3質量部を一括混合し、二軸押出機(EC-100;東芝機械社製)の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
比較例3
製造例4で得られたポリアミド樹脂100質量部、表に示すアルミニウム系顔料3質量部を一括混合し、単軸押出機の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転400rpm、吐出量30kg/時間にておこなった。
製造例4で得られたポリアミド樹脂100質量部、表に示すアルミニウム系顔料3質量部を一括混合し、単軸押出機の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転400rpm、吐出量30kg/時間にておこなった。
比較例4
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部、表に示すアルミニウム系顔料3質量部を一括混合し、単軸押出機の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転400rpm、吐出量30kg/時間にておこなった。
製造例1で得られた膨潤性フッ素雲母含有ポリアミド樹脂104質量部、表に示すアルミニウム系顔料3質量部を一括混合し、単軸押出機の主ホッパーより投入し、溶融混練をおこない、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転400rpm、吐出量30kg/時間にておこなった。
比較例5
比較例4で得られた樹脂組成物について、2液熱硬化型塗料Aで表面保護層を形成させた成形体で評価した結果を比較例5とした。
比較例4で得られた樹脂組成物について、2液熱硬化型塗料Aで表面保護層を形成させた成形体で評価した結果を比較例5とした。
比較例8
製造例4で得られたポリアミド樹脂100質量部と、表に示すアルミニウム系顔料3質量部とを単軸押出機の主ホッパーより一括投入し、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例4で得られたポリアミド樹脂100質量部と、表に示すアルミニウム系顔料3質量部とを単軸押出機の主ホッパーより一括投入し、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
比較例9
製造例1で得られたポリアミド樹脂100質量部と、表に示すアルミニウム系顔料3質量部とを単軸押出機の主ホッパーより一括投入し、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
製造例1で得られたポリアミド樹脂100質量部と、表に示すアルミニウム系顔料3質量部とを単軸押出機の主ホッパーより一括投入し、ダイスよりストランド状に押出しした後、冷却、ペレタイズし、ポリアミド樹脂組成物ペレットを得た。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/時間にておこなった。
比較例10
表3に記載の樹脂組成になるように原料および配合量を変更する以外は、比較例9と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
表3に記載の樹脂組成になるように原料および配合量を変更する以外は、比較例9と同様の操作をおこなって、ポリアミド樹脂組成物ペレットを得た。
参考例1(めっき)
市販のアクリロニトリルブタジエンスチレン樹脂(UMG ABS社製、3001M)を、85℃で3時間、予備乾燥したあと、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度240℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
得られた板状成形体について、脱脂処理、クロム酸エッチング、中和、キャタリスト、アクセレーター、無電解めっき、電気めっき処理を順次おこない、クロムめっき処理された、板状成形体を得た。本成形体について、多角度光学特性の評価のみ実施した。
市販のアクリロニトリルブタジエンスチレン樹脂(UMG ABS社製、3001M)を、85℃で3時間、予備乾燥したあと、射出成形機(東芝機械社製EC-100II型)を用いて、樹脂温度240℃、金型温度60℃、保圧30MPa、射出速度100mm/秒、射出圧力100MPa、冷却時間10秒の条件で射出成形をおこない、縦90mm×横50mm×厚さ2mmの板状成形体を作製した。
得られた板状成形体について、脱脂処理、クロム酸エッチング、中和、キャタリスト、アクセレーター、無電解めっき、電気めっき処理を順次おこない、クロムめっき処理された、板状成形体を得た。本成形体について、多角度光学特性の評価のみ実施した。
実施例1~18、比較例1~11および参考例1で得られたポリアミド樹脂組成物の樹脂組成およびその評価を表1~3に示す。



実施例1~18の樹脂組成物ペレットを用いると、メタリック感、光沢感、および意匠性に十分に優れた成形体を得ることができた。これらの実施例の中でも、特に実施例15、16の樹脂組成物ペレットを用いて得られた成形体は、表面保護層を有するため、耐擦傷性および耐候性にも優れていた。
詳しくは実施例1~18と比較例1~10との比較より、ポリアミド樹脂組成物ペレットを、特定組成としつつ、メタリック顔料(B)を二軸押出機のサイドフィーダから投入して製造することにより、当該ペレットから構成される成形体は以下の特性を有した:
・当該成形体は、上記の(A1)~(E1)の式を満たす多角度光学特性が得られ、結果として良好なメタリック感を有した;
・当該成形体は良好な光沢性を有した;および
・当該成形体は良好な意匠性を有した。
・当該成形体は、上記の(A1)~(E1)の式を満たす多角度光学特性が得られ、結果として良好なメタリック感を有した;
・当該成形体は良好な光沢性を有した;および
・当該成形体は良好な意匠性を有した。
例えば、実施例1~3および5~16と実施例4、17および18との比較より、
ペレット組成が以下の条件を満たし、かつ以下の二軸押出機条件を満たすとき、当該ペレットから構成される成形体は、上記の(A2)~(E2)の式を満たす多角度光学特性が得られ、結果としてメタリック感がさらに向上することが明らかである:
・メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して0.3~9質量部である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(すなわち、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低いとき(すなわち、当該回転数が100~250rpm(特に150~250rpm)である。
ペレット組成が以下の条件を満たし、かつ以下の二軸押出機条件を満たすとき、当該ペレットから構成される成形体は、上記の(A2)~(E2)の式を満たす多角度光学特性が得られ、結果としてメタリック感がさらに向上することが明らかである:
・メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して0.3~9質量部である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(すなわち、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低いとき(すなわち、当該回転数が100~250rpm(特に150~250rpm)である。
例えば、実施例1~3および6~16とこれらの実施例以外の実施例との比較より、ペレット組成が以下の条件を満たし、かつ以下の二軸押出機条件を満たすとき、当該ペレットから構成される成形体は、上記の(A3)~(E3)の式を満たす多角度光学特性が得られ、結果としてメタリック感がさらに向上することが明らかである:
・メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して1~9質量部である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(例えば、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低い(例えば、当該回転数が100~250rpm(特に150~250rpm)である)。
・メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して1~9質量部である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(例えば、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低い(例えば、当該回転数が100~250rpm(特に150~250rpm)である)。
また例えば、実施例1、3、6、および12とこれらの実施例以外の実施例との比較より、ペレット組成が以下の条件を満たし、所定の二軸押出機条件を満たすとき、当該ペレットから構成される成形体は、上記の(A4)~(E4)の式を満たす多角度光学特性が得られ、結果としてメタリック感がさらに向上することが明らかである:
・ポリアミド樹脂(A)がポリアミド6である;
・メタリック顔料(B)が平均粒子径10~25μmのアルミニウムであり、その含有量がポリアミド樹脂(A)100質量部に対して1質量部以上5質量部未満(特に1~4質量部)である;
・層状珪酸塩(C)が膨潤性フッ素雲母であり、その含有量がポリアミド樹脂(A)100質量部に対して0~8質量部(特に0~6質量部)である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(例えば、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低い(例えば、当該回転数が100~250rpm(特に150~250rpm)である)。
・ポリアミド樹脂(A)がポリアミド6である;
・メタリック顔料(B)が平均粒子径10~25μmのアルミニウムであり、その含有量がポリアミド樹脂(A)100質量部に対して1質量部以上5質量部未満(特に1~4質量部)である;
・層状珪酸塩(C)が膨潤性フッ素雲母であり、その含有量がポリアミド樹脂(A)100質量部に対して0~8質量部(特に0~6質量部)である;
・メタリック顔料を供給するサイドフィーダーが二軸押出機における適度な下流(例えば、図1において、Xが0.4Y~0.75Yである位置)にある;
・二軸押出機のスクリュー回転数が適度に低い(例えば、当該回転数が100~250rpm(特に150~250rpm)である)。
比較例1~5および8~10の樹脂組成物ペレットは、ポリアミド樹脂(A)およびメタリック顔料(B)を二軸押出機または単軸押出機のトップフィーダから投入して得たため、スクリュー回転数を調整しても、所定の多角度光学特性を満たさず、メタリック感が不良であった。
比較例6の樹脂組成物ペレットは、メタリック顔料(B)の含有量が多すぎたため、意匠性が不良であった。
比較例7の樹脂組成物ペレットは、メタリック顔料(B)を含有しなかったため、メタリック感が不良であった。
本発明のポリアミド樹脂組成物は、自動車部品、電気、電子部品に好適に用いることができる。自動車部品としては、例えば、インストルメントパネルでのスピードメーター、タコメーター、燃料計、水温計、距離計等の各種計器類、カーステレオ、ナビゲーションシステム、エアコン周りの各種スイッチ、ボタン、センターコンソールでのシフトレバー、サイドブレーキの握り部、ドアトリム、アームレスト、ドアレバーが挙げられる。電気、電子部品としては、例えば、パソコン周辺の各種部品および筐体、携帯電話部品および筐体、その他OA機器部品等の電化製品用樹脂部品が挙げられる。
Claims (17)
- ポリアミド樹脂(A)100質量部およびメタリック顔料(B)0.05~9質量部を含有するポリアミド樹脂組成物であって、
該ポリアミド樹脂組成物を含む成形体が、該成形体表面の法線に対して入射角度-45°として、得られた正反射の角度から受光角度を-15°、15°、25°、45°、75°110°として、L*値(D65光源/視野角2°)を測定したときのそれぞれのL*値を、(L*-15)、(L*15)、(L*25)、(L*45)、(L*75)、(L*110)とし、その各L*値のうち、最大のL*値を(L*MAX),最小のL*値を(L*MIN)としたとき、下記(A1)~(E1)の式を満たすことを特徴とするポリアミド樹脂組成物。
(A1) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(B1) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.5
(C1) 0.8≧(L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.2
(D1) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E1) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN)) - 前記各L*値が下記(A2)~(E2)の式を満たす、請求項1に記載のポリアミド樹脂組成物。
(A2) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B2) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C2) 0.7≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.4
(D2) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.1
(E2) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN)) - さらに、ポリアミド樹脂(A)100質量部に対して、層状珪酸塩(C)を12質量部以下で含有する、請求項1または2に記載のポリアミド樹脂組成物。
- 前記メタリック顔料(B)が、アルミニウムまたはパールマイカである、請求項1~3いずれかに記載のポリアミド樹脂組成物。
- 前記層状珪酸塩(C)が、膨潤性フッ素雲母またはモンモリロナイトである、請求項1~4いずれかに記載のポリアミド樹脂組成物。
- 前記メタリック顔料(B)の含有量が、ポリアミド樹脂(A)100質量部に対して、1質量部以上5質量部未満である、請求項1~5のいずれかに記載のポリアミド樹脂組成物。
- 前記メタリック顔料(B)の平均粒子径が10~25μmである、請求項1~6のいずれかに記載のポリアミド樹脂組成物。
- 前記各L*値が下記(A3)~(E3)の式を満たし、
前記メタリック顔料(B)の含有量がポリアミド樹脂(A)100質量部に対して1~9質量部である、請求項1~7のいずれかに記載のポリアミド樹脂組成物。
(A3) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.7
(B3) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.6
(C3) 0.68≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.41
(D3) 0.4≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.11
(E3) 0.2≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN)) - 前記各L*値が下記(A4)~(E4)の式を満たし、
前記ポリアミド樹脂(A)がポリアミド6であり、
前記メタリック顔料(B)が平均粒子径10~25μmのアルミニウムであり、その含有量がポリアミド樹脂(A)100質量部に対して1質量部以上5質量部未満であり、
前記層状珪酸塩(C)が膨潤性フッ素雲母であり、その含有量がポリアミド樹脂(A)100質量部に対して0~8質量部である、請求項1~7のいずれかに記載のポリアミド樹脂組成物。
(A4) ((L*-15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.72
(B4) ((L*15)-(L*MIN))/((L*MAX)-(L*MIN))≧0.62
(C4) 0.67≧((L*25)-(L*MIN))/((L*MAX)-(L*MIN))≧0.42
(D4) 0.2≧((L*45)-(L*MIN))/((L*MAX)-(L*MIN))≧0.12
(E4) 0.06≧((L*75)-(L*MIN))/((L*MAX)-(L*MIN)) - ポリアミド樹脂(A)およびメタリック顔料(B)を二軸押出機により溶融混練する、ポリアミド樹脂組成物の製造方法であって、
前記ポリアミド樹脂(A)を前記二軸押出機のトップフィーダより供給し、
前記メタリック顔料(B)を、前記ポリアミド樹脂(A)100質量部に対して0.05~9質量部の量で、前記二軸押出機のサイドフィーダより供給する、ポリアミド樹脂組成物の製造方法。 - 前記二軸押出機の押出方向において、前記トップフィーダから前記サイドフィーダまでの距離Xが、前記トップフィーダから吐出口までの距離をYとしたとき、0.25Y~0.9Yである、請求項10に記載のポリアミド樹脂組成物の製造方法。
- 前記二軸押出機のスクリュー回転数が100~300rpmである、請求項10または11に記載のポリアミド樹脂組成物の製造方法。
- 前記ポリアミド樹脂(A)を構成するモノマー成分の重合反応を、層状珪酸塩(C)の存在下でおこない、
前記ポリアミド樹脂組成物中の前記層状珪酸塩(C)の含有量が、ポリアミド樹脂(A)100質量部に対して、12質量部以下である、請求項10~12のいずれかに記載のポリアミド樹脂組成物の製造方法。 - 請求項1~9いずれかに記載のポリアミド樹脂組成物を製造する、請求項10~13のいずれかに記載のポリアミド樹脂組成物の製造方法。
- 請求項10~14のいずれかに記載のポリアミド樹脂組成物の製造方法により製造された、請求項1~9のいずれかに記載のポリアミド樹脂組成物。
- 請求項1~9のいずれかに記載のポリアミド樹脂組成物を成形してなる成形体。
- 前記成形体の表面に保護層を有する、請求項16に記載の成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022517606A JPWO2021220786A1 (ja) | 2020-04-27 | 2021-04-12 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020078530 | 2020-04-27 | ||
| JP2020-078530 | 2020-04-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021220786A1 true WO2021220786A1 (ja) | 2021-11-04 |
Family
ID=78331534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015171 WO2021220786A1 (ja) | 2020-04-27 | 2021-04-12 | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021220786A1 (ja) |
| WO (1) | WO2021220786A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000319521A (ja) * | 1999-05-14 | 2000-11-21 | Dainichiseika Color & Chem Mfg Co Ltd | フリップフロップ性メタリック感を有する成形品用熱可塑性樹脂組成物 |
| JP2007269890A (ja) * | 2006-03-30 | 2007-10-18 | Toray Ind Inc | レーザ溶着樹脂組成物およびそれからなる成形品 |
| JP2013169655A (ja) * | 2012-02-17 | 2013-09-02 | Asahi Kasei Chemicals Corp | 光輝性射出成形体 |
| JP2014080574A (ja) * | 2012-09-27 | 2014-05-08 | Unitika Ltd | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| JP2014198796A (ja) * | 2013-03-29 | 2014-10-23 | ユニチカ株式会社 | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| CN108976783A (zh) * | 2018-06-20 | 2018-12-11 | 上海锦湖日丽塑料有限公司 | 具有高金属质感的聚酰胺树脂组合物及其制备方法 |
| WO2020090741A1 (ja) * | 2018-10-31 | 2020-05-07 | ユニチカ株式会社 | メタリック調熱可塑性樹脂ペレット |
| JP2020204024A (ja) * | 2019-06-17 | 2020-12-24 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体 |
-
2021
- 2021-04-12 WO PCT/JP2021/015171 patent/WO2021220786A1/ja active Application Filing
- 2021-04-12 JP JP2022517606A patent/JPWO2021220786A1/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000319521A (ja) * | 1999-05-14 | 2000-11-21 | Dainichiseika Color & Chem Mfg Co Ltd | フリップフロップ性メタリック感を有する成形品用熱可塑性樹脂組成物 |
| JP2007269890A (ja) * | 2006-03-30 | 2007-10-18 | Toray Ind Inc | レーザ溶着樹脂組成物およびそれからなる成形品 |
| JP2013169655A (ja) * | 2012-02-17 | 2013-09-02 | Asahi Kasei Chemicals Corp | 光輝性射出成形体 |
| JP2014080574A (ja) * | 2012-09-27 | 2014-05-08 | Unitika Ltd | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| JP2014198796A (ja) * | 2013-03-29 | 2014-10-23 | ユニチカ株式会社 | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| CN108976783A (zh) * | 2018-06-20 | 2018-12-11 | 上海锦湖日丽塑料有限公司 | 具有高金属质感的聚酰胺树脂组合物及其制备方法 |
| WO2020090741A1 (ja) * | 2018-10-31 | 2020-05-07 | ユニチカ株式会社 | メタリック調熱可塑性樹脂ペレット |
| JP2020204024A (ja) * | 2019-06-17 | 2020-12-24 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021220786A1 (ja) | 2021-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020204024A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP6076664B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP6246419B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| WO1994006611A1 (en) | Thermoplastic coating compositions | |
| JP6274782B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JPH11279289A (ja) | 樹脂成形品 | |
| JP6128643B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| WO2021220786A1 (ja) | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 | |
| JP6733986B1 (ja) | メタリック調熱可塑性樹脂ペレット | |
| JP2014173057A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP6487715B2 (ja) | 塗装体 | |
| JP6059044B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| KR101803141B1 (ko) | 열가소성 수지 조성물 및 이를 이용한 성형품 | |
| JP6465608B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2022066841A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP2022066840A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP6928946B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP6619188B2 (ja) | ポリアミド樹脂組成物およびそれからなる成形体 | |
| JP2022122042A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| CN105419213A (zh) | 具有哑光金属效果的abs树脂组合物及其制备方法 | |
| JPS6264848A (ja) | プロピレン単独重合体組成物 | |
| JPH0564660B2 (ja) | ||
| JP4882582B2 (ja) | 熱可塑性樹脂組成物及びその成形品 | |
| JPH0639557B2 (ja) | プロピレン系重合体組成物 | |
| KR20090073931A (ko) | 도장성 및 내브레이크 오일성이 우수한 수지 조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21797807 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022517606 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21797807 Country of ref document: EP Kind code of ref document: A1 |